EP2637066A2 - Procédé d'assemblage de composants fragiles et les composantes assemblées selon ce procédé - Google Patents
Procédé d'assemblage de composants fragiles et les composantes assemblées selon ce procédé Download PDFInfo
- Publication number
- EP2637066A2 EP2637066A2 EP13153984.3A EP13153984A EP2637066A2 EP 2637066 A2 EP2637066 A2 EP 2637066A2 EP 13153984 A EP13153984 A EP 13153984A EP 2637066 A2 EP2637066 A2 EP 2637066A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- components
- axis
- assembly
- insulating material
- parts
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images


Classifications
-
- G—PHYSICS
- G04—HOROLOGY
- G04B—MECHANICALLY-DRIVEN CLOCKS OR WATCHES; MECHANICAL PARTS OF CLOCKS OR WATCHES IN GENERAL; TIME PIECES USING THE POSITION OF THE SUN, MOON OR STARS
- G04B13/00—Gearwork
- G04B13/02—Wheels; Pinions; Spindles; Pivots
- G04B13/021—Wheels; Pinions; Spindles; Pivots elastic fitting with a spindle, axis or shaft
- G04B13/022—Wheels; Pinions; Spindles; Pivots elastic fitting with a spindle, axis or shaft with parts made of hard material, e.g. silicon, diamond, sapphire, quartz and the like
-
- G—PHYSICS
- G04—HOROLOGY
- G04B—MECHANICALLY-DRIVEN CLOCKS OR WATCHES; MECHANICAL PARTS OF CLOCKS OR WATCHES IN GENERAL; TIME PIECES USING THE POSITION OF THE SUN, MOON OR STARS
- G04B15/00—Escapements
- G04B15/14—Component parts or constructional details, e.g. construction of the lever or the escape wheel
-
- G—PHYSICS
- G04—HOROLOGY
- G04B—MECHANICALLY-DRIVEN CLOCKS OR WATCHES; MECHANICAL PARTS OF CLOCKS OR WATCHES IN GENERAL; TIME PIECES USING THE POSITION OF THE SUN, MOON OR STARS
- G04B17/00—Mechanisms for stabilising frequency
- G04B17/32—Component parts or constructional details, e.g. collet, stud, virole or piton
Definitions
- the present invention relates to a method of assembling a brittle component on a metal part, as well as components assembled according to this method. More particularly, the present invention relates to the assembly of a micromechanical part, in particular the watch, according to the aforementioned method.
- the present invention therefore aims to provide a new method of assembling fragile components that does not have these disadvantages of known assemblies and which is also particularly suitable for use in the field of timepieces.
- the object of the present invention is to provide a method of assembling fragile components, especially for the watch industry, which can be used to assemble parts made of materials that break easily without debris.
- the subject of the invention is a process for assembling fragile components according to claim 1 and a micromechanical part assembled using this method according to claim 11.
- the various embodiments with the particularly advantageous solutions are defined in the dependent claims.
- the board (1) will have the characteristic of having a central hole not round but having a shape for subsequent galvanic growth.
- the shape in the case shown is composed of a substantially circular central portion and 6 cells (AI) of substantially semicircular shape. This structure can be more easily observed at Figures 3 to 6 . Obviously, the structure of the central hole of the board (1) can also vary.
- the method according to the present invention therefore consists of the following steps:
- the next step, represented at figure 3 consists in covering all the components of the part with an insulating material.
- the material typically used is parylene because its deposition is consistent on the parts.
- Parylene is a biocompatible polymer film which is deposited under vacuum after evaporation and transformation of its precursor. The properties and handling of parylene are well known to those skilled in the art so that a detailed description is not necessary.
- the parylene is removed on the surface of the shaft (2).
- the parylene layer (3) is removed mechanically by rotation of the board (1).
- a mechanical or laser ablation solution can also be considered with similar results.
- the figure 4 represents the surfaces (4) of the axis (2) stripped of their parylene.
- a fine galvanic growth (5) typically greater than 2 microns ( ⁇ m) is then performed on the axis (2), in other words, on the surfaces (4) released from the parylene layer (3).
- the other parts of the assembly being protected by this insulating layer (3) no growth will occur on these parts coated with parylene (3). This explains the use of the name "selective growth”.
- This step of the process according to the present invention is represented at figure 5 .
- This growth (5) will take place in the cells (AI) and prevent any rotation between the board (1) and the axis (3).
- the radial displacement will also be prevented by the growth of the metal (5) at the edge of the board (1). If the wheel does not press against a span one can consider the growth (5) on both edges.
- the board (1) being locked in rotation and in axial displacement, it is thus blocked.
- the insulating material (3) is removed from all the surfaces of the room.
- the assembly process of the part is completed.
Landscapes
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Micromachines (AREA)
- Manufacture Of Switches (AREA)
Abstract
Description
- La présente invention concerne un procédé d'assemblage d'un composant fragile sur une pièce métallique, ainsi que des composantes assemblées selon ce procédé. Plus particulièrement, la présente invention concerne l'assemblage d'une pièce de micromécanique, notamment de l'horlogerie, selon le procédé précité.
- Dans la micromécanique, et notamment dans l'horlogerie, on utilise différentes pièces qui consistent en deux (ou plusieurs) composantes qui sont assemblées pour créer la pièce finale. Parmi ces pièces en horlogerie, on peut notamment citer les mobiles (qui consistent en une planche et un axe), les ancres ou d'autres pièces similaires. Classiquement, la technique utilisée dans le passé pour l'assemblage de ces pièces est le chassage. Le procédé de chassage consiste notamment dans l'enfoncement d'une première pièce dans son logement.
- Cependant, des nouveaux matériaux utilisés aujourd'hui dans la micromécanique et notamment dans l'horlogerie ont des propriétés physiques et mécaniques différentes par rapport aux matériaux utilisés traditionnellement. Ainsi, l'assemblage de composants fragiles est actuellement un défi technologique pour l'horlogerie.
- L'apparition de composants n'ayant pas de déformation plastique impose de nouvelles solutions d'assemblage parce que ces composants ne peuvent être chassés car ils se brisent facilement. Des composants dont on parle dans ce contexte sont typiquement (mais pas exclusivement) les roues dentées, les mobiles d'échappement, les ancres, les plateaux, etc. et les nouveaux matériaux utilisés avec ces propriétés défavorables pour l'assemblage classique sont typiquement (mais pas exclusivement) le silicium, le diamant ou le saphir qui sont à assembler sur un axe.
- Pour résoudre cette problématique de nombreuses recherches ont déjà été réalisées et de nombreux brevets ont été déposés, présentant des solutions de serrages élastiques, de rivage ou de brasage. Cependant, ces différentes solutions proposées n'ont malheureusement pas réussi à mettre en évidence un procédé d'assemblage de composants fragiles capable à être utilisé d'une manière industrielle avec les résultats satisfaisants.
- La présente invention a donc pour objet de proposer un nouveau procédé d'assemblage de composants fragiles qui ne présente pas ces désavantages des assemblages connus et qui est en outre particulièrement convenable pour être utilisée dans le domaine d'horlogerie. De manière spécifique, l'objet de la présente invention est de proposer un procédé d'assemblage des composants fragiles, notamment pour l'horlogerie, qui peut être utilisé pour assembler les pièces en matériaux qui se brisent facilement sans débris.
- A cet effet, l'invention a pour objet un procédé d'assemblage de composants fragiles selon la revendication 1 et une pièce de micromécanique assemblée à l'aide de ce procédé selon la revendication 11. Les différents modes de réalisations avec les solutions particulièrement avantageuses sont définis dans les revendications dépendantes.
- L'invention sera bien comprise à la lecture de la description ci-après faite à titre d'exemple non limitatif, en regardant les dessins ci-annexés qui représentent schématiquement :
-
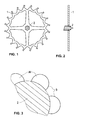
figure 1 , une vue de dessus d'une pièce de micromécanique (d'une roue dentée d'horlogerie) au début du procédé d'assemblage selon une la présente invention ; -
figure 2 , une vue de coupe de la pièce de micromécanique de lafigure 1 ; -
figures 3 à 6 , des vues de dessus de la partie centrale de la pièce de lafigure 1 , en état après des différentes étapes du procédé selon la présente invention. - La description suivante, en se reportant aux dessins, explique plus en détail quelques modes de réalisation non limitatifs du procédé d'assemblage selon la présente invention.
- Pour une bonne compréhension on présentera l'assemblage d'une planche de mobile d'échappement (1) avec son axe (2), tels que représentés aux
figures 1 et 2 . Bien entendu, on pourrait également démontrer l'invention en utilisant l'assemblage d'une ancre ou de toute autre pièce similaire. - La planche (1) aura pour caractéristique d'avoir un trou central non rond mais ayant une forme permettant la croissance galvanique ultérieure.
- La forme dans le cas représenté est composée d'une partie centrale essentiellement circulaire et de 6 alvéoles (AI) de forme essentiellement semi-circulaire. Cette structure peut être plus facilement observée aux
figures 3 à 6 . Evidemment, la structure du trou centrale de la planche (1) peut également varier. - Le procédé selon la présente invention consiste donc en les étapes suivantes :
- En première étape, représentée aux
figures 1 et 2 , on insert l'axe (2) dans la planche (1). Comme la partie centrale du trou central de la planche (1) est généralement plus grande que le diamètre de l'axe (2), cette insertion est facile à réaliser. Pour cette étape, on préférera un jeu d'ajustement minimal, typiquement de 1 à 10 microns (µm), une structure élastique ou une combinaison des deux. - L'étape suivante, représentée à la
figure 3 , consiste à couvrir tous les composants de la pièce d'un matériau isolant. Le matériau utilisé typiquement est le parylène, car sa déposition est conforme sur les pièces. Le parylène est un film polymère biocompatible qui se dépose sous vide après évaporation et transformation de son précurseur. Les propriétés et la façon de manipulation de parylène sont bien connues par les personnes du métier de manière qu'une description détaillée n'est pas nécessaire. - Dans la
figure 3 , le dépôt d'une couche de parylène (3) dans les alvéoles (AI) du trou central est bien visible. - Ensuite, le parylène est retiré sur la surface de l'axe (2). Dans un exemple typique, la couche de parylène (3) est enlevée mécaniquement par rotation de la planche (1). Cependant, une solution d'ablation mécanique ou laser peut également être envisagée avec les résultats similaires. La
figure 4 représente les surfaces (4) de l'axe (2) dénudées de leur parylène. - Lors de la même procédure on éliminera la couche de parylène également au bord de la roue (1).
- Une croissance galvanique fine (5), typiquement supérieure à 2 microns (µm) est ensuite réalisée sur l'axe (2), en d'autres mots, sur les surfaces (4) libérées de la couche en parylène (3). Les autres parties de l'assemblage étant protégés par cette couche isolante (3), aucune croissance ne se produira sur ces parties revêtues par le parylène (3). Ceci explique l'utilisation du nom « croissance sélective ». Cette étape du procédé selon la présente invention est représentée à la
figure 5 . - Cette croissance (5) s'effectuera dans les alvéoles (AI) et empêchera toute rotation entre la planche (1) et l'axe (3).
- Le déplacement radial sera également empêché par la croissance du métal (5) au bord de la planche (1). Si la roue n'appuie pas contre une portée on peut envisager la croissance (5) sur les deux bords.
- La planche (1) étant bloquée en rotation et en déplacement axial, elle est ainsi bloquée.
- A la fin du procédé, le matériau isolant (3) est enlevé de toutes les surfaces de la pièce. Ainsi, le procédé d'assemblage de la pièce est terminé. Bien entendu, il est également imaginable de se priver de cette dernière étape du procédé dans des applications dans lesquelles une couche de matériau isolant (3) sur diverses surfaces de la pièce n'est pas gênante.
- Dans ce qui précède, l'invention a été décrite d'abord en termes généraux et ensuite sous forme d'une explication de réalisations pratiques. Bien entendu, l'invention n'est pas limitée à la description de modes de mise en oeuvre ; il va de soi que de nombreuses variations et modifications peuvent être apportées sans que l'étendue de l'invention qui est définie par le contenu des revendications, ne soit quittée.
Claims (12)
- Procédé d'assemblage d'un composant fragile sur une pièce métallique utilisant les étapes suivantes :a) assemblage des deux composants ;b) recouvrement des deux composants d'un matériau isolant ;c) enlèvement du matériau isolant aux interfaces qui déterminent les degrés de liberté de l'assemblage ;d) croissance métallique galvanique sur les parties métalliques libérées ; ete) enlèvement du matériau isolant.
- Procédé selon la revendication 1, caractérisé par le fait qu'une des deux pièces est en un matériau n'ayant pas ou peu de déformation plastique.
- Procédé selon la revendication 1 ou la revendication 2, caractérisé par le fait que l'autre des deux pièces est en un matériau conducteur.
- Procédé selon l'une quelconque des revendications précédentes, caractérisé par le fait qu'une des deux pièces est en silicium et/ou en diamant et/ou en saphir.
- Procédé selon l'une quelconque des revendications précédentes, caractérisé par le fait que l'assemblage est fait sur un axe.
- Procédé selon l'une quelconque des revendications précédentes, caractérisé par le fait que la pièce en matériau fragile a une fixation sur l'axe non-cylindrique, les parties de la pièce fragile n'étant pas en contact avec l'axe permettant la croissance galvanique.
- Procédé selon l'une quelconque des revendications précédentes, caractérisé par le fait que le matériau isolant est le parylène ou un autre polymère approprié.
- Procédé selon l'une quelconque des revendications précédentes, caractérisé par le fait que la croissance métallique a une épaisseur supérieure à 2 microns (µm).
- Procédé selon l'une quelconque des revendications précédentes, caractérisé par le fait que la croissance métallique est en nickel et/ou en alliage contenant du nickel et/ou en or et/ou en chrome.
- Procédé selon l'une quelconque des revendications précédentes, caractérisé par le fait qu'il s'agit de l'assemblage d'une planche de mobile sur son axe et/ou d'une ancre sur son axe et/ou d'un plateau sur son axe.
- Pièce de micromécanique, assemblée selon le procédé selon l'une quelconque des revendications 1 à 10.
- Pièce de micromécanique, caractérisée en ce qu'il s'agit d'une pièce d'horlogerie.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH2972012 | 2012-03-06 | ||
| CH02733/12A CH706220B1 (fr) | 2012-03-06 | 2012-12-07 | Procédé d'assemblage d'un composant fragile sur une pièce métallique et pièce de micromécanique assemblée selon ce procédé. |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2637066A2 true EP2637066A2 (fr) | 2013-09-11 |
| EP2637066A3 EP2637066A3 (fr) | 2016-07-13 |
Family
ID=47845711
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP13153984.3A Withdrawn EP2637066A3 (fr) | 2012-03-06 | 2013-02-05 | Procédé d'assemblage de composants fragiles et les composantes assemblées selon ce procédé |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP2637066A3 (fr) |
| CH (1) | CH706220B1 (fr) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH711165A1 (fr) * | 2015-06-04 | 2016-12-15 | Montblanc Montre Sa | Procédé d'assemblage par chasse de deux composants horlogers et assemblage obtenu par ce procédé. |
| EP3779607A1 (fr) * | 2019-08-16 | 2021-02-17 | Nivarox-FAR S.A. | Procédé de réalisation d'un assemblage d'un ensemble organe de maintien élastique - composant d'horlogerie avec un élément de support |
| EP4180879A1 (fr) | 2021-11-10 | 2023-05-17 | GFD Gesellschaft für Diamantprodukte mbH | Module micromécanique, son procédé de fabrication et son utilisation |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2627512A1 (fr) * | 1988-02-23 | 1989-08-25 | Or Est | Procede de sertissage par electroformage |
| CH699147B1 (fr) * | 2005-12-22 | 2010-01-29 | Patek Philippe Sa Geneve | Procédé de fixation d'un flanc transparent sur un mobile métallique. |
| JP2010121693A (ja) * | 2008-11-19 | 2010-06-03 | Seiko Instruments Inc | 機械部品、機械部品の製造方法および時計 |
| EP2189854A1 (fr) * | 2008-11-21 | 2010-05-26 | Nivarox-FAR S.A. | Procédé de fabrication d'une pièce de micromécanique |
| EP2317407A1 (fr) * | 2009-10-29 | 2011-05-04 | Nivarox-FAR S.A. | Système de fixation d'une pièce sans chassage ni collage |
-
2012
- 2012-12-07 CH CH02733/12A patent/CH706220B1/fr unknown
-
2013
- 2013-02-05 EP EP13153984.3A patent/EP2637066A3/fr not_active Withdrawn
Non-Patent Citations (1)
| Title |
|---|
| None |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH711165A1 (fr) * | 2015-06-04 | 2016-12-15 | Montblanc Montre Sa | Procédé d'assemblage par chasse de deux composants horlogers et assemblage obtenu par ce procédé. |
| EP3779607A1 (fr) * | 2019-08-16 | 2021-02-17 | Nivarox-FAR S.A. | Procédé de réalisation d'un assemblage d'un ensemble organe de maintien élastique - composant d'horlogerie avec un élément de support |
| WO2021032388A1 (fr) * | 2019-08-16 | 2021-02-25 | Nivarox-Far S.A. | Procede de realisation d'un assemblage d'un ensemble organe de maintien elastique – composant d'horlogerie avec un element de support |
| KR20220026598A (ko) * | 2019-08-16 | 2022-03-04 | 니바록스-파 에스.에이. | 지지 요소와 탄성 홀딩 부재-타임피스 구성요소 조립체의 조립체를 제조하기 위한 방법 |
| CN114341748A (zh) * | 2019-08-16 | 2022-04-12 | 尼瓦洛克斯-法尔股份有限公司 | 用于生产弹性保持构件-钟表部件组件与支承元件的组件的方法 |
| JP2022538090A (ja) * | 2019-08-16 | 2022-08-31 | ニヴァロックス-ファー ソシエテ アノニム | 弾性保持メンバーと計時器用コンポーネントの集合体及び支持要素のアセンブリーを作成する方法 |
| JP7386269B2 (ja) | 2019-08-16 | 2023-11-24 | ニヴァロックス-ファー ソシエテ アノニム | 弾性保持メンバーと計時器用コンポーネントの集合体及び支持要素のアセンブリーを作成する方法 |
| CN114341748B (zh) * | 2019-08-16 | 2024-08-09 | 尼瓦洛克斯-法尔股份有限公司 | 用于生产弹性保持构件-钟表部件组件与支承元件的组件的方法 |
| US12481249B2 (en) | 2019-08-16 | 2025-11-25 | Nivarox-Far S.A. | Method for producing an assembly of an elastic holding member-timepiece component assembly with a support element |
| EP4180879A1 (fr) | 2021-11-10 | 2023-05-17 | GFD Gesellschaft für Diamantprodukte mbH | Module micromécanique, son procédé de fabrication et son utilisation |
Also Published As
| Publication number | Publication date |
|---|---|
| CH706220A2 (fr) | 2013-09-13 |
| CH706220B1 (fr) | 2022-05-31 |
| EP2637066A3 (fr) | 2016-07-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1991916B1 (fr) | Piece de micro-mecanique avec ouverture de forme pour assemblage sur un axe | |
| EP2273322B1 (fr) | Procédé d'assemblage d'une piece sur un organe de pivotement | |
| EP1921517B1 (fr) | Elément d'assemblage comportant des structures élastiques en forme de fourches et pièce d'horlogerie comportant cet élément | |
| EP2230572B1 (fr) | Système de serrage radial pour un composant horloger | |
| EP1850193B1 (fr) | Procédé de chassage d' une pièce dans une autre | |
| CH700640B1 (fr) | Pièce d'horlogerie allegée et renforcée. | |
| EP3004992A1 (fr) | Amortisseur de choc a baionette | |
| EP2637066A2 (fr) | Procédé d'assemblage de composants fragiles et les composantes assemblées selon ce procédé | |
| EP1921518A1 (fr) | Elément d'assemblage comportant des structures élastiques en forme de lames superposées et pièce d'horlogerie équipée de cet élément | |
| EP1921516B1 (fr) | Elément d'assemblage comportant deux séries de structures élastiques et pièce d'horlogerie comportant cet élément | |
| EP3183618B1 (fr) | Aiguille de montre | |
| EP2784600A2 (fr) | Procédé de fabrication d'une pièce micro-mécanique essentiellement plane, et pièce micro-mécanique comportant au moins une portion formée d'oxyde de silicium | |
| EP2631721A1 (fr) | Composants horlogers en titane revêtus de diamant | |
| EP2840059B1 (fr) | Procédé de fabrication d'une pièce de micro-mécanique et la pièce fabriquée à l'aide de ce procédé | |
| CH706645A1 (fr) | Système d'accouplement solidaire d'une pièce en matériau cassant à une axe métallique. | |
| EP2965855B1 (fr) | Procede de realisation d'un motif en relief, en un materiau de type polymere, sur un substrat | |
| EP1659460B1 (fr) | Aiguille de montre et son procédé de fabrication | |
| CH703445B1 (fr) | Pièce micromécanique en silicium et son procédé de fabrication. | |
| CH713329B1 (fr) | Procédé d'assemblage de deux pièces d'un composant horloger, notamment d'une ancre d'échappement. | |
| WO2021224804A1 (fr) | Procédé de fabrication d'un composant horloger en silicium | |
| EP3061989A1 (fr) | Support de pendules pour dispositif d'amortissement d'un dispositif de transmission de couple | |
| WO2021032388A1 (fr) | Procede de realisation d'un assemblage d'un ensemble organe de maintien elastique – composant d'horlogerie avec un element de support | |
| CH710007A2 (fr) | Aiguille de montre. | |
| EP4137447B1 (fr) | Procédé d`assemblage d'une pièce en silicium sur un support | |
| CH707884B1 (fr) | Spiral d'horlogerie en matériau fragile. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: G04B 15/14 20060101ALI20160607BHEP Ipc: G04B 13/02 20060101AFI20160607BHEP Ipc: G04B 17/32 20060101ALI20160607BHEP |
|
| 17P | Request for examination filed |
Effective date: 20170112 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20200901 |