EP2711106A2 - Verfahren zum Herstellen von breiten, flanschförmigen Verdickungen an Hohlkörpern - Google Patents
Verfahren zum Herstellen von breiten, flanschförmigen Verdickungen an Hohlkörpern Download PDFInfo
- Publication number
- EP2711106A2 EP2711106A2 EP13004571.9A EP13004571A EP2711106A2 EP 2711106 A2 EP2711106 A2 EP 2711106A2 EP 13004571 A EP13004571 A EP 13004571A EP 2711106 A2 EP2711106 A2 EP 2711106A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- hollow body
- die
- contour
- forming area
- outer contour
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J5/00—Methods for forging, hammering, or pressing; Special equipment or accessories therefor
- B21J5/06—Methods for forging, hammering, or pressing; Special equipment or accessories therefor for performing particular operations
- B21J5/08—Upsetting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J5/00—Methods for forging, hammering, or pressing; Special equipment or accessories therefor
- B21J5/06—Methods for forging, hammering, or pressing; Special equipment or accessories therefor for performing particular operations
- B21J5/12—Forming profiles on internal or external surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21K—MAKING FORGED OR PRESSED METAL PRODUCTS, e.g. HORSE-SHOES, RIVETS, BOLTS OR WHEELS
- B21K23/00—Making other articles
- B21K23/04—Making other articles flanged articles
Definitions
- the present invention relates to a method for producing a wall thickening on a hollow body extending along a main axis and in particular to a device for carrying out this method.
- the object of the invention is to provide a method of the type mentioned, in which a hollow body with the simplest possible means by a Axialpressvorgang while avoiding wrinkling, can be reshaped so that a technically usable bead is formed on the hollow body.
- the object of the invention is also to provide a device in particular for carrying out the aforementioned method by which improved hollow body are particularly easy to produce.
- the object is achieved by a method according to claim 1, wherein the hollow body extends along a main axis, wherein the hollow body at the beginning of the process in a forming region has a predetermined outer contour.
- the hollow body is set in the axial direction under compressive stress and thereby plastically deformed. This can be carried out by means of appropriate plunger in known axial extrusion forming process.
- the basic procedure is, for example, from the WO 2009/027789 A2 removable, which in terms of essential aspects of performing a Axialpressumformhabilits in full is referred to.
- the predetermined outer contour of the hollow body changes in the forming area, wherein the hollow body is surrounded on the outside on the forming area by at least one die at least in sections.
- the die adjacent to the forming area, the die has at least one first section with a first inner contour, wherein the first inner contour of the die in the first section is designed differently from the predetermined outer contour of the hollow body in the forming area. It is particularly preferred if the first inner contour of the die is transversely to the main axis, in particular in the circumferential direction of the die unequal to the predetermined outer contour of the hollow body in the initial state.
- the wall thickness is increased in the course of a Axialpressvorgangs in forming area, in particular, the predetermined outer contour arched outwards and material is pushed from adjacent areas of the hollow body in the forming area.
- an annular bead is thus produced.
- the pushed in the bead material of the hollow body finally presses against the first inner contour of the die.
- the first inner contour of the die then shapes the bead from the outside on its new shape. This process is facilitated by a particular section heating of the hollow body in the forming area.
- a preferred die according to the invention comprises in particular a substantially rigid, one-piece, self-contained ring with an inner contour, which can be positioned in the forming area at a small distance from the predetermined outer contour of the hollow body.
- the inner contour of the die preferably has a (possibly complex) profiling, which is impressed on the bead.
- a cylindrical flange may be impressed on a tube member of non-round cross-section when the inner contour of the die is substantially cylindrical.
- the predetermined outer contour of the hollow body is designed substantially round transversely to the main axis, while the first inner contour of the die is designed transversely to the main axis substantially non-circular.
- a predetermined outer contour of the hollow body in particular a circular-cylindrical contour can be provided, on which a substantially cylindrical bead is transiently produced in the forming area in the course of a forming / axial pressing operation, which is converted into a non-circular shape in the further course of the forming / axial pressing process.
- a divisible in the direction of the main axis of the hollow body and / or transversely to the main axis of the hollow body die almost any profile can be impressed on an outer contour of a hollow body.
- the first inner contour of the die on a plurality of inwardly projecting support elements wherein the changing outer contour of the hollow body presses in a process step in the forming area against the support elements, resulting in between the support portions of the outer contour, which of the Matrix are not supported in the same process step or at a later date or with less forces.
- the support elements may be arranged uniformly along a circular line in a rotationally symmetrical arrangement.
- elongated, groove-shaped recesses are preferably formed between elongate support elements.
- a multiplicity of blind-hole-shaped recesses may alternatively be formed.
- the smallest clearance of the first inner contour of the die is a clearance greater than the largest dimension of the predetermined outer contour in the initial state of the hollow body, wherein the clear distance is smaller than an initial wall thickness of the hollow body in the forming area.
- a smallest clearance can, in the case of a substantially rotationally symmetrical template, be regarded as the largest diameter that a cylinder passing through the die can have.
- a clear distance can also be considered the "game" between the die and the hollow body, ie the maximum distance to the hollow body within the die can be moved transversely to its major axis.
- this clear distance is small, so that the hollow body during a Axialpressvorgangs after slight plastic deformation selectively, ie in the region of the support elements, touching the die comes to rest, so that a bulging formation with wrinkles is prevented early.
- the first inner contour of the die on at least one inwardly projecting support member having an undercut and / or a tooth contour, wherein the changing outer contour of the hollow body is pressed in a process step in the forming area against the support member that connect the outer contour of the hollow body and undercut or toothing contour form-fitting together.
- the at least one support element in the die gaps are provided, in which flow the material of the hollow body and thus can surround the at least one support element.
- At least one support element is releasably connected to the die, which is separated during the process from the rest of the die.
- a support element in the first process step may initially be connected loosely, non-positively or via a predetermined breaking point with the other part of the die.
- a support member may be magnetically fixed to the other part of the die.
- a more or less complex functional element can be prefabricated from a different material from the hollow body.
- Such a functional element can then be connected to the other part of the die in order to act as a support element in a method step of the method according to the invention and be connected in a later step with the hollow body and released from the remaining part of the die.
- the support elements together form a uniform profile, in particular a toothing and / or a negative image of a toothing. It is particularly preferable to provide a tooth profile for a straight-toothed or helical gear via the support elements on the inner contour of the die.
- a circumferential, annular bead together with a toothed rim can be formed with a particularly simple center on a hollow body in the form of a tubular element. Bead and sprocket then preferably consist entirely of the material of the tubular element.
- the hollow body is heated in a first process step in the forming to a temperature above ambient temperature, when using a hollow body made of steel, in particular to a temperature between 400 ° C and 1250 ° C.
- the hollow body is mechanically compressed with the aid of an axial pressing device in the direction of the main axis and plastically deformed with permanent shortening of its length, wherein the hollow body transversely to the main axis during the second method step by means of the die at a plurality of spaced apart locations in the forming area
- the outer contour is approximated in the forming area of the hollow body of the inner contour of the die, during the second process step material of the hollow body is pressed from outside the forming area in the forming area, so that in the forming area - in particular to form an outside Bead - at least partially results in an increase in the wall thickness of the hollow body.
- hollow bodies of steel according to the invention as a temperature in the forming area in a first variant, a temperature chosen between 400 ° C and 700 ° C; the hollow body is thus transformed half-warm.
- a temperature between 850 ° C and 1250 ° C are selected in a further variant; the hollow body is thus hot-worked.
- other materials for the production of the hollow body aluminum alloys, copper, magnesium alloys, etc.
- an enlargement of the wall thickness by at least 50%, in particular by at least 100% based on the output wall thickness of the hollow body causes in the forming region of the hollow body.
- Such an enlargement of the wall thickness of the hollow body in the forming area results in particular in a bead on the hollow body, which can extend outwards and / or inwards.
- the hollow body during a process step on the outside by means of a hollow body annularly surrounding die and at the same time on the inside with a hollow body at least partially supported by spine supported.
- the hollow body can be supported on the one hand on the inside.
- the object is also achieved by a method according to claim 11, wherein the hollow body at the beginning of the process in a forming a predetermined inner contour, wherein the hollow body is placed in a process step in the axial direction under compressive stress and thereby plastically deformed, so that the hollow body is surrounded at least partially by the at least one die on the outside of the forming area, wherein the hollow body is at least partially pierced by at least one mandrel on the inside of the forming area, wherein the mandrel is arranged adjacent to the forming area Mandrel contour has, which is designed unequal to the predetermined inner contour of the hollow body in the forming area.
- the wall thickness is increased in the course of a Axialpressvorgangs in the forming area, in particular the predetermined
- Inner contour curved inward and material is pushed by adjacent areas of the hollow body in the forming area.
- an annular bead is thus produced.
- the pushed in the bead material of the hollow body finally presses against the first outer contour of the mandrel.
- At the bead creates a new inner contour, which at least partially adapts to the outer contour of the mandrel.
- the first outer contour of the spine then imposes its new shape on the bead. This process is facilitated by a particular section-wise heating of the hollow body in the forming area.
- An inventive mandrel is preferably positioned in the forming area with a small distance from the predetermined inner contour of the hollow body.
- the outer contour of the mandrel preferably has a (possibly complex) profiling, which is impressed on the bead.
- a tube element with a round (inside) cross-section can be stamped on the inside with a non-round shape.
- a device having a tensioning device for exerting compressive forces on a hollow body along a main axis of the hollow body and with a hollow body externally on a forming at least partially surrounding the female mold, wherein the die has at least one support element, which during a plastic deformation of the hollow body can press a predetermined profile in the material of the hollow body.
- the die acts as a kind of stamp, which supports the hollow body at a section and prevents buckling, while it selectively releases the contour of the hollow body at an adjacent section.
- the at least one support element may be designed such that it surrounds the hollow body in sections annularly.
- the device has at least one support elements, which is designed during the plastic deformation of the hollow body connected to the hollow body and separable from the female mold.
- a Mold provided with a projecting from a base support member, wherein the support member may be at least partially enveloped during the plastic deformation of the material of the formed hollow body, so that may preferably result in a positive connection between the support member and the hollow body.
- support elements according to the invention are also preferred functional elements that can make a special technical function in subsequent use of the hollow body in cooperation with the hollow body, for example, come smaller pipe elements, dowel pins, sleeves, threaded inserts, etc. (especially from the material of the hollow body different material) in use.
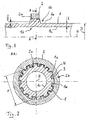
- Fig. 1 and Fig. 2 is an elongated, cylindrical hollow body 1 in the form of a tubular element during the implementation of a first variant of the method according to the invention.
- the hollow body 1 has in its initial state a predetermined, substantially uniform cylindrical outer contour 1a with a circular cross-section transverse to a main axis H, which is also the axis of symmetry of the hollow body.
- the hollow body further has, in its initial state, a substantially uniform output wall thickness t between a predetermined outer contour 1a and a predetermined inner contour 1c.
- the hollow body by forging, casting, extrusion or the like. made of an aluminum alloy or a steel.
- the hollow body can be made of any flowable material, in particular any metal or even plastically deformable plastic.
- the hollow body has a longest extension along its main axis H, which is at least 20 times the initial wall thickness t.
- the hollow body has a longest extension (esp. A diameter) transverse to its main axis H, which is at least 5 times the output wall thickness t.
- the hollow body in the initial state in sections, an enlarged wall thickness, in particular a prefabricated flange, which can be arranged in a forming region of the hollow body described in more detail below.
- the hollow body 1 in a tensioning device not shown; especially one Axialpressvor512 used over which the hollow body in the region of its transverse to the main axis H oriented narrow end faces can be set under axial compressive stress.
- a usable Axialpressvortechnik is for example from the EP 1611973 A1 or from the WO 2009/027789 A2 to which reference is made in full with respect to a basic design of a usable Axialpressvor puzzle.
- Part of the tensioning device or Axialpressvoriques is always a die 2, in which the hollow body to be used so that the die 2, the hollow body 1 in the region of a Umformabitess 1 b of the hollow body on the outside at least partially engages.
- Another component is a stamp, which acts in the direction of a main pressing direction on the hollow body 1, wherein the main pressing direction is preferably oriented parallel to the main axis H of the hollow body.
- a die 2 with a substantially rigid ring having a first inner contour 2a is used.
- the die 2 has at least one first section with a first inner contour 2a, wherein the first inner contour 2a of the die is designed differently from the predetermined outer contour 1a of the hollow body 1 in its deformation area 1b.
- the first inner contour 2a of the die is designed with at least one non-circular contour transverse to the main axis and transverse to the axial pressing direction, while the hollow body 1 in its initial state at the beginning of the process has substantially round contours, i. circular cylindrical is designed.
- this principle can also be used vice versa, by a non-circular hollow body with a substantially cylindrical internally shaped die cooperates.
- the first inner contour 2 a of the die is inventively determined in particular by a plurality of support elements 3, which are designed as components of the die 2 in one piece with this.
- the support elements 3 are substantially rod-shaped with an angular cross section (transverse to the main pressing direction), so that elongated channel-shaped or groove-shaped recesses N are formed between the support elements 3.
- the support elements 3 protrude radially (ie in the direction of the main axis H of the hollow body) from a base 2b of the die 2, wherein the base 2b of the die can be designed as an approximately cylindrical, in particular circular cylindrical ring.
- the support elements 3 may alternatively be designed as protruding from the base 2b pins, knobs, grids or the like with almost any shape.
- the support elements 3 together form a coherent profile, which is intended to be at least partially transferred to the hollow body 1 in the course of the method according to the invention.
- the contiguous profile formed by the support elements constitutes a negative image of a sprocket with helical or helical gearing.
- the inventive method according to its first variant is now carried out as follows.
- the hollow body 1 is optionally heated in its forming region 1b to a temperature above the ambient temperature, so that an approximately uniform temperature profile results in the forming region 1b.
- a temperature profile which is unevenly formed in the direction of its main axis H and / or in the circumferential direction is transmitted to the hollow body 1.
- a temperature or a temperature profile between 60 ° C and 1250 ° C is provided depending on the material used.
- a temperature profile with temperatures between 850 ° C and 1250 ° C is provided according to the invention in the forming area 1b.
- a clear distance f is provided between the first inner contour 2a of the die 2 and the predetermined outer contour 1a of the hollow body 1.
- a distance f / 2 results as the difference between a smallest clearance F within the first inner contour 2a of the die and the largest dimension D (in particular the outer diameter) of the hollow body 1 in the deformation region 1b.
- the hollow body 1 is supported by means of the die 2 at a plurality of spaced-apart locations in the forming region 1b transversely to the main axis H. Furthermore, during this method step, material of the hollow body 1 is pressed from outside the deformation region 1 b into the deformation region, so that in the deformation region - in particular with the formation of an outside bead - the aforementioned increase in wall thickness results on the hollow body 1. It is particularly preferred if in the forming region 1 b of the hollow body 1 a maximum Increasing the wall thickness by at least 50%, in particular by at least 100% based on the initial wall thickness t of the hollow body is effected. At the edges of the forming area a (minimum) wall thickness change of close to zero is provided, so that a continuous or sliding transition from the output wall thickness t outside the forming area to the maximum increased wall thickness.
- the supporting elements 3 are assigned a double function: On the one hand, they support the hollow body at points or sections during the forming process, so that undesired buckling, bulging etc. of the wall of the hollow body in the forming area is suppressed. On the other hand, they shape the plastically deforming hollow body on the outside of a later technically usable shape structure (eg teeth, grooves, threads, knurls, etc.) up to a macroscopic roughness with irregular structural features. How to do this Fig. 2 results, the areas N between the support elements 3 need not necessarily be completely filled with the material of the hollow body during the process,
- the hollow body during a process step on the outside by means of the hollow body annularly surrounding die and at the same time on the inside with a hollow body at least partially cross-cutting cylindrical mandrel supported.
- the mandrel should thus effectively prevent a wall thickness change inwards. For this purpose, only slight play is provided between mandrel and inner contour of the hollow body.
- the die is designed in such a way that at the end of the method it can be divided along a plane through the main axis H and / or along a plane perpendicular to the main axis.
- a modified die 2 ' This is constructed in two parts; it has a preferably annular support element 3 'which is frictionally inserted into a base ring 2b'. On the annular support element 3 ', a toothing contour 3a' is provided, which forms a modified first inner contour 2a 'of the modified die 2'.
- the toothing structure 3a ' has an undercut in sections.
- a plurality of support elements 3 ' can be provided with undercut or support elements 3 are combined according to the first variant of the method with support elements 3' according to this second variant of the method.
- a compressive stress in the direction of the main axis H is in turn exerted on the hollow body 1 by means of the axial pressing device, so that it plastically deforms in the forming region 1b.
- the plastic deformation material of the hollow body is pressed into the forming region 1b, so that there is an increase in the wall thickness in the form of a bead forms (or an existing bead is increased).
- the outer contour 1a of the hollow body 1 changes in the forming region 1b.
- the changing one Outer contour 1a of the hollow body 1 is pressed in a process step in the forming region 1b against the support member 3 'that material of the hollow body 1 flows around the undercut.
- the tooth structure 3a ' at least partially surrounded by the material of the hollow body. Consequently, the outer contour 1a of the hollow body 1 and the toothing contour 3a 'connect to one another in a form-fitting manner.
- the support element 3 ' is separated from the base ring 2b' (i.e., from the main part of the die 2 'and thus also from the axial pressing device).
- the support member 3 'thus forms a "lost" tool element and takes over at a later time another technical function in cooperation with the hollow body 1.
- a support element 3' for example, a prefabricated ring of a material different from the material of the hollow body 1 is provided with other processing methods can be produced and possibly (compared to the quality requirements of the hollow body) meets increased quality requirements, may have a higher hardness or rigidity.
- supporting element 3 'and base ring 2b' are detachably connected to one another in such a way that a reliable hold, but also an intact separation, is possible during the method according to the invention.
- Such a connection can be made using a transitional fit between the support element 3 'and the base ring 2b', wherein additionally or alternatively reversible adhesive or solder joints come into question.
- supporting element 3 'and base ring 2b' are initially made in one piece, but provided with a predetermined breaking point.
- a plurality of annular support elements in the direction of the major axis H adjacent to each other are arranged to form a die according to the invention within a base ring, which may be provided between these plurality of support elements interstices, which form quasi-annular recesses into which material of the Hollow body can flow.
- FIG. 5 and Fig. 6 an elongate, cylindrical hollow body 1 in the form of a tubular element during the implementation of a third variant of the method according to the invention is shown.
- An implementation of the third variant of the invention Method is essentially identical to the first and second variants according to the Fig. 1 to 4 , so as to avoid repetition on the above. Description may be made in its entirety, unless otherwise stated below. Incidentally, the same or equivalent components are provided with the same reference numerals as in the above description. Incidentally, features of the various process variants can also be combined with each other.
- a modified die 2 is provided as part of an axial pressing device according to the invention, comprising a preferably annular support element 3" which is inserted in a base ring 2b "
- the toothing structure 3a has no undercut, but a shoulder 3b” in the form of a (circumferentially) non-circular collar segment Gear tooth structure according to this third variant of the method according to the invention with a tooth structure according to the second variant of the method according to the invention and / or provided with a tooth structure according to the first variant of the inventive method.
- a compressive stress in the direction of the main axis H is in turn exerted on the hollow body 1 by means of the axial pressing device, so that it plastically deforms in the forming region 1b.
- the plastic deformation material of the hollow body is pressed into the forming region 1b, so that there is an increase in the wall thickness in the form of a bead forms (or an existing bead is increased).
- the outer contour 1a of the hollow body 1 changes in the forming region 1b.
- the changing outer contour 1a of the hollow body 1 is pressed against the support element 3 "in a process step in the deformation region 1b such that material of the hollow body 1 flows around the tooth structure 3a".
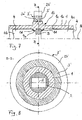
- FIGS. 7 and 8 an elongated, cylindrical hollow body 1 in the form of a tubular element during the implementation of a fourth variant of the method according to the invention is shown.
- An implementation of the fourth variant of the method according to the invention is carried out substantially identical to the first, second variant according to the Fig. 1 to 6 so that reference may be made to the foregoing description in order to avoid repetition, unless otherwise stated below.
- the same or equivalent components are provided with the same reference numerals as in the above description.
- features of the various process variants can also be combined with each other.
- a modified die 2 ' is provided as part of a Axialpressvoroplasty invention as in the second variant.
- This is constructed in two parts; it has a preferably annular support element 3 ', which is inserted into a base ring 2b'.
- a toothing contour 3a' is provided, which is part of a modified first inner contour 2a 'of the modified die 2'.
- the toothed structure 3a ' has (at least optionally) an undercut.
- the hollow body 1 is now not only supported on the outside by means of the die 2 'annularly surrounding the hollow body 1, but at the same time supported on the inside with a mandrel 4 penetrating the hollow body.
- the mandrel 4 has a two-part design consisting of a first mandrel part 4b and a second mandrel part 4c.
- a functional element 5 is inserted between the first mandrel part 4b and the second mandrel part 4c.
- the mandrel 4 has a mandrel contour 4 a which is arranged adjacent to the deformation region 1 b and which is shaped differently from the predetermined inner contour 1 c of the hollow body 1 in the forming region.
- both mandrel parts 4b, 4c each have a constriction 4a.
- the constrictions 4a represent an axially changing outer contour of the mandrel, which is different from the circular cylindrical inner contour 1c of the hollow body.
- a compressive stress in the direction of the main axis H is in turn exerted on the hollow body 1 by means of the axial pressing device, so that it plastically deforms in the forming region 1b.
- the plastic deformation material of the hollow body is pressed into the forming region 1b, so that there is an increase in the wall thickness in the form of a bead forms (or an existing bead is increased).
- the outer contour 1a and the inner contour 1c of the hollow body 1 change in the forming region 1b, resulting in a wall thickness of the hollow body 1 which increases inwards and outwards in the forming region 1b.
- the changing outer contour 1a of the hollow body 1 is pressed against the supporting element 3 'in a forming step in the forming region 1b.
- the changing inner contour 1 c of the hollow body is pressed in the same Anlagensschrltt in the forming region 1 b against the outer contour 4 a of the mandrel 4.
- the changing outer contour 1a of the hollow body 1 is consequently pressed against the support element 3 'in the deformation region 1b such that material of the hollow body 1 flows around the tooth structure 3a' and results in a positive connection between the support element and the hollow body.
- the support element 3 'in turn remain on the hollow body 1 and fulfill other technical functions in cooperation with the hollow body 1.
- the changing inner contour 1 c of the hollow body 1 is pressed in the forming area 1 b against mandrel 4 and 5 functional element that two separate, the Functional element 5 encompassing beads 1d within the outer contour 4a of the mandrel 4 result.
- the functional element 5 is fixed in a form-fitting manner in the hollow body 1 and can subsequently fulfill other technical functions there.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Forging (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
Abstract
Description
- Die vorliegende Erfindung betrifft ein Verfahren zum Herstellen einer Wandverdickung an einem sich entlang einer Hauptachse erstreckenden Hohlkörper sowie insbesondere auch eine Vorrichtung zur Durchführung dieses Verfahrens.
- Ein derartiges Verfahren ist aus der
EP 1611973 A1 bekannt, bei dem während eines Axialpressvorgangs in einem Umformvorgang eine Wandverdickung mittels einer verstellbaren Matrize an einem Hohlkörper hergestellt wird. Dadurch dass die Matrize entlang einer Hauptachse des Hohlkörpers verstellbar sein muss, ergibt sich eine vergleichsweise aufwändige Gestaltung der erforderlichen Umformmaschine mit "schwimmender Matrize". - Aufgabe der Erfindung ist es, ein Verfahren der eingangs genannten Art bereitzustellen, bei dem ein Hohlkörper mit möglichst einfachen Mitteln durch einen Axialpressvorgang unter Vermeidung von Faltenbildung, derart umgeformt werden kann, dass an dem Hohlkörper ein technisch nutzbarer Wulst entsteht. Aufgabe der Erfindung ist es ferner, eine Vorrichtung insbesondere zur Durchführung des eingangs genannten Verfahrens bereitzustellen, durch welche verbesserte Hohlkörper besonders einfach herstellbar sind.
- Die Aufgabe wird gelöst durch ein Verfahren nach Anspruch 1, bei dem der Hohlkörper sich entlang einer Hauptachse erstreckt, wobei der Hohlkörper zu Anfang des Verfahrens in einem Umformbereich eine vorbestimmte Außenkontur aufweist. In einem Verfahrensschritt wird der Hohlkörper in axialer Richtung unter Druckspannung gesetzt und dadurch plastisch verformt. Dies ist mittels entsprechender Druckstempel in an sich bekannten Axialpress-Umformverfahren durchführbar. Die grundsätzliche verfahrensführung ist beispielsweise aus der
WO 2009/027789 A2 entnehmbar, die die bezüglich wesentlicher Aspekte der Durchführung eines Axialpressumformverfahrens vollumfänglich in Bezug genommen wird. Im Rahmen eines derartigen Umformverfahrens ändert sich die vorbestimmte Außenkontur des Hohlkörpers in dem Umformbereich, wobei der Hohlkörper außenseitig an dem Umformbereich durch wenigstens eine Matrize wenigstens abschnittsweise umgriffen wird. Dabei weist die Matrize benachbart zum Umformbereich wenigstens einen ersten Abschnitt mit einer ersten Innenkontur auf, wobei die erste Innenkontur der Matrize in dem ersten Abschnitt ungleich der vorbestimmten Außenkontur des Hohlkörpers in dem Umformbereich gestaltet ist. Besonders bevorzugt ist es, wenn die erste Innenkontur der Matrize quer zur Hauptachse, insbesondere in Umfangsrichtung der Matrize ungleich der vorbestimmten Außenkontur des Hohlkörpers im Ausgangszustand ist. - An der Außenkontur des Hohlkörpers wird im Verlauf eines Axialpressvorgangs im Umformbereich die Wandstärke vergrößert, wobei insbesondere die vorbestimmte Außenkontur nach außen gewölbt und Material von benachbarten Bereichen des Hohlkörpers in den Umformbereich nachgeschoben wird. Im Umformbereich wird so zumindest übergangsweise ein ringförmiger Wulst erzeugt. Das in den Wulst nachgeschobene Material des Hohlkörpers drückt schließlich gegen die erste Innenkontur der Matrize. An dem Wulst entsteht eine neue Außenkontur, die sich der Innenkontur der Matrize zumindest abschnittsweise anpasst. Umgekehrt betrachtet prägt die erste Innenkontur der Matrize dann dem Wulst seine neue Form von außen auf. Dieser Vorgang wird durch ein Insbesondere abschnittsweises Erwärmen des Hohlkörpers im Umformbereich erleichtert. Eine bevorzugte erfindungsgemäße Matrize umfasst insbesondere einen im Wesentlichen starren, einstückigen, in sich geschlossenen Ring mit einer Innenkontur, die im Umformbereich mit geringem Abstand zur vorbestimmten Außenkontur des Hohlkörpers positioniert werden kann. Die Innenkontur der Matrize weist bevorzugt eine (ggf. komplexe) Profilierung auf, die dem Wulst aufgeprägt wird. In einem Ausführungsbeispiel kann einem Rohrelement mit unrundem Querschnitt ein zylindrischer Flansch aufgeprägt werden, wenn die Innenkontur der Matrize im Wesentlichen zylindrisch ist.
- In Ausgestaltung der Erfindung ist die vorbestimmte Außenkontur des Hohlkörpers quer zur Hauptachse im Wesentlichen rund gestaltet, während die erste Innenkontur der Matrize quer zur Hauptachse im Wesentlichen unrund gestaltet ist.
- Als vorbestimmte Außenkontur des Hohlkörpers ist insbesondere eine kreiszylindrische Kontur vorsehbar, an der im Verlauf eines Umform-/Axialpressvorgangs im Umformbereich übergangsweise ein im Wesentlichen zylindrischer Wulst erzeugt wird, der im weiteren Verlauf des Umform-/Axialpressvorgangs in eine unrunde Form übergeführt wird. Mit Hilfe einer in Richtung der Hauptachse des Hohlkörpers und/oder quer zur Hauptachse des Hohlkörpers teilbaren Matrize können nahezu beliebige Profile auf eine Außenkontur eines Hohlkörpers aufgeprägt werden.
- In weiterer Ausgestaltung der Erfindung weist die erste Innenkontur der Matrize eine Mehrzahl von nach innen abragenden Stützelementen auf, wobei die sich ändernde Außenkontur des Hohlkörpers in einem Verfahrensschritt im Umformbereich gegen die Stützelemente drückt, wobei sich zwischen den Stützelementen Bereiche der Außenkontur ergeben, die von der Matrize im selben Verfahrensschritt gar nicht oder zu einem späteren Zeitpunkt oder mit geringeren Kräften gestützt werden. Die Stützelemente können in einer rotationssymmetrischen Anordnung gleichmäßig entlang einer Kreislinie angeordnet sein. Zwischen länglichen Stützelementen sind beispielsweise bevorzugt längliche, nutförmige Vertiefungen (Lücken, Rinnen) gebildet. In einem gitterförmigen System aus miteinander optional verbundenen Stützelementen kann alternativ eine Vielzahl von Sackloch-förmigen Vertiefungen gebildet sein.
- In weiterer Ausgestaltung der Erfindung ist der kleinste Freigang der ersten Innenkontur der Matrize um einen lichten Abstand größer ist als die größte Abmessung der vorbestimmten Außenkontur im Ausgangszustand des Hohlkörpers, wobei der lichte Abstand kleiner ist als eine Ausgangswandstärke des Hohlkörpers im Umformbereich. Ein kleinster Freigang kann erfindungsgemäß bei im Wesentlichen rotationssymmetrisch ausgebildeter Matrize als der größte Durchmesser angesehen werden, den ein die Matrize durchgreifender Zylinder aufweisen kann. Als lichter Abstand kann außerdem das "Spiel" zwischen Matrize und Hohlkörper angesehen werden, d.h. der maximale Abstand, um den der Hohlkörper innerhalb der Matrize quer zu seiner Hauptachse bewegt werden kann. Erfindungsgemäß ist dieser lichte Abstand klein, so dass der Hohlkörper während eines Axialpressvorgangs nach geringfügiger plastischer Verformung punktuell, d.h. im Bereich der Stützelemente, berührend an der Matrize zur Anlage kommt, so dass ein Ausbeulen mit Falten bildung frühzeitig unterbunden wird.
- In weiterer Ausgestaltung der Erfindung weist die erste Innenkontur der Matrize wenigstens ein nach innen abragendes Stützelement auf, welches einen Hinterschnitt und/oder eine Verzahnungskontur aufweist, wobei die sich ändernde Außenkontur des Hohlkörpers in einem Verfahrensschritt im Umformbereich derart gegen das Stützelement gedrückt wird, dass sich die Außenkontur des Hohlkörpers und Hinterschnitt bzw. Verzahnungskontur formschlüssig miteinander verbinden. Dabei sind bevorzugt neben dem wenigstens einen Stützelement in der Matrize Lücken vorgesehen, in die das Material des Hohlkörpers fließen und somit das wenigstens eine Stützelement umgreifen kann. Nach einer Beendigung des Umformvorgangs ist so der Hohlkörper bevorzugt unlösbar formschlüssig mit dem Stützelement verbunden.
- In weiterer Ausgestaltung der Erfindung ist wenigstens ein Stützelement lösbar mit der Matrize verbunden, das während des Verfahrens von der übrigen Matrize getrennt wird. Dabei kann ein Stützelement beim ersten Verfahrensschritt zunächst lose, kraftschlüssig oder über eine Sollbruchstelle mit dem anderen Teil der Matrize verbunden sein. Alternativ kann ein Stützelement magnetisch am anderen Teil der Matrize fixiert sein. Auf diese Weise kann ein mehr oder weniger komplexes Funktionselement aus einem vom Hohlkörper unterschiedlichen Material zunächst vorgefertigt werden. Ein derartiges Funktionselement kann dann mit dem anderen Teil der Matrize verbunden werden, um in einem Verfahrensschritt des erfindungsgemäßen Verfahrens als Stützelement zu fungieren und in einem späteren Verfahrensschritt mit dem Hohlkörper verbunden und vom restlichen Teil der Matrize gelöst zu werden. Auf diese Weise werden als Funktionselemente zunächst als Teil der Matrize ("Werkzeugsegmente") eingesetzt, um später von der Matrize getrennt zu werden und nachfolgend an dem Hohlkörper eine weitere Funktion übernehmen zu können. Als komplexe Funktionselemente sind auch elektronische Bauteile wie Sensoren, Schalter oder Permanentmagnete, jedoch auch Diamanten, Natursteine oder dergleichen vorsehbar. In einem weiteren Ausführungsbeispiel sind als Funktionselemente Zähne für den Aufbau eines Zahnrads oder Schaufeln für den Aufbau eines Turbinenrads in einem vom Werkstoff des Hohlkörpers unterschiedlichem Material vorgesehen.
- In weiterer Ausgestaltung der Erfindung bilden die Stützelemente gemeinsam ein gleichmäßiges Profil, insbesondere eine Verzahnung und/oder ein Negativ-Abbild einer Verzahnung. Besonders bevorzugt ist es, über die Stützelemente an der Innenkontur der Matrize ein Zahnprofil für ein geradverzahntes oder schrägverzahntes Zahnrad vorzusehen. Durch das erfindungsgemäße Verfahren kann also mit besonders einfachen Mittein an einem Hohlkörper in Form eines Rohrelements ein umlaufender, ringförmiger Wulst samt Zahnkranz angeformt werden. Wulst und Zahnkranz bestehen dann vorzugsweise vollständig aus dem Material des Rohrelements.
- In weiterer Ausgestaltung der Erfindung wird der Hohlkörper in einem ersten Verfahrensschritt im Umformbereich auf eine Temperatur oberhalb der Umgebungstemperatur, bei der Verwendung eines Hohlkörpers aus Stahl insbesondere auf eine Temperatur zwischen 400°C und 1250°C, erwärmt. Des Weiteren wird der Hohlkörper in einem zweiten Verfahrensschritt mit Hilfe einer Axialpressvorrichtung in Richtung der Hauptachse mechanisch gestaucht und unter bleibender Verkürzung seiner Länge plastisch umgeformt, wobei der Hohlkörper während des zweiten Verfahrensschritts mit Hilfe der Matrize an mehreren, voneinander beabstandeten Stellen im Umformbereich quer zur Hauptachse abgestützt wird, Wobei während des zweiten Verfahrensschritts die Außenkontur im Umformbereich des Hohlkörpers der Innenkontur der Matrize angenähert wird, wobei während des zweiten Verfahrensschritts Material des Hohlkörpers von außerhalb des Umformbereichs in den Umformbereich gedrückt wird, so dass sich im Umformbereich - insbesondere unter Bildung eines außenseitigen Wulstes - wenigstens abschnittsweise eine Vergrößerung der Wandstärke am Hohlkörper ergibt. Auf diese Weise lassen sich starke Umformvorgänge an dem Hohlkörper zur Bildung breiter, dicker und/oder profilierter Flansche realisieren. Erfindungsgemäß wird bei Verwendung von Hohlkörpern aus Stahl als Temperatur im Umformbereich in einer ersten Variante eine Temperatur zwischen 400°C und 700°C gewählt; der Hohlkörper wird also halbwarm-umgeformt. Bei Verwendung von Hohlkörpern aus Stahl werden in einer weiteren Variante eine Temperatur zwischen 850°C und 1250°C gewählt; der Hohlkörper wird also warm-umgeformt. Bei der Verwendung anderer Werkstoffe zur Herstellung des Hohlkörpers (Aluminium-Legierungen, Kupfer, Magnesium-Legierungen usw.) sind selbstverständlich entsprechend angepasste Temperaturen vorsehbar.
- In weiterer Ausgestaltung der Erfindung wird im Umformbereich des Hohlkörpers eine Vergrößerung der Wandstärke um wenigstens 50%, insbesondere um wenigstens 100% bezogen auf die Ausgangswandstärke des Hohlkörpers bewirkt. Eine derartige Vergrößerung der Wandstärke des Hohlkörpers im Umformbereich ergibt insbesondere einen Wulst an dem Hohlkörper, der sich nach außen und/oder nach innen erstrecken kann.
- In weiterer Ausgestaltung der Erfindung wird der Hohlkörper während eines Verfahrensschrittes außenseitig mit Hilfe einer den Hohlkörper ringförmig umgebenden Matrize und gleichzeitig innenseitig mit einem den Hohlkörper wenigstens abschnittsweise durchgreifenden Dorn abgestützt. Mit Hilfe des Dorns kann der Hohlkörper einerseits innenseitig abgestützt werden.
- Die Aufgabe wird außerdem gelöst durch ein Verfahren nach Anspruch 11, bei dem der Hohlkörper zu Anfang des Verfahrens in einem Umformbereich eine vorbestimmte Innenkontur aufweist, bei dem der Hohlkörper in einem Verfahrensschritt in axialer Richtung unter Druckspannung gesetzt und dadurch plastisch verformt wird, so dass sich die vorbestimmte Innenkontur des Hohlkörpers in dem Umformbereich ändert, wobei der Hohlkörper außenseitig an dem Umformbereich durch wenigstens eine Matrize wenigstens abschnittsweise umgriffen wird, wobei der Hohlkörper innenseitig an dem Umformbereich durch wenigstens einen Dorn wenigstens abschnittsweise durchstoßen wird, wobei der Dorn eine benachbart zum Umformbereich angeordnete Dornkontur aufweist, welche ungleich der vorbestimmten Innenkontur des Hohlkörpers in dem Umformbereich gestaltet ist. An der Innenkontur des Hohlkörpers wird im Verlauf eines Axialpressvorgangs im Umformbereich die Wandstärke vergrößert, wobei insbesondere die vorbestimmte
- Innenkontur nach innen gewölbt und Material von benachbarten Bereichen des Hohlkörpers in den Umformbereich nachgeschoben wird. Im Umformbereich wird so zumindest übergangsweise ein ringförmiger Wulst erzeugt. Das in den Wulst nachgeschobene Material des Hohlkörpers drückt schließlich gegen die erste Außenkontur des Dorns. An dem Wulst entsteht eine neue Innenkontur, die sich der Außenkontur des Dorns zumindest abschnittsweise anpasst. Umgekehrt betrachtet prägt die erste Außenkontur des Dorns dann dem Wulst seine neue Form auf. Dieser Vorgang wird durch ein insbesondere abschnittsweises Erwärmen des Hohlkörpers im Umformbereich erleichtert. Ein erfindungsgemäßer Dorn wird bevorzugt im Umformbereich mit geringem Abstand zur vorbestimmten Innenkontur des Hohlkörpers positioniert. Die Außenkontur des Dorns weist bevorzugt eine (ggf. komplexe) Profilierung auf, die dem Wulst aufgeprägt wird. In einem Ausführungsbeispiel kann einem Rohrelement mit rundem (Innen)Querschnitt eine unrunde Form innenseitig aufgeprägt werden.
- Die Aufgabe wird außerdem gelöst durch eine Vorrichtung nach Anspruch 12 mit einer Spannvorrichtung zur Ausübung von Druckkräften auf einen Hohlkörper entlang einer Hauptachse des Hohlkörpers und mit einer den Hohlkörper außenseitig an einem Umformbereich wenigstens abschnittsweise umgreifenden Matrize, wobei die Matrize wenigstens ein Stützelement aufweist, welches während einer plastischen Umformung des Hohlkörpers ein vorbestimmtes Profil in das Material des Hohlkörpers drücken kann. Die Matrize fungiert dabei quasi als Stempel, der den Hohlkörper an einem Abschnitt stützt und am Ausbeulen hindert, während er an einem benachbarten Abschnitt die Kontur des Hohlkörpers gezielt freigibt. Das wenigstens eine Stützelement kann derart gestaltet sein, dass es den Hohlkörper abschnittsweise ringförmig umgreift. Bei Verwendung mehrerer gleichartiger oder unterschiedlicher Stützelemente, welche jeweils mit Abstand zueinander ringförmig angeordnet sein können, kann ein Negativ-Abbild einer Verzahnungsstruktur bzw. eines Zahnkranzes gebildet sein.
- In weiterer Ausgestaltung der Erfindung weist die Vorrichtung wenigstens ein Stützelemente auf, das während der plastischen Umformung des Hohlkörpers mit dem Hohlkörper verbindbar und von der Matrize trennbar gestaltet ist. Damit ist erfindungsgemäß eine Matrize mit einem von einem Grundkörper abragenden Stützelement vorgesehen, wobei das Stützelement während der plastischen Umformung wenigstens abschnittsweise vom Material des umgeformten Hohlkörpers umflossen werden kann, so dass sich bevorzugt eine formschlüssige Verbindung zwischen Stützelement und Hohlkörper ergeben kann. Als Stützelemente werden erfindungsgemäß bevorzugt auch Funktionselemente, die in späterer Verwendung des Hohlkörpers im Zusammenwirken mit dem Hohlkörper eine besondere technische Funktion leisten können, beispielsweise kommen kleinere Rohrelemente, Pass-Stifte, Hülsen, Gewindeeinsätze usw. (insbesondere aus vom Werkstoff des Hohlkörpers verschiedenem Material) in Anwendung.
- Weitere Merkmale und Merkmalskombinationen der Erfindung sind der nachfolgenden Beschreibung konkreter Ausführungsbeispiele, den zugehörigen Zeichnungen sowie den Patentansprüchen zu entnehmen.
- Hierzu zeigen
-
Fig. 1 in einem Längsschnitt einen Hohlkörper während der Durchführung einer ersten Variante des erfindungsgemäßen Verfahrens mit Hilfe einer ersten erfindungsgemäßen Matrize, -
Fig. 2 einen Querschnitt durch den Hohlkörper nachFig. 1 entlang der Linie A-A, -
Fig. 3 in einem Längsschnitt einen Hohlkörper während der Durchführung einer zweiten Variante des erfindungsgemäßen Verfahrens mit Hilfe einer zweiten erfindungsgemäßen Matrize, -
Fig. 4 einen Querschnitt durch den Hohlkörper nachFig. 3 entlang der Linie A'-A', -
Fig. 5 in einem Längsschnitt einen Hohlkörper während der Durchführung einer dritten Variante des erfindungsgemäßen Verfahrens mit Hilfe einer dritten erfindungsgemäßen Matrize, -
Fig. 6 einen Querschnitt durch den Hohlkörper nachFig. 5 entlang der Linie A"-A", -
Fig. 7 in einem Längsschnitt einen Hohlkörper während der Durchführung einer vierten Variante des erfindungsgemäßen Verfahrens mit Hilfe einer vierten erfindungsgemäßen Matrize samt Dorn und -
Fig. 8 einen Querschnitt durch den Hohlkörper nachFig. 7 entlang der Linie B-B. - In den
Fig. 1 und Fig. 2 ist ein länglicher, zylindrischer Hohlkörper 1 in Form eines Rohrelements während der Durchführung einer ersten Variante des erfindungsgemäßen Verfahrens dargestellt. Der Hohlkörper 1 weist in seinem Ausgangszustand eine vorbestimmte, im Wesentlichen gleichmäßige zylindrische Außenkontur 1a mit kreisrundem Querschnitt quer zu einer Hauptachse H auf, welche zugleich Symmetrieachse des Hohlkörpers ist. Der Hohlkörper weist ferner in seinem Ausgangszustand eine im Wesentlichen gleichmäßige Ausgangswandstärke t zwischen vorbestimmter Außenkontur 1a und einer vorbestimmten Innenkontur 1c auf. In bevorzugter Weise ist der Hohlkörper durch Schmieden, Gießen, Strangpressen o.ä. aus einer Aluminiumlegierung oder einem Stahl hergestellt. Grundsätzlich kann der Hohlkörper aus jedem beliebigen fließfähigen Material, insbesondere jedem Metall oder auch aus plastisch verformbarem Kunststoff hergestellt sein. In bevorzugter Weise weist der Hohlkörper eine längste Erstreckung entlang seiner Hauptachse H auf, die wenigstens das 20-fache der Ausgangswandstärke t beträgt. In bevorzugter Weise weist der Hohlkörper eine längste Erstreckung (insbes. einen Durchmesser) quer zu seiner Hauptachse H auf, die wenigstens das 5-fache der Ausgangswandstärke t beträgt. In einem modifizierten Ausführungsbeispiel weist der Hohlkörper bereits im Ausgangszustand abschnittsweise eine vergrößerte Wandstärke, insbesondere einen vorgefertigten Flansch auf, der in einem nachfolgend näher beschriebenen Umformbereich des Hohlkörpers angeordnet sein kann. - Zur Durchführung des erfindungsgemäßen Verfahrens in seiner ersten Variante nach
Fig. 1 wird der Hohlkörper 1 in eine nicht näher dargestellte Spannvorrichtung; insbesondere eine Axialpressvorrichtung eingesetzt, über die der Hohlkörper im Bereich seiner quer zur Hauptachse H orientierten schmalen Stirnseiten unter Axialdruckspannung gesetzt werden kann. Eine verwendbare Axialpressvorrichtung ist beispielsweise aus derEP 1611973 A1 oder aus derWO 2009/027789 A2 bekannt, auf die hinsichtlich einer grundsätzlichen Gestaltung einer verwendbaren Axialpressvorrichtung vollumfänglich Bezug genommen wird. Bestandteil der Spannvorrichtung bzw. Axialpressvorrichtung ist dabei immer eine Matrize 2, in die der Hohlkörper derart einsetzbar sein soll, dass die Matrize 2 den Hohlkörper 1 im Bereich eines Umformabschnitts 1b des Hohlkörpers außenseitig wenigstens abschnittsweise umgreift. Weiterer Bestandteil ist ein Stempel, der in Richtung einer Hauptpressrichtung auf den Hohlkörper 1 einwirkt, wobei die Hauptpressrichtung bevorzugt parallel orientiert ist zu der Hauptachse H des Hohlkörpers. - In Abänderung bekannter Vorrichtungen kommt beim vorliegenden erfindungsgemäßen Verfahren in seiner ersten Variante jedoch eine Matrize 2 mit einem im Wesentlichen starren Ring mit einer ersten Innenkontur 2a zur Anwendung. Die Matrize 2 weist wenigstens einen ersten Abschnitt mit einer ersten Innenkontur 2a auf, wobei die erste Innenkontur 2a der Matrize ungleich der vorbestimmten Außenkontur 1a des Hohlkörpers 1 in seinem Umformbereich 1b gestaltet ist. Konkret ist die erste Innenkontur 2a der Matrize mit wenigstens einer quer zur Hauptachse und quer zur Axialpressrichtung unrunden Kontur gestaltet, während der Hohlkörper 1 in seinem Ausgangszustand zu Anfang des Verfahrens im Wesentlichen mit runden Konturen, d.h. kreiszylindrisch gestaltet ist. In einem modifizierten Ausführungsbeispiel der Erfindung kann dieses Prinzip jedoch auch umgekehrt verwendet werden, indem ein unrunder Hohlkörper mit einer innenseitig im Wesentlichen zylindrisch gestalteten Matrize zusammenwirkt.
- Die erste Innenkontur 2a der Matrize wird erfindungsgemäß insbesondere durch mehrere Stützelemente 3 bestimmt, welche als Bestandteile der Matrize 2 einstückig mit dieser ausgeführt sind. Vorliegend sind die Stützelemente 3 im Wesentlichen stabförmig mit eckigem Querschnitt (quer zur Hauptpressrichtung) ausgebildet, so dass zwischen den Stützelementen 3 längliche rinnen- oder nutenförmige Vertiefungen N gebildet sind. Dabei ragen die Stützelemente 3 radial (d.h. in Richtung der Hauptachse H des Hohlkörpers) ab von einer Basis 2b der Matrize 2, wobei die Basis 2b der Matrize als näherungsweise zylindrischer, insbesondere kreiszylindrischer Ring ausgeführt sein kann. Es versteht sich von selbst, dass die Stützelemente 3 alternativ auch als von der Basis 2b abragende Stifte, Noppen, Gitter oder dergleichen mit nahezu beliebiger Form ausgeführt sein können. In bevorzugter Weise bilden die Stützelemente 3 gemeinsam ein zusammenhängendes Profil, welches dafür vorgesehen ist, im Verlauf des erfindungsgemäßen Verfahrens zumindest teilweise auf den Hohlkörper 1 übertragen zu werden. In einem bevorzugten Ausführungsbeispiel stellt das durch die Stützelemente gebildete zusammenhängende Profil ein Negativ-Abbild eines Zahnkranzes mit Geradverzahnung oder Schrägverzahnung dar.
- In einem modifizierten Ausführungsbeispiel sind die Stützelemente lösbar bzw. trennbar mit der Matrize 2 verbunden, indem sie beispielsweise reibschlüssig in Bohrungen seitens der Basis angeordnet oder mit Magnetkraft an der Basis gehalten sind. Bei einer derartigen Konfiguration ist es vorsehbar, dass im Verlauf des erfindungsgemäßen Verfahrens nicht nur ein durch die Stützelemente gebildetes Profil auf den Hohlkörper übertragen wird, sondern auch dass eines der mehreren Stützelemente von der Matrize gelöst und mit dem Hohlkörper verbunden wird.
- Das erfindungsgemäße Verfahren gemäß seiner ersten Variante wird nun wie folgt durchgeführt. Der Hohlkörper 1 wird in einem ersten Verfahrensschritt optional in seinem Umformbereich 1b auf eine Temperatur oberhalb der Umgebungstemperatur erwärmt, so dass sich ein näherungsweise gleichmäßiges Temperaturprofil im Umformbereich 1b ergibt. In einem modifizierten Ausführungsbeispiel wird auf den Hohlkörper 1 ein in Richtung seiner Hauptachse H und/oder in Umfangsrichtung ungleichmäßig ausgebildetes Temperaturprofil übertragen. Erfindungsgemäß ist abhängig vom verwendeten Werkstoff eine Temperatur oder ein Temperaturprofil zwischen 60°C und 1250°C vorgesehen. Bei der Verwendung eines Kohlenstoff-Stahls wird erfindungsgemäß im Umformbereich 1b ein Temperaturprofil mit Temperaturen zwischen 850°C und 1250°C vorgesehen. In einem alternativen Ausführungsbeispiel ist eine Temperatur im Umformbereich zwischen d00°C und 700°C vorgesehen für einen Hohlkörper aus Stahl. Sodann wird der Hohlkörper 1 in die Axialpressvorrichtung eingesetzt, deren Matrize 2 den Hohlkörper 1 im Umformbereich 1b mit geringem Abstand umgreift. Dabei werden die vorbestimmte Außenkontur 1a des Hohlkörpers 1 und der erste Abschnitt der Matrize mit der ersten Innenkontur 2a zueinander benachbart positioniert.
- Dabei ist zwischen der ersten Innenkontur 2a der Matrize 2 und der vorbestimmten Außenkontur 1a des Hohlkörpers 1 ein lichter Abstand f vorgesehen. Bei um die Hauptachse H symmetrischer Anordnung ergibt sich auf zwei Seiten jeweils ein Abstand f/2 (vgl,
Fig. 1 ). Dieser lichte Abstand f ergibt sich als Differenz zwischen einem kleinsten Freigang F innerhalb der ersten Innenkontur 2a der Matrize und der größten Abmessung D (insbesondere dem Außendurchmesser) des Hohlkörpers 1 im Umformbereich 1b. Erfindungsgemäß ist es bevorzugt, den lichten Abstand kleiner zu wählen als die 2-fach Ausgangswandstärke t des Hohlkörpers 1, insbesondere kleiner als die Ausgangswandstärke t. Die Erfinder haben erkannt, dass bei dieser Konfiguration die weiteren Verfahrensschritte besonders zuverlässig und insbesondere unter Vermeidung unerwünschter Verformungen (z.B. Faltenbildung, Ausbeulen des Hohlkörpers) durchgeführt werden können. - In einem nun nachfolgenden Verfahrensschritt wird der Hohlkörper 1 mittels der Axialpressvorrichtung in nicht näher dargestellter Weise in Richtung seiner Hauptachse H unter Druckspannung gesetzt und gestaucht, so dass sich insbesondere im Umformbereich 1b eine plastische Verformung des Hohlkörpers 1 ergibt. Die plastische Verformung beinhaltet im Umformbereich 1b insbesondere eine Vergrößerung der Wandstärke des Hohlkörpers 1 gegenüber der Ausgangswandstärke t. Dabei wird Material des Hohlkörpers 1 von benachbarten Bereichen in den Umformbereich 1b gedrückt. Die Abmessung des Hohlkörpers 1 in Richtung seiner Hauptachse H wird verkürzt; der Hohlkörper 1also gestaucht. Vorzugsweise bildet sich damit ein Wulst, der die Außenkontur des Hohlkörpers 1 im Umformbereich verändert. Bei diesem Verfahrensschritt wird der Hohlkörper 1 mit Hilfe der Matrize 2 an mehreren, voneinander beabstandeten Stellen im Umformbereich 1b quer zur Hauptachse H abgestützt. Des Weiteren wird während dieses Verfahrensschritts Material des Hohlkörpers 1 von außerhalb des Umformbereichs 1b in den Umformbereich gedrückt wird, so dass sich im Umformbereich - insbesondere unter Bildung eines außenseitigen Wulstes- die genannte Vergrößerung der Wandstärke am Hohlkörper 1 ergibt. Besonders bevorzugt ist es, wenn im Umformbereich 1b des Hohlkörpers 1 eine maximale Vergrößerung der Wandstärke um wenigstens 50%, insbesondere um wenigstens 100% bezogen auf die Ausgangswandstärke t des Hohlkörpers bewirkt wird. An den Rändern des Umformbereichs ist dabei eine (minimale) Wandstärkenänderung von nahe Null vorgesehen, so dass sich ein kontinuierlicher bzw. gleitender Übergang von der Ausgangswandstärke t außerhalb des Umformbereichs zur maximal vergrößerten Wandstärke.
- In vorteilhafter Weise ergibt sich jedoch nicht nur eine Wandstärkenänderung, sondern auch eine Anpassung der Außenkontur 1a des Hohlkörpers an die Innenkontur 2a der Matrize. Dabei ist es beabsichtigt, dass zwischen den Stützelementen 3 Bereiche N der Außenkontur 1a (Nuten, Rillen, Sacklöcher, sonstige Vertiefungen oder Aussparungen) vorgesehen sind, die von der Matrize 2 im selben Verfahrensschritt zeitweise nicht gestützt, sondern für einen Materialfluss freigegeben werden. In einem modifizierten Ausführungsbeispiel sind Bereiche N zwischen den Stützelementen 3 vorgesehen, in denen das Material des Hohlkörpers während des Verfahrens frei fließen kann und/oder mit geringeren Kräften abgestützt wird. Erfindungsgemäß wird dabei den Stützelementen 3 eine Doppelfunktion zugeordnet: Einerseits stützen sie den Hohlkörper während des Umformverfahrens punktuell bzw. abschnittsweise ab, so dass ein unerwünschtes Ausknicken, Ausbeulen etc. der Wandung des Hohlkörpers im Umformbereich unterdrückt wird. Andererseits prägen sie dem sich plastisch umformenden Hohlkörper außenseitig eine später technisch nutzbare Formstruktur auf (z.B. Zähne, Rillen, Gewindegänge, Rändel etc.) bis hin zu einer makroskopischen Rauigkeit mit unregelmäßigen Strukturmerkmalen. Wie sich hierzu aus
Fig. 2 ergibt, müssen die Bereiche N zwischen den Stützelementen 3 während des Verfahrens nicht zwangsläufig gänzlich mit dem Material des Hohlkörpers ausgefüllt werden, - In einem modifizierten Ausführungsbeispiel wird der Hohlkörper während eines Verfahrensschrittes außenseitig mit Hilfe der den Hohlkörper ringförmig umgebenden Matrize und gleichzeitig innenseitig mit einem den Hohlkörper wenigstens abschnittsweise durchgreifenden zylindrischen Dorn abgestützt. Der Dorn soll damit eine Wandstärkenänderung nach innen wirksam verhindern. Dazu ist zwischen Dorn und Innenkontur des Hohlkörpers nur geringes Spiel vorgesehen.
- In einem weiteren modifizierten Ausführungsbeispiel ist die Matrize derart mehrteilig ausgeführt, dass sie am Ende des Verfahrens entlang einer Ebene durch die Hauptachse H und/oder entlang einer Ebene senkrecht zur Hauptachse geteilt werden kann.
- In den
Fig. 3 und Fig. 4 ist ein länglicher, zylindrischer Hohlkörper 1 in Form eines Rohrelements während der Durchführung einer zweiten Variante des erfindungsgemäßen Verfahrens dargestellt. Eine Durchführung der zweiten Variante des erfindungsgemäßen Verfahrens erfolgt im Wesentlichen identisch wie bei der ersten Variante nach denFig. 1 und 2 , so dass zur Vermeidung von Wiederholungen auf die vorstehende Beschreibung vollumfänglich Bezug genommen werden kann, sofern nachfolgend nichts anderes gesagt ist. Im Übrigen sind gleiche oder gleichwirkende Bauteile mitgleichen Bezugszeichen wie bei der vorstehenden Beschreibung versehen. - Abweichend von der ersten Variante ist als Bestandteil einer erfindungsgemäßen Axialpressvorrichtung eine abgewandelte Matrize 2' vorgesehen. Diese ist zweiteilig aufgebaut; sie weist ein bevorzugt ringförmiges Stützelement 3' auf, welches in einen Basisring 2b' reibschlüssig eingesetzt ist. An dem ringförmigen Stützelement 3' ist eine Verzahnungskontur 3a' vorgesehen, die eine abgewandelte erste Innenkontur 2a' der abgewandelten Matrize 2' bildet. Die Verzahnungsstruktur 3a' weist abschnittsweise einen Hinterschnitt auf. In einem modifizierten Ausführungsbeispiel können auch mehrere Stützelemente 3' mit Hinterschnitt vorgesehen sein oder Stützelemente 3 nach der ersten Variante des Verfahrens mit Stützelementen 3' nach dieser zweiten Variante des Verfahrens kombiniert werden.
- In der zweiten Variante des erfindungsgemäßen Verfahrens wird mittels der Axialpressvorrichtung wiederum eine Druckspannung in Richtung der Hauptachse H auf den Hohlkörper 1 ausgeübt, so dass sich dieser im Umformbereich 1b plastisch verformt. Im Rahmen der plastischen Verformung wird Material des Hohlkörpers in den Umformbereich 1b gedrückt, so dass sich dort eine Vergrößerung der Wandstärke in Form eines Wulstes bildet (oder ein bereits bestehender Wulst vergrößert wird). Dabei ändert sich erfindungsgemäß die Außenkontur 1a des Hohlkörpers 1 im Umformbereich 1b. Die sich ändernde Außenkontur 1a des Hohlkörpers 1 wird in einem Verfahrensschritt im Umformbereich 1b derart gegen das Stützelement 3' gedrückt, dass Material des Hohlkörpers 1 um den Hinterschnitt fließt. Damit wird die Verzahnungsstruktur 3a' zumindest abschnittsweise vom Material des Hohlkörpers umgriffen. Folglich verbinden sich die Außenkontur 1a des Hohlkörpers 1 und die Verzahnungskontur 3a' formschlüssig miteinander.
- In einem nachfolgenden Verfahrensschritt wird das Stützelement 3' vom Basisring 2b' (d. h. vom Hauptteil der Matrize 2' und somit auch von der Axialpressvorrichtung) getrennt. Das Stützelement 3' bildet somit ein "verlorenes" Werkzeugelement und übernimmt zu einem späteren Zeitpunkt eine weitere technische Funktion im Zusammenwirken mit dem Hohlkörper 1. Als Stützelement 3' ist beispielsweise ein vorgefertigter Ring aus einem vom Material des Hohlkörpers 1 verschiedenen Werkstoff vorgesehen, der mit anderen Bearbeitungsverfahren herstellbar ist und ggf. (gegenüber den Qualitätsanforderungen der Hohlkörpers) erhöhten Qualitätsanforderungen genügt, eine höhere Härte oder Steifigkeit aufweisen kann. Zur Durchführung des erfindungsgemäßen Verfahrens sind Stützelement 3' und Basisring 2b' derart lösbar miteinander verbunden, dass während des erfindungsgemäßen Verfahrens ein zuverlässiger Halt, jedoch auch eine unversehrte Trennung möglich ist. Eine solche Verbindung kann unter Verwendung einer Übergangspassung zwischen Stützelement 3' und Basisring 2b' hergestellt sein, wobei zusätzlich oder alternativ reversible Klebe- oder Lötverbindungen in Frage kommen. In einem alternativen Ausführungsbeispiel sind Stützelement 3' und Basisring 2b' zunächst einstückig ausgeführt, jedoch mit einer Sollbruchstelle versehen. In einem weiteren modifizierten Ausführungsbeispiel sind zur Bildung einer erfindungsgemäßen Matrize innerhalb eines Basisrings mehrere ringförmige Stützelemente in Richtung der Hauptachse H benachbart zueinander angeordnet, wobei zwischen diesen mehreren Stützelementen Zwischenräume vorgesehen sein können, die quasi ringförmige Vertiefungen bilden, in die während des erfindungsgemäßen Verfahrens Material des Hohlkörpers fließen kann.
- In den
Fig. 5 und Fig. 6 ist ein länglicher, zylindrischer Hohlkörper 1 in Form eines Rohrelements während der Durchführung einer dritten Variante des erfindungsgemäßen Verfahrens dargestellt. Eine Durchführung der dritten Variante des erfindungsgemäßen Verfahrens erfolgt im Wesentlichen identisch wie bei der ersten und zweiten Variante nach denFig. 1 bis 4 , so dass zur Vermeidung von Wiederholungen auf die vorstehende. Beschreibung vollumfänglich Bezug genommen werden kann, sofern nachfolgend nichts anderes gesagt ist. Im Übrigen sind gleiche oder gleichwirkende Bauteile mitgleichen Bezugszeichen wie bei der vorstehenden Beschreibung versehen. Im Übrigen lassen sich Merkmale der verschiedenen verfahrensvarianten auch untereinander kombinieren. - Abweichend von der ersten Variante ist als Bestandteil einer erfindungsgemäßen Axialpressvorrichtung eine abgewandelte Matrize 2" vorgesehen. Diese ist zweiteilig aufgebaut; sie weist ein bevorzugt ringförmiges Stützelement 3" auf, welches in einen Basisring 2b"eingesetzt ist. An dem ringförmigen Stützelement 3" ist eine Verzahnungskontur 3a" vorgesehen, die Teil einer abgewandelten ersten Innenkontur 2a" der abgewandelten Matrize 2" ist. Die Verzahnungsstruktur 3a" weist keinen Hinterschnitt, jedoch einen Absatz 3b" in Form eines (in Umfangsrichtung) unrunden Kragensegments auf. In einem modifizierten Ausführungsbeispiel kann eine Verzahnungsstruktur nach dieser dritten Variante des erfindungsgemäßen Verfahrens mit einer Verzahnungsstruktur nach der zweiten Variante des erfindungsgemäßen Verfahrens und/oder mit einer Verzahnungsstruktur nach der ersten Variante des erfindungsgemäßen Verfahrens kombiniert vorgesehen sein.
- In der dritten Variante des erfindungsgemäßen Verfahrens wird mittels der Axialpressvorrichtung wiederum eine Druckspannung in Richtung der Hauptachse H auf den Hohlkörper 1 ausgeübt, so dass sich dieser im Umformbereich 1b plastisch verformt. Im Rahmen der plastischen Verformung wird Material des Hohlkörpers in den Umformbereich 1b gedrückt, so dass sich dort eine Vergrößerung der Wandstärke in Form eines Wulstes bildet (oder ein bereits bestehender Wulst vergrößert wird). Dabei ändert sich erfindungsgemäß die Außenkontur 1a des Hohlkörpers 1 im Umformbereich 1b. Die sich ändernde Außenkontur 1a des Hohlkörpers 1 wird in einem Verfahrensschritt im Umformbereich 1b derart gegen das Stützelement 3" gedrückt, dass Material des Hohlkörpers 1 um die Verzahnungsstruktur 3a" fließt. Es ergibt sich dabei auf Seiten des Hohlkörpers 1 eine zu dem Kragensegment 3a" korrespondierende Ausnehmung 1d innerhalb eines ansonsten vorzugsweise zylindrischen Flanschs 1e. Nach Abschluss der dritten Variante des erfindungsgemäßen Verfahrens kann das Stützelement 3" wiederum am Hohlkörper 1 verbleiben und im Zusammenwirken mit dem Hohlkörper 1 andere technische Funktionen erfüllen. In diesem Fall wirkt bei einer späteren Verwendung das Kragensegment 3a"einerseits als Verdrehsicherung und andererseits als einseitiger Anschlag für das (vormalige) Stützelement 3" in dessen neuer Funktion.
- In den
Fig. 7 und Fig. 8 ist ein länglicher, zylindrischer Hohlkörper 1 in Form eines Rohrelements während der Durchführung einer vierten Variante des erfindungsgemäßen Verfahrens dargestellt. Eine Durchführung der vierten Variante des erfindungsgemäßen Verfahrens erfolgt im Wesentlichen identisch wie bei der ersten, zweiten Variante nach denFig. 1 bis 6 , so dass zur Vermeidung von Wiederholungen auf die vorstehende Beschreibung vollumfänglich Bezug genommen werden kann, sofern nachfolgend nichts anderes gesagt ist. Im Übrigen sind gleiche oder gleichwirkende Bauteile mitgleichen Bezugszeichen wie bei der vorstehenden Beschreibung versehen. Im Übrigen lassen sich Merkmale der verschiedenen Verfahrensvarianten auch untereinander kombinieren. - Abweichend von der ersten Variante ist wie bei der zweiten Variante als Bestandteil einer erfindungsgemäßen Axialpressvorrichtung eine abgewandelte Matrize 2' vorgesehen. Diese ist zweiteilig aufgebaut; sie weist ein bevorzugt ringförmiges Stützelement 3' auf, welches in einen Basisring 2b'eingesetzt ist. An dem ringförmigen Stützelement 3' ist eine Verzahnungskontur 3a' vorgesehen, die Teil einer abgewandelten ersten Innenkontur 2a' der abgewandelten Matrize 2' ist. Die Verzahnungsstruktur 3a' weist (zumindest optional) einen Hinterschnitt auf.
- In der vierten Variante des erfindungsgemäßen Verfahrens wird der Hohlkörper 1 nun nicht nur außenseitig mit Hilfe der den Hohlkörper 1 ringförmig umgebenden Matrize 2', sondern gleichzeitig innenseitig mit einem den Hohlkörper durchgreifenden Dorn 4 abgestützt. Der Dorn 4 weist im vorliegenden Ausführungsbeispiel eine zweiteilige Gestalt auf bestehend aus einem ersten Dorn-Teil 4b und einem zweiten Dorn-Teil 4c, Zwischen dem ersten Dorn-Teil 4b und dem zweiten Dorn-Teil 4c ist ein Funktionselement 5 eingesetzt.
- Der Dorn 4 weist eine benachbart zum Umformbereich 1b angeordnete Dornkontur 4a auf, welche ungleich der vorbestimmten Innenkontur 1c des Hohlkörpers 1 in dem Umformbereich gestaltet ist. Insbesondere weisen beide Dorn-Teile 4b, 4c jeweils eine Einschnürung 4a auf. Die Einschnürungen 4a stellen eine sich in axialer Richtung ändernde Außenkontur des Dorns dar, die unterschiedlich ist zur kreiszylindrischen Innenkontur 1c des Hohlkörpers.
- Während der Durchführung der vierten Variante des erfindungsgemäßen Verfahrens wird mittels der Axialpressvorrichtung wiederum eine Druckspannung in Richtung der Hauptachse H auf den Hohlkörper 1 ausgeübt, so dass sich dieser im Umformbereich 1b plastisch verformt. Im Rahmen der plastischen Verformung wird Material des Hohlkörpers in den Umformbereich 1b gedrückt, so dass sich dort eine Vergrößerung der Wandstärke in Form eines Wulstes bildet (oder ein bereits bestehender Wulst vergrößert wird). Dabei ändern sich erfindungsgemäß die Außenkontur 1a und die Innenkontur 1c des Hohlkörpers 1 im Umformbereich 1b, wobei sich eine nach innen und außen vergrößernde Wandstärke des Hohlkörpers 1 im Umformbereich 1b ergibt. Die sich ändernde Außenkontur 1a des Hohlkörpers 1 wird in einem Verfahrensschritt im Umformbereich 1b gegen das Stützelement 3' gedrückt. Die sich ändernde Innenkontur 1c des Hohlkörpers wird im selben Verfahrensschrltt im Umformbereich 1b gegen die Außenkontur 4a des Dorns 4 gedrückt.
- Die sich ändernde Außenkontur 1a des Hohlkörpers 1 wird folglich im Umformbereich 1b derart gegen das Stützelement 3' gedrückt, dass Material des Hohlkörpers 1 um die Verzahnungsstruktur 3a' fließt und sich eine formschlüssige Verbindung zwischen Stützelement und Hohlkörper ergibt. Nach Abschluss der vierten Variante des erfindungsgemäßen Verfahrens kann das Stützelement 3' wiederum am Hohlkörper 1 verbleiben und im Zusammenwirken mit dem Hohlkörper 1 andere technische Funktionen erfüllen.
- Die sich ändernde Innenkontur 1c des Hohlkörpers 1 wird im Umformbereich 1b derart gegen Dorn 4 und Funktionselement 5 gedrückt, dass sich zwei separate, das Funktionselement 5 umgreifende Wulste 1d innerhalb der Außenkontur 4a des Dorns 4 ergeben. Nach Abschluss der vierten Variante des erfindungsgemäßen Verfahrens ist das Funktionselement 5 formschlüssig im Hohlkörper 1 festgelegt und kann dort nachfolgend andere technische Funktionen erfüllen.
- Es versteht sich von selbst, dass die Merkmale der beschrieben Varianten miteinander kombiniert werden können, so dass sich weitere Varianten des erfindungsgemäßen Verfahrens ergeben.
Claims (13)
- Verfahren zum Herstellen einer Wandverdickung an einem sich entlang einer Hauptachse (H) erstreckenden Hohlkörper (1), welcher zu Anfang des Verfahrens in einem Umformbereich (1b) eine vorbestimmte Außenkontur (1a) aufweist, bei dem- der Hohlkörper (1) in einem Verfahrensschritt in axialer Richtung unter Druckspannung gesetzt und dadurch plastisch verformt wird, so dass sich die vorbestimmte Außenkontur (1a) des Hohlkörpers in dem Umformbereich (1b) ändert, wobei- der Hohlkörper (1) außenseitig an dem Umformbereich (1b) durch wenigstens eine Matrize (2, 2', 2") wenigstens abschnittsweise umgriffen wird, wobei- die Matrize (2, 2', 2") benachbart zum Umformbereich (1b) wenigstens einen ersten Abschnitt mit einer ersten Innenkontur (2a, 2a', 2a") aufweist, wobei- die erste Innenkontur (2a, 2a', 2") der Matrize (2, 2', 2") in dem ersten Abschnitt ungleich der vorbestimmten Außenkontur (1a) des Hohlkörpers (1) in dem Umformbereich gestaltet ist.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass die vorbestimmte Außenkontur (1a) des Hohlkörpers (1) quer zur Hauptachse (H) im Wesentlichen rund gestaltet ist, während die erste Innenkontur (2a) der Matrize (2) quer zur Hauptachse (H) im Wesentlichen unrund gestaltet ist.
- Verfahren nach einem der Ansprüche 1 bis 2, dadurch gekennzeichnet, dass die erste Innenkontur (2a) der Matrize (2) eine Mehrzahl von nach innen abragenden Stützelementen (3) aufweist, wobei die sich ändernde Außenkontur des Hohlkörpers in einem Verfahrensschritt im Umformbereich gegen die Stützelemente (3) drückt, wobei sich zwischen den Stützelementen (3) Bereiche (N) der Außenkontur (1a)
ergeben, die von der Matrize (2) im selben Verfahrensschritt gar nicht oder zu einem späteren Zeitpunkt oder mit geringeren Kräften gestützt werden. - Verfahren nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass der kleinste Freigang (F) der ersten Innenkontur (2a, 2a',2a") der Matrize (2, 2', 2") um einen lichten Abstand (f) größer ist als die größte Abmessung der vorbestimmten Außenkontur (1a) im Ausgangszustand des Hohlkörpers (1), wobei der lichte Abstand (f) kleiner ist als eine Ausgangswandstärke (t) des Hohlkörpers (1) im Umformbereich (1b).
- Verfahren nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, dass die erste Innenkontur (2a', 2a") der Matrize (2', 2") wenigstens ein nach innen abragendes Stützelement (3', 3") aufweist, welches einen Hinterschnitt und/oder eine Verzahnungskontur (3a', 3a") aufweist, wobei die sich ändernde Außenkontur (1a) des Hohlkörpers (1) in einem Verfahrensschritt im Umformbereich (1b) derart gegen das Stützelement (3', 3") gedrückt wird, dass sich die Außenkontur (1a) des Hohlkörpers (1) und Hinterschnitt bzw. Verzahnungskontur (3a', 3a") formschlüssig miteinander verbinden.
- Verfahren nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, dass wenigstens ein Stützelement (3, 3', 3") lösbar mit der Matrize (2, 2', 2") verbunden ist und während des Verfahrens von der übrigen Matrize (2b', 2b") getrennt wird.
- Verfahren nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, dass die Stützelemente (3, 3', 3") gemeinsam ein gleichmäßiges Profil, insbesondere eine Verzahnung und/oder ein Negativ-Abbild einer Verzahnung bilden.
- Verfahren nach einem der Ansprüche 1 bis 7 , dadurch gekennzeichnet, dass der Hohlkörper (1) in einem ersten Verfahrensschritt im Umformbereich (1b) auf eine Temperatur oberhalb der Umgebungstemperatur, insbesondere auf eine Temperatur zwischen 60°C und 1250°C, erwärmt wird, und dass der Hohlkörper (1) in einem zweiten Verfahrensschritt mit Hilfe einer Axialpressvorrichtung in Richtung der Hauptachse (H) mechanisch gestaucht und unter bleibender Verkürzung seiner Länge plastisch umgeformt wird, wobei der Hohlkörper (1) während des zweiten Verfahrensschritts mit Hilfe der Matrize an mehreren, voneinander beabstandeten Stellen im Umformbereich (1b) quer zur Hauptachse (H) abgestützt wird, wobei
während des zweiten Verfahrensschritts die Außenkontur (1a) im Umformbereich (1b) des Hohlkörpers der Innenkontur (2a, 2a', 2a") der Matrize angenähert wird, wobei
während des zweiten Verfahrensschritts Material des Hohlkörpers (1) von außerhalb des Umformbereichs (1b) in den Umformbereich gedrückt wird, so dass sich im Umformbereich - insbesondere unter Bildung eines außenseitigen Wulstes - wenigstens abschnittsweise eine Vergrößerung der Wandstärke am Hohlkörper (1) ergibt. - Verfahren nach Anspruch 8, dadurch gekennzeichnet, dass im Umformbereich (1b) des Hohlkörpers (1) eine Vergrößerung der Wandstärke um wenigstens 50%, insbesondere um wenigstens 100% bezogen auf die Ausgangswandstärke (t) des Hohlkörpers (1) bewirkt wird.
- Verfahren nach einem der Ansprüche 1 bis 8, dadurch gekennzeichnet, dass der Hohlkörper (1) während eines Verfahrensschrittes außenseitig mit Hilfe einer den Hohlkörper (1) ringförmig umgebenden Matrize (2, 2', 2") und gleichzeitig innenseitig mit einem den Hohlkörper (1) wenigstens abschnittsweise durchgreifenden Dorn (4) abgestützt wird.
- Verfahren zum Herstellen einer Wandverdickung an einem sich entlang einer Hauptachse erstreckenden Hohlkörper (1), welcher zu Anfang des Verfahrens in einem Umformbereich (1b) eine vorbestimmte Innenkontur (1c) aufweist, insbesondere nach einem der Ansprüche 1 bis 9, bei dem- der Hohlkörper (1) in einem Verfahrensschritt in axialer Richtung unter Druckspannung gesetzt und dadurch plastisch verformt wird, so dass sich die vorbestimmte Innenkontur (1c) des Hohlkörpers in dem Umformbereich (1b) ändert, wobei- der Hohlkörper (1) außenseitig an dem Umformbereich (1b) durch wenigstens eine Matrize (2, 2', 2") wenigstens abschnittsweise umgriffen wird, wobei- der Hohlkörper (1) innenseitig an dem Umformbereich (1b) durch wenigstens einen Dorn (4) wenigstens abschnittsweise durchstoßen wird, wobei- der Dorn (4) eine benachbart zum Umformbereich (1b) angeordnete Dornkontur (4a) aufweist, welche ungleich der vorbestimmten Innenkontur (1c) des Hohlkörpers (1) in dem Umformbereich gestaltet ist.
- Vorrichtung insbesondere zur Durchführung eines Verfahrens nach einem der Ansprüche 1 bis 11, mit- einer Spannvorrichtung zur Ausübung von Druckkräften auf einen Hohlkörper (1) entlang einer Hauptachse (H) des Hohlkörpers (1) und mit- einer den Hohlkörper (1) außenseitig an einem Umformbereich (1b) wenigstens abschnittsweise umgreifenden Matrize (2, 2', 2"), wobei- die Matrize (2, 2', 2") wenigstens ein Stützelement (3,3',3") aufweist, welches während einer plastischen Umformung des Hohlkörpers (1) ein vorbestimmtes Profil in das Material des Hohlkörpers (1) drücken kann.
- Vorrichtung nach Anspruch 12, dadurch gekennzeichnet, dass wenigstens ein Stützelement (3',3") während der plastischen Umformung des Hohlkörpers (1) mit dem Hohlkörper (1) verbindbar und von der Matrize (2', 2") trennbar gestaltet ist.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102012018454 | 2012-09-19 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2711106A2 true EP2711106A2 (de) | 2014-03-26 |
| EP2711106A3 EP2711106A3 (de) | 2014-12-03 |
Family
ID=49293416
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP13004571.9A Withdrawn EP2711106A3 (de) | 2012-09-19 | 2013-09-19 | Verfahren zum Herstellen von breiten, flanschförmigen Verdickungen an Hohlkörpern |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP2711106A3 (de) |
| DE (1) | DE102013015483A1 (de) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5956988A (en) * | 1994-10-19 | 1999-09-28 | Audi Ag And Fahrzeugwerk Werdau | Process for heading pipe ends and device for implementing it |
| JP2003205337A (ja) * | 2002-01-10 | 2003-07-22 | Dai Ichi High Frequency Co Ltd | 金属管の局部増厚方法及び装置 |
| EP1611973A1 (de) | 2004-07-01 | 2006-01-04 | IFUTEC Ingenieurbüro für Umformtechnik GmbH | Verfahren zum Umformen von Rohrelementen und Verfahren zur Herstellung von Hohlwellen |
| US20060260115A1 (en) * | 2005-01-31 | 2006-11-23 | Showa Denko K.K. | Method and apparatus for upsetting cylindrical material |
| WO2009027789A2 (de) | 2007-08-25 | 2009-03-05 | IFUTEC Ingenieurbüro für Umformtechnik GmbH | Werkzeug und verfahren zum fertigen eines hohlteils |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102005050946A1 (de) * | 2005-10-22 | 2007-04-26 | IFUTEC Ingenieurbüro für Umformtechnik GmbH | Verfahren zum Umformen eines Rohrelements |
| DE102007034938A1 (de) * | 2007-07-24 | 2009-01-29 | Hebö Maschinenfabrik GmbH | Verfahren und Vorrichtung zur Herstellung eines rohrförmigen Hohlprofils mit variierender Wanddicke |
-
2013
- 2013-09-19 EP EP13004571.9A patent/EP2711106A3/de not_active Withdrawn
- 2013-09-19 DE DE102013015483.9A patent/DE102013015483A1/de not_active Withdrawn
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5956988A (en) * | 1994-10-19 | 1999-09-28 | Audi Ag And Fahrzeugwerk Werdau | Process for heading pipe ends and device for implementing it |
| JP2003205337A (ja) * | 2002-01-10 | 2003-07-22 | Dai Ichi High Frequency Co Ltd | 金属管の局部増厚方法及び装置 |
| EP1611973A1 (de) | 2004-07-01 | 2006-01-04 | IFUTEC Ingenieurbüro für Umformtechnik GmbH | Verfahren zum Umformen von Rohrelementen und Verfahren zur Herstellung von Hohlwellen |
| US20060260115A1 (en) * | 2005-01-31 | 2006-11-23 | Showa Denko K.K. | Method and apparatus for upsetting cylindrical material |
| WO2009027789A2 (de) | 2007-08-25 | 2009-03-05 | IFUTEC Ingenieurbüro für Umformtechnik GmbH | Werkzeug und verfahren zum fertigen eines hohlteils |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2711106A3 (de) | 2014-12-03 |
| DE102013015483A1 (de) | 2014-03-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1292423B1 (de) | Verfahren zur herstellung einer nocke für eine nockenwelle | |
| DE10150613A1 (de) | Radlagereinheit für Kraftfahrzeuge | |
| EP1702695B1 (de) | Verfahren zur Herstellung eines Übergangs an einem Hohlformteil | |
| DE102007038713B4 (de) | Verfahren zur Herstellung von partiell verstärkten Hohlprofilen | |
| DE102012202242B4 (de) | Stanzniet | |
| WO1998053934A1 (de) | Drückwalzvorrichtung und verfahren zur herstellung von hohlrädern mit zwei innenverzahnungen | |
| DE102009036347A1 (de) | Verfahren zur Herstellung einer Bordscheibe für ein Pendelrollenlager und Pendelrollenlager mit einer verfahrensgemäß hergestellten Bordscheibe | |
| DE10230284B4 (de) | Verfahren und Vorrichtung zur Befestigung von Bauteilen an umfänglich geschlossensn Hohlprofilen | |
| WO2003093654A1 (de) | Einstückig ausgebildeter nocken und verfahren zum herstellen des nockens sowie zusammenbau einer steuerwelle oder nockenwelle | |
| DE3302762A1 (de) | Verfahren zur befestigung eines bauteils am aussenumfang eines rohrs | |
| EP1330320B1 (de) | Verfahren und vorrichtung zur herstellung eines werkstückes mit innenverzahnung, insbesondere eines hohlrades | |
| EP1954420B1 (de) | Verfahren und vorrichtung zum kernlosen einformen von hohlprofilen | |
| EP2965830B1 (de) | Verfahren zum herstellen eines torsionsprofils aus einem rohrförmigen hohlprofil | |
| DE10337383B4 (de) | Verfahren zum Innenhochdruckumformen von konischen Rohren aus Metall | |
| EP2711106A2 (de) | Verfahren zum Herstellen von breiten, flanschförmigen Verdickungen an Hohlkörpern | |
| DE4444857C1 (de) | Verfahren und Vorrichtung zur Herstellung mindestens einer Öffnung in der Wandung eines rohrartigen Teils | |
| DE19727599B4 (de) | Verfahren zur Herstellung von Metallrädern | |
| EP2873472B1 (de) | Verfahren zur Herstellung eines rohrförmigen Ausstattungselements für ein Schienenfahrzeug | |
| EP2839900A1 (de) | Verfahren und Vorrichtung zur Herstellung eines mit einer Endfläche versehenen Verbindungsabschnitts als Teil eines Werkzeuges | |
| DE202013103821U1 (de) | Dornelement für eine Aluminium-Extrusionsvorrichuing | |
| EP2957187A1 (de) | Schmuckkette | |
| DE10350152B3 (de) | Vorrichtung und Verfahren zum Herstellen eines Hohlkörpers | |
| EP2205370B1 (de) | Verfahren und vorrichtung zur herstellung eines hohlkörpers und hohlkörper | |
| DE602004006956T2 (de) | Verfahren und Vorrichtung zum Innenhochdruckumformen eines Hohlkörpers mit mindestens einer Abzweigung | |
| DE10344706B4 (de) | Verfahren zum Trennen eines Hohlprofils |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20130919 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B21J 5/12 20060101ALI20141030BHEP Ipc: B21J 5/08 20060101ALI20141030BHEP Ipc: B21K 23/04 20060101AFI20141030BHEP |
|
| 17Q | First examination report despatched |
Effective date: 20150204 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20190410 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: RAUSCHNABEL, EBERHARD Inventor name: ADAMS, BERNHARD |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN WITHDRAWN |
|
| 18W | Application withdrawn |
Effective date: 20190527 |