EP2420157A1 - Brosse à dents dotée d'une topographie particulière des soies - Google Patents
Brosse à dents dotée d'une topographie particulière des soies Download PDFInfo
- Publication number
- EP2420157A1 EP2420157A1 EP10008600A EP10008600A EP2420157A1 EP 2420157 A1 EP2420157 A1 EP 2420157A1 EP 10008600 A EP10008600 A EP 10008600A EP 10008600 A EP10008600 A EP 10008600A EP 2420157 A1 EP2420157 A1 EP 2420157A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- bristle
- bristles
- bundle
- pin
- toothbrush
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000012876 topography Methods 0.000 title claims abstract description 9
- 238000000034 method Methods 0.000 claims abstract description 23
- 230000000295 complement effect Effects 0.000 claims abstract description 5
- 238000004519 manufacturing process Methods 0.000 claims abstract description 5
- 230000007704 transition Effects 0.000 claims description 6
- 238000004140 cleaning Methods 0.000 description 18
- 239000004952 Polyamide Substances 0.000 description 12
- 229920002647 polyamide Polymers 0.000 description 12
- 238000003466 welding Methods 0.000 description 12
- 238000013461 design Methods 0.000 description 10
- -1 polypropylene Polymers 0.000 description 10
- 238000004040 coloring Methods 0.000 description 8
- 229920000728 polyester Polymers 0.000 description 7
- 238000012545 processing Methods 0.000 description 7
- PNEYBMLMFCGWSK-UHFFFAOYSA-N Alumina Chemical compound [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 6
- 230000033001 locomotion Effects 0.000 description 6
- 229920003023 plastic Polymers 0.000 description 6
- 239000004033 plastic Substances 0.000 description 6
- 239000002253 acid Substances 0.000 description 5
- 229920001707 polybutylene terephthalate Polymers 0.000 description 5
- 229920000139 polyethylene terephthalate Polymers 0.000 description 5
- 239000005020 polyethylene terephthalate Substances 0.000 description 5
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 4
- 239000004698 Polyethylene Substances 0.000 description 4
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 239000012467 final product Substances 0.000 description 4
- 229920000573 polyethylene Polymers 0.000 description 4
- 239000004743 Polypropylene Substances 0.000 description 3
- 235000002864 food coloring agent Nutrition 0.000 description 3
- 238000010438 heat treatment Methods 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 238000002844 melting Methods 0.000 description 3
- 230000008018 melting Effects 0.000 description 3
- 229920001155 polypropylene Polymers 0.000 description 3
- 239000004814 polyurethane Substances 0.000 description 3
- 229920002635 polyurethane Polymers 0.000 description 3
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical compound [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 description 2
- 229920000623 Cellulose acetate phthalate Polymers 0.000 description 2
- DQEFEBPAPFSJLV-UHFFFAOYSA-N Cellulose propionate Chemical compound CCC(=O)OCC1OC(OC(=O)CC)C(OC(=O)CC)C(OC(=O)CC)C1OC1C(OC(=O)CC)C(OC(=O)CC)C(OC(=O)CC)C(COC(=O)CC)O1 DQEFEBPAPFSJLV-UHFFFAOYSA-N 0.000 description 2
- RTZKZFJDLAIYFH-UHFFFAOYSA-N Diethyl ether Chemical compound CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 2
- KPIQXPLWZCDIHI-UHFFFAOYSA-N OC(=O)C1=NN(C=2C=CC(=CC=2)S(O)(=O)=O)C(O)=C1N=NC1=CC=C(S(O)(=O)=O)C=C1 Chemical compound OC(=O)C1=NN(C=2C=CC(=CC=2)S(O)(=O)=O)C(O)=C1N=NC1=CC=C(S(O)(=O)=O)C=C1 KPIQXPLWZCDIHI-UHFFFAOYSA-N 0.000 description 2
- 229930040373 Paraformaldehyde Natural products 0.000 description 2
- 239000011324 bead Substances 0.000 description 2
- 229910052796 boron Inorganic materials 0.000 description 2
- 229920002678 cellulose Polymers 0.000 description 2
- 239000001913 cellulose Substances 0.000 description 2
- 229920002301 cellulose acetate Polymers 0.000 description 2
- 229940081734 cellulose acetate phthalate Drugs 0.000 description 2
- 229920001727 cellulose butyrate Polymers 0.000 description 2
- 229920006218 cellulose propionate Polymers 0.000 description 2
- KEYWXKLGZZGHMT-UHFFFAOYSA-N chembl1616984 Chemical compound OC1=CC=C2C=C(S(O)(=O)=O)C=CC2=C1N=NC1=CC=C(S(O)(=O)=O)C=C1 KEYWXKLGZZGHMT-UHFFFAOYSA-N 0.000 description 2
- 238000001311 chemical methods and process Methods 0.000 description 2
- 239000003086 colorant Substances 0.000 description 2
- 229920001971 elastomer Polymers 0.000 description 2
- 239000000806 elastomer Substances 0.000 description 2
- 229920001903 high density polyethylene Polymers 0.000 description 2
- 239000004700 high-density polyethylene Substances 0.000 description 2
- WGCNASOHLSPBMP-UHFFFAOYSA-N hydroxyacetaldehyde Natural products OCC=O WGCNASOHLSPBMP-UHFFFAOYSA-N 0.000 description 2
- 238000001746 injection moulding Methods 0.000 description 2
- 229920001684 low density polyethylene Polymers 0.000 description 2
- 239000004702 low-density polyethylene Substances 0.000 description 2
- 239000003973 paint Substances 0.000 description 2
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 2
- 229920001123 polycyclohexylenedimethylene terephthalate Polymers 0.000 description 2
- 239000004926 polymethyl methacrylate Substances 0.000 description 2
- 229920006324 polyoxymethylene Polymers 0.000 description 2
- 238000010186 staining Methods 0.000 description 2
- 229920000468 styrene butadiene styrene block copolymer Polymers 0.000 description 2
- 229920001169 thermoplastic Polymers 0.000 description 2
- 229920002725 thermoplastic elastomer Polymers 0.000 description 2
- 229920002397 thermoplastic olefin Polymers 0.000 description 2
- 229920006346 thermoplastic polyester elastomer Polymers 0.000 description 2
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 2
- 239000004416 thermosoftening plastic Substances 0.000 description 2
- 208000002064 Dental Plaque Diseases 0.000 description 1
- 241000196324 Embryophyta Species 0.000 description 1
- 241000904500 Oxyspora paniculata Species 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- 239000002174 Styrene-butadiene Substances 0.000 description 1
- 239000004433 Thermoplastic polyurethane Substances 0.000 description 1
- 239000004676 acrylonitrile butadiene styrene Substances 0.000 description 1
- 238000004026 adhesive bonding Methods 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 230000009172 bursting Effects 0.000 description 1
- FACXGONDLDSNOE-UHFFFAOYSA-N buta-1,3-diene;styrene Chemical compound C=CC=C.C=CC1=CC=CC=C1.C=CC1=CC=CC=C1 FACXGONDLDSNOE-UHFFFAOYSA-N 0.000 description 1
- MTAZNLWOLGHBHU-UHFFFAOYSA-N butadiene-styrene rubber Chemical compound C=CC=C.C=CC1=CC=CC=C1 MTAZNLWOLGHBHU-UHFFFAOYSA-N 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 229920001577 copolymer Polymers 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 230000002708 enhancing effect Effects 0.000 description 1
- 238000005562 fading Methods 0.000 description 1
- 238000007373 indentation Methods 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 150000002734 metacrylic acid derivatives Chemical class 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 229920005644 polyethylene terephthalate glycol copolymer Polymers 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 239000000047 product Substances 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 239000011145 styrene acrylonitrile resin Substances 0.000 description 1
- 239000011115 styrene butadiene Substances 0.000 description 1
- 229920003048 styrene butadiene rubber Polymers 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- KKEYFWRCBNTPAC-UHFFFAOYSA-L terephthalate(2-) Chemical compound [O-]C(=O)C1=CC=C(C([O-])=O)C=C1 KKEYFWRCBNTPAC-UHFFFAOYSA-L 0.000 description 1
- 229920006345 thermoplastic polyamide Polymers 0.000 description 1
- 238000009732 tufting Methods 0.000 description 1
- 239000002966 varnish Substances 0.000 description 1
- 238000005406 washing Methods 0.000 description 1
Images








Classifications
-
- A—HUMAN NECESSITIES
- A46—BRUSHWARE
- A46B—BRUSHES
- A46B9/00—Arrangements of the bristles in the brush body
- A46B9/02—Position or arrangement of bristles in relation to surface of the brush body, e.g. inclined, in rows, in groups
- A46B9/04—Arranged like in or for toothbrushes
-
- A—HUMAN NECESSITIES
- A46—BRUSHWARE
- A46B—BRUSHES
- A46B3/00—Brushes characterised by the way in which the bristles are fixed or joined in or on the brush body or carrier
- A46B3/06—Brushes characterised by the way in which the bristles are fixed or joined in or on the brush body or carrier by welding together bristles made of metal wires or plastic materials
-
- A—HUMAN NECESSITIES
- A46—BRUSHWARE
- A46B—BRUSHES
- A46B9/00—Arrangements of the bristles in the brush body
- A46B9/02—Position or arrangement of bristles in relation to surface of the brush body, e.g. inclined, in rows, in groups
- A46B9/025—Position or arrangement of bristles in relation to surface of the brush body, e.g. inclined, in rows, in groups the bristles or the tufts being arranged in an angled position relative to each other
-
- A—HUMAN NECESSITIES
- A46—BRUSHWARE
- A46B—BRUSHES
- A46B9/00—Arrangements of the bristles in the brush body
- A46B9/02—Position or arrangement of bristles in relation to surface of the brush body, e.g. inclined, in rows, in groups
- A46B9/026—Position or arrangement of bristles in relation to surface of the brush body, e.g. inclined, in rows, in groups where the surface of the brush body or carrier is not in one plane, e.g. not flat
-
- A—HUMAN NECESSITIES
- A46—BRUSHWARE
- A46B—BRUSHES
- A46B9/00—Arrangements of the bristles in the brush body
- A46B9/02—Position or arrangement of bristles in relation to surface of the brush body, e.g. inclined, in rows, in groups
- A46B9/028—Bristle profile, the end of the bristle defining a surface other than a single plane or deviating from a simple geometric form, e.g. cylinder, sphere or cone
-
- A—HUMAN NECESSITIES
- A46—BRUSHWARE
- A46D—MANUFACTURE OF BRUSHES
- A46D1/00—Bristles; Selection of materials for bristles
- A46D1/02—Bristles details
- A46D1/0276—Bristles having pointed ends
-
- A—HUMAN NECESSITIES
- A46—BRUSHWARE
- A46D—MANUFACTURE OF BRUSHES
- A46D3/00—Preparing, i.e. Manufacturing brush bodies
- A46D3/04—Machines for inserting or fixing bristles in bodies
-
- A—HUMAN NECESSITIES
- A46—BRUSHWARE
- A46D—MANUFACTURE OF BRUSHES
- A46D3/00—Preparing, i.e. Manufacturing brush bodies
- A46D3/04—Machines for inserting or fixing bristles in bodies
- A46D3/045—Machines for inserting or fixing bristles in bodies for fixing bristles by fusing or gluing to a body
-
- A—HUMAN NECESSITIES
- A46—BRUSHWARE
- A46B—BRUSHES
- A46B2200/00—Brushes characterized by their functions, uses or applications
- A46B2200/10—For human or animal care
- A46B2200/1066—Toothbrush for cleaning the teeth or dentures
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S15/00—Brushing, scrubbing, and general cleaning
- Y10S15/05—Varied length bristle
Definitions
- the present invention relates to a toothbrush having a bristle field design and to a method for the production thereof.
- Toothbrushes usually have a brush head with a bristle field formed from bristle bundles. Such toothbrushes are known from the prior art.
- the bristle fields of the toothbrushes have been diversified over time to improve their application, that is, on the one hand the cleaning effect and on the other hand the handling for the user.
- One of these developments relates to the use of profiled bristle fields and bristle bundles with bristles of different heights.
- US 5,926,897 discloses a toothbrush having a bristle field composed of bristle bundles. This bristle field is designed profiled and the individual bristle bundles have a number of higher standing bristles, which form a higher end surface.
- DE 198 32 436 describes a method for making brushes, in particular toothbrushes.
- the method shows the processing of bristle bundles with different lengths bristles, wherein the processing of the bristles is performed in different steps by means of lateral deflection.
- US design 425,306 shows an ornamental bristle field with substantially triangular bristle bundles, at the corners of higher standing bristles are arranged.
- EP 1 425 989 discloses toothbrushes with pointed bristles and a method of making the same.
- the bristles can have two identical pointed ends or different, ie, one not pointed and one pointed end.
- WO 2009/000903 describes a toothbrush with bristle bundles, these bristle bundles on the one hand have shorter non-pointed bristles and on the other hand longer pointed bristles.
- the longer bristles may be randomly distributed in the bristle bundle or centrally located in an inner region of the bristle bundle.
- the object underlying the present invention is to provide a toothbrush which is easy to produce and which has a very good cleaning effect and is easy to handle.
- a bristle bundle with cylindrical bristles and / or pointed bristles is introduced into a receiving recess of a tool of a bristling machine.
- profile pin is acted on the pin facing the end of the bristles of the bristle bundle to their orientation, so that the bristles of the bristle bundle are aligned by means of an end face of the profiled pin and thereby the topography of the end face of the profiled pin complementary topography form, wherein the profiled pin has a non-continuous surface on the end face acting on the bristles, which forms a plurality of planes. Not continuous means that the surface has an edge-shaped transition, ie an edge.
- An apparatus for carrying out the method according to the invention for producing a toothbrush comprises a die with profile pins guided therein, wherein the profile pins have a highly polished or lapped surface.
- a toothbrush according to the invention is made of plastic and comprises at least one hard component and / or one or more soft components.
- the main body of the toothbrush comprising a head part, a grip part and a neck part connecting the head part and the grip part comprises a carrier element, preferably in the form of a carrier plate.
- the bristle field formed from bristle bundles is arranged on the carrier element.
- Both the head, the neck, the handle part and also the carrier element comprise at least one hard component and / or at least one soft component.
- the head part or the interface to the carrier element and the carrier element itself are made of the same hard component.
- thermoplastics are preferably used as hard components: styrene polymers, eg styrene acrylonitrile (SAN), polystyrene (PS) acrylonitrile butadiene styrene (ABS), styromethyl methacrylates (SMMA) and styrene butadiene; Polyolefins such as polypropylene (PP) or polyethylene (PE), both in the form of high density polyethylene (HDPE) and in the form of low density polyethylene (LDPE); Polyester, eg Polyethylene terephthalate (PET) in the form of acid modified polyethylene terephthalate (PETA) or in the form of glycol modified polyethylene terephthalate (PETG), polybutylene terephthalate (PBT), acid modified polycyclohexylenedimethylene terephthalate (PCT-A) and glycol modified polycyclohexylenedimethylene ether terephthalate (PCT-G
- thermoplastic elastomers are preferably used: thermoplastic polyurethanes (TPE-U); thermoplastic styrene elastomers (TPE-S), e.g. Styrene-ethylene-butylene-styrene copolymer (SEBS) or styrene-butadiene-styrene copolymer (SBS); thermoplastic polyamide elastomers (TPE-A); thermoplastic polyolefin elastomers (TPE-O); thermoplastic polyester elastomers (TPE-E).
- the thermoplastics polyurethanes (PUR) and polyethylenes (PE) can also be used as a soft component.
- a TPE-S is used.
- the Shore A hardness of the soft components used is preferably less than 90 Shore A.
- the hard and soft components used are preferably in two- or multi-component injection molding processed. This forms a material or positive connection between the components.
- bristles refers to the individual filaments of which bundles of bristles are made up.
- the terms bristle, bristle filament or filament are used synonymously and all refer to the above-mentioned individual filaments of a bristle bundle.
- Bristles can be made of different materials.
- polyamides (PA) or polyesters (PBT) are used.
- An example of a polyamide used is PA6.12.
- polyamides are preferably used for cylindrical bristles, while polyesters are preferably used for one-sided or double-sided sharpened bristles.
- the bristles can have different diameters. As a rule, bristles have a cylindrical shape.
- the cross section is at least approximately circular cylindrical and constant over the length of the bristle, in this way a circular cylinder is formed.
- Other cross-sectional shapes are possible, for example, square, rectangular or diamond-shaped.
- Tapered bristles have on the one hand a cylindrical part in which they have a constant cross-section, on the other hand, these bristles taper over a certain range to at least one payload end.
- the area of the sharpened bristles which adjoins the pointed area and thus faces the free end has a cylindrical cross-section.
- bristles may have different types of ends.
- the bristle end of cylindrical bristles is usually on the one hand at least approximately hemispherical, while on the other hand, the bristle end of pointed bristles leaking to a point.
- the bristle ends of cylindrical bristles are usually machined to avoid any sharp edges at the bristle end, which may for example result from cutting. Machining means that the ends of the cylindrical bristles are rounded, for example, after being cut to a length for further processing. This breaks sharp edges of the bristle ends of the cylindrical bristles and achieves an at least approximately hemispherical bristle end.
- the bristles may be at least partially colored. Polyester (PBT) bristles are dyed chemically. If the bristles are made of polyamide (PA), food colors can also be used for coloring. For example, Aluminum Lake of 3,3'-dioxo-2,2'-diindolinydene-5,5'-disulfonic acid for a blue color, aluminum lake of 5-hydroxy-1- (4-sulfophenyl) -4- (4- sulfophenylazo) -3-pyrazolecarboxylic acid for yellow staining or aluminum lake of 6-hydroxy-5- (4-sulfophenylazo) -2-naphthalenesulfonic acid also used for yellow staining.
- Wholly or partially colored bristles must be painted in order to ensure their machinability. For example, to reduce the friction between the bristles and the machine parts.
- Boron bundles according to the invention comprise bristles with at least two different lengths. That is, the free ends of the bristles are at different heights from the bristle-carrying top of the head and up in the case of bristle bundles with bristles of two different lengths two different areas.
- the portion of the bundle of bristles which contains all the bristles in cross-section is called the bundle of bristles.
- the above-mentioned two effective surfaces are formed on the one hand by the bristle ends of the bristles of shorter length and on the other hand by the bristle ends of the bristles of greater length, that is, with the higher bristle ends.
- the bristle bundle trunk preferably has a height of 6 mm to 11 mm, particularly preferably 8 mm to 10 mm.
- the height of the reduced portion of the bristle bundle is preferably 9 mm to 15 mm, particularly preferably 10 mm to 12 mm. The height is measured in each case from the top of the head part or the support element, actually from the exit point of the bristle from the surface.
- the distance of the end surface of the bristle bundle trunk to the end surface of the reduced part is preferably between 0.5 mm and 5 mm, between 2 mm and 3 mm.
- bristle bundles comprise bristles with bristle ends of different height which form two usable surfaces. The bristles can also have different bristle ends.
- the bristle ends may be rounded, as has been described for cylindrical bristles, on the other hand, bristles may have a tapering region towards their free end, which has a sharpened bristle end. In one embodiment, all bristles have pointed bristle ends. In a preferred variant, only bristles with a higher bristle end have a sharpened bristle end. This means that only the reduced part of a bundle of bristles has bristles sharpened bristle end. The remaining bristles of this bristle bundle with a lower bristle end are cylindrical bristles with a rounded bristle end.
- the higher usable area is formed by bristles with pointed bristle ends
- the lower lying useful area is formed by bristles with a rounded bristle end.
- it is the other way around.
- the bristles with higher bristle ends have rounded bristle ends.
- the remaining bristles with a lower bristle end have pointed bristle ends. Consequently, in this embodiment, the higher usable space is formed by free, rounded bristle ends and the lower effective area is formed by free, pointed bristle ends.
- Both cylindrical bristles with a rounded bristle end and bristles with a sharpened bristle end may wholly or preferably only be partially colored.
- the colored area of a bristle extends over a length of 2 mm to 10 mm, preferably 3 mm to 8 mm.
- the colored part of the bristles preferably extends toward the free bristle ends thereof.
- only bristles having a lower bristle end have a colored area, which area preferably extends toward the free bristle ends.
- the at least partial coloring of the bristles may have other advantages in addition to design and aesthetic aspects to bring oneself.
- An embodiment of the coloring or of the color itself entails that the fading of the colored area of a bristle or the washing out of the color as the use period progresses are used by the user as an efficient indicator of the shorter life of a toothbrush according to the invention. This gives the user an advantageous consumption display.
- the bristle field is formed by the bristle bundles arranged on the carrier element.
- the bristle bundles can be arranged in a grid on the support element.
- the bristle field may be formed by one or preferably two or more different types of bristle bundles.
- bristle bundles with bristles which have at least two bristle ends of different heights bristle bundles with cylindrical bristles or bristle bundles with bristles having a pointed free end or also bristle bundles consisting of a combination of cylindrical and sharpened bristles may be present.
- the bristle bundles with bristles of bristles of different heights can be arranged exclusively in the outermost regions, while in the interior of the bristle field bristle bundles are formed, which are shaped according to the known state of the art.
- cylindrical bristles with a height of bristle ends may be attached, which may be configured shorter in their bristle length than the bristle bundles with bristles having at least two bristle ends of different height.
- alternating longitudinal or transverse areas of the above different types of bristle bundles are also possible.
- the bristle bundles can generally, that is also the bristle bundles with bristles, which have at least two bristle ends of different heights upstanding, be configured in a variety of cross-sections. Examples of these are circular, approximately circular, curved, angular or free-form structures.
- the bristle bundles and also the higher bristle ends in the bundle of bristles are preferably arranged substantially vertically.
- An inclination relative to the carrier plate can also be realized.
- the higher ends protrude at an angle relative to the support plate from the bristle bundle.
- the orientation of the inclination is not limited, the bristles that are affected by the skew can take any angle in the projection perpendicular to the support plate relative to the longitudinal axis of the toothbrush.
- Bristle bundles with inclined bristles can be combined in the same bristle field with vertical bristle bundles.
- the lengths of the lower-lying bristle ends and also the lengths of the higher bristle ends can be varied. In a bristle field, it is therefore possible to vary with one length or the other length or with both lengths.
- the bristle bundles according to the invention can be combined with additional soft-elastic structures arranged on the carrier element or directly on the head part, wherein the soft-elastic structures consist of at least one of the soft components described above consist.
- Such soft elastic structures are preferably designed as soft-elastic cleaning or massage elements.
- the soft-elastic cleaning or massage elements can have very different shapes due to the great freedom of design.
- the cleaning or massage elements can also be present as corner-mounted wing-like or pin-shaped configured cleaning or massage elements. Also possible are scraper-like in their plan view wavy designed cleaning or massage elements or curved, possibly approximately circular curved cleaning or massage elements.
- the approximately circular cleaning or massage elements may form a closed circle or be arranged in segments in a circle.
- the soft-elastic cleaning or massage elements complement the cleaning effect of the bristles by enhancing the removal of dental plaque and the polishing of the tooth surface or effect.
- soft-elastic structures, in particular the soft-elastic cleaning or massage elements also serve to dampen cleaning movements and not least the massage of the gums. Analogous to how the different types of bundles of bristles can be combined or arranged with each other, the anchorless bursting of the toothbrush by means of the support element allows a very great design freedom in the arrangement of flexible structures, in particular the cleaning or massage elements.
- scraper-like, curved in plan view and arranged on a circle soft elastic cleaning or Massage elements enclose one or more bristle bundles, the soft elastic cleaning elements are in turn surrounded by bristle bundles or can be.
- the AFT method allows the realization of bristle bundles with an example arcuate cross-section, since no anchor is necessary which limits the width of the bristle bundle.
- Boron bundles according to the invention comprise bristles with at least two different lengths.
- the bristles with the higher bristle ends form a (second) effective area.
- This useful surface may be a plane extending substantially parallel to the top of the head part.
- the effective area may also be a plane inclined with respect to the top of the head or the effective area may be a, e.g. have wave-shaped, roof-shaped or serrated profile.
- the bristle-carrying head portion may comprise a bristle field formed of different types of bristle bundles.
- bristle bundles with bristles which have bristle ends of different heights and thus form at least two levels of use
- soft-elastic structures e.g. in the form of soft-elastic cleaning and massage elements, be present.
- the soft-elastic structures can be formed directly on the head part or on a carrier element which is inserted into the head part and connected to it.
- the bristles or bundles of bristles become unaided Ankers on the head part or on a support element, such as a bristle support plate attached.
- a support element such as a bristle support plate attached.
- the bristles are thereby guided in bundles with their blunt end opposite the free use end through passages in the carrier element, so that an end region of the bristle bundles protrudes beyond the underside of the carrier element.
- the support member projecting end portion of the bristles they are fixed by melting, gluing or welding.
- a tool which consists of a block-like main body, also referred to as a die, and a funnel plate is used in a bristling machine.
- a receiving recess Through the die of the tool passes in the vertical direction, a receiving recess.
- the cross section of this receiving recess is constant over the entire length of the rectilinear receiving recess in the die.
- a pin In the receiving recess is a pin, a so-called profile pin, guided in sliding fit.
- the profiled pins In the region in which they come into contact with bristles, that is to say the profiled pins have on their front side a scratch-free polished, preferably a lapped surface or highly polished. Depending on the shape of the end face of the profiled pin existing recesses must have sharp and burr-free edges, otherwise there is a risk that the bristle filaments when inserting into the hole or in subsequent processing or jam. In addition, it is advantageous if the diameter at the bristle end, which rests on the profile pin is not smaller than the tolerance range between the profile pin and the Receiving recess. The diameter of the depression in the profile pin implies that between 3 and 8 bristles occupy the corresponding profile.
- the stated number of bristles is higher in the bundle of bristles than in the rest.
- the final bristle bundle between 5% and 25%, preferably between 10% and 15%, of the bristle ends are higher than the remainder.
- the bristle ends standing higher are preferably arranged centrically in the bristle bundle.
- the arrangement at the edge of the contour of the bristle bundle is another possibility of the arrangement.
- the depth of the recess is between 0.5 mm and 5 mm, preferably between 2 mm and 3 mm.
- the die or its receiving recesses are filled with the associated pins by a circular arc of the bristle machine with bundles of cylindrical or pointed bristles.
- a finished bristle bundle may comprise bristles of only one passage as well as of several passes of the circular arc. Furthermore, there is the possibility of using a variable circular arc. This allows the number of bristles fed per pass to be adjusted. In this way a variability of +/- 34% can be achieved starting from an initial burst amount (100%). Accordingly, different sized receiving recesses may be arranged in a die, which leads to the toothbrush to different sized bristle bundles. After filling, the funnel plate is placed on the matrix in another station of the bristle machine.
- the sliding fit between the die and the profiled pins is designed such that the tips of the sharpened bristles have a larger diameter than the tolerance range of the sliding fit.
- the movement of the profile pins is limited so that they are movable only within the die.
- the profiled pin is provided, for example with a blind hole-like depression to the respective bristle bundle, in the final form, to provide a topography in which a part of the bristles a has higher bristle end.
- the final shape of the bundles of bristles is decisively influenced by the shape of the face of the profile pin. Instead of a blind hole-like depression, however, other arbitrary topographies of the end face of the profile pin are possible.
- the funnel plate is placed on the die and thereon, if this is provided in the method, a bristle carrier plate such that the bristle carrier plate associated with this bristle bundle is aligned with the corresponding guide passage in the funnel plate.
- the upper side of the bristle carrying plate comes to rest on the funnel plate, so that the underside of the bristle carrying plate is exposed upwards.
- this guide passage of the funnel plate on the other hand also corresponds to the receiving recess.
- a heating stamp is lowered onto the bristles or in the vicinity thereof so that the end region of the bristles melts and forms on the underside a bristle mat 21 which at least partially covers the underside and thereby fixes the bristles to one another and to the bristle support plate.
- the die of the tool can have a further receiving recess with profile pins guided therein.
- bristles e.g. cylindrical bristles introduced; These come with their possibly previously mechanically machined ends on the front side of the other profile pins to the plant.
- a topography that is, a bristle field with different upstanding bristle ends generated.
- the further profile pins are displaced to push the respective bristle bundles through the further passages of the bristle carrying plate until the bristle bundles protrude with an end portion over the underside of the bristle carrying plate.
- the melting of the end sections takes place as described above.
- this bristle mat 21 may consist of polyester (pointed bristles) and polyamide (cylindrical bristle). Since these two types of plastic do not combine in the bristle melt, it is preferable to ensure that groups of bundles of bristles are formed with the individual materials, in which case the bristle melt can combine within a group.
- the similar bristle bundles are placed in this regard preferably in groups with immediate proximity. In this case, therefore, preferably the bristle bundles of tapered bristles or cylindrical bristles are introduced into receiving recesses or further receiving recesses, which are arranged adjacent to one another and form a group.
- the present invention can be used for bristle fields of different products.
- manual toothbrushes, electric toothbrushes with rotating, oscillating, pivoting or translational motion (as sideways or longitudinal movement, vibratory motion or a combination of these movements may be provided with bristle bundles having bristles with at least two bristle ends of different heights.
- FIG. 1 is a possible carrier element in the form of a bristle carrying plate 10 in a perspective view obliquely from above.
- a number of passages 16 extend. These have in the example shown a kidney-shaped or oval cross-section.
- the passages may also have a circular or any other cross section in the form of a closed contour.
- From the bottom 14 is in the direction towards below a ring-shaped Zentri mecanicswulst 18, which extends at a small distance from the side edge of the bristle carrier plate 10 along this and is preferably formed wedge-shaped tapering towards the free end.
- a circumferential and along the side edge extending welding edge 19 is attached. This serves in the process of connecting bristle carrier plate 10 and toothbrush body 28.
- the welding edge 19 can of course also be provided at any other location laterally or on the underside of the bristle carrier plate 10. In particular, it is also possible to attach the welding edge to the centering bead 18. Of course, these alternative arrangements of the welding edge necessitate adjustments to the counter-geometry of the bristle carrying plate 10, that is, to the recess 32.
- FIG. 2 shows in the same representation as FIG. 1 the bristle support plate 10, which is provided with a schematically indicated bristle facing 20.
- the bristle stocking 20 consists of bundles of bristles 22, that is, a bundle of bristles 22 per passage 16.
- Each of the bristle bundles 22 consists of a plurality of bristles; these are described in detail below.
- FIG. 3 shows a head portion 24 and a portion of an adjoining neck portion 26 of a toothbrush body 28.
- the neck portion 26 connects at the side facing away from the head portion 24 in a well-known manner, the handle portion.
- the head area 24 is of his in the FIG. 3 upper side 30 ago provided with a recess 32 which corresponds to the shape of the bristle carrying plate 10 and is limited by a bottom 34 substantially.
- the side wall of this recess 32 has a circumferential shoulder, which forms a welding shoulder 35.
- the back 36 of the toothbrush body 28 is located on the opposite side of the front 30 and is lying in the view shown below.
- FIG. 4 shows the bristle carrier plate 10 provided with the bristle stock 20 inserted into the recess 32. The insertion is facilitated by the Zentri mecanicswulst 18.
- the upper surface 12 of the bristle carrier plate 10 is aligned in the finished state of the toothbrush in a preferred manner with the front side 30 of the toothbrush body 28.
- the bristle carrier plate 10 is firmly connected to the toothbrush body 28, preferably by means of ultrasonic welding. In this case, a weld is performed in the region of the welding edge 19 and the welding paragraph 35.
- the bristle facing 20 projects beyond the top 12.
- FIG. 4 thus shows the head portion and a portion of the neck portion of a toothbrush 28. Of course, at this point, other methods for bristle or Brstentragplättchenverank für be used.
- the bristle support plate 10 is preferably made of a hard component, as described earlier.
- the head region 24 and the neck region 26 of the toothbrush body 28 are also made from one of these hard components.
- the same hard component is used for the bristle carrier plate 10 and the toothbrush body 28, at least in the contact area of the two parts.
- both the bristle carrier plate 10 and the toothbrush body 28 can be produced in a multi-component injection molding process.
- both the bristle carrier plate 10 and the toothbrush body 28 may each be composed of one or more hard components and / or of one or more soft components.
- An extract of possible hard and soft components is listed earlier in the text. If the bristle carrier plate 10 consists of one or more hard components and one or more soft components, the passages 16 are preferably arranged in the hard component.
- the soft component can be used both for the formation of additional soft-elastic cleaning elements on the bristle carrier plate 10 or on the head region 24 or attached to the toothbrush body 28 for functional or decorative purposes.
- FIG. 5 shows a longitudinal section along a central longitudinal plane, wherein this central longitudinal plane is perpendicular to the front side 30 of the head part 24.
- the central longitudinal plane or the sectional plane runs doing so by the five in FIG. 4
- the bristles are arranged in the longitudinal direction of the toothbrush centrally arranged bristle bundles 22.
- the bristles are not individually detailed, but shown schematically in bundles as area or volume.
- the reflowed end regions 70 form a readily discernable bristle feltsheet 21, which in the embodiment shown extends over virtually the entire underside 14 of the bristle carrier lamina 10.
- the bristle carrier plate 10 is connected via its welding edge 19 fixed to the welding shoulder 35 of the head part 24.
- the welding area is in the Fig. 5 shown schematically with a line as a delimitation. Adjacent to the head part 24 and fixedly connected thereto, the neck part 26 of the toothbrush body 28 is arranged.
- FIG. 6a shows a way to equip a bristle carrier plate 10 with a bristle bundle 22 having both pointed bristles 40 and cylindrical bristles 39.
- the die 62 has a receiving recess 64, in which pointed bristles 40 are inserted, and close to a further receiving recess 64 ', in which cylindrical bristles 39 are introduced or have become, on.
- the guide passages 69 and 69 'of the funnel plate 63 associated with these receiving recesses 64 and 64' converge toward each other in the direction of the bristle carrier plates 10 arranged on the funnel plate 63 so that they form a single common outlet for the bristles 40 and 39 at the downstream end.
- the two passages 69 and 69 ' still form separate outlets, but which lie directly next to each other.
- the outlet or the directly adjacent outlets are aligned
- the bundle 22 becomes sharpened and the bundle 22 of cylindrical bristles 40, 39 pass through the common passage of the bristle carrier plate 10 pushed through until their end portions 70, 70 'protrude beyond the bottom 14 of the bristle carrying plate 10.
- the bristles 40, 39 are fastened to the bristle carrier plate 10, forming a bristle melt carpet 21.
- the bristle carrier plate 10 provided with the bristle trim 20 is removed from the tool 60 and brought together with the toothbrush body 28 in a manner known from the prior art and fastened there.
- the bristles 40, 39 instead of through the bristle carrier plate 10 passed through into a mold cavity. Plastic is then injected into the mold cavity around the brush head form and anchor the bristles 40, 39 in this way.
- FIG. 6b shows a plan view of a section of the die 62 with the receiving recesses 64 and 64 '.
- the guide recesses 69 and 69 'associated receiving recesses 64 and 64' unite to the bristle carrier plate 10 facing side of the funnel plate 63 to a single common outlet 65 as in FIG. 6c shown. It is so that the sum of the cross-sectional areas of Fig. 6b , which together form a bundle of bristles 22 equal to the cross-sectional area of the common outlet 65.
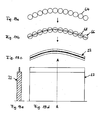
- the Figures 7a-c, 8a-c and 9a-c each show a possible manufactured bristle bundle 22 with bristles, which have a higher bristle end and thus form two different useable areas.
- the bristle bundles 22 shown are formed by bristles from a plurality of receiving recesses 64.
- the bristle bundles 22 or their higher-lying parts are each formed by a receiving recess 64 or a single profiled pin 66. That is, all bristles which originate from a receiving recess 64 have the same length in the final product.
- the Figures 7a, 8a and 9a the corresponding arrangement of the receiving recesses 64 of the die is shown. In FIG.
- FIG. 7b will be seen a plan view of the finished bristle bundle 22, wherein the part of the bristle bundle 22, the bristles having higher bristle ends has shown gray.
- the bundle of bristles has the shape of an equilateral triangle in its plan view, with the higher part of the bristle bundle 22 extending toward a tip of the triangle.
- FIG. 7c is a side view of the bristle bundle 22 FIG. 7b shown.
- FIG. 8b is a substantially circular bristle bundle 22 shown with a gray, centrally arranged higher standing bristle bundle part.
- the FIG. 8c shows a side view of the in FIG. 8b illustrated bristle bundle.
- FIG. 9b Another possible embodiment of a bristle bundle 22 is shown in FIG. 9b shown.
- the bristle bundle 22 has a square shape. In this case, three of the four of the bundles of bristles divided into quadrants have bristles with a higher bristle end.
- FIG. 9c shows a side view of the in FIG. 9b illustrated bristle bundle. In the Figs. 7a-c and 8a-c Bristle bundles 22 are shown in which the smaller proportion of the total cross-section is higher. In Fig. 9a-c the opposite situation is shown. The larger proportion of the cross section is higher and a smaller proportion is lower.
- Fig. 7a-c and Fig. 8a-c another detail is highlighted.
- the higher-standing parts of the bristle bundles 22 can be arranged both at the edge of the bristle bundle 22, as well as in the middle of lower-lying bristles surrounded in the bristle bundle 22nd
- FIG. 10a a further possible embodiment of a single bristle bundle 22 is shown, which is made of bristles which originate from only one receiving recess 64.
- the FIG. 10a shows the receiving recess 64 of the die. That in the FIG. 10b shown bristle bundles 22 has in plan view a circular shape with a gray, centrally arranged elevated bristle bundle part. The corresponding side view of the bristle bundle is in FIG. 10d displayed.
- FIG. 10c is a plan view of the bristle bundle corresponding profiled pin 66. As shown in FIG. 10e it can be seen, the profiled pin 66 has a recess 68 corresponding to the raised bundle part.
- the circular shape of the recess 68 has a diameter of 0.3 mm to 0.8 mm, preferably 0.5 mm.
- This embodiment shows the variant in which the higher bristle bundle part is completely surrounded by the lower bristle bundle part.
- FIGS. 11a-e a further possible embodiment of a single bristle bundle 22 is shown, which is made of bristles which originate from only one receiving recess 64.
- the FIG. 11a shows the receiving recess 64 of the die. That in the FIG. 11b shown bristle bundles 22 has in plan view again a circular shape with a gray, circular segment-shaped raised bristle bundle part. The raised bristle bundle part is bounded on the one hand by the circular arc of the circumference of the bristle bundle 22 and on the other hand by a secant.
- the corresponding side view of the bristle bundle is in FIG. 11d displayed.
- FIG. 11c is a plan view of the bristle bundle corresponding profiled pin 66. As shown in FIG.
- the profiled pin 66 has a recess 68 corresponding to the raised bundle part.
- This embodiment shows the variant in which the higher-lying bristle bundle part lies partly on the edge of the bristle bundle and on the other hand is surrounded by the lower-lying bristle bundle part.
- FIG. 12a shows the receiving recess 64 of the die. That in the FIG. 12b illustrated bristle bundles 22 has in plan view a circular shape with a raised bristle bundle part shown in gray. In contrast to the embodiments shown above, that in the FIGS. 12b and 12d in bristle bundles shown in plan view or side view not only one but two higher bristle bundle parts in the same bundle of bristles.
- the two higher-order bristle bundle parts like the bundle of bristles 22 themselves, have a circular shape and are arranged symmetrically on a diameter line of the bristle bundle.
- FIG. 12c is a plan view of the bristle bundle corresponding profiled pin 66 is shown. Like from the FIG. 12e it can be seen, the profiled pin 66 has two recesses 68 corresponding to the raised bundle part.
- the example is intended to show that in a bristle bundle 22 a plurality of elevated bristle bundle parts can be formed.
- the higher bristle bundle parts may have different bristle lengths within the same higher-standing bristle bundle part.
- the higher bristle bundle parts can have a total of different bristle lengths.
- FIGS. 13, 14 and 15 show further exemplary embodiments of profile pins 66, each with a different shaped recess 68.
- profile pin 66 according to FIG. 13 has a groove-shaped, along a diameter line of the circular profiled pin 66 extending recess 68, has the in figure 14 Profile pin shown a cross-shaped recess 68.
- the in FIG. 15 illustrated profiled pin 66 has a centrally disposed triangular recess 68.
- the Figures 16a-d show a further embodiment of a bristle bundle 22 with bristles, of which at least one part has a higher bristle end.
- the four receiving recesses 64 of the die 62 corresponding to the bristle bundle 22 are shown.
- profile pins 66 have two a centrally disposed recess 68.
- FIG. 16c shown top view of the finished bristle bundle 22 two gray areas shown on a diagonal of the square bristle bundle with higher standing bristle ends.
- the FIG. 16d shows the finished bristle bundle 22 in side view.
- the higher-standing parts of the bristle bundle 22 are achieved in this embodiment by a plurality of profiled pins 66. Depending on a recess in the profile pin 66 is assigned to a higher part.
- FIGS. 17a-d show a further embodiment of a bristle bundle 22 with bristles, of which at least one part has a higher bristle end.
- the three receiving recesses 64 of the die 62 corresponding to the bristle bundle 22 are shown.
- profile pins 66 all have one circular-sector-shaped in each case the other two profiled pins 66 facing recess 68.
- FIG. 17c shown top view of the finished bristle bundle 22 to see a gray-shaped, triangular region of the bristle bundle 22 with higher bristle ends.
- the triangular higher part of the bristle bundle 22 is arranged centrally in the likewise triangular bristle bundle 22.
- the FIG. 17d shows the finished bristle bundle 22 in side view.
- the higher part of the bristle bundle 22 is achieved in this embodiment by a plurality of profile pins 66.
- the circular sector-shaped indentations of the individual profile pins 66 each represent only one part, which as a whole ultimately forms the raised part of the bristle bundle 22.
- the Figures 18a-d represent a further embodiment of a bristle bundle 22 with bristles, of which at least one part has a higher bristle end.
- the four receiving recesses 64 of the die corresponding to the bristle bundle 22 are shown.
- profile pins 66 have two a groove-shaped extending through a diameter line recess 68, whereas the recesses of the other two profile pins 66 are each circular segment-shaped.
- top view of the finished bristle bundle 22 result in the recesses of the profile pins 66 complementary raised portions of the bristle bundle 22 a diagonally across the square bristle bundle 22 extending comb.
- the FIG. 18d shows the finished bristle bundle in side view.
- the higher-standing parts of the finished bristle bundle 22 are achieved in this embodiment by the combination of the recesses of a plurality of profile pins 66.
- FIG. 19a show a possible embodiment of an elongated bristle bundle 22.
- the receiving recesses 64 of the die 62 can be seen.
- the profile recesses 64 associated with the receiving recesses 64 are in the FIG. 19b shown.
- the profile pins 66 all have a straight, groove-shaped recess 68 which extends through the center of the respective profile pin 66.
- Both the receiving recesses and the corresponding profiled pins 66 are arranged along an arcuate line in such a way that the straight, groove-shaped recesses 68 of the individual profiled pins 66 form a continuous recess 68.
- the FIG. 19c shows a plan view of the corresponding, elongated bristle bundle 22.
- the elevated portion of the bristle bundle 22 is shown in turn gray.
- the combination of the straight, groove-shaped recesses 68 of the individual profile pins 66 in the finished bundle of bristles 22, a centrally disposed continuous higher part of the bristle bundle 22 is achieved in the form of a comb.
- the Figure 19d shows a side view of the finished bristle bundle 22 according to the FIG. 19c , In the Figure 19e is a cross section along the line AA in Figure 19d shown.
- One of the ways that can be used in connection with this embodiment is that although the profile pins 66 are provided with straight recesses 66 in the final product but a circular arc-shaped contour should be created. In the process, it is possible to make the transition continuous by the funnel plate 63 is designed accordingly. With her The transition from straight to round and continuous can be created easily.
- FIG. 20a shows a further possible embodiment of an elongated bristle bundle 22.
- the receiving recesses 64 of the die 62 can be seen.
- the profile recesses 64 associated with the receiving recesses 64 are in the FIG. 20b shown.
- the profile pins 66 all have a groove-shaped recess 68, which does not necessarily pass through the center of the circular profile pin 66.
- Both the receiving recesses 64 and the corresponding profile pins 66 are arranged along a straight line.
- the groove-shaped recesses 68 are arranged such that a slightly meandering line is formed.
- the FIG. 20c shows a plan view of the corresponding, elongated bristle bundle 22.
- the elevated portion of the bristle bundle 22 is shown in turn gray.
- a continuous, higher-lying part of the bristle bundle 22 in the form of a meandering comb is achieved.
- the FIG. 20d shows a side view of the finished bristle bundle 22 according to the FIG. 20c , In the FIG. 20e is a cross section along the line BB in FIG. 20d shown. Good to see the higher in the form of a comb part of the bristle bundle 22nd
- the bristle length of the higher-standing part of the bristle bundle can vary. In this way, a height profile can be realized in the designed comb.
- the higher-order bristle bundle parts formed in this way preferably form a continuous, stepless contour. Next, it is also possible to make the contour interrupted or even unsteady.
- the arrangement of the profile pins 66 e.g. along a curved line, and on the other hand by the shape and arrangement of the recesses 68 in the individual profile pins 66 achieve a "composite" shape of the part raised in the finished bundle of bristles.
- bristle types can be used.
- cylindrical bristles 39 or pointed bristles 40 are used.
- Fig. 21a shows the bristle end of a cylindrical bristle.
- the cylindrical bristles are preferably made of polyamide (PA). They have over the bristle length a substantially constant nominal diameter ⁇ nenn (diameter at the thickest point of the bristle), which is for example 0.15 to 0.25 mm, on.
- the tip 22a of the bristle is rounded in the final state in the brush.
- the cross section of the cylindrical bristle is preferably circular. But there are also other cross-sectional shapes possible, for example, square, rectangular or diamond-shaped.
- Topped bristles 40 are in Fig. 21b outlined. Topped bristles 40 are preferably made of polyester (PBT) and also have a constant diameter over a range of their length, eg also a nominal diameter of 0.15-0.25 mm. Toward the tip 40a, the bristle 40 tapers, beginning at a distance a from the tip 40a. Measured from the top 40a corresponds to the diameter at the appropriate location, for example, the following values: Distance (mm) % of the nominal diameter Average tolerance 0.1 8th% 5-15% 1 25% 15-35% 2 45% 30-60% 3 60% 50-80% 4 75% 60-90% 5 80% 70-90% 6 85% > 75% 7 90% > 80%
- the tapering process is based on the reduction of the diameter by means of a chemical process. Depending on the length of the stay of the bristle in the chemical substance, the plastic degrades and reduces the diameter. The shape of the tip is so influenceable.
- the taper is dimensioned in both cases as stated above.
- the one-sided sharpened bristles have a taper at one end and at the other end they are cylindrically shaped and can be rounded off.
- the bristles, which are sharpened on both sides, are designed with a sharpening at both ends.
- the pointed bristles can be made the same as the cylindrical bristles.
- the nominal diameter is left over 75% over a major part of the length.
- the above table shows that the tapering of the filaments is predominantly on the last 4 to 5 mm. With this configuration, the tip 23a can optimally achieve the smallest fissures and the interdental spaces with sufficient filament stability.
- cylindrical or unilaterally tapered bristles are used.
- a length, starting from the brush head is selected between 7 mm and 13 mm.
- the bristles may be completely or partially colored. Accordingly, in the case of partially colored bristles, for example, only the bristle ends or only one bristle end or else all but the bristle ends can be colored.
- the coloration itself may be used as an indicator color, i.e. the color wears away in use and thus serves as a usage indicator or as a permanent coloration.
- the cylindrical bristles which are made of polyamide, for example, be colored with food colors and be provided on the paint with a paint.
- Possible food colors that can be used are, for example, blue "aluminum lake of 3,3'-dioxo-2,2'-diindolinyidenes-5,5'-disulfonic acid", for yellow " Aluminum Lake of 5-hydroxy-1- (4-sulfophenyl) -4- (4-sulfophenylazo) -3-pyrazolecarboxylic acid "or” aluminum lake of 6-hydroxy-5- (4-sulfophenylazo) -2-naphthalenesulfonic acid acid.
- Topped bristles which are made of polyester, can not be colored in this way.
- the coloring of these bristles requires a chemical process, which is not discussed here.
- the advantage of coloring may be that the technical aspect of different lengths of bristles can be made visible, for example, when only the higher standing bristle ends are colored, or when only the lower-lying bristle ends are colored.
- the use of the indication of use can be created by the design as an indicator game for the customer.
- the part of the bristles is colored, which comprises the higher-standing bristle ends.
- the coloring of the two-sided ends is still possible.
- the coloring has, if it concerns only the bristle tips, on the finished toothbrush a length of 2 mm to 10 mm, preferably between 3 mm and 8 mm. Due to the processing, the coloration on the unprocessed bristles is longer or adapted, since at most certain parts of the coloring are ground away or cut away. Accordingly, the coloration in the raw material need not be the same length at both ends of the bristles as it may vary in the final product. Preferably, the coloration in the final product is the same length at both bristle ends, if both bristle ends are colored.
- design variants shown in this document are exemplary and the individual forms and elements of these design variants can be combined with other design variants without departing from the scope of this invention.
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- Geometry (AREA)
- Brushes (AREA)
Priority Applications (19)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP10008600.8A EP2420157B1 (fr) | 2010-08-18 | 2010-08-18 | Brosse à dents dotée d'une topographie particulière des soies |
| MX2013001821A MX2013001821A (es) | 2010-08-18 | 2011-08-01 | Cepillo dental con un diseño de area de cerdas |
| US13/816,843 US9066579B2 (en) | 2010-08-18 | 2011-08-01 | Process for producing a toothbrush having a bristle area design |
| MYPI2013000475A MY165941A (en) | 2010-08-18 | 2011-08-01 | Toothbrush with bristle area configuration |
| RU2013111852/12A RU2576012C2 (ru) | 2010-08-18 | 2011-08-01 | Зубная щетка со структурированным щеточным полем |
| BR112013003586-2A BR112013003586B1 (pt) | 2010-08-18 | 2011-08-01 | Processo para produzir escovas de dentes |
| CA2808212A CA2808212C (fr) | 2010-08-18 | 2011-08-01 | Brosse a dents configuree en zones de brossage |
| CN201180046840.6A CN103140148B (zh) | 2010-08-18 | 2011-08-01 | 具有刷毛区造型的牙刷 |
| PCT/EP2011/003858 WO2012022431A1 (fr) | 2010-08-18 | 2011-08-01 | Brosse à dents configurée en zones de brossage |
| AU2011291060A AU2011291060B2 (en) | 2010-08-18 | 2011-08-01 | Toothbrush having a bristle area design |
| PH1/2013/500283A PH12013500283A1 (en) | 2010-08-18 | 2011-08-01 | Toothbrush having a bristle area design |
| EP11738977.5A EP2605683B1 (fr) | 2010-08-18 | 2011-08-01 | Brosse à dents dotée d'une topographie particulière des soies |
| KR1020137006878A KR20140006772A (ko) | 2010-08-18 | 2011-08-01 | 강모 영역 형상부를 구비한 칫솔 |
| CN201610166719.1A CN105831967B (zh) | 2010-08-18 | 2011-08-01 | 具有刷毛区造型的牙刷 |
| EP19182319.4A EP3610757A1 (fr) | 2010-08-18 | 2011-08-01 | Brosse à dents à configuration en champ de soies |
| CO13051791A CO6690772A2 (es) | 2010-08-18 | 2013-03-15 | Cepillo de dientes con configuración del área de las cerdas |
| US14/715,034 US10076181B2 (en) | 2010-08-18 | 2015-05-18 | Toothbrush having a bristle area design |
| US16/100,914 US20180344018A1 (en) | 2010-08-18 | 2018-08-10 | Process for producing a toothbrush having a bristle area design |
| US18/238,711 US20240023701A1 (en) | 2010-08-18 | 2023-08-28 | Process for producing a toothbrush having a bristle area design |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP10008600.8A EP2420157B1 (fr) | 2010-08-18 | 2010-08-18 | Brosse à dents dotée d'une topographie particulière des soies |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2420157A1 true EP2420157A1 (fr) | 2012-02-22 |
| EP2420157B1 EP2420157B1 (fr) | 2016-03-30 |
Family
ID=43733321
Family Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP10008600.8A Not-in-force EP2420157B1 (fr) | 2010-08-18 | 2010-08-18 | Brosse à dents dotée d'une topographie particulière des soies |
| EP19182319.4A Pending EP3610757A1 (fr) | 2010-08-18 | 2011-08-01 | Brosse à dents à configuration en champ de soies |
| EP11738977.5A Active EP2605683B1 (fr) | 2010-08-18 | 2011-08-01 | Brosse à dents dotée d'une topographie particulière des soies |
Family Applications After (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19182319.4A Pending EP3610757A1 (fr) | 2010-08-18 | 2011-08-01 | Brosse à dents à configuration en champ de soies |
| EP11738977.5A Active EP2605683B1 (fr) | 2010-08-18 | 2011-08-01 | Brosse à dents dotée d'une topographie particulière des soies |
Country Status (13)
| Country | Link |
|---|---|
| US (4) | US9066579B2 (fr) |
| EP (3) | EP2420157B1 (fr) |
| KR (1) | KR20140006772A (fr) |
| CN (2) | CN103140148B (fr) |
| AU (1) | AU2011291060B2 (fr) |
| BR (1) | BR112013003586B1 (fr) |
| CA (1) | CA2808212C (fr) |
| CO (1) | CO6690772A2 (fr) |
| MX (1) | MX2013001821A (fr) |
| MY (1) | MY165941A (fr) |
| PH (1) | PH12013500283A1 (fr) |
| RU (1) | RU2576012C2 (fr) |
| WO (1) | WO2012022431A1 (fr) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8840192B2 (en) | 2010-01-26 | 2014-09-23 | Trisa Holding Ag | Method for producing a toothbrush and toothbrush |
| US20140359957A1 (en) * | 2013-06-06 | 2014-12-11 | The Gillette Company | Head for an oral care implement |
| CN104363792A (zh) * | 2012-06-20 | 2015-02-18 | 高露洁-棕榄公司 | 口腔护理器具和形成该口腔护理器具的方法 |
| EP3272310B1 (fr) | 2016-07-22 | 2020-06-17 | Braun GmbH | Tête de brosse et brosse à dents électrique |
| WO2020083848A3 (fr) * | 2018-10-22 | 2020-10-01 | Zahoransky Ag | Dispositif et procédé pour la formation de faisceaux de poils, machine de fabrication de brosses, utilisation d'un dispositif pour la formation de faisceaux de poils, brosse, programme informatique ainsi que support lisible par ordinateur |
| CN112867417A (zh) * | 2018-10-22 | 2021-05-28 | 沙郎斯基股份公司 | 用于成形刷毛束的装置和方法、制刷机、用于成形刷毛束的装置的应用、刷、计算机程序以及计算机可读介质 |
| EP4042902A1 (fr) | 2016-04-20 | 2022-08-17 | Trisa Holding AG | Produit de brosse |
Families Citing this family (76)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102009013723A1 (de) * | 2009-03-20 | 2010-09-23 | Zahoransky Ag | Verfahren und Vorrichtung zum Herstellen und Bereitstellen von Filamentbündel und Borstenfelder |
| EP2810583B2 (fr) * | 2013-06-06 | 2025-07-30 | The Procter & Gamble Company | Tête pour un instrument de soin buccal |
| ES2674939T3 (es) * | 2013-06-06 | 2018-07-05 | The Gillette Company Llc | Cabezal para un utensilio de cuidado buccal |
| PL2810580T3 (pl) * | 2013-06-06 | 2019-07-31 | The Gillette Company Llc | Głowica przyrządu do higieny jamy ustnej |
| EP2810582B1 (fr) * | 2013-06-06 | 2018-08-08 | The Gillette Company LLC | Tête pour un instrument de soin buccal |
| BR112016021812A2 (pt) | 2014-03-25 | 2017-08-15 | Koninklijke Philips Nv | Cabeça da escova |
| PL2929803T3 (pl) * | 2014-04-11 | 2019-04-30 | Procter & Gamble | Głowica narzędzia do higieny jamy ustnej |
| US20160066682A1 (en) * | 2014-09-09 | 2016-03-10 | Sam Jalalian | Toothbrush Head with Fabric Pad for Improved Teeth Cleaning |
| FR3026624A1 (fr) * | 2014-10-01 | 2016-04-08 | Aa R&D Llc | Pinceau de maquillage stratifie |
| CN107072390B (zh) | 2014-10-23 | 2019-06-18 | 高露洁-棕榄公司 | 口腔护理器具和形成用于口腔护理器具的刷毛区域的方法 |
| EP3995036B1 (fr) | 2014-12-23 | 2025-06-04 | Colgate-Palmolive Company | Ustensile de soin buccal |
| BR112017010792B1 (pt) * | 2014-12-23 | 2021-10-05 | Colgate-Palmolive Company | Instrumento de higiene bucal |
| WO2016105374A1 (fr) | 2014-12-23 | 2016-06-30 | Colgate-Palmolive Company | Instrument de soin buccal |
| RU2664278C1 (ru) | 2014-12-23 | 2018-08-15 | Колгейт-Палмолив Компани | Устройство для ухода за полостью рта, содержащее многокомпонентную ручку |
| CA2970634C (fr) | 2014-12-23 | 2022-04-12 | Colgate-Palmolive Company | Ustensile pour l'hygiene bucco-dentaire comportant un manche a elements multiples |
| EP3223657B1 (fr) | 2014-12-23 | 2022-12-07 | Colgate-Palmolive Company | Accessoire de soins buccaux |
| US11291293B2 (en) | 2014-12-23 | 2022-04-05 | Colgate-Palmolive Company | Oral care implement |
| EP3223655B1 (fr) | 2014-12-23 | 2024-10-09 | Colgate-Palmolive Company | Instrument de soin buccal |
| US10660430B2 (en) | 2014-12-23 | 2020-05-26 | Colgate-Palmolive Company | Oral care implement having multi-component handle |
| US10455931B2 (en) | 2014-12-23 | 2019-10-29 | Colgate-Palmolive Company | Oral care implement |
| MX393731B (es) | 2014-12-23 | 2025-03-24 | Colgate Palmolive Co | Implemento para el cuidado bucal. |
| USD780457S1 (en) | 2014-12-23 | 2017-03-07 | Colgate-Palmolive Company | Oral care implement |
| CN112890408A (zh) * | 2015-11-04 | 2021-06-04 | 特里沙控股公司 | 带有被注射的刷毛的身体护理刷 |
| EP3205231A1 (fr) * | 2016-02-10 | 2017-08-16 | Trisa Holding AG | Dispositif de brosse de menage |
| EP3262974B1 (fr) * | 2016-06-27 | 2024-06-12 | The Procter & Gamble Company | Procédé de production de têtes de brosse à dents comprenant un élément de nettoyage bi-composant |
| EP3262975B1 (fr) * | 2016-06-28 | 2019-02-20 | The Procter and Gamble Company | Procédé de fabrication d'une brosse |
| CN109788840B (zh) | 2016-09-26 | 2021-08-03 | 高露洁-棕榄公司 | 口腔护理器具或其头板以及形成口腔护理器具或其头板的方法 |
| EP3381320B1 (fr) * | 2017-03-31 | 2025-03-19 | The Gillette Company LLC | Tête pour un instrument d'hygiène buccale, instrument buccal et procédé de fabrication d'une telle tête |
| EP3381319B1 (fr) * | 2017-03-31 | 2025-04-09 | The Gillette Company LLC | Tête pour un instrument d'hygiène buccale, instrument d'hygiène buccale et procédé de fabrication d'une telle tête |
| EP3381321B1 (fr) * | 2017-03-31 | 2025-03-19 | The Gillette Company LLC | Tête pour un instrument d'hygiène buccale, instrument d'hygiène buccale et procédé de fabrication d'une telle tête |
| ES3029487T3 (en) * | 2017-03-31 | 2025-06-24 | Gillette Co Llc | Head for an oral care implement, oral care implement and method for manufacturing such head |
| SE542303C2 (en) * | 2017-08-17 | 2020-04-07 | Tepe Munhygienprodukter Ab | Method and apparatus for end rounding bristles |
| CA3021410C (fr) * | 2017-10-27 | 2023-12-12 | Sunstar Americas, Inc. | Tete a soies destinee a une brosse a dents electrique |
| KR102030250B1 (ko) * | 2017-11-23 | 2019-10-08 | 백진수 | 3d 프린터를 이용한 미세 첨단을 가지는 브러쉬 제조 방법 |
| US10709533B2 (en) | 2017-12-12 | 2020-07-14 | Colgate-Palmolive Company | Oral care implement and handle and refill head thereof |
| US10631964B2 (en) | 2017-12-12 | 2020-04-28 | Colgate-Palmolive Company | Oral care implement |
| USD846883S1 (en) | 2017-12-12 | 2019-04-30 | Colgate-Palmolive Company | Handle of an oral care implement |
| EP3501334B1 (fr) | 2017-12-20 | 2020-06-24 | The Gillette Company LLC | Outil de soin buccal |
| EP3501333B1 (fr) | 2017-12-20 | 2020-06-24 | The Gillette Company LLC | Brosse à dents |
| EP3501335B1 (fr) | 2017-12-20 | 2020-06-17 | The Gillette Company LLC | Brosse à dents |
| EP3501336B1 (fr) | 2017-12-20 | 2024-09-18 | The Gillette Company LLC | Outil de soin buccal |
| CN108253894B (zh) * | 2018-02-06 | 2020-08-18 | 中原内配集团股份有限公司 | 一种气缸套表面凸起结构的检测方法 |
| PL3524092T3 (pl) | 2018-02-09 | 2025-11-24 | The Gillette Company Llc | Złącze dla manualnego przyrządu do higieny jamy ustnej |
| US11388985B2 (en) | 2018-02-09 | 2022-07-19 | The Gillette Company Llc | Connector for a manual oral care implement |
| US11400627B2 (en) | 2018-02-09 | 2022-08-02 | The Gillette Company Llc | Method for manufacturing an oral care implement |
| PL3524091T3 (pl) | 2018-02-09 | 2025-06-23 | The Gillette Company Llc | Ręczne narzędzie do higieny jamy ustnej |
| EP3524093A1 (fr) | 2018-02-09 | 2019-08-14 | The Gillette Company LLC | Procédé de fabrication d'un instrument de soin buccal |
| US10674808B2 (en) * | 2018-03-23 | 2020-06-09 | Colgate-Palmolive Company | Oral care implement and method of forming the same |
| EP3616561B1 (fr) | 2018-09-03 | 2022-09-28 | The Gillette Company LLC | Tête pour un instrument d'hygiène buccale et kit comprenant une telle tête |
| US11659922B2 (en) | 2018-09-03 | 2023-05-30 | The Gillette Company, LLC. | Head for an oral-care implement and a kit comprising such head |
| CA3119552A1 (fr) | 2018-12-13 | 2020-06-18 | Colgate-Palmolive Company | Instrument d'hygiene buccale |
| US11622618B2 (en) | 2018-12-13 | 2023-04-11 | Colgate-Palmolive Company | Oral care implement |
| USD883677S1 (en) | 2018-12-13 | 2020-05-12 | Colgate-Palmolive Company | Toothbrush |
| USD891784S1 (en) | 2018-12-18 | 2020-08-04 | Colgate-Palmolive Company | Electric toothbrush handle |
| EP3714732B1 (fr) | 2019-03-29 | 2024-11-20 | The Gillette Company LLC | Tête d'instrument pour soins buccaux et instrument pour soins buccaux |
| EP3753446B1 (fr) | 2019-06-21 | 2025-10-22 | The Procter & Gamble Company | Support d'élément de nettoyage et tête de brosse à dents le comprenant |
| EP3753447B1 (fr) | 2019-06-21 | 2025-12-10 | The Procter & Gamble Company | Procédé de production d'une tête de brosse à dents ou d'une partie de celui-ci |
| EP3753449A1 (fr) | 2019-06-21 | 2020-12-23 | The Procter & Gamble Company | Plaque de perforation de trous pour la fabrication d'une tête de brosse à dents et pièce associée |
| EP3753448B1 (fr) | 2019-06-21 | 2025-12-10 | The Procter & Gamble Company | Procédé de production d'une tête de brosse à dents |
| EP3818904B1 (fr) | 2019-11-06 | 2024-12-18 | The Gillette Company LLC | Poignée pour un instrument de soins personnels à commande électrique |
| EP3854346B1 (fr) | 2020-01-22 | 2022-09-21 | The Gillette Company LLC | Procédé de fabrication d'une poignée pour un instrument de soins personnels à commande électrique |
| EP3995042B1 (fr) | 2020-11-06 | 2025-06-04 | The Gillette Company LLC | Poignée pour un instrument de soins personnels et instrument de soins personnels |
| EP3995038B1 (fr) | 2020-11-06 | 2025-05-14 | The Gillette Company LLC | Poignée pour un instrument de soins personnels et instrument de soins personnels |
| EP3995037B1 (fr) | 2020-11-06 | 2025-04-16 | The Gillette Company LLC | Poignée pour un instrument de soins personnels et instrument de soins personnels |
| EP3995282B1 (fr) | 2020-11-06 | 2025-08-20 | The Gillette Company LLC | Procédé de fabrication d'une poignée pour un instrument de soins personnels |
| EP3995041A1 (fr) | 2020-11-06 | 2022-05-11 | The Gillette Company LLC | Matériau de la poignée en polymère et son utilisation |
| EP3995039B1 (fr) | 2020-11-06 | 2023-11-08 | The Gillette Company LLC | Poignée pour un instrument de soins personnels et instrument de soins personnels |
| US11241079B2 (en) * | 2020-01-31 | 2022-02-08 | Colgate-Palmolive Company | Oral care implement |
| USD961269S1 (en) | 2020-07-31 | 2022-08-23 | Colgate-Palmolive Company | Oral care implement |
| PL3995040T3 (pl) | 2020-11-06 | 2025-06-16 | The Gillette Company Llc | Rękojeść urządzenia do higieny osobistej i urządzenie do higieny osobistej |
| USD960582S1 (en) | 2020-12-10 | 2022-08-16 | Colgate-Palmolive Company | Oral care refill head |
| JP7466437B2 (ja) * | 2020-12-28 | 2024-04-12 | ライオン株式会社 | 歯ブラシ |
| EP4154761B1 (fr) | 2021-09-27 | 2025-01-15 | Braun GmbH | Tête pour un dispositif de soins personnels et son procédé de fabrication |
| USD1024571S1 (en) | 2022-06-17 | 2024-04-30 | Colgate-Palmolive Company | Oral care implement |
| USD1024572S1 (en) | 2022-06-24 | 2024-04-30 | Colgate-Palmolive Company | Oral care implement |
| USD1023583S1 (en) * | 2022-08-31 | 2024-04-23 | Gurunanda, Llc | Toothbrush bristle arrangement |
Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2488873A (en) * | 1945-01-12 | 1949-11-22 | Prophylactic Brush Co | Toothbrush and method of making |
| US5454626A (en) * | 1993-05-26 | 1995-10-03 | M + C Schiffer Gmbh | Method of configuring bristle bundles |
| US5926897A (en) | 1994-12-01 | 1999-07-27 | The Procter & Gamble Company | Toothbrush having bristles for interproximal cleaning |
| EP0972465A1 (fr) * | 1998-07-14 | 2000-01-19 | Firma G.B. BOUCHERIE, naamloze vennootschap | Procédé de fabrication de brosses et machine de fabrication de brosses pour l'application de ce procédé |
| DE19832436A1 (de) | 1998-07-18 | 2000-01-20 | Zahoransky Anton Gmbh & Co | Verfahren zum Herstellen von Bürsten |
| USD425306S (en) | 1999-01-25 | 2000-05-23 | Gillette Canada Inc. | Set of bristles for a toothbrush |
| WO2003000903A2 (fr) | 2001-06-25 | 2003-01-03 | Bayer Healthcare Ag | Regulation de serine/threonine proteine kinase humaine de type nek |
| US6523907B1 (en) * | 2000-02-01 | 2003-02-25 | Moll Industries, Inc. | Apparatus and method for producing brushware by injection molding |
| US20030132661A1 (en) * | 2000-08-23 | 2003-07-17 | Kao Corporation | Manufacturing method and apparatus of brush |
| EP1425989A1 (fr) | 2002-12-03 | 2004-06-09 | Young-Jun Kwon | Brosse à dents avec poils en forme d'aiguille et procédé de fabrication |
| EP1449458A1 (fr) * | 2003-02-21 | 2004-08-25 | Firma G.B. BOUCHERIE, naamloze vennootschap | Procédé et dispositif pour la fabrication des brosses |
| EP1894489A2 (fr) * | 2006-08-28 | 2008-03-05 | Firma G.B. BOUCHERIE, naamloze vennootschap | Procédé de fabrication de brosses |
Family Cites Families (30)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3103679A (en) * | 1961-11-01 | 1963-09-17 | George S Clemens | Toothbrush |
| US3229318A (en) * | 1964-05-15 | 1966-01-18 | Sunbeam Corp | Toothbrush |
| DE1273482B (de) * | 1964-05-15 | 1968-07-25 | Sunbeam Corp | Zahnbuerste |
| US3263258A (en) * | 1965-04-01 | 1966-08-02 | Lever Brothers Ltd | Toothbrush |
| DE4330171C2 (de) * | 1993-09-07 | 2003-03-27 | Zahoransky Anton Gmbh & Co | Verfahren zum Herstellen von Bürsten sowie Bürstenherstellungsmaschine zur Durchführung des Verfahrens |
| JPH0821947A (ja) * | 1994-07-08 | 1996-01-23 | Minolta Co Ltd | レンズ駆動装置 |
| DE4444926A1 (de) * | 1994-12-16 | 1996-06-27 | Coronet Werke Gmbh | Bürste für die Zahn- und Körperpflege |
| DE19542393A1 (de) * | 1995-11-14 | 1997-05-15 | Zahoransky Anton Gmbh & Co | Verfahren zum Herstellen von Bürsten sowie Bürstenherstellungsmaschine |
| JP3528378B2 (ja) * | 1995-12-01 | 2004-05-17 | サンスター株式会社 | 歯ブラシ |
| JP2000000118A (ja) * | 1998-06-15 | 2000-01-07 | Lion Corp | 歯ブラシ |
| DE19909435A1 (de) * | 1999-03-04 | 2000-09-07 | Coronet Werke Gmbh | Verfahren und Vorrichtung zur Herstellung von Borstenwaren und danach hergestellte Borstenwaren |
| JP2001218623A (ja) * | 2000-02-09 | 2001-08-14 | Lion Corp | 歯ブラシ |
| US6546586B2 (en) * | 2001-05-02 | 2003-04-15 | Spencer Y. Cho | Toothbrush with flossing functionality |
| JP4544781B2 (ja) * | 2001-05-24 | 2010-09-15 | 花王株式会社 | 歯ブラシ |
| CN1202777C (zh) * | 2001-07-27 | 2005-05-25 | 花王株式会社 | 刷子的制造方法和装置 |
| US7721376B2 (en) * | 2002-09-20 | 2010-05-25 | Colgate-Palmolive Company | Oral care implement |
| US7614111B2 (en) * | 2002-08-09 | 2009-11-10 | Colgate-Palmolive Company | Oral care implement |
| AU2003275836A1 (en) * | 2002-10-24 | 2004-05-13 | Guang Rong Liu | Toothbrush bristle configuration and method of using same |
| DE10259723A1 (de) * | 2002-12-19 | 2004-07-01 | Trisa Holding Ag | Zahnbürste und Verfahren zu deren Herstellung |
| US20040200016A1 (en) * | 2003-04-09 | 2004-10-14 | The Procter & Gamble Company | Electric toothbrushes |
| US7275277B2 (en) * | 2003-09-26 | 2007-10-02 | Colgate-Palmolive Company | Flexible toothbrush head |
| AU2003252861A1 (en) | 2003-10-07 | 2005-04-21 | Gillette Canada Inc. | Cleaning Device |
| DE102005045279A1 (de) * | 2005-09-22 | 2007-04-05 | Braun Gmbh | Zahnbürstenkopf |
| JP4816037B2 (ja) * | 2005-12-02 | 2011-11-16 | サンスター株式会社 | 歯ブラシ |
| AU2008267192A1 (en) * | 2007-06-28 | 2008-12-31 | Glaxosmithkline Consumer Healthcare Gmbh & Co Kg | Toothbrush with long tapered bristles and short non-tapered bristles |
| JP2008194497A (ja) * | 2008-05-09 | 2008-08-28 | Kao Corp | 用毛の植毛構造 |
| DE202008016004U1 (de) * | 2008-11-28 | 2009-02-19 | ACUMEN CO., LTD., Sanchung City | Bürstenkopf einer Zahnbürste |
| TW201034600A (en) * | 2008-12-15 | 2010-10-01 | Glaxosmithkline Consumer Healt | Novel device |
| BR112013017932A2 (pt) * | 2011-01-12 | 2016-10-11 | Colgate Palmolive Co | instrumento de cuidado oral |
| US20150150367A1 (en) * | 2012-06-20 | 2015-06-04 | Colgate-Palmolive Company | Oral care implement and method of forming the same |
-
2010
- 2010-08-18 EP EP10008600.8A patent/EP2420157B1/fr not_active Not-in-force
-
2011
- 2011-08-01 US US13/816,843 patent/US9066579B2/en active Active
- 2011-08-01 EP EP19182319.4A patent/EP3610757A1/fr active Pending
- 2011-08-01 RU RU2013111852/12A patent/RU2576012C2/ru active
- 2011-08-01 BR BR112013003586-2A patent/BR112013003586B1/pt not_active IP Right Cessation
- 2011-08-01 CN CN201180046840.6A patent/CN103140148B/zh not_active Expired - Fee Related
- 2011-08-01 WO PCT/EP2011/003858 patent/WO2012022431A1/fr not_active Ceased
- 2011-08-01 AU AU2011291060A patent/AU2011291060B2/en not_active Ceased
- 2011-08-01 CN CN201610166719.1A patent/CN105831967B/zh active Active
- 2011-08-01 KR KR1020137006878A patent/KR20140006772A/ko not_active Ceased
- 2011-08-01 MX MX2013001821A patent/MX2013001821A/es active IP Right Grant
- 2011-08-01 MY MYPI2013000475A patent/MY165941A/en unknown
- 2011-08-01 EP EP11738977.5A patent/EP2605683B1/fr active Active
- 2011-08-01 CA CA2808212A patent/CA2808212C/fr active Active
- 2011-08-01 PH PH1/2013/500283A patent/PH12013500283A1/en unknown
-
2013
- 2013-03-15 CO CO13051791A patent/CO6690772A2/es not_active Application Discontinuation
-
2015
- 2015-05-18 US US14/715,034 patent/US10076181B2/en active Active
-
2018
- 2018-08-10 US US16/100,914 patent/US20180344018A1/en not_active Abandoned
-
2023
- 2023-08-28 US US18/238,711 patent/US20240023701A1/en active Pending
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2488873A (en) * | 1945-01-12 | 1949-11-22 | Prophylactic Brush Co | Toothbrush and method of making |
| US5454626A (en) * | 1993-05-26 | 1995-10-03 | M + C Schiffer Gmbh | Method of configuring bristle bundles |
| US5926897A (en) | 1994-12-01 | 1999-07-27 | The Procter & Gamble Company | Toothbrush having bristles for interproximal cleaning |
| EP0972465A1 (fr) * | 1998-07-14 | 2000-01-19 | Firma G.B. BOUCHERIE, naamloze vennootschap | Procédé de fabrication de brosses et machine de fabrication de brosses pour l'application de ce procédé |
| DE19832436A1 (de) | 1998-07-18 | 2000-01-20 | Zahoransky Anton Gmbh & Co | Verfahren zum Herstellen von Bürsten |
| USD425306S (en) | 1999-01-25 | 2000-05-23 | Gillette Canada Inc. | Set of bristles for a toothbrush |
| US6523907B1 (en) * | 2000-02-01 | 2003-02-25 | Moll Industries, Inc. | Apparatus and method for producing brushware by injection molding |
| US20030132661A1 (en) * | 2000-08-23 | 2003-07-17 | Kao Corporation | Manufacturing method and apparatus of brush |
| WO2003000903A2 (fr) | 2001-06-25 | 2003-01-03 | Bayer Healthcare Ag | Regulation de serine/threonine proteine kinase humaine de type nek |
| EP1425989A1 (fr) | 2002-12-03 | 2004-06-09 | Young-Jun Kwon | Brosse à dents avec poils en forme d'aiguille et procédé de fabrication |
| EP1449458A1 (fr) * | 2003-02-21 | 2004-08-25 | Firma G.B. BOUCHERIE, naamloze vennootschap | Procédé et dispositif pour la fabrication des brosses |
| EP1894489A2 (fr) * | 2006-08-28 | 2008-03-05 | Firma G.B. BOUCHERIE, naamloze vennootschap | Procédé de fabrication de brosses |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8840192B2 (en) | 2010-01-26 | 2014-09-23 | Trisa Holding Ag | Method for producing a toothbrush and toothbrush |
| CN104363792A (zh) * | 2012-06-20 | 2015-02-18 | 高露洁-棕榄公司 | 口腔护理器具和形成该口腔护理器具的方法 |
| US20140359957A1 (en) * | 2013-06-06 | 2014-12-11 | The Gillette Company | Head for an oral care implement |
| EP4042902A1 (fr) | 2016-04-20 | 2022-08-17 | Trisa Holding AG | Produit de brosse |
| EP4403069A2 (fr) | 2016-04-20 | 2024-07-24 | Trisa Holding AG | Produit de brosse |
| EP4732712A2 (fr) | 2016-04-20 | 2026-04-29 | Trisa Holding AG | Produit de brosse |
| EP3272310B1 (fr) | 2016-07-22 | 2020-06-17 | Braun GmbH | Tête de brosse et brosse à dents électrique |
| WO2020083848A3 (fr) * | 2018-10-22 | 2020-10-01 | Zahoransky Ag | Dispositif et procédé pour la formation de faisceaux de poils, machine de fabrication de brosses, utilisation d'un dispositif pour la formation de faisceaux de poils, brosse, programme informatique ainsi que support lisible par ordinateur |
| CN112867417A (zh) * | 2018-10-22 | 2021-05-28 | 沙郎斯基股份公司 | 用于成形刷毛束的装置和方法、制刷机、用于成形刷毛束的装置的应用、刷、计算机程序以及计算机可读介质 |
| US12102221B2 (en) | 2018-10-22 | 2024-10-01 | Zahoransky Ag | Apparatus and method for forming bristle bundles, brush manufacturing machine, use of an apparatus for forming bristle bundles, brush, computer program and computer-readable medium |
| US12114768B2 (en) | 2018-10-22 | 2024-10-15 | Zahoransky Ag | Apparatus and method for forming bristle bundles, brush manufacturing machine, use of an apparatus for forming bristle bundles, brush, computer program and computer-readable medium |
Also Published As
| Publication number | Publication date |
|---|---|
| US20130139338A1 (en) | 2013-06-06 |
| KR20140006772A (ko) | 2014-01-16 |
| CN103140148B (zh) | 2016-04-20 |
| EP3610757A1 (fr) | 2020-02-19 |
| EP2605683B1 (fr) | 2019-09-18 |
| CN105831967B (zh) | 2019-05-07 |
| RU2576012C2 (ru) | 2016-02-27 |
| WO2012022431A1 (fr) | 2012-02-23 |
| CO6690772A2 (es) | 2013-06-17 |
| US9066579B2 (en) | 2015-06-30 |
| US20180344018A1 (en) | 2018-12-06 |
| EP2605683A1 (fr) | 2013-06-26 |
| MX2013001821A (es) | 2013-05-30 |
| PH12013500283A1 (en) | 2013-03-04 |
| CA2808212C (fr) | 2020-10-27 |
| CN105831967A (zh) | 2016-08-10 |
| BR112013003586B1 (pt) | 2020-09-08 |
| RU2013111852A (ru) | 2014-09-27 |
| BR112013003586A2 (pt) | 2016-06-07 |
| CN103140148A (zh) | 2013-06-05 |
| US10076181B2 (en) | 2018-09-18 |
| MY165941A (en) | 2018-05-18 |
| AU2011291060A1 (en) | 2013-04-04 |
| AU2011291060B2 (en) | 2016-02-04 |
| CA2808212A1 (fr) | 2012-02-23 |
| US20150313351A1 (en) | 2015-11-05 |
| EP2420157B1 (fr) | 2016-03-30 |
| US20240023701A1 (en) | 2024-01-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2420157B1 (fr) | Brosse à dents dotée d'une topographie particulière des soies | |
| EP2605682B1 (fr) | Brosse à dents avec des touffes orientées asymétriquement | |
| EP3539417B1 (fr) | Brosse à dents pourvue de soies moulées par injection | |
| EP2526815B1 (fr) | Brosse à dents avec faisceaux de soies mélangés et procédé de fabrication | |
| EP4042902B1 (fr) | Produit de brosse | |
| EP1776893B1 (fr) | Tête de brosse et procédé pour la fabrication de cette tête de brosse | |
| EP2866611B1 (fr) | Brosse à usage domestique ou brosse pour soins corporels à poils moulés par injection | |
| WO1996027308A1 (fr) | Articles de brosserie tels que brosses, pinceaux ou similaires | |
| DE19640726A1 (de) | Borste für eine Zahnbürste | |
| EP3174434B1 (fr) | Applicateur à âme en fil métallique comprenant des poils à plusieurs matériaux | |
| EP3833219B1 (fr) | Moyen d'hygiène buccale, en particulier brosse à dents | |
| EP2356921A1 (fr) | Applicateur pour des liquides ou pâtes, en particulier produits de beauté décoratifs et mascara | |
| DE10017465B4 (de) | Verfahren und Vorrichtung zur Herstellung von Borstenwaren | |
| DE9404639U1 (de) | Zahnbürstenkopf | |
| DE202014103564U1 (de) | Drahtkernapplikator mit Mehrmaterialborsten |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME RS |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20120813 |
|
| 17Q | First examination report despatched |
Effective date: 20130612 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: A46B 9/02 20060101ALI20150727BHEP Ipc: A46D 3/04 20060101ALI20150727BHEP Ipc: A46B 9/04 20060101AFI20150727BHEP Ipc: A46D 3/00 20060101ALI20150727BHEP |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20151021 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 784335 Country of ref document: AT Kind code of ref document: T Effective date: 20160415 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502010011299 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: PATENTANWAELTE SCHAAD, BALASS, MENZL AND PARTN, CH |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160330 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160330 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160701 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160630 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20160330 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160330 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160330 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160330 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160330 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160330 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160330 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160730 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160330 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160330 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160330 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160801 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160330 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160330 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160831 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502010011299 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160330 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20170103 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160330 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160330 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160818 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160818 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 784335 Country of ref document: AT Kind code of ref document: T Effective date: 20160818 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160818 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20100818 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160330 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160330 Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160330 Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160330 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160330 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160330 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20200826 Year of fee payment: 11 Ref country code: DE Payment date: 20200819 Year of fee payment: 11 Ref country code: FR Payment date: 20200821 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20200826 Year of fee payment: 11 Ref country code: CH Payment date: 20200819 Year of fee payment: 11 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502010011299 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20210818 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210831 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210818 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210818 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210831 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220301 |