EP2574414A1 - Elektromechanischer Stopfenantrieb - Google Patents
Elektromechanischer Stopfenantrieb Download PDFInfo
- Publication number
- EP2574414A1 EP2574414A1 EP11183395A EP11183395A EP2574414A1 EP 2574414 A1 EP2574414 A1 EP 2574414A1 EP 11183395 A EP11183395 A EP 11183395A EP 11183395 A EP11183395 A EP 11183395A EP 2574414 A1 EP2574414 A1 EP 2574414A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- linear drive
- lifting rod
- drive
- plug
- stopper
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 230000005540 biological transmission Effects 0.000 claims abstract description 16
- 230000006835 compression Effects 0.000 claims description 17
- 238000007906 compression Methods 0.000 claims description 17
- 239000011470 perforated brick Substances 0.000 claims description 13
- 238000000034 method Methods 0.000 claims description 12
- 238000006073 displacement reaction Methods 0.000 claims description 7
- 239000004575 stone Substances 0.000 claims description 5
- 230000005855 radiation Effects 0.000 claims description 4
- 241000050305 Eugenia foetida Species 0.000 claims 1
- 239000011449 brick Substances 0.000 abstract description 4
- 238000009749 continuous casting Methods 0.000 description 8
- 229910000831 Steel Inorganic materials 0.000 description 3
- 238000005266 casting Methods 0.000 description 3
- 230000008859 change Effects 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 238000000926 separation method Methods 0.000 description 3
- 239000010959 steel Substances 0.000 description 3
- 241001295925 Gegenes Species 0.000 description 2
- 230000008878 coupling Effects 0.000 description 2
- 238000010168 coupling process Methods 0.000 description 2
- 238000005859 coupling reaction Methods 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 229910001338 liquidmetal Inorganic materials 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 230000000007 visual effect Effects 0.000 description 2
- 229910001208 Crucible steel Inorganic materials 0.000 description 1
- 229910010293 ceramic material Inorganic materials 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 239000002655 kraft paper Substances 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 238000005272 metallurgy Methods 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 239000011819 refractory material Substances 0.000 description 1
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D41/00—Casting melt-holding vessels, e.g. ladles, tundishes, cups or the like
- B22D41/14—Closures
- B22D41/16—Closures stopper-rod type, i.e. a stopper-rod being positioned downwardly through the vessel and the metal therein, for selective registry with the pouring opening
- B22D41/20—Stopper-rod operating equipment
Definitions
- the present invention relates to an electromechanical plug drive, a method for balancing elasticities and mechanical play in the automated control of the plug drive and the use of the plug drive.
- Plug drives for raising and lowering a typically elongate closure member, the so-called plug, whereby the effluent from a melt vessel can be changed are known to those skilled in different fields of secondary metallurgy and foundry technology, in particular continuous casting and two-roll casting.
- the invention relates to a method for compensating elasticities and mechanical games in the automated control of a plug drive.
- the invention relates to the use of the plug drive according to the invention for carrying out the method according to the invention.
- the SERT is a plug drive with a lifting rod, a stationary housing and an electromechanical linear drive for raising and lowering the lifting rod known, the linear drive of an electric motor and a transmission for implementing the rotational movement of the electric motor is formed into a translational movement. Due to the so-called "in-line" arrangement of the electric motor and the lifting rod, the lifting force of the linear drive is optimized introduced into the lifting rod. In order to keep the investment costs per distribution truck low, it is possible to decouple the electric motor from the transmission and the lifting rod by means of a coupling which is designed as a bayonet lock before a distributor change.
- the electric motor including the control electrics can remain on the distributor car so that the electric motor can be reconnected to a gearbox of a plug drive associated with the new distributor.
- Due to the structural separation of the engine and transmission the manufacturing costs and the length of the linear drive are increased, so that this solution can often not be used in continuous casting for long products due to the length.
- the mass moment of inertia is increased by the physical separation and the mandatory coupling between the electric motor and the transmission.
- the drive torque and therefore the size of the motor must be increased, which in turn, however, has a negative effect on the compactness of the plug drive.
- the Danieli is also a plug drive with a lifting rod, a stationary housing and an electromechanical linear drive known, wherein the linear drive is formed of an electric motor and a transmission for implementing the rotational movement of the electric motor in a translational movement.
- the linear actuator can not be removed from the lifting rod, so that each distributor must be carried out with a complete plug drive including electric motor, whereby the acquisition cost is significantly increased.
- the object of the invention is to overcome the disadvantages of the prior art and to present a low-cost, compact, highly dynamic plug drive with good controllability as well as a method for controlling the plug drive with which any existing elasticities or bearing play in the plug drive can be compensated.
- the compactness should make it possible to use the plug drive both for continuous casters for long (e.g., billet, pre-profile or bloom) and flat products (e.g., slab plants). Due to the high dynamics, a good controllability of the plug drive is to be achieved so that the plug drive can quickly approach a desired position or set a desired flow from the metallurgical vessel. Finally, the plug drive should be inexpensive to display.
- the displacement measuring device is designed as a rotary encoder, wherein the rotary encoder is technically connected to a rotor of the electric motor and the rotary encoder can output two phase-shifted output signals for determining the rotational speed and the direction of rotation of the rotor.
- rotary encoders are known to the person skilled in the art under the term "resolver”.
- the resolver can be fully integrated into the structural unit of the liner drive in a compact manner without increasing its overall length.
- the thrust spindle, the lifting rod, the boom or even form the plug itself with a path measuring device for determining the stroke can be fully integrated into the structural unit of the liner drive in a compact manner without increasing its overall length.
- the thrust spindle, the lifting rod, the boom or even form the plug itself with a path measuring device for determining the stroke for example, the thrust spindle, the lifting rod, the boom or even form the plug itself with a path measuring device for determining the stroke.
- the force measuring device is designed as a current measuring device.
- the current measuring device measures either at least one motor current in the electric motor itself or preferably in power electronics that is assigned to the electric motor. From the motor current can be deduced on the torque of the motor, wherein the torque via the transmission defines the lifting force of the linear drive. Also in this embodiment, the force measuring device can be completely integrated into the electric motor or its power electronics, without the length of the linear drive is increased. As an alternative, e.g. the lifting rod having a force measuring device for determining the lifting force.
- the assembly and disassembly of the linear drive is easily possible, it is advantageous if either the housing of the linear drive or an electrical connector that can connect power electronics with the linear drive, at least two switches (eg push button) for extending and retracting the thrust spindle exhibit.
- the stroke of the linear drive can be quickly adapted to different positions of the lifting rod.
- the plug is releasably attached to one end of the boom.
- Suitable guide elements are, for example, linear ball bearings, guide rings, plain bearings, spring-loaded or prestressed guide rollers or balls in question.
- a hand lever engages via a lever tab which is pivotally supported on the housing in the lifting rod, so that the lifting rod can be moved manually by means of the hand lever.
- this mechanism has a force transmission i of 3 ⁇ i ⁇ 10, preferably 5 ⁇ i ⁇ 8, so that the operator can move the plug with little effort.
- the hand lever is removable, and preferably by at least 180 ° pivotally formed. This allows the operator to take different positions to the metallurgical vessel during manual operation.
- the housing has a visual height indication, e.g. in the form of a ruler, for the position of the lifting rod.
- the plug drive has a friction-locked and / or a form-fitting torque support.
- the positive torque support takes place via a parallel to the longitudinal axis of the lifting rod aligned Guide pin, which is connected to the housing, and a guide portion (eg a guide groove or a guide bore) in the boom for guiding the guide pin.
- a guide portion eg a guide groove or a guide bore
- the frictional torque support via a parallel to the longitudinal axis of the lifting rod aligned support pin, which supports the boom relative to the housing.
- the support pin preferably pressed by a compression spring, against the boom, so defined by the friction between the support pin or a flange plate, which is connected to the support bolt, and the support pin, the rotatability of the arm relative to the housing frictionally.
- the linear drive can be made particularly low-power and compact, when the boom is connected to a weight balancing device to compensate for the weight of at least a portion of the moving masses of the plug drive, and the weight compensation device is supported on the housing. As a result, at least a part of the weight of the moving masses of the plug drive, ie the lifting rod, the boom and the plug, compensated.
- the weight compensation device has a mechanical, pneumatic or hydraulic compression spring, in particular a prestressable one.
- Weight compensation is particularly efficient when the longitudinal axis of the compression spring is parallel to the direction of the lifting rod, i. vertically, is aligned.
- the position of the compression spring is determined by a spring cup and a spring holder, wherein preferably the spring cup with the support bolt and the spring holder is connected to the housing.
- the spring holder guides the compression spring on its inner circumferential surface; the spring cup guides the torsion spring on its outer lateral surface.
- a longitudinal section of the cantilever and / or the linear drive is at least partially enclosed by a radiation protection plate.
- the thrust spindle by means of a mechanical connecting element is pluggable connected to the lifting rod.
- the plug-in mechanical fastener e.g., a stud threadedly connected to the push spindle engaging, for example, a transverse groove in the lift rod
- the drive can also remain on the plug drive, so that only the electrical connector must be connected.
- the nominal force F Nenn is understood to mean a contact pressure of the plug on the perforated brick, which the linear drive can apply without the plug, the perforated brick or the linear drive itself being damaged.
- the holding time is 2 s ⁇ t hold ⁇ 60 s, preferably 5 s ⁇ t hold ⁇ 20 s . This will ensure that the plug settles in the block, thereby reducing mechanical roughness between the plug and the block.
- each plug drive 1 serves to adjust the outflow of liquid metal, specifically liquid steel, from the distributor 3.
- the flow of liquid steel through an unillustrated orifice in the distributor tray can be fully closed, fully opened, or adjusted to any value therebetween.
- Each plug drive 1 consists essentially of a liftable and lowerable lifting rod 4, which is connected to a boom 5.
- the boom 5 can be connected to a plug 2, so that a lifting and lowering movement of the lifting rod 2 is transmitted to the boom 5, and from the boom 5 to the plug 2.
- the lifting rod 4 can either by the linear drive 10 or by means of Hand levers 16 are moved.
- the outflow from the distributor can be automated, for example flow-controlled, adjusted.
- the outflow from the distributor 3 is manually adjusted by the hand lever 16.
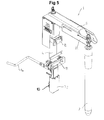
- both the linear drive 10 and the hand lever 16 is connected to the lifting rod 4. From the representations of FIGS. 1 and 2 shows that the distributor 3 of a continuous casting plant for long products builds relatively low, so that the linear drive 10 - which is arranged in the concrete case "in-line" with the longitudinal axis 11 of the lifting rod 4 - must be designed to be particularly compact.
- FIGS. 3 and 4 show a distributor of a continuous casting plant for flat products, specifically for slabs. Unlike the distributor of FIGS. 1 and 2 , the distributor 3 of the FIGS. 3 and 4 a much larger height.
- the plug drive 1 is shown in more detail.
- the lifting rod 4, not shown, is at least partially surrounded by a housing 6, wherein the housing can be attached via the tub supports 8 to the manifold.
- the plug 2, which consists of refractory material (eg ceramic material), is fastened via a screw connection to the outer end of the extension arm 5. Between the housing 6 and the lifting rod 4 two guide elements are integrated, so that an accurate, low-friction guidance of the lifting rod is guaranteed.
- radiation protection plates 22 are provided which protect these components from radiant heat.
- a visual height indicator 23 is shown in the form of a ruler, so that an operator of the manual operation of the plug 2, as well as in automatic mode, an indication of its location is available.
- the Operating personnel also provided a digital indication of the stopper opening.
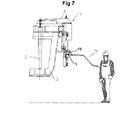
- Fig. 7 is an operator on G foolbühenlomi that adjusts the outflow from a manifold 3 manually.
- the operator moves by means of the hand lever 16, the lifting rod 4, wherein a force increase of about 8 is achieved by the dimensions of the lever lengths of the hand lever 16 and the lever tabs 17.
- the hand lever 17 can be easily removed from the lever tab 16, so that the hand lever when lifting the distributor 3 by means of a crane, not shown, does not constitute a hindrance.
- the hand lever 17 can be swiveled ⁇ 90 ° (see FIG. 12 ) educated.
- the linear drive 10 and the connection of the linear drive 10 to the lifting rod 4 are shown in more detail.
- the linear drive comprises an AC hollow shaft servomotor 12, a resolver 24, a gear 13 designed as a spindle nut, and a ball screw as a push spindle 14.
- the rotational movement of the rotor of the electric motor 12 is converted by the gear 13 in a translational movement of the thrust spindle 14, wherein the thrust spindle 14 is connected by means of a mechanical connecting element 15 with the lifting rod 4.
- the lever 16 is connected via lever tabs 17 which are supported on the housing 6 via a rotatable ring 6 a, with the lifting rod 4.
- the ring 6a is axially secured on the housing, but rotatable by 180 °, so that an operator can take different positions relative to the plug drive.
- the connecting element 15 is designed as a cross pin, which engages positively in a likewise aligned transversely to the longitudinal axis 11 groove in the lifting rod 4. Further details are the FIG. 10 and 13 refer to.
- FIG. 9 the anti-rotation of the boom 5 is shown, wherein the boom 5 by means of two Torque supports is secured against rotation.
- the housing 6 is connected to a guide pin 18 oriented parallel to the longitudinal axis 11 of the lifting rod 4.
- the guide pin 18 in conjunction with the guide portion 19 defines the allowable rotational movement of the boom 5 relative to the housing 6 positively, so that it is a form-fitting torque arm.
- the guide region 19 is formed as a groove, wherein the groove covers a segment of a concentric circle about the longitudinal axis 11. This choice of guide range allows for limited cantilever rotation relative to the housing, which is preferably used on long product distributors (see also US Pat FIG.
- the boom 5 is supported via the flange plate 28 and the support bolt 27 on the housing 6, wherein the flange plate 28 is pressed against the boom 5 via the prestressable compression spring 21.
- This torsional moments are frictionally supported so that it is a frictional torque arm.
- the compression spring 21, whose position is determined on the one hand by a spring holder 25 and the other by a spring cup 26, not only serves to form a positive torque arm; Rather, the compression spring 21 also serves as a weight balancing device 21, which compensates for the weight of at least part of the plug drive 1. Due to the weight compensation, the linear drive can be made more compact and less powerful.
- Fig. 11 shows the rotation of FIG. 9 in a sectional view.
- the weight compensation device 20 is designed as a prestressable compression spring 21, which is aligned parallel to the longitudinal axis 11. By the compression spring, the moving masses of the lifting rod 4, the boom 5 and the plug, not shown, partially compensated, so that the linear drive only a reduced force for Shift must apply.
- the compression spring 21 is held and guided on the underside by a spring holder 25 in the form of a threaded pin; on the top is the compression spring in a spring cup 26, so that a lateral deflection of the compression spring 21 is excluded.
- Fig. 13 the connection between the linear drive 10 and the lifting rod 4 is shown enlarged.
- the thrust spindle 14 is connected to the lifting rod 4 via a mechanical connecting element 15, which is designed as a transverse pin lying transversely to the longitudinal axis of the linear drive 10.
- the cross pin engages in a flat transverse groove in the lifting rod 4, so that the thrust spindle 14 is pluggable connected to the lifting rod 4.
- an electrical connector that connects the power electronics - eg a frequency converter - with the linear drive 10.
- the connector has on the side facing away from the electric motor 12 two buttons, through which the thrust spindle 14 can be extended and retracted. This ensures that the linear drive 10 can be easily connected to the lifting rod 4.
- FIG. 14 shows a schematic representation of the lifting forces F and stroke s of the linear drive 10 in the inventive control of the plug drive 1.
- the plug 2 is in the open position, wherein the vertical distance between the plug 2 and the hole stone S Max .
- the linear drive 10 is retracted at a slow speed, wherein the linear drive 10 decelerates the downward movement of the plug 2.
- the linear drive 10 substantially absorbs the weight of the moving masses of the plug drive 1 and the plug 2, ie, the liner drive presses on the lifting rod.
- the linear drive 10 pushes the plug 2, wherein at the time t 9, the linear drive reaches a position s> S 0 , so that the outflow from the distributor is opened.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Transmission Devices (AREA)
Abstract
Die Erfindung betrifft einen Stopfenantrieb (1), ein Verfahren zum Ausgleich von Elastizitäten bzw. Spielen bei der Ansteuerung des Stopfenantriebs (1) sowie die Verwendung des Stopfenantriebs (1). Die Aufgabe der Erfindung besteht darin, einen preisgünstigen, kompakten, hochdynamischen Stopfenantrieb (1) mit guter Regelbarkeit als auch ein Verfahren zur Ansteuerung des Stopfenantriebs (1) darzustellen, mit dem gegebenenfalls vorhandene Elastizitäten oder mechanische Spiele im Stopfenantrieb (1) ausgeglichen werden können. Diese Aufgabe wird durch einen Stopfenantrieb (1) gelöst, bei dem der Linearantrieb (10) als eine bauliche Einheit ausgebildet ist, die einen Elektromotor (12), ein Getriebe (13) und eine Schubspindel (14) umfasst, wobei das Getriebe (13) zur Umsetzung einer Drehbewegung des Elektromotors (12) in eine translatorische Bewegung der Schubspindel (14) ausgebildet ist; und der Stopfenantrieb (1), vorzugsweise der Linearantrieb (10), eine Kraftmesseinrichtung zur Ermittlung einer Hubkraft und eine Wegemesseinrichtung (24) zur Ermittlung eines Hubwegs aufweist.
Description
- Die vorliegende Erfindung betrifft einen elektromechanischen Stopfenantrieb, ein Verfahren zum Ausgleich von Elastizitäten und mechanischen Spielen bei der automatisierten Ansteuerung des Stopfenantriebs sowie die Verwendung des Stopfenantriebs.
- Konkret betrifft die Erfindung einen Stopfenantrieb zum Verschieben eines Stopfens, wodurch der Ausfluss aus einem metallurgischen Gefäß, beispielsweise eines Gießverteilers, verändert werden kann, aufweisend
- eine Hubstange zum Heben und Senken eines Auslegers, wobei der Ausleger auskragend an der Hubstange befestigt ist und der Stopfen am Ausleger befestigt werden kann;
- ein stationäres Gehäuse das einen Längsabschnitt der Hubstange zumindest teilweise umschließt und das Gehäuse über eine Wannenhalterung mit dem metallurgischen Gefäß verbunden werden kann; und
- einen elektromechanischen Linearantrieb zum Verschieben der Hubstange gegenüber dem Gehäuse, wobei die Längsachsen des Linearantriebs und der Hubstange koaxial ausgerichtet sind.
- Stopfenantriebe zum Heben und Senken eines typischerweise länglichen Verschlussorgans, dem sogenannten Stopfen, wodurch der Ausfluss aus einem Schmelzengefäß verändert werden kann, sind dem Fachmann aus unterschiedlichen Gebieten der Sekundärmetallurgie und der Gießereitechnik bekannt, insbesondere dem Stranggießen und dem Zweiwalzengießen.
- Weiters betrifft die Erfindung ein Verfahren zum Ausgleich von Elastizitäten und mechanischen Spielen bei der automatisierten Ansteuerung eines Stopfenantriebs. Schließlich betrifft die Erfindung die Verwendung des erfindungsgemäßen Stopfenantriebs zur Durchführung des erfindungsgemäßen Verfahrens.
- Aus der
EP 1 426 126 B1 der S.E.R.T. ist ein Stopfenantrieb mit einer Hubstange, einem stationäres Gehäuse und einem elektromechanischen Linearantrieb zum Heben und Senken der Hubstange bekannt, wobei der Linearantrieb aus einem Elektromotor und einem Getriebe zur Umsetzung der rotatorischen Bewegung des Elektromotors in eine translatorische Bewegung gebildet wird. Durch die sogenannte "in-line" Anordnung des Elektromotors und der Hubstange wird die Hubkraft des Linearantriebs optimiert in die Hubstange eingeleitet. Um die Investitionskosten pro Verteilerwagen niedrig zu halten, ist es möglich, vor einem Verteilerwechsel den Elektromotor mittels einer Kupplung, die als Bajonettverschluss ausgeführt ist, vom Getriebe und der Hubstange abzukoppeln. Somit kann der Elektromotor inkl. der Ansteuerelektrik auf dem Verteilerwagen verbleiben, sodass der Elektromotor mit einem Getriebe eines Stopfenantriebs, der dem neuen Verteiler zugeordnet ist, wieder verbunden werden kann. Durch die bauliche Trennung von Motor und Getriebe werden die Herstellungskosten und die Baulänge des Linearantriebs erhöht, sodass diese Lösung aufgrund der Baulänge oftmals nicht in Stranggießanlagen für Langprodukte eingesetzt werden kann. Außerdem wird durch die bauliche Trennung und die zwingend erforderliche Kupplung zwischen dem Elektromotor und dem Getriebe das Massenträgheitsmoment erhöht. Somit muss aber bei einer geforderten Mindestdynamik des Linearantriebs das Antriebsmoment und daher auch die Baugröße des Motors gesteigert werden, was sich allerdings wiederum negativ auf die Kompaktheit des Stopfenantriebs auswirkt. - Aus der
EP 1 819 466 B1 der Danieli ist ebenfalls ein Stopfenantrieb mit einer Hubstange, einem stationären Gehäuse und einem elektromechanischen Linearantrieb bekannt, wobei der Linearantrieb aus einem Elektromotor und einem Getriebe zur Umsetzung der rotatorischen Bewegung des Elektromotors in eine translatorische Bewegung gebildet wird. Bei dieser Lösung kann allerdings der Linearantrieb nicht von der Hubstange abgenommen werden, sodass jeder Verteiler mit einem kompletten Stopfenantrieb inklusive Elektromotor ausgeführt werden muss, wodurch die Anschaffungskosten wesentlich erhöht werden. - Die Aufgabe der Erfindung ist es, die Nachteile des Stands der Technik zu überwinden und einen preisgünstigen, kompakten, hochdynamischen Stopfenantrieb mit guter Regelbarkeit als auch ein Verfahren zur Ansteuerung des Stopfenantriebs darzustellen, mit dem gegebenenfalls vorhandene Elastizitäten oder Lagerspiele im Stopfenantrieb ausgeglichen werden können. Durch die Kompaktheit soll es möglich sein, den Stopfenantrieb sowohl für Stranggießanlagen für Lang- (z.B. Knüppel-, Vorprofil- oder Vorblockanlagen) und Flachprodukte (z.B. Brammenanlagen) zu verwenden. Durch die hohe Dynamik soll eine gute Regelbarkeit des Stopfenantriebs erreicht werden, sodass der Stopfenantrieb rasch eine Sollposition anfahren bzw. einen Solldurchfluss aus dem metallurgischen Gefäß einstellen kann. Schließlich soll der Stopfenantrieb kostengünstig darstellbar sein.
- Diese Aufgabe wird durch einen Stopfenantrieb der eingangs genannten Art gelöst, bei dem
- der Linearantrieb als eine bauliche Einheit ausgebildet ist, die einen Elektromotor, vorzugsweise einen Hohlwellen-Servomotor mit einer Gleich-, Wechsel- oder Drehstromanspeisung, ein Getriebe, vorzugsweise eine Kugelumlaufspindel oder eine Spindelmutter, und eine Schubspindel umfasst, wobei das Getriebe zur Umsetzung der Drehbewegung des Elektromotors in eine translatorische Bewegung der Schubspindel ausgebildet ist; und
- der Stopfenantrieb, vorzugsweise der Linearantrieb, eine Kraftmesseinrichtung zur Ermittlung einer Hubkraft und eine Wegemesseinrichtung zur Ermittlung eines Hubwegs aufweist.
- Es ist vorteilhaft, dass die Wegmesseinrichtung als ein Drehgeber ausgebildet ist, wobei der Drehgeber signaltechnisch mit einem Rotor des Elektromotors verbunden ist und der Drehgeber zwei phasenverschobene Ausgangssignale zur Ermittlung der Drehzahl und der Drehrichtung des Rotors ausgeben kann. Derartige Drehgeber sind dem Fachmann auch unter dem Begriff "Resolver" bekannt. Der Resolver kann auf kompakte Weise vollständig in die bauliche Einheit des Linerantriebs integriert werden, ohne dass dessen Baulänge erhöht wird. Alternativ ist es natürlich ebenfalls möglich, z.B. die Schubspindel, die Hubstange, den Ausleger oder sogar den Stopfen selbst mit einer Wegmesseinrichtung zur Bestimmung des Hubwegs auszubilden.
- Es ist vorteilhaft, dass die Kraftmesseinrichtung als eine Strommesseinrichtung ausgebildet ist. Die Strommesseinrichtung misst dabei entweder im Elektromotor selbst oder vorzugsweise in einer Leistungselektronik, die dem Elektromotor zugeordnet ist, zumindest einen Motorstrom. Aus dem Motorstrom kann auf das Drehmoment des Motors rückgeschlossen werden, wobei das Drehmoment über das Getriebe die Hubkraft des Linearantriebs definiert. Auch bei dieser Ausführungsform kann die Kraftmesseinrichtung vollständig in den Elektromotor bzw. dessen Leistungselektronik integriert werden, ohne dass die Baulänge des Linearantriebs erhöht wird. Dazu alternativ könnte z.B. die Hubstange eine Kraftmesseinrichtung zur Ermittlung der Hubkraft aufweisen.
- Damit die Montage bzw. Demontage des Linearantriebs einfach möglich ist, ist es vorteilhaft, wenn entweder das Gehäuse des Linearantriebs oder ein elektrischer Verbindungsstecker, der eine Leistungselektronik mit dem Linearantriebs verbinden kann, zumindest zwei Schalter (z.B. Tastschalter) zum Ein-und Ausfahren der Schubspindel aufweisen. Dadurch kann der Hub des Lineantriebs rasch an unterschiedliche Stellungen der Hubstange angepasst werden.
- Damit ein Stopfenwechsel rasch durchgeführt werden kann, ist der Stopfen an einem Ende des Auslegers lösbar befestigt.
- Um eine möglichst spielfreie Führung der in vertikaler Richtung verschieblichen Hubstange zu ermöglichen, ist es vorteilhaft, zwischen dem Gehäuse und der Hubstange zumindest ein, bevorzugt mindestens zwei, Führungselemente vorzusehen. Als Führungselemente kommen beispielsweise Linearkugellager, Führungsringe, Gleitlager, federbelastete bzw. vorgespannte Führungsrollen bzw. -kugeln in Frage.
- Um ein manuelles Verschieben des Stopfens bzw. der Hubstange zu ermöglichen, greift ein Handhebel über eine Hebellasche, die am Gehäuse gelenkig abgestützt ist, in die Hubstange ein, sodass die Hubstange mittels des Handhebels manuell verschoben werden kann. Vorzugsweise weist dieser Mechanismus eine Kraftübersetzung i von 3 ≤ i ≤ 10, bevorzugt 5 ≤ i ≤ 8, auf, sodass der Bediener den Stopfen mit geringer Kraftanstrengung verschieben kann.
- Vorzugsweise ist der Handhebel abnehmbar, und bevorzugt um zumindest 180° schwenkbar, ausgebildet. Dadurch kann der Bediener bei der manuellen Bedienung unterschiedliche Positionen zum metallurgischen Gefäß einnehmen.
- Damit das Bedienpersonal, insbesondere bei der manuellen Bedienung der Hubstange, eine Indikation der Stopfenposition hat, weist das Gehäuse eine visuelle Höhenanzeige, z.B. in Form eines Lineals, für die Position der Hubstange auf.
- Nach dem Stand der Technik kann bei der oben genannten "in-line" Anordnung des Linearantriebs und der Hubstange ein Torsionsmoment, das in Richtung der Längsachse der Hubstange wirkt und beispielsweise von einem exzentrischen Aufsetzen des Stopfens auf der Auslassöffnung, dem sogenannten Lochstein, des metallurgischen Gefäßes herrührt, lediglich über Führungselemente bzw. den Linearantrieb selbst auf das Gehäuse übertragen werden. Im ersten Fall ist es i.A. erforderlich, den Querschnitt der Hubstange eckig auszuführen, damit ein Torsionsmoment von der Hubstange auf ein Führungselement übertragen werden kann. Im zweiten Fall muss der Linearantrieb stärker ausgeführt sein, was sich negativ auf dessen Kompaktheit auswirkt.
- Erfindungsgemäß weist der Stopfenantrieb eine reibschlüssige und/oder eine formschlüssige Drehmomentenstütze auf.
- Die formschlüssige Drehmomentenstütze erfolgt über einen parallel zur Längsachse der Hubstange ausgerichteten Führungsbolzen, der mit dem Gehäuse verbunden ist, und einen Führungsbereich (z.B. eine Führungsnut oder eine Führungsbohrung) im Ausleger zur Führung des Führungsbolzens. Durch den Führungsbolzen und den Führungsbereich wird die Verdrehbarkeit des Auslegers gegenüber dem Gehäuse formschlüssig definiert.
- Die reibschlüssige Drehmomentenstütze erfolgt über einen parallel zur Längsachse der Hubstange ausgerichteten Stützbolzen, der den Ausleger gegenüber dem Gehäuse abstützt. Dabei wird der Stützbolzen, vorzugsweise durch eine Druckfeder, gegen den Ausleger gepresst, sodass über die Reibung zwischen dem Stützbolzen bzw. einer Flanschplatte, die mit dem Stützbolzen verbunden ist, und der Stützbolzen die Verdrehbarkeit des Auslegers gegenüber dem Gehäuse reibschlüssig definiert.
- Durch diese Maßnahmen werden einfache Drehmomentenstützen für den Ausleger geschaffen; außerdem kann der Querschnitt der Hubstange beliebig - insbesondere auch rund - ausgeführt werden, sodass die Herstellkosten sinken und aufwändige Führungsrollen bzw. -kugeln zwischen der Hubstange und dem Gehäuse entfallen können. Es ist möglich, die reibschlüssige und die formschlüssige Drehmomentenstütze jeweils einzeln oder in Kombination miteinander zu verwenden.
- Der Linearantrieb kann besonders leistungsarm und kompakt ausgeführt werden, wenn der Ausleger mit einer Gewichtsausgleichseinrichtung zum Ausgleich der Gewichtskraft zumindest eines Teiles der bewegten Massen des Stopfenantriebs verbunden ist, und sich die Gewichtsausgleichsvorrichtung am Gehäuse abstützt. Dadurch wird zumindest ein Teil der Gewichtskraft der bewegten Massen des Stopfenantriebs, d.h. der Hubstange, des Auslegers und des Stopfens, kompensiert.
- Es ist vorteilhaft, wenn die Gewichtsausgleichseinrichtung eine - insbesondere vorspannbare - mechanische, pneumatische oder hydraulische Druckfeder aufweist.
- Besonders effizient ist die Gewichtskompensation dann, wenn die Längsachse der Druckfeder parallel zur Richtung der Hubstange, d.h. vertikal, ausgerichtet ist.
- Bei einer einfachen Ausführungsform, ist die Position der Druckfeder durch einen Federtopf und einen Federhalter festgelegt, wobei vorzugsweise der Federtopf mit dem Stützbolzen und der Federhalter mit dem Gehäuse verbunden ist. Der Federhalter führt die Druckfeder an dessen innerer Mantelfläche; der Federtopf führt die Drehfeder an dessen äußerer Mantelfläche.
- Um eine übermäßige Wärmebelastung des Auslegers bzw. des Linearantriebs zu verhindern, ist es vorteilhaft, wenn ein Längsabschnitt des Auslegers und/oder der Linearantrieb von einem Strahlungsschutzblech zumindest teilweise umschlossen ist.
- Zur raschen Verbindung bzw. Trennung des Linearantriebs von der Hubstange ist es vorteilhaft, wenn die Schubspindel mittels eines mechanischen Verbindungselements steckbar mit der Hubstange verbindbar ist. Durch das steckbare mechanische Verbindungselement (z.B. einen Zapfen, der mittels Gewinde mit der Schubspindel verbunden ist, der z.B. in eine Quernut in der Hubstange eingreift), kann der Linearantrieb einfach und rasch durch An- bzw. Abstecken montiert bzw. demontiert werden. Alternativ kann der Antrieb auch auf dem Stopfenantrieb verbleiben, sodass nur der elektrische Verbindungsstecker verbunden werden muss.
- Die erfindungsgemäße Aufgabe wird auch durch ein Verfahren zum Ausgleich von Elastizitäten und mechanischen Spielen bei der automatisierten Ansteuerung eines Stopfenantriebs gelöst, das folgende Verfahrensschritte aufweist:
- Einfahren des Linearantriebs bis der Stopfen auf einem Lochstein eines metallurgischen Gefäßes aufsetzt;
- Auslesen der Position des Linearantriebs S0;
- Einfahren des Linearantriebs bis der Stopfen mit einer Nennkraft FNenn gegen den Lochstein gepresst wird;
- Halten des Linearantriebs bei der Nennkraft FNenn für eine Haltezeit tHalten;
- Entlasten des Linearantriebs, sodass der Stopfen mit einer Kraft 0.2FNenn <F<0.8FNenn gegen den Lochstein gepresst wird;
- Füllen des Verteilers mit metallischer Schmelze;
- Ausfahren des Linearantriebs auf eine Soll-Position SSoll > S 0 .
- Unter dem Einfahren bzw. Schließen des Linearantriebs wird das Verschieben der Schubspindel verstanden, wobei der Linearantrieb verkürzt wird; analog wird unter dem Ausfahren bzw. Öffnen des Linearantriebs das Verlängern des Linearantriebs verstanden. Unter der Nennkraft FNenn wird eine Anpresskraft des Stopfens an den Lochstein verstanden, die der Linearantrieb aufbringen kann, ohne dass der Stopfen, der Lochstein oder der Linearantrieb selbst Schaden erleidet. Beispielsweise kann das Einfahren des Linearantriebs bis der Stopfen mit einer Nennkraft FNenn gegen den Lochstein gepresst wird, das Halten des Linearantriebs bei der Nennkraft FNenn, und das Entlasten des Linearantriebs, sodass der Stopfen mit einer Kraft 0.2FNenn <F<0.8FNenn gegen den Lochstein gepresst wird, durch eine Kraftgrenzwertregelung oder durch eine der Positionsregelung überlagerte Kraftregelung realisiert werden.
- Für typische Stopfenantriebe ist es zweckmäßig, dass die Haltezeit 2s <tHalten <60s , bevorzugt 5s <tHalten <20s , beträgt. Dadurch wird sichergestellt, dass sich der Stopfen in dem Lochstein setzt, wodurch mechanische Rauhigkeiten zwischen dem Stopfen und dem Lochstein reduziert werden.
- Um den Stopfenantrieb, den Stopfen und das metallurgische Gefäß nicht zu überlasten ist es vorteilhaft, dass die Nennkraft FNenn kleiner gleich dem Minimum
- der maximal zulässigen Anpresskraft des Stopfens an den Lochstein; und
- der maximalen Schließkraft des Linerantriebs ist.
- Es ist vorteilhaft, den Stopfenantrieb nach einem der Ansprüche 1 bis 10 in einer Stranggießanlage zur Erzeugung von stranggegossenen Strängen aus Stahl zur Durchführung des Verfahrens nach einem der Ansprüche 11 bis 12 zu verwenden. Dadurch werden mechanische Spiele und Elastizitäten bei der Ansteuerung kompensiert, sodass die Regelgenauigkeit des Stopfenantriebs erhöht wird.
- Weitere Vorteile und Merkmale der vorliegenden Erfindung ergeben sich aus der nachfolgenden Beschreibung nicht einschränkender Ausführungsbeispiele, wobei auf die folgenden Figuren Bezug genommen wird, die Folgendes zeigen:
-
Fig 1 und 2 je eine perspektivische Darstellung eines Verteilers für eine sechssträngigen Stranggießmaschine für Langprodukte -
Fig 3 und 4 je eine perspektivische Darstellung eines Verteilers für eine Stranggießmaschine für Flachprodukte -
Fig 5 ,6 und8 je eine perspektivische Darstellung eines erfindungsgemäßen Stopfenantriebs -
Fig 7 eine Darstellung eines Stopfenantriebs für Flachprodukte, der von einem Bedienmann manuell bedient werden kann -
Fig 9 eine Darstellung des Details Y vonFig 8 -
Fig 10 eine Darstellung des Details Z vonFig 8 -
Fig 11 eine Schnittdarstellung zuFig 9 -
Fig 12 eine Draufsicht auf einen Stopfenantrieb -
Fig 13 eine Darstellung der Verbindung zwischen dem Linearantrieb und der Hubstange -
Fig 14 ein Diagramm für den Hubweg und die Hubkraft über der Zeit für das erfindungsgemäße Verfahren bei der Ansteuerung eines Stopfenantriebs - In den
Fig 1 und 2 ist ein Gießverteiler einer sechssträngigen Stranggießanlage für Langprodukte dargestellt. Um die Übersichtlichkeit zu erhöhen, wurden lediglich zwei Stopfenantriebe 1 abgebildet. Jeder Stopfenantrieb 1 dient dazu, den Ausfluss an flüssigem Metall, konkret flüssigem Stahl, aus dem Verteiler 3 einzustellen. Somit kann der Durchfluss von flüssigem Stahl durch eine nicht dargestellte Öffnung im Verteilerboden vollständig geschlossen, vollständig geöffnet, oder auf einen beliebigen Wert dazwischen eingestellt werden. Jeder Stopfenantrieb 1 besteht im Wesentlichen aus einer heb- und senkbaren Hubstange 4, die mit einem Ausleger 5 verbunden ist. Der Ausleger 5 kann mit einem Stopfen 2 verbunden werden, sodass eine Heb- und Senkbewegung der Hubstange 2 auf den Ausleger 5, und vom Ausleger 5 auf den Stopfen 2 übertragen wird. Die Hubstange 4 kann entweder durch den Linearantrieb 10 oder mittels des Handhebels 16 verschoben werden. Durch den Linearantrieb 10 kann der Ausfluss aus dem Verteiler automatisiert, beispielsweise durchflussgeregelt, eingestellt werden. Hingegen wird durch den Handhebel 16 der Ausfluss aus dem Verteiler 3 manuell eingestellt. Hierzu ist sowohl der Linearantrieb 10 als auch der Handhebel 16 mit der Hubstange 4 verbunden. Aus den Darstellungen derFig 1 und 2 geht hervor, dass der Verteiler 3 einer Stranggießanlage für Langprodukte relativ niedrig baut, sodass der Linearantrieb 10 - der im konkreten Fall "in-line" mit der Längsachse 11 der Hubstange 4 angeordnet ist - besonders kompakt ausgeführt sein muss. - Die
Fig 3 und 4 zeigen einen Verteiler einer Stranggießanlage für Flachprodukte, konkret für Brammen. Im Gegensatz zum Verteiler derFig 1 und 2 , weist der Verteiler 3 derFig 3 und 4 eine wesentlich größere Bauhöhe auf. - In den
Fig 5 ,6 und8 ist der Stopfenantrieb 1 detaillierter dargestellt. Die nicht näher dargestellte Hubstange 4 ist zumindest abschnittweise von einem Gehäuse 6 umgeben, wobei das Gehäuse über die Wannenhalterungen 8 an dem Verteiler befestigt werden kann. Der Stopfen 2, der aus feuerfestem Material (z.B. keramischem Material) besteht, ist über eine Schraubverbindung am äußeren Ende des Auslegers 5 befestigt. Zwischen dem Gehäuse 6 und der Hubstange 4 sind zwei Führungselemente integriert, sodass eine genaue, reibungsarme Führung der Hubstange gewährleistet ist. Um den Ausleger 5 bzw. den Linearantrieb 10 vor unzulässigen Temperaturen durch das flüssige Metall im Inneren des Verteilers, dem Tauchrohr oder dem Stahlbad der Kokille, zu schützen, sind Strahlungsschutzbleche 22 vorgesehen, die diese Bauteile vor Strahlungswärme schützen. In derFig 6 ist weiters eine visuelle Höhenanzeige 23 in Form eines Lineals dargestellt, sodass einem Bedienmann bei der manuellen Bedienung des Stopfens 2, sowie auch im Automatikbetrieb, eine Indikation über dessen Lage zur Verfügung steht. Vorzugsweise wird dem Bedienpersonal auch eine digitale Anzeige der Stopfenöffnung zur Verfügung gestellt. - In der
Fig 7 steht ein Bedienmann auf Gießbühnenniveau, der den Ausfluss aus einem Verteiler 3 manuell einstellt. Der Bediener verschiebt mittels des Handhebels 16 die Hubstange 4, wobei durch die Abmessungen der Hebellängen des Handhebels 16 und der Hebellaschen 17 eine Kraftverstärkung von ca. 8 erzielt wird. Weiters kann der Handhebel 17 einfach von der Hebellasche 16 abgenommen werden, sodass der Handhebel beim Abheben des Verteilers 3 mittels eines nicht dargestellten Krans keine Behinderung darstellt. Um die manuelle Handhebelbedienung weiter zu vereinfachen, ist der Handhebel 17 um ±90° schwenkbar (sieheFig 12 ) ausgebildet. - In den
Fig 10 und13 sind der Linearantrieb 10 und die Anbindung des Linearantriebs 10 an die Hubstange 4 näher dargestellt. Der Linearantrieb umfasst einen Wechselstrom Hohlwellen-Servomotor 12, einen Resolver 24, ein als Spindelmutter ausgeführtes Getriebe 13, und eine Kugelrollspindel als Schubspindel 14. Die Drehbewegung des Rotors des Elektromotors 12 wird durch das Getriebe 13 in eine translatorische Bewegung der Schubspindel 14 umgewandelt, wobei die Schubspindel 14 mittels eines mechanischen Verbindungselements 15 mit der Hubstange 4 verbunden ist. Der Handhebel 16 ist über Hebellaschen 17, die sich über einen drehbaren Ring 6a auf dem Gehäuse 6 abstützen, mit der Hubstange 4 verbunden. Der Ring 6a ist axial auf dem Gehäuse gesichert, jedoch um 180° drehbar, sodass ein Bediener unterschiedliche Positionen gegenüber dem Stopfenantrieb einnehmen kann. Das Verbindungselement 15 ist als Querstift ausgebildet, der formschlüssig in eine ebenfalls quer zur Längsachse 11 ausgerichtete Nut in der Hubstange 4 eingreift. Nähere Details hierzu sind denFig 10 und13 zu entnehmen. - In
Fig 9 ist die Verdrehsicherung des Auslegers 5 dargestellt, wobei der Ausleger 5 mittels zweier Drehmomentenstützen gegen Verdrehung gesichert wird. Zum Einen ist das Gehäuse 6 mit einem parallel zur Längsachse 11 der Hubstange 4 ausgerichteten Führungsbolzen 18 verbunden. Der Führungsbolzen 18 in Verbindung mit dem Führungsbereich 19 definiert die zulässige Drehbewegung des Auslegers 5 gegenüber dem Gehäuse 6 formschlüssig, sodass es sich dabei um eine formschlüssige Drehmomentenstütze handelt. Im darggestellten Fall ist der Führungsbereich 19 als Nut ausgebildet, wobei die Nut ein Segment eines konzentrischen Kreises um die Längsachse 11 abdeckt. Durch diese Wahl des Führungsbereichs wird eine begrenzte Verdrehung des Auslegers gegenüber dem Gehäuse zugelassen, was vorzugsweise bei Verteilern für Langprodukte verwendet wird (siehe auchFig 12 , wobei die verdrehten Positionen strichliert gezeichnet sind). Alternativ wäre es ebenfalls möglich, den Führungsbereich als eine kreisförmige Bohrung auszubilden. Zum Anderen stützt sich der Ausleger 5 über die Flanschplatte 28 und den Stützbolzen 27 am Gehäuse 6 ab, wobei die Flanschplatte 28 über die vorspannbare Druckfeder 21 gegen den Ausleger 5 gepresst wird. Damit werden Torsionsmomente reibschlüssig abgestützt, sodass es sich dabei um eine reibschlüssige Drehmomentenstütze handelt. Die Druckfeder 21, deren Position einerseits durch einen Federhalter 25 und andererseits durch einen Federtopf 26 festgelegt ist, dient nicht nur dazu, eine formschlüssige Drehmomentenstütze auszubilden; vielmehr dient die Druckfeder 21 auch als Gewichtsausgleichseinrichtung 21, welche die Gewichtskraft zumindest eines Teils des Stopfenantriebs 1 kompensiert. Durch die Gewichtskompensation, kann der Linearantrieb kompakter und leistungsärmer ausgeführt werden. -
Fig 11 zeigt die Verdrehsicherung vonFig 9 in einer Schnittdarstellung. Die Gewichtsausgleichvorrichtung 20 ist als vorspannbare Druckfeder 21 ausgebildet, die parallel zur Längsachse 11 ausgerichtet ist. Durch die Druckfeder werden die bewegten Massen der Hubstange 4, des Auslegers 5 und des nicht dargestellten Stopfens teilweise kompensiert, sodass der Linearantrieb lediglich eine reduzierte Kraft zur Verschiebung aufbringen muss. Die Druckfeder 21 wird auf der Unterseite von einem Federhalter 25 in Form eines Zapfens mit Gewinde gehalten und geführt; auf der Oberseite befindet sich die Druckfeder in einem Federtopf 26, sodass ein seitliches Ausweichen der Druckfeder 21 ausgeschlossen wird. - In
Fig 13 ist die Verbindung zwischen dem Linearantrieb 10 und der Hubstange 4 vergrößert dargestellt. Dabei ist die Schubspindel 14 über ein mechanisches Verbindungselement 15, das als ein quer zur Längsachse des Linearantriebs 10 liegender Querstift ausgebildet ist, mit der Hubstange 4 verbunden. Der Querstift greift in eine ebenenfalls quer liegende Nut in der Hubstange 4 ein, sodass die Schubspindel 14 steckbar mit der Hubstange 4 verbunden ist. Nicht näher dargestellt ist ein elektrischer Verbindungsstecker, der die Leistungselektronik - z.B. einen Frequenzumrichter - mit dem Linearantrieb 10 verbindet. Der Verbindungsstecker weist auf der dem Elektromotor 12 abgewandten Seite zwei Taster auf, durch die die Schubspindel 14 ein- und ausgefahren werden kann. Dadurch wird sichergestellt, dass der Linearantrieb 10 einfach mit der Hubstange 4 verbunden werden kann. -
Fig 14 zeigt eine schematische Darstellung der Hubkräfte F und Hubwege s des Linearantriebs 10 bei der erfindungsgemäßen Ansteuerung des Stopfenantriebs 1. Anfangs befindet sich der Stopfen 2 in der geöffneten Stellung, wobei der vertikale Abstand zwischen dem Stopfen 2 und dem Lochstein SMax beträgt. Anschließend wird der Linearantrieb 10 mit langsamer Geschwindigkeit eingefahren, wobei der Linearantrieb 10 die Abwärtsbewegung des Stopfens 2 abbremst. Beim Abbremsen des Stopfens nimmt der Linearantrieb 10 im Wesentlichen die Gewichtskraft der bewegten Massen des Stopfenantriebs 1 und des Stopfens 2 auf, d.h. der Linerantrieb drückt auf die Hubstange. Zum Zeitpunkt t0 setzt der Stopfen 2 auf dem Lochstein auf, wobei zu diesem Zeitpunkt die Position des Linearantriebs auf S0=0 zurückgesetzt wird. Das weitere Einfahren des Linearantriebs zwischen t1 und t2 bewirkt, dass der Antrieb 10 entlastet wird, sodass die Kraft der bewegten Massen vom Lochstein aufgenommen wird; weiters werden in dieser Phase die ggf. im Stopfenantrieb vorhandenen mechanischen Spiele überwunden. Zum Zeitpunkt t2 kehrt sich die Last am Linearantrieb 10 um, d.h. dass der Linearantrieb 10 den Stopfen 2 gegen den Lochstein anpresst. Durch das weitere Einfahren des Linearantriebs 10 steigt die Kraft F im Linearantrieb an, wobei das Schließen des Linearantriebs 10 bei Erreichen von F = FNenn zum Zeitpunkt t3 gestoppt wird. Das Anpressen mit FNenn wird für eine Zeitspanne tHalten = 5 s aufrecht gehalten, sodass sich der Stopfen 2 im Lochstein "setzen" kann. Anschließend wird zum Zeitpunkt t4 die Anpresskraft auf F = 0.6*FNenn reduziert, wobei der Stopfen 2 aber nach wie vor sicher den Lochstein abdichtet. Durch die Reduktion der Anpresskraft fährt der Linearantrieb von der Position S1 auf die Position S2 auf. Durch diese Kraftreduktion wird auch der Linearantrieb geringer thermisch belastet. Dieser Zustand mit F = 0.6*FNenn wird beim Füllen des Verteilers zwischen den Zeitpunkten t5 und t6 aufrechterhalten; es wäre jedoch auch möglich, mit dem Füllen des Verteilers während der Zeitspanne tHalten zu beginnen. Kurz vor dem Gießbeginn wird der Stopfen 2 zum Zeitpunkt t6 durch den Linearantrieb 10 weiter ausgefahren. Zwischen den Zeitpunkten t7 und t8 werden die ggf. vorhandene mechanischen Spiele bzw. Elastizitäten im Stopfenantrieb 1 überwunden. Ab dem Zeitpunkt t8 drückt der Linearantrieb 10 den Stopfen 2 auf, wobei zum Zeitpunkt t9 der Linearantrieb eine Position s > S0 erreicht, sodass der Ausfluss aus dem Verteiler geöffnet wird. -
- 1
- Stopfenantrieb
- 2
- Stopfen
- 3
- Verteiler
- 4
- Hubstange
- 5
- Ausleger
- 6
- Gehäuse
- 6a
- Verdrehbarer Ring
- 8
- Wannenhalterung
- 9
- Führungselement
- 10
- Linearantrieb
- 11
- Längsachse
- 12
- Elektromotor
- 13
- Getriebe
- 14
- Schubspindel
- 15
- Verbindungselement
- 16
- Handhebel
- 17
- Hebellasche
- 18
- Führungsbolzen
- 19
- Führungsbereich
- 20
- Gewichtsausgleichsvorrichtung
- 21
- Druckfeder
- 22
- Strahlungsschutzblech
- 23
- Höhenanzeige
- 24
- Resolver
- 25
- Federhalter
- 26
- Federtopf
- 27
- Stützbolzen
- 28
- Flanschplatte
- F
- Hubkraft
- s
- Hubweg
- t
- Zeit
Claims (13)
- Stopfenantrieb (1) zum Verschieben eines Stopfens (2), wodurch der Ausfluss aus einem metallurgischen Gefäß (3) verändert werden kann, aufweisend- eine Hubstange (4) zum Heben und Senken eines Auslegers (5), wobei der Ausleger (5) auskragend an der Hubstange (4) befestigt ist und der Stopfen (2) am Ausleger (5) befestigt werden kann;- ein stationäres Gehäuse (6) das einen Längsabschnitt der Hubstange (4) zumindest teilweise umschließt, wobei das Gehäuse (6) über eine Wannenhalterung (8) mit dem metallurgischen Gefäß (3) verbunden werden kann;- einen elektromechanischen Linearantrieb (10) zum Verschieben der Hubstange (4) gegenüber dem Gehäuse (6), wobei die Längsachsen (11) des Linearantriebs (10) und der Hubstange (4) koaxial ausgerichtet sind; dadurch gekennzeichnet,
dass der Linearantrieb (10) als eine bauliche Einheit ausgebildet ist, die einen Elektromotor (12), ein Getriebe (13) und eine Schubspindel (14) umfasst, wobei das Getriebe (13) zur Umsetzung einer Drehbewegung des Elektromotors (12) in eine translatorische Bewegung der Schubspindel (14) ausgebildet ist; und
dass der Stopfenantrieb (1), vorzugsweise der Linearantrieb (10), eine Kraftmesseinrichtung zur Ermittlung einer Hubkraft F und eine Wegemesseinrichtung (24) zur Ermittlung eines Hubwegs s umfasst. - Stopfenantrieb nach Anspruch 1, dadurch gekennzeichnet, dass die Wegmesseinrichtung (24) als ein Drehgeber (24) ausgebildet ist, wobei der Drehgeber signaltechnisch mit einem Rotor des Elektromotors (12) verbunden ist und der Drehgeber (24) zwei phasenverschobene Ausgangssignale zur Ermittlung der Drehzahl und der Drehrichtung des Rotors ausgeben kann.
- Stopfenantrieb nach Anspruch 1, dadurch gekennzeichnet, dass die Kraftmesseinrichtung als eine Strommesseinrichtung ausgebildet ist.
- Stopfenantrieb nach Anspruch 1, dadurch gekennzeichnet, dass ein Handhebel (16) über eine Hebellasche (17), die am Gehäuse (6) gelenkig abgestützt ist, in die Hubstange (4) eingreift, sodass die Hubstange (4) mittels des Handhebels (16) manuell verschoben werden kann.
- Stopfenantrieb nach Anspruch 1, dadurch gekennzeichnet, dass ein parallel zur Längsachse (11) der Hubstange (4) ausgerichteter Führungsbolzen (18) mit dem Gehäuse (6) verbunden ist;
dass der Ausleger (5) einen Führungsbereich (19) zur Führung des Führungsbolzens (18) aufweist, wobei der Führungsbolzen (18) mit dem Führungsbereich (19) die Verdrehbarkeit des Auslegers (5) gegenüber dem Gehäuse (6) formschlüssig definiert. - Stopfenantrieb nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass ein parallel zur Längsachse (11) der Hubstange (4) ausgerichteter Stützbolzen (27) mit dem Gehäuse (6) verbunden ist;
dass der Stützbolzen (27), vorzugsweise durch eine Druckfeder (21), gegen den Ausleger (5) gepresst wird, wobei der Stützbolzen (27) die Verdrehbarkeit des Auslegers (5) gegenüber dem Gehäuse (6) reibschlüssig definiert. - Stopfenantrieb nach Anspruch 6, dadurch gekennzeichnet, dass die Druckfeder (21) als eine mechanische, pneumatische oder hydraulische Druckfeder (21) ausgebildet ist.
- Stopfenantrieb nach Anspruch 1, dadurch gekennzeichnet, dass ein Längsabschnitt des Auslegers (4) und/oder der Linearantrieb (10) von einem Strahlungsschutzblech (22) zumindest teilweise umschlossen ist.
- Stopfenantrieb nach Anspruch 1, dadurch gekennzeichnet, dass die Schubspindel (14) mittels eines mechanischen Verbindungselements (15) steckbar mit der Hubstange (4) verbindbar ist.
- Verfahren zum Ausgleich von Elastizitäten und mechanischen Spielen bei der automatisierten Ansteuerung eines Stopfenantriebs (1), aufweisend folgende Verfahrensschritte:- Einfahren des Linearantriebs (10) bis der Stopfen (2) auf einem Lochstein eines metallurgischen Gefäßes (3) aufsetzt;- Auslesen der Position des Linearantriebs (10) S0;- Einfahren des Linearantriebs (10) bis der Stopfen (2) mit einer Nennkraft FNenn gegen den Lochstein gepresst wird;- Halten des Linearantriebs (10) bei der Nennkraft FNenn für eine Haltezeit tHalten;- Entlasten des Linearantriebs (10), sodass der Stopfen (2) mit einer Kraft 0.2FNenn <F<0.8FNenn gegen den Lochstein gepresst wird;- Füllen des Verteilers (3) mit metallischer Schmelze;- Ausfahren des Linearantriebs (10) auf eine Soll-Position Ssoll > S 0 .
- Verfahren nach Anspruch 10, dadurch gekennzeichnet, dass die Haltezeit 2s < tHahen <60s beträgt.
- Verfahren nach Anspruch 10, dadurch gekennzeichnet, dass die Nennkraft FNenn kleiner gleich dem Minimum- der maximal zulässigen Anpresskraft des Stopfens (2) an den Lochstein; und- der maximalen Schließkraft des Linerantriebs (10) ist.
- Verwendung des Stopfenantriebs nach einem der Ansprüche 1 bis 9 zur Durchführung des Verfahrens nach einem der Ansprüche 10 bis 12.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP11183395A EP2574414A1 (de) | 2011-09-30 | 2011-09-30 | Elektromechanischer Stopfenantrieb |
| PCT/EP2012/069015 WO2013045520A1 (de) | 2011-09-30 | 2012-09-27 | Elektromechanischer stopfenantrieb |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP11183395A EP2574414A1 (de) | 2011-09-30 | 2011-09-30 | Elektromechanischer Stopfenantrieb |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP2574414A1 true EP2574414A1 (de) | 2013-04-03 |
Family
ID=47002844
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP11183395A Withdrawn EP2574414A1 (de) | 2011-09-30 | 2011-09-30 | Elektromechanischer Stopfenantrieb |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP2574414A1 (de) |
| WO (1) | WO2013045520A1 (de) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3231532A1 (de) * | 2016-04-12 | 2017-10-18 | Primetals Technologies Austria GmbH | Verfahren zum starten und stoppen einer mehrsträngigen stranggiessmaschine, gemeinsamer stopfantrieb und mehrsträngige stranggiessmaschine |
| CN108568515A (zh) * | 2018-06-14 | 2018-09-25 | 刘中原 | 一种精确对准塞棒装置及中间包塞棒对准工艺 |
| WO2023194602A1 (en) * | 2022-04-08 | 2023-10-12 | Vesuvius - Sert, Sas | Control device for a metallurgical vessel stopper-rod |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102013218345B4 (de) | 2013-09-12 | 2021-02-04 | Sms Group Gmbh | Vorrichtung zum Verschließen einer Abflussöffnung in einem metallurgischen Gefäß |
| CN106694865A (zh) * | 2017-02-06 | 2017-05-24 | 浙江杭机铸造有限公司 | 一种座包拔塞装置 |
| AT527598B1 (de) * | 2024-03-05 | 2025-04-15 | Sheffield Hi Tech Refractories Germany Gmbh | Stopfenhalterung |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3421344A1 (de) * | 1984-06-08 | 1985-12-12 | Krupp Stahl Ag, 4630 Bochum | Verfahren und vorrichtung zum automatischen fuellen einer stranggiesskokille beim angiessen eines stranges |
| JPH02220751A (ja) * | 1989-02-21 | 1990-09-03 | Nippon Steel Corp | 連続鋳造機の鋳込み制御装置および制御方法 |
| US4953761A (en) * | 1988-09-27 | 1990-09-04 | Inductotherm Corp. | Stopper rod spatial control mechanism |
| US5312090A (en) * | 1992-12-14 | 1994-05-17 | Cmi International | Apparatus and method for controlling a stopper rod of a bottom pouring vessel |
| JPH06328230A (ja) * | 1993-05-19 | 1994-11-29 | Kubota Corp | 溶湯保持炉の出湯部 |
| EP0734801A1 (de) * | 1995-03-28 | 1996-10-02 | Concast Standard Ag | Vorrichtung zum Regeln eines Metall-zuflusses mittels einem Stopfen |
| EP1819466B1 (de) | 2004-11-30 | 2009-07-15 | DANIELI & C. OFFICINE MECCANICHE S.p.A. | Steuervorrichtung für eine stopfenstange |
| US20100282784A1 (en) * | 2009-05-10 | 2010-11-11 | Paiva Marcelo Albano | Stopper Rod Positioning and Control Apparatus for Control of Molten Metal Flow Through a Nozzle |
| CN201735786U (zh) * | 2010-08-26 | 2011-02-09 | 西安秦翔科技有限责任公司 | 一种丝杠—电机伺服自动控制塞棒调节执行装置 |
| EP1426126B1 (de) | 2002-12-04 | 2011-03-23 | Societe D'etudes Et De Realisations Techniques S.E.R.T. | Steuerungssystem von einem Verschlussteil in einem Stranggiessanlage, und entsprechende Stranggiessanlage |
-
2011
- 2011-09-30 EP EP11183395A patent/EP2574414A1/de not_active Withdrawn
-
2012
- 2012-09-27 WO PCT/EP2012/069015 patent/WO2013045520A1/de not_active Ceased
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3421344A1 (de) * | 1984-06-08 | 1985-12-12 | Krupp Stahl Ag, 4630 Bochum | Verfahren und vorrichtung zum automatischen fuellen einer stranggiesskokille beim angiessen eines stranges |
| US4953761A (en) * | 1988-09-27 | 1990-09-04 | Inductotherm Corp. | Stopper rod spatial control mechanism |
| JPH02220751A (ja) * | 1989-02-21 | 1990-09-03 | Nippon Steel Corp | 連続鋳造機の鋳込み制御装置および制御方法 |
| US5312090A (en) * | 1992-12-14 | 1994-05-17 | Cmi International | Apparatus and method for controlling a stopper rod of a bottom pouring vessel |
| JPH06328230A (ja) * | 1993-05-19 | 1994-11-29 | Kubota Corp | 溶湯保持炉の出湯部 |
| EP0734801A1 (de) * | 1995-03-28 | 1996-10-02 | Concast Standard Ag | Vorrichtung zum Regeln eines Metall-zuflusses mittels einem Stopfen |
| EP1426126B1 (de) | 2002-12-04 | 2011-03-23 | Societe D'etudes Et De Realisations Techniques S.E.R.T. | Steuerungssystem von einem Verschlussteil in einem Stranggiessanlage, und entsprechende Stranggiessanlage |
| EP1819466B1 (de) | 2004-11-30 | 2009-07-15 | DANIELI & C. OFFICINE MECCANICHE S.p.A. | Steuervorrichtung für eine stopfenstange |
| US20100282784A1 (en) * | 2009-05-10 | 2010-11-11 | Paiva Marcelo Albano | Stopper Rod Positioning and Control Apparatus for Control of Molten Metal Flow Through a Nozzle |
| CN201735786U (zh) * | 2010-08-26 | 2011-02-09 | 西安秦翔科技有限责任公司 | 一种丝杠—电机伺服自动控制塞棒调节执行装置 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3231532A1 (de) * | 2016-04-12 | 2017-10-18 | Primetals Technologies Austria GmbH | Verfahren zum starten und stoppen einer mehrsträngigen stranggiessmaschine, gemeinsamer stopfantrieb und mehrsträngige stranggiessmaschine |
| CN108568515A (zh) * | 2018-06-14 | 2018-09-25 | 刘中原 | 一种精确对准塞棒装置及中间包塞棒对准工艺 |
| WO2023194602A1 (en) * | 2022-04-08 | 2023-10-12 | Vesuvius - Sert, Sas | Control device for a metallurgical vessel stopper-rod |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2013045520A1 (de) | 2013-04-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2574414A1 (de) | Elektromechanischer Stopfenantrieb | |
| DE60006002T2 (de) | Füllkopf mit durch eine einzige vorrichtung regelbarem durchfluss | |
| DE4138740A1 (de) | Verfahren und vorrichtung zum stranggiessen von brammen oder bloecken | |
| EP2937158B1 (de) | Ringwalzmaschine | |
| AT516412B1 (de) | Strangführungsrolleneinheit für eine Stranggießmaschine | |
| CH639881A5 (de) | Verfahren zum aendern eines strangquerschnittformates und kokille zur durchfuehrung des verfahrens. | |
| EP3532425B1 (de) | Vorrichtung zur kompensation von schrägzug bei kranen | |
| DE4208061A1 (de) | Induktionsofen fuer das schmelzen und abgiessen von stoffen in nicht-reaktiver atmosphaere | |
| DE2557769A1 (de) | Zwischenbehaelterwagen fuer metall-, insbesondere stahlstranggiessanlagen | |
| EP0044291B1 (de) | Einrichtung an einer Stranggiesskokille zum Ermitteln der zwischen den Seitenwänden der Kokille und der Strangoberfläche herrschenden Reibungskräfte | |
| DE3008061C2 (de) | Vorrichtung zum Einbringen einer Sonde in einen Behälter mit einem Fluid | |
| EP3623075B1 (de) | Verstelleinrichtung für die schmalseite einer stranggiesskokille, und verfahren zum verstellen einer schmalseite einer stranggiesskokille | |
| DE2543168C3 (de) | Fahrbare Gießvorrichtung | |
| EP0077319B1 (de) | Elektroofen | |
| EP3833787B1 (de) | Verfahren zum betreiben eines konverters und tragvorrichtung für einen konverter | |
| EP1062723A1 (de) | Hubantrieb für den einsatz in der eisen- und stahlindustrie | |
| EP0073184A1 (de) | Plattenkokille einer Stranggiessanlage | |
| DE102023109474B4 (de) | Vorrichtung zum Anheben von Lasten und Verfahren zum gleichförmigen Anheben oder Absenken von Lasten | |
| DE102008057818A1 (de) | Stranggussvorrichtung und Stranggussverfahren | |
| DE3233600C2 (de) | Gießanlage mit mehreren, je mit einem Schiebeverschluß ausgerüsteten Schmelzegefäßen | |
| DE1758971B1 (de) | Vakuumofen mit gewichtsabhaengiger Steuerung des Chargenvorschubs | |
| DE2408894A1 (de) | Vorrichtung zum heben und schwenken eines metallurgischen gefaesses | |
| AT528022B1 (de) | Stellvorrichtung für Gussformen | |
| DE102009033934B3 (de) | Abdicht- und Verfüllvorrichtung für einen metallurgischen Ofen, metallurgischer Ofen und Verfahren zum Abstechen eines metallurgischen Ofens | |
| EP3782748A1 (de) | Antriebsvorrichtung für einen stopfenverschluss an einem metallurgischen gefäss |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20131005 |