EP2464573B1 - Procédé de réalisation d'emballages métalliques - Google Patents
Procédé de réalisation d'emballages métalliques Download PDFInfo
- Publication number
- EP2464573B1 EP2464573B1 EP10742823.7A EP10742823A EP2464573B1 EP 2464573 B1 EP2464573 B1 EP 2464573B1 EP 10742823 A EP10742823 A EP 10742823A EP 2464573 B1 EP2464573 B1 EP 2464573B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- coating
- coating agent
- metal packaging
- metal
- packaging
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Not-in-force
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D51/00—Making hollow objects
- B21D51/16—Making hollow objects characterised by the use of the objects
- B21D51/26—Making hollow objects characterised by the use of the objects cans or tins; Closing same in a permanent manner
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D25/00—Details of other kinds or types of rigid or semi-rigid containers
- B65D25/14—Linings or internal coatings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D7/00—Containers having bodies formed by interconnecting or uniting two or more rigid, or substantially rigid, components made wholly or mainly of metal
- B65D7/02—Containers having bodies formed by interconnecting or uniting two or more rigid, or substantially rigid, components made wholly or mainly of metal characterised by shape
- B65D7/04—Containers having bodies formed by interconnecting or uniting two or more rigid, or substantially rigid, components made wholly or mainly of metal characterised by shape of curved cross-section, e.g. cans of circular or elliptical cross-section
- B65D7/045—Casks, barrels, or drums in their entirety, e.g. beer barrels, i.e. presenting most of the following features like rolling beads, double walls, reinforcing and supporting beads for end walls
Definitions
- the invention relates to a method for producing metal packaging from sheets with a coating and metal packaging of sheet metal material, in particular of sheet or Feinst- or tinplate, for receiving a filling in an interior, according to the preamble of claim 1.
- Such metal packages are basically known in the art and are described by the Applicant et al. in the form of flat cans, canisters, Falzver gleichdosen, hobbocks or barrels distributed.
- Such metal packaging comes in the packaging and storage of chemical / technical products, food and especially drinks for use. They are prepared by methods generally known in the art involving separation and forming processes. In this connection, connections are produced, inter alia, by folding operations, wherein previously flanged edges of sheets are connected to each other by crimping.
- metal packaging With the help of the known metal packaging, it is possible to protect the above-mentioned contents protected from light and tight in a mechanically stable container.
- the tightness extends here to liquid, vaporous and gas-tight components of the contents, as well as an undesirable permeation is avoided by the packaging material.
- such containers are suitable to receive pressurized products.
- Metal packaging is almost completely recyclable, which, if consistently recovered and recycled, can result in a nearly closed material cycle for the packaging materials.
- This coating can e.g. a combination of a metallic layer, for example a tinned tinplate, and an organic coating applied thereto, e.g. a paint job or a foil application.
- a metallic layer for example a tinned tinplate
- an organic coating applied thereto, e.g. a paint job or a foil application.
- Such coatings are generally applied to the semifinished product, the flat material, sheet material or the metal strip prior to forming.
- the varnish layer becomes at a significantly elevated temperature, say at 180 to 200 ° C, which remains for a considerable period, e.g. about 12 minutes, applied, dried or baked.
- This high thermal load necessarily leads to increased equipment costs as well as high energy supply and disposal costs, e.g. Outgassing and evaporation.
- the risk of damage to a coating, printing or painting the outside of the packaging be justified.
- the interior of the package should be completely covered with paraffin, so that adjusts cost-effective manner, an inner coating of the inner surface of the package.
- a disadvantage of the known packaging is the fact that a complete coating of the inner surface of the metal container can not be guaranteed in every case.
- a container system for paints, inks and the like consisting of an outer container and an inner container, which may also be a paraffin layer on the inner surface of the outer container.
- the outer container is usually made of plastic, such as polyethylene or polyamide.
- the invention has for its object to provide an improved method for the production of metal packaging, in which an improved corrosion protection can be achieved with a low manufacturing cost.
- a metal package is formed, and thereafter its inside is coated with a paraffin-based coating agent to give an organic coating which ensures excellent corrosion protection and is not subject to any subsequent mechanical deformation or damage by forming processes in the production of the metal package. In this way, a high integrity of the coating can be ensured.
- a particular advantage of the solution according to the invention is also that a significantly reduced porosity is achieved in comparison to (spray) -coated coatings. Consequently, corrosion currents can in principle be minimized or prevented, which leads to a significantly improved corrosion protection. Accordingly, if appropriate, even more aggressive products, such as those which contain acid or lye, can be successfully filled in a packaging according to the invention.
- Paraffinic hydrocarbons are non-toxic and are safe in health terms, so they may well be suitable for use in food and beverage packaging.
- paraffins due to their inertness, paraffins are outstandingly suitable as corrosion inhibitors; in particular, they are not water-soluble and very resistant to many types of acids. Thus, they are particularly suitable for use with carbonated beverage metal packaging, such as e.g. Beer or coke, suitable.
- the paraffin-based coating composition is to be understood as a substantially paraffin-containing coating composition which is advantageously more than 75%, preferably more than 85% and more preferably more than 95% paraffin.
- the coating composition may be supplemented by addition of fillers, solvents, dyes, binders and other additives, such as fats and natural or synthetic waxes, or by additions of production-related residual components, such as oil residues.
- the coating agent consists completely or almost completely of paraffin. In this way it can be ensured that no or only insignificant constituents of the coating agent outgas or fire after coating.
- paraffins are to be understood as meaning essentially paraffinic hydrocarbons, which generally have a low tendency to react. Paraffins can be composed of unbranched (n-) and branched (iso) -alkanes, in which their advantageous properties can be justified. Paraffinic hydrocarbons are essentially waxy, odorless and tasteless, electrically non-conductive and hydrophobic.
- paraffins can be classified in terms of their viscosity and their solidification temperature. In the context of this application should be primarily, but not exclusively, be turned off to mixtures with particularly long-chain hydrocarbons. Furthermore, paraffins should also be understood as the so-called microwaxes.
- the coating composition after coating is again heated to a temperature above the solidification temperature
- the coating agent which may have been inadequately applied to the inner surface of the container during the initial coating, reflows to melt again and any remaining material Fill gaps or open spaces, which can appear especially in edge areas, in rabbet areas and other peripheral areas.
- the reheating step thus ensures a very reliable and stable process management, so that a complete and continuous coating of the inner surface of the metal packaging is ensured in each case.
- the coating composition is applied under pressure, in particular by airless spraying.
- the airless spraying method is particularly suitable for applying the coating composition since, in contrast to air-pressure-based spraying, the coating agent is applied without an additional carrier medium.
- contamination of the metal packaging or the coating agent with constituents of the process air can be avoided in a method with compressed air. Likewise unnecessary is an elaborate provision, cleaning or filtering of the process air.
- the coating agent is applied by means of a casting or pouring method.
- the coating agent can be applied without pressure. Consequently, the manufacturing or equipment costs are reduced.
- the coating agent can be dispensed with the application of process air for applying the coating agent, so that can reduce contamination of the metal packaging or the coating agent, thereby increasing the manufacturing quality and process reliability.
- the application of the coating agent by gravity by means of casting or pouring method can also ensure an influence on the layer thickness to be achieved.
- various parameters e.g. Viscosity of the coating composition, temperature of the coating composition or the metal packaging to be coated or the surface texture of the interior of the metal packaging, a desired layer thickness can be adjusted.
- the coating composition is heated during coating to a temperature above the solidification temperature.
- the coating composition has a solidification temperature of more than 70 ° C., preferably more than 85 ° C., more preferably more than 90 ° C.
- Such high solidification temperatures can be advantageously achieved with micro-axes. In this way, a sufficiently high thermal stability of the applied coating for further processing, filling with the contents and the subsequent use can be ensured.
- the solidification temperatures are still low enough to minimize the energy required to heat the coating composition, thus limiting the cost of manufacturing and manufacturing equipment. Furthermore, a protection of the outer surface of the metal packaging is guaranteed against high thermal inputs. Thus, a coating, printing or coating applied externally to the container can be applied to the flat semi-finished product before the sheet metal forming, without prejudice thereto.
- the applied, already partially or completely solidified coating agent can be melted or melted to completely wet the interior of the metal container with the re-liquefied or viscous paraffin.
- inaccessible areas in which no initial application of the coating agent could take place can be wetted.
- the integrity or homogeneity of the coating composition or the surface of the coating composition may improve, since the liquid or viscous coating composition is capable of filling microcracks on its surface or gaps in the order or to cure.
- the applied coating composition is preferably brought to a temperature of about 100 ° C. and kept at this temperature for about two to three minutes. This can result in a significant simplification of the production process and an improvement in the corrosion protection, since possible defects and cracks in the initial layer can be reliably closed or cured by a downstream production step.
- At least one seam connection is formed during the molding of the metal packaging, which is coated during the subsequent coating of the interior with the coating agent.
- the metal packaging for application or reheating of the coating agent for complete wetting of the interior is arranged aligned with the coating agent.
- the liquid or viscous coating agent applied with proper orientation can automatically penetrate under gravity into hard to reach areas of the metal packaging, such as rabbet joints, to ensure a complete coating of the interior. It is conceivable to align the metal packaging several times during production, so that the process reliability of the coating process can increase even further, as well as particularly hard to reach areas can be wetted with the coating agent.
- the metal packaging can be rotated through 180 degrees in order to subsequently cover the area lying opposite this area completely with the coating agent after the bottom area of the metal packaging has been completely covered.
- any lid opening can be suitably closed.
- excess coating agent after suitable alignment, can only run out of the metal packaging under the action of gravity.
- the metal packaging is pivoted during application or during repeated heating of the coating agent for completely wetting the interior with the on or melted coating agent.
- the pivoting movement can already take place during the initial application of the coating agent, but also in the context of possible subsequent subsequent steps of heating the applied coating.
- the coating composition is mixed with a solvent for paraffin.
- solvents e.g. Gasoline, ether and chloroform can be used with excellent solution effect on paraffins. It is further understood that these solvents should completely escape after application, after which the coating agent may have the advantageous properties of approximately or completely pure paraffin.
- the proportion of paraffin on the coating agent may change due to outgassing or other separations of constituents, at least after the production of the metal packaging may be greater than before the application of the coating composition.
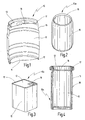
- a metal packaging in the form of a barrel is shown and designated 10 in total.
- Such metal packaging is widely used in the packaging and storage of chemical or technical filling goods or food, especially of beverages.
- beer kegs such designed packages have found wide use.
- such kegs have a filling volume of about three to about twenty liters, whereby the so-called 5-liter party keg has established itself as a common container size.
- barrels with filling volumes from a few liters up to several hundred liters are mainly offered for wholesale needs or for chemical or technical products.
- Such designed metal packaging are usually formed from fine or Feinstblechen. Fines usually have thicknesses of less than 0.5 millimeters, while thin sheets cover approximately the thickness range of 0.5 to 3 millimeters. Common materials and semi-finished products for producing such metal packaging are flat strips, sheets or coils of tinplate, blackplate or else of electrolytically special chromium-plated sheet steel.
- the in the Fig. 1 shown metal packaging 10 is designed starting from the flat material by various forming and joining operations.
- the metal packaging 10 has an envelope 12 surrounding an interior 12, which is connected by means of hinge connections 17 in its lower region with a base element 11 and in its upper region with a ceiling element 13.
- the ceiling element 13 has a filling opening 16, for example for filling beer.
- the bottom element 11 and the ceiling element 13 may be formed, for example, from pre-punched blanks.
- the enveloping element 15 is formed from flat strip, wherein the cylindrical shape is generated by bending and joining two end faces of the substantially rectangular starting material by means of a rabbet joint (not shown). Alternatively, it is conceivable to form the enveloping element 15 from a tubular semi-finished product.
- Such a metal packaging can, in addition to the insertion opening 16, have further openings, e.g. for the integration of a tap or for ventilation.
- metal packaging should not be understood as meaning that the finished packaging or the filled container does not contain any non-metallic constituents. It is common and conceivable to provide plastic-based closures, valves or transport aids, such as handles or edge protectors, so that “metal packaging” should not be understood as limiting in this regard.
- Fig. 2 shows another metal packaging 10a.
- the sheath element 15 can be formed by expanding or deep-drawing a flat or preformed semifinished product.
- the type of container shown usually serves to contain carbonated drinks, in particular beer or cola, but is also used for other filling goods.
- beverage cans packaging can be constructed from the steel sheets mentioned above, alternatively from Aluminimblechen, or from a combination of metal material. Common fill levels are about 0.2, 0.25, 0.33, 0.5, 0.75, 1.0 and 1.5 liters.
- a ceiling element (in Fig. 2 not shown) is namely connected only after the filling of the filling material in the filling element 15 of the metal packaging 10 a with the enveloping element 15.
- a metal packaging is in Fig. 3 and is designated 10b.
- the metal packaging 10b in the form of a canister can be used to hold liquid chemical products, such as paint or varnish, as well as the storage of free-flowing granules or powder.
- liquid chemical products such as paint or varnish
- free-flowing granules or powder In the food industry, such containers are used, among other things, for storing edible oil.
- the metal packaging 10b has an enveloping element 15, which also delimits the bottom region of the metal packaging 10b, so that additionally only one ceiling element 13 is provided, which is connected to the enveloping element 15 via a rabbet joint 17.
- a canister can also be connected via an additional fold connection for receiving a floor element, for example analogously Fig. 1 , feature.
- FIG. 4 another metal package 10c is shown.
- the sectional view clearly shows the design of the rabbet joint 17 for connecting the ceiling element 13 with the enveloping element 15. It is immediately apparent that in order to form such a rabbet joint in the enveloping element 15 and the ceiling element 13 crimping or folding operations must take place, whereby the individual sheets be subjected to high degrees of deformation in these areas.
- This disadvantage may be due to alternative or additional coating of the metal packaging, in particular the interior of the metal packaging, after forming and joining are compensated, which, however, increases the production cost and may result in other disadvantages.
- a decorative coating applied to the outside 18 of the metal packaging 10c Paint can be affected or damaged by discoloration or the like.
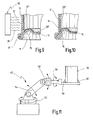
- Fig. 5 shows a schematic representation of a plant for carrying out the method according to the invention.
- a simplified illustrated metal package 10, approximately shaped according to the Fig. 1 to 4 is disposed relative to a coating device designated 20. It is conceivable that the feed movement and further possible relative movements of the metal packaging 10 with respect to the coating device 20 by a in Fig. 5 shown schematically and generally designated 40 handling device are generated.
- the handling device can have lifting means or rotating means, as indicated by the arrows 46 and 44, respectively, in order to move the metal packaging 10 relative to a nozzle part 24.
- the supply element 22 serves to supply the nozzle 24 with the coating agent 30.
- lines 28 are provided, in Fig. 5 exemplified designed as a loop. It should be understood that the delivery member 22 may include a valve (not shown) suitable for controlling the coating operation.
- the line 28 connects a container means 34, which serves to receive a supply of the coating agent 30, with the nozzle part 24, wherein excess, not applied coating agent can be introduced via a return in turn in the container means.
- a pump 35 in the line 28 is used to generate pressure for applying the coating agent 30th
- the coating agent 30 is heated or liquefied prior to application by means of heaters 32 or 32a.
- the heater 32 may serve to heat the coating agent 30 as it flows through the conduit 28.
- a heating device 32a is shown, which serves to heat the coating agent 30 located in the container means 34, so that the target temperature of the coating agent 30 can alternatively be ensured by permanent circulation in the line 28 by means of the pump 35.
- the nozzle part 24a in Fig. 6 a spherical shape, thereby ensuring that almost the entire space surrounding the nozzle portion 24a can be wetted with a coating agent.
- a joint 26 is provided in the nozzle part 24b, which makes it possible to additionally swivel the nozzle part 24b in order to be able to coat regions of a metal packaging which are difficult to access.
- a rotation 44 may be introduced to effect a uniform distribution of the coating agent 30 over the circumference of the interior 12 of the metal package 10.
- a metal packaging 10 shown schematically which has only a relatively small filling opening 16.
- a directional nozzle portion 24 such as a nozzle having a beam angle of only 90 degrees or 180 degrees.
- FIG. 8 an alternative handling device 40a is provided, which serves to deliver a supply means 22a with the nozzle part 24 into the interior 12 of the metal packaging 10.
- the handling device 40a may have lifting means or rotating means, as indicated by the arrows 46a and 44a. In this way, the supply means 22a can be introduced into the inner space 12 and also moved there. For fine alignment of the nozzle part 24 further joints 26a, 26b are provided.
- a rabbet joint 17 between a bottom element 11 and an enveloping element 15 of a metal packaging is shown in section.
- This cutout can be representative of areas of other seam joints, more generally for hard to reach areas of a metal packaging.
- cover folds or lateral vertical folds may also be any areas that are not wetted in the context of the initial coating.
- the initially applied coating agent 30 ' is in Fig. 9 shown. It can be seen here that the area in which the enveloping element 15 and the base element 11 meet in order to form a seam connection, a so-called seam channel 19, may not be completely covered by the coating agent due to its narrowness and depth.
- the coating agent 30 'according to the invention can be melted on or melted particularly easily at relatively low temperatures by suitable heat supply, indicated at 38.
- a melting device 36 is used to generate the heat input 38.
- the heat input 38 can advantageously via convection, heat conduction and radiation in or around the metal packaging, for example by means of circulation of heated air or by infrared, in particular Nahinfrarotstrahlung. In this case, it is particularly advantageous in terms of manufacturing technology to melt or melt the coating agent 30 'to be heated indirectly by heating sheet metal material 14 in the enveloping element 15 or the bottom element 11.
- Fig. 10 now clarifies the desired target state in which the now designated 30 "coating agent has automatically penetrated into the seam channel 19 and this fully wetted.Thus, safe corrosion protection and later separation of the contents of the sheet metal material 14 of the metal packaging 10 is ensured in this area
- the molten or coalesced coating agent 30 is sufficiently viscous to ensure that once wetted areas are not re-exposed despite the self-induced gravity bleeding.
- This particularly preferred method step is also particularly suitable for safely coating inaccessible areas on the outer sides of metal packaging. This can e.g. pronounced depressions, beads or outer fold geometries. It is known that metal containers tend to corrode in such areas.
- Fig. 11 schematically shows a suitable for this pivoting device, which is indicated at 42 in total.
- the pivoting device 42 is provided with different pivot axes 52, 54, 56 and 58.
- gripping means 50 are provided in order to grip and hold the metal packaging 10.
- the metal packaging 10 can now be suitably aligned or pivoted in order to direct or promote the flow of the coating agent. This pivoting or alignment can be done both discretely and continuously. Thus, it is conceivable to move the metal packaging 10 already during the heating of the applied coating agent in order to keep the process time short.
- a container such as Fig. 1 to heat after the initial application of the coating agent in a position in which the bottom member 11 is located on the ground, so that the coating agent can automatically penetrate into the rabbet channel of the rabbet 17 between the bottom member 11 and the envelope member 15.
- the metal package 10 can be easily rotated by 180 degrees, so that the coating agent 30, which is still in the fused or molten state, or brought by reheating again in this state, also in the rabbet channel between the ceiling element 13 and Envelope element 15 can penetrate.
- the insertion opening 16 can be suitably closed in order to prevent outflow of the molten coating agent 30.
- a metal packaging produced by the method according to the invention ensures a high degree of corrosion protection with simplified manufacturability, which in particular also meets the requirements for foodstuff authenticity.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Details Of Rigid Or Semi-Rigid Containers (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
Claims (9)
- Procédé de réalisation d'emballages métalliques, comportant les étapes suivantes:- former un emballage métallique (10), en particulier en acier ou en aluminium, à partir d'un matériau en tôle, en particulier en tôle fine ou très fine ou en fer blanc, avec un espace intérieur (12), et- revêtir l'espace intérieur (12) avec un agent de revêtement (30), à base de paraffine,caractérisé en ce que, après le revêtement, on chauffe l'agent de revêtement (30) encore une fois à une température supérieure à la température de solidification.
- Procédé selon la revendication 1, dans lequel on dépose l'agent de revêtement (30) sous pression, en particulier par un procédé de pulvérisation Airless.
- Procédé selon la revendication 1, dans lequel on dépose l'agent de revêtement (30) par un procédé de coulée ou de déversement.
- Procédé selon l'une quelconque des revendications précédentes, dans lequel on chauffe l'agent de revêtement (30) lors du revêtement à une température supérieure à la température de solidification.
- Procédé selon l'une quelconque des revendications précédentes, dans lequel l'agent de revêtement (30) présente une température de solidification de plus de 70°C, de préférence de plus de 85°C, et de préférence encore de plus de 90°C.
- Procédé selon l'une quelconque des revendications précédentes, dans lequel, pendant le formage de l'emballage métallique (10), on réalise au moins un assemblage par agrafage, que l'on revêt avec l'agent de revêtement (30) pendant le revêtement consécutif de l'espace intérieur (12).
- Procédé selon l'une quelconque des revendications précédentes, dans lequel on dispose l'emballage métallique (10) en alignement pour le dépôt ou le chauffage répété de l'agent de revêtement (30) pour mouiller complètement l'espace intérieur (12) avec l'agent de revêtement (30).
- Procédé selon l'une quelconque des revendications précédentes, dans lequel on bascule l'emballage métallique (10) lors du dépôt ou du chauffage répété de l'agent de revêtement (30) pour mouiller complètement l'espace intérieur (12) avec l'agent de revêtement (30) fondu ou refondu.
- Procédé selon l'une quelconque des revendications précédentes, dans lequel on mélange l'agent de revêtement (30) avec un solvant pour la paraffine.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102009038129A DE102009038129A1 (de) | 2009-08-12 | 2009-08-12 | Verfahren zur Herstellung von Metallverpackungen |
| PCT/EP2010/061732 WO2011018493A1 (fr) | 2009-08-12 | 2010-08-12 | Procédé e réalisation d'emballages métalliques |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2464573A1 EP2464573A1 (fr) | 2012-06-20 |
| EP2464573B1 true EP2464573B1 (fr) | 2013-05-29 |
Family
ID=43432234
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP10742823.7A Not-in-force EP2464573B1 (fr) | 2009-08-12 | 2010-08-12 | Procédé de réalisation d'emballages métalliques |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20120201630A1 (fr) |
| EP (1) | EP2464573B1 (fr) |
| DE (1) | DE102009038129A1 (fr) |
| WO (1) | WO2011018493A1 (fr) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE202011051397U1 (de) | 2011-09-22 | 2011-11-02 | Eick Löbel | Haltevorrichtung zur Aufnahme und beabstandeten Positionierung eines Getränkebehälters |
| GB201211077D0 (en) * | 2012-06-22 | 2012-08-01 | Crown Packaging Technology Inc | Two-piece can |
| US11221184B1 (en) * | 2018-12-05 | 2022-01-11 | Ball Aerospace & Technologies Corp. | Carbon nanotube heat pipe or thermosiphon |
| JP7293928B2 (ja) * | 2019-07-16 | 2023-06-20 | 東洋製罐株式会社 | 金属缶の内面塗装方法及び内面塗装装置 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1718039A (en) * | 1925-02-05 | 1929-06-18 | Draper Mfg Co | Method of protectively coating containers |
| FR805103A (fr) | 1935-05-27 | 1936-11-12 | Continental Can Co | Récipient métallique pour boissons |
| US2837048A (en) * | 1954-05-17 | 1958-06-03 | Nat Can Corp | Method of applying wax to the flange of a can body |
| US3819403A (en) * | 1970-09-28 | 1974-06-25 | Nordson Corp | Method and apparatus for applying wax to can ends |
| JPH0757385B2 (ja) * | 1989-06-13 | 1995-06-21 | 東洋製罐株式会社 | 被覆深絞り缶の製造方法 |
| DE4126964A1 (de) | 1991-08-14 | 1993-02-18 | Spies Lutz Volker | Umweltfreundliches behaeltersystem fuer lacke, farben und dergleichen, sowie verfahren zur wiederverwertung des behaeltersystems |
| DE19541034A1 (de) * | 1995-07-21 | 1997-05-07 | Schmalbach Lubeca | Getränkedose mit reduzierter Eisenabgabe |
| JP5063959B2 (ja) * | 2006-08-21 | 2012-10-31 | 東洋製罐株式会社 | 金属缶用ホットメルト組成物及びこれを用いて成る金属缶 |
-
2009
- 2009-08-12 DE DE102009038129A patent/DE102009038129A1/de not_active Withdrawn
-
2010
- 2010-08-12 WO PCT/EP2010/061732 patent/WO2011018493A1/fr not_active Ceased
- 2010-08-12 EP EP10742823.7A patent/EP2464573B1/fr not_active Not-in-force
-
2012
- 2012-02-09 US US13/369,326 patent/US20120201630A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| WO2011018493A1 (fr) | 2011-02-17 |
| DE102009038129A1 (de) | 2011-02-17 |
| EP2464573A1 (fr) | 2012-06-20 |
| US20120201630A1 (en) | 2012-08-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3140213B1 (fr) | Dispositif de mélange et de fermeture destiné à un récipient | |
| DE60218219T2 (de) | Aluminiumbehälter mit gewindehals | |
| EP2173502B1 (fr) | Corps de boîtier et procédé et dispositif pour sa fabrication | |
| DE69027370T2 (de) | Rand oder Teil einer Einfassung zum Tiefziehen oder Tiefziehen-Streckziehen und dessen Gebrauch | |
| EP2464573B1 (fr) | Procédé de réalisation d'emballages métalliques | |
| DE60007963T2 (de) | Behälter zur Aufnahme von zerbrechlichen Gegenständen sowie Verfahren zur Herstellung eines solchen Behälters | |
| DE3230357A1 (de) | Zweikomponentenverpackung | |
| DE69919001T2 (de) | Verfahren zum zusammenbau eines aerosolbehälters | |
| EP2253557B1 (fr) | Double emballage, son procédé de fabrication | |
| DE3714949A1 (de) | Behaelter mit einem zylindrischen mantel und verfahren zu seiner herstellung | |
| DE102010014480A1 (de) | Packung für fließfähige Produkte | |
| EP3372397A1 (fr) | Procédé de fabrication de gobelets en carton | |
| DE2360319C2 (fr) | ||
| AT521461B1 (de) | Druckfeste Dose | |
| DE4126784C2 (de) | Deckelfaß | |
| DE102016115660B3 (de) | Aufschraubbarer Deckel mit einem Kronkorken sowie Trinkbehältereinheit und Verfahren zum Aufsetzen eines Kronkorkens | |
| EP4051483B1 (fr) | Contenant en matière plastique pour fluides et procédé de production d'un contenant en matière plastique | |
| EP0447997A2 (fr) | Emballage du type boîte pour produits pouvant s'écouler et procédé pour sa fabrication | |
| WO2014161693A1 (fr) | Procédé et système de remplissage de récipients avec un produit de remplissage liquide | |
| DE69903516T2 (de) | Verfahren zum herstellen eines metallbehalters mit einem einsatzstück zum verpacken ,zum beispiel, ein nahrungsmittel, und so ein behalter | |
| DE69929347T2 (de) | Verbesserter Montageteller für einen Aerosolbehälter | |
| DE4425861A1 (de) | Verfahren und Vorrichtung zum Verschließen des Einfüllendes eines röhrenförmigen Behälters | |
| DE102011105273A1 (de) | Verfahren zum Herstellen von Tubenverpackungen | |
| CH697975B1 (de) | Deckelring und Deckel für eine Verpackung. | |
| DE1031205B (de) | Verfahren zum Verpacken von fluessigen Materialien |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20120309 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| DAX | Request for extension of the european patent (deleted) | ||
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 614238 Country of ref document: AT Kind code of ref document: T Effective date: 20130615 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502010003481 Country of ref document: DE Effective date: 20130725 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130909 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130930 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130529 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130830 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130529 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130929 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130529 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130829 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130529 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20130529 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130829 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130529 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130529 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130529 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130529 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130529 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130529 |
|
| BERE | Be: lapsed |
Owner name: HUBER PACKAGING GROUP G.M.B.H. Effective date: 20130831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130529 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130529 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130529 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130529 |
|
| 26N | No opposition filed |
Effective date: 20140303 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130831 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502010003481 Country of ref document: DE Effective date: 20140303 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130812 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140831 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130529 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130529 Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130529 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130529 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20100812 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130812 Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130529 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 7 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 614238 Country of ref document: AT Kind code of ref document: T Effective date: 20150812 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150812 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 8 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130529 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CZ Payment date: 20210812 Year of fee payment: 12 Ref country code: FR Payment date: 20210819 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20210820 Year of fee payment: 12 Ref country code: DE Payment date: 20210922 Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502010003481 Country of ref document: DE |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20220812 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220812 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220831 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230301 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220812 |