EP2644342A2 - Verfahren sowie Vorrichtung zur Bearbeitung von Formsteinen aus zementgebundenem Material, beispielsweise Beton - Google Patents
Verfahren sowie Vorrichtung zur Bearbeitung von Formsteinen aus zementgebundenem Material, beispielsweise Beton Download PDFInfo
- Publication number
- EP2644342A2 EP2644342A2 EP13160749.1A EP13160749A EP2644342A2 EP 2644342 A2 EP2644342 A2 EP 2644342A2 EP 13160749 A EP13160749 A EP 13160749A EP 2644342 A2 EP2644342 A2 EP 2644342A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- processing
- surface side
- bricks
- machining
- tools
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B11/00—Apparatus or processes for treating or working the shaped or preshaped articles
- B28B11/08—Apparatus or processes for treating or working the shaped or preshaped articles for reshaping the surface, e.g. smoothing, roughening, corrugating, making screw-threads
- B28B11/0818—Apparatus or processes for treating or working the shaped or preshaped articles for reshaping the surface, e.g. smoothing, roughening, corrugating, making screw-threads for roughening, profiling, corrugating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B29/00—Machines or devices for polishing surfaces on work by means of tools made of soft or flexible material with or without the application of solid or liquid polishing agents
- B24B29/005—Machines or devices for polishing surfaces on work by means of tools made of soft or flexible material with or without the application of solid or liquid polishing agents using brushes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B41/00—Component parts such as frames, beds, carriages, headstocks
- B24B41/04—Headstocks; Working-spindles; Features relating thereto
- B24B41/047—Grinding heads for working on plane surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B7/00—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor
- B24B7/06—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor involving conveyor belts, a sequence of travelling work-tables or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B7/00—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor
- B24B7/20—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor characterised by a special design with respect to properties of the material of non-metallic articles to be ground
- B24B7/22—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor characterised by a special design with respect to properties of the material of non-metallic articles to be ground for grinding inorganic material, e.g. stone, ceramics, porcelain
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28D—WORKING STONE OR STONE-LIKE MATERIALS
- B28D1/00—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor
- B28D1/006—Artificial ageing of stones; Providing stones with an antique appearance
Definitions
- the invention relates to a method according to the preamble of claim 1 or 3 and to a device according to the preamble of claim 10.
- the object of the invention is to provide a method by which a processing of molded blocks of cement-bonded material to produce a visually appealing surface or visible surface is possible, in particular with a to the appearance of natural stone slabs, e.g. Solnhofer natural stone flagstones adjusted or approximated visual appearance.
- a method according to the patent claim 1 or 3 is formed.
- a device is the subject of claim 10.
- the method is designed, for example, in such a way that that in the simultaneous processing of a plurality of arranged in a stone layer of form stones their processing takes place in at least two temporally successive processing steps, and that raised in a first processing step, a first group of molded bricks for free accessibility of their edges during processing and in at least one other Processing step with lowered, already processed molded bricks the not yet treated bricks of a second group are raised for processing, and or that the surface side of the respective molded block is oriented vertically or substantially vertically during the treatment, and or the angle which the movement path encloses with the at least one molding edge is adjustable, and or that the processing tools are provided on a circumferentially drivable transport element which forms a closed loop, for example on a chain, and or that the stones are processed simultaneously on two opposite sides, wherein the aforementioned features can be provided individually or in any combination.
- the device is designed for example in such a way that the conveying and processing path is designed for an arrangement and movement of the shaped blocks in such a way that they are oriented with their surfaces to be machined in vertical or substantially vertical planes, and or in that the machining tools are each designed elastically and for this purpose consist of a rubber-elastic element, which is connected on the one hand to the tool transport element and on the other hand has the machining head, and or in that at least two processing units are provided on both sides of the conveying and processing path, and or the at least one processing unit has at least two tool transporting elements with a plurality of machining tools that form a self-contained loop and can be driven endlessly circumferentially, and / or that the angle between the loop lengths of the tool transporting element and the transport direction can be adjusted, and or the tool transport element and / or the processing tools provided thereon are guided on the loop lengths between guide wheels in at least one guide, and or that in the direction of transport of the conveying and processing line
- X, Y and Z respectively denote three mutually perpendicular spatial axes, wherein the X-axis and the Y-axis are horizontal spatial axes defining a horizontal plane and the Z-axis are each a vertical spatial axis.
- 1 large-sized conglomerates of a cement-bonded material or concrete.
- the molded blocks 1 are executed in the illustrated embodiment in the manner of hollow blocks, symmetrically to a median plane M between two parallel and spaced circumferential sides 1.1 of its outer contour 1.
- the cavities 2 extend in each case from the upper side 1.2 to the lower side 1.3 of the molded block 1.
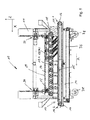
- the device 10 essentially consists of a device frame or frame, generally designated 11 in the figures, on which, inter alia, two processing units 13 and 14 are provided on both sides of a conveying and machining line 12.
- the conveying and treatment section 12 extends between an inlet 10.1 and an outlet 10.2 of the device 10.
- the conveying and machining line 12 is formed in the illustrated embodiment, inter alia, by a closed loop forming, circumferentially drivable transport element in the form of a hinge band 15, the both ends via a respective sprocket 16 is guided or deflected.
- left sprocket 16 is driven by a drive, not shown, so that the upper loop length of the hinge belt 15 is moved in a direction parallel to the X-axis transport direction A of the conveyor line 12 and a horizontal, that forms a footprint in the XY plane on which the to be machined format stones 1 with its bottom 1.3 stand up.
- shaped bricks 1 are arranged with their circumferential sides 1.1 to be machined in vertical planes parallel to the transport direction A, ie in XZ planes.
- the shaped blocks 1 are secured on their upper side 1.2 against tipping over.
- this is done by an upper, a closed loop forming band-shaped element in the form of a belt 17, which is guided at the beginning and at the end of the conveying or processing section 12 via a respective deflection or pulley 18 and the loop as well as the Loop of the hinge belt 15 is arranged in a vertical plane parallel to the conveying direction A, ie in an XZ plane.
- the belt wheels 18 are freely rotatably supported, for example, so that when the molded blocks 1 are clamped between the lower loop length of the belt 17 and the upper loop length of the hinge belt 15, the belt 17 is moved with the shaped blocks 1 moving in the direction of transport A. Between the pulleys 18 Abstützson 18.1 are provided to support the lower loop length.
- the clamping and securing unit formed by the belt 17, the belt edges 18 and the support wheels 18.1 is provided in the illustrated embodiment on a frame 19, which is adjustable by suitable means, for example with actuators 20 in the vertical direction, ie in the Z-axis in order to be able to adjust the device 10 to the respective format of the molded blocks to be treated, ie in particular to the distance between the upper side 1.2 and the lower side 1.3 of the molded blocks 1 to be treated.
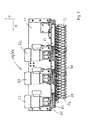
- the two processing units 13 and 14 are provided on both sides of the conveyor and treatment section 12, which are executed in the illustrated embodiment mirror-symmetrical to the transport direction A enclosing vertical machine center plane MM.
- Each processing unit 13 or 14 consists in the illustrated embodiment of three individual units 21, which are provided on a common board 22.
- the board 22, which is part of the device frame 11, is arranged with its surface sides in vertical planes parallel to the transport direction A, ie in XZ planes.
- Each individual unit 21 includes, inter alia, a closed loop forming chain 23 which is guided over two sprockets 24 and 25 which are mounted on the board 22 rotatable about horizontal axes perpendicular to the transport direction A, ie about y-axes, in such a way that the connecting line of the axes of the sprockets 24 and 25 of each unit 21 with the transport direction A or with the XY plane an angle ⁇ less than 90 °, for example, an angle ⁇ of about 40 - 45 ° includes, in the transport direction A, ie in Direction to the outlet 10.2 of the device 10 opens.
- Each machining tool 26 consists in the illustrated embodiment of a mounting bracket 27, which is made for example of a steel strip material, with a central portion 27.1 and two right angled legs 27.2 and 27.3, which protrude over opposite sides of the central portion 27.1. With the leg 27.2 each machining tool 26 is attached to a chain link of the chain 23, in such a way that the leg 27.3 is located on the outside of the loop formed by the chain 23.
- a rotationally symmetrical in the illustrated embodiment and over the greater part of its axial length on the outer surface of the cylindrical cylindrical elastic element 28 is fixed, in such a way that this element on the leg 27.2 remote from the underside of the central portion 27.1 protrudes, namely with its axis, which also the tool axis WA oriented perpendicular to the surface sides of the central portion 27.1.
- the elastic element 28 is for example a rubber buffer with vulcanized threaded portion for a screw 29 with the mounting bracket 27.
- the training is further made such that the leg 27.3 extends over a partial length of the elastic member 28, but is spaced from this element.
- a machining or tool head 30 (Vidia pin) is attached exchangeably to the elastic element 28, which consists of a hardened steel and is screwed with a threaded portion in a mother threaded piece vulcanized into the elastic element 28.
- the machining tools 26 are oriented with their tool axes A perpendicular or substantially perpendicular to the plane of the board 22 and thus in axes parallel or substantially parallel to the Y-axis, wherein the tool heads 30 on the board 22 remote end of the processing tools 26 are located.
- FIG. 9 Designates guides that extend between the sprockets 24 and 25, so that the chains 23 and thus also the machining tools 26 are guided in these areas and prevented from sideways evasion.
- the processing units 13 and 14 are at the Voriquessgestel lt 11 in the horizontal direction, i. adjustable in the direction of the Y-axis for adaptation to the size of the molded blocks 1 to be machined.
- the simultaneous processing of the two peripheral sides 1.1 of the stones 1 is made with drive motors 32 in that they are moved with the hinge belt 15 in the transport direction A through the working area between the two processing units 13 and 14 and in this case the circulating with the chains 23 processing tools 26 under elastic Deformation of their elastic elements 28 schabend, scraping and / or rubbing along with the processing heads 30 on the peripheral sides 1.1 along and at the same time detect all edges of these peripheral sides and edit.
- the elastic deformation of the processing tools 26 and thus the intensity of processing to achieve the respective desired processing structure can be adjusted.
- the processing units 13 and 14 are formed and arranged so that the lower end of each loop length of the chains 23 at most at the level of the transport plane Hinge chain 15, preferably below this level and the upper end of each straight loop length of the chains 23 is at a level which is at least equal to the level of the top 1.1 of the stones 1.
- the processing of the shaped bricks 1 preferably takes place only with those processing tools 26 that are randomly located on circulating chains 23 on a straight or essentially straight loop length of these chains.
- Abbürststationen 33 Following in the direction of transport A on the two processing units 13 and 14 are on both sides of the conveying and processing section 12 more Abbürststationen 33, ie in the illustrated embodiment each three in the transport direction A consecutive Abbürststationen 33 is provided, each of a rotatably mounted about a vertical axis and Drum-type brush 35 driven by a drive motor 34.
- These Abbürststationen 33 are to adapt to different sizes of the blocks 1 in horizontal direction perpendicular to the transport direction A, that is adjustable in the Y-axis.
- the desired final appearance of the treated peripheral pages 1.1 can be achieved, for example, by deliberate blurring of extreme treatment traces that were generated by the processing units 13 and 14.
- At 36 is in the FIG. 5 denotes a conveyor belt, which is located below the conveying and processing line 12, and is transported with the resulting in the processing of the blocks 1 material from the device 10.
- the device 10 is further formed with the Forder- and processing section 12, the processing units 13 and 14 and also the Abbürstaggregate 33 receiving housing 37. Furthermore, in the illustrated embodiment, the apparatus 10 is provided with rollers, so that it can be moved as a movable unit in a production plant to the area at which processing of molded blocks 1 is necessary.
- the device according to the invention has been described in connection with the processing of the shaped bricks 1, in particular also for a treatment of the molded bricks 1 on two opposite circumferential sides 1.1.
- the device 10 is also suitable for processing other molded blocks, in particular for only one-sided processing of plate-shaped shaped bricks, which then also upright, i. oriented with its side to be machined in the XZ plane through the device 10.
- lateral guides for example, provided on the height-adjustable frame 19, which prevents lateral deflection or overturning of the stones when passing the treatment unit 13 and 14 and optionally the Abbürststationen 33.
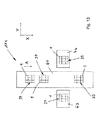
- FIG. 13 and 14 show in a schematic representation and in plan view ( FIG. 13 ) as well as in side view ( FIG. 14 ) another device 11a of the invention for the treatment or treatment of a plurality of molded bricks 1c, for example in the form of paving stones, which are assembled into stone layers 39, in which the molded blocks 1c each form a plurality of rows, each with a plurality of molded bricks 1c.
- the processing of the molded bricks 1c on their upper side forming the visible surface and on the edges surrounding this surface side takes place from above in the device 10a, ie the bricks 1a are arranged with their visible surface to be machined in horizontal planes (XY planes).
- the processing takes place in each case with a processing unit 40, which corresponds to one of the processing units 13 and 14 and with respect to the edges of the stones 1c or with respect to the rows of these stones in the stone layer 39 is oriented so that the processing tools 28 point down and the straight or substantially straight loop lengths obliquely to the edges of the stones 1 c or obliquely to the rows of these stones in the stone layer and extend all straight or substantially straight loop lengths of the chains 23 over the entire stone layer width, so the processing of all the stones 1c in the stone layer 39 again only with processing tools 26 which move in circulating chains 23 on the rectilinear portions of the loops.
- the processing of the molded bricks 1a is carried out by relative movement between the processing unit 40 and the stone layer 39, for example by moving the processing unit 40 over the stone layer 39 when the stone layer 39 is not moving.
- the stones 1c close in the respective stone layer 39 close to each other.
- a part or a first group of the bricks 1c is raised in the stone layer 39 during the machining, for example each second block, each row and from row to row offset by a shaped block, so that the raised blocks 1c with their edges clearly project beyond the adjacent blocks and can be machined.
- the already processed molding stones are then lowered and the not yet processed molding stones (second group) are raised and processed so that finally all the molding stones 1a of each stone layer 39 are processed.
- the device 10a has a feed dog 41, via which the stone layers 39 to be treated are moved to a transfer position 42, at which the respective stone layer 39 is conveyed to a first treatment position 43 for treating the first group of molded blocks 1a. From the treatment position 43, the relevant stone layer is then moved to a treatment position 44, at which, in the manner described above, the treatment of the second group of the molded bricks 1a takes place. The treated stone layers 39 are then fed via the feed dog 41 for further use. It is understood that at the treatment positions 43 and 44 each by suitable means, for example by acting on the underside of the molded bricks 1a punch or ram 45, the raising and lowering of the blocks 1a takes place.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Mining & Mineral Resources (AREA)
- Structural Engineering (AREA)
- Inorganic Chemistry (AREA)
- Processing Of Stones Or Stones Resemblance Materials (AREA)
- Devices For Post-Treatments, Processing, Supply, Discharge, And Other Processes (AREA)
Abstract
Description
- Die Erfindung bezieht sich auf ein Verfahren gemäß Oberbegriff Patentanspruch 1 oder 3 sowie auf eine Vorrichtung gemäß Oberbegriff Patentanspruch 10.
- Aufgabe der Erfindung ist es ein Verfahren aufzuzeigen, mit dem eine Bearbeitung von Formsteinen aus zementgebundenem Material zur Erzeugung einer optisch besonders ansprechenden Oberfläche oder Sichtfläche möglich ist, insbesondere auch mit einem an das Erscheinungsbild von Natursteinplatten, z.B. Solnhofer Naturstein-Steinplatten angepassten oder angenäherten optischen Erscheinungsbild. Zur Lösung dieser Aufgabe ist ein Verfahren entsprechend dem Patenanspruch 1 oder 3 ausgebildet. Eine Vorrichtung ist Gegenstand des Patentanspruchs 10.
- In Weiterbildung der Erfindung ist das Verfahren beispielsweise so ausgebildet,
dass bei der gleichzeitigen Bearbeiten einer Vielzahl von in einer Steinlage angeordneten Formsteinen deren Bearbeitung in wenigstens zwei zeitlich aufeinander folgenden Bearbeitungsschritten erfolgt, und dass in einem ersten Bearbeitungsschritt eine erste Gruppe von Formsteinen für eine freie Zugänglichkeit ihrer Kanten bei der Bearbeitung angehoben und in wenigstens einem weiteren Bearbeitungsschritt bei abgesenkten, bereits bearbeiteten Formsteinen die noch nicht behandelten Formsteine einer zweiten Gruppe für die Bearbeitung angehoben werden,
und/oder
dass die Oberflächenseite des jeweiligen Formsteins bei der Behandlung vertikal oder im Wesentlichen vertikal orientiert ist,
und/oder
dass der Winkel, den die Bewegungsbahn mit dem wenigstens einen Formkörperrand einschließt einstellbar ist,
und/oder
dass die Bearbeitungswerkzeuge an einem eine geschlossene Schlaufe bildenden umlaufend antreibbaren Transportelement, beispielsweise an einer Kette vorgesehen sind,
und/oder
dass die Formsteine an zwei einander gegenüberliegenden Seiten zeitgleich bearbeitete werden,
wobei die vorgenannten Merkmale jeweils einzeln oder in beliebiger Kombination vorgesehen sein können. In Weiterbildung der Erfindung ist die Vorrichtung beispielsweise so ausgebildet,
dass die Förder- und Bearbeitungsstrecke für eine Anordnung und Bewegung der Formsteine in der Weise ausgebildet ist, dass diese mit ihren zu bearbeitenden Oberflächen in vertikalen oder im Wesentlichen vertikalen Ebenen orientiert sind,
und/oder
dass die Bearbeitungswerkzeuge jeweils elastisch ausgebildet sind und hierfür aus einem gummielastischen Element bestehen, welches einerseits mit dem Werkzeugtransportelement verbunden ist und andererseits den Bearbeitungskopf aufweist,
und/oder
dass beidseitig der Förder- und Bearbeitungsstrecke wenigstens zwei Bearbeitungsaggregate vorgesehen sind,
und/oder
dass das wenigstens eine Bearbeitungsaggregate in Transportrichtung folgend wenigstens zwei eine in sich geschlossene Schlaufe bildende und endlos umlaufend antreibbare Werkzeugtransportelemente mit einer Vielzahl von Bearbeitungswerkzeugen aufweist, und/oder dass der Winkel zwischen den Schlaufenlängen des Werkzeugtransportelementes und der Transportrichtung einstellbar ist,
und/oder
dass das Werkzeugtransportelement und/oder die an diesem vorgesehenen Bearbeitungswerkzeuge auf den Schlaufenlängen zwischen Umlenkrädern in wenigstens einer Führung geführt sind,
und/oder
dass in Transportrichtung der Förder- und Bearbeitungsstrecke auf das wenigstens eine Bearbeitungsaggregat folgend wenigstens eine Abbürststation vorgesehen ist,
wobei die vorgenannten Merkmale jeweils einzeln oder in beliebiger Kombination vorgesehen sein können. - Der Ausdruck "im Wesentlichen" bzw. "etwa" bedeutet im Sinne der Erfindung Abweichungen vom jeweils exakten Wert um +/- 10%, bevorzugt um +/- 5% und/oder Abweichungen in Form von für die Funktion unbedeutenden Änderungen.
- Weiterbildungen, Vorteile und Anwendungsmöglichkeiten der Erfindung ergeben sich auch aus der nachfolgenden Beschreibung von Ausführungsbeispielen und aus den Figuren. Dabei sind alle beschriebenen und/oder bildlich dargestellten Merkmale für sich oder in beliebiger Kombination grundsätzlich Gegenstand der Erfindung, unabhängig von ihrer Zusammenfassung in den Ansprüchen oder deren Rückbeziehung. Auch wird der Inhalt der Ansprüche zu einem Bestandteil der Beschreibung gemacht.
- Die Erfindung wird im Folgenden anhand der Figuren an Ausführungsbeispielen näher erläutert. Es zeigen:
- Fig. 1
- in vereinfachter schematischer Darstellung einen aus Zement gebundenem Material bzw. Beton hergestellten Formstein vor dem Spalten bzw. Trennen in zwei Einzelsteine;
- Fig. 2
- den Stein der
Figur 1 in Seitenansicht auf eine der beiden bearbeiteten Flächen des Formsteines derFigur 1 ; - Fig. 3
- die beiden aus dem Formstein der
Figur 1 nach dem Trennen erhaltenen Einzelsteine; - Fig. 4
- in vereinfachter Darstellung und in Draufsicht eine Vorrichtung gemäß der Erfindung zum Bearbeiten der Formsteine der
Figuren 1 und 2 ; - Fig. 5
- die Vorrichtung der
Figur 4 bei entferntem Vorrichtungsgehäuse in Seitenansicht; - Fig. 6
- die Vorrichtung der
Figuren 4 und5 in Rückansicht; - Fig. 7
- in Einzeldarstellung und in Draufsicht eines der beiden Bearbeitungsaggregate der Vorrichtung der
Figuren 4 - 6 ; - Fig. 8
- das Bearbeitungsaggregat der
Figur 7 in Seitenansicht; - Fig. 9
- ein Modul des Bearbeitungsaggregates der
Figuren 7 und8 in Stirnansicht; - Fig. 10 - 12
- eines der Bearbeitungswerkzeuge der Vorrichtung in perspektivischer Darstellung (
Figur 10 ), in Seitenansicht (Figur 11 ) sowie in Draufsicht auf den Kopf des Bearbeitungswerkzeugs; - Fig. 13 und 14
- in schematischen Darstellungen eine weiter Ausführungsform der erfindungsgemäßen Vorrichtung.
- Zur Vereinfachung des Verständnisses sind in den
Figuren 4 - 9 ,13 und 14 mit X, Y und Z jeweils drei senkrecht zueinander orientierte Raumachsen bezeichnet, wobei die X-Achse und die Y-Achse jeweils horizontale, eine horizontale Ebene definierende Raumachsen und die Z-Achse jeweils eine vertikale Raumachse sind. - In den Figuren sind 1 großformatige Formsteine aus einem zementgebundenem Material bzw. aus Beton. Die Formsteine 1 sind bei der dargestellten Ausführungsform nach Art von Hohlblocksteinen ausgeführt, und zwar symmetrisch zu einer Mittelebene M zwischen zwei parallelen und voneinander beabstandeten Umfangsseiten 1.1 des an seiner Außenkontur quaderförmig ausgebildeten Formsteins 1. Die Hohlräume 2 erstrecken sich jeweils von der Oberseite 1.2 bis an die Unterseite 1.3 des Formsteines 1.
- Zur Erzielung eines ansprechenden optischen Erscheinungsbildes, insbesondere eines optisch an das Erscheinungsbild von Solnhofer Natursteinen angelehnten Erscheinungsbildes wird der jeweilige Formstein 1 an seinen Sicht- oder Umfangsseiten 1.1 sowie auch an den Kanten der Umfangsseiten 1.1 in der nachstehend noch näher beschriebenen Weise mit geeigneten elastischen Besarbeitungswerkzeugen 26 (
Figuren 10 - 12 ) bearbeitet. Die Besarbeitungswerkzeuge 26 werden dabei reibend und/oder schrammend über die Umfangsseiten 1.1 und deren Kanten bewegt, und zwar schräg zu den Ebenen der Ober- und Unterseiten 1.2 und 1.3 des Formsteines 1, sodass durch diese Bearbeitungswerkzeuge 26 nicht nur sämtliche Kanten der Umfangsseiten 1.1 willkürlich gebrochen werden, sondern sich an den Umfangsseiten 1.1 auch schräg verlaufende, aber dennoch willkürlich ausgebildete Bearbeitungsstrukturen ergeben, wie dies in derFigur 2 nur sehr schematisch mit den unterbrochenen Linien 3 angedeutet ist. - Nach der Bearbeitung des jeweiligen Formsteines 1 wird dieser entlang der in der Mittelebene M verlaufenden Trennfläche 4 getrennt, beispielsweise durch Spalten, sodass dann die in der
Figur 3 dargestellten und an ihren die Sichtflächen bildenden Umfangsseiten 1.1 bearbeiteten Einzelsteine 1a und 1 b erhalten sind, die beispielsweise mit einer Vielzahl gleichartiger Einzelsteine zum Erstellen von Mauern verwendet werden. - In den
Figuren 4ff ist allgemein mit 10 eine Vorrichtung bezeichnet, die für die vorgeschriebene beidseitige Bearbeitung der Formatsteine 1, aber auch anderer aus Zement gebundenem Material hergestellter Steine und/oder Platten an Sichtflächen geeignet ist. Die Vorrichtung 10 besteht im Wesentlichen aus einem in den Figuren allgemein mit 11 bezeichneten Vorrichtungsgestell oder -rahmen, an dem u.a. beidseitig an einer Förder- und Bearteitungsstrecke 12 zwei Bearbeitungsaggregate 13 und 14 vorgesehen sind. Die Förder- und Behandlungsstrecke 12 erstreckt sich zwischen einem Einlauf 10.1 und einem Auslauf 10.2 der Vorrichtung 10. Die Förder- und Bearteitungsstrecke 12 ist bei der dargestellten Ausführungsform u.a. von einem eine geschlossene Schlaufe bildenden, umlaufend antreibbaren Transportelement in Form einer Scharnierbandkette15 gebildet, die beidendig über jeweils ein Kettenrad 16 geführt bzw. umgelenkt ist. Das in derFigur 5 linke Kettenrad 16 ist durch einen nicht dargestellten Antrieb angetrieben, sodass die obere Schlaufenlänge der Scharnierbandkette 15 in einer parallel zur X-Achse orientierten Transportrichtung A der Förderstrecke 12 bewegt wird und eine horizontale, d.h. in der XY-Ebene eine Standfläche bildet, auf der die zu bearbeitenden Formatsteine 1 mit ihrer Unterseite 1.3 aufstehen. Die Formsteine 1 sind dabei mit ihren zu bearbeitenden Umfangsseiten 1.1 in vertikalen Ebenen parallel zur Transportrichtung A, d.h. in XZ-Ebenen angeordnet. Während der Bearbeitung bzw. während des Transportes entlang der Förder- und Behandlungsstrecke 12 sind die Formsteine 1 an ihrer Oberseite 1.2 gegen Umkippen gesichert. Bei der dargestellten Ausführungsform erfolgt dies durch ein oberes, eine geschlossene Schlaufe bildendes bandförmiges Element in Form eines Riemens 17, der am Anfang und am Ende der Förder- oder Bearbeitungsstrecke 12 über jeweils ein Umlenk- oder Riemenrad 18 geführt ist und dessen Schlaufe ebenso wie die Schlaufe der Scharnierbandkette 15 in einer vertikalen Ebene parallel zur Förderrichtung A angeordnet ist, d.h. in einer XZ-Ebene. Die Riemenräder 18 sind beispielsweise frei drehbar gelagert, sodass bei zwischen der unteren Schlaufenlänge des Riemens 17 und der oberen Schlaufenlänge der Scharnierbandkette 15 eingespannten Formsteinen 1 der Riemen 17 mit den sich in der Transportrichtung A bewegenden Formsteinen 1 mitbewegt wird. Zwischen den Riemenrädern 18 sind zur Abstützung der unteren Schlaufenlänge Abstützräder 18.1 vorgesehen. Die von dem Riemen 17, den Riemenrändern 18 und den Abstützrädern 18.1 gebildete Einspann- und Sicherungseinheit ist bei der dargestellten Ausführungsform an einem Rahmen 19 vorgesehen, der mit geeigneten Mitteln, beispielsweise mit Stellantrieben 20 in vertikaler Richtung, d.h. in der Z-Achse einstellbar ist, um die Vorrichtung 10 auf das jeweilige Format der zu behandelnden Formsteine, d.h. insbesondere auf den Abstand zwischen der Oberseite 1.2 und der Unterseite 1.3 der zu behandelnden Formsteine 1 einstellen zu können. - Wie vorstehend ausgeführt, sind beidseitig von der Förder- und Behandlungsstrecke 12 die beiden Bearbeitungsaggregate 13 und 14 vorgesehen, die bei der dargestellten Ausführungsform spiegelsymmetrisch zu einer die Transportrichtung A einschließenden vertikalen Maschinenmittelebene MM ausgeführt sind.
- Jedes Bearbeitungsaggregat 13 bzw. 14 besteht bei der dargestellten Ausführungsform aus drei Einzelaggregaten 21, die an einer gemeinsamen Platine 22 vorgesehen sind. Die Platine 22, die Teil des Vorrichtungsrahmens 11 ist, ist mit ihren Oberflächenseiten in vertikalen Ebenen parallel zur Transportrichtung A, d.h. in XZ-Ebenen angeordnet. Jedes Einzelaggregat 21 umfasst u.a. eine eine geschlossene Schlaufe bildende Kette 23, die über zwei Kettenräder 24 und 25 geführt ist, die um horizontale Achsen senkrecht zur Transportrichtung A, d.h. um Y-Achsen drehbar an der Platine 22 gelagert sind, und zwar derart, dass die Verbindungslinie der Achsen der Kettenräder 24 und 25 jedes Einzelaggregates 21 mit der Transportrichtung A bzw. mit der XY-Ebene einen Winkel α kleiner 90°, beispielsweise einen Winkel α von etwa 40 - 45° einschließt, der sich in Transportrichtung A, d.h. in Richtung zum Auslauf 10.2 der Vorrichtung 10 öffnet.
- An der Kette 23 bzw. an den dortigen Kettengliedern sind die Bearbeitungswerkzeuge 26 befestigt, von denen eines in den
Figuren 10 - 12 im Detail dargestellt ist. Jedes Bearbeitungswerkzeug 26 besteht bei der dargestellten Ausführungsform aus einem Befestigungsbügel 27, der beispielsweise aus einem Bandmaterial aus Stahl hergestellt ist, und zwar mit einem mittleren Abschnitt 27.1 und zwei rechtwinklig abgewinkelten Schenkeln 27.2 und 27.3, die über entgegen gesetzte Seiten des mittleren Abschnitts 27.1 wegstehen. Mit dem Schenkel 27.2 ist jedes Bearbeitungswerkzeug 26 an einem Kettenglied der Kette 23 befestigt, und zwar derart, dass sich der Schenkel 27.3 an der Außenseite der von der Kette 23 gebildeten Schlaufe befindet. Am mittleren Abschnitt 27.1 ist ein bei der dargestellten Ausführungsform rotationssymmetrisches und über den größeren Teil seiner axialen Länge an der Außenfläche kreiszylinderförmiges elastisches Element 28 befestigt, und zwar derart, dass dieses Element über die dem Schenkel 27.2 abgewandte Unterseite des mittleren Abschnittes 27.1 wegsteht, und zwar mit seiner Achse, die auch die Werkzeugachse WA senkrecht zu den Oberflächenseiten des mittleren Abschnittes 27.1 orientiert. Das elastische Element 28 ist beispielsweise ein Gummipuffer mit einvulkanisiertem Gewindeabschnitt für eine Schraubverbindung 29 mit dem Befestigungsbügel 27. Die Ausbildung ist weiterhin so getroffen, dass sich der Schenkel 27.3 über eine Teillänge des elastischen Elementes 28 erstreckt, von diesem Element aber beabstandet ist. An dem dem Befestigungsbügel 27 abgewandten Ende ist an dem elastischen Element 28 ein Bearbeitungs- oder Werkzeugkopf 30 (Vidia-Pin) austauschbar befestigt, der aus einem gehärteten Stahl besteht und mit einem Gewindeabschnitt in ein in das elastische Element 28 einvulkanisiertes Muttergewindestück eingeschraubt ist. - Im montierten und nicht belasteten Zustand sind die Bearbeitungswerkzeuge 26 mit ihren Werkzeugachsen A senkrecht oder im Wesentlichen senkrecht zu der Ebene der Platine 22 und damit in Achsen parallel oder im Wesentlichen parallel zur Y-Achse orientiert, wobei sich die Werkzeugköpfe 30 an dem der Platine 22 entfernt liegenden Ende der Bearbeitungswerkzeuge 26 befinden.
- Mit 31 sind in der
Figur 9 Führungen bezeichnet, die sich zwischen den Kettenrädern 24 und 25 erstrecken, sodass die Ketten 23 und damit auch die Bearbeitungswerkzeuge 26 in diesen Bereichen geführt und an einem seitlichen Ausweichen gehindert sind. - An der den Ketten 23 und den Bearbeitungswerkzeugen 26 abgewandten Rückseite der Platine 22 sind elektrische Antriebsmotoren 32 vorgesehen, und zwar jeweils ein Antriebsmotor 32 für das in der
Figur 9 obere Kettenrad 24 jedes Einzelaggregates 21. Mit den Antriebsmotoren 32 werden die Ketten 23 beispielsweise in der mit den Pfeilen B angegebenen Umlaufrichtung angetrieben. - Die Bearbeitungsaggregate 13 und 14 sind am Vorrichtungsgestel lt 11 in horizontaler Richtung, d.h. in Richtung der Y-Achse zur Anpassung an die Größe der zu bearbeitenden Formsteine 1 einstellbar.
- Die gleichzeitige Bearbeitung der beiden Umfangsseiten 1.1 der Formsteine 1 erfolgt bei eingeschalteten Antriebsmotoren 32 dadurch, dass sie mit der Scharnierbandkette 15 in Transportrichtung A durch den Arbeitsbereich zwischen den beiden Bearbeitungsaggregaten 13 und 14 hindurchbewegt werden und hierbei die mit den Ketten 23 umlaufenden Bearbeitungswerkzeuge 26 unter elastischer Verformung ihrer elastischen Elemente 28 sich schabend, schrammend und/oder reibend mit den Bearbeitungsköpfen 30 an den Umfangsseiten 1.1 entlang bewegen sowie zugleich auch sämtliche Kanten dieser Umfangsseiten erfassen und bearbeiten. Durch Zustellen der Bearbeitungsaggregate 13 und 14 in Richtung Maschinenmittelebene MM können die elastische Verformung der Bearbeitungswerkzeuge 26 und damit die Intensität der Bearbeitung zur Erzielung der jeweils gewünschten Bearbeitungsstruktur eingestellt werden.
- Um eine durchgehende Bearbeitung der Formsteine 1 über ihre gesamte Höhe (zwischen Oberseite 1.1 und Unterseite 1.3) zu erreichen, sind die Bearbeitungsaggregate 13 und 14 so ausgebildet und angeordnet, dass sich das untere Ende jeder Schlaufenlänge der Ketten 23 höchstens auf dem Niveau der Transportebene der Scharnierbandkette 15, bevorzugt unter diesem Niveau und das obere Ende jeder geradlinigen Schlaufenlänge der Ketten 23 auf einem Niveau befindet, welches wenigstens gleich dem Niveau der Oberseite 1.1 der Formsteine 1 ist.
- Zur Erzielung des gewünschten Bearbeitungsmusters erfolgt die Bearbeitung der Formsteine 1 bevorzugt jeweils nur mit solchen Bearbeitungswerkzeugen 26, die sich bei umlaufenden Ketten 23 auf einer geradlinigen oder im Wesentlichen geradlinigen Schlaufenlänge dieser Ketten zufällig befinden.
- In Transportrichtung A auf die beiden Bearbeitungsaggregate 13 und 14 folgend sind beidseitig der Förder- und Bearbeitungsstrecke 12 mehrere Abbürststationen 33, d.h. bei der dargestellten Ausführungsform jeweils drei in Transportrichtung A aufeinander folgende Abbürststationen 33 vorgesehen, die jeweils aus einer um eine vertikale Achse drehbar gelagerten und mit einem Antriebsmotor 34 angetriebene trommelartigen Bürste 35 bestehen. Auch diese Abbürststationen 33 sind zur Anpassung an unterschiedliche Größen der Formsteine 1 in horizontaler Richtung senkrecht zur Transportrichtung A, d.h. in der Y-Achse einstellbar. Mit den Abbürststationen 33 kann das angestrebte endgültige Erscheinungsbild der behandelten Umfangsseiten 1.1 erreicht werde, beispielsweise durch gezieltes Verwischen von extremen Behandlungsspuren, die durch die Bearbeitungsaggregate 13 und 14 erzeugt wurden.
- Mit 36 ist in der
Figur 5 ein Transportband bezeichnet, welches sich unterhalb der Förder- und Bearbeitungsstrecke 12 befindet, und mit dem bei der Bearbeitung der Formsteine 1 anfallendes Material aus der Vorrichtung 10 transportiert wird. - Zur Vermeidung einer übermäßigen Staub- und Lärmbelästigung ist die Vorrichtung 10 weiterhin mit einem die Forder- und Bearbeitungsstrecke 12, die Bearbeitungsaggregate 13 und 14 sowie auch die Abbürstaggregate 33 aufnehmenden Gehäuse 37 ausgebildet. Weiterhin ist die Vorrichtung 10 bei der dargestellten Ausführungsform mit Rollen ausgeführt, sodass sie als bewegliche Einheit in einer Fertigungsanlage jeweils an den Bereich bewegt werden kann, an welchem eine Bearbeitung von Formsteinen 1 notwendig ist.
- Vorstehend wurde die erfindungsgemäße Vorrichtung im Zusammenhang mit der Bearbeitung der Formsteine 1 beschrieben, insbesondere auch für eine Behandlung der Formsteine 1 an zwei einander gegenüberliegenden Umfangsseiten 1.1. Die Vorrichtung 10 eignet sich aber auch zur Bearbeitung anderer Formsteine, insbesondere auch zur nur einseitigen Bearbeitung von plattenförmigen Formsteinen, die dann ebenfalls hochkant, d.h. mit ihrer zu bearbeitenden Seite in der XZ-Ebene orientiert durch die Vorrichtung 10 bewegt werden. Hierfür sind dann zusätzlich zu der Scharnierbandkette 15 seitliche Führungen, beispielsweise an dem höhenverstellbaren Rahmen 19 vorgesehen, die ein seitliches Ausweichen oder Umkippen der Formsteine beim Passieren des Behandlungsaggregates 13 bzw. 14 und gegebenenfalls der Abbürststationen 33 verhindert.
- Die
Figuren 13 und14 zeigen in schematischer Darstellung und in Draufsicht (Figur 13 ) sowie in Seitenansicht (Figur 14 ) eine weitere Vorrichtung 11a der Erfindung für die Bearbeitung bzw. Behandlung jeweils einer Vielzahl von Formsteinen 1c, beispielsweise in Form von Pflastersteinen, die zu Steinlagen 39 zusammengestellt sind, in denen die Formsteine 1c jeweils mehrere Reihen mit jeweils mehreren Formsteinen 1c bilden. Die Bearbeitung der Formsteine 1c an ihrer die Sichtfläche bildenden Oberseite sowie an den diese Oberflächenseite umgebenden Kanten erfolgt bei der Vorrichtung 10a von oben, d.h. die Formsteine 1a sind mit ihrer zu bearbeitenden Sichtfläche dabei in horizontalen Ebenen (XY-Ebenen) angeordnet. Die Bearbeitung erfolgt jeweils mit einem Bearbeitungsaggregat 40, welches einem der Bearbeitungsaggregate 13 bzw. 14 entspricht und bezüglich der Kanten der Formsteine 1c bzw. bezüglich der Reihen dieser Formsteine in der Steinlage 39 derart ausgerichtet ist, dass die bearbeitungswerkzeuge 28 nach unten weisen und die geradlinigen oder im Wesentlichen geradlinigen Schlaufenlängen schräg zu den Kanten der Formsteine 1 c bzw. schräg zu den Reihen dieser Formsteine in der Steinlage verlaufen und sich sämtliche geradlinigen oder im Wesentlichen geradlinigen Schlaufenlängen der Ketten 23 über die gesamte Steinlagenbreite erstrecken, also die Bearbeitung sämtlicher Formsteine 1c in der Steinlage 39 wiederum nur mit Bearbeitungswerkzeugen 26 erfolgt, die sich bei umlaufenden Ketten 23 auf den geradlinigen Abschnitten der Schlaufen bewegen. Die Bearbeitung der Formsteine 1a erfolgt durch Relativbewegung zwischen dem Bearbeitungsaggregat 40 und der Steinlage 39, beispielsweise dadurch, dass bei nichtbewegter Steinlage 39 das Bearbeitungsaggregat 40 über die Steinlage 39 hinweg bewegt wird. - Die Formsteine 1c schließen in der jeweiligen Steinlage 39 dicht aneinander an. Um dennoch nicht nur eine Bearbeitung der Oberseite der Formsteine 1c, sondern auch eine ausreichende Bearbeitung bzw. ein ausreichendes Brechen der Kanten der Formsteine 1c zu erreichen, ist bei der Bearbeitung ein Teil oder eine erste Gruppe der Formsteine 1c in der Steinlage 39 angehoben, beispielsweise jeder zweite Formstein, jeder Reihe und von Reihe zu Reihe um einen Formstein versetzt, sodass die angehobenen Formsteine 1c mit ihren Kanten deutlich über die angrenzenden Formsteinen vorstehen und bearbeitet werden können. Für einem zweiten Bearbeitungsgang werden dann die bereits bearbeiteten Formsteine abgesenkt und die noch nicht bearbeiteten Formsteine (zweite Gruppe) angehoben sowie bearbeitet, sodass schließlich sämtliche Formsteine 1a jeder Steinlage 39 bearbeitet sind. Für diese Verfahrensweise weist die Vorrichtung 10a einen Transporteur 41 auf, über den die zu behandelnden Steinlagen 39 an eine Übergabeposition 42 bewegt werden, an der die jeweilige Steinlage 39 zur Behandlung der ersten Gruppe der Formsteine 1a an eine erste Behandlungsposition 43 gefördert wird. Aus der Behandlungsposition 43 wird die betreffende Steinlage dann an eine Behandlungsposition 44 bewegt, an der in der vorbeschriebenen Weise das Behandeln der zweiten Gruppe der Formsteine 1a erfolgt. Die behandelten Steinlagen 39 werden dann über den Transporteur 41 einer weiteren Verwendung, zugeführt. Es versteht sich, dass an den Behandlungspositionen 43 und 44 jeweils durch geeignete Mittel, beispielsweise durch auf die Unterseite der Formsteine 1a einwirkende Stempel oder Stößel 45 das Anheben und wieder Absenken der Formsteine 1a erfolgt.
- Die Erfindung wurde voranstehend an einem Ausführungsbeispiel beschrieben. Es versteht sich, dass zahlreiche Änderungen sowie Abwandlungen möglich sind, ohne dass dadurch der der Erfindung zugrunde liegende Erfindungsgedanke verlassen wird.
-
1 Formstein 1a, 1b Einzelstein 1.1 Umfangsseite 1.2 Oberseite 1.3 Unterseite 2 Hohlraum 3 Bearbeitungsstruktur 4 Trennlinie 10, 10a Vorrichtung 10.1 Einlauf 10.2 Auslauf 11 Vorrichtungsgestell 12 Förder- und Bearbeitungsstrecke 13, 14 Bearbeitungsaggregat 15 Scharnierbandkette 16 Kettenrad 17 Riemen 18 Riemenrad 18.1 Stützrad 19 Rahmen 20 Stellglied 21 Einzelaggregat 22 Platine 23 Kette 24, 25 Kettenrad 26 Beareitungswerkzeug 27 Befestigungsbügel 27.1 mittlerer Bügelabschnitt 27.2, 27.3 Schenkel 28 elastisches Element oder Gummipuffer 29 Schraubverbindung 30 Bearbeitungskopf 31 Gleitführung 32 Antriebsmotor 33 Abbürststation 34 Antrieb 35 walzenartige Bürste 36 Transportband 37 Gehäuse 38 Rolle 39 Steinlage 40 Bearbeitungsaggregat 41 Transporteur 42 Übergabeposition 43,44 Bearbeitungsposition 45 Stempel oder Stößel A Transportrichtung M Mittelachse des Formsteins MM Maschinenmittelachse B Umlaufrichtung der Ketten 23 WA Werkzeugachse X, Y, Z Raumachsen α Winkel
Claims (16)
- Verfahren zum Bearbeiten von Formsteinen (1, 1 c) aus zementgebundenem Material oder Beton an wenigstens einer Oberflächenseite (1.1) mit einer Vielzahl von entlang der Oberflächenseite (1.1) bewegten und mit Bearbeitungsköpfen (30) gegen die Oberflächenseite anliegenden Bearbeitungswerkzeugen (26),
dadurch gekennzeichnet,
dass die elastischen oder gefederten Bearbeitungswerkzeuge (26) zumindest auf einem Teil ihrer Bewegungsbahn, die mit dem wenigstens einen Formkörperrand (1.2, 1.3) einen Winkel (α) kleiner als 90° einschließt, über die Oberflächenseite des jeweiligen Formsteins (1) bewegt werden. - Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass bei der gleichzeitigen Bearbeiten einer Vielzahl von in einer Steinlage (39) angeordneten Formsteinen (1c) deren Bearbeitung in wenigstens zwei zeitlich aufeinander folgenden Bearbeitungsschritten erfolgt, und dass in einem ersten Bearbeitungsschritt eine erste Gruppe von Formsteinen für eine freie Zugänglichkeit ihrer Kanten bei der Bearbeitung angehoben und in wenigstens einem weiteren Bearbeitungsschritt bei abgesenkten, bereits bearbeiteten Formsteinen die noch nicht behandelten Formsteine einer zweiten Gruppe für die Bearbeitung angehoben werden.
- Verfahren zum Bearbeiten von Formsteinen (1, 1c) aus zementgebundenem Material oder Beton an wenigstens einer Oberflächenseite (1.1) mit einer Vielzahl von entlang der Oberflächenseite (1.1) bewegten und mit Bearbeitungsköpfen (30) gegen die Oberflächenseite anliegenden Bearbeitungswerkzeugen (26),
dadurch gekennzeichnet,
dass bei der gleichzeitigen Bearbeiten einer Vielzahl von in einer Steinlage (39) angeordneten Formsteinen (1c) deren Bearbeitung in wenigstens zwei zeitlich aufeinander folgenden Bearbeitungsschritten erfolgt, und dass in einem ersten Bearbeitungsschritt eine erste Gruppe von Formsteinen für eine freie Zugänglichkeit ihrer Kanten bei der Bearbeitung angehoben und in wenigstens einem weiteren Bearbeitungsschritt bei abgesenkten, bereits bearbeiteten Formsteinen die noch nicht behandelten Formsteine einer zweiten Gruppe für die Bearbeitung angehoben werden. - Verfahren nach Anspruch 3, dadurch gekennzeichnet, dass dadurch gekennzeichnet, dass die elastischen oder gefederten Bearbeitungswerkzeuge (26) zumindest auf einem Teil ihrer Bewegungsbahn, die mit dem wenigstens einen Formkörperrand (1.2, 1.3) einen Winkel (α) kleiner als 90° einschließt, über die Oberflächenseite des jeweiligen Formsteins (1) bewegt werden.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Oberflächenseite des jeweiligen Formsteins (1) bei der Behandlung vertikal oder im Wesentlichen vertikal orientiert ist.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass der Winkel (α), den die Bewegungsbahn mit dem wenigstens einen Formkörperrand (1.2, 1.3) einschließt einstellbar ist.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Bearbeitungswerkzeuge (26) an einem eine geschlossene Schlaufe bildenden umlaufend antreibbaren Transportelement, beispielsweise an einer Kette 23 vorgesehen sind.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Formsteine (1) an zwei einander gegenüberliegenden Seiten (1.1) zeitgleich bearbeitete werden.
- Vorrichtung zum Bearbeiten von Formsteinen aus einem zementgebundenem Material, beispielsweise aus Beton, an wenigstens einer Oberflächenseite und an dieser Oberflächenseite begrenzenden Kanten, mit wenigstens einem Bearbeitungsaggregat (13, 14) welches an wenigstens einem eine geschlossene Schlaufe bildenden und endlos umlaufend antreibbaren Transportelement, beispielsweise an einer Kette (23) eine Vielzahl von elastischen Bearbeitungswerkzeugen (26) aufweist, die von dem Transportelement in einer Achsrichtung senkrecht oder quer zur Ebene der Schlaufe des Transportelementes (33) wegstehen und an ihrem freien Ende jeweils einen Bearbeitungskopf (30) für ein Zusammenwirken mit der zu bearbeitenden Fläche der Formsteine (1, 1c) aufweisen sowie mit einem Transportelement (15) in einer Transportrichtung (A) durch die Förder- und Bearbeitungsstrecke (12), dadurch gekennzeichnet, dass die von dem wenigstens einen Werkzeugtransportelement (33) gebildeten Schlaufenlängen mit der Transportrichtung (A) einen Winkel (α) kleiner als 90° einschließen.
- Vorrichtung nach Anspruch 10, dadurch gekennzeichnet, dass die Förder- und Bearbeitungsstrecke (12) für eine Anordnung und Bewegung der Formsteine (1) in der Weise ausgebildet ist, dass diese mit ihren zu bearbeitenden Oberflächen (1.1) in vertikalen oder im Wesentlichen vertikalen Ebenen orientiert sind.
- Vorrichtung nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Bearbeitungswerkzeuge (26) jeweils elastisch ausgebildet sind und hierfür aus einem gummielastischen Element bestehen, welches einerseits mit dem Werkzeugtransportelement (23) verbunden ist und andererseits den Bearbeitungskopf (30) aufweist.
- Vorrichtung nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass beidseitig der Förder- und Bearbeitungsstrecke (12) wenigstens zwei Bearbeitungsaggregate (13) vorgesehen sind.
- Vorrichtung nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass das wenigstens eine Bearbeitungsaggregate (13, 14) in Transportrichtung (A) folgend wenigstens zwei eine in sich geschlossene Schlaufe bildende und endlos umlaufend antreibbare Werkzeugtransportelemente (23) mit einer Vielzahl von Bearbeitungswerkzeugen (26) aufweist.
- Vorrichtung nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass der Winkel zwischen den Schlaufenlängen des Werkzeugtransportelementes (33) und der Transportrichtung (A) einstellbar ist.
- Vorrichtung nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass das Werkzeugtransportelement (33) und/oder die an diesem vorgesehenen Bearbeitungswerkzeuge (23) auf den Schlaufenlängen zwischen Umlenkrädern (24, 25) in wenigstens einer Führung (31) geführt sind.
- Vorrichtung nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass in Transportrichtung der Förder- und Bearbeitungsstrecke auf das wenigstens eine Bearbeitungsaggregat (13, 14) folgend wenigstens eine Abbürststation (33) vorgesehen ist.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL13160749T PL2644342T3 (pl) | 2012-03-26 | 2013-03-25 | Sposób oraz urządzenie do obróbki kształtek z materiału spojonego cementem, przykładowo betonu |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE201210102552 DE102012102552A1 (de) | 2012-03-26 | 2012-03-26 | Verfahren sowie Vorrichtung zur Bearbeitung von Formsteinen aus zementgebundenem Material, beispielsweise Beton |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2644342A2 true EP2644342A2 (de) | 2013-10-02 |
| EP2644342A3 EP2644342A3 (de) | 2014-06-25 |
| EP2644342B1 EP2644342B1 (de) | 2018-05-09 |
Family
ID=48050442
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP13160749.1A Active EP2644342B1 (de) | 2012-03-26 | 2013-03-25 | Verfahren sowie Vorrichtung zur Bearbeitung von Formsteinen aus zementgebundenem Material, beispielsweise Beton |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP2644342B1 (de) |
| DE (1) | DE102012102552A1 (de) |
| PL (1) | PL2644342T3 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4711080A1 (de) * | 2024-09-12 | 2026-03-18 | BMR S.p.A. | Quadriermaschine mit schalldämmender verkleidung |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107214568A (zh) * | 2017-07-06 | 2017-09-29 | 贵州海悦通石业有限公司 | 一种条状石材打磨流水线 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1888376A (en) * | 1929-07-18 | 1932-11-22 | Spencer C Duty | Process of and apparatus for forming face brick |
| US2778086A (en) * | 1953-02-20 | 1957-01-22 | Alliance Clay Product Company | Apparatus for scoring column from which bricks are made |
| US6540501B1 (en) * | 2000-11-21 | 2003-04-01 | Allan Block Corporation | Method and apparatus for producing concrete blocks with textured surfaces |
| DE202006005773U1 (de) * | 2005-06-22 | 2006-07-13 | Baustoffwerke Gebhart & Söhne GmbH & Co. KG | Vorrichtung zum künstlichen Altern von Steinen |
| DE102009007972B4 (de) * | 2009-02-06 | 2014-08-21 | Fc Sonderkonstruktion Gmbh | Bearbeitungsmaschine zum Bearbeiten von Steinen |
-
2012
- 2012-03-26 DE DE201210102552 patent/DE102012102552A1/de not_active Ceased
-
2013
- 2013-03-25 PL PL13160749T patent/PL2644342T3/pl unknown
- 2013-03-25 EP EP13160749.1A patent/EP2644342B1/de active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4711080A1 (de) * | 2024-09-12 | 2026-03-18 | BMR S.p.A. | Quadriermaschine mit schalldämmender verkleidung |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102012102552A1 (de) | 2013-09-26 |
| EP2644342A3 (de) | 2014-06-25 |
| EP2644342B1 (de) | 2018-05-09 |
| PL2644342T3 (pl) | 2018-09-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE2825213C2 (de) | Vorrichtung zum Überführen von Gegenständen aus einer Förderbahn in eine Arbeitsstation | |
| DE602004010852T2 (de) | Maschine zur feinbearbeitung eines gegenstands wie eines profilierten elements, eines paneels o. ä. | |
| DE3621276C2 (de) | ||
| EP2476512B1 (de) | Bandabblasvorrichtung | |
| DE102010025250A1 (de) | Verfahren und Vorrichtung zum Handhaben von Brammen zum Schleifen der Brammen-Oberflächen | |
| DE112007000610B4 (de) | Paneelsortierverfahren und Paneelsortiervorrichtung | |
| EP0477468B1 (de) | Fördereinrichtung für Werkstückträger | |
| EP3313624B1 (de) | Beschickungssystem für werkstücke | |
| DE2342556C3 (de) | Vorrichtung zum Fräsen von Mauerblöcken | |
| EP2644342B1 (de) | Verfahren sowie Vorrichtung zur Bearbeitung von Formsteinen aus zementgebundenem Material, beispielsweise Beton | |
| DE2122990C3 (de) | Maschine zum Bearbeiten der Kanten von Glasscheiben o.dgl. | |
| DE1658304C3 (de) | Maschine zum Abschleifen des Schweißgrates von stumpfgeschweißten, nichtverlegten Schienen | |
| DE19627148C1 (de) | Vorrichtung zum beidseitigen Beschleifen von Steinen | |
| DE102009007972B4 (de) | Bearbeitungsmaschine zum Bearbeiten von Steinen | |
| DE29611728U1 (de) | Vorrichtung zum beidseitigen Beschleifen von Steinen | |
| DE1510233B2 (de) | Vorrichtung zum oeffnen von faserballen | |
| DE102005063327A1 (de) | Vorrichtung zum Trennen eines plastischen Tonstranges, mit einer allseitig wirksamen Kerbvorrichtung | |
| DE102004058256B4 (de) | Vorrichtung zur Bearbeitung von in einer Steinlage angeordneten Steinen | |
| DE10040552C2 (de) | Einrichtung zum Be- und Entladen einer Steinbearbeitungsmaschine mit zu bearbeitenden Steinplatten | |
| DE2504444B2 (de) | Foerdervorrichtung fuer gusstuecke durch eine schleuderstrahlanlage | |
| DE112009000720B4 (de) | Fördervorrichtung für eine Anlage zur Keilverzinkung von Holzstücken | |
| WO2018162642A1 (de) | Verfahren und vorrichtung zur herstellung von zahnstangen | |
| DE2935555C2 (de) | Vorrichtung zum Lösen von Betondachsteinen, insbesondere Ortgangsteinen, von ihren Unterformen | |
| DE10250272B3 (de) | Vorrichtung zum materialabtragenden Bearbeiten von Bausteinen | |
| DE9419474U1 (de) | Kunststoff-Spritzgußmaschine, insbesondere holmenlose Kunststoff-Spritzgußmaschine mit einer Handhabungseinheit zur Entnahme der Werkstücke aus dem Spritzgußwerkzeug und einem im Bereich der Handhabungseinheit angeordneten Transportband |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B28B 11/08 20060101AFI20140522BHEP Ipc: B24B 7/06 20060101ALI20140522BHEP Ipc: B24B 41/047 20060101ALI20140522BHEP Ipc: B24B 9/06 20060101ALI20140522BHEP Ipc: B24B 7/22 20060101ALI20140522BHEP Ipc: B28D 1/00 20060101ALI20140522BHEP |
|
| 17P | Request for examination filed |
Effective date: 20141216 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| 17Q | First examination report despatched |
Effective date: 20150612 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R079 Ref document number: 502013010101 Country of ref document: DE Free format text: PREVIOUS MAIN CLASS: B28B0011080000 Ipc: B24B0029000000 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B28B 11/08 20060101ALI20180104BHEP Ipc: B24B 41/047 20060101ALI20180104BHEP Ipc: B24B 7/22 20060101ALI20180104BHEP Ipc: B24B 29/00 20060101AFI20180104BHEP Ipc: B24B 7/06 20060101ALI20180104BHEP Ipc: B28D 1/00 20060101ALI20180104BHEP |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20180214 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: AT Ref legal event code: REF Ref document number: 997151 Country of ref document: AT Kind code of ref document: T Effective date: 20180515 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502013010101 Country of ref document: DE Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20180509 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180809 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180809 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180509 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180509 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180509 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180509 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180509 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180509 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180509 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180509 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180810 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180509 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180509 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180509 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180509 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502013010101 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180509 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180509 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20190212 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180509 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180509 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190325 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180509 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20190331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190325 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190331 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190331 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180509 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180509 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180910 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180509 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180909 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20130325 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20220321 Year of fee payment: 10 Ref country code: AT Payment date: 20220322 Year of fee payment: 10 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180509 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230419 |
|
| P02 | Opt-out of the competence of the unified patent court (upc) changed |
Effective date: 20230514 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 997151 Country of ref document: AT Kind code of ref document: T Effective date: 20230325 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20230325 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230325 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230325 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230325 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20250325 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CZ Payment date: 20260320 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20260218 Year of fee payment: 14 |