EP2537653A1 - Procédé de fabrication d'un panneau en bois - Google Patents
Procédé de fabrication d'un panneau en bois Download PDFInfo
- Publication number
- EP2537653A1 EP2537653A1 EP11170818A EP11170818A EP2537653A1 EP 2537653 A1 EP2537653 A1 EP 2537653A1 EP 11170818 A EP11170818 A EP 11170818A EP 11170818 A EP11170818 A EP 11170818A EP 2537653 A1 EP2537653 A1 EP 2537653A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- wood
- based panel
- reinforcing agent
- panel
- steam
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/02—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by features of form at particular places, e.g. in edge regions
- B32B3/06—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by features of form at particular places, e.g. in edge regions for securing layers together; for attaching the product to another member, e.g. to a support, or to another product, e.g. groove/tongue, interlocking
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B21/00—Layered products comprising a layer of wood, e.g. wood board, veneer, wood particle board
- B32B21/02—Layered products comprising a layer of wood, e.g. wood board, veneer, wood particle board the layer being formed of fibres, chips, or particles, e.g. MDF, HDF, OSB, chipboard, particle board, hardboard
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B21/00—Layered products comprising a layer of wood, e.g. wood board, veneer, wood particle board
- B32B21/04—Layered products comprising a layer of wood, e.g. wood board, veneer, wood particle board comprising wood as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B21/06—Layered products comprising a layer of wood, e.g. wood board, veneer, wood particle board comprising wood as the main or only constituent of a layer, which is next to another layer of the same or of a different material of paper or cardboard
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/14—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by a layer differing constitutionally or physically in different parts, e.g. denser near its faces
- B32B5/147—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by a layer differing constitutionally or physically in different parts, e.g. denser near its faces by treatment of the layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/12—Coating on the layer surface on paper layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2260/00—Layered product comprising an impregnated, embedded, or bonded layer wherein the layer comprises an impregnation, embedding, or binder material
- B32B2260/02—Composition of the impregnated, bonded or embedded layer
- B32B2260/026—Wood layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2260/00—Layered product comprising an impregnated, embedded, or bonded layer wherein the layer comprises an impregnation, embedding, or binder material
- B32B2260/04—Impregnation, embedding, or binder material
- B32B2260/046—Synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/726—Permeability to liquids, absorption
- B32B2307/7265—Non-permeable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2451/00—Decorative or ornamental articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2471/00—Floor coverings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2607/00—Walls, panels
- B32B2607/02—Wall papers, wall coverings
Definitions
- the invention relates to a method for producing a wood-based panel with a reinforced area, for. B. for wall, ceiling or floor panels with a top and a back, at least partially applied a liquid reinforcing agent, decorative paper and an overlay on top of the wood-based panel and then pressed in a press to form a laminate. Furthermore, the invention relates to a panel according to claim 12 and a device according to claim 15.
- a decor is produced by direct printing of the wood-based panel or, for example, by applying printed paper, so-called decorative paper.
- a protective layer is applied above the decor. This can be, for example, a lacquer layer or an overlay. This protective layer is intended to protect the décor from mechanical damage and the ingress of moisture.
- the wood-based panel is cut open and the edges of the sections are profiled, so that panels, for example, arise for laying on the floor.
- the profilings have the primary purpose of permanently, but possibly releasably connecting the panels together to produce a closed panel layer. The profilings are exposed to high loads during use and must, for example, securely connect the panels when walking or, for example, also protect the panels from the ingress of moisture.
- HDF Highly compressed fibreboard, manufactured using the dry process (HDF), is primarily used as the wood material, since, in the case of a particularly thin design, these allow a high mechanical strength of the edge profiles.
- HDFs usually have a bulk density of 800 kg / m 3 or more and have a correspondingly high weight. When profiling with a milling tool, the edges of an HDF tend to rip. Another Disadvantage of HDF is that they are hygroscopic, so that in particular the unprotected profiled edges tend to quickly absorb moisture and swell. In order to prevent the swelling of the fiberboard in the edge region, several methods are known.
- the publication WO 03/012224 A1 von Välinge shows a variety of embodiments for the moisture protection of the profiled edges. It proposes, among other things, to spray the wood-based panel either before cutting or subsequently the profiled edges directly with impregnates of different viscosity to allow a particularly deep penetration of the impregnate.
- the proposed impregnates may, for example, consist of polyurethane, phenol and melamine.
- the problem here is to bring the impregnate sufficiently deep into the plate to produce a secure protection against moisture absorption. Therefore, it further suggests to incorporate an additional sealant in the profiles of the panels, which retains ingress of moisture.
- the method for producing a wood-based panel with a reinforced area z. B. for wall, ceiling or floor panels made of a wood-based panel having a top and a top opposite the back comprises at least the steps: at least partially applying a liquid reinforcing agent on top of the wood-based panel, producing a laminate sandwich by applying at least one decorative paper and Applying at least one overlay on the top of the wood-based panel, introducing the laminate sandwich into a press and pressing the laminate and is characterized in that a shot of steam is generated during the pressing, the shot of steam enters the reinforcing means in the direction of the back in the wood-based panel and the reinforcing agent hardens during the pressing process.
- a steam pulse is generated by the evaporation of liquid, in particular water.
- the steam jet required according to the invention is generated on the upper side, ie on the side of the wood-based panel, on which the decor and the protective layer are arranged.
- the steam pulse penetrates from the top in the direction of the back in the wood-based panel. Due to the speed and pressure with which the burst of steam penetrates into the plate, he takes the liquid reinforcing agent on top of the wood-based panel and carries it into the wood-based panel.
- the penetration depth of the liquid reinforcing agent can be controlled. hereby a deep penetration of the reinforcing agent in the wood-based panel is made possible in a particularly simple manner, without slowing down the usual manufacturing process. Rather, the time that the laminate sandwich dwells anyway in the press, used in parallel for an additional process step.
- the steam jet used in the process according to the invention is produced in particular in the region above the surface of the wood-based panel and below the overlay.
- this decorative paper is used, in which there is still moisture from paper making.
- the water usually contained in the decorative paper is sufficient in most cases to push the reinforcing agent deep into the plate or to take with penetration or enter.
- the resulting vapor has only the ability to penetrate and spread in the plate due to the overlay and the above-arranged pressure plate, in order to achieve a pressure reduction.
- the force and intensity of the burst of steam as it enters the plate may be controlled by the amount of liquid to be evaporated and the vaporization temperature and is sufficient to drive the reinforcing agent deep into the plate or to entrain or penetrate it.
- the intensity and / or the volume of the shot of steam it would also be conceivable, for example, to at least partially provide the decorative paper and / or the underside of the decorative paper with moisture or to arrange an additional moisture carrier layer below the decor paper and above the liquid reinforcing agent or Apply moisture to the wood-based panel.
- the liquid reinforcing agent used in the inventive process can be applied to the surface of the top of the wood-based panel in a known manner, for example, by spraying, rolling or doctoring. In principle, any known method for applying liquids to the wood-based panel can be used.
- the wood-based panel is applied only in the areas of the wood-based panel in which later an edge of a panel is created and / or a profile to be milled.
- the reinforcing agent Upon curing of the reinforcing agent, both physical setting and chemical curing, i. the chemical crosslinking of the reinforcing agent to be understood.
- the reinforcing agent is in liquid form prior to pressing and, if possible, is in particular not pre-crosslinked and / or partially cured.
- the reinforcing agent is introduced in the direction of the back in the wood-based panel.
- the reinforcing agent which z. B. highly concentrated at the top of the wood-based panel, is entered from the top away in the wood-based panel inside.
- the reinforcing agent follows the path of the steam blast.
- the shot of steam also does not completely displace the reinforcing agent from the top to another plane of the plate, but the burst of steam distributes the reinforcing agent from the top towards the back and along its path through the wood-based panel.
- the reinforcing agent After the reinforcing agent is distributed, it hardens, for example under the influence of elevated temperature or by the action of a catalyst or other factors.
- the reinforcing agent is present both at the top of the wood-based panel and in lower levels of the wood-based panel.
- the jet of steam causes a particularly uniform distribution over the entire area to be reinforced.
- the liquid reinforcing agent contains at least one active agent from the group of isocyanates and / or the group of silanes.
- active agent from the group of isocyanates and / or the group of silanes.
- known polymers which are used, for example, for bonding the individual layers or the wood-based panel, if appropriate as a mixture with silanes or isocyanates.
- the reinforcing agent may also consist exclusively of an isocyanate or different isocyanates and / or a silane or more silanes.
- a gain d. H. a solidification and / or a seal for protection against, for example. Moisture absorption reached.
- these substance-free active agents are mixed with a solvent as a passive eye.
- the active agent is understood to mean a component which acts for the purpose of reinforcement and sealing, the reinforcing agent.
- a passive agent would thus be understood, for example, the solvent or a dye.
- the properties (strength, stability, hygroscopicity) of the reinforced region when using the reinforcing agent with an active agent selected from the group of isocyanates and / or the group of silanes are markedly improved over a range treated with a reinforcing agent does not contain such agent.
- a further particular advantage when using an active agent from the group of isocyanates and / or the group of silanes in combination with the steam blast is that both isocyanates and silanes in combination with moisture cure particularly well and particularly quickly completely. This makes it possible in an advantageous manner to maintain even very short pressing times of the laminate sandwich. In addition, post-crosslinking of the liquid reinforcing agent and any possible evaporation of harmful emissions outside the press are avoided.
- an active agent from the group of isocyanates and / or the group of silanes is that they produce a particularly strong and secure connection of the decor paper with the wood-based panel in the cured state.
- an active agent from the group of isocyanates and / or the group of silanes is that they produce a particularly strong and secure connection of the decor paper with the wood-based panel in the cured state.
- partial separation phenomena such as. Delaminations between decor paper and wood-based panel prevented.
- the penetration depth of the reinforcing agent is measured starting from the surface of the top of the wood-based panel, in the vertical direction to the surface of the back.
- the penetration depth is thus understood to be the vertical distance between the surface of the upper side and the reinforcing means.
- the shot of steam carries the reinforcing agent into a penetration depth up to 10%, preferably up to 25%, more preferably between 15% and 75%, advantageously between 20% and 60% and particularly advantageously between 30% and 65% of the distance between the surface of the top and the surface of the back corresponds.
- the required penetration depth depends on the task. If only protection against moisture of the later panel joint is to be achieved, a small penetration depth is sufficient, since only protection from penetrating water over the top must be present. For a solidification of the example. Profile area, if necessary, a much greater penetration depth is necessary.
- the penetration depth is also dependent on the viscosity of the liquid.
- the less viscous the liquid the easier it penetrates into the wood-based panel. That is, with a highly viscous liquid, a particularly powerful and intense burst of steam is required to introduce the reinforcing agent to the same depth of penetration as a low viscosity liquid.
- low viscosity liquids are used as reinforcing agents.
- the strength and intensity of the steam pulse depends on the amount of moisture that is evaporated.
- the included in decorative paper Moisture can be used to create a steam blast.
- Particular preference is given to using decorative paper which has a residual moisture content of up to 15%, preferably up to 10%, more preferably between 2% and 12%, preferably between 4% and 10% and advantageously between 6% and 8% before compression ,
- the dry weight is understood to mean the weight of the decorative paper which has been hardened to constant weight.
- the additional application of moisture is partial, d. H. partially possible, so that only in the area additional moisture is introduced into the wood-based panel, in which the liquid reinforcing agent is present in the wood-based panel.
- the liquid reinforcing agent is present in the wood-based panel.
- particularly deep penetration depths of the reinforcing agent can be achieved, and in combination with the active agents isocyanate and / or silane, delaminations due to the increased moisture and the good reactivity of the agents with water are prevented.
- the decorative paper is placed directly on top of the wood-based panel and on the applied reinforcing agent. Immediate means both a temporal and a spatial component.
- time is understood to mean a placing of the decor paper directly on the application of the reinforcing agent on top of the wood-based panel and thus also on the reinforcing agent.
- the time interval between the application of the reinforcing agent and the application of the decorative paper is particularly short and takes place within a period of 1 second to 30 seconds, preferably within 5 seconds to 20 seconds, particularly preferably within 10 seconds to 15 seconds.
- the pre-crosslinking or hardening of the reinforcing agent prior to the entry into the wood-based panel by the steam pulse is also prevented according to a particularly preferred embodiment in that the time sequence of the individual method steps proceed directly consecutively.
- the application of the liquid reinforcing agent to the shot of steam in the press thus takes place within 30 seconds, preferably within 20 seconds, particularly preferably within a period of 10 to 15 seconds.
- the reinforcing agent is up to 0.1 mm, preferably up to 1 mm, more preferably between 0.2 mm and 2 mm, advantageously between 0.1 mm and 1.5 mm and particularly advantageously between 1 mm and 2 mm into the top, before the steam is applied to the reinforcing agent. It is preferred that as little reinforcing agent is still on the surface, so that the paper is not impregnated.
- the demand or the amount of moisture, the intensity and the strength of the steam blast can be reduced.
- the overlay arranged above the decor can consist of a resin-impregnated overlay paper.
- the decoration is particularly preferably applied to a liquid overlay, which is cured like a resin-saturated overlay paper under the action of pressure and heat.
- wood fiber boards are preferably used whose density without reinforcing agent is up to 850 kg / m 3 , preferably up to 700 kg / m 3 , more preferably up to 600 kg / m 3 , advantageously between 600 kg / m 3 and 800 kg / m 3 or preferably between 650 kg / m 3 and 750 kg / m 3 .
- wood based panels made of fibers that is, plates that are made of vegetable fibers, above a density of 800kg / m 3 as HDF, below 800 kg / m 3 as MDF boards and wood based panels made of fibers below 700 kg / m 3 as a light Called MDF boards.
- the particularly vulnerable areas of the wood-based panel can be reinforced so that, for example. MDF panels or lightweight MDF panels have the necessary strength for example, the profile edges on the panel to be produced.
- MDF boards or lightweight MDF boards are used in the processing and laying of the panels made therefrom significantly lighter and thus easier to handle than known from the prior art HDF or HF plates.
- a wall, ceiling or floor panel made of a wood-based panel having a top side and a rear side opposite the top side and reinforcements introduced in sections, characterized in that a hardened reinforcing means is arranged in the region of the reinforcement and the reinforcing means is at least one contains active agent from the group of isocyanates and / or silanes.
- the panels of the invention are prepared by the method described above.
- Panels are mostly plate-shaped materials, which in addition to a different number of edge surfaces have two main surfaces.
- the main surfaces are usually referred to as top and back or bottom.
- Under the top is understood the side that is visible in use.
- the back is usually the side that in use faces the floor, wall or ceiling. It should be noted that there are possibly also visible on both sides panels, where also one side to be understood as the top and one side as the back.
- edges of a panel are included from the top and the back, respectively.
- the exact assignment here is dependent on the geometric design of an example attached edge profile.
- An indication of this can be, for example, the visibility of an edge, of a profile on an edge or of a surface of a profile which is oriented in such a way that it is jointly visible with the upper side.
- a panel with a reinforcing agent containing an active agent from the group of isocyanates or the group of silanes is that both isocyanates and silanes cause a particularly high degree of crosslinking and a particularly good connection of the reinforcing agent to the wood-based panel.
- isocyanates cure particularly quickly and completely under moisture, so that hardening of the isocyanates in the plate due to the presence of residual moisture in the wood material or in the coating especially is simply possible.
- isocyanate or silane as the active agent achieves an at least partially particularly strong and lasting connection of the decoration to the wood-based panel.
- delaminations between the decor and the wood-based panel are effectively prevented, especially in the area of the cured reinforcing agent.
- the density of the wood-based panel in the areas with reinforcing agents by up to 5%, preferably by up to 10%, more preferably between 10% and 15% and advantageously between 15% and 50% higher than that average density of the wood-based panel without reinforcement.
- the hygroscopicity of the areas provided with reinforcing agent can be reduced in a particularly advantageous manner.
- the transverse tensile strength of the areas of the wood-based panel provided with reinforcing agent is, for example, particularly advantageous when milling the profiles, as a tearing of the edges is prevented by an increased transverse tensile strength of the wood-based panel.
- the panel of the invention is characterized in that the transverse tensile strength of the wood-based panel in the region of the reinforcing agent compared to the area without reinforcing agent by up to 25%, preferably up to 50%, particularly preferably up to 100%, advantageously between 30% and 75%, particularly advantageously between 40% and 65% and preferably between 25% and 50% higher.
- a wood material panel with low density such as an MDF board or a lightweight MDF board for applications in which particularly stressed in use areas and in particular the Profiles milled on a panel are provided with reinforcing means.
- a device for producing a wood-based material board with at least one reinforced area with an upper side and a rear side facing the upper side comprising a device for providing wood-based panels, at least one device for arranging at least one decor paper and at least one overlay on top of the wood-based panel, a press, in particular a short-cycle press for pressing the wood-based panel with the decorative paper and the overlay, at least one device for feeding and discharging plate-shaped wood materials from / to the press, which is characterized in that a device for applying a liquid reinforcing agent in sections on the wood-based panel is arranged and the device for applying of the liquid reinforcing agent is arranged so that the reinforcing agent is applied before the decorative paper and the overlay on the wood material board.
- apparatus for applying a liquid reinforcing agent known and conventional apparatuses such as rollers, sprayers, doctoring apparatus, brushing, dabbing or pouring can be used.
- Such a device makes it possible, in a particularly advantageous manner, to apply a liquid reinforcing agent to the wood-based panel immediately before applying a decorative paper and an overlay. Further, the inventive apparatus enables the introduction of a liquid reinforcing agent into a wood-based panel during a panel manufacturing process without slowing down the manufacturing process or negatively affecting the quality of the panel.
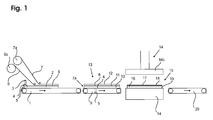
- Fig. 1 shows a first conveyor belt 1, which is arranged below a coating device 1a.
- a first fiberboard 2 On the first conveyor belt 1 is a first fiberboard 2.
- the first fiberboard 2 is sprayed in sections by means of a spraying device 3 with a liquid reinforcing agent 4. Only the areas 5 of the fiber board 2 are sprayed, which are profiled in the later sawn-off panel (see Fig.2 ).
- the decorative paper 6 used has a residual moisture content of 6.5%. This is sufficient to enter the reinforcing agent 4 into a penetration depth of 50% in the fiberboard 2.
- an isocyanate-based polymer is used as the reinforcing agent 4.
- an organofunctionalized silane for example having the general formula R 1 s R 2 r SiY (4-sr).
- a decorative paper 6 impregnated with melamine resin is applied directly from the decorative paper roll 6a and a melamine resin-impregnated overlay 7 from a roll 7a onto the upper side 8 of the first wood-based panel 2.
- FIG. 1 a second conveyor belt 9, on which a second fiberboard 10 rests.
- the conveyor belt 9 can connect directly to the conveyor belt 1.
- the second fiberboard 10 has already been sprayed in sections 5 with the liquid reinforcing agent 4.
- Above the reinforcing agent 4 is a soaked with melamine resin second decorative paper 11 and also impregnated with melamine resin second overlay 12 on the top 8 of the second wood-based panel 9 on.
- the second fiberboard 10, the second decorative paper 11 and the second overlay 12 form a sandwich 13.
- the sandwich 13 is ready to be retracted into the open short-cycle press 14 for pressing.
- the decorative papers 6 and 11, on the non-compressed fibreboard 2, 10, have a residual moisture content of 6% +/- 1%.
- the Fig. 1 further shows a short-cycle press 14, with a lower heated press plate 14a and with an upper heated press plate 14b.
- the press 14 is open and on the lower pressure plate 14a is a ready-pressed laminate 15, consisting of a fiberboard 16 with partially applied and cured reinforcing agent (not shown), a pressed decorative paper 17 and an overlay 18.
- All fiberboard 2, 10th and 16 have a bulk density of about 700 kg / m 3 .
- a counter-pull (not shown here) is arranged on the rear side 19 of the fiber plates 2, 10, 16, which respectively face the conveyor belt 1, 6 or the lower pressure plate 14a.
- the finished pressed laminate 15 is moved out of the open short-cycle press 14.
- the prepared laminate sandwich 13 on the second conveyor belt 9 is moved into the short-cycle press 14 at the same time or with a time delay.
- Connecting the short-cycle press 14 is closed and pressed at 20 bar pressure and a temperature of 200 ° C in 10 seconds, the laminate sandwich 13.
- a pressure of 20 bar to 40 bar and a temperature of 180 ° C to 250 ° C at the short-cycle press are set.
- the pressing time varies from 6 seconds to 11 seconds.
- the upper press plate 14b of the short-cycle press opens 14.
- the finished pressed laminate 15 can be moved out of the short-cycle press 14 via a third conveyor belt 20.
- a plurality of spray devices 3 may be arranged for spraying the liquid reinforcing agent 4. It is also possible to make the spraying device 3 movable, so that the spraying device 3 can be moved during the spraying. Alternatively to the spraying device 3, it is also conceivable, for example, to arrange a device for pouring, rolling or brushing on.
- Fig. 2 shows the cross section of a finished pressed laminate 15 extended from the short-cycle press 14. Above the fiberboard 16, the paper decor 17 and the overlay 18 are shown. Below the fiberboard 16, the counter-train 26 is arranged. To produce panels, the laminate 15 is sawn into smaller components having panels 15a, 15b. The position of the saw cut for sawing the laminate 15 is indicated by a vertically aligned dotted line 21.
- the respective panels 15a, 15b are profiled at their longitudinal edges 22a, 22b.
- the shape and position that occupy the profiles at the longitudinal edges 22a, 22b are indicated by the dashed lines 23.
- the region 24 of the laminate 15 in which the cured reinforcing agent 4 is present is schematically indicated by a hatching. This range extends in the penetration depth, starting from the top 25 of the fiber board 16 to a depth of about 50%, ie up to about in the middle of the plate.
- the width of the area 24 provided with reinforcing means 4 is chosen to be so wide that, after cutting the laminate 15 and profiling the longitudinal edges 22a, 22b of the panels 16a, 16b, the profiles 23a, 23b are at least partially provided with hardened reinforcing means 4. This results in a particularly high strength and stability of the top-aligned sections the profiles 23a, 23b achieved.
- the laid and the profile 23a, 23b interconnected panels 15a, 15b are protected in use against penetrating from the top 25 of moisture, so that swelling of the wood fibers in the region of the profiles 23a, 23b is effectively prevented.
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Wood Science & Technology (AREA)
- Laminated Bodies (AREA)
- Chemical And Physical Treatments For Wood And The Like (AREA)
- Finishing Walls (AREA)
- Panels For Use In Building Construction (AREA)
Priority Applications (9)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL13168299T PL2628580T4 (pl) | 2011-06-21 | 2011-06-21 | Płyta drewnopochodna |
| ES11170818.6T ES2518840T3 (es) | 2011-06-21 | 2011-06-21 | Procedimiento para producir un tablero de material derivado de la madera |
| EP13168299.9A EP2628580B1 (fr) | 2011-06-21 | 2011-06-21 | Plaque à base de bois |
| EP11170818.6A EP2537653B1 (fr) | 2011-06-21 | 2011-06-21 | Procédé de fabrication d'un panneau en bois |
| ES13168299.9T ES2632230T3 (es) | 2011-06-21 | 2011-06-21 | Placa de materia derivada de la madera |
| EP15199935.6A EP3045279B1 (fr) | 2011-06-21 | 2011-06-21 | Procédé de fabrication d'une plaque à base de bois |
| PL11170818T PL2537653T3 (pl) | 2011-06-21 | 2011-06-21 | Sposób wytwarzania płyty drewnopochodnej |
| PL15199935T PL3045279T3 (pl) | 2011-06-21 | 2011-06-21 | Sposób wytwarzania płyty drewnopochodnej |
| ES15199935.6T ES2685826T3 (es) | 2011-06-21 | 2011-06-21 | Procedimiento para fabricar un tablero de madera aglomerada |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP11170818.6A EP2537653B1 (fr) | 2011-06-21 | 2011-06-21 | Procédé de fabrication d'un panneau en bois |
Related Child Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP13168299.9A Division-Into EP2628580B1 (fr) | 2011-06-21 | 2011-06-21 | Plaque à base de bois |
| EP13168299.9A Division EP2628580B1 (fr) | 2011-06-21 | 2011-06-21 | Plaque à base de bois |
| EP15199935.6A Division EP3045279B1 (fr) | 2011-06-21 | 2011-06-21 | Procédé de fabrication d'une plaque à base de bois |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2537653A1 true EP2537653A1 (fr) | 2012-12-26 |
| EP2537653B1 EP2537653B1 (fr) | 2014-08-20 |
Family
ID=44883058
Family Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP15199935.6A Active EP3045279B1 (fr) | 2011-06-21 | 2011-06-21 | Procédé de fabrication d'une plaque à base de bois |
| EP11170818.6A Active EP2537653B1 (fr) | 2011-06-21 | 2011-06-21 | Procédé de fabrication d'un panneau en bois |
| EP13168299.9A Active EP2628580B1 (fr) | 2011-06-21 | 2011-06-21 | Plaque à base de bois |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP15199935.6A Active EP3045279B1 (fr) | 2011-06-21 | 2011-06-21 | Procédé de fabrication d'une plaque à base de bois |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP13168299.9A Active EP2628580B1 (fr) | 2011-06-21 | 2011-06-21 | Plaque à base de bois |
Country Status (3)
| Country | Link |
|---|---|
| EP (3) | EP3045279B1 (fr) |
| ES (3) | ES2685826T3 (fr) |
| PL (3) | PL2628580T4 (fr) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2818607A1 (fr) * | 2013-06-27 | 2014-12-31 | Flooring Technologies Ltd. | Plaque en matériau dérivé du bois avec indicateur |
| WO2016071007A1 (fr) * | 2014-11-06 | 2016-05-12 | Flooring Technologies Ltd. | Panneau dérivé du bois, en particulier sous la forme d'un matériau composite bois-plastique, et procédé pour sa fabrication |
| EP3034259A1 (fr) * | 2014-12-18 | 2016-06-22 | Flooring Technologies Ltd. | Procédé de fabrication d'une plaque en bois dotée de décor, en particulier d'une plaque en matériau composite bois/matière synthétique dotée de décor |
| EP3189950A1 (fr) * | 2016-01-11 | 2017-07-12 | Flooring Technologies Ltd. | Procede de fabrication d'un panneau en bois en particulier d'un materiau composite plastique/bois |
| EP3718769A1 (fr) * | 2019-04-02 | 2020-10-07 | Flooring Technologies Ltd. | Plaque de matériau dérivé du bois aux propriétés antistatiques |
| US11292926B2 (en) | 2019-04-02 | 2022-04-05 | Flooring Technologies Ltd. | Impregnate with antistatic properties |
| CN116476192A (zh) * | 2023-04-25 | 2023-07-25 | 广西三威家居新材股份有限公司 | 一种可镂铣阻燃板的生产方法 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA3094553C (fr) | 2018-05-02 | 2023-12-12 | Xylo Technologies Ag | Procede et appareil permettant de produire une planche pour la production de panneaux, planche pour la production de panneaux, procede et appareil permettant de produire des panneaux, et panneau pouvant etre produit par le procede |
| CN112074385B (zh) | 2018-05-02 | 2022-09-06 | Xylo科技股份公司 | 用于生产用于面板生产的板的方法和设备、用于面板生产的板和用于生产面板的方法和设备 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20020176995A1 (en) * | 1997-12-05 | 2002-11-28 | The Government Of The United States As Represented By The Secretary Of The Army | Modified wood with surface coatings |
| WO2003012224A1 (fr) | 2001-07-27 | 2003-02-13 | Välinge Innovation AB | Panneaux de plancher dotes de moyens d'etancheite |
| EP2036689A1 (fr) | 2007-09-17 | 2009-03-18 | Flooring Technologies Ltd. | Dispositif pour imprégner de plaques en bois |
| WO2009158251A1 (fr) * | 2008-06-26 | 2009-12-30 | E. I. Du Pont De Nemours And Company | Stratifiés de papier ayant des propriétés améliorées de nettoyage facile et de résistance à l’abrasion |
| EP2147762A1 (fr) * | 2008-07-24 | 2010-01-27 | Flooring Technologies Ltd. | Plaque en matériau dérivé du bois |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5554686A (en) * | 1993-08-20 | 1996-09-10 | Minnesota Mining And Manufacturing Company | Room temperature curable silane-terminated polyurethane dispersions |
| RU2010134488A (ru) * | 2008-02-18 | 2012-03-27 | ЮПМ-Кюммене Вуд Ой (FI) | Древесная плита с покрытием |
| DE102010034998A1 (de) * | 2010-08-20 | 2012-02-23 | Stauf Klebstoffwerk Gmbh | Wasser-, Lösemittel-und Weichmacher-freier silanmodifizierter Einkomponenten-Parkettklebstoff und dessen Verwendung zur Verklebung von Parkett, Holzbodenbelägen und Holzwerkstoffplatten mit allen im Innenausbau üblichen, auch problematischen Untergründen |
-
2011
- 2011-06-21 ES ES15199935.6T patent/ES2685826T3/es active Active
- 2011-06-21 ES ES11170818.6T patent/ES2518840T3/es active Active
- 2011-06-21 EP EP15199935.6A patent/EP3045279B1/fr active Active
- 2011-06-21 PL PL13168299T patent/PL2628580T4/pl unknown
- 2011-06-21 PL PL11170818T patent/PL2537653T3/pl unknown
- 2011-06-21 EP EP11170818.6A patent/EP2537653B1/fr active Active
- 2011-06-21 ES ES13168299.9T patent/ES2632230T3/es active Active
- 2011-06-21 EP EP13168299.9A patent/EP2628580B1/fr active Active
- 2011-06-21 PL PL15199935T patent/PL3045279T3/pl unknown
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20020176995A1 (en) * | 1997-12-05 | 2002-11-28 | The Government Of The United States As Represented By The Secretary Of The Army | Modified wood with surface coatings |
| WO2003012224A1 (fr) | 2001-07-27 | 2003-02-13 | Välinge Innovation AB | Panneaux de plancher dotes de moyens d'etancheite |
| EP2036689A1 (fr) | 2007-09-17 | 2009-03-18 | Flooring Technologies Ltd. | Dispositif pour imprégner de plaques en bois |
| WO2009158251A1 (fr) * | 2008-06-26 | 2009-12-30 | E. I. Du Pont De Nemours And Company | Stratifiés de papier ayant des propriétés améliorées de nettoyage facile et de résistance à l’abrasion |
| EP2147762A1 (fr) * | 2008-07-24 | 2010-01-27 | Flooring Technologies Ltd. | Plaque en matériau dérivé du bois |
| DE102008034749B3 (de) | 2008-07-24 | 2010-01-28 | Flooring Technologies Ltd. | Holzwerkstoffplatte |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2818607A1 (fr) * | 2013-06-27 | 2014-12-31 | Flooring Technologies Ltd. | Plaque en matériau dérivé du bois avec indicateur |
| US11072087B2 (en) | 2014-11-06 | 2021-07-27 | Flooring Technologies Ltd. | Wooden material panel, in particular in the form of a wood-plastic composite material, and a method for producing the same |
| WO2016071007A1 (fr) * | 2014-11-06 | 2016-05-12 | Flooring Technologies Ltd. | Panneau dérivé du bois, en particulier sous la forme d'un matériau composite bois-plastique, et procédé pour sa fabrication |
| US10369721B2 (en) | 2014-11-06 | 2019-08-06 | Flooring Technologies Ltd. | Wooden material panel, in particular in the form of a wood-plastic composite material, and a method for producing the same |
| EP3034259A1 (fr) * | 2014-12-18 | 2016-06-22 | Flooring Technologies Ltd. | Procédé de fabrication d'une plaque en bois dotée de décor, en particulier d'une plaque en matériau composite bois/matière synthétique dotée de décor |
| EP3189950A1 (fr) * | 2016-01-11 | 2017-07-12 | Flooring Technologies Ltd. | Procede de fabrication d'un panneau en bois en particulier d'un materiau composite plastique/bois |
| EP3718769A1 (fr) * | 2019-04-02 | 2020-10-07 | Flooring Technologies Ltd. | Plaque de matériau dérivé du bois aux propriétés antistatiques |
| RU2765253C2 (ru) * | 2019-04-02 | 2022-01-27 | Флуринг Текнолоджис Лтд. | Плита на основе древесного материала с антистатическими свойствами |
| US11292926B2 (en) | 2019-04-02 | 2022-04-05 | Flooring Technologies Ltd. | Impregnate with antistatic properties |
| US11597188B2 (en) | 2019-04-02 | 2023-03-07 | Flooring Technologies Ltd. | Wooden composite board with antistatic properties |
| US11623995B2 (en) | 2019-04-02 | 2023-04-11 | Flooring Technologies Ltd. | Impregnate with antistatic properties |
| CN116476192A (zh) * | 2023-04-25 | 2023-07-25 | 广西三威家居新材股份有限公司 | 一种可镂铣阻燃板的生产方法 |
| CN116476192B (zh) * | 2023-04-25 | 2024-05-07 | 广西三威家居新材股份有限公司 | 一种可镂铣阻燃板的生产方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| ES2685826T3 (es) | 2018-10-11 |
| EP2537653B1 (fr) | 2014-08-20 |
| EP2628580B1 (fr) | 2017-04-12 |
| EP3045279A1 (fr) | 2016-07-20 |
| PL2537653T3 (pl) | 2015-02-27 |
| EP2628580A1 (fr) | 2013-08-21 |
| PL2628580T3 (pl) | 2017-09-29 |
| EP3045279B1 (fr) | 2018-06-06 |
| PL2628580T4 (pl) | 2017-09-29 |
| PL3045279T3 (pl) | 2018-12-31 |
| ES2518840T3 (es) | 2014-11-05 |
| ES2632230T3 (es) | 2017-09-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2537653B1 (fr) | Procédé de fabrication d'un panneau en bois | |
| EP3403846B1 (fr) | Procédé de fabrication d'un panneau mural ou de sol décoré | |
| EP3028847B1 (fr) | Procede destine a la fabrication d'une plaque sandwich | |
| DE102012020145B3 (de) | Kontinuierliches Verfahren zur Herstellung einer Leichtbau-Sandwichplatte | |
| EP3736095B1 (fr) | Matière sous forme de plaque et son procédé de fabrication | |
| EP3792058A1 (fr) | Panneau stratifié sans contreparement | |
| EP3272480B1 (fr) | Procédé de fabrication d'un panneau de fibres | |
| EP2147762B1 (fr) | Panneau de plancher d'une plaque de matériau bois et procédé de fabrication | |
| EP2241426B1 (fr) | Procede de fabrication d'un panneau de fibres ä bois | |
| EP3098043B1 (fr) | Procede de production d'un panneau en fibres presentant des caracteristiques mecaniques et chimiques ameliorees | |
| EP3725481B1 (fr) | Matériau sous forme de plaque et son procédé de fabrication | |
| DE102010024515B4 (de) | Verfahren und Vorrichtung zur Herstellung eines Holzwerkstoffkörpers sowie Holzwerkstoffkörper | |
| EP3587108B1 (fr) | Panneau sandwich contrecollé | |
| DE102004006385A1 (de) | Holzwerkstoffplatte sowie ein Verfahren zum Herstellen einer Holzwerkstoffplatte | |
| EP3609663B1 (fr) | Procédé pour fabriquer un panneau sandwich léger | |
| WO2012093090A2 (fr) | Procédé et dispositif permettant d'agir de manière ciblée sur les propriétés technologiques de différentes zones d'un matériau en forme de plaque, d'une nappe de matériau pré-compressée ou d'une masse fibreuse | |
| EP1721715A1 (fr) | Plaque composite en bois et procédé pour la fabrication de la plaque | |
| DE102019113686B4 (de) | Verfahren und Vorrichtung zum Herstellen eines Holzprofils | |
| EP2251170A2 (fr) | Procédé d'amélioration de la stabilité longue durée d'un actionneur piézoélectrique et actionneur piézoélectrique | |
| EP1508414A2 (fr) | Méthode et presse à plateaux simples ou multiples pour la fabrication des panneaux de fibres de bois, en particulier des panneaux OSB | |
| DE20015725U1 (de) | Holzpartikelplatte, insbesondere Schalungsplatte | |
| DE3740716C2 (fr) | ||
| DE10329722A1 (de) | Profilleiste für Möbel, Fußbodenbegrenzung oder Paneel und Verfahren zur Herstellung | |
| DE1808375A1 (de) | Verfahren zum Herstellen eines Presswerkstoffes | |
| EP2419280B1 (fr) | Procédé de fabrication d'un panneau de construction imprimable |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| 17P | Request for examination filed |
Effective date: 20130430 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B27N 7/00 20060101AFI20130703BHEP Ipc: B32B 21/04 20060101ALI20130703BHEP |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20130930 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20140402 |
|
| INTG | Intention to grant announced |
Effective date: 20140409 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 683191 Country of ref document: AT Kind code of ref document: T Effective date: 20140915 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502011004090 Country of ref document: DE Effective date: 20141002 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: PATENTANWALT DIPL.-ING. (UNI.) WOLFGANG HEISEL, CH |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2518840 Country of ref document: ES Kind code of ref document: T3 Effective date: 20141105 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141120 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140820 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141222 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140820 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141120 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140820 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140820 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140820 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141220 |
|
| REG | Reference to a national code |
Ref country code: PL Ref legal event code: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140820 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140820 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140820 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140820 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140820 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140820 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502011004090 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20150521 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140820 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140820 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150621 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140820 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140820 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20110621 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PCOW Free format text: NEW ADDRESS: SMARTCITY MALTA SCM01 OFFICE 406 RICASOLI, KALKARA SCM1001 (MT) |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140820 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140820 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502011004090 Country of ref document: DE Representative=s name: KALKOFF & PARTNER PATENTANWAELTE MBB, DE Ref country code: DE Ref legal event code: R082 Ref document number: 502011004090 Country of ref document: DE Representative=s name: KALKOFF & PARTNER PATENTANWAELTE, DE Ref country code: DE Ref legal event code: R081 Ref document number: 502011004090 Country of ref document: DE Owner name: FLOORING TECHNOLOGIES LTD., MT Free format text: FORMER OWNER: FLOORING TECHNOLOGIES LTD., PIETA, MT |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: CA Effective date: 20171013 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140820 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140820 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20220623 Year of fee payment: 12 Ref country code: NL Payment date: 20220621 Year of fee payment: 12 Ref country code: LU Payment date: 20220621 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: TR Payment date: 20220615 Year of fee payment: 12 Ref country code: BE Payment date: 20220621 Year of fee payment: 12 Ref country code: AT Payment date: 20220617 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20220719 Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20230701 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 683191 Country of ref document: AT Kind code of ref document: T Effective date: 20230621 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20230630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230621 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230701 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230621 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230621 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230621 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230622 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230630 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20240801 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230622 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230622 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20250605 Year of fee payment: 15 Ref country code: DE Payment date: 20250625 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20250620 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20250624 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20250701 Year of fee payment: 15 |