EP2565152A1 - Vorrichtung zum Bilden eines Schlauchs von Taschenmaterial und Verfahren zum Herstellen eines Taschenfederschlange - Google Patents
Vorrichtung zum Bilden eines Schlauchs von Taschenmaterial und Verfahren zum Herstellen eines Taschenfederschlange Download PDFInfo
- Publication number
- EP2565152A1 EP2565152A1 EP11007049A EP11007049A EP2565152A1 EP 2565152 A1 EP2565152 A1 EP 2565152A1 EP 11007049 A EP11007049 A EP 11007049A EP 11007049 A EP11007049 A EP 11007049A EP 2565152 A1 EP2565152 A1 EP 2565152A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- cassette
- bag material
- springs
- axis
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000000463 material Substances 0.000 title claims abstract description 122
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 10
- 230000007246 mechanism Effects 0.000 claims abstract description 34
- 238000003466 welding Methods 0.000 claims description 17
- 230000008859 change Effects 0.000 claims description 14
- 238000000034 method Methods 0.000 claims description 14
- 230000001419 dependent effect Effects 0.000 claims description 2
- 241000270295 Serpentes Species 0.000 description 16
- 230000036316 preload Effects 0.000 description 10
- 238000012546 transfer Methods 0.000 description 7
- 230000008878 coupling Effects 0.000 description 6
- 238000010168 coupling process Methods 0.000 description 6
- 238000005859 coupling reaction Methods 0.000 description 6
- 230000006978 adaptation Effects 0.000 description 5
- 230000015572 biosynthetic process Effects 0.000 description 2
- 238000006073 displacement reaction Methods 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 230000000295 complement effect Effects 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 210000003746 feather Anatomy 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000004826 seaming Methods 0.000 description 1
- 230000009466 transformation Effects 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B68—SADDLERY; UPHOLSTERY
- B68G—METHODS, EQUIPMENT, OR MACHINES FOR USE IN UPHOLSTERING; UPHOLSTERY NOT OTHERWISE PROVIDED FOR
- B68G9/00—Placing upholstery springs in pockets; Fitting springs in upholstery
Definitions
- the invention relates to a device for forming a tube of bag material for producing a pocket spring snake and a method for producing a pocket spring snake.
- the invention relates to such a device and method that can be used in a machine for making a pocket spring snake or a machine for making a pocket spring core to pocket springs.
- Such machines or machines may include a spring former for making springs and a processing station for pocket-loading the springs.
- Other stations may be arranged downstream of the spring former in which the springs, for example, selectively rotated and / or pocket spring snakes can be joined together to form a pocket spring core.
- the number and mode of operation of the downstream of the spring former stations may be different depending on the operation of the respective machine or the respective machine.
- the station for embedding the springs may comprise a cassette with the aid of which a tube of bag material is formed. Springs are inserted into the hose.
- the cassette is conventionally formed with fixed dimensions and may be formed as a one-piece body. Inner dimensions of the cassette are matched to the properties of the springs and / or the pocket material. Examples of such conventional stations for embedding springs are in the US 4,986,518 , of the US 5,553,443 and the US 5,572,853 described.
- the use of the cassette may involve limitations in that it involves only minor variations in the height of the spring to be lipped, the nominal bias of springs, the diameter of feathers to be lipped, or the width of the pocket material allow. This limits the applicability of the station for different spring heights, spring preloads, spring diameters or widths of the pocket material.
- the cassette may be formed as a replacement part.
- a set of different cassettes can be used to accommodate greater variations in spring heights, spring preloads, spring diameters, or widths of bag material. Replacing the cassette is associated with labor, however. Operation of the spring loading station must be interrupted until the replacement of the cassette has been completed.
- an apparatus for forming a tube of bag material comprises a cassette for guiding the bag material.
- the cassette comprises at least a first element and at least a second element.
- the cassette has an axis, a first side defined by the at least one first element, and a second side defined by the at least one second element, wherein the first side and the second side are spaced from one another.
- the apparatus includes an adjustment mechanism coupled to the cartridge and configured to maintain a relative position between the at least one first member and the at least one first member to change a second element in a direction transverse to the axis to adjust a distance between the first side and the second side.
- the device allows adjustment of the inner dimension of the cassette.
- the cassette can be adapted to different spring heights, spring preloads or widths of the pocket material by adjusting a distance between the first side and the second side and thus a width of the cassette transversely to the axis of the cassette.
- the cassette may also allow a change in the height of the cassette to allow for adaptation to different spring diameters or widths of the pocket material.
- the apparatus may be configured to perform the bag material on an inside of the cartridge.
- the bag material may be guided by the device so that it rests against inner sides of the cassette.
- the device may be arranged to perform einutaschende springs on the inside of the cassette. The springs can thus be inserted in the cassette in the tube of bag material.
- the apparatus may be configured to form a rectangular tube of bag material.
- the apparatus may include means for transferring the bag material disposed at one end of the cartridge. By this means for transferring the bag material, the bag material can be folded in the inlet region of the cassette into a tube shape, which is carried out on the inside of the cassette.
- the means for transferring the bag material may comprise at least one projection which projects from the at least one first element or the at least one second element and a folding element with a cavity, wherein the at least one projection projects into the cavity of the folding element.
- An edge of the at least one projection and an edge of the folding element can run along a common straight line or parallel to one another. This allows a displacement of the folding element along the at least one projection, when the distance between the first side and the second side of the cassette is adjusted.
- a cross-sectional area of the cavity of the folding element may be formed as an isosceles triangle.
- a base of the folding element may be formed as an isosceles triangle.
- the at least one first protrusion may comprise a first protrusion protruding from the at least one first element and a second protrusion protruding from the at least one second element. Both the first projection and the second projection may protrude into the cavity of the folding element.
- the first projection may be triangular.
- the second projection may be triangular. A plane in which the first projection and the second projection are located may be inclined relative to the axis of the cassette.
- the at least one first element may comprise a plurality of projections which project into a plurality of corresponding recesses.
- the projections may extend in a direction perpendicular to the axis of the cassette.
- the corresponding recesses may be provided in the at least one second element.
- the corresponding recesses may also be provided in a further element of the cassette, to which the at least one first element is adjustably mounted.
- the cassette may comprise at least a third element extending in a plane perpendicular to the first side and the second side.
- the at least one third element may at least partially cover the at least one first element and the at least one second element.
- the first side and the second side may be opposite inner sides of the cartridge that extend parallel to the axis.
- the cassette may have a rectangular cross section with mutually perpendicular sides. As a result, rectangular tube of bag material can be formed. Corners of the cross section may be rounded at least on the inside of the cassette.
- the at least one first element may comprise a first pair of elements whose relative position is adjustable in a further direction transverse to the axis, the further direction being perpendicular to the axis and to the direction.
- the at least one second element may comprise a second pair of elements whose relative position in the further direction is adjustable transversely to the axis. This makes it possible to make an adjustment both to different spring heights and to different spring diameters.
- the apparatus may include a welder for attaching a weld transverse to the axis.
- the welder is supported so as to be movable relative to the cartridge along a trajectory extending along the axis.
- the trajectory of the welder extends at an angle other than 90 ° relative to the axis of the cartridge.
- the path of movement of the welding device may in particular extend parallel to the axis of the cassette. As a result, the welding device for attaching a transverse seam can also be used for advancing the pocket material.
- the device may comprise a further welding device for attaching a weld seam running along a longitudinal direction of the pocket material.
- the further welder may be arranged to apply the longitudinal weld while the pocket material is being passed through the cassette.
- the cassette may have a recess through which the ends of the pocket material protrude outward to permit attachment of the longitudinal weld.
- the apparatus may include a feeding device for feeding the bag material. This may comprise drive means for driving a roll of bag material.
- the adjustment mechanism can be manually operated. It can also be provided a drive device for driving the adjusting mechanism.
- the adjusting mechanism may be arranged to move both the at least one first element and the at least one second element relative to a holder. This allows a symmetrical adjustment.
- the adjusting mechanism may also be arranged to move only the at least one first element or to move only the at least one second element. This allows a simpler design of the adjustment mechanism.
- the adjusting mechanism may comprise a guide for the at least one first element and / or the at least one second element.
- the guide may extend across the axis of the cassette.
- the adjusting mechanism may comprise a spindle drive to move the at least one first element and / or the at least one second element.
- the adjustment mechanism may be configured to lock a relative position between the at least one first member and the at least one second member when a desired adjustment of the relative position is achieved.
- a system for producing a pocket spring snake comprises a device for forming a tube of bag material according to an embodiment or an embodiment and a device for feeding springs to a cavity defined by the cassette.
- the system may further comprise a spring former.
- a system for producing a pocket spring core comprises a spring former for forming springs, a device for forming a tube of bag material according to an embodiment or an embodiment, means for transferring the springs from the spring former to a cavity defined by the cassette and means for assembling a plurality of pocket spring coils of finite length to a pocket spring core.
- a method for producing a pocket spring coil is specified.
- a cassette comprising at least a first element and at least a second element
- a tube of bag material is formed, are introduced into the springs.
- a relative position between the at least one first member and the at least one second member in a direction transverse to an axis of the cartridge is adjusted to adjust an inner dimension of the cartridge.
- the method allows adjustment of the inner dimension of the cassette.
- the cassette can be adapted to different spring heights, spring diameters, spring preloads or widths of the bag material.
- the relative position may vary depending on a height of the springs, i. the spring dimension along the axial direction of the springs can be adjusted.
- the relative position can be adjusted depending on a spring diameter of the springs.
- the relative position can be adjusted depending on a desired bias of the springs.
- the relative position can be adjusted depending on a width of a band of the bag material.
- the method may be performed using the apparatus for forming a tube of bag material according to an embodiment or an embodiment.
- the devices, systems and methods according to embodiments can be used for embedding springs.
- the springs can be coil springs.
- the springs can be cylinder coil springs.
- the springs may have a diameter that varies along the spring axis.
- the springs can be barrel coil springs.
- the springs may be conical springs, biconical springs or hourglass-shaped springs.
- a device for forming a tube of pocket material or a corresponding method in which a cassette for forming the tube of pocket material is adjustable.
- the cassette has a plurality of elements which are adjustable relative to each other to vary a width and / or height of the cassette perpendicular to a longitudinal axis of the cassette.
- the setting for the cassette used to make a pocket spring snake may be selected depending on a spring height or a desired bias of the springs or a spring diameter of the spring to be lanced.
- the setting for the cassette used to make a pocket spring snake may alternatively or additionally also be selected depending on a width of a web of pocket material into which the springs are to be enclosed.
- the apparatus for forming the tube of bag material may be in a facility for making a pocket spring snake, as described with reference to Fig. 1 or in a plant for making a pocket spring core, as described with reference to Fig. 2 is described.
- Fig. 1 is a schematic representation of a machine 1 for producing a pocket spring snake according to an embodiment.
- the machine 1 comprises a spring-winding device with a wind head 2, a device 3 for transferring the springs from the wind head 2 to a spring conveyor, a spring conveyor designed as a transport wheel 4 with a drive 6 and a station for embedding the springs on a frame 28 of Machine are attached.
- springs formed by the wind head 2 are transferred from the device 3 to the transport wheel 4.
- the transport wheel 4 has a plurality of receptacles 5, in each of which a spring 19 can be received.
- the drive 6 drives the transport wheel 4, wherein the springs cool during transport from the wind head 2 before the pockets of the springs.
- the transport wheel 4 acts as a cooling wheel. In this case, for example, the wire can be heated prior to forming the springs, or a heat treatment of the shaped springs can be made.
- the device 3 for transferring the springs may have a transfer device 11 with a plurality of chamber-like sections 13, 14, in which the transfer device 11 can each receive a spring.
- the transfer device 11 may be movably mounted so that it can be moved between a first and a second position, as shown schematically by the arrow 12. In the first position, the transfer device 11 is arranged so that the first portion 13 receives a spring formed by the wind head 2. In the second position, the transfer device 11 is arranged so that the second portion 14 receives a spring formed by the wind head 2.
- the device 3 for transferring the springs comprises two linearly movable slides 15, 16, which transfer the springs from one of the chamber-like sections 13, 14 to the transport wheel 4. In this case, one of the slides 15, 16 moves into those of the sections 13, 14, in which no spring is being formed.
- the means 3 for transferring the springs may have simpler configurations, in which the springs are transferred by a combination of pivoting element and slide.
- the springs 19 are output from a further transfer device 9, for example one or more pivot levers, from the transport wheel 4.
- the springs are transferred to a device which forms a tube of bag material into which the springs are encapsulated.
- a pocket spring coil 25 is formed with a plurality oftienttaschten springs 26.
- a pocket spring snake 25 is generally a plurality of interconnected pockets referred to therein Lucastaschten springs.
- the apparatus for forming the tube of bag material comprises an adjustable cassette 30 and an adjustment mechanism on, with the cartridge 30 is adjusted depending on a spring size, a desired spring preload or properties of the bag material.
- the bag material 22 is unwound from a roll 21.
- a drive 23 can drive the roller 21 of the bag material.
- the drive 23 can be controlled so that the required material for embedding the springs of the roll 21 is actively handled.
- the pocket material is prefolded by a device 27.
- the pre-folding of the web of bag material 22 may be done so that the web is folded centrally.
- the side of the web of the bag material that becomes the inside of the tube may be disposed on the outside of the pre-folded web.
- the means 27 may comprise a plurality of triangular-shaped elements to pre-fold the web of bag material accordingly.
- the prefolded web is folded over to form an initially open tube 24, which is guided through a cavity defined by the cassette 30.
- Other embodiments are possible to fold the web of bag material into a tube into which the springs are encapsulated.
- the bag material is thermally activatable to allow welding of the tube of bag material.
- the bag material may be, for example, a nonwoven.
- the pocket material can be welded.
- a welding device 32 may be provided, which is arranged downstream of the cassette 30.
- a further welding device 34 may be provided. The further welding device 34 can set the longitudinal seam, while the tube 24 is guided by pocket material and the springs through the cassette 30. To create the longitudinal seam, the longitudinal edges of the pocket material can protrude out of the cassette 30 through a gap.
- a separate transport device can be provided for transporting the bag material and the springs introduced therein.
- a transport of the pocket spring coil 25 in a discharge region of the cassette 30th also be done by the welding device 32 for setting the transverse welds.
- the welding device 32 can be movably mounted along a path 33.
- the web 33 may extend along a longitudinal axis of the cassette 30, that is to say be arranged at an angle other than 90 ° relative to the longitudinal axis of the cassette 30.
- the web 33 along which the welder 32 is moved may extend parallel to the longitudinal axis of the cartridge 30.
- the machine 1 may include a control computer 20.
- the control computer 20 can control the welding devices 32, 34, the drive 23 as well as further elements of the machine 1 automatically. If an adjustment of the cassette 30 is made via an electric drive, the control computer 20 can also control the electric drive for adjusting the cassette 30 in order to adapt the inner dimensions of the cassette.
- the pocket spring coil 25 produced by the machine 1 can be further processed. From the pocket spring snake 25 segments can be separated with a predetermined length and joined together to form a pocket spring core.
- Fig. 2 is a schematic plan view of a system 40 for producing a pocket spring core.
- the plant 40 comprises a machine 1 for making a pocket spring snake, as described with reference to Fig. 1 can be configured described.
- the system 40 has an automatic assembly machine 41 which combines a plurality of pocket spring coils with a predetermined length to form a pocket spring core 44.
- the pocket spring coil is transported by a conveyor 42 to the automatic assembly machine 41.
- a segment 45 of predetermined length can be separated from an endless pocket spring coil using a separator 43.
- Fig. 3 shows a perspective view of an apparatus for forming a tube of the bag material. Also shown is the bag material to better illustrate the transformation from a web to a tube.
- the device has a cassette 30, which is shown offset for reasons of clarity to the bag material.
- the device has a welding device 32 for Generating transverse seams between pockets and another welding device 34 for generating a longitudinal seam.
- the welding device 32 is also shown offset from the bag material for reasons of clarity.
- the cassette 30 has a first element 61 and a second element 62.
- the first element 61 and the second element 62 may be provided with a (in Fig. 3 not shown) adjusting mechanism are adjusted relative to each other to change the inner dimensions of the cartridge 30.
- the cassette 30 has a longitudinal axis 50.
- the adjustment mechanism allows a change in the relative position between the first member 61 and the second member 62 along a width direction 60 of the cartridge 30, which is perpendicular to the longitudinal axis 50. About the adjustment of the distance between the two parallel to the longitudinal axis 50 extending sides of the cassette can be changed, of which the side 64 in Fig. 3 is visible.
- the cartridge 30 has in its inlet region, are supplied to the bag material and springs, means for folding the bag material.
- This means for folding the bag material comprises a first protrusion 65 protruding from the first element 61, a second protrusion 66 protruding from the second element 62, and a folding element 67 for folding the bag material.
- the folding element 67 surrounds the first projection 65 and the second projection 66 at least partially.
- the cassette 30 may comprise further elements.
- a first cover plate part 68 and a second cover plate part 69 may be provided. Through a gap 70 between the cover sheet parts, the two longitudinal edges of the web of pocket material can protrude from the cassette 30. This allows the attachment of a longitudinal seam.
- a position of the first member 61 can be adjusted relative to the first cover sheet member 68 when the width of the cartridge is changed via the adjusting mechanism.
- a position of the second member 62 can be adjusted relative to the second cover sheet member 69 when the width of the cassette is changed via the adjusting mechanism.
- the bag material 22 is folded in an inlet region of the cassette 30 so that a tube is formed, which is initially still open.
- an un-hatched area of the pocket material represents that side of the web which is the outer side the hose forms.
- the hatched area is that side of the web that forms the inside of the tube.
- the web of pocket material 22 may be pre-folded in front of the lead-in area of the cassette 30 along the center of the web.
- the side 52 of the web, which forms the inside of the tube, can be outside.
- a portion 53 of the bag material located in the lead-in area of the cassette 30 is folded over by the folding device and the top edge of the cassette 30 such that the outer surfaces of the supplied prefolded web become the inside of the tube.
- the outer surface of the formed tubing faces the inner surfaces of the cassette 30.
- the longitudinal edges of the web project outwardly through the gap 70 to allow attachment of the longitudinal weld 55.
- Springs 19 are also transported through the cassette 30 where they are inserted into the tube 54.
- the transverse welds 56 are formed after the tube 54 of the bag material with the springs arranged therein has passed a discharge region of the cassette 30.
- Fig. 4 shows a perspective detail view of the lead-in area of the cassette 30.
- a distance 76 can be adjusted between the two inside of the cassette, against which the axial ends of the springs press the bag material.
- the distance 76 can be selected depending on various parameters, in particular depending on a height of the springs, ie the dimension along its axial direction, and depending on a desired spring preload of the pocketed springs.
- the means for folding the bag material may be arranged to automatically adjust its configuration as the width 76 changes.
- the projections 65 and 66 may be triangular.
- the folding element 67 may have a (in Fig. 4 have upward surface), which has the shape of an isosceles triangle.
- the folding element 67 can partially overlap the projections 65 and 66.
- the folding element 67 may be formed as a bent sheet metal part, wherein the projections 65 and 66 protrude into the cavity, which is formed by the folding element 67.
- the outer edges of the projections 65 and 66, over which the bag material is guided may extend parallel to the outer edges of the folding element 67, over which the bag material is guided , or be arranged on a common line with these. Accordingly, the inner edges of the folding element 67, against which abut the outer edges of the projections 65 and 66 on the folding element 67, parallel to the outer edges of the projections 65 and 66 extend or be arranged on a common line with these.
- the bag material exerts a force on the folding element 67 in the direction of the elements 61, 62 of the cassette. If the width 76 of the cassette 30 is changed with the adjusting mechanism, the position of the folding element 67 changes accordingly relative to the elements 61, 62.
- the displacement of the folding element 67 is shown schematically at 77. In this way, a size of a triangular surface, at which the pocket material is folded over at the inlet region of the cassette, can be adapted to the width of the cassette without making a separate adjustment of the device for folding over.
- a leading edge 74 of the first cover sheet member 68 may be parallel to or in line with a leading edge 71 of the first member 61 of the cartridge 30.
- a leading edge 75 of the second cover sheet member 69 may be parallel to or in line with a leading edge 72 of the second member 62 of the cassette 30.
- the leading edges 71, 74 may lie in a plane that is perpendicular to a plane defined by the top of the cartridge 30.
- the leading edges 72, 75 may lie in another plane that is perpendicular to the plane defined by the top of the cartridge 30.
- a coupling may be provided such that the relative position between the first member 61 and the cover plate member 68 and the relative position between the second element 62 and the cover plate part 69 is automatically adjusted during an adjustment of the width of the cassette 30.
- the first element 61 may be coupled to the first cover sheet part 68 such that when the width 76 is adjusted, there is a relative movement 78 between the first element 61 and the cover plate part 68 is caused, which is at least also along the longitudinal axis 50 of the cassette 30 directed.
- the coupling may be such that upon adjustment of the width 76, the relative movement 78 along the longitudinal axis 50 of the cartridge 30 is caused so that the leading edges 71 and 74 remain arranged in a plane perpendicular to that defined by the top of the cartridge 30 Level is.
- the second member 62 may be coupled to the second cover sheet member 69 such that upon adjustment of the width 76, a relative movement 78 between the second member 62 and the cover sheet member 69 is caused, which is also directed at least along the longitudinal axis 50 of the cassette 30.
- the coupling may be such that upon adjustment of the width 76, the relative movement 78 along the longitudinal axis 50 of the cartridge 30 is caused so that the leading edges 72 and 75 remain disposed in another plane perpendicular to that through the top of the cartridge 30 defined level is.
- the first element 61 can have projections which run parallel to the front edge 71.
- the first cover plate part 68 may have corresponding recesses which run parallel to the front edge 74 and in which the projections of the first element 61 engage.
- a similar coupling may be present between the second member 62 and the second cover sheet member 69.
- Fig. 5 shows a schematic cross-sectional view through the apparatus for forming the tube of bag material.
- the cutting plane is chosen to pass through the adjustment mechanism.
- the adjustment mechanism may have various configurations that allow a change in the relative position between the elements 61, 62 and thus a change in the distance between the inner side 63, 64 of the cassette 30.
- the adjustment mechanism may be configured to guide movement of at least one of the members 61, 62 in the width direction 60 of the cartridge 30.
- the adjustment mechanism may be arranged to lock the first member 61 and / or the second member 62 to maintain a set relative position until the adjustment mechanism is actuated again.
- the adjusting mechanism has a first spindle drive coupled to the first element 61 and a second spindle drive coupled to the second element 62.
- the first spindle drive comprises a spindle 84 and a spindle block 85 with a corresponding bore.
- the spindle block 85 is connected to the first member 61.
- the second spindle drive comprises a spindle 86 and a spindle block 87 with a corresponding bore.
- the spindle block 87 is connected to the second member 62.
- the spindles 84, 86 may be manually operable. Alternatively, an actuator, for example an electric motor 89, for driving the spindles 84, 86 may be provided.
- An additional guide may be provided to guide the movement of the first member 61 and / or the second member 62.
- the guide may comprise a guide recess and complementary projections 82, 83.
- the guide recess may for example be provided in a holder 81, which is arranged stationary.
- the projections 82, 83 can each be attached to one of the elements 61, 62.
- only one spindle can be provided, which is coupled to a plurality of spindle blocks 85, 86.
- the spindle drive thus formed can also displace the elements 61, 62 symmetrically relative to a median plane of the cassette 30.
- a change in the relative position between the first member 61 and the second member 62 may be caused by shifting only one of these members.
- a spindle drive is shown, a variety of other mechanisms can be used to change the inner dimensions of the cassette 30.
- a rack and pinion drive can be used.
- a guide may be provided to guide the movement of the first member 61 and / or the second member 62.
- the adjusting device further comprises a locking device for locking the first element 61 and / or the second element 62. The first element 61 and / or the second element 62 can be moved manually along the guide.
- plan view is directed along the longitudinal axis 50 of the cassette 30.
- the projections 65 and 66 are coupled to the folding element 67.
- the folding element 67 is displaceable relative to the projections 65, 66.
- the folding element 67 can at least partially surround the projections 65, 66.
- An edge 91 of the projection 65 is arranged parallel to or in line with an edge 92 of the folding element 67. That the direction vector of the edge 91 coincides with the direction vector of the edge 92.
- an outer edge of the projection 66 is disposed parallel to or in line with another outer edge of the seaming member.
- the folding element 67 is displaced relative to the projections 65, 66.
- the folding element 67 is positioned in the operation of the device so that it is pushed further over the projections 65, 66. This is exemplary in Fig. 7 shown in which the cassette is pushed together to a width 76 '.
- the cassette has a pair of parallel sides 63, 64 and another pair of parallel sides defining the top and bottom of the cavity formed by the cassette.
- the cassette may have a rectangular cross-sectional area, the transitions between the sides being advantageously rounded.
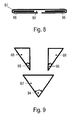
- Fig. 8 is a sectional view taken along the line VIII-VIII in Fig. 7 ,
- the folding element 67 defines a cavity 93 into which the projections 65, 66 protrude.
- the folding element 67 may be formed, for example, as a bent sheet metal part.
- Fig. 9 shows the projections 65, 66 and the folding element 67 in a plan view.
- the folding element 67 may have a (in Fig. 3 and 4 facing upward) surface, which has the shape of an isosceles triangle.
- the leg of equal length include an angle 94.
- the projections 65, 66 may also be triangular.
- An opening angle 95, 96 at that corner of the projections 65, 66, which is encompassed by the folding element 67, may be half the opening angle 94.
- the projections 65, 66 may have the shape of right triangles.
- An embodiment of the device for folding over the bag material as in Fig. 9 allows automatic adjustment up to the width 76 at which the edges of the projections 65, 66 abut each other. In this way, an adjustability over a wide range can be made possible.
- FIG. 10 and 11 show perspective views of an apparatus for forming a tube of bag material according to another embodiment.
- the general operation corresponds to the operation of referring to Fig. 3-9 described apparatus for forming a tube of bag material.
- the device has a cassette 30 with a first element 61 and a second element 62. At least one of the members 61, 62 may be moved relative to a bracket 81 to allow adjustment of the width of the cartridge 30.
- a corresponding adjusting mechanism is provided in order to allow a change in the relative position between the first element and the second element 62.
- the adjusting mechanism may for example comprise at least one spindle drive.
- the adjustment mechanism can be manually or electronically actuated.
- the adjustment mechanism can also be formed by a guide, along which one of the elements 61, 62 or both elements 61, 62 can be moved manually.
- the first element 61 and / or the second element 62 may have a plurality of projections.
- the projections can protrude into corresponding recesses. With a change in the width of the cassette, the projections can move further into or out of the corresponding recesses. The appearance of a over the entire length of the cassette extending gap at the bottom of the cassette 30 can be avoided. This allows a better support of the bag material.
- Fig. 12 shows an enlarged view of the detail XII of Fig. 11 ,
- finger-like projections 103 are arranged in a portion 101 of the first member 61, which is arranged on the underside of the cartridge 30, finger-like projections 103 are arranged.
- a section 102 of the second element 62 which is arranged on the underside of the cassette 30, corresponding recesses 104 are arranged.
- the projections 103 drive out of the recesses 104 or further into this.
- the first member 61 and / or the second member 62 may have a plurality of protrusions or a plurality of recesses.
- the first element 61 may have a plurality of finger-like projections 105 that are coupled with corresponding recesses in a separate cover element 67.
- Each of the projections 105 may be disposed at an angle other than 90 ° to the longitudinal axis of the cartridge 30.
- the projections 105 may in particular be parallel to a front edge of the first element 61 at the inlet region of the cassette.
- the second member 62 may include a plurality of finger-like projections 106.
- the first element 61 on the upper side of the cassette can have recesses in which engage corresponding projections of a cover element 67.
- the apparatus may also be configured to have a height adjustable or such that both the width and the height of the cassette are adjustable ,
- Fig. 13 shows a plan view of an apparatus for forming a tube of bag material according to another embodiment.
- the apparatus comprises a multi-element cassette and an adjustment mechanism which permits adjustment of the width 76 and a height 115 of the cassette.
- a device for folding over the bag material may also be provided, as described with reference to FIG Fig. 3-9 has been described in detail.
- the cassette has a first pair of elements 111, 112.
- the pair of members 111, 112 defines a side surface of the cartridge.
- the element 112 is adjustable relative to the element 111 in a direction 120 which is perpendicular to the longitudinal axis 50 of the cassette and to the width direction 60.
- the cassette has a second pair of elements 113, 114.
- the pair of elements 113, 114 defines another side surface of the cassette.
- the element 114 is adjustable relative to the element 113 in the direction 120, which is perpendicular to the longitudinal axis 50 of the cassette and to the width direction 60.
- the adjustment mechanism is arranged to allow a change in the relative position of the first pair with the members 111, 112 relative to the second pair with the members 113, 114 to adjust a width 76 of the cartridge.
- the adjustment mechanism is arranged to allow a change in a relative position of the member 112 relative to the member 111 of the first pair, and to allow a change in a relative position of the member 114 relative to the member 113 of the second pair. In this way, a height 115 of the cassette can be adjusted. As a result, an adaptation to different spring diameters widths of the web of the pocket material is possible.
- an adjustable cassette may have a plurality of embodiments.
- An adjustable cassette can also be used if the web of bag material is not delivered to the cassette in a pre-folded manner.
- An adjustable cassette can also be used without a separate device for folding the web.
- FIG. 14 Figure 11 is a perspective view of an apparatus 130 for forming a tube of bag material according to another embodiment.
- the device 130 comprises a cassette having a first element 134 and a second element 135, which are mounted on a support element 132.
- the support member 132 is held by a carrier 133.
- the first element 134 and the second element 135 are mounted on the support member 132 so that their relative position can be adjusted perpendicular to a longitudinal axis of the cassette.
- an adjusting mechanism is provided, which comprises, for example, suitable guides on the support element and the elements 134, 135.
- the adjustment mechanism may include a drive for moving one or both elements 134, 135.
- the bag material is folded over at the inlet end of the cassette.
- the delivered web 22 is first guided over a deflection roller 131 along an outer side of the cassette.
- the web of bag material is then pulled into the cassette.
- the web inside the cassette forms a first still open tube 136.
- the longitudinal edges of the web 136 may be overlaid in the cassette to facilitate the attachment of a longitudinal weld.
- the cassette dispenses a tube 137 of bag material having a rectangular cross-section with rounded corners.
- a longitudinal seam 138 may be attached by welding the pocket material.
- Springs 19 are also guided through the cassette and introduced there in the folded to a tube 136 path.
- the device for forming the hose can be designed such that an adjustment to different spring diameters is made by adjusting the at least one first element and the at least one second element.
- the apparatus for forming the tube of bag material can be used not only when the tube abuts the insides of the cassette, but also when the web is folded around an outside of the cassette to form the tube.
- the apparatus for forming a hose may be used as part of an automatic machine that produces a pocket spring coil from spring wire and bag material
- the apparatus for forming the hose may also be used in a separate spring loading machine. This machine, for example, ready-formed springs are supplied, which are then inserted into the tube formed and welded into individual pockets.
- the device for forming the hose can be designed so that an adaptation to different spring heights, spring preloads, spring diameters or widths of the web of the bag material can be made.
- the cassette can also be adjusted depending on which type of spring is to be dipped. For example, a dimension of the cassette can be set depending on whether cylinder springs or barrel springs are to be doused.
- the devices and methods of embodiments can be used in machines for making pocket springs or pocket spring cores, without being limited to this application.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Containers And Plastic Fillers For Packaging (AREA)
- Making Paper Articles (AREA)
- Air Bags (AREA)
- Auxiliary Devices For And Details Of Packaging Control (AREA)
Abstract
Description
- Die Erfindung betrifft eine Vorrichtung zum Bilden eines Schlauchs von Taschenmaterial zum Herstellen einer Taschenfederschlange und ein Verfahren zum Herstellen einer Taschenfederschlange. Insbesondere betrifft die Erfindung eine derartige Vorrichtung und ein derartiges Verfahren, die bzw. das bei einer Maschine zur Herstellung einer Taschenfederschlange oder einem Automaten zur Herstellung eines Taschenfederkerns eingesetzt werden kann, um Federn einzutaschen.
- Zur Herstellung von Taschenfederkernen werden Maschinen oder Automaten eingesetzt, mit denen ein hoher Grad an Automatisierung bei der Herstellung von Taschenfederschlangen und Taschenfederkernen erreichbar ist. Derartige Maschinen oder Automaten können einen Federformer zum Herstellen von Federn sowie eine Bearbeitungsstation zum Eintaschen der Federn umfassen. Weitere Stationen können dem Federformer nachgeordnet sein, in denen die Federn beispielsweise selektiv gedreht und/oder Taschenfederschlangen zu einem Taschenfederkern zusammengefügt werden können. Die Anzahl und Funktionsweise der dem Federformer nachgeordneten Stationen kann abhängig von der Funktionsweise der jeweiligen Maschine oder des jeweiligen Automaten unterschiedlich sein.
- Die Station zum Eintaschen der Federn kann eine Kassette aufweisen, mit deren Hilfe ein Schlauch von Taschenmaterial gebildet wird. Federn werden in den Schlauch eingebracht. Die Kassette ist herkömmlich mit festen Abmessungen ausgebildet und kann als einstückiger Körper geformt sein. Innenabmessungen der Kassette sind auf Eigenschaften der Federn und/oder des Taschenmaterials abgestimmt. Beispiele für derartige herkömmliche Stationen zum Eintaschen von Federn sind in der
US 4,986,518 , derUS 5,553,443 und derUS 5,572,853 beschrieben. - Bei herkömmlichen Stationen zum Eintaschen von Federn kann die Verwendung der Kassette Einschränkungen dahingehend mit sich bringen, dass diese nur kleinere Variationen der Höhe von einzutaschenden Federn, der Soll-Vorspannung von Federn, des Durchmessers von einzutaschenden Federn oder der Breite des Taschenmaterials erlauben. Dies beschränkt die Einsetzbarkeit der Station für verschiedene Federhöhen, Federvorspannungen, Federdurchmesser oder Breiten des Taschenmaterials.
- Um die Einsetzbarkeit der Station zum Eintaschen von Federn für verschiedene Federhöhen, Federvorspannungen, Federdurchmesser oder Breiten des Taschenmaterials zu verbessern, kann die Kassette als Austauschteil ausgebildet sein. Ein Satz unterschiedlicher Kassetten kann eingesetzt werden, um größeren Variationen in Federhöhen, Federvorspannungen, Federdurchmessern oder Breiten des Taschenmaterials gerecht zu werden. Das Austauschen der Kassette ist jedoch mit Arbeitsaufwand verbunden. Der Betrieb der Station zum Eintaschen von Federn muss unterbrochen werden, bis der Austausch der Kassette vorgenommen wurde.
- Es besteht ein Bedarf an einer verbesserten Vorrichtung zum Bilden eines Schlauchs von Taschenmaterial und einem verbesserten Verfahren zum Herstellen einer Taschenfederschlange. Insbesondere besteht ein Bedarf an einer derartigen Vorrichtung und einem derartigen Verfahren, die bzw. das es auf einfachere Weise eine Anpassung an unterschiedliche Parameter erlaubt. Beispielsweise besteht ein Bedarf an einer derartigen Vorrichtung und einem derartigen Verfahren, die bzw. das es auf einfachere Weise erlaubt, eine Station zum Eintaschen von Federn für verschiedene Federhöhen und/oder verschiedene Federvorspannungen und/oder verschiedene Federdurchmesser und/oder verschiedene Breiten des Taschenmaterials einsetzbar zu machen.
- Erfindungsgemäß wird eine Vorrichtung und ein Verfahren angegeben, wie sie in den unabhängigen Ansprüchen definiert sind. Die abhängigen Ansprüche definieren Ausführungsbeispiele.
- Nach einer Ausführungsform der Erfindung wird eine Vorrichtung zum Bilden eines Schlauchs von Taschenmaterial angegeben. Die Vorrichtung umfasst eine Kassette zum Führen des Taschenmaterials. Die Kassette umfasst wenigstens ein erstes Element und wenigstens ein zweites Element. Die Kassette weist eine Achse, eine durch das wenigstens eine erste Element definierte erste Seite und eine durch das wenigstens eine zweite Element definierte zweite Seite auf, wobei die erste Seite und die zweite Seite voneinander beabstandet angeordnet sind. Die Vorrichtung umfasst einen Verstellmechanismus, der mit der Kassette gekoppelt und eingerichtet ist, um eine Relativposition zwischen dem wenigstens einen ersten Element und dem wenigstens einen zweiten Element in einer Richtung quer zu der Achse zu verändern, um einen Abstand zwischen der ersten Seite und der zweiten Seite zu verstellen.
- Die Vorrichtung erlaubt eine Einstellung der Innenabmessung der Kassette. Die Kassette kann an unterschiedliche Federhöhen, Federvorspannungen oder Breiten des Taschenmaterials angepasst werden, indem ein Abstand zwischen der ersten Seite und der zweiten Seite und somit eine Breite der Kassette quer zur Achse der Kassette verstellt wird. Die Kassette kann auch eine Veränderung der Höhe der Kassette erlauben, um eine Anpassung an unterschiedliche Federdurchmesser oder Breiten des Taschenmaterials zu erlauben.
- Die Vorrichtung kann eingerichtet sein, um das Taschenmaterial an einer Innenseite der Kassette durchzuführen. Das Taschenmaterial kann von der Vorrichtung so geführt werden, dass es an Innenseiten der Kassette anliegt. Die Vorrichtung kann eingerichtet sein, um einzutaschende Federn an der Innenseite der Kassette durchzuführen. Die Federn können so in der Kassette in den Schlauch von Taschenmaterial eingebracht werden.
- Die Vorrichtung kann eingerichtet sein, um einen rechteckigen Schlauch von Taschenmaterial zu bilden.
- Die Vorrichtung kann eine Einrichtung zum Umlegen des Taschenmaterials umfassen, die an einem Ende der Kassette angeordnet ist. Durch diese Einrichtung zum Umlegen des Taschenmaterials kann das Taschenmaterial im Einlaufbereich der Kassette zu einer Schlauchform umgefaltet werden, die an der Innenseite der Kassette durchgeführt wird.
- Die Einrichtung zum Umlegen des Taschenmaterials kann wenigstens einen Vorsprung, der von dem wenigstens einen ersten Element oder dem wenigstens einen zweiten Element absteht, und ein Falzelement mit einem Hohlraum umfassen, wobei der wenigstens eine Vorsprung in den Hohlraum des Falzelements hineinragt. Durch Verwendung eines separaten Falzelements wird eine einfache Anpassbarkeit an unterschiedliche Einstellungen der Kassette ermöglicht.
- Eine Kante des wenigstens einen Vorsprungs und eine Kante des Falzelements können entlang einer gemeinsamen Gerade oder parallel zueinander verlaufen. Dies erlaubt eine Verschiebung des Falzelements entlang dem wenigstens einen Vorsprung, wenn der Abstand zwischen der ersten Seite und der zweiten Seite der Kassette verstellt wird.
- Eine Querschnittsfläche des Hohlraums des Falzelements kann als gleichschenkliges Dreieck geformt sein. Eine Grundfläche des Falzelements kann als gleichschenkliges Dreieck geformt sein. Dadurch wird die Einrichtung zum Umlegen des Taschenmaterials einfach an unterschiedliche Einstellungen der Kassette anpassbar.
- Der wenigstens eine erste Vorsprung kann einen ersten Vorsprung, der von dem wenigstens einen ersten Element absteht, und einen zweiten Vorsprung, der von dem wenigstens einen zweiten Element absteht, umfassen. Sowohl der erste Vorsprung als auch der zweite Vorsprung können in den Hohlraum des Falzelements hineinragen. Der erste Vorsprung kann dreiecksförmig sein. Der zweite Vorsprung kann dreiecksförmig sein. Eine Ebene, in der der erste Vorsprung und der zweite Vorsprung liegen, kann relativ zu der Achse der Kassette geneigt sein. Durch eine derartige Ausgestaltung wird die Einrichtung zum Umlegen des Taschenmaterials besonders einfach an unterschiedliche Einstellungen der Kassette anpassbar.
- Das wenigstens eine erste Element kann eine Mehrzahl von Vorsprüngen aufweisen, die in eine Mehrzahl von korrespondierenden Ausnehmungen hineinragen. Die Vorsprünge können sich in einer Richtung senkrecht zu der Achse der Kassette erstrecken. Die korrespondierenden Ausnehmungen können in dem wenigstens einen zweiten Element vorgesehen sein. Die korrespondierenden Ausnehmungen können auch in einem weiteren Element der Kassette vorgesehen sein, zu dem das wenigstens eine erste Element verstellbar gelagert ist. Durch Verwendung derartiger Vorsprünge kann bei Verstellung der Kassette eine unerwünschte Bildung eines Längsspalts, der sich parallel zu der Achse über die Länge der Kassette erstreckt, vermieden werden.
- Die Kassette kann wenigstens ein drittes Element umfassen, das sich in einer Ebene senkrecht zu der ersten Seite und der zweiten Seite erstreckt. Das wenigstens eine dritte Element kann das wenigstens eine erste Element und das wenigstens eine zweite Element wenigstens teilweise überdecken. Dadurch kann bei Verstellung der Kassette die Bildung eines Längsspalts, der sich parallel zu der Achse über die Länge der Kassette erstreckt, vermieden werden.
- Die erste Seite und die zweite Seite können gegenüberliegende Innenseiten der Kassette sein, die sich parallel zu der Achse erstrecken.
- Die Kassette kann einen rechteckigen Querschnitt mit zueinander senkrecht angeordneten Seiten aufweisen. Dadurch kann rechteckförmiger Schlauch der Taschenmaterials gebildet werden. Ecken des Querschnitts können wenigstens an der Innenseite der Kassette abgerundet sein.
- Das wenigstens eine erste Element kann ein erstes Paar von Elementen umfassen, deren Relativposition in einer weiteren Richtung quer zu der Achse verstellbar ist, wobei die weitere Richtung senkrecht zu der Achse und zu der Richtung ist. Das wenigstens eine zweite Element kann ein zweites Paar von Elementen umfassen, deren Relativposition in der weiteren Richtung quer zu der Achse verstellbar ist. Dadurch wird es möglich, eine Anpassung sowohl an unterschiedliche Federhöhen als auch an unterschiedliche Federdurchmesser vorzunehmen.
- Die Vorrichtung kann eine Schweißeinrichtung zum Anbringen einer quer zu der Achse verlaufenden Schweißnaht umfassen. Die Schweißeinrichtung ist so gelagert, dass sie relativ zu der Kassette entlang einer Bewegungsbahn, die sich entlang der Achse erstreckt, beweglich ist. Die Bewegungsbahn der Schweißeinrichtung erstreckt sich in einem von 90° verschiedenen Winkel relativ zu der Achse der Kassette. Die Bewegungsbahn der Schweißeinrichtung kann sich insbesondere parallel zu der Achse der Kassette erstrecken. Dadurch kann die Schweißeinrichtung zum Anbringen einer Quernaht auch zum Weiterbewegen des Taschenmaterials verwendet werden.
- Die Vorrichtung kann eine weitere Schweißeinrichtung zum Anbringen einer entlang einer Längsrichtung des Taschenmaterial verlaufenen Schweißnaht umfassen. Die weitere Schweißeinrichtung kann angeordnet sein, um die Längs-Schweißung anzubringen, während das Taschenmaterial durch die Kassette geführt wird. Die Kassette kann eine Ausnehmung aufweisen, durch die Enden des Taschenmaterials nach au-βen herausragen, um das Anbringen der Längs-Schweißung zu erlauben.
- Die Vorrichtung kann eine Zuführeinrichtung zum Zuführen des Taschenmaterials umfassen. Diese kann eine Antriebseinrichtung zum Antreiben einer Rolle des Taschenmaterials umfassen.
- Der Verstellmechanismus kann manuell betätigbar sein. Es kann auch eine Antriebseinrichtung zum Antreiben des Verstellmechanismus vorgesehen sein.
- Der Verstellmechanismus kann eingerichtet sein, um sowohl das wenigstens eine erste Element als auch das wenigstens eine zweite Element relativ zu einer Halterung zu bewegen. Dies erlaubt eine symmetrische Verstellung. Der Verstellmechanismus kann auch eingerichtet sein, um nur das wenigstens eine erste Element zu bewegen oder um nur das wenigstens eine zweite Element zu bewegen. Dies erlaubt eine einfachere Ausgestaltung des Verstellmechanismus.
- Der Verstellmechanismus kann eine Führung für das wenigstens eine erste Element und/oder das wenigstens eine zweite Element umfassen. Die Führung kann sich quer zu der Achse der Kassette erstrecken.
- Der Verstellmechanismus kann einen Spindelantrieb umfassen, um das wenigstens eine erste Element und/oder das wenigstens eine zweite Element zu bewegen.
- Der Verstellmechanismus kann eingerichtet sein, um eine Relativposition zwischen dem wenigstens einen ersten Element und dem wenigstens einen zweiten Element zu arretieren, wenn eine gewünschte Einstellung der Relativposition erreicht ist.
- Nach einer weiteren Ausführungsform der Erfindung wird eine Anlage zum Herstellen einer Taschenfederschlange angegeben. Die Anlage umfasst eine Vorrichtung zum Bilden eines Schlauchs von Taschenmaterial nach einer Ausführungsform oder einem Ausführungsbeispiel und eine Einrichtung zum Zuführen von Federn zu einem durch die Kassette definierten Hohlraum.
- Die Anlage kann weiterhin einen Federformer umfassen.
- Nach einer weiteren Ausführungsform der Erfindung wird eine Anlage zum Herstellen eines Taschenfederkerns angegeben. Die Anlage umfasst einen Federformer zum Formen von Federn, eine Vorrichtung zum Bilden eines Schlauchs von Taschenmaterial nach einer Ausführungsform oder einem Ausführungsbeispiel, eine Einrichtung zum Überführen der Federn von dem Federformer zu einem durch die Kassette definierten Hohlraum und eine Einrichtung zum Zusammenfügen mehrerer Taschenfederschlangen endlicher Länge zu einem Taschenfederkern.
- Nach einer weiteren Ausführungsform der Erfindung wird ein Verfahren zum Herstellen einer Taschenfederschlange angegeben. Mit einer Kassette, die wenigstens ein erstes Element und wenigstens ein zweites Element umfasst, wird ein Schlauch von Taschenmaterial gebildet, in den Federn eingebracht werden. Eine Relativposition zwischen dem wenigstens einen ersten Element und dem wenigstens einen zweiten Element in einer Richtung quer zu einer Achse der Kassette wird eingestellt, um eine Innenabmessung der Kassette einzustellen.
- Das Verfahren erlaubt eine Einstellung der Innenabmessung der Kassette. Die Kassette kann an unterschiedliche Federhöhen, Federdurchmesser, Federvorspannungen oder Breiten des Taschenmaterials angepasst werden.
- Die Relativposition kann abhängig von einer Höhe der Federn, d.h. der Federabmessung entlang der Axialrichtung der Federn, eingestellt werden.
- Die Relativposition kann abhängig von einem Federdurchmesser der Federn eingestellt werden.
- Die Relativposition kann abhängig von einer Soll-Vorspannung der Federn eingestellt werden.
- Die Relativposition kann abhängig von einer Breite eines Bands des Taschenmaterials eingestellt werden.
- Das Verfahren kann unter Verwendung der Vorrichtung zum Bilden eines Schlauchs von Taschenmaterial nach einer Ausführungsform oder einem Ausführungsbeispiel durchgeführt werden.
- Die Vorrichtungen, Anlagen und Verfahren nach Ausführungsbeispielen können zum Eintaschen von Federn eingesetzt werden. Die Federn können Spiralfedern sein. Die Federn können Zylinderspiralfedern sein. Die Federn können einen Durchmesser aufweisen, der entlang der Federachse variiert. Die Federn können Tonnenspiralfedern sein. Die Federn können konische Federn, doppelkonische Federn oder sanduhrförmige Federn sein.
- Ausführungsbeispiele der Erfindung werden unter Bezugnahme auf die beigefügte Zeichnung näher erläutert.
-
Fig. 1 ist eine schematische Darstellung einer Anlage zum Herstellen einer Taschenfederschlange nach einem Ausführungsbeispiel. -
Fig. 2 ist eine schematische Darstellung einer Anlage zum Herstellen eines Taschenfederkerns, die eine Vorrichtung zum Bilden eines Schlauchs von Taschenmaterial nach einem Ausführungsbeispiel aufweist. -
Fig. 3 ist eine Perspektivansicht einer Vorrichtung zum Bilden eines Schlauchs von Taschenmaterial nach einem Ausführungsbeispiel und eines gebildeten Schlauchs von Taschenmaterial. -
Fig. 4 ist eine perspektivische Detailansicht eines Einlaufbereichs einer Kassette der Vorrichtung nach einem Ausführungsbeispiel. -
Fig. 5 ist eine Schnittansicht der Vorrichtung zum Bilden eines Schlauchs von Taschenmaterial. -
Figs. 6 und 7 sind Draufsichten des Einlaufbereichs der Vorrichtung zum Bilden eines Schlauchs von Taschenmaterial für unterschiedliche Einstellungen der Kassettenbreite. -
Fig. 8 ist eine Schnittansicht entlang einer Linie VIII-VIII inFig. 7 . -
Fig. 9 ist eine Draufsicht auf Komponenten der Vorrichtung zum Bilden eines Schlauchs von Taschenmaterial. -
Figs. 10 und 11 sind Perspektivansichten einer Vorrichtung zum Bilden eines Schlauchs von Taschenmaterial nach einem weiteren Ausführungsbeispiel. -
Fig. 12 zeigt eine Einzelheit der Vorrichtung vonFigs. 10 und 11 . -
Fig. 13 ist eine Draufsicht eines Einlaufbereichs einer Vorrichtung zum Bilden eines Schlauchs von Taschenmaterial nach einem weiteren Ausführungsbeispiel. -
Fig. 14 ist eine Perspektivansicht einer Vorrichtung zum Bilden eines Schlauchs von Taschenmaterial nach einem weiteren Ausführungsbeispiel. - Nachfolgend werden Ausführungsbeispiele der Erfindung näher erläutert. Die Merkmale der verschiedenen Ausführungsbeispiele können miteinander kombiniert werden, sofern dies in der nachfolgenden Beschreibung nicht ausdrücklich ausgeschlossen wird. Auch wenn einzelne Ausführungsbeispiele im Hinblick auf spezifische Anwendungen, beispielsweise im Kontext einer Anlage zur Herstellung eines Taschenfederkerns, beschrieben werden, ist die vorliegende Erfindung nicht auf diese Anwendungen beschränkt. Ähnliche oder identische Bezugszeichen beziehen sich auf ähnliche oder identische Elemente.
- Nach Ausführungsbeispielen wird eine Vorrichtung zum Bilden eines Schlauchs von Taschenmaterial bzw. ein entsprechendes Verfahren angegeben, bei der bzw. bei dem eine Kassette zum Bilden des Schlauchs von Taschenmaterial verstellbar ist. Die Kassette weist mehrere Elemente auf, die relativ zueinander verstellbar sind, um eine Breite und/oder Höhe der Kassette senkrecht zu einer Längsachse der Kassette zu verändern. Die Einstellung für die Kassette, die zum Herstellen einer Taschenfederschlange jeweils verwendet wird, kann abhängig von einer Federhöhe oder einer gewünschten Vorspannung der Federn oder einem Federdurchmesser der einzutaschenden Federn gewählt werden. Die Einstellung für die Kassette, die zum Herstellen einer Taschenfederschlange jeweils verwendet wird, kann alternativ oder zusätzlich auch abhängig von einer Breite einer Bahn von Taschenmaterial gewählt werden, in das die Federn eingeschlossen werden sollen.
- Die Vorrichtung zum Bilden des Schlauchs von Taschenmaterial kann in einer Anlage zum Herstellen einer Taschenfederschlange, wie sie unter Bezugnahme auf
Fig. 1 beschrieben wird, oder in einer Anlage zum Herstellen eines Taschenfederkerns, wie sie unter Bezugnahme aufFig. 2 beschrieben wird, verwendet werden. -
Fig. 1 ist eine schematische Darstellung einer Maschine 1 zum Herstellen einer Taschenfederschlange nach einem Ausführungsbeispiel. Die Maschine 1 umfasst eine Federwindeeinrichtung mit einem Windekopf 2, eine Einrichtung 3 zum Überführen der Federn von dem Windekopf 2 zu einem Federförderer, einen als Transportrad 4 ausgestalteten Federförderer mit einem Antrieb 6 und eine Station zum Eintaschen der Federn, die an einem Rahmen 28 der Maschine angebracht sind. Im Betrieb der Maschine 1 werden von dem Windekopf 2 geformten Federn von der Einrichtung 3 zu dem Transportrad 4 überführt. Das Transportrad 4 weist eine Mehrzahl von Aufnahmen 5 auf, in denen jeweils eine Feder 19 aufgenommen werden kann. Der Antrieb 6 treibt das Transportrad 4 an, wobei die Federn beim Transport vom Windekopf 2 vor dem Eintaschen der Federn abkühlen. Das Transportrad 4 wirkt als Kühlrad. Dabei kann beispielsweise der Draht vor dem Formen der Federn erwärmt werden, oder es kann eine Wärmebehandlung der geformten Federn vorgenommen werden. - Die Einrichtung 3 zum Überführen der Federn kann eine Transfereinrichtung 11 mit mehreren kammerartigen Abschnitten 13, 14 aufweisen, in denen die Transfereinrichtung 11 jeweils eine Feder aufnehmen kann. Die Transfereinrichtung 11 kann beweglich gelagert sein, so dass sie zwischen einer ersten und einer zweiten Stellung bewegt werden kann, wie mit dem Pfeil 12 schematisch dargestellt ist. In der ersten Stellung ist die Transfereinrichtung 11 so angeordnet, dass der erste Abschnitt 13 eine von dem Windekopf 2 geformte Feder aufnimmt. In der zweiten Stellung ist die Transfereinrichtung 11 so angeordnet, dass der zweite Abschnitt 14 eine von dem Windekopf 2 geformte Feder aufnimmt. Die Einrichtung 3 zum Überführen der Federn umfasst zwei linear bewegliche Schieber 15, 16, die die Federn aus einem der kammerartigen Abschnitte 13, 14 an das Transportrad 4 überführen. Dabei fährt einer der Schieber 15, 16 in denjenigen der Abschnitte 13, 14 ein, in dem gerade keine Feder geformt wird.
- Andere Ausgestaltungen der Bearbeitungsstationen, die dem Eintaschen von Federn vorgeordnet sind, können verwendet werden. Beispielsweise kann die Einrichtung 3 zum Überführen der Federn einfachere Ausgestaltungen aufweisen, bei denen die Federn durch eine Kombination von Schwenkelement und Schieber überführt werden.
- Die Federn 19 werden von einer weiteren Transfereinrichtung 9, beispielsweise einem oder mehreren Schwenkhebeln, aus dem Transportrad 4 ausgegeben. Die Federn werden zu einer Vorrichtung überführt, die einen Schlauch von Taschenmaterial bildet, in den die Federn eingekapselt werden. Dadurch wird eine Taschenfederschlange 25 mit einer Mehrzahl von eingetaschten Federn 26 gebildet. Als Taschenfederschlange 25 wird allgemein eine Mehrzahl von miteinander verbundenen Taschen mit darin eingetaschten Federn bezeichnet.
- Die Vorrichtung zum Bilden des Schlauchs von Taschenmaterial, die noch ausführlicher beschrieben wird, weist eine verstellbare Kassette 30 und einen Verstellmechanismus auf, mit dem die Kassette 30 abhängig von einer Federabmessung, einer Soll-Federvorspannung oder Eigenschaften des Taschenmaterials verstellt wird.
- Das Taschenmaterial 22 wird von einer Rolle 21 abgewickelt. Ein Antrieb 23 kann die Rolle 21 des Taschenmaterials antreiben. Der Antrieb 23 kann so gesteuert werden, dass das zum Eintaschen der Federn benötigte Material von der Rolle 21 aktiv abgewickelt wird.
- Das Taschenmaterial wird von einer Einrichtung 27 vorgefaltet. Beispielsweise kann das Vorfalten der Bahn des Taschenmaterials 22 so erfolgen, dass die Bahn mittig gefaltet wird. Diejenige Seite der Bahn des Taschenmaterials, die zur Innenseite des Schlauchs wird, kann an der Außenseite der vorgefalteten Bahn angeordnet sein. Die Einrichtung 27 kann mehrere dreiecksförmige Elemente umfassen, um die Bahn des Taschenmaterials entsprechend vorzufalten.
- In einem Einlaufbereich der Kassette 30 wird die vorgefaltete Bahn zu einem zunächst noch offenen Schlauch 24 umgefaltet, der durch einen von der Kassette 30 definierten Hohlraum geführt wird. Andere Ausgestaltungen sind möglich, um die Bahn des Taschenmaterials zu einem Schlauch zu falten, in den die Federn eingekapselt werden.
- Das Taschenmaterial ist thermisch aktivierbar, um ein Verschweißen des Schlauchs von Taschenmaterial zu ermöglichen. Das Taschenmaterial kann beispielsweise ein Vlies sein.
- Zum Einkapseln der Federn kann das Taschenmaterial verschweißt werden. Zum Setzen von Quer-Schweißnähten kann eine Schweißeinrichtung 32 vorgesehen sein, die der Kassette 30 nachgeordnet ist. Zum Setzen einer Längs-Schweißnaht kann eine weitere Schweißeinrichtung 34 vorgesehen sein. Die weitere Schweißeinrichtung 34 kann die Längsnaht setzen, während der Schlauch 24 von Taschenmaterial und die Federn durch die Kassette 30 geführt wird. Zum Erzeugen der Längsnaht können die Längsränder des Taschenmaterials durch einen Spalt aus der Kassette 30 hervorragen.
- Zum Transportieren des Taschenmaterials und der darin eingebrachten Federn kann eine separate Transporteinrichtung vorgesehen sein. Alternativ oder zusätzlich kann ein Transport der Taschenfederschlange 25 in einem Auslaufbereich der Kassette 30 auch durch die Schweißeinrichtung 32 zum Setzen der Quer-Schweißnähte erfolgen. Dazu kann die Schweißeinrichtung 32 entlang einer Bahn 33 beweglich gelagert sein. Die Bahn 33 kann sich entlang einer Längsachse der Kassette 30 erstrecken, also in einem von 90° verschiedenen Winkel relativ zu der Längsachse der Kassette 30 angeordnet sein. Die Bahn 33, entlang der die Schweißeinrichtung 32 bewegt wird, kann sich parallel zur Längsachse der Kassette 30 erstrecken.
- Die Maschine 1 kann einen Steuerrechner 20 umfassen. Der Steuerrechner 20 kann die Schweißeinrichtungen 32, 34, den Antrieb 23 sowie weitere Elemente der Maschine 1 automatisch steuern. Falls eine Verstellung der Kassette 30 über einen elektrischen Antrieb vorgenommen wird, kann der Steuerrechner 20 auch den elektrischen Antrieb zum Verstellen der Kassette 30 steuern, um die Innenabmessungen der Kassette anzupassen.
- Die von der Maschine 1 hergestellte Taschenfederschlange 25 kann weiterverarbeitet werden. Von der Taschenfederschlange 25 können Segmente mit einer vorgegebenen Länge abgetrennt und zu einem Taschenfederkern zusammengefügt werden.
-
Fig. 2 ist eine schematische Draufsicht einer Anlage 40 zum Herstellen eines Taschenfederkerns. Die Anlage 40 weist eine Maschine 1 zum Herstellen einer Taschenfederschlange auf, die wie unter Bezugnahme aufFig. 1 beschrieben ausgestaltet sein kann. Die Anlage 40 weist einen Montageautomaten 41 auf, der mehrere Taschenfederschlangen mit einer vorgegeben Länge zu einem Taschenfederkern 44 kombiniert. Die Taschenfederschlange wird mit einem Förderer 42 zu dem Montageautomaten 41 transportiert. Ein Segment 45 mit vorgegebener Länge kann von einer Endlos-Taschenfederschlange unter Verwendung einer Trenneinrichtung 43 abgetrennt werden. - Unter Bezugnahme auf
Fig. 3-11 werden Ausgestaltungen von Vorrichtungen und Verfahren, mit denen ein Schlauch von Taschenmaterial gebildet wird näher beschrieben. -
Fig. 3 zeigt eine Perspektivansicht einer Vorrichtung zum Bilden eines Schlauchs des Taschenmaterials. Ebenfalls dargestellt ist das Taschenmaterial, um die Umformung von einer Bahn zu einem Schlauch besser zu verdeutlichen. Die Vorrichtung weist eine Kassette 30 auf, die aus Gründen der Übersichtlichkeit versetzt zu dem Taschenmaterial dargestellt ist. Die Vorrichtung weist eine Schweißeinrichtung 32 zum Erzeugen von Quernähten zwischen Taschen und eine weitere Schweißeinrichtung 34 zum Erzeugen einer Längsnaht auf. Die Schweißeinrichtung 32 ist aus Gründen der Übersichtlichkeit ebenfalls versetzt zu dem Taschenmaterial dargestellt. - Die Kassette 30 weist ein erstes Element 61 und ein zweites Element 62 auf. Das erste Element 61 und das zweite Element 62 können mit einem (in
Fig. 3 nicht dargestellten) Verstellmechanismus relativ zueinander verstellt werden, um die Innenabmessungen der Kassette 30 zu verändern. Die Kassette 30 weist eine Längsachse 50 auf. Der Verstellmechanismus erlaubt eine Veränderung der Relativposition zwischen dem ersten Element 61 und dem zweiten Element 62 entlang einer Breitenrichtung 60 der Kassette 30, die senkrecht zu der Längsachse 50 steht. Über den Verstellmechanismus kann der Abstand der zwei parallel zu der Längsachse 50 verlaufenden Seiten der Kassette verändert werden, von denen die Seite 64 inFig. 3 sichtbar ist. - Die Kassette 30 weist in ihrem Einlaufbereich, an dem Taschenmaterial und Federn zugeführt werden, eine Einrichtung zum Umfalten des Taschenmaterials auf. Diese Einrichtung zum Umfalten des Taschenmaterials umfasst einen ersten Vorsprung 65, der von dem ersten Element 61 absteht, einen zweiten Vorsprung 66, der von dem zweiten Element 62 absteht, und ein Falzelement 67 zum Falzen des Taschenmaterials. Das Falzelement 67 umgreift den ersten Vorsprung 65 und den zweiten Vorsprung 66 wenigstens teilweise.
- Die Kassette 30 kann weitere Elemente umfassen. Beispielsweise kann ein erstes Deckblechteil 68 und ein zweites Deckblechteil 69 vorgesehen sein. Durch einen Spalt 70 zwischen den Deckblechteilen können die beiden Längsränder der Bahn des Taschenmaterials aus der Kassette 30 hervorragen. Dies erlaubt das Anbringen einer Längsnaht. Eine Position des ersten Elements 61 kann relativ zu dem ersten Deckblechteil 68 verstellt werden, wenn über den Verstellmechanismus die Breite der Kassette geändert wird. Eine Position des zweiten Element 62 kann relativ zu dem zweiten Deckblechteil 69 verstellt werden, wenn über den Verstellmechanismus die Breite der Kassette geändert wird.
- Das Taschenmaterial 22 wird in einem Einlaufbereich der Kassette 30 so gefaltet, dass ein Schlauch gebildet wird, der zunächst noch offen ist. In
Fig. 3 stellt eine nicht schraffierte Fläche des Taschenmaterials diejenige Seite der Bahn dar, die die Au-βenseite des Schlauchs bildet. Die schraffiert dargestellte Fläche ist diejenige Seite der Bahn, die die Innenseite des Schlauchs bildet. - Die Bahn des Taschenmaterials 22 kann vor dem Einlaufbereich der Kassette 30 entlang der Mitte der Bahn vorgefaltet werden. Die Seite 52 der Bahn, die die Innenseite des Schlauchs bildet, kann dabei außen liegen.
- Ein Abschnitt 53 des Taschenmaterials, der im Einlaufbereich der Kassette 30 angeordnet ist, wird von der Einrichtung zum Umfalten und der Oberkante der Kassette 30 so umgefaltet, dass die Außenflächen der angelieferten vorgefalteten Bahn zur Innenseite des Schlauchs werden. Die Außenfläche des gebildeten Schlauchs zeigt zu den Innenflächen der Kassette 30. Die Längsränder der Bahn ragen durch den Spalt 70 nach außen, um das Anbringen der Längs-Schweißnaht 55 zu erlauben.
- Federn 19 werden ebenfalls durch die Kassette 30 transportiert, wo sie in den Schlauch 54 eingesetzt werden. Durch die Schweißeinrichtung 32 werden die Quer-Schweißnähte 56 gebildet, nachdem der Schlauch 54 des Taschenmaterials mit den darin angeordneten Federn einen Auslaufbereich der Kassette 30 passiert hat.
-
Fig. 4 zeigt eine perspektivische Detailansicht des Einlaufbereichs der Kassette 30. Durch den Verstellmechanismus kann ein Abstand 76 zwischen den beiden Innenseite der Kassette verstellt werden, gegen die die Axialenden der Federn das Taschenmaterial pressen. Der Abstand 76 kann abhängig von verschiedenen Parametern gewählt werden, insbesondere abhängig von einer Höhe der Federn, d.h. der Abmessung entlang ihrer Axialrichtung, und abhängig von einer gewünschten Federvorspannung der eingetaschten Federn. - Die Einrichtung zum Umfalten des Taschenmaterials kann so eingerichtet sein, dass ihre Konfiguration bei einer Veränderung der Breite 76 automatisch angepasst wird. Die Vorsprünge 65 und 66 können dreiecksförmig sein. Das Falzelement 67 kann eine (in
Fig. 4 nach oben zeigende) Grundfläche aufweisen, die die Form eines gleichschenkligen Dreiecks aufweist. Das Falzelement 67 kann die Vorsprünge 65 und 66 teilweise übergreifen. Das Falzelement 67 kann als gebogenes Blechteil ausgebildet sein, wobei die Vorsprünge 65 und 66 in den Hohlraum hineinragen, der von dem Falzelement 67 gebildet wird. - Um eine automatische Anpassung der Einrichtung zum Umfalten des Taschenmaterial an die jeweils eingestellte Breite 76 zu erleichtern, können die Außenkanten der Vorsprünge 65 und 66, über die das Taschenmaterial geführt wird, parallel zu den Außenkanten des Falzelements 67 verlaufen, über die das Taschenmaterial geführt wird, oder auf einer gemeinsamen Geraden mit diesen angeordnet sein. Entsprechend können die Innenränder des Falzelements 67, an denen die Außenkanten der Vorsprünge 65 und 66 an dem Falzelement 67 anliegen, parallel zu den Außenkanten der Vorsprünge 65 und 66 verlaufen oder auf einer gemeinsamen Geraden mit diesen angeordnet sein.
- In Betrieb der Vorrichtung zum Bilden des Schlauchs von Taschenmaterial übt das Taschenmaterial auf das Falzelement 67 eine Kraft in Richtung der Elemente 61, 62 der Kassette aus. Wird die Breite 76 der Kassette 30 mit dem Verstellmechanismus verändert, ändert sich entsprechend die Position des Falzelements 67 relativ zu den Elementen 61, 62. Die Verschiebung des Falzelements 67 ist schematisch bei 77 dargestellt. Auf diese Weise kann eine Größe einer Dreiecksfläche, an der das Taschenmaterial am Einlaufbereich der Kassette umgefaltet wird, an die Breite der Kassette angepasst werden, ohne eine separate Justierung der Einrichtung zum Umfalten vorzunehmen.
- Wenn ein oder mehrere separate Deckblechteile 68, 69 vorgesehen sind, kann an einer Oberseite der Kassette eine Vorderkante 74 des ersten Deckblechteils 68 zu einer Vorderkante 71 des ersten Elements 61 der Kassette 30 parallel sein oder auf einer Linie mit dieser liegen. Eine Vorderkanten 75 des zweiten Deckblechteils 69 kann zu einer Vorderkante 72 des zweiten Elements 62 der Kassette 30 parallel sein oder auf einer Linie mit dieser liegen. Insbesondere können die Vorderkanten 71, 74 in einer Ebene liegen, die senkrecht zu einer durch die Oberseite der Kassette 30 definierten Ebene ist. Die Vorderkanten 72, 75 können in einer weiteren Ebene liegen, die senkrecht zu der durch die Oberseite der Kassette 30 definierten Ebene ist.
- Zwischen den die Seitenwände der Kassette 30 definierenden Elementen 61, 62 und einem separaten Element, wie den Deckblechteilen 68, 69, kann eine Kopplung derart vorgesehen sein, dass die Relativposition zwischen dem ersten Element 61 und dem Deckblechteil 68 und die Relativposition zwischen dem zweiten Element 62 und dem Deckblechteil 69 bei einer Verstellung der Breite der Kassette 30 automatisch angepasst wird. Beispielsweise kann das erste Element 61 so mit dem ersten Deckblechteil 68 gekoppelt sein, dass bei einer Verstellung der Breite 76 eine Relativbewegung 78 zwischen dem ersten Element 61 und dem Deckblechteil 68 hervorgerufen wird, die zumindest auch entlang der Längsachse 50 der Kassette 30 gerichtet ist. Die Kopplung kann derart sein, dass bei einer Verstellung der Breite 76 die Relativbewegung 78 entlang der Längsachse 50 der Kassette 30 so hervorgerufen wird, dass die Vorderkanten 71 und 74 in einer Ebene angeordnet bleiben, die senkrecht zu der durch die Oberseite der Kassette 30 definierten Ebene ist. Ähnlich kann das zweite Element 62 so mit dem zweiten Deckblechteil 69 gekoppelt sein, dass bei einer Verstellung der Breite 76 eine Relativbewegung 78 zwischen dem zweiten Element 62 und dem Deckblechteil 69 hervorgerufen wird, die zumindest auch entlang der Längsachse 50 der Kassette 30 gerichtet ist. Die Kopplung kann derart sein, dass bei einer Verstellung der Breite 76 die Relativbewegung 78 entlang der Längsachse 50 der Kassette 30 so hervorgerufen wird, dass die Vorderkanten 72 und 75 in einer weiteren Ebene angeordnet bleiben, die senkrecht zu der durch die Oberseite der Kassette 30 definierten Ebene ist.
- Während in
Fig. 3 und4 schematisch Ausgestaltungen mit zwei Deckblechteilen 68, 69 dargestellt sind, kann eine derartige automatische Anpassung der Vorderkante auch erfolgen, wenn nur ein Deckblechteil oder ein anderes separates Element vorgesehen ist. - Zum Hervorrufen der Relativbewegung 78 kann das erste Element 61 Vorsprünge aufweisen, die parallel zu der Vorderkante 71 verlaufen. Das erste Deckblechteil 68 kann korrespondierende Ausnehmungen aufweisen, die parallel zu der Vorderkante 74 verlaufen und in die die Vorsprünge des ersten Elements 61 eingreifen. Eine derartige Ausgestaltung wird unter Bezugnahme auf
Fig. 10 und 11 näher beschrieben. Eine ähnliche Kopplung kann zwischen dem zweiten Element 62 und dem zweiten Deckbleckteil 69 vorhanden sein. -
Fig. 5 zeigt eine schematische Querschnittsansicht durch die Vorrichtung zum Bilden des Schlauchs von Taschenmaterial. Die Schnittebene ist so gewählt, dass sie durch den Verstellmechanismus verläuft. - Der Verstellmechanismus kann verschiedene Ausgestaltungen aufweisen, die eine Änderung der Relativposition zwischen den Elementen 61, 62 und somit eine Änderung des Abstands zwischen den Innenseite 63, 64 der Kassette 30 erlauben. Der Verstellmechanismus kann eingerichtet sein, um eine Bewegung wenigstens eines der Elemente 61, 62 in der Breitenrichtung 60 der Kassette 30 zu führen. Der Verstellmechanismus kann eingerichtet sein, um das erste Element 61 und/oder das zweite Element 62 zu arretieren, um eine eingestellte Relativposition beizubehalten, bis der Verstellmechanismus erneut betätigt wird.
- Bei der in
Fig. 5 dargestellten Ausgestaltung weist der Verstellmechanismus einen mit dem ersten Element 61 gekoppelten ersten Spindelantrieb und einen mit dem zweiten Element 62 gekoppelten zweiten Spindelantrieb auf. Der erste Spindelantrieb umfasst eine Spindel 84 und eine Spindelblock 85 mit einer korrespondierenden Bohrung. Der Spindelblock 85 ist mit dem ersten Element 61 verbunden. Der zweite Spindelantrieb umfasst eine Spindel 86 und eine Spindelblock 87 mit einer korrespondierenden Bohrung. Der Spindelblock 87 ist mit dem zweiten Element 62 verbunden. Die Spindeln 84, 86 können manuell betätigbar sein. Alternativ kann auch ein Aktuator, beispielsweise ein Elektromotor 89, zum Antreiben der Spindeln 84, 86 vorgesehen sein. - Eine zusätzliche Führung kann vorgesehen sein, um die Bewegung des ersten Elements 61 und/oder des zweiten Elements 62 zu führen. Die Führung kann eine Führungsausnehmung und dazu komplementäre Vorsprünge 82, 83 umfassen. Die Führungsausnehmung kann beispielsweise in einer Halterung 81 vorgesehen sein, die ortsfest angeordnet ist. Die Vorsprünge 82, 83 können jeweils an einem der Elemente 61, 62 angebracht sein.
- Bei einer weiteren Ausgestaltung kann auch nur eine Spindel vorgesehen sein, die mit mehreren Spindelblöcken 85, 86 gekoppelt ist. Der so gebildete Spindelantrieb kann die Elemente 61, 62 ebenfalls symmetrisch relativ zu einer Mittelebene der Kassette 30 verschieben.
- Bei noch einer weiteren Ausgestaltung kann eine Änderung der Relativposition zwischen dem ersten Element 61 und dem zweiten Element 62 hervorgerufen werden, indem nur eines dieser Elemente verschoben wird.
- Während in
Fig. 5 ein Spindelantrieb dargestellt ist, kann eine Vielzahl weiterer Mechanismen eingesetzt werden, um die Innenabmessungen der Kassette 30 zu ändern. Beispielsweise kann ein Zahnstangenantrieb verwendet werden. Bei weiteren Ausgestaltungen kann eine Führung vorgesehen sein, um die Bewegung des ersten Elements 61 und/oder des zweiten Elements 62 zu führen. Dabei kann die Verstellvorrichtung weiterhin eine Arretierung zum Arretieren des ersten Elements 61 und/oder des zweiten Elements 62 umfassen. Das erste Element 61 und/oder das zweite Element 62 kann manuell entlang der Führung bewegt werden. - Unter Bezugnahme auf
Fig. 6-9 wird eine Ausgestaltung der Einrichtung zum Umfalten des Taschenmaterials detaillierter beschrieben. -
Fig. 6 und 7 zeigen Draufsichten des Einlaufbereichs der Kassette 30. Die Blickrichtung ist entlang der Längsachse 50 der Kassette 30 gerichtet. - Die Vorsprünge 65 und 66 sind mit dem Falzelement 67 gekoppelt. Das Falzelement 67 ist relativ zu den Vorsprüngen 65, 66 verschiebbar. Das Falzelement 67 kann die Vorsprünge 65, 66 zumindest teilweise umgreifen.
- Eine Kante 91 des Vorsprungs 65 ist zu einer Kante 92 des Falzelements 67 parallel oder auf einer Linie mit dieser angeordnet. D.h. der Richtungsvektor der Kante 91 stimmt mit dem Richtungsvektor der Kante 92 überein. Ähnlich ist eine Außenkante des Vorsprunge 66 zu einer weiteren Außenkante des Falzelements parallel oder auf einer Linie mit dieser angeordnet.
- Bei einer Verringerung der Breite 76 der Kassette wird das Falzelement 67 relativ zu den Vorsprüngen 65, 66 verschoben. Werden das erste Element 61 und das zweite Element 62 der Kassette aufeinander zu bewegt, wird das Falzelement 67 im Betrieb der Vorrichtung so positioniert, dass es weiter über die Vorsprünge 65, 66 geschoben ist. Dies ist beispielhaft in
Fig. 7 dargestellt, in der die Kassette auf eine Breite 76' zusammengeschoben ist. - Wie in
Fig. 5-7 dargestellt, weist die Kassette ein Paar von parallelen Seiten 63, 64 und ein weiteres Paar von parallelen Seiten auf, die die Ober- und Unterseite des von der Kassette gebildeten Hohlraums definieren. Die Kassette kann eine rechteckige Querschnittsfläche aufweisen, wobei die Übergänge zwischen den Seiten vorteilhaft abgerundet sind. -
Fig. 8 ist eine Schnittansicht entlang der Linie VIII-VIII inFig. 7 . Das Falzelement 67 definiert einen Hohlraum 93, in den die Vorsprünge 65, 66 hineinragen. Das Falzelement 67 kann beispielsweise als gebogenes Blechteil geformt sein. -
Fig. 9 zeigt die Vorsprünge 65, 66 und das Falzelement 67 in einer Draufsicht. Das Falzelement 67 kann eine (inFig. 3 und4 nach oben zeigende) Grundfläche aufweisen, die die Form eines gleichschenkligen Dreiecks hat. Der Schenkel gleicher Länge schließen einen Winkel 94 ein. - Die Vorsprünge 65, 66 können ebenfalls dreiecksförmig sein. Ein Öffnungswinkel 95, 96 an derjenigen Ecke der Vorsprünge 65, 66, die von dem Falzelement 67 umgriffen wird, kann halb so groß wie der Öffnungswinkel 94 sein. Die Vorsprünge 65, 66 können die Form rechtwinkliger Dreiecke aufweisen.
- Eine Ausgestaltung der Einrichtung zum Umfalten des Taschenmaterials, wie sie in
Fig. 9 dargestellt ist, erlaubt eine automatische Anpassung bis zu der Breite 76, an der die Kanten der Vorsprünge 65, 66 aneinander anliegen. Auf diese Weise kann eine Verstellbarkeit über einen weiten Bereich ermöglicht werden. -
Fig. 10 und 11 zeigen perspektivische Darstellungen einer Vorrichtung zum Bilden eines Schlauchs von Taschenmaterial nach einem weiteren Ausführungsbeispiel. Die allgemein Funktionsweise entspricht der Funktionsweise der unter Bezugnahme aufFig. 3-9 beschriebenen Vorrichtung zum Bilden eines Schlauchs von Taschenmaterial. - Die Vorrichtung weist eine Kassette 30 mit einem ersten Element 61 und einem zweiten Element 62 auf. Wenigstens eines der Elemente 61, 62 kann relativ zu einer Halterung 81 bewegt werden, um eine Einstellung der Breite der Kassette 30 zu ermöglichen. Um eine Änderung der Relativposition zwischen dem ersten Element und dem zweiten Element 62 zu erlauben, ist ein entsprechender Verstellmechanismus vorgesehen. Der Verstellmechanismus kann beispielsweise wenigstens einen Spindelantrieb umfassen. Der Verstellmechanismus kann manuell oder elektronisch betätigbar sein. Der Verstellmechanismus kann auch durch eine Führung gebildet sein, entlang der eines der Elemente 61, 62 oder beide Elemente 61, 62 manuell verschoben werden können.
- Zur besseren Abstützung des Taschenmaterials können das erste Element 61 und/oder das zweite Element 62 mehrere Vorsprünge aufweisen. Die Vorsprünge können in korrespondierende Ausnehmungen hineinragen. Bei einer Veränderung der Breite der Kassette können die Vorsprünge weiter in die korrespondierenden Ausnehmungen hinein oder aus diesen herausfahren. Das Auftreten eines sich über die gesamte Länge der Kassette erstreckenden Spalts an der Unterseite der Kassette 30 kann so vermieden werden. Dies erlaubt eine bessere Abstützung des Taschenmaterials.
-
Fig. 12 zeigt eine vergrößerte Darstellung der Einzelheit XII vonFig. 11 . In einem Abschnitt 101 des ersten Elements 61, der an der Unterseite der Kassette 30 angeordnet ist, sind fingerartige Vorsprünge 103 angeordnet. In einem Abschnitt 102 des zweiten Elements 62, der an der Unterseite der Kassette 30 angeordnet ist, sind korrespondierende Ausnehmungen 104 angeordnet. Bei einer Verstellung der Breite der Kassette fahren die Vorsprünge 103 aus den Ausnehmungen 104 heraus oder weiter in diese hinein. - Auch an der Oberseite der Kassette können das erste Element 61 und/oder das zweite Element 62 eine Mehrzahl von Vorsprüngen oder eine Mehrzahl von Ausnehmungen aufweisen. Beispielsweise kann das erste Element 61 eine Mehrzahl von fingerartigen Vorsprüngen 105 aufwiesen, die mit korrespondierenden Ausnehmungen in einem separaten Deckelement 67 gekoppelt sind. Jeder der Vorsprünge 105 kann in einem von 90° verschiedenen Winkel zur Längsachse der Kassette 30 angeordnet sein. Die Vorsprünge 105 können insbesondere parallel zu einer Vorderkante der ersten Elements 61 am Einlaufbereich der Kassette sein. Ähnlich kann das zweite Element 62 eine Mehrzahl von fingerartigen Vorsprüngen 106 aufwiesen. Durch eine derartige Kopplung zwischen dem ersten Element 61 und einem Deckblech oder zwischen dem zweiten Element 62 und einem Deckblech kann die Konfiguration des Einlaufbereichs der Kassette automatisch an die jeweils eingestellte Breite der Kassette angepasst werden.
- Bei weiteren Ausgestaltungen können andere Paarungen von korrespondierenden Kopplungselementen eingesetzt werden. Beispielsweise kann das erste Element 61 an der Oberseite der Kassette Ausnehmungen aufweisen, in die korrespondierende Vorsprünge eines Deckelements 67 eingreifen.
- Während unter Bezugnahme auf
Fig. 3-12 Ausgestaltungen von Vorrichtungen zum Bilden eines Schlauchs von Taschenmaterial beschrieben wurden, bei denen eine Breite einer Kassette einstellbar ist, kann die Vorrichtung auch so ausgestaltet sein, dass eine Höhe einstellbar ist, oder so, dass sowohl die Breite als auch die Höhe der Kassette einstellbar ist. -
Fig. 13 zeigt eine Draufsicht einer Vorrichtung zum Bilden eines Schlauchs von Taschenmaterial nach einem weiteren Ausführungsbeispiel. Die Vorrichtung umfasst eine Kassette mit mehreren Elementen und einen Verstellmechanismus, der eine Einstellung der Breite 76 und einer Höhe 115 der Kassette erlaubt. Optional kann auch eine Einrichtung zum Umfalten des Taschenmaterials vorgesehen sein, wie sie unter Bezugnahme aufFig. 3-9 ausführlich beschrieben wurde. - Die Kassette weist ein erstes Paar von Elementen 111, 112 auf. Das Paar von Elementen 111, 112 definiert eine Seitenfläche der Kassette. Das Element 112 ist relativ zu dem Element 111 in einer Richtung 120 verstellbar, die senkrecht zur Längsachse 50 der Kassette und zur Breitenrichtung 60 ist.
- Die Kassette weist ein zweites Paar von Elementen 113, 114 auf. Das Paar von Elementen 113, 114 definiert eine weitere Seitenfläche der Kassette. Das Element 114 ist relativ zu dem Element 113 in der Richtung 120 verstellbar, die senkrecht zur Längsachse 50 der Kassette und zur Breitenrichtung 60 ist.
- Der Verstellmechanismus ist eingerichtet, um eine Veränderung der Relativposition des ersten Paars mit den Elementen 111, 112 relativ zu dem zweiten Paar mit den Elementen 113, 114 zu erlauben, um eine Breite 76 der Kassette zu verstellen. Dadurch wird eine Anpassung an unterschiedliche Federhöhen und/oder Federvorspannungen und/oder Breiten der Bahn des Taschenmaterials möglich.
- Der Verstellmechanismus ist eingerichtet, um eine Änderung einer Relativposition des Elements 112 relativ zu dem Element 111 des ersten Paars zu erlauben, und um eine Änderung einer Relativposition des Elements 114 relativ zu dem Element 113 des zweiten Paars zu erlauben. Auf diese Weise kann eine Höhe 115 der Kassette verstellt werden. Dadurch wird eine Anpassung an unterschiedliche Federdurchmesser Breiten der Bahn des Taschenmaterials möglich.
- Es können mehrere Antriebe, beispielsweise mehrere Spindelantrieben, Zahnstangenantriebe, oder dergleichen vorgesehen sein, um eine Verstellung der Innenabmessungen der Kassette in mehreren orthogonalen Richtungen zu erlauben.
- Weitere Ausführungsformen von Vorrichtungen zum Bilden eines Schlauchs von Taschenmaterial oder von Verfahren zum Herstellen einer Taschenfederschlange können realisiert werden. Beispielsweise kann eine verstellbare Kassette eine Vielzahl von Ausgestaltungen aufweisen. Eine verstellbare Kassette kann auch eingesetzt werden, wenn die Bahn des Taschenmaterials nicht vorgefaltet an die Kassette angeliefert wird. Eine verstellbare Kassette kann auch ohne separate Einrichtung zum Umfalten der Bahn verwendet werden.
-
Fig. 14 ist eine Perspektivansicht einer Vorrichtung 130 zum Bilden eines Schlauchs von Taschenmaterial nach einem weiteren Ausführungsbeispiel. - Die Vorrichtung 130 umfasst eine Kassette mit einem ersten Element 134 und einem zweiten Element 135, die an einem Stützelement 132 gelagert sind. Das Stützelement 132 wird durch einen Träger 133 gehalten.
- Das erste Element 134 und das zweite Element 135 sind an dem Stützelement 132 so gelagert, dass ihre Relativposition senkrecht zu einer Längsachse der Kassette verstellt werden kann. Dazu ist ein Verstellmechanismus vorgesehen, der beispielsweise geeignete Führungen an dem Stützelement und den Elementen 134, 135 umfasst. Der Verstellmechanismus kann einen Antrieb zum Bewegen eines oder beider Elemente 134, 135 umfassen.
- Bei der Vorrichtung 130 ist keine separate Einrichtung zum Umfalten des Taschenmaterials vorgesehen. Das Taschenmaterial wird am Einlaufende der Kassette umgefaltet. Dazu wird die angelieferte Bahn 22 über eine Umlenkrolle 131 zunächst an einer Außenseite der Kassette entlang geführt. Die Bahn des Taschenmaterials wird dann in die Kassette eingezogen. Die Bahn im Inneren der Kassette bildet einen zunächst noch offenen Schlauch 136. Die Längsränder der Bahn 136 können in der Kassette überlagert werden, um das Anbringen einer Längsschweißung zu erleichtern.
- Die Kassette gibt einen Schlauch 137 des Taschenmaterials aus, der einen rechteckigen Querschnitt mit abgerundeten Ecken aufweist. Eine Längsnaht 138 kann durch Verschweißen des Taschenmaterials angebracht werden.
- Federn 19 werden ebenfalls durch die Kassette geführt und dort in die zu einem Schlauch 136 gefaltete Bahn eingebracht.
- Während Ausführungsbeispiele der Erfindung unter Bezugnahme auf die Figuren detailliert beschrieben wurden, können bei weiteren Ausführungsbeispielen zahlreiche Abwandlungen und Modifizierungen realisiert werden.
- Beispielsweise kann die Vorrichtung zum Bilden des Schlauchs so ausgestaltet sein, dass durch Verstellung des wenigstens einen ersten Elements und des wenigstens einen zweiten Elements eine Anpassung an unterschiedliche Federdurchmesser vorgenommen wird.
- Die Vorrichtung zum Bilden des Schlauchs von Taschenmaterial kann nicht nur verwendet werden, wenn der Schlauch an den Innenseiten der Kassette anliegt, sondern auch, wenn die Bahn um eine Außenseite der Kassette gefaltet wird, um den Schlauch zu bilden.
- Während die Vorrichtung zum Bilden eines Schlauchs als Bestandteil einer automatischen Maschine verwendet werden kann, die aus Federdraht und Taschenmaterial eine Taschenfederschlange erzeugt, kann die Vorrichtung zum Bilden des Schlauchs auch in einer separaten Maschine zum Eintaschen von Federn verwendet werden. Dieser Maschine können beispielsweise fertig geformte Federn zugeführt werden, die dann in den gebildeten Schlauch eingesetzt und in einzelne Taschen eingeschweißt werden.
- Die Vorrichtung zum Bilden des Schlauchs kann so ausgestaltet sein, dass eine Anpassung an unterschiedliche Federhöhen, Federvorspannungen, Federdurchmesser oder Breiten der Bahn des Taschenmaterials vorgenommen werden können. Alternativ oder zusätzlich kann die Kassette auch abhängig davon verstellt werden, welcher Federtyp eingetascht werden soll. Beispielsweise kann eine Abmessung der Kassette abhängig davon eingestellt werden, ob Zylinderfedern oder Tonnenfedern eingetascht werden sollen.
- Die Vorrichtungen und Verfahren nach Ausführungsbeispielen können bei Automaten zum Herstellen von Taschenfederschlangen oder Taschenfederkernen eingesetzt werden, ohne auf diese Anwendung beschränkt zu sein.
Claims (15)
- Vorrichtung zum Bilden eines Schlauchs (24; 54; 137) von Taschenmaterial (22) zur Herstellung einer Taschenfederschlange (25), umfassend:eine Kassette (30; 111-114; 132, 134, 135) zum Führen des Taschenmaterials (22), die wenigstens ein erstes Element (61; 111, 112; 134) und wenigstens ein zweites Element (62; 113, 114; 135) umfasst, wobei die Kassette (30; 111-114; 132, 134, 135) eine Achse (50), eine durch das wenigstens eine erste Element (61; 111, 112; 134) definierte erste Seite (63) und eine durch das wenigstens eine zweite Element (62; 113, 114; 135) definierte zweite Seite (64) aufweist, wobei die erste Seite (63) und die zweite Seite (64) voneinander beabstandet angeordnet sind; undeinen Verstellmechanismus (81-87), der mit der Kassette (30; 111-114; 132, 134, 135) gekoppelt und eingerichtet ist, um eine Relativposition zwischen dem wenigstens einen ersten Element (61; 111, 112; 134) und dem wenigstens einen zweiten Element (62; 113, 114; 135) in einer Richtung (60) quer zu der Achse (50) zu verändern, um einen Abstand (76) zwischen der ersten Seite (63) und der zweiten Seite (64) zu verstellen.
- Vorrichtung nach Anspruch 1, weiterhin umfassend:eine Einrichtung (65-67) zum Umlegen des Taschenmaterials (22), die an einem Ende der Kassette (30; 111-114; 132, 134, 135) angeordnet ist, wobei die Einrichtung umfasst:wenigstens einen Vorsprung (65, 66), der von dem wenigstens einen ersten Element (61; 111, 112; 134) oder dem wenigstens einen zweiten Element (62; 113, 114; 135) absteht, undein Falzelement (67) mit einem Hohlraum (93), in den der wenigstens eine Vorsprung (65, 66) hineinragt.
- Vorrichtung nach Anspruch 2,
wobei eine Kante (91) des wenigstens einen Vorsprungs (65) und eine Kante (92) des Falzelements (67) entlang einer Linie oder parallel zueinander verlaufen. - Vorrichtung nach Anspruch 2 oder 3,
wobei eine Querschnittsfläche des Hohlraums (93) des Falzelements (67) als gleichschenkliges Dreieck geformt ist. - Vorrichtung nach einem der vorhergehenden Ansprüche,
wobei das wenigstens eine erste Element (61; 111, 112) eine Mehrzahl von Vorsprüngen (103; 105) aufweist, die in eine Mehrzahl von korrespondierenden Ausnehmungen (104) hineinragen. - Vorrichtung nach einem der vorhergehenden Ansprüche,
wobei die Kassette (30; 111-114; 132, 134, 135) wenigstens ein drittes Element (68, 69; 132) umfasst, das sich in einer Ebene senkrecht zu der ersten Seite (63) und der zweiten Seite (64) erstreckt, und das das wenigstens eine erste Element (61; 111, 112; 134) und das wenigstens eine zweite Element (62; 113, 114; 135) wenigstens teilweise überdeckt. - Vorrichtung nach einem der vorhergehenden Ansprüche,
wobei die Kassette (30; 111-114; 132, 134, 135) einen rechteckigen Querschnitt aufweist. - Vorrichtung nach einem der vorhergehenden Ansprüche,
wobei das wenigstens eine erste Element (111, 112) ein erstes Paar von Elementen (111, 112) umfasst, deren Relativposition in einer weiteren Richtung (120) quer zu der Achse (50) verstellbar ist, wobei die weitere Richtung (120) senkrecht zu der Achse (50) und zu der Richtung (60) ist, und
wobei das wenigstens eine zweite Element (113, 114) ein zweites Paar von Elementen (113, 114) umfasst, deren Relativposition in der weiteren Richtung (120) quer zu der Achse (50) verstellbar ist. - Vorrichtung nach einem der vorhergehenden Ansprüche, weiterhin umfassend:eine Schweißeinrichtung (32) zum Anbringen einer quer zu der Achse (50) verlaufenden Schweißnaht (56), wobei die Schweißeinrichtung (32) relativ zu der Kassette (30; 111-114; 132, 134, 135) entlang einer Bewegungsbahn (33), die sich entlang der Achse (50) erstreckt, beweglich gelagert ist.
- Vorrichtung nach einem der vorhergehenden Ansprüche, weiterhin umfassend:eine Zuführeinrichtung (21, 23, 27; 131) zum Zuführen des Taschenmaterials (22), die eine Antriebseinrichtung (23) zum Antreiben einer Rolle (21) des Taschenmaterials (22) umfasst.
- Anlage zum Herstellen einer Taschenfederschlange (25), umfassend:eine Vorrichtung (21, 23, 27, 30, 32, 34, 81-87; 110; 130) nach einem der vorhergehende Ansprüche; undeine Einrichtung (3, 4, 9) zum Überführen von Federn (19) zu einem durch die Kassette (30; 111-114; 132, 134, 135) definierten Hohlraum.
- Verfahren zum Herstellen einer Taschenfederschlange (25), wobei mit einer Kassette (30; 111-114; 132, 134, 135), die wenigstens ein erstes Element (61; 111, 112; 134) und wenigstens ein zweites Element (62; 113, 114; 135) umfasst, ein Schlauch (24; 54; 137) von Taschenmaterial (22) gebildet wird, in den Federn (19) eingebracht werden,
wobei eine Relativposition zwischen dem wenigstens einen ersten Element (61; 111, 112; 134) und dem wenigstens einen zweiten Element (62; 113, 114; 135) in einer Richtung (60) quer zu einer Achse (50) der Kassette (30; 111-114; 132, 134, 135) eingestellt wird, um eine Innenabmessung der Kassette (30; 111-114; 132, 134, 135) einzustellen. - Verfahren nach Anspruch 12,
wobei die Relativposition abhängig von einer Höhe der Federn (19) oder abhängig von einer Vorspannung der Federn (19) eingestellt wird. - Verfahren nach Anspruch 12 oder Anspruch 13,
wobei die Relativposition abhängig von einer Breite einer Bahn des Taschenmaterials (22) eingestellt wird. - Verfahren nach einem der Ansprüche 12-14,
welches mit der Vorrichtung (21, 23, 27, 30, 32, 34, 81-87; 110; 130) nach einem der Ansprüche 1-10 durchgeführt wird.
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL11007049T PL2565152T3 (pl) | 2011-08-30 | 2011-08-30 | Urządzenie do tworzenia rękawa z materiału kieszeni i sposób wytwarzania rzędu sprężyn kieszeniowych |
| EP11007049.7A EP2565152B1 (de) | 2011-08-30 | 2011-08-30 | Vorrichtung zum Bilden eines Schlauchs von Taschenmaterial und Verfahren zum Herstellen einer Taschenfederschlange |
| CN201280042118.XA CN103764543B (zh) | 2011-08-30 | 2012-08-02 | 用于形成袋装材料管的装置和制造袋装弹簧串的方法 |
| PCT/EP2012/003306 WO2013029736A1 (de) | 2011-08-30 | 2012-08-02 | Vorrichtung zum bilden eines schlauchs von taschenmaterial und verfahren zum herstellen einer taschenfederschlange |
| JP2014526407A JP2014529553A (ja) | 2011-08-30 | 2012-08-02 | ポケット素材の筒を形成する装置及びポケットスプリング列を製造する方法 |
| US14/342,009 US9682852B2 (en) | 2011-08-30 | 2012-08-02 | Apparatus for forming a tube of pocket material and method for manufacturing a pocket spring string |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP11007049.7A EP2565152B1 (de) | 2011-08-30 | 2011-08-30 | Vorrichtung zum Bilden eines Schlauchs von Taschenmaterial und Verfahren zum Herstellen einer Taschenfederschlange |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2565152A1 true EP2565152A1 (de) | 2013-03-06 |
| EP2565152B1 EP2565152B1 (de) | 2014-06-18 |
Family
ID=46639426
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP11007049.7A Not-in-force EP2565152B1 (de) | 2011-08-30 | 2011-08-30 | Vorrichtung zum Bilden eines Schlauchs von Taschenmaterial und Verfahren zum Herstellen einer Taschenfederschlange |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US9682852B2 (de) |
| EP (1) | EP2565152B1 (de) |
| JP (1) | JP2014529553A (de) |
| CN (1) | CN103764543B (de) |
| PL (1) | PL2565152T3 (de) |
| WO (1) | WO2013029736A1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110329981A (zh) * | 2019-07-31 | 2019-10-15 | 浙江华剑智能装备有限公司 | 袋装弹簧生产设备 |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2506104B (en) | 2012-08-10 | 2018-12-12 | Hs Products Ltd | Resilient unit with different major surfaces |
| KR102410333B1 (ko) * | 2015-07-07 | 2022-06-20 | 오씨아이 주식회사 | 포장장치 |
| NZ747922A (en) * | 2016-05-05 | 2019-11-29 | Moda Ip Ltd | Flow wrapper apparatus with forming tube |
| US10577240B2 (en) * | 2017-04-17 | 2020-03-03 | Macao Commercial & Industrial Spring Mattress Manufacturer Macao TAIWA Machinery | Automatic bagged spring production apparatus |
| GB201708639D0 (en) * | 2017-05-31 | 2017-07-12 | Hs Products Ltd | Transportation Apparatus and method |
| GB201708635D0 (en) | 2017-05-31 | 2017-07-12 | Hs Products Ltd | Pocketed spring unit and method manufacture |
| US11254455B2 (en) * | 2019-03-18 | 2022-02-22 | The Procter & Gamble Company | Packaging apparatus and method for wrapping absorbent paper product |
| JP7319657B2 (ja) * | 2019-05-23 | 2023-08-02 | 大森機械工業株式会社 | ピロー包装機および通紙方法 |
| CN114176358B (zh) * | 2021-12-31 | 2023-09-05 | 山东恒富家居科技有限公司 | 一种复合床垫弹簧的生产工艺 |
| US20240308703A1 (en) * | 2023-02-21 | 2024-09-19 | Intertape Polymer Corp. | Packaging apparatus and method of use |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE624410C (de) * | 1934-04-01 | 1936-01-22 | Emil & Julius Spuehl | Maschine zur Herstellung von mit Sprungfedern gefuellten Taschenbaendern fuer Polster und Matratzen |
| US4986518A (en) | 1988-06-13 | 1991-01-22 | Simmons U.S.A. Corporation | Pocketed coil strings having a flat overlap side seam |
| US5509887A (en) * | 1991-01-03 | 1996-04-23 | Simmons Company | Apparatus for pocketed coil construction having improved tracking characteristics |
| US5553443A (en) | 1994-08-15 | 1996-09-10 | Simmons Company | Method for creating strings of pocketed coil springs |
Family Cites Families (51)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US466023A (en) * | 1891-12-29 | button | ||
| US229479A (en) * | 1880-06-29 | Petess co | ||
| US1618711A (en) * | 1923-12-24 | 1927-02-22 | Independent Paper Mills Inc | Paper-folding machine |
| US1574789A (en) * | 1924-12-02 | 1926-03-02 | William R Burgess | Vertical-file-folder machine |
| US1710979A (en) * | 1926-01-18 | 1929-04-30 | Cons Mattress Co | Method and apparatus for making mattresses |
| US3111310A (en) * | 1961-12-21 | 1963-11-19 | Orville V Dutro | Folder |
| GB1022287A (en) * | 1962-05-22 | 1966-03-09 | United States Bedding Co | Method and apparatus for the production of mattresses |
| FR1355409A (fr) * | 1963-05-09 | 1964-03-13 | United States Bedding Co | Procédé et appareil pour la fabrication de matelas |
| US3296770A (en) * | 1965-01-13 | 1967-01-10 | Russell W Wilson | Adjustable package-forming machine |
| US3431828A (en) * | 1965-09-17 | 1969-03-11 | Fmc Corp | Bag stacker |
| US3449190A (en) * | 1966-03-14 | 1969-06-10 | Us Bedding Co The | System for the production of mattress and cushion constructions |
| FR1475098A (fr) * | 1966-03-18 | 1967-03-31 | United States Bedding Co | Procédés de fabrication des coussins et des matelas |
| US3415171A (en) * | 1967-05-10 | 1968-12-10 | Russell W. Wilson | Adjustable package-forming machine |
| US3668816A (en) * | 1970-07-10 | 1972-06-13 | Mildred B Thompson | Method and apparatus for constructing fabric enclosed springs |
| JPS5026679Y2 (de) * | 1971-11-06 | 1975-08-08 | ||
| DE2657790A1 (de) * | 1976-12-21 | 1978-06-22 | Rovema Gmbh | Schlauchbeutelmaschine |
| US4439977A (en) * | 1977-05-05 | 1984-04-03 | Simmons U.S.A. Corporation | Method and apparatus for making a series of pocketed coil springs |
| US4494362A (en) * | 1981-03-24 | 1985-01-22 | Metromail, Inc. | Package forming web folder |
| US4766716A (en) * | 1987-11-12 | 1988-08-30 | Formers Of Houston, Inc. | Adjustable guide roller assembly for tube forming apparatus |
| US4854023A (en) * | 1988-06-13 | 1989-08-08 | Simmons U.S.A. Corporation | Method for providing pocketed coil strings having a flat overlap side seam |
| US5255495A (en) * | 1992-10-30 | 1993-10-26 | Hayssen Manufacturing Company | Adjustable girth former |
| GB9301927D0 (en) * | 1993-02-01 | 1993-03-17 | Spring Quilt Ind Ltd | Pocket spring assemblies |
| US5408806A (en) * | 1993-08-03 | 1995-04-25 | Industrial Technology Research Institute | Horizontal type of packing machine with an adjustable pouch former |
| US5613287A (en) * | 1995-06-07 | 1997-03-25 | Simmons Company | Method for forming strings of pocketed springs |
| US6315275B1 (en) * | 1995-09-18 | 2001-11-13 | Furniture Row Technologies, Llc | Pocket spring assembly and methods |
| JP2895791B2 (ja) * | 1995-12-25 | 1999-05-24 | 松下工業株式会社 | ポケットコイルバネ製造装置 |
| GB9607497D0 (en) * | 1996-04-11 | 1996-06-12 | Slumberland Plc | Spring units for mattresses and the like |
| JP3713108B2 (ja) * | 1996-08-14 | 2005-11-02 | 富士写真フイルム株式会社 | ピロータイプ包装装置 |
| US5799467A (en) * | 1997-05-19 | 1998-09-01 | Paper Converting Machine Company | Breathable girth unit for a tube former in a packaging apparatus and method |
| EP0983207A1 (de) * | 1997-05-23 | 2000-03-08 | L & P Swiss Holding Company | Verfahren und vorrichtung zur herstellung von taschenfederkernen |
| US6101697A (en) * | 1997-09-10 | 2000-08-15 | International Bedding Corporation, Inc. | Apparatus for producing string of pocket coils |
| GB9726333D0 (en) * | 1997-12-13 | 1998-02-11 | Harrison Bedding Limited A | Method and apparatus for forming spring units |
| US6175997B1 (en) * | 1998-01-22 | 2001-01-23 | L&P Property Management Company | Pocketed coil spring mattress cores |
| GB9806778D0 (en) * | 1998-03-31 | 1998-05-27 | Elson & Robbins Limited | Apparatus for the production of pocketed coil springs |
| US6499275B1 (en) * | 1999-04-16 | 2002-12-31 | Spuhl Ag St. Gallen | Method and system for forming strings of pocketed coil springs |
| US6834477B2 (en) * | 1999-04-16 | 2004-12-28 | Spuhl Ag | Method and system for forming strings of pocketed coil springs with traction mechanism |
| US6336305B1 (en) * | 1999-04-16 | 2002-01-08 | Spuhl Ag St. Gallen | System for forming strings of pocketed coil springs |
| US6591436B2 (en) * | 1999-04-16 | 2003-07-15 | Spuhl Ag St. Gallen | Side seam pocketed coil springs |
| CA2368852C (en) * | 1999-04-16 | 2008-12-16 | Spuhl Ag St. Gallen | Method and system for forming strings of pocketed coil springs |
| US6374442B1 (en) * | 2000-01-28 | 2002-04-23 | L&P Property Management Co. | Pocketed coil spring unit with combination of top and bottom sheets and inter-row bonding |
| US7003929B2 (en) * | 2003-07-25 | 2006-02-28 | Kraft Foods Holdings, Inc. | Apparatus and method for automated forming of sleeves for sliced products |
| JP3825027B2 (ja) * | 2003-11-07 | 2006-09-20 | ドリームベッド株式会社 | ポケットコイル袋列の製造方法及び該方法を用いるポケットコイル袋列の製造装置、並びにポケットコイルシート。 |
| EP1652771A1 (de) * | 2004-10-26 | 2006-05-03 | KPL Packaging S.p.A. | Former mit verstellbarem Umfang für eine Verpackungsmachine |
| US7793407B2 (en) * | 2005-06-29 | 2010-09-14 | Ace Bed Co., Ltd. | Apparatus for enclosing exposure wire parts of spring assembly for bed mattress |
| GB0519009D0 (en) * | 2005-09-17 | 2005-10-26 | Harrison Bedding Ltd | Pocketted spring units |
| ITBO20050774A1 (it) * | 2005-12-20 | 2007-06-21 | Tissue Machinery Co Spa | Metodo per la realizzazione di una confezione per gruppi di prodotti e relativa macchina attuante tale metodo |
| WO2009080582A1 (en) * | 2007-12-21 | 2009-07-02 | Rockwool International A/S | An apparatus and method for packaging articles |
| KR100991459B1 (ko) * | 2008-06-16 | 2010-11-04 | 탑와이어 주식회사 | 제본용 스프링 포장장치 |
| JP4874373B2 (ja) * | 2009-09-09 | 2012-02-15 | 松下工業株式会社 | ポケットコイルバネ構造体組立装置 |
| EP2316783B1 (de) * | 2009-10-27 | 2012-10-03 | Spühl AG | Vorrichtung und Verfahren zum Überführen von Federn |
| US20130097965A1 (en) * | 2011-10-21 | 2013-04-25 | Rethceif Enterprises, Llc | Apparatus for forming elongate plastic film into a tube around variable size articles |
-
2011
- 2011-08-30 PL PL11007049T patent/PL2565152T3/pl unknown
- 2011-08-30 EP EP11007049.7A patent/EP2565152B1/de not_active Not-in-force
-
2012
- 2012-08-02 US US14/342,009 patent/US9682852B2/en not_active Expired - Fee Related
- 2012-08-02 CN CN201280042118.XA patent/CN103764543B/zh not_active Expired - Fee Related
- 2012-08-02 WO PCT/EP2012/003306 patent/WO2013029736A1/de not_active Ceased
- 2012-08-02 JP JP2014526407A patent/JP2014529553A/ja active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE624410C (de) * | 1934-04-01 | 1936-01-22 | Emil & Julius Spuehl | Maschine zur Herstellung von mit Sprungfedern gefuellten Taschenbaendern fuer Polster und Matratzen |
| US4986518A (en) | 1988-06-13 | 1991-01-22 | Simmons U.S.A. Corporation | Pocketed coil strings having a flat overlap side seam |
| US5509887A (en) * | 1991-01-03 | 1996-04-23 | Simmons Company | Apparatus for pocketed coil construction having improved tracking characteristics |
| US5553443A (en) | 1994-08-15 | 1996-09-10 | Simmons Company | Method for creating strings of pocketed coil springs |
| US5572853A (en) | 1994-08-15 | 1996-11-12 | Simmons Company | Method and apparatus for conditioning pocketed coil springs |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110329981A (zh) * | 2019-07-31 | 2019-10-15 | 浙江华剑智能装备有限公司 | 袋装弹簧生产设备 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2013029736A1 (de) | 2013-03-07 |
| CN103764543B (zh) | 2015-07-22 |
| CN103764543A (zh) | 2014-04-30 |
| EP2565152B1 (de) | 2014-06-18 |
| JP2014529553A (ja) | 2014-11-13 |
| US9682852B2 (en) | 2017-06-20 |
| US20140318081A1 (en) | 2014-10-30 |
| PL2565152T3 (pl) | 2014-11-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2565152B1 (de) | Vorrichtung zum Bilden eines Schlauchs von Taschenmaterial und Verfahren zum Herstellen einer Taschenfederschlange | |
| EP2316783B1 (de) | Vorrichtung und Verfahren zum Überführen von Federn | |
| EP3659244A1 (de) | Verfahren und vorrichtung zum wickeln einer wellenwickelmatte sowie damit herstellbare wellenwickelmatte | |
| DE102018107598B4 (de) | Verfahren und Vorrichtung zum Fügen von Spulenelementen in einer Anordnung für eine Spule einer elektrodynamischen Maschine | |
| DE4432674C1 (de) | Vorrichtung und Verfahren zum Herstellen von Rohren | |
| DE2108049A1 (de) | Maschine zum Herstellen rechtwinkliger Rohrkorper in beliebiger Lange unter Ver Wendung eines Paars von kontinuierlich durch die Maschine hindurchgefuhrten Metallbahnen | |
| DE19827798A1 (de) | Verfahren und Vorrichtung zum Herstellen von längsnahtgeschweißten Rohren aus ebenen Blechzuschnitten | |
| DE102009033896A1 (de) | Durchlaufschweißmaschine | |
| DE10063051C2 (de) | Anlage zum automatischen optimierten Aufwickeln von Schlauchstücken | |
| AT517515B1 (de) | Fügeanlage mit einer Fügestation und Spannrahmen | |
| DE69427604T2 (de) | Kabelführungseinrichtung | |
| DE69316189T2 (de) | Maschine zum herstellen von schraubenförmig gewundenen und gefalzten rohren mit mehrfacher wanddicke | |
| WO2018065318A1 (de) | Montagevorrichtung zum gleichzeitigen einführen von kupferstäben | |
| DE10223481A1 (de) | Verfahren zum Biegen von Drahtkammbindeelementen | |
| DE3713081A1 (de) | Vorrichtung zum herstellen und stapeln von taschen, beuteln u. dgl. | |
| DE2406612C3 (de) | Vorrichtung zum Herstellen der Statorwicklung von elektrischen Maschinen | |
| EP0015998B1 (de) | Verfahren und Vorrichtung zur Herstellung einer Elektroschweissmuffe | |
| EP0096788A1 (de) | Vorrichtung zum gegenseitigen Ausrichten und drehbaren Halten von Umfangsflächen mindestens zweier Körper | |
| EP0393241B1 (de) | Vorrichtung zum Einführen von Fülldrähten in ein Drahtgliederband | |
| DE19529798B4 (de) | Zuschnitt-Faltverfahren für Maschinen, um Tabakartikel zu konditionieren | |
| DE19822838C2 (de) | Verfahren und Vorrichtung zur Herstellung von Taschenfederkernen | |
| DE2239859C3 (de) | Form- und Packmaschine | |
| DE102023128256A1 (de) | Umformmaschine und Verfahren zur Spulenherstellung | |
| DE102005025042B4 (de) | Vorrichtung und Verfahren zum Herstellen einer Verpackungsschachtel | |
| DE2239859A1 (de) | Form- und packmaschine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| 17P | Request for examination filed |
Effective date: 20130902 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20140106 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 673225 Country of ref document: AT Kind code of ref document: T Effective date: 20140715 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502011003406 Country of ref document: DE Effective date: 20140731 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: RENTSCH PARTNER AG, CH |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140618 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140618 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140618 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140918 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140919 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20140618 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140618 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140618 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140618 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140618 |
|
| REG | Reference to a national code |
Ref country code: PL Ref legal event code: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140618 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140618 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140618 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140618 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141020 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140618 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140618 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141018 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502011003406 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140618 Ref country code: LU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140830 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140618 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140618 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140831 |
|
| 26N | No opposition filed |
Effective date: 20150319 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20150430 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140618 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140830 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140901 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140618 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140618 Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140618 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20110830 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PCAR Free format text: NEW ADDRESS: BELLERIVESTRASSE 203 POSTFACH, 8034 ZUERICH (CH) |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 673225 Country of ref document: AT Kind code of ref document: T Effective date: 20160830 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160830 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140618 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140618 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20200618 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20200819 Year of fee payment: 10 Ref country code: DE Payment date: 20200819 Year of fee payment: 10 Ref country code: TR Payment date: 20200821 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20200814 Year of fee payment: 10 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502011003406 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20210830 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210831 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210830 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220301 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210830 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210830 |