EP2573027B1 - Procédé d'étalonnage pour passe-fils à tension contrôlée dans les machines à tisser - Google Patents
Procédé d'étalonnage pour passe-fils à tension contrôlée dans les machines à tisser Download PDFInfo
- Publication number
- EP2573027B1 EP2573027B1 EP20120004518 EP12004518A EP2573027B1 EP 2573027 B1 EP2573027 B1 EP 2573027B1 EP 20120004518 EP20120004518 EP 20120004518 EP 12004518 A EP12004518 A EP 12004518A EP 2573027 B1 EP2573027 B1 EP 2573027B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- tension
- control loop
- yarn
- correction factor
- feeders
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H59/00—Adjusting or controlling tension in filamentary material, e.g. for preventing snarling; Applications of tension indicators
- B65H59/38—Adjusting or controlling tension in filamentary material, e.g. for preventing snarling; Applications of tension indicators by regulating speed of driving mechanism of unwinding, paying-out, forwarding, winding, or depositing devices, e.g. automatically in response to variations in tension
- B65H59/384—Adjusting or controlling tension in filamentary material, e.g. for preventing snarling; Applications of tension indicators by regulating speed of driving mechanism of unwinding, paying-out, forwarding, winding, or depositing devices, e.g. automatically in response to variations in tension using electronic means
- B65H59/388—Regulating forwarding speed
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B15/00—Details of, or auxiliary devices incorporated in, weft knitting machines, restricted to machines of this kind
- D04B15/38—Devices for supplying, feeding, or guiding threads to needles
- D04B15/48—Thread-feeding devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/30—Handled filamentary material
- B65H2701/31—Textiles threads or artificial strands of filaments
Definitions
- each feeder is controlled in order to maintain the tension of the yarn fed to the machine substantially constant and equal to a predetermined value, which can be the same value for all the feeders or only for groups of feeders, depending on the pattern to be produced.
- a predetermined value which can be the same value for all the feeders or only for groups of feeders, depending on the pattern to be produced.
- each feeder of the line is typically provided with a respective sensor which measures the tension immediately downstream of the feeder and is usually incorporated in the feeder itself.
- the tension is controlled by a control loop which modulates the speed of rotation of the drum on the basis of the signal received from the tension sensor.
- a brake is provided which comprises a hollow, frustoconical braking member which is biased against the delivery edge of the stationary drum by an electric actuator controlled on the basis of the signal received from the tension sensor, in order to brake the unwinding yarn in a controlled manner.
- a typical tension sensor comprises a pair of aligned yarn-guide eyelets having a detecting finger arranged therebetween which deviates the yarn running between the eyelets and, therefore, is subject to the tension of the yarn.
- the yarns downstream of the respective feeders may follow different paths.
- some yarns could follow a rectilinear path to the yarn-guide eyelet of the machine, other yarns could be deviated by various yarn-guide eyelets, resulting in the real tension under which the yarn enters the machine being further altered.
- EP 1 901 984 improves the accuracy of the tension control on the single feeder, however it is not completely satisfactory, both because it increases the cost of the apparatus, since a second sensor must be provided for each feeder, and because the second sensors, in turn, though nominally identical, will inevitably differ from one another and will have different behaviours depending on their positioning. In general terms, also the second sensors will generate alterations which will be variable from a feeder to another.
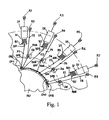
- a general yarn processing line comprises a machine MU, which in the example of Fig. 1 is a circular knitting machine, which is surrounded by a plurality of yarn feeders D1, D2, ..., D8.
- the feeders deliver respective yarns F1, F2, ..., F8 from respective reels R1, R2, ..., R8 to respective inlet eyelets OM1, OM2, ..., OM8 of the machine MU.
- a machine MU which in the example of Fig. 1 is a circular knitting machine, which is surrounded by a plurality of yarn feeders D1, D2, ..., D8.
- the feeders deliver respective yarns F1, F2, ..., F8 from respective reels R1, R2, ..., R8 to respective inlet eyelets OM1, OM2, ..., OM8 of the machine MU.
- the line is provided with a first series of so-called “negative” feeders D1, D3, D5, D7 which are arranged on an outer circumference, and with a second series of so-called “positive” yarn feeders D2, D4, D6, D8 which are arranged on an inner circumference.
- the yarn is wound on a motorized rotary drum RD2, RD4, RD6, RD8, which draws the yarn from the respective reel R2, R4, R6, R8 and feeds it to the downstream machine MU; with the negative feeders, the yarn is unwound from a stationary drum S1, S3, S5, S7 by the machine MU itself.
- each feeder is controlled in such a way as to maintain the tension of the yarn fed to the machine MU substantially constant and equal to a predetermined value which, in the example described herein, for simplicity is assumed to be the same for all the feeders, but could also be the same only for groups of feeders (e.g., the positive feeders could operate at a first level of tension and the negative feeders at a second level of tension).
- each feeder is provided with a respective tension sensor SD1, SD2, ..., SDn which is arranged near the delivery end of the feeder.
- each sensor conventionally comprises a pair of aligned yarn-guide eyelets OC'1, OC"1, OC'2, OC"2, ..., OC'n, OC"n having a detecting finger T1, T2, ..., Tn arranged therebetween, which deviates the yarn running through the eyelets and, therefore, is subject to the tension of the yarn.
- the tension is controlled by a control loop which modulates the speed of rotation of the drum on the basis of the signal received from the tension sensor.
- the negative feeders make use of a brake provided with a hollow, frustoconical braking member B1, B3, B5, B7 ( Fig. 1 ) biased against the delivery edge of the stationary drum by an electric actuator (not shown) which is driven on the basis of the signal of the tension sensor, so that the unwinding yarn is braked in a controlled manner.
- the measurements of the various sensors may be affected in a variable manner by the inevitable, small manufacturing differences between the sensors. Accordingly, these differences may alter the accuracy of measurement of the sensor and, even worse, may alter it in a variable manner from a sensor to another in the same line.
- a preliminary calibration according to the invention which comprises the steps of:
- the user first sets reference tension TR to the desired tension TD, then measures the tension at the entry to machine TM by the instrument SR and inputs it to the control unit C1, C2, ..., Cn ( Fig. 2 ) associated to the feeder.
- the user can perform the test cycle in a way similar to the first embodiment and, once the value of K has been calculated by the control unit, this value is input to the control loop so that the reference value is changed from the desired value TD (set by the user) to TR, according to what described above.
- the calibrating method according to the described embodiments has many advantages because it allows the real tensions of the yarns feeding the machine to be levelled to a desired value, regardless of the possible differences between the various sensors and the different feeding conditions.
- the person skilled in the art will appreciate that any inaccuracies of the measuring instrument used for the calibration will be compensated because will affect all the feeding paths in the same manner.
- reference tension TR could also be corrected by a factor, e.g., an empirically calculated factor, in order to take into account possible errors of the measuring instrument.
- the line calibrated by using the method according to the invention has the advantage that, if the operative tension is set to a different value with respect to the value used during the calibration, it will not be necessary to perform a new calibration because the system will apply the same correction factor to the control loop adjusted on the new reference value.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Tension Adjustment In Filamentary Materials (AREA)
- Looms (AREA)
Claims (6)
- Procédé d'étalonnage pour des lignes à tisser comprenant une pluralité de fournisseurs de fils (D1, D2, ..., Dn) délivrant des fils respectifs (F1, F2, ..., Fn) à une machine en aval (MU) via des voies d'alimentation en fil respectives, l'actionnement de chacun desdits fournisseurs étant contrôlé par une boucle de contrôle de la tension respective soumise à la sortie (TO) d'un détecteur de la tension respectif (SD1, SD2, ..., SDn) afin de maintenir la tension du fil déroulé substantiellement constante et égale à une tension souhaitée (TD), caractérisé en ce qu'il comprend les étapes suivantes :- procéder à un cycle d'essai au cours duquel toutes les voies d'alimentation en fil sont disposées au niveau de leur configuration d'actionnement exacte ;- durant ledit cycle d'essai, mesurer ultérieurement les tensions de tous les fils a proximité de leurs points d'insertion respectifs dans la machine (MU) à l'aide du même dispositif de mesure ;- pour chaque fournisseur, calculer un facteur de correction (K) sur base du rapport entre la tension réelle (TM) mesurée par le dispositif de mesure (SR) et la tension de référence (TR) entrée de la boucle de contrôle ;- appliquer le facteur de correction respectif (K) à la boucle de contrôle de chaque fournisseur afin de compenser la différence entre ladite tension réelle mesurée (TM) et ladite tension souhaitée (TD).
- Procédé d'étalonnage selon la revendication 1, caractérisé en ce que ledit facteur de correction (K) est donné par la formule :

dans laquelle, K est ledit facteur de correction, TM est la tension réelle mesurée par ledit dispositif de mesure (SR), et TR est ladite tension d'entrée de référence au niveau de la boucle de contrôle: - Procédé d'étalonnage selon la revendication 1 ou 2,
caractérisé en ce que ladite compensation est obtenue en multipliant ledit signal de sortie (TO) par ledit facteur de correction (K) afin d'obtenir, en tant qu'entrée du noeud additionneur de la boucle de contrôle, une tension compensée en retour (TF) selon la formule :
dans laquelle, TF est ladite tension compensée en retour (TF) et TO est ledit signal de sortie. - Procédé d'étalonnage selon la revendication 1 ou 2, caractérisé en ce que ladite compensation est obtenue en multipliant ladite tension souhaitée (TD) par l'inverse dudit facteur de correction (1/K) afin d'obtenir, en tant qu'entrée du noeud additionneur de la boucle de contrôle, ladite tension de référence (TR) sur base de la formule :

dans laquelle, TR est ladite tension de référence (TR). - Procédé selon l'une quelconque des revendications 1 à 4, caractérisé en ce que, afin de calculer le facteur de correction (K), durant ledit cycle d'essai, la tension de référence (TR) est fixée à la tension souhaitée (TD).
- Procédé selon l'une quelconque des revendications 1 à 4, caractérisé en ce que, afin de calculer le facteur de correction (K), durant ledit cycle d'essai, la tension de référence (TR) est progressivement ajustée jusqu'à ce que la tension réelle mesurée (TM) devienne égale à la tension souhaitée (TD).
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| IT000840A ITTO20110840A1 (it) | 2011-09-20 | 2011-09-20 | Metodo di taratura di alimentatori di filato a tensione controllata su linee di tessitura. |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2573027A1 EP2573027A1 (fr) | 2013-03-27 |
| EP2573027B1 true EP2573027B1 (fr) | 2014-08-13 |
Family
ID=44908018
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20120004518 Active EP2573027B1 (fr) | 2011-09-20 | 2012-06-15 | Procédé d'étalonnage pour passe-fils à tension contrôlée dans les machines à tisser |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP2573027B1 (fr) |
| CN (1) | CN103010835B (fr) |
| IT (1) | ITTO20110840A1 (fr) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IT201900011448A1 (it) * | 2019-07-11 | 2021-01-11 | Lgl Electronics Spa | Metodo per l'alimentazione di una pluralita' di filati ad una macchina tessile mediante rispettivi alimentatori di filato positivi |
| IT201900011451A1 (it) * | 2019-07-11 | 2021-01-11 | Lgl Electronics Spa | Metodo per l'alimentazione a tensione controllata di una pluralita' di filati ad una macchina tessile |
| IT202300004974A1 (it) * | 2023-03-16 | 2024-09-16 | Lgl Electronics Spa | Unità di rilevamento della tensione per un gruppo di filati coinvolti in un processo tessile, e apparato di alimentazione di filato comprendente la stessa. |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19537215C2 (de) * | 1995-10-06 | 1999-09-02 | Memminger Iro Gmbh | Fadenliefergerät für elastische Garne |
| IT1314900B1 (it) * | 2000-06-27 | 2003-01-16 | Sangiacomo Spa | Metodo di misura e controllo continuativi della tensione e/oscorrimento dei fili alimentati in macchine per lavorazioni a maglia. |
| ITTO20010737A1 (it) * | 2001-07-25 | 2003-01-25 | Lgl Electronics Spa | Metodo e sistema perfezionati di controllo dei dispositivi frenatramaelettrocomandati per la regolazione automatica della tensione meccanic |
| FR2888157B1 (fr) * | 2005-07-08 | 2009-10-09 | Michelin Soc Tech | Methode de regulation de tension d'un renfort de pneumatique |
| ITMI20051325A1 (it) * | 2005-07-12 | 2007-01-13 | Btsr Int Spa | Metodo e dispositivo per assicurare l'alimentazione di un filo a tensione costante a doppio anello di regolazione ad una macchina tessile |
| EP2014809B1 (fr) * | 2007-07-13 | 2010-01-20 | L.G.L. Electronics S.p.A. | Fournisseur de trame pour machine textile avec dispositif de freinage de trame |
-
2011
- 2011-09-20 IT IT000840A patent/ITTO20110840A1/it unknown
-
2012
- 2012-06-15 EP EP20120004518 patent/EP2573027B1/fr active Active
- 2012-07-27 CN CN201210265001.XA patent/CN103010835B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN103010835A (zh) | 2013-04-03 |
| CN103010835B (zh) | 2016-12-21 |
| EP2573027A1 (fr) | 2013-03-27 |
| ITTO20110840A1 (it) | 2013-03-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6002214B2 (ja) | 一定の張力と一定の速度又は量で糸を繊維機械に供給する方法及び装置 | |
| JP4637981B2 (ja) | 繊維機械と、繊維機械に供給する糸の供給を制御する装置とからなる構成 | |
| JP6381594B2 (ja) | 複数本の糸を用いて運転される繊維機械に、糸を一定の取り込み長で供給する方法及び装置 | |
| JP2017036151A5 (fr) | ||
| US20050173579A1 (en) | Device and method for feeding an elastomeric yarn to a textile machine | |
| CN100408745C (zh) | 监控/调节针织机生产的方法及其监控/调节装置 | |
| EP2573027B1 (fr) | Procédé d'étalonnage pour passe-fils à tension contrôlée dans les machines à tisser | |
| EP3103749A1 (fr) | Procédé pour commander le taux de consommation d'un fil déroulé à partir d'un dispositif d'alimentation à accumulation vers une machine textile et appareil permettant de mettre en oeuvre ce procédé | |
| EP2270269B1 (fr) | Procédé de détection de l'arrêt du déroulement du fil dans un dispositif d'alimentation de fil doté d'un tambour stationnaire | |
| EP2573026B1 (fr) | Système d'alimentation en fil | |
| EP3401428B1 (fr) | Dispositif d'alimentation en fil pour fil élastique de machine à tricoter recitligne | |
| US6233979B1 (en) | Circular knitting machine for production of knitwear with selectively different characteristics and method of adjusting it | |
| EP2186932B1 (fr) | Appareil d'alimentation de fil pour machines textiles, avec contrôle des paramètres d'alimentation | |
| TWI498465B (zh) | 在針織服或襪類用圓針織機上於生產中調節針織品尺寸的方法 | |
| US10662557B2 (en) | Method for controlling the consumption of yarn in a weaving process | |
| EP2708625B1 (fr) | Dispositif d'alimentation en fil à tambour rotatif pour processus de tricotage avec sélection du fil et appareil textile comprenant au moins deux desdits dispositifs d'alimentation en fil | |
| EP3763650B1 (fr) | Procédé d'alimentation d'une pluralité de fils pour une machine textile au moyen de guide-fils positifs respectifs | |
| EP3763651B1 (fr) | Procédé d'alimentation d'une pluralité de fils sous tension contrôlée a une machine textile | |
| CN118666096A (zh) | 用于纺织过程中涉及的一组纱线的张力感测单元和包括该单元的纱线供给装置 | |
| EP1502978A2 (fr) | Procédé et dispositif de calcul du diamètre d'enroulement dans une machine textile | |
| EP3613884B1 (fr) | Procédé de mesure de la consommation de fil pour fournisseurs de trame à accumulation |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| 17P | Request for examination filed |
Effective date: 20130403 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B65H 59/38 20060101AFI20140312BHEP Ipc: D04B 15/48 20060101ALI20140312BHEP |
|
| INTG | Intention to grant announced |
Effective date: 20140328 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: AT Ref legal event code: REF Ref document number: 682081 Country of ref document: AT Kind code of ref document: T Effective date: 20140815 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602012002671 Country of ref document: DE Effective date: 20140925 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20140813 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 682081 Country of ref document: AT Kind code of ref document: T Effective date: 20140813 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141113 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141113 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141114 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140813 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141215 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140813 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140813 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140813 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140813 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141213 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140813 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140813 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140813 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140813 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140813 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140813 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140813 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140813 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140813 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140813 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602012002671 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140813 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20150515 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140813 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140813 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150615 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20160229 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150630 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150630 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150615 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140813 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140813 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20120615 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140813 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140813 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LV Payment date: 20190625 Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200616 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20250613 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20250612 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20250613 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: TR Payment date: 20250612 Year of fee payment: 14 |