EP2594346A1 - Verfahren und Vorrichtung zur Herstellung von Profilen mit lageveränderlicher, längsorientierter Ausformung - Google Patents
Verfahren und Vorrichtung zur Herstellung von Profilen mit lageveränderlicher, längsorientierter Ausformung Download PDFInfo
- Publication number
- EP2594346A1 EP2594346A1 EP11189248.5A EP11189248A EP2594346A1 EP 2594346 A1 EP2594346 A1 EP 2594346A1 EP 11189248 A EP11189248 A EP 11189248A EP 2594346 A1 EP2594346 A1 EP 2594346A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- annular gap
- profile
- hollow profile
- blank
- bending
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D7/00—Bending rods, profiles, or tubes
- B21D7/08—Bending rods, profiles, or tubes by passing between rollers or through a curved die
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D15/00—Corrugating tubes
- B21D15/02—Corrugating tubes longitudinally
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D7/00—Bending rods, profiles, or tubes
- B21D7/08—Bending rods, profiles, or tubes by passing between rollers or through a curved die
- B21D7/085—Bending rods, profiles, or tubes by passing between rollers or through a curved die by passing through a curved die
Definitions
- the invention relates to a method and an apparatus for producing profiles with at least one positionally variable, longitudinally oriented shaping of a profile blank.
- profiles in particular curved hollow profiles are required, which have a positionally variable, in particular twisted, longitudinally oriented shape.
- An A-pillar which for example additionally forms a roof frame, can have correspondingly variable position, in particular twisted, longitudinally oriented formations for providing the necessary strength and / or sealing surfaces.
- profiles for chair guides of stairlifts which are often divided into individual segments connected locally in the stairwell and fixed by brackets on the wall or the stairs. Specific cross-sectional shapes of these profiles are intended to ensure that the guided chair and the forces introduced by it onto the hollow profile are absorbed and the chair is nevertheless always guided in a spatially aligned manner.
- the bent profiles are subjected to a torsion, so that the required for a guide formation of the hollow profile always has the same orientation, for example, to a vertical wall.
- Curved hollow sections are therefore usually one subjected to appropriate torsion to ensure the correct orientation of the molding.
- the longitudinally oriented formations must therefore be variable in position, or twisted.
- a torsion of a curved hollow profile does not allow large torsion values in ° / mm or changes in position of the formations to be achieved without an increasing warping of the cross sections of the hollow profile.
- the introduction of a torsion is possible only in a relatively short, free length of the hollow profile, which must be between two restraints. As a result, the introduction of a twist in a relatively long hollow profile is particularly time-consuming, since only small sections of the hollow profile can be gradually twisted.
- the invention has the object, a method and an apparatus for producing profiles or hollow profiles, which have at least one variable position, longitudinally oriented shape to provide, with which or with which with as few steps and low apparativem Effort can be made according to a positionally variable formations exhibiting profile.
- a position-variable shape can be introduced into a profile or hollow profile, without the profile or Hollow profile must be twisted.
- a strong change in position of the molding for example, a strong twisting the formation of the profile or hollow profile is thus no longer dependent on the Tord michshunt the profile or hollow profile and can be introduced in one step.
- the method according to the invention can be improved by bending the deformed profile or hollow profile exiting the forming tool using a downstream bending mold with optional bending mandrel, so that the profiles or hollow profiles provided with a variable-configuration can be bent in one work step ,
- profile blanks of open profiles can be reshaped.
- the outer die and / or the preferably hollow profile blank is actively rotated using appropriate means themselves, i. the outer die is actively rotated via a drive and / or the profile or hollow profile blank, for example using a profile feed unit.
- the rotational movement need not be provided by the propulsion of the profile or hollow profile or by the relative profile feed, so that the forming forces are smaller.
- the just described method or the device with a forming tool or annular gap tool which is used according to the first teaching of the invention for the production of profiles or hollow profiles with at least one variable-position formation can additionally all the features of the method mentioned below or the device for introducing position-variable, longitudinally oriented formations in a profile or hollow profile blank using a corresponding shaping tool, which together with a bending mold according to another aspect of the present invention for producing curved hollow profiles, which have at least one longitudinally oriented, variable-position formation used will be, and contribute to solving this teaching of the present invention.
- the device for producing preferably hollow profiles which have at least one longitudinally oriented, variable-position formation, for example, be arranged on a profile bending machine, since this can provide means for carrying out the relative movement and the relative rotation in a simple manner.
- This according to a preferred embodiment of the inventive method combines the introduction of storable, longitudinally oriented formations in a hollow profile using an annular gap tool with the bending of the formed hollow profile using a bending mold and optionally a bending mandrel, preferably by the relative rotation of the outer die of the annular gap tool to the axial axis of the hollow profile, the at least one variable position, longitudinally oriented formation is introduced into the hollow profile without the hollow profile itself is subjected to a torsion.
- the rotatably arranged bending mold ensures that, despite the position-variable shaping of the hollow profile, bending of the hollow profile can be achieved by a relative movement in the axial direction, that is to say a translational relative movement, of hollow profile and bending form.
- the hollow profile blanks are preferably made of a steel.
- other readily deformable metals such as aluminum, aluminum alloys, copper, copper alloys, etc. may be used.
- the bending mold can be arranged freely rotating or, alternatively, be rotatable about its longitudinal axis, for example by means of a motor drivable. This can have an advantageous effect on the control possibility, for example, on complex bending geometries, in particular on three-dimensional bending geometries or support their generation.
- a curved hollow profile which has longitudinally oriented and positionally variable formations, are produced.
- profile blanks can be used by open profiles.
- hollow profile blanks are preferably used as tubes with a circular cross-section.
- hollow profile blanks with other cross-sectional shapes such as elliptical and rectangular cross-sectional shape is conceivable.
- the hollow section blank is displaced in the axial direction and rotated about its axial axis compared to an axially fixed annular gap tool and a fixed bending shape or the hollow profile blank is fixed and the annular gap tool and the bending mold relative to the fixed Hollow profile blank moved axially and / or rotated about the axial direction of the hollow section blank.
- annular gap width of both the annular gap tool and the annular gap, which are formed by the bending mold and the optional bending mandrel is greater than or equal to the wall thickness of the reshaped hollow profile blank, ensures that the frictional forces for introducing the variable position, longitudinally oriented formation and bending of the Hollow profiles do not get too big.
- a game of a few tenths of a millimeter is provided here.
- the change in the circumference of the hollow profile blank is a maximum of +/- 25%, preferably a maximum of +/- 15%. This ensures that the required pressure forces to push the profile through the annular gap does not assume any impermissibly high values and no forming work has to be performed in the direction of the sheet metal plane.
- an advantageous embodiment can be provided by the fact that the hollow profile blank is not changed in its shape in an inlet region of the annular gap inlet and / or in an outlet region at the annular gap outlet during the relative movement. This ensures further stabilization and at the same time a calibration of the introduction of the position-variable, longitudinally oriented formations into the hollow profile blank.
- the relative movement between the hollow profile blank and the annular gap tool and bending mold is performed by advancing the hollow profile blank using a profile feed unit, the method can be carried out with axially fixed annular gap tool and bending mold or optionally fixed mandrel. As a result, the expenditure on equipment for carrying out the method according to the invention is reduced.
- the hollow section blank is rotated during the profile feed, optionally using the profile feed unit, so that both the outer die of the annular die and the bending die can be additionally made stationary with respect to axial rotation.
- the hollow section blank during the profile feed optionally below Use of a profile feed unit, for manipulating a 3D bending geometry, and the annular gap tool for introducing the position-variable, longitudinally oriented formations rotated.
- a bending can preferably be initiated by deflection of the bending mold relative to the center axis of the hollow profile blank in combination with a rotatably mounted or preferably actively driven bending mold.
- the hollow profile blank is guided by using a guide sleeve, which is axially adjustable, for example, and an inner mandrel shaft during the relative movement of hollow profile blank and annular gap tool, so that a further increase in process reliability is achieved.
- the inner die of the annular gap tool which is usually held via a mandrel tie rod, can be fastened to the mandrel shaft of the guide sleeve.
- the outer die of the annular gap tool can be connected to the guide sleeve.
- the annular gap inlet and the annular gap outlet also have inflow or outflow curves, which simplify the friction or also the threading of the hollow profile blank into the annular gap tool.
- the dies used or the bending mold or even the active surfaces of the dies or the bending mold and optionally the bending mandrel can be made, for example, from hard metal, hardened steel, metal ceramics or similar metals. These lead to a reduced wear of the dies and bending forms used.
- the introduction of the variable-position, longitudinally oriented formations in the hollow profile by a driven rotation of the outer die of the annular gap tool can be performed using a drive unit.
- the inner die is preferably freely rotatably mounted on a mandrel tie rod, so that it can follow the rotation of the outer die.
- the bending mold can be freely rotatably mounted to follow the formation, which has been introduced by the annular gap tool in the hollow profile blank.
- the bending mold can be arranged freely rotating or, alternatively, be rotatable about its longitudinal axis, for example by means of a motor drivable.
- this can have an advantageous effect on the control possibility, for example, on complex bending geometries, in particular on three-dimensional bending geometries or support their generation.
- this can hold the reshaped hollow section blank via a frictional connection and / or a form fit, preferably preferably for relief, the optionally provided guide sleeve with the outer die of the annular gap tool, for example, simultaneously and simultaneously rotates and, for example, axially adjustable.
- lunettes can be arranged downstream of the profile feed unit in order to support the hollow profile blank, in particular if it projects significantly beyond the guide sleeve at the beginning of the forming process.
- the Bending form and optionally the bending mandrel are freely adjustable in their angle to the axial axis of the hollow section blank.
- the bending mandrel which is usually equipped with articulated segments, especially for small bending axes, can easily follow the set angle to the axial axis of the hollow profile blank.
- simple and conventional bending mandrels can be used.
- the hollow profile produced according to the invention is part of a vehicle body, an A-pillar with subsequent roof frame of a motor vehicle or a profile of a stairlift chair guide.
- Corresponding hollow profiles which can be used for any application in which storable, longitudinally oriented formations play a decisive role, can be produced in a simple manner with the method according to the invention and are therefore correspondingly inexpensive to produce.
- the device according to the invention can be improved according to a first embodiment in that a bending mold with an optional bending mandrel is provided at the outlet of the forming tool. Curved profiles or hollow profiles with a longitudinally oriented, positionally variable shape can then also be produced with the device which is further configured according to the invention.
- the device according to the invention it is possible to mold in one step in a hollow profile on the one hand a variable position, longitudinally oriented shape and at the same time bending the hollow profile.
- hollow profiles for example, as they are provided for motor vehicles in the A-pillar or can also be used for the realization of chair guides a stairlift, are produced.
- open profiles or partially closed profiles can be produced with a longitudinally oriented shape using this embodiment of the device according to the invention.
- the bending mold is arranged such that the angle between the axial axis of the bending mold and the axial axis of the annular gap tool for changing the radius of curvature of the profile or hollow profile before and / or during the forming is variably adjustable. This ensures that different radii of curvature can be realized in the profile or hollow profile to be produced.
- a next embodiment of the device according to the invention ensures a particularly process-reliable and gentle forming process in that the annular gap of the annular gap tool is shaped such that during the introduction of the at least one formation in the hollow profile blank, the circumference of the hollow profile blank by a maximum of +/- 25 %, preferably by a maximum of +/- 15% changes.
- the forces necessary for the deformation can be minimized in this way.
- a simple positioning of the inner die of the annular gap tool is achieved in that a mandrel tie rod is provided.
- the outer die of the annular gap tool is divided and can be opened.
- the inner die of the annular gap tool has outer dimensions which are smaller than or equal to the inner dimensions of the hollow profile blank.
- the inner mandrel shaft may be formed integrally with the inner die of the annular gap tool.
- the inner mandrel shaft may be formed integrally with the inner die of the annular gap tool.
- partially preformed hollow profile blanks can be used.
- outer die undivided, inner and outer die, for example using a mandrel tie rod, to be separated in the axial direction so that the hollow profile blank can be positioned via the inner die to the starting position in front of the annular gap entrance before the outer die again on the inner die is pushed to form the annular gap tool.
- an adapted to the hollow profile blank printing or drawing piece may be provided which the hollow profile blank detected at one end of the end face and is able to push through the hollow section blank by the annular gap tool and possibly also by the bending mold or pull through. This ensures that the hollow profile blank is completely brought into the changed cross-sectional shape with at least one variable position, longitudinally oriented formation.
- a profile feed unit is provided with a profile feed carriage, so that the annular gap tool and / or the bending mold can be formed stationary at least in the axial direction.
- the structure of the device according to the invention is simplified.
- the bending mold can additionally be arranged in the axial direction, preferably movable via a drive.
- the outer and the inner die are axially adjustable in combination with the mandrel shaft and the guide sleeve.
- the profile shear unit can also be equipped with means for rotating the hollow profile blank, so that the relative axial rotation between the hollow profile blank and the annular gap tool for introducing the variable-position, longitudinally oriented formations in the hollow profile blank can be completely or partially provided by the profile feed unit.
- the device according to the invention can be configured advantageously in that the outer die of the annular gap tool and / or the bending die have a drive for axial rotation. Via a driven rotation of the outer die, it is possible to introduce a positionally variable, longitudinally oriented shaping into the hollow profile blank via a greater lever effect.
- the inner die of the annular gap tool can be freely rotatably mounted in this case, follow the rotation of the outer die without much effort.
- a guide sleeve and a mandrel shaft for guiding the hollow profile blank are arranged in front of the annular gap tool, wherein optionally the inner die of the annular gap tool is freely rotatably mounted on the mandrel shaft.
- the guide sleeve and the mandrel shank enable an improved guidance of the hollow profile blank and thus a higher process reliability during the forming.
- the inner die can be easily attached to the mandrel shaft.
- the inner die is preferably rotatably attached to the inner mandrel shaft. It is also preferable that the bending mandrel is rotatable at the exit of the annular gap tool on the inner die is fixed so that it can follow the rotation of the formations of the hollow profile in the case of a rotatable outer die.
- lunettes can also provide support for the hollow profile blank, which are preferably arranged between the profile feed unit and the annular gap tool.
- the active surfaces of the outer and inner die of the annular gap tool and optionally the active surfaces of the bending mold and / or optionally of the bending mandrel are made of e.g. hardened steel, carbide, cermet or similar metals to optimize the forming process and to minimize wear.
- the device can be further configured in that the annular gap tool, the bending mold with optional bending mandrel, the means for carrying out the relative movement between the hollow profile blank and annular gap tool, the means for rotating the outer die of the annular gap tool and optionally a profile feed unit and a guide sleeve on a profile bending machine are.
- Profile benders usually have recordings for profile feed units and bending forms. In this respect, profile bending machines can be equipped with little effort for carrying out the method according to the invention and for providing a device according to the invention.
- the inner die between the mandrel shaft and mandrel balls of a preferably used mandrel is articulated introduced.
- a drive adjusts the axial position of the inner die relative to the outer die via the mandrel connected to the mandrel shank of the mandrel to maintain the annular gap.
- the mandrel balls are inevitably adjusted together with the inner die.
- inner die and mandrel ball can be axially positioned independently of each other.
- This configuration has the advantage that both the inner die for the annular gap and the mandrel balls for an optional position for the inner support in the area of the bending mold can be positioned independently of each other.
- Fig. 1 and Fig. 2 show in each case different views of an embodiment of a forming tool in the form of an annular gap tool 1, which consists of an outer die 2 and an inner die 3. Both dies 2, 3 form an annular gap 4, which changes from the annular gap entrance 5 to the annular gap exit 6 in its cross-sectional shape from the cross-sectional shape of the hollow profile blank, in this case a circular cross-sectional shape, to the cross-sectional shape of the hollow profile with longitudinally oriented recess.
- Fig. 1 is clearly seen in comparison to the initial cross-sectional shape changed cross-sectional shape of the annular gap 4.
- the width of the annular gap 4 is greater than or equal to the wall thickness of the hollow profile blank to be formed.
- annular gap inlet 5 and at the annular gap outlet 6 inlet and outlet areas are provided which have inlet and outlet curves. This facilitates the threading of the hollow section blank For example, in the annular gap entrance 5 and the leakage of the deformed hollow section blank at the annular gap exit 6.
- a short area at the annular gap entrance 5 and at the annular gap exit 6 performs no change in shape of the hollow profile blank, so that these areas stabilizing effect for the forming process.
- the annular gap tool 1 can therefore be used both according to the first aspect of the present invention for the production of hollow profiles with variable position, longitudinally oriented formations as well as for the production of curved hollow profiles with variable position, longitudinally oriented formations.
- annular gap tool is constructed much simpler and can softer shape transitions have, so that a transformation of a hollow section blank to a hollow profile with variable position, longitudinally oriented formations can be done in a simple manner and without large forming forces.
- the circumference of the hollow profile blank does not change. It follows that the length of the neutral fiber, i. the center line of the sheet thickness of the hollow section blank does not change at all or only within narrow limits preferably +/- 25% or more preferably +/- 15%. The forming work taking place in the sheet metal plane is thereby minimized, so that the forming forces can be further reduced.
- Fig. 3 shows in a schematic sectional view of the starting cross-sectional shape 7 of the hollow profile blank and the cross-sectional shape 8 of the hollow profile blank after leaving the annular gap tool.
- the circumferential length of the two cross-sectional shapes 7, 8 is identical, so that no work in the sheet thickness plane through the annular gap tool must be made.
- FIG. 4 now shows one opposite the Fig. 1 and 2 further improved variant of the annular gap tool 1 with upstream guide sleeve 9 and inner mandrel shaft 10 in an axial sectional view.
- the hollow section blank, in Fig. 4 not shown, between the mandrel shaft 10 and guide sleeve 9 is performed, the forming process and the introduction of variable position, longitudinally oriented formations in the hollow section blank can be made even more process-reliable.
- Guide sleeve 9 shown here preferably rotates with to additionally support the introduction of the variable-position, longitudinally oriented formations through the annular gap tool.
- Either the guide sleeve 9 is freely rotatably mounted or can be actively rotated by means of a drive or alternatively be executed by means of a braking device fixed or controlled rotating.
- the guide sleeve 9 may also be formed non-rotatable.
- the width of the annular gap 13 is also greater than or equal to the wall thickness of the hollow section blank.
- the bending mold 11 with its axial axis at an angle to the axial axis of the annular gap tool 1 and the guide sleeve 9 occupy.
- the deformed hollow profile emerging from the annular gap tool 1 is bent over the bending mold.
- the bending mold 11 follows as well as the bending mandrel 12 of the introduced, variable-position formations of the hollow profile. It is also conceivable to actively drive the bending mold.
- any radii of curvature can be generated in the longitudinal direction of the hollow profile to be produced, despite the positionally variable, longitudinally oriented formations of the hollow profile.
- Fig. 6 shows a schematic sectional view of a further embodiment of a device according to the invention with an annular gap tool 1, a bending mold 11, a bending mandrel 12 and means 14 for performing a relative movement in the axial direction between the annular gap of the annular gap tool 1, the annular gap 13, which through the bending mold 11 and the Bending mandrel 12 is formed and the hollow profile blank 16.
- the means 15 for performing a relative movement in the axial direction of the hollow section blank 16th are provided by a profile feed unit 15 in the illustrated embodiment.
- the profile feed unit 15 can perform a translatory movement in order to move or guide the hollow profile blank 16 as continuously as possible relative to and through the annular gap tool 1.
- the deformed hollow section blank 16 is moved further in the direction of the bending mold 11 and the bending mandrel 12 and bent with introduced, variable position, longitudinally oriented formation.
- the bending mold 11 is preferably arranged so that any angle ⁇ can be adjusted relative to the axial axis of the annular gap tool 1 and the hollow profile blank before bending.
- the angle ⁇ can be adjusted in any direction perpendicular to the axial axis of the annular gap tool.
- the bending mold 11 rotates synchronously with the annular gap tool 1 so that the bending mold 11 can each follow the formations introduced into the hollow profile.
- the bending mandrel 12 is segmented. The individual segments are preferably connected to one another like an articulation, so that the latter can follow the bending angles which the bending form 11 assumes with respect to the axial axis of the annular gap tool.
- the bending mandrel 12 is preferably rotatably attached to the inner tool 3 of the annular gap tool 1.
- the means for performing a relative rotation about the axial axis of the annular gap tool, the bending shape relative to the hollow profile blank are in Fig. 6 represented schematically by the reference numerals 17 and 18.
- they can ensure a relative axial rotation between the annular gap tool 1 and the bending mold 11 and the hollow profile blank 16.
- a specifically designed pressure part 15a is indicated, which allows the hollow profile blank 16 can be completely transformed in its cross-sectional shape.
- the device just described is arranged on a profile bending machine 19, Fig. 6 .
- Profile bending machines 19 usually already have means for setting a bending angle and for carrying out translational movements, for example a profile feed unit 15.
- Profile bending machines 19 can therefore be equipped in a simple manner with the device according to the invention.
- Fig. 6 Lunettes 20 which support the hollow profile blank 16 from the outside.
- Other suitable proppant can be used. If the profile feed unit 15 moves in the direction of the annular gap tool 1, it presses the hollow profile blank 16 through the annular gap of the annular gap tool 1. Through the annular gap 4 of the annular gap tool 1 of the hollow section blank 16 is formed. If the outer die of the annular gap tool 1 rotates while the profile feed unit 15 moves the hollow profile blank 16 relative to the position of the annular gap tool 1, a positionally variable, longitudinally oriented formation 23 is rotated into the Hollow section blank 16 introduced.
- the at least one formation exhibits hollow profile 21 and runs directly into the bending mold 11, which likewise follows the rotation of the annular gap tool via the means 17.
- the bending mold 11 bends the incoming hollow section 21 according to the set bending angle ⁇ to a bent hollow section 22, which has variable position, in particular longitudinally oriented formations 23.
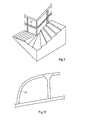
- Fig. 7 represented according to an embodiment.
- Fig. 7a a guide sleeve 9
- the annular gap tool 1 and the bending mold 11 together with bending mandrel 12 shown in perspective.
- the introduced from the left side into the guide sleeve hollow section blank 16 has, as shown in the present embodiment, a circular output cross-section.
- Fig. 7b the hollow profile blank 16 as far as through the guide sleeve 9, the annular gap tool 1 and the bending mold 11 is moved so that it emerges on the bending mold 11 with the introduced formations 23 as a deformed hollow section 22.
- the relative rotation of the annular gap tool ⁇ relative to the hollow profile blank is to be defined as a function of the profile advance and thus of the time to achieve almost any positional changes of the formations.
- ⁇ f z t . with z (t): profile feed in the axial direction.
- the relative rotation of the outer die can be controlled to obtain the desired course of the formations in the hollow profile.
- a curved hollow profile with variable position, longitudinally oriented recesses 23 shows Fig. 8 in a schematic, perspective view.
- curved hollow profile with longitudinally oriented formations 23 may, for example, as a profile for chair guidance of a stair lift 24, as it is for example in Fig. 9 is shown used.
- Another use of the hollow section 22 shows Fig. 10 schematically in a side view of a vehicle body.
- the A-pillar 25, which also forms part of the roof frame, has Usually also variable-position, longitudinally oriented formations, on the one hand to meet the stability requirements of an A-pillar and the stability requirements of the roof frame.
- the use of a single hollow section 25 for an A-pillar including roof frame part simplifies the production of vehicle bodies.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Bending Of Plates, Rods, And Pipes (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
Abstract
Description
- Die Erfindung betrifft ein Verfahren und eine Vorrichtung zur Herstellung von Profilen mit mindestens einer lageveränderlichen, längsorientierten Ausformung aus einem Profilrohling.
- Sowohl im Kraftfahrzeugbau als auch in anderen technischen Gebieten, beispielsweise bei einer Stuhlführung eines Treppenlifts, werden Profile, insbesondere gebogene Hohlprofile benötigt, welche eine lageveränderliche, insbesondere tordierte, längsorientierte Ausformung aufweisen. Eine A-Säule, welche beispielsweise zusätzlich einen Dachrahmen bildet, kann zur Bereitstellung der notwendigen Festigkeiten und/oder Dichtflächen entsprechend lageveränderliche, insbesondere tordierte, längsorientierte Ausformungen aufweisen. Das Gleiche gilt für Profile für Stuhlführungen von Treppenliften, welche häufig in einzelne Segmente aufgeteilt vor Ort im Treppenhaus verbunden und über Halterungen an der Wand oder der Treppenstufen fixiert werden. Spezifische Querschnittsformen dieser Profile sollen gewährleisten, dass der geführte Stuhl und die durch ihn auf das Hohlprofil eingeleitete Kräfte aufgenommen werden und der Stuhl dennoch räumlich immer gleichbleibend ausgerichtet geführt wird. Hierzu sind die gebogenen Profile mit einer Torsion zu beaufschlagen, so dass die für eine Führung benötigte Ausformung des Hohlprofils immer die gleiche Ausrichtung beispielsweise zu einer vertikalen Wand aufweist. Gebogene Hohlprofile werden daher üblicherweise einer entsprechenden Torsion unterzogen, um die richtige Orientierung der Ausformung zu gewährleisten. Die längsorientierten Ausformungen müssen also lageveränderlich, bzw. tordiert sein. Allerdings lassen sich durch eine Torsion eines gebogenen Hohlprofils keine großen Torsionswerte in °/mm oder Lageänderungen der Ausformungen erzielen, ohne dass eine zunehmende Verwölbung der Querschnitte des Hohlprofils auftritt. Darüber hinaus ist das Einbringen einer Torsion nur in einer relativ kurzen, freien Länge des Hohlprofils möglich, welche sich zwischen zwei Einspannungen befinden muss. Dadurch wird das Einbringen einer Torsion in ein relativ langes Hohlprofil besonders zeitaufwendig, da nur kleine Abschnitte des Hohlprofils schrittweise tordiert werden können.
- Aus dem europäischen Patent
EP 1 863 604 B1 ist einerseits eine Vorrichtung und ein Verfahren zum Freiformbiegen von Längsprofilen, insbesondere von Rohren bekannt, welche bei einfachem Aufbau auch kleine Biegeradien im umzuformenden Hohlprofil ermöglicht. Darüber hinaus ist aus der deutschen PatentschriftDE 38 07 002 C1 bekannt, lageveränderliche, insbesondere tordierte Ausformungen in ein gerades Rohr unter Verwendung eines Ziehrings sowie eines Ziehkerns, welcher schräg tordierte Nuten aufweist, bekannt. - Von dem bekannten Stand der Technik liegt daher der Erfindung die Aufgabe zugrunde, ein Verfahren und eine Vorrichtung zur Herstellung von Profilen oder Hohlprofilen, welche mindestens eine lageveränderliche, längsorientierte Ausformung aufweisen, bereitzustellen, mit welchem bzw. mit welcher mit möglichst wenigen Arbeitsschritten und geringem apparativem Aufwand ein entsprechend lageveränderliche Ausformungen aufweisendes Profil hergestellt werden kann.
- Gemäß der ersten Lehre der vorliegenden Erfindung werden mindestens eine lageveränderliche, längsorientierte Ausformung aufweisende Profile oder Hohlprofile vereinfacht aus Profil- oder Hohlprofilrohlingen mit einem Verfahren hergestellt durch
- Bereitstellen eines Formgebungswerkzeugs, welches am Eingang die Querschnittsform eines Profil- oder Hohlprofilrohlings und am Ausgang eine geänderte Querschnittsform mit mindestens einer Ausformung aufweist,
- Positionieren eines Profil- oder Hohlprofilrohlings am Eingang des Formgebungswerkzeugs,
- Durchführen einer Relativbewegung in Axialrichtung zwischen dem Formgebungswerkzeug und dem Profil- oder Hohlprofilrohling bei gleichzeitiger Durchführung einer relativen Drehung zwischen dem Formgebungswerkzeug und dem Profil- oder Hohlprofilrohling um eine Axialachse des Formgebungswerkzeugs, des Profils oder Hohlprofils, um eine lageveränderliche Ausformung über das Formgebungswerkzeug in den Profil- oder Hohlprofirohling einzubringen.
- Durch die Verwendung eines Formgebungswerkzeugs, welches relativ zum Profil- oder Hohlprofilrohlings gedreht wird, kann eine lageveränderliche Ausformung in ein Profil oder Hohlprofil eingebracht werden, ohne dass das Profil- oder Hohlprofil tordiert werden muss. Eine starke Lageänderung der Ausformung, beispielsweise eine starke Tordierung der Ausformung des Profils- oder Hohlprofils ist damit nicht mehr abhängig von dem Tordierungsvermögen des Profils bzw. Hohlprofils und kann in einem Arbeitsschritt eingebracht werden.
- Das erfindungsgemäße Verfahren kann gemäß einer ersten Ausgestaltung dadurch verbessert werden, dass das am Formgebungswerkzeug austretende, umgeformte Profil oder Hohlprofil unter Verwendung einer nachgeordneten Biegeform mit optionalen Biegedorn gebogen wird, so dass die mit einer lageveränderlichen Ausformung versehenen Profile oder Hohlprofile in einem Arbeitsschritt gebogen werden können.
- Gemäß einer nächsten Ausgestaltung des erfindungsgemäßen Verfahrens werden mindestens eine lageveränderliche Ausformung aufweisenden Profile, insbesondere Hohlprofile vereinfacht aus Profilrohlingen, insbesondere Hohlprofilrohlingen hergestellt durch
- Bereitstellen eines als Ringspaltwerkzeug ausgebildetes Formgebungswerkzeug mit einem äußeren und einem inneren Gesenk, welche einen Ringspalt, einen Ringspalteingang und einen Ringspaltausgang bilden, wobei der Ringspalt am Ringspalteingang die Querschnittsform eines Profil-oder Hohlprofilrohlings hat und am Ringspaltausgang eine geänderte Querschnittsform mit mindestens einer Ausformung vorgesehen ist, wobei die Breite des Ringspaltes größer oder gleich der Wanddicke des Profil-oder Hohlprofilrohlings ist,
- Positionieren eines Profil- oder Hohlprofilrohlings am Eingang des Ringspaltwerkzeugs und
- Durchführen einer Relativbewegung in Axialrichtung zwischen dem Ringspalt des Ringspaltwerkzeugs und dem Profil- oder Hohlprofilrohling bei gleichzeitiger relativer Drehung des äußeren Gesenks des Ringspaltwerkzeugs gegenüber dem Profil- oder Hohlprofilrohling um die Axialachse des Ringspaltwerkzeugs, des Profil- oder Hohlprofilrohlings, um eine lageveränderliche Ausformung über das Ringspaltwerkzeug in den Profil- oder Hohlprofilrohling einzubringen.
- Gemäß dieser Ausgestaltung der vorliegenden Erfindung wird für die Herstellung von Profilen, insbesondere Hohlprofilen mit einer längsorientierten, lageveränderlichen Ausformung eine Vorrichtung verwendet umfassend:
- ein Ringspaltwerkzeug mit einem inneren und einem äußeren Gesenk, welche einen Ringspalt, einen Ringspalteingang und einen Ringspaltausgang bilden, wobei der Ringspalt am Ringspalteingang die Querschnittsform des Profilrohlings, insbesondere Hohlprofilrohlings und am Ringspaltausgang die Querschnittsform des Profils, insbesondere Hohlprofils mit mindestens einer längsorientierten Ausformung aufweist,
- Mittel zur Durchführung einer Relativbewegung in Axialrichtung zwischen dem Ringspalt des Ringspaltwerkzeugs und dem Profilrohling, insbesondere Hohlprofilrohling, bevorzugt eine Profilvorschubeinheit und umfassend
- Mittel zur Durchführung einer relativen Drehung des Ringspaltwerkzeugs gegenüber dem Profil- oder Hohlprofilrohling um die Axialachse des Ringspaltwerkzeugs, des Profil- oder des Hohlprofilrohlings.
- Anstelle von Hohlprofilrohlingen können selbstverständlich auch Profilrohlinge von offenen Profilen umgeformt werden. Bevorzugt wird bei der relativen Axialdrehung des äußeren Gesenks des Ringspaltwerkzeugs gegenüber dem Profil- oder Hohlprofilrohling das äußere Gesenk und/oder der vorzugsweise Hohlprofilrohling unter Verwendung entsprechender Mittel selbst aktiv gedreht, d.h. das äußere Gesenk wird über einen Antrieb und/oder der Profil- oder Hohlprofilrohling beispielsweise unter Verwendung einer Profilvorschubeinheit aktiv gedreht. Hierdurch entfällt einerseits die Notwendigkeit kompliziert herzustellender, tordierte Nute aufweisender Ringspaltwerkzeuge aus dem Stand der Technik. Vorzugsweise muss die Drehbewegung nicht durch den Vortrieb des Profils oder Hohlprofils bzw. durch den relativen Profilvorschub bereitgestellt werden, so dass die Umformkräfte geringer sind.
- Das soeben beschriebene Verfahren bzw. die Vorrichtung mit einem Formgebungswerkzeug oder Ringspaltwerkzeug, welches bzw. welche gemäß der ersten Lehre der Erfindung für die Herstellung von Profilen oder Hohlprofilen mit mindestens einer lageveränderlichen Ausformung verwendet wird, kann zusätzlich alle im Weiteren genannten Merkmale des Verfahrens bzw. der Vorrichtung zum Einbringen von lageveränderlichen, längsorientierten Ausformungen in einen Profil- oder Hohlprofilrohling unter Verwendung eines entsprechenden Formgebungswerkzeugs, welches gemeinsam mit einer Biegeform gemäß einem weiteren Aspekt der vorliegenden Erfindung zur Herstellung gebogener Hohlprofile, welche mindestens eine längsorientierte, lageveränderliche Ausformung aufweisen, genutzt wird, aufweisen und zur Lösung dieser Lehre der vorliegenden Erfindung beitragen.
- So kann die Vorrichtung zur Herstellung von vorzugsweise Hohlprofilen, welche mindestens eine längsorientierte, lageveränderliche Ausformung aufweisen beispielsweise auf einer Profilbiegemaschine angeordnet sein, da diese auf einfache Weise Mittel zur Durchführung der Relativbewegung und der Relativdrehung bereitstellen kann. Insofern wird auf die nachfolgende Beschreibung eines Verfahren und einer Vorrichtung zur Herstellung von gebogenen Hohlprofilen mit mindestens einer lageveränderlichen, längsorientierten Ausformung verwiesen.
- Gemäß einer weiteren Ausgestaltung der vorliegenden Erfindung können gebogene Hohlprofile, welche eine längsorientierte, lageveränderliche Ausformung aufweisen durch ein Verfahren vereinfacht hergestellt werden, welches die folgenden Verfahrensschritte umfasst:
- Bereitstellen eines Ringspaltwerkzeugs mit einem äußeren und einem inneren Gesenk, welche einen Ringspalt, einen Ringspalteingang und einen Ringspaltausgang bilden, wobei der Ringspalt am Ringspalteingang die Querschnittsform eines Hohlprofilrohlings hat und am Ringspaltausgang eine geänderte Querschnittsform mit mindestens einer Ausformung vorgesehen ist, wobei die Breite des Ringspaltes größer oder gleich der Wanddicke des Hohlprofilrohlings ist,
- Bereitstellen einer Biegeform und optional eines Biegedorns, welche nachgeordnet zum Ringspaltwerkzeug angeordnet sind und einen Ringspalt zum Biegen des im Ringspaltwerkzeug umgeformten Hohlprofilrohlings bilden, wobei die Breite des Ringspaltes größer oder gleich der Wanddicke des Hohlprofilrohlings ist,
- Positionieren des Hohlprofilrohlings am Ringspalteingang,
- Durchführen einer Relativbewegung in Axialrichtung zwischen dem Ringspalt des Ringspaltwerkzeugs, dem Ringspalt, welcher durch die Biegeform und optional den Biegedorn bereitgestellt wird, und dem Hohlprofilrohling bei gleichzeitiger relativer Axialdrehung des äußeren Gesenks des Ringspaltwerkzeugs gegenüber dem Hohlprofilrohling oder relativer Axialdrehung des Hohlprofilrohlings gegenüber dem äußeren Gesenk des Ringspaltwerkzeugs,
- Biegen des am Ringspaltausgang austretenden, umgeformten Hohlprofils unter Verwendung der Biegeform und optional des Biegedorns, welche durch eine relative Axialdrehung während des Biegvorgangs der Position der mindestens einen Ausformung im umgeformten Hohlprofilrohling folgt.
- Das gemäß einer bevorzugten Ausgestaltung des erfindungsgemäßen Verfahrens kombiniert das Einbringen von lagerveränderlichen, längsorientierten Ausformungen in ein Hohlprofil unter Verwendung eines Ringspaltwerkzeugs mit dem Biegen des umgeformten Hohlprofils unter Verwendung einer Biegeform und optional eines Biegedorns, wobei vorzugsweise durch die relative Drehung des äußeren Gesenks des Ringspaltwerkzeugs um die Axialachse des Hohlprofils die mindestens eine lageveränderliche, längsorientierte Ausformung in das Hohlprofil eingebracht wird, ohne dass das Hohlprofil selbst einer Torsion unterzogen wird. Die drehbar angeordnete Biegeform gewährleistet, dass trotz der lageveränderlichen Ausformung des Hohlprofils ein Biegen des Hohlprofils durch eine Relativbewegung in Axialrichtung, also eine translatorische Relativbewegung, von Hohlprofil und Biegeform erreicht werden kann. Aufgrund der sehr guten Umformeigenschaften bestehen die Hohlprofilrohlinge vorzugsweise aus einem Stahl. Es können aber andere gut umformbare Metalle, beispielsweise Aluminium, Aluminiumlegierungen, Kupfer, Kupferlegierungen etc. verwendet werden. Die Biegeform kann frei drehend angeordnet sein oder alternativ drehbar um ihre Längsachse, beispielsweise mittels eines Motors antreibbar sein. Dies kann sich vorteilhaft auf die Steuerungsmöglichkeit, beispielsweise auf komplexe Biegegeometrien insbesondere auf dreidimensionale Biegegeometrien auswirken bzw. deren Erzeugung unterstützen.
- Insbesondere kann mit dem erfindungsgemäßen Verfahren in einem Arbeitsschritt ein gebogenes Hohlprofil, welches längsorientierte und lageveränderliche Ausformungen aufweist, hergestellt werden. Anstelle von Hohlprofilrohlingen können auch Profilrohlinge von offenen Profilen verwendet werden. Bevorzugt werden Hohlprofilrohlinge vorzugsweise als Rohre mit kreisförmigem Querschnitt verwendet. Allerdings ist auch die Verwendung von Hohlprofilrohlingen mit anderen Querschnittsformen, beispielsweise elliptischer und rechteckiger Querschnittsform denkbar. Für das Verfahren ist es unerheblich, ob der Hohlprofilrohling im Vergleich zu einem in Axialrichtung feststehenden Ringspaltwerkzeug und einer in gleicher Weise feststehenden Biegeform in axialer Richtung verschoben und um seine Axialachse herum gedreht wird oder der Hohlprofilrohling fest steht und das Ringspaltwerkzeug sowie die Biegeform relativ zum feststehenden Hohlprofilrohling axial bewegt und/oder um die Axialrichtung des Hohlprofilrohlings gedreht wird.
- Dadurch dass die Ringspaltbreite sowohl des Ringspaltwerkzeuges als auch des Ringspaltes, welcher durch die Biegeform und den optionalen Biegedorn gebildet werden, größer oder gleich der Wanddicke des umzuformenden Hohlprofilrohlings ist, wird gewährleistet, dass die Reibungskräfte zur Einbringung der lageveränderlichen, längsorientierten Ausformung und des Biegens des Hohlprofils nicht zu groß werden. Vorzugsweise ist hier ein Spiel von einigen zehntel Millimetern vorgesehen.
- Gemäß einer weiteren Ausgestaltung des erfindungsgemäßen Verfahrens beträgt während des Einbringens der mindestens einen Ausformung in den Hohlprofilrohling die Änderung des Umfangs des Hohlprofilrohlings maximal +/- 25%, vorzugsweise maximal +/- 15%. Hierdurch wird erreicht, dass die erforderlichen Druckkräfte zum Durchdrücken des Profils durch den Ringspalt keine unzulässig hohen Werte annehmen und keine Umformarbeit in Blechebenenrichtung geleistet werden muss.
- Darüber hinaus hat es sich gezeigt, dass eine vorteilhafte Ausführungsform dadurch bereitgestellt werden kann, dass der Hohlprofilrohling in einem Einlaufbereich des Ringspalteingangs und/oder in einem Auslaufbereich am Ringspaltausgang während der Relativbewegung in seiner Form nicht geändert wird. Hierdurch wird eine weitere Stabilisierung und gleichzeitige eine Kalibrierung des Einbringens der lageveränderlichen, längsorientierten Ausformungen in den Hohlprofilrohling gewährleistet.
- Wird gemäß einer nächsten Ausgestaltung des erfindungsgemäßen Verfahrens die Relativbewegung zwischen Hohlprofilrohling und Ringspaltwerkzeug und Biegeform durch Vorschieben des Hohlprofilrohlings unter Verwendung einer Profilvorschubeinheit durchgeführt, kann das Verfahren mit in Axialrichtung feststehendem Ringspaltwerkzeug und Biegeform bzw. optional feststehenden Biegedorn durchgeführt werden. Hierdurch wird der apparative Aufwand zur Durchführung des erfindungsgemäßen Verfahrens reduziert.
- Vorzugsweise wird der Hohlprofilrohling während des Profilvorschubs, optional unter Verwendung der Profilvorschubeinheit, gedreht, so dass sowohl das äußere Gesenk des Ringspaltwerkzeugs als auch die Biegeform zusätzlich in Bezug auf eine axiale Drehung feststehend ausgebildet werden können. Dies bedeutet eine zusätzlich Verringerung des apparativen Aufwands für das erfindungsgemäße Verfahren. Alternativ werden der Hohlprofilrohling während des Profilvorschubs, optional unter Verwendung einer Profilvorschubeinheit, zum Manipulieren einer 3D-Biegegeometrie, und das Ringspaltwerkzeug zum Einbringen der lageveränderlichen, längsorientierten Ausformungen gedreht. Dadurch kann vorzugsweise durch Auslenkung der Biegeform gegenüber der Mittelachse des Hohlprofilrohlings in Kombination mit einer drehbar gelagerten oder vorzugsweise aktiv angetriebenen Biegeform eine Biegung initiiert werden.
- Gemäß einer weiteren Ausgestaltung des erfindungsgemäßen Verfahrens wird der Hohlprofilrohling unter Verwendung einer Führungshülse, die beispielsweise axial verstellbar ist, und eines inneren Dornschafts während der Relativbewegung von Hohlprofilrohling und Ringspaltwerkzeug geführt, so dass eine weitere Erhöhung der Prozesssicherheit erreicht wird. In diesem Fall kann das üblicherweise über eine Dornzugstange gehaltene innere Gesenk des Ringspaltwerkzeugs am Dornschaft der Führungshülse befestigt werden. Zur Vereinfachung des technischen Aufbaus kann das äußere Gesenk des Ringspaltwerkzeugs mit der Führungshülse verbunden werden.
- Bevorzugt weisen Ringspalteingang und Ringspaltausgang zudem Einlauf bzw. Auslauf Rundungen auf, welche die Reibung bzw. auch das Einfädeln des Hohlprofilrohlings in das Ringspaltwerkzeug vereinfachen. Darüber hinaus können die verwendeten Gesenke bzw. die Biegeform oder auch nur die Wirkflächen der Gesenke bzw. der Biegeform und optional des Biegedorns z.B. aus Hartmetall, gehärtetem Stahl, Metallkeramik oder ähnliche Metalle hergestellt sein. Diese führen zu einem verringerten Verschleiß der eingesetzten Gesenke und Biegeformen.
- Vorzugsweise kann das Einbringen der lageveränderlichen, längsorientierten Ausformungen in das Hohlprofil durch eine angetriebene Rotation des äußeren Gesenks des Ringspaltwerkzeugs unter Verwendung einer Antriebseinheit durchgeführt werden. In diesem Fall ist das innere Gesenk vorzugsweise an einer Dornzugstange frei drehbar gelagert, so dass dieses der Drehung des äußeren Gesenks folgen kann. In diesem Fall kann auch die Biegeform frei drehbar gelagert sein, um der Ausformung, welche durch das Ringspaltwerkzeug in den Hohlprofilrohling eingebracht worden ist, zu folgen. Die Biegeform kann frei drehend angeordnet sein oder alternativ drehbar um ihre Längsachse, beispielsweise mittels eines Motors antreibbar sein. Dies kann sich vorteilhaft auf die Steuerungsmöglichkeit, beispielsweise auf komplexe Biegegeometrien insbesondere auf dreidimensionale Biegegeometrien auswirken bzw. deren Erzeugung unterstützen. Bei der Verwendung einer Profilvorschubeinheit kann diese den umzuformenden Hohlprofilrohling über einen Kraftschluss und/oder einen Formschluss halten, wobei vorzugsweise zur Entlastung die optional vorgesehene Führungshülse sich mit dem äußeren Gesenk des Ringspaltwerkzeugs beispielsweise simultan und gleichzeitig mitdreht und beispielsweise axial verstellbar ist. Um die Dimension des Ringspaltes beizubehalten, ist es vorteilhaft, dass bei einer axialen Verstellung des äußeren Gesenks auch das innere Gesenk über die Dornzugstange in gleichen Maßen verstellt wird.
- Zusätzlich können Lünetten der Profilvorschubeinheit nachgeordnet sein, um den Hohlprofilrohling, insbesondere wenn dieser deutlich über die Führungshülse zu Beginn des Umformprozesses hinausragt, zu stützen.
- Um gemäß einer weiteren Ausführungsform des erfindungsgemäßen Verfahrens eine besonders große Flexibilität in Bezug auf den Krümmungsradius des gebogenen Hohlprofils zu erhalten, ist es vorteilhaft, wenn die Biegeform während des Umformprozesses, also während der Durchführung der translatorischen Relativbewegung zwischen Hohlprofilrohling und Ringspaltwerkzeug bzw. Biegeform, die Biegeform und optional der Biegedorn in ihrem Winkel zur Axialachse des Hohlprofilrohlings frei einstellbar sind. Der insbesondere bei kleinen Biegeachsen üblicherweise mit gelenkig angeordneten Segmenten ausgestattete Biegedorn kann dem eingestellten Winkel zur Axialachse des Hohlprofilrohlings ohne Weiteres folgen. Bei größeren Biegeradien können auch einfache und konventionelle Biegedorne eingesetzt werden.
- Gemäß einer weiteren vorteilhaften Ausgestaltung des erfindungsgemäßen Verfahrens ist das erfindungsgemäße hergestellte Hohlprofil Teil einer Fahrzeugkarosserie, eine A-Säule mit anschließendem Dachrahmen eines Kraftfahrzeugs oder ein Profil einer Treppenlift-Stuhlführung. Entsprechende Hohlprofile, die für jegliche Anwendungszwecke einsetzbar sind, bei denen lagerveränderliche, längsorientierte Ausformungen eine entscheidende Rolle spielen, können auf einfache Weise mit dem erfindungsgemäßen Verfahren hergestellt werden und sind daher entsprechend kostengünstig herstellbar.
- Gemäß der vorliegenden Erfindung wird für die vereinfachte Herstellung von Profilen, insbesondere Hohlprofilen mit einer lageveränderlichen, längsorientierten Ausformung eine Vorrichtung verwendet umfassend:
- ein Formgebungswerkzeug, welches am Eingang die Querschnittsform des Profil- oder Hohlprofilrohlings und am Ausgang die Querschnittsform des Profils oder Hohlprofils mit mindestens einer längsorientierten Ausformung aufweist,
- Mittel zur Durchführung einer Relativbewegung in Axialrichtung zwischen dem Formgebungswerkzeug und dem Profil- oder Hohlprofilrohling, bevorzugt eine Profilvorschubeinheit und umfassend
- Mittel zur Durchführung einer relativen Drehung um die Axialachse des Formgebungswerkzeugs gegenüber dem Profil- oder Hohlprofilrohling oder um die Axialachse des Profilrohlings, insbesondere Hohlprofilrohlings gegenüber dem Formgebungswerkzeugs.
- Die erfindungsgemäße Vorrichtung kann gemäß einer ersten Ausgestaltung dadurch verbessert werden, dass am Ausgang des Formgebungswerkzeugs eine Biegeform mit einem optionalen Biegedorn vorgesehen ist. Mit der erfindungsgemäß weiter ausgestalteten Vorrichtung können dann auch gebogene Profile oder Hohlprofile mit einer längsorientierten, lageveränderlichen Ausformung hergestellt werden.
- Gemäß einer ersten Ausgestaltung der erfindungsgemäßen Vorrichtung werden mindestens eine längsorientierte, lageveränderliche Ausformung aufweisenden Profile oder Hohlprofile vereinfacht aus Profil- oder Hohlprofilrohlingen hergestellt durch
- ein Ringspaltwerkzeug mit einem inneren und einem äußeren Gesenk, welche einen Ringspalt, einen Ringspalteingang und einen Ringspaltausgang bilden, wobei der Ringspalt am Ringspalteingang die Querschnittsform des Hohlprofilrohlings und am Ringspaltausgang die Querschnittsform des Hohlprofils mit mindestens einer lageveränderlichen, längsorientierten Ausformung aufweist,
- eine Biegeform und optional einen Biegedorn, welche dem Ringspaltausgang des Ringspaltwerkzeugs nachgeordnet sind, wobei die Biegeform und optional der Biegedorn einen Ringspalt bilden und derart angeordnet sind, so dass eine Biegung des durch das Ringspaltwerkzeug umgeformten Hohlprofilrohlings erfolgt,
- Mittel zur Durchführung einer Relativbewegung in Axialrichtung zwischen dem Ringspalt des Ringspaltwerkzeugs, dem Ringspa.lt, welcher durch die Biegeform und optional den Biegedorn gebildet wird, und dem Hohlprofilrohling,
- Mittel zur Durchführung einer relativen Drehung um die Axialachse des Ringspaltwerkzeugs, der Biegeform und optional des Biegedorns gegenüber dem Hohlprofilrohling bzw. die Axialachse des Hohlprofilrohlings gegenüber dem Ringspaltwerkzeug und der Biegform und optional den Biegedorn.
- Mit der erfindungsgemäßen Vorrichtung ist es möglich, in einem Arbeitsschritt in ein Hohlprofil einerseits eine lageveränderliche, längsorientierte Ausformung einzuformen und gleichzeitig das Hohlprofil zu biegen. Im Ergebnis können mit der erfindungsgemäßen Vorrichtung Hohlprofile, beispielsweise wie sie für Kraftfahrzeuge im Bereich der A-Säule vorgesehen sind oder auch zur Realisierung von Stuhlführungen eines Treppenlifts verwendet werden, hergestellt werden. Wie bereits ausgeführt, können selbstverständlich beispielsweise auch offene Profile oder teilweise geschlossene Profile mit einer längsorientierten Ausformung unter Verwendung dieser Ausgestaltung der erfindungsgemäßen Vorrichtung hergestellt werden.
- Gemäß einer weiteren Ausgestaltung der erfindungsgemäßen Vorrichtung ist die Biegeform derart angeordnet, dass der Winkel zwischen der Axialachse der Biegeform und der Axialachse des Ringspaltwerkzeugs zur Veränderung des Krümmungsradius des Profils- oder Hohlprofils vor und/oder während des Umformens variabel einstellbar ist. Hierdurch wird erreicht, dass unterschiedliche Krümmungsradien im herzustellenden Profil- oder Hohlprofil realisiert werden können.
- Wie bereits zuvor ausgeführt, gewährleistet eine nächste Ausführungsform der erfindungsgemäßen Vorrichtung einen besonders prozesssicheren und schonenden Umformprozess dadurch, dass der Ringspalt des Ringspaltwerkzeugs derart geformt ist, dass während des Einbringens der mindestens einen Ausformung in den Hohlprofilrohling der Umfang des Hohlprofilrohlings um maximal +/- 25%, vorzugsweise um maximal +/- 15% sich ändert. Insbesondere können hierdurch die für die Umformung notwendigen Kräfte minimiert werden. Eine einfache Positionierung des inneren Gesenks des Ringspaltwerkzeugs wird dadurch erreicht, dass eine Dornzugstange vorgesehen ist.
- Zum einfachen Be- und Entladen der erfindungsgemäßen Vorrichtung kann es vorteilhaft sein, dass das äußere Gesenk des Ringspaltwerkzeugs geteilt ist und geöffnet werden kann. Vorzugsweise weist in diesem Fall das innere Gesenk des Ringspaltwerkzeugs äußere Abmessung auf, welche kleiner oder gleich den Innenabmessungen des Hohlprofilrohlings sind, auf. Damit kann das Be- und Entladen der Vorrichtung mit einem Hohlprofilrohling von der Seite des Ringspaltausgangs erfolgen, wobei der Hohlprofilrohling bei geöffnetem äußeren Gesenk einfach über das innere Gesenk in Richtung Ringspalteingang geschoben wird, bis dieser vor dem Ringspalteingang positioniert ist.
- Beispielsweise kann der innere Dornschaft einteilig mit dem inneren Gesenk des Ringspaltwerkzeugs ausgebildet sein. Insbesondere zum leichteren Be- und Entladen können teilweise vorgeformte Hohlprofilrohlinge verwendet werden.
- Ist das äußere Gesenk ungeteilt ausgeführt, sind inneres und äußeres Gesenk, beispielsweise unter Verwendung einer Dornzugstange, in axial Richtung derart zu trennen, dass der Hohlprofilrohling über das innere Gesenk in die Ausgangsposition vor dem Ringspalteingang positioniert werden kann, bevor das äußere Gesenk wieder über das innere Gesenk geschoben wird, um das Ringspaltwerkzeug zu bilden.
- Ferner kann ein an den Hohlprofilrohling angepasstes Druck- bzw. Ziehstück vorgesehen sein, welches den Hohlprofilrohling an einem Ende stirnseitig erfasst und in der Lage ist den Hohlprofilrohling durch das Ringspaltwerkzeug und gegebenenfalls auch durch die Biegeform durchzudrücken oder aber auch durchzuziehen. Hierdurch wird erreicht, dass der Hohlprofilrohling vollständig in die geänderte Querschnittform mit mindestens einer lageveränderlichen, längsorientierten Ausformung gebracht wird.
- Gemäß einer nächsten weitergebildeten Ausführungsform der erfindungsgemäßen Vorrichtung ist eine Profilvorschubeinheit mit einem Profilvorschubwagen vorgesehen, so dass das Ringspaltwerkzeug und/oder die Biegeform zumindest in axialer Richtung feststehend ausgebildet werden können. Hierdurch wird der Aufbau der erfindungsgemäßen Vorrichtung vereinfacht. Allerdings kann die Biegeform zur Erleichterung des Biegevorganges zusätzlich in axialer Richtung, vorzugsweise über einen Antrieb bewegbar, angeordnet sein.
- Vorzugsweise sind das äußere als auch das innere Gesenk in Kombination mit dem Dornschaft und der Führungshülse axial verstellbar. Um besonders enge Biegeradien zu erzeugen, ist es vorteilhaft, beim Auslenken der Biegeform beispielsweise durch Querverstellung und Rotation eine axiale Verstellung der oben genannten Komponente in Axialrichtung durchzuführen.
- Vorzugsweise kann die Profilschubeinheit auch mit Mitteln zur Drehung des Hohlprofilrohlings ausgestattet sein, so dass die relative, axiale Drehung zwischen Hohlprofilrohling und dem Ringspaltwerkzeug zur Einbringung der lageveränderlichen, längsorientierten Ausformungen in den Hohlprofilrohling durch die Profilvorschubeinheit vollständig oder teilweise bereitgestellt werden kann.
- Alternativ oder kumulativ dazu kann die erfindungsgemäße Vorrichtung dadurch vorteilhaft ausgestaltet werden, dass das äußere Gesenk des Ringspaltwerkzeugs und/oder die Biegeform einen Antrieb zur axialen Drehung aufweisen. Über eine angetriebene Drehung des äußeren Gesenks besteht die Möglichkeit, über eine größere Hebelwirkung eine lageveränderliche, längsorientierte Ausformung in den Hohlprofilrohling einzubringen. Das innere Gesenk des Ringspaltwerkzeugs kann in diesem Fall frei drehbar gelagert, der Drehung des äußeren Gesenks ohne großen Aufwand folgen. Dies gilt auch für die Biegeform, welche im Falle eines motorischen Antriebs zusätzlich eine definierte Auslenkung der Biegeform gegenüber den Ausformungen des Hohlprofilrohlings in Bezug auf die Krümmungsrichtung der Biegelinie erzielen kann, so dass ein Ausweichen des Hohlprofils aus der eingestellten Biegerichtung in Folge einer "schiefen Biegung" kompensiert wird.
- Gemäß einer weiteren Ausgestaltung der erfindungsgemäßen Vorrichtung sind eine Führungshülse und ein Dornschaft zur Führung des Hohlprofilrohlings vor dem Ringspaltwerkzeug angeordnet, wobei optional das innere Gesenk des Ringspaltwerkzeugs frei drehbar am Dornschaft befestigt ist. Wie bereits zuvor ausgeführt, ermöglicht die Führungshülse und der Dornschaft eine verbesserte Führung des Hohlprofilrohlings und insofern eine höhere Prozesssicherheit während des Umformens. Anstelle der Dornzugstange kann das innere Gesenk auf einfache Weise am Dornschaft befestigt werden. Um der Drehung des äußeren Gesenks folgen zu können, ist das innere Gesenk vorzugsweise drehbar am inneren Dornschaft befestigt. Bevorzugt ist auch, dass der Biegedorn am Ausgang des Ringspaltwerkzeugs am inneren Gesenk drehbar befestigt ist, so dass dieser der Drehung der Ausformungen des Hohlprofils im Falle eines drehbaren äußeren Gesenks folgen kann.
- Zusätzlich oder alternativ können auch Lünetten eine Stützung des Hohlprofilrohlings gewährleisten, welche vorzugsweise zwischen Profilvorschubeinheit und Ringspaltwerkzeug angeordnet sind.
- Gemäß einer weiteren Ausgestaltung der erfindungsgemäßen Vorrichtung sind die Wirkflächen des äußeren und inneren Gesenks des Ringspaltwerkzeugs sowie optional die Wirkflächen der Biegeform und/oder optional des Biegedorns aus z.B. gehärtetem Stahl, Hartmetall, Metallkeramik oder ähnlichen Metallen sein, um den Umformprozess zu optimieren bzw. den Verschleiß zu minimieren.
- Schließlich kann die Vorrichtung dadurch weiter ausgestaltet werden, dass das Ringspaltwerkzeug, die Biegeform mit optionalen Biegedorn, die Mittel zur Durchführung der Relativbewegung zwischen Hohlprofilrohling und Ringspaltwerkzeug, die Mittel zur Drehung des äußeren Gesenks des Ringspaltwerkzeugs und optional eine Profilvorschubeinheit sowie eine Führungshülse auf einer Profilbiegemaschine angeordnet sind. Profilbiegemaschinen weisen üblicherweise Aufnahmen für Profilvorschubeinheiten und Biegeformen auf. Insofern können Profilbiegemaschinen mit wenig Aufwand zur Durchführung des erfindungsgemäßen Verfahrens und zur Bereitstellung einer erfindungsgemäßen Vorrichtung ausgestattet werden.
- In einem weiteren Ausführungsbeispiel wird das innere Gesenk zwischen Dornschaft und Dornkugeln eines vorzugsweise verwendeten Gliederdorns gelenkig gelagert eingeführt. Ein Antrieb stellt über die Dornstange, die mit dem Dornschaft des Gliederdorns verbunden ist, die Axialposition des inneren Gesenks relativ zum äußeren Gesenk ein, damit der Ringspalt erhalten bleibt. Bei dieser Konfiguration werden die Dornkugeln zwangsläufig mit dem inneren Gesenk zusammen verstellt.
- In einem weiteren Ausführungsbeispiel können inneres Gesenk und Dornkugel unabhängig voneinander axial positioniert werden. Dies könnte beispielsweise über eine zweiteilige Dornstange, nach dem Prinzip Rohr-in-Rohr oder aber auch durch einen Stellantrieb im Dornschaft realisiert werden. Diese Konfiguration hat den Vorteil, dass sowohl das innere Gesenk für den Ringspalt als auch die Dornkugeln für eine optionale Position für die innere Stützung im Bereich der Biegeform unabhängig voneinander positioniert werden können.
- In einem weiteren Ausführungsbeispiel kann zur Vereinfachung der Vorrichtung der Dornschaft und das innere Gesenk einteilig ausgeführt sein. Es ist dann von Vorteil, dass diese Einheit frei drehbar gelagert ist, um der Rotation des äußeren Gesenks zu folgen.
- Im Weiteren soll die Erfindung anhand eines Ausführungsbeispiels in Verbindung mit der Zeichnung näher erläutert werden. Die Zeichnung zeigt in
- Fig. 1
- eine schematische Draufsicht auf den Ringspaltausgang eines Ausführungsbeispiels eines Ringspaltwerkzeugs,
- Fig. 2
- das Ringspaltwerkzeug aus
Fig. 1 in einer perspektivischen Ansicht, - Fig. 3
- in einer Schnittansicht ein Vergleich zwischen der Querschnittsform eines Hohlprofilrohlings gemäß eines weiteren Ausführungsbeispiels und des umgeformten Hohlprofilrohlings mit mindestens einer längsorientierten Ausformung,
- Fig. 4
- das Ausführungsbeispiel eines Ringspaltwerkzeugs aus
Fig. 1 mit vorgelagerter Führungshülse und Dornschaft gemäß einem weiteren Ausführungsbeispiel des Ringspaltwerkzeugs in einer axialen, schematischen Schnittansicht, - Fig. 5
- in einer perspektivischen, schematischen Ansicht das Ausführungsbeispiel aus
Fig. 4 inklusive Biegeform und Biegedorn, - Fig. 6
- eine schematische Draufsicht einer erfindungsgemäßen Profilbiegemaschine umfassend ein Ausführungsbeispiel einer erfindungsgemäßen Vorrichtung,
- Fig. 7a) bis
- d) in einer perspektivischen, schematischen Darstellung ein Ausführungsbeispiel des erfindungsgemäßen Verfahrens zu verschiedenen Zeitpunkten unter Verwendung der Vorrichtung aus
Fig. 5 , - Fig. 8
- in einer perspektivischen, schematischen Darstellung ein hergestelltes, gebogenes Hohlprofil mit tordierter Ausformung,
- Fig. 9
- in einer schematischen, perspektivischen Darstellung ein Stuhlführungsprofil eines Treppenlifts in einem Treppenhaus und
- Fig. 10
- eine schematische Darstellung einer A-Säule eines Kraftfahrzeugs.
-
Fig. 1 und Fig. 2 zeigen in jeweils unterschiedlichen Darstellungen ein Ausführungsbeispiel eines Formgebungswerkzeugs in Form eines Ringspaltwerkzeugs 1, welches aus einem äußeren Gesenk 2 und einem inneren Gesenk 3 besteht. Beide Gesenke 2, 3 bilden einen Ringspalt 4, welcher sich von dem Ringspalteingang 5 bis zum Ringspaltausgang 6 in seiner Querschnittsform von der Querschnittsform des Hohlprofilrohlings, vorliegend einer kreisförmigen Querschnittsform, auf die Querschnittsform des Hohlprofils mit längsorientierter Ausnehmung ändert. InFig. 1 ist deutlich die im Vergleich zur Ausgangsquerschnittsform geänderte Querschnittsform des Ringspalts 4 zu erkennen. Die Breite des Ringspalts 4 ist größer oder gleich der Wanddicke des umzuformenden Hohlprofilrohlings. Am Ringspalteingang 5 sowie am Ringspaltausgang 6 sind Ein- bzw. Auslaufbereiche vorgesehen, welche Einlauf- bzw. Auslaufrundungen aufweisen. Dies erleichtert das Einfädeln des Hohlprofilrohlings beispielsweise in den Ringspalteingang 5 sowie das Auslaufen des umgeformten Hohlprofilrohlings am Ringspaltausgang 6. Ein kurzer Bereich am Ringspalteingang 5 sowie am Ringspaltausgang 6 führt keine Formänderung des Hohlprofilrohlings durch, so dass diese Bereiche stabilisierend für den Umformprozess wirken. Das Ringspaltwerkzeug 1 kann daher sowohl gemäß dem ersten Teilaspekt der vorliegenden Erfindung zur Herstellung von Hohlprofilen mit lageveränderlichen, längsorientierten Ausformungen verwendet werden als auch zur Herstellung von gebogenen Hohlprofilen mit lageveränderlichen, längsorientierten Ausformungen. - Im Vergleich zu dem bisher bekannten Stand der Technik, bei welchem über eine schraubenförmige Nute aufweisendes inneres Gesenk eine lageveränderliche, insbesondere tordierte Ausformung in ein Hohlprofil eingebracht wird, wie dies beispielsweise in der Patentschrift
DE 38 07 002 C1 offenbart ist, wird bei dem erfindungsgemäßen Einbringen einer lageveränderlichen, insbesondere tordierten Ausformung lediglich das äußere Gesenk 2 relativ zum Hohlprofil um seine Axialachse gedreht, so dass einerseits das innere Gesenk 3 der Drehung des äußeren Gesenks folgt und der Hohlprofilrohling von der Ausgangsform, beispielsweise hier kreisförmig, auf eine Endform mit lageveränderlichen, insbesondere längsorientierte Ausformungen, wie hier zwei gegenüberliegende längsorientierte Einformungen gegenüber der Kreisform, gebracht wird. - Im Unterschied zu dem bekannten Stand der Technik ist das dargestellte Ausführungsbeispiel eines Ringspaltwerkzeugs deutlich einfacher aufgebaut und kann weichere Formübergänge aufweisen, so dass eine Umformung eines Hohlprofilrohlings zu einem Hohlprofil mit lageveränderlichen, längsorientierten Ausformungen auf einfache Weise und ohne große Umformkräfte erfolgen kann. Insbesondere ist es mit dem erfindungsgemäßen Verfahren und der Vorrichtung möglich, die Steigung der längsorientierten, lageveränderlichen Ausformung ("Windungen") über die zeitlich variierende Rotation des äußeren Gesenks aktiv zu steuern.
- Vorzugsweise ändert sich während der Umformung des Hohlprofilrohlings mit dem Ringspaltwerkzeug 1 der Umfang des Hohlprofilrohlings nicht. Hieraus ergibt sich, dass die Länge der neutralen Faser, d.h. die Mittellinie der Blechdicke des Hohlprofilrohlings sich gar nicht oder nur in engen Grenzen vorzugsweise +/- 25% oder besonders bevorzugt +/- 15% ändert. Die in Blechebene stattfindende Umformarbeit wird hierdurch minimiert, so dass die Umformkräfte weiter reduziert werden können.
-
Fig. 3 zeigt in einer schematischen Schnittansicht die Ausgangsquerschnittsform 7 des Hohlprofilrohlings sowie die Querschnittsform 8 des Hohlprofilrohlings nach Verlassen des Ringspaltwerkzeugs. Die Umfangslänge der beiden Querschnittsformen 7, 8 ist identisch, so dass keine Arbeit in der Blechdickenebene durch das Ringspaltwerkzeug geleistet werden muss. -
Fig. 4 . zeigt nun eine gegenüber derFig. 1 und 2 weiterverbesserte Variante des Ringspaltwerkzeugs 1 mit vorgelagerter Führungshülse 9 und innerem Dornschaft 10 in einer axialen Schnittansicht. Deutlich zu erkennen sind am Ringspaltwerkzeug 1 am Ringspalteingang 5 sowie am Ringspaltausgang 6 Ein- und Ausgangsbereiche 5a, 6a, welche keine Formänderung im Hohlprofilrohling, welcher inFig. 4 ebenfalls nicht dargestellt ist, hervorrufen. Dadurch dass der Hohlprofilrohling, inFig. 4 nicht dargestellt, zwischen Dornschaft 10 und Führungshülse 9 geführt wird, kann der Umformprozess und das Einbringen lageveränderlicher, längsorientierter Ausformungen in den Hohlprofilrohling noch prozesssicherer gestaltet werden. - Die in
Fig. 4 dargestellte Führungshülse 9 dreht sich dabei vorzugsweise mit, um das Einbringen der lageveränderlichen, längsorientierten Ausformungen durch das Ringspaltwerkzeug zusätzlich zu unterstützen. Entweder ist die Führungshülse 9 frei drehend gelagert oder kann aktive mittels eines Antriebs gedreht werden oder aber wahlweise mittels einer Bremseinrichtung fest oder kontrolliert drehend ausgeführt sein. Alternativ kann die Führungshülse 9 auch nicht drehbar ausgebildet sein. - Um nun ein gebogenes Hohlprofil mit lageveränderlichen, längsorientierten Ausformungen herzustellen, wird das in den
Fig. 1 bis 4 dargestellte Ausführungsbeispiel eines Ringspaltwerkzeugs mit Führungshülse 9 zusätzlich um eine Biegeform 11 samt Biegedorn 12 ergänzt. Wie zu erkennen ist, weist das inFig. 5 dargestellte Ausführungsbeispiel einer erfindungsgemäßen Vorrichtung zur Herstellung gebogener Hohlprofile mit lageveränderlichen, längsorientierten Ausformungen ein Ringspaltwerkzeug 1, welches ein äußeres Gesenk 2 und ein inneres Gesenk 3 umfasst, die einen Ringspalt 4 bilden, welcher in die Ausgangsquerschnittsform eines Hohlprofilrohlings mindestens eine längsorientierte Ausformung, vorliegend zwei gegenüberliegende, längsorientierte Ausformungen einbringt, auf. Die nachgeordnete Biegeform 11 sowie der Biegedorn 12, welcher vorzugsweise aus gelenkartig verbundenen Segmenten aufgebaut ist, bilden ebenfalls einen Ringspalt 13, welcher die Endform des umgeformten Hohlprofilrohlings aufweist. Die Breite des Ringspaltes 13 ist ebenfalls größer oder gleich der Wanddicke des Hohlprofilrohlings. Vorzugsweise kann die Biegeform 11 mit ihrer Axialachse einen Winkel zur Axialachse des Ringspaltwerkzeugs 1 bzw. der Führungshülse 9 einnehmen. In diesem Fall wird das aus dem Ringspaltwerkzeug 1 austretende umgeformte Hohlprofil über die Biegeform gebogen. Die Biegeform 11 folgt ebenso wie der Biegedorn 12 der eingebrachten, lageveränderlichen Ausformungen des Hohlprofils. Denkbar ist auch die Biegeform aktiv anzutreiben. Wird der Winkel der Axialachse der Biegeform 11 gegenüber der Axialachse des Ringspaltwerkzeugs 1 vergrößert, wird die Krümmung des Hohlprofils erhöht und der Biegeradius des Hohlprofils verkleinert. Insofern lassen sich mit dem erfindungsgemäßen Verfahren beliebige Krümmungsradien in Längsrichtung des herzustellenden Hohlprofils trotz der lageveränderlichen, längsorientierten Ausformungen des Hohlprofils erzeugen. -
Fig. 6 zeigt in einer schematischen Schnittansicht ein weiteres Ausführungsbeispiel einer erfindungsgemäßen Vorrichtung mit einem Ringspaltwerkzeug 1, einer Biegeform 11, einem Biegedorn 12 sowie Mitteln 14 zur Durchführung einer Relativbewegung in Axialrichtung zwischen dem Ringspalt des Ringspaltwerkzeugs 1, dem Ringspalt 13, welcher durch die Biegeform 11 und den Biegedorn 12 gebildet wird und dem Hohlprofilrohling 16. Die Mittel 15 zur Durchführung einer Relativbewegung in Axialrichtung des Hohlprofilrohlings 16 werden im dargestellten Ausführungsbeispiel durch eine Profilvorschubeinheit 15 bereitgestellt. - Wie der Pfeil andeutet, kann die Profilvorschubeinheit 15 eine translatorische Bewegung durchführen, um den Hohlprofilrohling 16 möglichst kontinuierlich relativ zum und durch das Ringspaltwerkzeug 1 zu bewegen bzw. zu führen. Darüber hinaus wird der umgeformte Hohlprofilrohling 16 weiter in Richtung Biegeform 11 und den Biegedorn 12 verschoben und mit eingebrachter, lageveränderlicher, längsorientierter Ausformung gebogen. Zusätzlich dargestellt sind in
Fig. 6 die Führungshülse 9 sowie der innere Dornschaft 10. Die Biegeform 11 ist vorzugsweise so angeordnet, dass sie beliebige Winkel α gegenüber der Axialachse des Ringspaltwerkzeugs 1 bzw. des Hohlprofilrohlings vor der Biegung eingestellt werden kann. - Der Winkel α kann in beliebige Richtungen senkrecht zur Axialachse des Ringspaltwerkzeugs eingestellt werden. Wie mit den Pfeilen am Ringspaltwerkzeug 1 sowie an der Biegeform 11 angedeutet, dreht sich die Biegeform 11 mit dem Ringspaltwerkzeug 1 synchron mit, so dass die Biegeform 11 jeweils den in das Hohlprofil eingebrachte Ausformungen folgen kann. In
Fig. 6 ist der Biegedorn 12 segmentartig aufgebaut. Die einzelnen Segmente sind vorzugsweise gelenkartig miteinander verbunden, so dass dieser die Biegewinkel, welche die Biegeform 11 gegenüber der Axialachse des Ringspaltwerkzeugs einnimmt, folgen kann. Zudem ist der Biegedorn 12 bevorzugt drehbar am inneren Werkzeug 3 des Ringspaltwerkzeug 1 befestigt. - Die Mittel zur Durchführung einer relativen Drehung um die Axialachse des Ringspaltwerkzeugs, der Biegeform gegenüber dem Hohlprofilrohling sind in
Fig. 6 mit den Bezugszeichen 17 und 18 schematisch dargestellt. Sie können alternativ oder kumulativ zur Drehung der Profilvorschubeinheit 15 eine relative Axialdrehung zwischen Ringspaltwerkzeug 1 und Biegeform 11 sowie dem Hohlprofilrohling 16 gewährleisten. Zudem ist noch ein spezifisch ausgebildetes Druckteil 15a angedeutet, welches ermöglicht, dass der Hohlprofilrohling 16 vollständig in seiner Querschnittsform umgeformt werden kann. - Vorzugsweise ist die soeben beschriebene Vorrichtung auf einer Profilbiegemaschine 19 angeordnet,
Fig. 6 . Profilbiegemaschinen 19 weisen üblicherweise bereits Mittel zur Einstellung eines Biegewinkels sowie zur Durchführung translatorischer Bewegungen, beispielsweise eine Profilvorschubeinheit 15 auf. Profilbiegemaschinen 19 können daher auf einfache Weise mit der erfindungsgemäßen Vorrichtung bestückt werden. - Zusätzlich zur Stützung der Führung des Hohlprofilrohlings 16 sind in
Fig. 6 Lünetten 20 dargestellt, welche den Hohlprofilrohling 16 von außen stützen. Auch andere geeignete Stützmittel können eingesetzt werden. Bewegt sich die Profilvorschubeinheit 15 in Richtung Ringspaltwerkzeug 1, drückt diese den Hohlprofilrohling 16 durch den Ringspalt des Ringspaltwerkzeuges 1 hindurch. Durch den Ringspalt 4 des Ringspaltwerkzeuges 1 wird der Hohlprofilrohling 16 umgeformt. Rotiert das äußere Gesenk des Ringspaltwerkzeugs 1 während die Profilvorschubeinheit 15 den Hohlprofilrohling 16 relativ zur Position des Ringspaltwerkzeug 1 bewegt, so wird eine lageveränderliche, längsorientierte Ausformung 23 in den Hohlprofilrohling 16 eingebracht. Am Ringspaltausgang tritt das mindestens eine Ausformung aufweise Hohlprofil 21 aus und läuft unmittelbar in die Biegeform 11, welche über die Mittel 17 ebenfalls der Rotation des Ringspaltwerkzeugs folgt. Die Biegeform 11 biegt das eingehende Hohlprofil 21 entsprechend dem eingestellten Biegewinkel α zu einem gebogenen Hohlprofil 22, welches lageveränderliche, insbesondere längsorientierte Ausformungen 23 aufweist. - Die einzelnen Verfahrensschritte sind in
Fig. 7 gemäß einem Ausführungsbeispiel dargestellt. In denFig. 7a ) bis d) ist eine Führungshülse 9, das Ringspaltwerkzeug 1 sowie die Biegeform 11 samt Biegedorn 12 perspektivisch dargestellt. Der von der linken Seite in die Führungshülse eingebrachte Hohlprofilrohling 16 hat, wie im vorliegenden Ausführungsbeispiel dargestellt, einen kreisförmigen Ausgangsquerschnitt. InFig. 7b ) ist der Hohlprofilrohling 16 soweit durch die Führungshülse 9, das Ringspaltwerkzeug 1 und die Biegeform 11 verschoben, so dass dieser an der Biegeform 11 mit den eingebrachten Ausformungen 23 als umgeformtes Hohlprofil 22 austritt. - Wird die Biegeform 11 nun in ihrem Winkel α zur Axialachse des Hohlprofilrohlings 16 bzw. des Ringspaltwerkzeugs 1 verändert, so führt dies, wie in
Fig. 7c ) dargestellt ist, zur Einbringung einer Krümmung in das Hohlprofil 22. Wird das Ringspaltwerkzeug 1 um seine axiale Achse gedreht, folgt die Biegeform 11 den eingebrachten Ausformungen, so dass erneut ein geänderter Biegewinkel einstellbar ist. InFig. 7d ) ist der Umformvorgang nahezu abgeschlossen, lediglich ein kleiner Restbereich des Hohlprofilrohlings muss noch umgeformt werden. Dies geschieht üblicherweise dadurch, dass eine nicht dargestellte Profilvorschubeinheit 15 ein Druckstück 15a umfasst, welches den Hohlprofilrohling vollständig durch das Ringspaltwerkzeug drücken kann. Hierdurch wird erreicht, dass das hergestellte Hohlprofil auf seiner gesamten Länge die über das Ringspaltwerkzeug eingebrachten Ausformungen aufweist. Deutlich ist inFig. 7d ) zu erkennen, dass die Ausformungen 23 über die Länge des hergestellten Hohlprofils 22 variierend verdreht sind. Wie anhand der soeben beschriebenen Figuren erkennbar ist, ist die relative Rotation des Ringspaltwerkzeugs ψ gegenüber dem Hohlprofilrohling als eine Funktion des Profilvorschubs und damit von der Zeit zu definieren, um nahezu beliebige Lageveränderungen der Ausformungen zu erzielen. Es gilt:
mit z(t): Profilvorschub in Axialrichtung. - Mit dieser Funktion kann die Relativdrehung des äußeren Gesenks gesteuert werden, um den gewünschten Verlauf der Ausformungen im Hohlprofil zu erhalten.
- Ein gebogenes Hohlprofil mit lageveränderlichen, längsorientierten Ausnehmungen 23 zeigt
Fig. 8 in einer schematischen, perspektivischen Ansicht. Das inFig. 8 dargestellte, gebogene Hohlprofil mit längsorientierten Ausformungen 23 kann beispielsweise als Profil zur Stuhlführung eines Treppenlifts 24, wie es beispielsweise inFig. 9 dargestellt ist, verwendet werden. Eine weitere Verwendung des Hohlprofils 22 zeigtFig. 10 schematisch in einer Seitenansicht einer Fahrzeugkarosserie. Die A-Säule 25, welche gleichzeitig einen Teil des Dachrahmens bildet, weist üblicherweise ebenfalls lageveränderliche, längsorientierte Ausformungen auf, um einerseits den Stabilitätsanforderungen einer A-Säule sowie den Stabilitätsanforderungen des Dachrahmens gerecht zu werden. Die Verwendung eines einzigen Hohlprofils 25 für eine A-Säule inklusive Dachrahmenteil vereinfacht die Herstellung von Fahrzeugkarosserien.
Claims (15)
- Verfahren zur Herstellung von Profilen (22) mit mindestens einer lageveränderlichen, längsorientierten Ausformung (23) aus einem Profilrohling (16) umfassend die folgenden Verfahrensschritte:- Bereitstellen eines Formgebungswerkzeugs, welches am Eingang die Querschnittsform eines Profil- oder Hohlprofilrohlings und am Ausgang eine geänderte Querschnittsform mit mindestens einer Ausformung aufweist,- Positionieren des Profil- oder Hohlprofilrohlings (16) am Eingang des Formgebungswerkzeugs,- Durchführen einer Relativbewegung in Axialrichtung zwischen dem Formgebungswerkzeug und dem Profil- oder Hohlprofilrohling bei gleichzeitiger Durchführung einer relativen Drehung zwischen dem Formgebungswerkzeug und dem Profil- oder Hohlprofilrohling um eine Axialachse des Formgebungswerkzeugs, des Profils oder Hohlprofils, um eine lageveränderliche Ausformung über das Formgebungswerkzeug in den Profil- oder Hohlprofirohling einzubringen.
- Verfahren nach Anspruch 1,
dadurch gekennzeichnet, dass das am Formgebungswerkzeug austretende umgeformte Profil-oder Hohlprofil unter Verwendung einer nachgeordneten Biegeform (11) mit einem optionalen Biegdorn (12) gebogen wird. - Verfahren nach Anspruch 1 oder 2,
dadurch gekennzeichnet, dass folgende Verfahrensschritte umfasst sind:- Bereitstellen eines als Ringspaltwerkzeug (1) ausgebildetes Formgebungswerkzeugs mit einem äußeren und einem inneren Gesenk (2,3), welche einen Ringspalt (4), einen Ringspalteingang (5) und einen Ringspaltausgang (6) bilden, wobei der Ringspalt (4) am Ringspalteingang (5) die Querschnittsform eines Hohlprofilrohlings (16) hat und am Ringspaltausgang (6) die Querschnittsform des Hohlprofils (22) mit mindestens einer längsorientierten, lageveränderlichen Ausformung (23) aufweist, wobei die Breite des Ringspaltes (4) größer oder gleich der Wanddicke des Hohlprofilrohlings (16) ist,- Bereitstellen einer Biegeform (11) und optional eines Biegedorns (12), welche nachgeordnet zum Ringspaltwerkzeug (1) angeordnet sind und einen Ringspalt (13) zum Biegen des im Ringspaltwerkzeug (1) umgeformten Hohlprofilrohlings bilden, wobei die Breite des Ringspaltes (13) größer oder gleich der Wanddicke des Hohlprofilrohlings (16) ist,- Positionieren des Hohlprofilrohlings (16) am Ringspalteingang (5),- Durchführen einer Relativbewegung in Axialrichtung zwischen dem Ringspalt (4) des Ringspaltwerkzeugs (1), dem Ringspalt (13), welcher durch die Biegeform (11) und optional den Biegedorn (12) bereitgestellt wird, und dem Hohlprofilrohling (16) bei gleichzeitiger relativer Axialdrehung des äußeren Gesenks (2) des Ringspaltwerkzeugs gegenüber dem Hohlprofilrohling (16),- Biegen des am Ringspaltausgang (6) austretenden, umgeformten Hohlprofils (22) unter Verwendung der Biegeform (11) und des optionalen Biegedorns (12), welche durch eine relative Axialdrehung während des Biegvorgangs der Position der mindestens einen Ausformung (23) im umgeformten Hohlprofilrohling (16) folgen. - Verfahren nach Anspruch 3,
dadurch gekennzeichnet, dass der Hohlprofilrohling (16) in einem Einlaufbereich (5a) des Ringspalteingangs (5) und/oder in einem Auslaufbereich (6a) am Ringspaltausgang (6) während der Relativbewegung in seiner Form nicht geändert wird. - Verfahren nach Anspruch 1 bis 4,
dadurch gekennzeichnet, dass die Relativbewegung zwischen Profil- oder Hohlprofilrohling (16) und dem Formggebungswerkzeug (1) und der Biegeform (11) durch Vorschieben des Profil- oder Hohlprofilrohlings (16) unter Verwendung einer Profilvorschubeinheit (15) durchgeführt wird. - Verfahren nach Anspruche 5,
dadurch gekennzeichnet, dass der Profil- oder Hohlprofilrohling (16) während des Profilvorschubs, optional unter Verwendung der Profilvorschubeinheit (15), gedreht wird. - Verfahren nach einem der Ansprüche 1 bis 6,
dadurch gekennzeichnet, dass der Profil- oder Hohlprofilrohling (16) unter Verwendung einer Führungshülse (9) und eines inneren Dornschafts (10) während der Relativbewegung von Profil oder Hohlprofilrohling (16) und Formgebungswerkzeug (1) geführt wird. - Verfahren nach einem der Ansprüche 1 bis 7,
dadurch gekennzeichnet, dass das hergestellte Profil oder Hohlprofil Teil einer Fahrzeugkarosserie, eine A-Säule (25) mit anschließenden Dachrahmen eines Kraftfahrzeugs oder ein Profil oder Hohlprofil einer Treppenlift-Stuhlführung (24) ist. - Vorrichtung zur Herstellung von Profilen oder Hohlprofilen (22) mit mindestens einer lageveränderlichen, längsorientierten Ausformung aus einem Profil- oder Hohlprofilrohling (16), insbesondere zur Durchführung eines Verfahrens nach einem der Ansprüche 1 bis 8 umfassend:- ein Formgebungswerkzeug, welches am Eingang die Querschnittsform des Profil- oder Hohlprofilrohlings und am Ausgang die Querschnittsform des Profils oder Hohlprofils mit mindestens einer längsorientierten Ausformung aufweist,- Mittel zur Durchführung einer Relativbewegung in Axialrichtung zwischen dem Formgebungswerkzeug und dem Profil- oder Hohlprofilrohling, bevorzugt eine Profilvorschubeinheit und umfassend- Mittel zur Durchführung einer relativen Drehung zwischen dem Formgebungswerkzeugs und dem Profil- oder Hohlprofilrohling um eine Axialachse des Formgebungswerkzeugs, des Profils oder Hohlprofils.
- Vorrichtung nach Anspruch 9,
dadurch gekennzeichnet, dass am Ausgang des Formgebungswerkzeugs eine Biegeform (11) mit einem optionalen Biegedorn (12) vorgesehen ist. - Vorrichtung nach Anspruch 9 oder 10,
dadurch gekennzeichnet, dass die Vorrichtung umfasst- ein als Ringspaltwerkzeug (1) ausgebildetes Formgebungswerkzeug, mit einem inneren und einem äußeren Gesenk (2,3), welche einen Ringspalt (4), einen Ringspalteingang (5) und einen Ringspaltausgang (6) bilden, wobei der Ringspalt (4) am Ringspalteingang (5) die Querschnittsform des Hohlprofilrohlings (16) und am Ringspaltausgang (6) die Querschnittsform des Hohlprofils (22) mit mindestens einer längsorientierten, lageveränderlichen Ausformung (23) aufweist,- eine Biegeform (11) und optional einen Biegedorn (12), welche dem Ringspaltausgang (6) des Ringspaltwerkzeugs (1) nachgeordnet sind, wobei die Biegeform (11) und optional der Biegedorn (12) einen Ringspalt (13) bilden und derart angeordnet sind, so dass eine Biegung des durch das Ringspaltwerkzeug umgeformten Hohlprofilrohlings (16) erfolgt,- Mittel (15) zur Durchführung einer Relativbewegung in Axialrichtung des Ringspaltwerkzeugs (1) zwischen dem Ringspalt (4) des Ringspaltwerkzeugs (1), dem Ringspalt (13), welcher durch die Biegeform (11) und optional den Biegedorn (12) gebildet wird, und dem Hohlprofilrohling (16),- Mittel (17,18) zur Durchführung einer relativen Drehung des Ringspaltwerkzeugs (1) und der Biegeform (11) um die Axialachse gegenüber dem Hohlprofilrohling (16). - Vorrichtung nach einem der Ansprüche 10 oder 11,
dadurch gekennzeichnet, dass die Biegeform (11) derart angeordnet ist, dass der Winkel (α) zwischen der Axialachse der Biegeform (11) und der Axialachse des Formgebungswerkzeugs (1) zur Veränderung des Krümmungsradius des Profils oder Hohlprofils vor, nach und/oder während des Umformens variabel einstellbar ist. - Vorrichtung nach einem der Ansprüche 9 bis 12,
dadurch gekennzeichnet, dass das äußere Gesenk (2) des Ringspaltwerkzeugs (1) und/oder die Biegeform (11) einen Antrieb zur axialen Drehung aufweisen. - Vorrichtung nach einem der Ansprüche 9 bis 13,
dadurch gekennzeichnet, dass eine Führungshülse (9) und ein Dornschaft (10) zur Führung des Hohlprofilrohlings (16) vor dem Formgebungswerkzeug (1) angeordnet sind, wobei optional das innere Gesenk (3) des Ringspaltwerkzeugs (1) frei drehbar am Dornschaft (10) befestigt ist. - Vorrichtung nach einem der Ansprüche 10 bis 14,
dadurch gekennzeichnet, dass das Formgebungswerkzeug (1), die Biegeform (11) mit optionalem Biegedorn (12), die Mittel (15) zur Durchführung der Relativbewegung zwischen Profil- oder Hohlprofilrohling (16) und Formgebungswerkzeug (1), die Mittel (18) zur Drehung des Formgebungswerkzeugs und optional eine Profilvorschubeinheit (15) sowie eine Führungshülse (9) auf einer Profilbiegemaschine (19) angeordnet sind.
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP11189248.5A EP2594346A1 (de) | 2011-11-15 | 2011-11-15 | Verfahren und Vorrichtung zur Herstellung von Profilen mit lageveränderlicher, längsorientierter Ausformung |
| EP12787719.9A EP2780126B1 (de) | 2011-11-15 | 2012-11-15 | Verfahren und vorrichtung zur herstellung von profilen mit lageveränderlicher, längsorientierter ausformung |
| PCT/EP2012/072728 WO2013072414A1 (de) | 2011-11-15 | 2012-11-15 | Verfahren und vorrichtung zur herstellung von profilen mit lageveränderlicher, längsorientierter ausformung |
| ES12787719.9T ES2577835T3 (es) | 2011-11-15 | 2012-11-15 | Procedimiento y dispositivo para fabricar perfiles con formación de posición variable, orientada longitudinalmente |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP11189248.5A EP2594346A1 (de) | 2011-11-15 | 2011-11-15 | Verfahren und Vorrichtung zur Herstellung von Profilen mit lageveränderlicher, längsorientierter Ausformung |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP2594346A1 true EP2594346A1 (de) | 2013-05-22 |
Family
ID=47191754
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP11189248.5A Withdrawn EP2594346A1 (de) | 2011-11-15 | 2011-11-15 | Verfahren und Vorrichtung zur Herstellung von Profilen mit lageveränderlicher, längsorientierter Ausformung |
| EP12787719.9A Active EP2780126B1 (de) | 2011-11-15 | 2012-11-15 | Verfahren und vorrichtung zur herstellung von profilen mit lageveränderlicher, längsorientierter ausformung |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP12787719.9A Active EP2780126B1 (de) | 2011-11-15 | 2012-11-15 | Verfahren und vorrichtung zur herstellung von profilen mit lageveränderlicher, längsorientierter ausformung |
Country Status (3)
| Country | Link |
|---|---|
| EP (2) | EP2594346A1 (de) |
| ES (1) | ES2577835T3 (de) |
| WO (1) | WO2013072414A1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104259277A (zh) * | 2014-09-22 | 2015-01-07 | 倪慨宇 | 一种用于弯曲薄壁型材的塑性约束构件 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3807002C1 (de) | 1988-03-01 | 1989-04-27 | Mannesmann Ag, 4000 Duesseldorf, De | |
| DE4428827A1 (de) * | 1994-08-17 | 1996-03-14 | Kleiner Matthias Prof Dr Ing H | Verfahren zur Herstellung von gekrümmten Werkstücken durch eine Kombination von Strangpressen und Biegen |
| EP1863604A2 (de) * | 2005-03-22 | 2007-12-12 | ThyssenKrupp Steel AG | Vorrichtung zum freiformbiegen von längsprofilen, insbesondere rohre, sowie kombinierte vorrichtung zum freiformbiegen und ziehbiegen von längsprofilen, insbesondere rohren |
| EP2266720A2 (de) * | 2009-06-17 | 2010-12-29 | ThyssenKrupp Steel Europe AG | Vorrichtung und Verfahren zum Freiformbiegen von Profilen |
-
2011
- 2011-11-15 EP EP11189248.5A patent/EP2594346A1/de not_active Withdrawn
-
2012
- 2012-11-15 ES ES12787719.9T patent/ES2577835T3/es active Active
- 2012-11-15 EP EP12787719.9A patent/EP2780126B1/de active Active
- 2012-11-15 WO PCT/EP2012/072728 patent/WO2013072414A1/de not_active Ceased
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3807002C1 (de) | 1988-03-01 | 1989-04-27 | Mannesmann Ag, 4000 Duesseldorf, De | |
| DE4428827A1 (de) * | 1994-08-17 | 1996-03-14 | Kleiner Matthias Prof Dr Ing H | Verfahren zur Herstellung von gekrümmten Werkstücken durch eine Kombination von Strangpressen und Biegen |
| EP1863604A2 (de) * | 2005-03-22 | 2007-12-12 | ThyssenKrupp Steel AG | Vorrichtung zum freiformbiegen von längsprofilen, insbesondere rohre, sowie kombinierte vorrichtung zum freiformbiegen und ziehbiegen von längsprofilen, insbesondere rohren |
| EP1863604B1 (de) | 2005-03-22 | 2009-08-19 | ThyssenKrupp Steel AG | Vorrichtung zum freiformbiegen von längsprofilen, insbesondere rohre, sowie kombinierte vorrichtung zum freiformbiegen und ziehbiegen von längsprofilen, insbesondere rohren |
| EP2266720A2 (de) * | 2009-06-17 | 2010-12-29 | ThyssenKrupp Steel Europe AG | Vorrichtung und Verfahren zum Freiformbiegen von Profilen |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104259277A (zh) * | 2014-09-22 | 2015-01-07 | 倪慨宇 | 一种用于弯曲薄壁型材的塑性约束构件 |
| CN104259277B (zh) * | 2014-09-22 | 2017-06-30 | 倪慨宇 | 一种用于弯曲薄壁型材的塑性约束构件 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2780126A1 (de) | 2014-09-24 |
| WO2013072414A1 (de) | 2013-05-23 |
| ES2577835T3 (es) | 2016-07-19 |
| EP2780126B1 (de) | 2016-04-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3206811B1 (de) | Verfahren zum herstellen einer profilierten hohlwelle für eine teleskopierbare lenkwelle eines kraftfahrzeugs | |
| EP3223977A1 (de) | Verfahren zur herstellung einer profilierten hohlwelle für eine teleskopierbare lenkwelle und teleskopierbare lenkwelle | |
| DE102009025988A1 (de) | Vorrichtung und Verfahren zum Freiformbiegen von Profilen | |
| EP1863604B1 (de) | Vorrichtung zum freiformbiegen von längsprofilen, insbesondere rohre, sowie kombinierte vorrichtung zum freiformbiegen und ziehbiegen von längsprofilen, insbesondere rohren | |
| DE69107016T2 (de) | Zweirollen-Biegevorrichtung für Rohre. | |
| DE2642743B2 (de) | Vorrichtung zum Herstellen einer Kraftfahrzeug-Achse | |
| EP0546319A1 (de) | Streckbiegeverfahren zur Biegung von Hohlprofilen und Profildorn-Streckbiegemaschine | |
| EP2380674A2 (de) | Spreizbarer Biegekopf | |
| DE2319819A1 (de) | Verfahren und formmaschine zur herstellung von profilstuecken aus blechstreifen | |
| EP3807023A1 (de) | Kaltwalzmaschine und verfahren zur erzeugung eines profils an einem werkstück | |
| EP0362502A2 (de) | Verfahren zum kalibrierenden Querschnittreduzieren eines dabei rotierenden Werkstücks | |
| EP1954420B1 (de) | Verfahren und vorrichtung zum kernlosen einformen von hohlprofilen | |
| DE19905038B4 (de) | Dorneinrichtung, Querwalzvorrichtung und Verfahren zur Herstellung quergewalzter, zumindest partiell hohler Körper | |
| EP2780126B1 (de) | Verfahren und vorrichtung zur herstellung von profilen mit lageveränderlicher, längsorientierter ausformung | |
| DE10311144B3 (de) | Verfahren zum Herstellen eines Rohres mit einer Innenprofilierung und Vorrichtung zur Durchführung des Verfahrens | |
| DE102005031437A1 (de) | Vorrichtung zum Umformen eines bandförmigen Werkstückes | |
| EP2419227B1 (de) | Biegepresse für blechtafeln | |
| DE102008006293A1 (de) | Verfahren und Vorrichtung zum Biegen von Rundrohren und Profilen | |
| EP1914021B1 (de) | Vorrichtung zum Biegen von stangen- und /oder stabartigen Werkstücken, insbesondere von Rohren sowie Biegewerkzeug für eine derartige Vorrichtung | |
| EP2121208B1 (de) | Verfahren und vorrichtung zum walzen von walzgut in einer walzanlage mit einem schrägwalzwerk | |
| DE102006052794A1 (de) | Verfahren und Vorrichtung zum Biegen von Profilen mit überlagerter Schmiedeumformung | |
| EP4323132B1 (de) | Verfahren zur herstellung eines ein verzahnungsprofil aufweisenden bauteils; sowie werkzeugvorrichtung | |
| DE19754171B4 (de) | Verfahren zur Herstellung eines Profils mit in seinem Längsverlauf sich änderndem Querschnitt und Vorrichtung zur Durchführung des Verfahrens | |
| DE102006053518A1 (de) | Verfahren und Vorrichtung zum Wickelbiegen | |
| DE947587C (de) | Verfahren und Vorrichtung zur spanlosen Herstellung von Schaufeln fuer Stroemungsmaschinen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: VAN DER HEIDEN, ARNOLDUS THEODORUS Inventor name: FLEHMIG, THOMAS Inventor name: MULDER, GIJS J.J. Inventor name: KIBBEN, MARTIN Inventor name: DE GRAAF, MATTIJN G. Inventor name: DE JONG, ROLF BERNHARD Inventor name: MERTENS, OLIVER |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20131123 |