EP2650062A2 - Noyau composite pour procédés de moulage et procédés de fabrication et d'utilisation associés - Google Patents
Noyau composite pour procédés de moulage et procédés de fabrication et d'utilisation associés Download PDFInfo
- Publication number
- EP2650062A2 EP2650062A2 EP13162368.8A EP13162368A EP2650062A2 EP 2650062 A2 EP2650062 A2 EP 2650062A2 EP 13162368 A EP13162368 A EP 13162368A EP 2650062 A2 EP2650062 A2 EP 2650062A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- core
- layer
- interior layer
- interior
- exterior layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000005266 casting Methods 0.000 title claims abstract description 40
- 238000000034 method Methods 0.000 title claims description 33
- 230000008569 process Effects 0.000 title claims description 25
- 239000002131 composite material Substances 0.000 title abstract description 9
- 229910001092 metal group alloy Inorganic materials 0.000 claims abstract description 22
- 238000002386 leaching Methods 0.000 claims abstract description 11
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 claims description 68
- 239000000377 silicon dioxide Substances 0.000 claims description 32
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 claims description 20
- 239000011236 particulate material Substances 0.000 claims description 15
- 239000002245 particle Substances 0.000 claims description 10
- 238000005245 sintering Methods 0.000 claims description 5
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims description 3
- 229910002804 graphite Inorganic materials 0.000 claims description 3
- 239000010439 graphite Substances 0.000 claims description 3
- 238000005275 alloying Methods 0.000 abstract description 11
- 239000000919 ceramic Substances 0.000 abstract description 9
- 239000012633 leachable Substances 0.000 abstract description 5
- 239000006227 byproduct Substances 0.000 abstract description 3
- 239000010410 layer Substances 0.000 description 115
- 239000000463 material Substances 0.000 description 19
- 239000000956 alloy Substances 0.000 description 14
- 229910045601 alloy Inorganic materials 0.000 description 13
- 239000000203 mixture Substances 0.000 description 11
- 239000000843 powder Substances 0.000 description 11
- 238000005495 investment casting Methods 0.000 description 8
- 239000002002 slurry Substances 0.000 description 8
- 229910052782 aluminium Inorganic materials 0.000 description 7
- 238000006243 chemical reaction Methods 0.000 description 7
- PXHVJJICTQNCMI-UHFFFAOYSA-N nickel Substances [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 7
- HEMHJVSKTPXQMS-UHFFFAOYSA-M Sodium hydroxide Chemical compound [OH-].[Na+] HEMHJVSKTPXQMS-UHFFFAOYSA-M 0.000 description 6
- 229910052804 chromium Inorganic materials 0.000 description 6
- 239000011651 chromium Substances 0.000 description 6
- 230000000694 effects Effects 0.000 description 6
- LIVNPJMFVYWSIS-UHFFFAOYSA-N silicon monoxide Chemical compound [Si-]#[O+] LIVNPJMFVYWSIS-UHFFFAOYSA-N 0.000 description 6
- 239000000243 solution Substances 0.000 description 6
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 5
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 5
- 239000011230 binding agent Substances 0.000 description 5
- 239000011248 coating agent Substances 0.000 description 5
- 238000000576 coating method Methods 0.000 description 5
- 239000000470 constituent Substances 0.000 description 5
- 230000007547 defect Effects 0.000 description 5
- 238000007254 oxidation reaction Methods 0.000 description 5
- 239000000047 product Substances 0.000 description 5
- 229910001220 stainless steel Inorganic materials 0.000 description 5
- 229910000601 superalloy Inorganic materials 0.000 description 5
- 229910052727 yttrium Inorganic materials 0.000 description 5
- 238000007796 conventional method Methods 0.000 description 4
- 229910052751 metal Inorganic materials 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 229910052759 nickel Inorganic materials 0.000 description 4
- 230000036961 partial effect Effects 0.000 description 4
- 229910052726 zirconium Inorganic materials 0.000 description 4
- 229910000831 Steel Inorganic materials 0.000 description 3
- QCWXUUIWCKQGHC-UHFFFAOYSA-N Zirconium Chemical compound [Zr] QCWXUUIWCKQGHC-UHFFFAOYSA-N 0.000 description 3
- 238000010438 heat treatment Methods 0.000 description 3
- 238000011065 in-situ storage Methods 0.000 description 3
- 238000002347 injection Methods 0.000 description 3
- 239000007924 injection Substances 0.000 description 3
- 239000000155 melt Substances 0.000 description 3
- 238000002844 melting Methods 0.000 description 3
- 230000003647 oxidation Effects 0.000 description 3
- 239000004033 plastic Substances 0.000 description 3
- 229920003023 plastic Polymers 0.000 description 3
- 229920000642 polymer Polymers 0.000 description 3
- 239000010959 steel Substances 0.000 description 3
- 239000002344 surface layer Substances 0.000 description 3
- VWQVUPCCIRVNHF-UHFFFAOYSA-N yttrium atom Chemical compound [Y] VWQVUPCCIRVNHF-UHFFFAOYSA-N 0.000 description 3
- 239000007864 aqueous solution Substances 0.000 description 2
- 238000003491 array Methods 0.000 description 2
- 239000003518 caustics Substances 0.000 description 2
- 229910010293 ceramic material Inorganic materials 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 229910052593 corundum Inorganic materials 0.000 description 2
- 238000005336 cracking Methods 0.000 description 2
- 238000007598 dipping method Methods 0.000 description 2
- 238000010304 firing Methods 0.000 description 2
- -1 for example Substances 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 238000005058 metal casting Methods 0.000 description 2
- 239000011148 porous material Substances 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 238000004901 spalling Methods 0.000 description 2
- 229910001845 yogo sapphire Inorganic materials 0.000 description 2
- 229910001069 Ti alloy Inorganic materials 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 238000013019 agitation Methods 0.000 description 1
- 239000002518 antifoaming agent Substances 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 239000008119 colloidal silica Substances 0.000 description 1
- 229910052906 cristobalite Inorganic materials 0.000 description 1
- 238000002425 crystallisation Methods 0.000 description 1
- 230000008025 crystallization Effects 0.000 description 1
- 230000002939 deleterious effect Effects 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 239000002355 dual-layer Substances 0.000 description 1
- 239000010419 fine particle Substances 0.000 description 1
- 238000010285 flame spraying Methods 0.000 description 1
- 239000012634 fragment Substances 0.000 description 1
- 239000007770 graphite material Substances 0.000 description 1
- 239000003966 growth inhibitor Substances 0.000 description 1
- 229910052735 hafnium Inorganic materials 0.000 description 1
- 239000011796 hollow space material Substances 0.000 description 1
- 238000007654 immersion Methods 0.000 description 1
- 238000001746 injection moulding Methods 0.000 description 1
- 229910001338 liquidmetal Inorganic materials 0.000 description 1
- 238000001459 lithography Methods 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 229910052749 magnesium Inorganic materials 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 230000001590 oxidative effect Effects 0.000 description 1
- 239000011118 polyvinyl acetate Substances 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 230000035484 reaction time Effects 0.000 description 1
- 230000009257 reactivity Effects 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 239000004576 sand Substances 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
- 229910001256 stainless steel alloy Inorganic materials 0.000 description 1
- 238000010561 standard procedure Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 230000008719 thickening Effects 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 238000001721 transfer moulding Methods 0.000 description 1
- 238000011282 treatment Methods 0.000 description 1
- 238000007740 vapor deposition Methods 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C9/00—Moulds or cores; Moulding processes
- B22C9/10—Cores; Manufacture or installation of cores
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C9/00—Moulds or cores; Moulding processes
- B22C9/02—Sand moulds or like moulds for shaped castings
- B22C9/04—Use of lost patterns
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C9/00—Moulds or cores; Moulding processes
- B22C9/22—Moulds for peculiarly-shaped castings
- B22C9/24—Moulds for peculiarly-shaped castings for hollow articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D25/00—Special casting characterised by the nature of the product
- B22D25/02—Special casting characterised by the nature of the product by its peculiarity of shape; of works of art
Definitions
- the present invention generally relates to casting processes and materials. More particularly, this invention relates to cores and processes for casting reactive metal alloys, such as a steels (including stainless steels), superalloys, titanium-base alloys, etc.
- reactive metal alloys such as a steels (including stainless steels), superalloys, titanium-base alloys, etc.
- Metal alloy materials can be formed into components by various casting techniques, a notable example being investment casting (lost wax) processes.
- Investment casting typically entails dipping a wax or plastic model or pattern of the desired component into a slurry comprising a binder and a refractory particulate material to form a slurry layer on the pattern.
- a common material for the binder is a silica-based material, for example, colloidal silica.
- a stucco coating of a refractory particulate material is typically applied to the surface of the slurry layer, after which the slurry/stucco coating is dried.
- the preceding steps may be repeated any number of times to form a shell mold of suitable thickness around the wax pattern.
- the wax pattern can then be eliminated from the shell mold, such as by heating, after which the mold is fired to sinter the refractory particulate material and achieve a suitable strength.
- one or more cores must be positioned within the shell mold to define the cooling channels and any other required internal features.
- Cores are typically made using a plasticized ceramic mixture that is injection molded or transfer molded in a die or mold, and then hardened by firing or baking. Typical ceramic compositions contain silica and/or alumina.
- One or more fired cores are then positioned within a pattern die cavity into which a wax, plastic or other suitably low-melting material is introduced to form the wax pattern.
- the pattern with its internal core(s) can then be used to form a shell mold as described above.
- the shell mold can be filled with a molten metal, which is then allowed to solidify to form the desired component.
- the mold and core are then removed to leave the cast component with one or more internal passages where the core(s) formerly resided.
- Removal of silica-based and alumina-based cores is performed by a leaching process with an agitated caustic solution (typically aqueous solutions of NaOH or KOH) in an autoclave at high pressures (e.g., about 100 to 500 psi; about 0.7 to 3.5 MPa) and temperatures (e.g., about 200°C), with typical treatments requiring about ten to twenty hours, depending on the size and intricacy of the core.
- an agitated caustic solution typically aqueous solutions of NaOH or KOH
- high pressures e.g., about 100 to 500 psi; about 0.7 to 3.5 MPa
- temperatures e.g., about 200°C
- shell molds and cores used in investment casting processes must exhibit sufficient strength and integrity to ensure that the component will have the required dimensions, including wall thicknesses resulting from the location of each core relative to the shell mold. Additional challenges are encountered when attempting to form hollow castings of reactive materials, including stainless steel alloys, as a result of their reactivity. Cores made of fine particles having a high silica content have been used in the past due to their relatively high leach rate. However, silica devitrifies at high temperatures (e.g., about 1200°C) causing the core to gradually lose strength and distort during a casting process.
- high temperatures e.g., about 1200°C
- Silica also reacts with alloying elements, such as Al, Ni, Cr, Y, Zr, etc., which may cause surface depletion zones, internal oxidation and other deleterious effects. For example, oxidation and loss of aluminum, nickel, chromium, yttrium and/or zirconium may cause rejection of an expensive casting.
- alloying elements such as Al, Ni, Cr, Y, Zr, etc.
- SiO silicon oxide
- the reaction may cause a core body and the metal casting to tightly stick to each other, with the result that the core is more difficult to remove.
- alumina cores made of high-content alumina tend to be inert or at least less reactive to metal alloys.
- alumina cores tend to have a very low leach rate, implying that a much longer leach operation is needed to completely remove the core body from a solidified article. Due to the longer leach operations, the leach agent may attack the metal casting and form reaction pits. For stainless steels, the pits are often easily visible even after sand blast of a casting.
- the core is first immersed in a liquid metal bath containing one or more reactive elements, such as Al, Hf, Y, Mg, etc., and the reactions of these elements with silica yield the desired surface oxide layer.
- a liquid metal bath containing one or more reactive elements, such as Al, Hf, Y, Mg, etc.
- the reactions of these elements with silica yield the desired surface oxide layer.
- the immersion/reaction time is critical to the thickness control of the surface layer and the time for further thickening will be exponentially increased since solid diffusion through the surface layer must occur to continue the oxidation process.
- the silica and the surface oxide layer have coefficients of thermal expansion which differ to a degree that may be sufficient to cause spalling, cracking, and/or separation of the layers.
- the present invention provides a composite ceramic core that, in combination with a shell mold, is suitable for use in a casting process to produce metal alloy components.
- the core and casting process make use of a highly leachable interior layer in combination with an exterior layer that is less reactive than the interior layer in the presence of common alloying elements.
- the interior layer contains at least one hollow channel that allows a point of entry for a leaching solution and an exit for gaseous byproducts.
- a core for use in combination with a shell mold to cast a hollow casting from a reactive metal alloy.
- the core comprises a sintered particulate material interior layer with at least one hollow channel within the interior layer. Additionally, there is at least one sintered particulate material exterior layer on the surface of the interior layer that is less reactive with the reactive metal alloy than the interior layer.
- a process for creating a core for use in combination with a shell mold to cast a hollow casting of a reactive metal alloy.
- the process comprises the steps of forming a sintered particulate material interior layer over the surface of a preformed body. At least one sintered particulate material exterior layer is then formed on the surface of the interior layer that is less reactive with the reactive metal alloy.
- the preformed body is removed from the composite core to result in the core having at least one channel within the interior layer.
- the interior layer and exterior layer are sintered together to yield the core.
- interlocking features are formed on a surface of the interior layer that retain the exterior layer.
- a technical effect of the invention is that the core has the ability to leach out of a casting at a relatively high rate, while reducing the likelihood of reaction with a reactive metal alloy.
- Another technical effect of the invention is the reduction of the likelihood that gaseous byproducts released from the interior layer will enter the casting, therefore reducing gas pore defects in locations of the component close to the core.
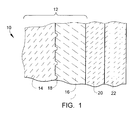
- FIG. 1 represents a fragment of a wall section of a mold assembly 10 suitable for investment casting a hollow component in accordance with one embodiment of the invention.
- the invention is believed to be especially suitable for investment casting components with small, complex cavities.
- the mold assembly 10 is particularly adapted for casting reactive metals and metal alloys containing reactive elements, nonlimiting examples of which include steels (including stainless steels), superalloys, titanium-base alloys, etc., though it is foreseeable that the invention could be employed with other alloy systems.
- metal alloys that comprise alloying elements which react at high temperatures with silica (SiO 2 ), including casting temperatures at which such alloys are molten, for example, at temperatures above 1540°C.
- Alloys of particular interest to the present invention contain one or more of aluminum and chromium, which are both reactive with silica at casting temperatures above 1540°C.
- typical ranges for chromium in stainless steels are often, in weight percent, at least about 12.0% and more typically about 16.0% to about 20.0%, and aluminum may be present in stainless steels, for example, up to 2.0% weight percent.
- Typical ranges for chromium in nickel-base superalloys are often, in weight percent, at least about 6.0% and more typically about 10.0% to about 20.0%
- typical ranges for aluminum in nickel-base superalloys are often, in weight percent typically about 1.5% to about 3.5% for nozzles and 4.0% to 5.6% for bucket alloys.
- Alloys of particular interest may also contain additional elements that may be reactive at casting temperatures, nonlimiting examples of which are nickel, yttrium, and zirconium.
- additional elements that may be reactive at casting temperatures, nonlimiting examples of which are nickel, yttrium, and zirconium.
- the inclusion and amounts used of any of these elements will depend on a variety of factors, such as the base element of the alloy and the desired properties for the final alloy product, and generally all such compositions are within the scope of the invention.
- the mold assembly 10 of FIG. 1 is representative of a first embodiment of the invention in which a composite ceramic core 12 comprises an interior layer 14 and at least one exterior layer 16.
- the composition of the interior layer 14 is preferably selected on the basis of leachability along with other important factors, such as the ease at which it may be fabricated into complex shapes, sufficient room temperature strength to withstand pressures during injection of a wax pattern, and a sufficient elevated temperature strength to withstand the stresses due to non-uniform metal flow during casting.
- the exterior layer 16 is formed on the surface of the interior layer 14 to reduce the likelihood of reaction between the interior layer 14 and the alloying elements.
- the composition and properties of the exterior layer 16 are preferably selected on the basis of minimizing any potential reactions between the interior layer 14 and a molten metal or alloy (melt) during the casting process.
- the mold assembly 10 is represented in FIG. 1 as also including a shell mold 22 as the outermost member of the assembly 10, and the core 12 is within a cavity defined by the shell mold 22.
- a model or pattern 20 which may be formed of a wax, plastic or other suitable material having a suitably low melting temperature.
- Conventional techniques can be employed to incorporate the core 12 into the mold 22.
- the core 12 can be placed in a die, followed by the injection of wax around the core 12, after which the shell mold 22 can be built up around the resulting wax-core assembly by dipping, molding, etc.
- the core 12 could be placed within the shell mold 22 after the mold 12 has been fully completed.
- Various other processing options are possible and within the scope of this invention.
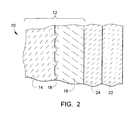
- the pattern 20 corresponds to the shape of a hollow component 24 to be cast from the reactive metal alloy, as represented in FIG. 2 .
- the pattern 20 is removed from the shell mold 22 prior to forming the component 24.
- a variety of techniques can be used to remove the pattern 20, including such conventional techniques as flash-dewaxing, microwave heating, autoclaving, and heating in a conventional oven.
- FIG. 2 schematically represents the mold assembly 10 following the introduction and solidification of a reactive metal alloy within the shell mold cavity to form the component 24.
- the shell mold 22 and the core 12 can be used in substantially conventional investment casting processes, as well as other types of casting processes, and as such the casting process itself will not be discussed in any detail.
- the interior layer 14 is comprised of a silica-containing mold material, though it is foreseeable that the interior layer 14 could comprise other materials.
- Silica is commonly used in cores due to its high leachability.
- the interior layer 14 predominately contains silica, which as used herein means that the interior layer 14 contains more silica by weight percent than any other individual constituent.
- the interior layer 14 contains at least 70.0 wt.% silica, and more preferably about 75.0 to about 85.0 wt.% silica.
- Other potential constituents of the interior layer 14 include alumina (Al 2 O 3 ) in amounts of up to about 15.0 wt.%, as well as other constituents.
- the alumina is added to the interior layer 14 to raise the softening temperature of silica, prevent crystallization of silica into cristobalite and raise the CTE of the interior layer to be closer to that of the exterior layer.
- Other oxides such as MgO and Y203 could also be present in minor amount.
- silica-rich compositions are believed to be desirable for use in the interior layer 14 due to their high leachability.
- silica reacts with certain elements, such as aluminum, nickel, chromium, yttrium, zirconium, etc., which may cause surface depletion effects that can negatively effect the desired properties of the component 24.
- the loss of these reactive alloying elements may also cause the core 12 and the component 24 to tightly stick together, with the result that the core 12 would be more difficult to remove.
- a product of the oxidation reaction between reactive alloying elements and silica is silicon monoxide (SiO), which is gaseous at pour temperature and can become trapped in the component 24 and form gas defects.
- SiO silicon monoxide
- silica devitrifies at about 1200°C, which is much lower than the pouring temperature of steels, superalloys and titanium alloys and causes the silica to gradually lose strength and distort during the casting process.
- the exterior layer 16 is formed on the surface of the interior layer 14 to address the above-noted undesirable effects.
- the exterior layer 16 is predominately alumina (Al 2 O 3 ).
- the exterior layer 16 contains at least 70.0 wt.% alumina, and more preferably about 75.0 to about 85.0 wt.% alumina.
- Other potential constituents of the exterior layer 16 include silica in amounts of up to about 10.0 wt.%, which improves the leachability and lowers the CTE to be closer to that of the interior layer 14, as well as other constituents, for example, MgO and Y 2 O 3 which act as grain growth inhibitors to control the grain size of AL 2 O 3 .
- an alumina core would be difficult to remove from the component 24 by leaching, it is relatively inert to alloying elements in the cast component 24 that would likely react with silica at casting temperatures. Therefore, the presence of the exterior layer 16 on the surface of the interior layer 14 promotes the ability of the core 12 to resist reactions with alloying elements in the melt. The denser exterior layer 16 further reduces the likelihood that gaseous products released from the interior layer 14 will enter the casting, therefore reducing gas pore defects in locations close to the core 12. The exterior layer 16 also strengthens the core 12 since alumina does not devitrify and distort during the casting process.
- the exterior layer 16 should be no less than 20% of the local thickness, with a preferred thickness believed to be about 30 to about 40% for the purpose of protecting the interior layer 14 from the alloying elements.
- the exterior layer 16 is preferably not greater than about 50% the local thickness.
- the interior layer 14 and the exterior layer 16 are interlocked with each other by interlocking features 18 formed on the surface of the interior layer 14, as represented in FIGS. 1 through 5 .
- the interlocking features 18 are provided to accommodate the difference in coefficients of thermal expansion (CTE) between, for example, an interior layer 14 that is predominately silica and an exterior layer 16 that is predominately alumina. More generally, use of the interlocking features 18 is believed to be particularly desirable if the CTEs of the interior layer 14 and exterior layer 16 differ by about 50% or more. Without the interlocking features 18, spalling and cracking might otherwise occur during casting, resulting in the failure of the core 12.
- CTE coefficients of thermal expansion
- the interlocking features 18 may consist of or comprise arrays of protuberances and/or depressions, arrays of ribs, or any other structural form capable of retaining the exterior layer 16 on the interior layer 14 during the casting process. Furthermore, the interlocking features 18 may have homogeneous or heterogeneous shapes. To be effective, the interlocking features 18 preferably protrude (or are recessed) at least 20% the local thickness of exterior layer 16. In addition, the interlocking features 18 preferably have a maximum width (in the plane of the surface of the interior layer 14) of about the same as the height. If in the form of ribs, trenches, or another extended feature, the interlocking features 18 may have any suitable length permitted by the size and shape of the interior layer 14.
- the interlocking features 18 should also be present in a sufficient number to retain the exterior layer 16 on the surface of the interior layer 14. In an embodiment utilizing an array of protuberances or depressions, it is believed that the interlocking features 18 should have a density of about 1 per square centimeter of surface area of the interior layer 14. Interlocking features 18 in the form of ribs may be relatively smooth and uniform, with a preferred width believed to be about 5% to about 10% of the local thickness of the exterior layer 16 and the width about the same as its height.
- the leachability of the core 12 is significantly improved by creating one or more channels 28 ( FIG. 5 ) within the interior of the interior layer 14.
- a single channel 28 may define a single hollow space within the core 12, or the core 12 may contain multiple channels 28 that define, for example, multiple separate hollow spaces within the core 12 or one or more series of interconnected channels within the core 12.
- Each channel 28 is preferably sized and configured to increase the contact area between the interior layer 14 and a leaching solution, which is permitted to flow into the channel 28 through an opening 30 ( FIG. 5 ) to accelerate the leaching cycle.
- the one or more channels 28 may be created by forming the interior layer 14 over the surface of one or more preformed bodies 26, as represented in FIGS. 3 and 4 .
- the preformed bodies 26 may be formed using known techniques such as, but not limited to, casting of low-melting point tin-base alloys or machining of graphite pieces or polymer lithography.
- a preformed body 26 may have a relatively complicated shape, for example, multiple branches extending from a main trunk as represented by the body 26 on the lefthand side of FIG. 3 , or a relatively uncomplicated shape as represented by the two remaining bodies 26 in FIG. 3 . As also evident from FIG.
- the core 12 and its interior layer 14 and exterior layer 16 are preferably formed so that a portion of each body 26, for example, the trunk of each body 26, protrudes from the core 12 with the result that, following removal of the body 26, each channel 28 defines an opening 30 at an outermost surface of the core 12 defined by the exterior layer 16.
- the bodies 26 may be made of a variety of materials, such as preformed polymers or metallic plates. A particularly suitable material for the bodies 26 is believed to be graphite, which is preferably capable of rapidly and cleanly oxidizing when sufficiently heated to yield the channels 28 in the interior of the interior layer 14, as represented in FIG. 5 .
- the thickness of the interior layer 14 between an inner surface of the interior layer 14 defined by a channel 28 and an outer surface of the interior layer 14 at the interface with the exterior layer 16, is preferably at least 50% the local thickness to balance the requirement of adequate strength and sufficient leachability, with a preferred thickness believed to be about 60% to about 70% of the local core thickness. Gaseous products created during the casting of the component 24 are able to escape through the channels 28 and their openings 30, reducing the likelihood of gas defects within the component 24.
- the interior layer 14 and the exterior layer 16 of the core 12 are formed from powder materials containing particles of the ceramic compositions desired for the interior layer 14 and exterior layer 16.
- the particle size of the powder for the exterior layer 16 is preferably finer than the particle size of the powder for the interior layer 14 to promote the strength of the exterior layer 16 and to improve the surface finish of the casting.
- the particle size for the powder of the interior layer 14 is preferably at least 125 :m, with a preferred powder having an average particle size of 120 mesh.
- the particle size for the powder of the exterior layer 16 preferably does not exceed about 90 :m, with a preferred powder having a particle size of 170 mesh.
- the powder is combined with a binder system, such as a wax, polyvinyl acetate (PVA), or a like polymer, to form a slurry.
- a binder system such as a wax, polyvinyl acetate (PVA), or a like polymer
- additional additives such as defoaming agents, pH adjusters, etc.
- the slurry can be prepared by standard techniques using conventional mixing equipment, and then undergo processing to form the interior layer 14, such as by pressing, injection molding, transfer molding, or another suitable technique.
- Preferred binders should provide adequate green strength to the core 14 after drying, and burn off cleanly prior to or during firing (sintering).
- a preferred process for forming the exterior layer 16 on the interior layer 14 is believed to be a cast-in process using an appropriate slurry containing the powders for the exterior layer 16 and a suitable binder system.
- the core 12 is dried and fired in accordance with well-known practices, with the result that the powder materials used to form the interior layer 14 and exterior layer 16 are sintered.
- the preformed bodies 26 may be removed from the core 12 during sintering.
- each body 26 is preferably removed during a thermal cycle performed after sintering, for example, at a temperature of about 600°C or above, which preferably causes each body 26 to rapidly and cleanly oxidize to yield the channel 28 within the interior layer 14.
- the shell mold 22 may be made of any conventional ceramic mold material suitable to cast the desired component 24 and may be created using conventional techniques that are well known in the art. After the wax pattern 20 and the shell mold 22 are formed around the core 12 and the pattern 20 is subsequently removed as described above, a melt of the desired alloy is poured into the resulting cavity defined by and between the shell mold 22 and core 12. The molten alloy is preferably introduced into the cavity while the shell mold 22 and the core 12 are at an elevated temperature, as conventionally performed when investment casting. Following the casting operation and removal of the shell mold 22, conventional techniques may be used to remove the core 12 from the component 24.
- removal of the core 12 may generally be accomplished by known leaching techniques, for example, with the use of a caustic solution (typically aqueous solutions of NaOH or KOH) in an autoclave at high pressures (e.g., about 100 to 500 psi; about 0.7 to 3.5 MPa) and temperatures (e.g., about 200°C). Because a leaching solution is able to enter the interior of the core 12 through the channels 28 and their openings 30, the interior layer 14 will leach out relatively easily starting at its interior surfaces defined by the channels 28, leaving a hollow shell defined by the residual exterior layer 16.
- a caustic solution typically aqueous solutions of NaOH or KOH
- the exterior layer 16 has an increased surface area exposed to the leaching solution in comparison to the interior layer 14, thereby promoting its leachability beyond what would be possible if the entire core 12 were formed entirely of the ceramic material used to form the exterior layer 16.
- the removal of any remaining exterior layer 16 may be further accelerated by agitation.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Molds, Cores, And Manufacturing Methods Thereof (AREA)
- Mold Materials And Core Materials (AREA)
- Battery Electrode And Active Subsutance (AREA)
- Secondary Cells (AREA)
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US13/442,130 US20160175923A1 (en) | 2012-04-09 | 2012-04-09 | Composite core for casting processes, and processes of making and using the same |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2650062A2 true EP2650062A2 (fr) | 2013-10-16 |
| EP2650062A3 EP2650062A3 (fr) | 2017-10-11 |
Family
ID=48044679
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP13162368.8A Withdrawn EP2650062A3 (fr) | 2012-04-09 | 2013-04-04 | Noyau composite pour procédés de moulage et procédés de fabrication et d'utilisation associés |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20160175923A1 (fr) |
| EP (1) | EP2650062A3 (fr) |
| JP (1) | JP2013215805A (fr) |
| RU (1) | RU2013115842A (fr) |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9579714B1 (en) | 2015-12-17 | 2017-02-28 | General Electric Company | Method and assembly for forming components having internal passages using a lattice structure |
| EP3184199A1 (fr) * | 2015-12-17 | 2017-06-28 | General Electric Company | Procédé et ensemble de formation de composants ayant des passages internes au moyen d'un noyau gainé |
| US9968991B2 (en) | 2015-12-17 | 2018-05-15 | General Electric Company | Method and assembly for forming components having internal passages using a lattice structure |
| US9987677B2 (en) | 2015-12-17 | 2018-06-05 | General Electric Company | Method and assembly for forming components having internal passages using a jacketed core |
| US10046389B2 (en) | 2015-12-17 | 2018-08-14 | General Electric Company | Method and assembly for forming components having internal passages using a jacketed core |
| US10099276B2 (en) | 2015-12-17 | 2018-10-16 | General Electric Company | Method and assembly for forming components having an internal passage defined therein |
| US10099283B2 (en) | 2015-12-17 | 2018-10-16 | General Electric Company | Method and assembly for forming components having an internal passage defined therein |
| US10099284B2 (en) | 2015-12-17 | 2018-10-16 | General Electric Company | Method and assembly for forming components having a catalyzed internal passage defined therein |
| US10137499B2 (en) | 2015-12-17 | 2018-11-27 | General Electric Company | Method and assembly for forming components having an internal passage defined therein |
| US10150158B2 (en) | 2015-12-17 | 2018-12-11 | General Electric Company | Method and assembly for forming components having internal passages using a jacketed core |
| EP3431206A1 (fr) * | 2017-07-17 | 2019-01-23 | United Technologies Corporation | Appareil et procédé de fabrication de noyau de coulée de précision |
| US10286450B2 (en) | 2016-04-27 | 2019-05-14 | General Electric Company | Method and assembly for forming components using a jacketed core |
| US10335853B2 (en) | 2016-04-27 | 2019-07-02 | General Electric Company | Method and assembly for forming components using a jacketed core |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20150183026A1 (en) * | 2013-12-27 | 2015-07-02 | United Technologies Corporation | Investment mold having metallic donor element |
| CA2885074A1 (fr) * | 2014-04-24 | 2015-10-24 | Howmet Corporation | Noyau cru en ceramique produit au moyen de la fabrication additive |
| US10279388B2 (en) * | 2016-08-03 | 2019-05-07 | General Electric Company | Methods for forming components using a jacketed mold pattern |
| US10451356B2 (en) * | 2016-12-08 | 2019-10-22 | Microsoft Technology Licensing, Llc | Lost wax cast vapor chamber device |
| WO2018148538A1 (fr) * | 2017-02-10 | 2018-08-16 | Shiloh Industries, Inc. | Pièce composite dotée d'une pièce externe coulée autour d'un insert interne et son procédé de production |
| US10364189B2 (en) | 2017-05-04 | 2019-07-30 | General Electric Company | Methods for forming ceramic cores |
| US10710154B2 (en) * | 2018-03-09 | 2020-07-14 | Raytheon Technologies Corporation | Casting core removal through thermal cycling |
| US11352792B2 (en) * | 2018-08-06 | 2022-06-07 | Bmic Llc | Roofing shingle system and shingles for use therein |
| US11813665B2 (en) * | 2020-09-14 | 2023-11-14 | General Electric Company | Methods for casting a component having a readily removable casting core |
| WO2022182766A1 (fr) * | 2021-02-23 | 2022-09-01 | Indium Corporation | Plaque de construction à décomposition thermique comprenant un moule de coulée pour la libération facile d'objets imprimés en 3d |
| CN113020544A (zh) * | 2021-03-08 | 2021-06-25 | 洛阳航辉新材料有限公司 | 一种钛合金铸字用陶瓷型芯的制备方法 |
| CN114505450B (zh) * | 2022-02-24 | 2023-04-18 | 安徽应流航源动力科技有限公司 | 空心单晶叶片顶盖孔铸造成型用复合陶瓷棒、制造方法及应用 |
| CN119278105A (zh) | 2022-03-24 | 2025-01-07 | 铟泰公司 | 用于在3d打印期间稳定金属构建表面以及轻松释放3d打印物体的可热分解构建板结构 |
| US20230311199A1 (en) * | 2022-04-05 | 2023-10-05 | General Electric Company | Casting mold |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3824113A (en) | 1972-05-08 | 1974-07-16 | Sherwood Refractories | Method of coating preformed ceramic cores |
| US5498132A (en) | 1992-01-17 | 1996-03-12 | Howmet Corporation | Improved hollow cast products such as gas-cooled gas turbine engine blades |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3314907B2 (ja) * | 1996-02-23 | 2002-08-19 | 新東工業株式会社 | 完成中子の製造方法およびその部分中子 |
| JPS4711696Y1 (fr) * | 1968-09-16 | 1972-05-01 | ||
| JPS4829689B1 (fr) * | 1969-09-19 | 1973-09-12 | ||
| JPS50145320A (fr) * | 1974-07-03 | 1975-11-21 | ||
| US4156614A (en) * | 1977-10-06 | 1979-05-29 | General Electric Company | Alumina-based ceramics for core materials |
| US4130264A (en) * | 1977-10-26 | 1978-12-19 | Geyer & Co. | Expandable core for injection molding |
| US4221748A (en) * | 1979-01-25 | 1980-09-09 | General Electric Company | Method for making porous, crushable core having a porous integral outer barrier layer having a density gradient therein |
| JPS55114457A (en) * | 1979-02-27 | 1980-09-03 | Hitachi Ltd | Core removing method |
| JP2663392B2 (ja) * | 1992-06-19 | 1997-10-15 | 工業技術院長 | チタン及びその合金の鋳造用中子 |
| US6315941B1 (en) * | 1999-06-24 | 2001-11-13 | Howmet Research Corporation | Ceramic core and method of making |
| JP3541168B2 (ja) * | 2000-08-11 | 2004-07-07 | トヨタ自動車株式会社 | 塗型層付中子 |
| WO2012003439A1 (fr) * | 2010-07-02 | 2012-01-05 | Mikro Systems, Inc. | Cœur dans un cœur autostable pour coulée |
-
2012
- 2012-04-09 US US13/442,130 patent/US20160175923A1/en not_active Abandoned
-
2013
- 2013-04-04 JP JP2013078154A patent/JP2013215805A/ja active Pending
- 2013-04-04 EP EP13162368.8A patent/EP2650062A3/fr not_active Withdrawn
- 2013-04-09 RU RU2013115842/02A patent/RU2013115842A/ru not_active Application Discontinuation
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3824113A (en) | 1972-05-08 | 1974-07-16 | Sherwood Refractories | Method of coating preformed ceramic cores |
| US5498132A (en) | 1992-01-17 | 1996-03-12 | Howmet Corporation | Improved hollow cast products such as gas-cooled gas turbine engine blades |
Cited By (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10099284B2 (en) | 2015-12-17 | 2018-10-16 | General Electric Company | Method and assembly for forming components having a catalyzed internal passage defined therein |
| US10118217B2 (en) | 2015-12-17 | 2018-11-06 | General Electric Company | Method and assembly for forming components having internal passages using a jacketed core |
| US9968991B2 (en) | 2015-12-17 | 2018-05-15 | General Electric Company | Method and assembly for forming components having internal passages using a lattice structure |
| US9975176B2 (en) | 2015-12-17 | 2018-05-22 | General Electric Company | Method and assembly for forming components having internal passages using a lattice structure |
| US9987677B2 (en) | 2015-12-17 | 2018-06-05 | General Electric Company | Method and assembly for forming components having internal passages using a jacketed core |
| US10046389B2 (en) | 2015-12-17 | 2018-08-14 | General Electric Company | Method and assembly for forming components having internal passages using a jacketed core |
| EP3184199A1 (fr) * | 2015-12-17 | 2017-06-28 | General Electric Company | Procédé et ensemble de formation de composants ayant des passages internes au moyen d'un noyau gainé |
| US10099276B2 (en) | 2015-12-17 | 2018-10-16 | General Electric Company | Method and assembly for forming components having an internal passage defined therein |
| US9579714B1 (en) | 2015-12-17 | 2017-02-28 | General Electric Company | Method and assembly for forming components having internal passages using a lattice structure |
| US10099283B2 (en) | 2015-12-17 | 2018-10-16 | General Electric Company | Method and assembly for forming components having an internal passage defined therein |
| US10137499B2 (en) | 2015-12-17 | 2018-11-27 | General Electric Company | Method and assembly for forming components having an internal passage defined therein |
| US10150158B2 (en) | 2015-12-17 | 2018-12-11 | General Electric Company | Method and assembly for forming components having internal passages using a jacketed core |
| US10286450B2 (en) | 2016-04-27 | 2019-05-14 | General Electric Company | Method and assembly for forming components using a jacketed core |
| US10335853B2 (en) | 2016-04-27 | 2019-07-02 | General Electric Company | Method and assembly for forming components using a jacketed core |
| US10981221B2 (en) | 2016-04-27 | 2021-04-20 | General Electric Company | Method and assembly for forming components using a jacketed core |
| EP3431206A1 (fr) * | 2017-07-17 | 2019-01-23 | United Technologies Corporation | Appareil et procédé de fabrication de noyau de coulée de précision |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2650062A3 (fr) | 2017-10-11 |
| RU2013115842A (ru) | 2014-10-20 |
| JP2013215805A (ja) | 2013-10-24 |
| US20160175923A1 (en) | 2016-06-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2650062A2 (fr) | Noyau composite pour procédés de moulage et procédés de fabrication et d'utilisation associés | |
| US4093017A (en) | Cores for investment casting process | |
| US7946335B2 (en) | Ceramic cores for casting superalloys and refractory metal composites, and related processes | |
| CN106132588B (zh) | 铸模及其制造方法以及TiAl合金铸造产品及其铸造方法 | |
| US8033320B2 (en) | High emittance shell molds for directional casting | |
| US8210240B2 (en) | Casting processes, casting apparatuses therefor, and castings produced thereby | |
| EP1839775A1 (fr) | Procédés de formation de composites intermétalliques en métal réfractaire, ainsi qu'un matériau précurseur pour une couche de protection et une structure de moule associés | |
| CN105499499A (zh) | 一种钛铝系金属间化合物铸件精密成型方法 | |
| WO2014011262A2 (fr) | Fabrication additive de cœur hybride | |
| WO2012003439A1 (fr) | Cœur dans un cœur autostable pour coulée | |
| CN110280717A (zh) | 一种喷墨粘接三维打印砂型钛合金铸造工艺 | |
| CN113996759B (zh) | 一种采用型壳抑制界面反应的铝锂合金铸件及其铸造方法 | |
| CN105283259A (zh) | 精密铸造用型芯及其制造方法、精密铸造用铸模 | |
| JP5925411B2 (ja) | 鋳造プロセス及びそのためのイットリア含有フェースコート材料 | |
| GB2376652A (en) | Yttria impregnated porous alumina core | |
| RU2572118C1 (ru) | Способ изготовления комбинированных оболочковых форм по выплавляемым моделям для получения отливок из жаропрочных сплавов с направленной и монокристаллической структурами | |
| US7845390B2 (en) | Hafnia-modified rare-earth metal-based ceramic bodies and casting processes performed therewith | |
| CN105283258B (zh) | 精密铸造用型芯及其制造方法、精密铸造用铸模 | |
| EP3431206B1 (fr) | Appareil et procédé de fabrication de noyau de coulée de précision | |
| JP6344034B2 (ja) | TiAl合金の鋳造方法 | |
| CN100402461C (zh) | 氧化镁陶瓷型芯及其注射成型制作工艺 | |
| GB2042951A (en) | Investment Casting Core | |
| CN117642239A (zh) | 用于制造中空金属航空零件的改进的铸造型芯 | |
| CN109475928B (zh) | 一种用于制造壳模的方法 | |
| JPS6030549A (ja) | 細孔を有する鋳物の製造法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B22C 9/10 20060101AFI20170907BHEP Ipc: B22C 9/24 20060101ALI20170907BHEP Ipc: B22C 9/04 20060101ALI20170907BHEP |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20180412 |