EP2738105B1 - Procédé et machine d'assemblage de corps tubulaires rigides en matériau cartonné avec une structure obturante - Google Patents
Procédé et machine d'assemblage de corps tubulaires rigides en matériau cartonné avec une structure obturante Download PDFInfo
- Publication number
- EP2738105B1 EP2738105B1 EP13194547.9A EP13194547A EP2738105B1 EP 2738105 B1 EP2738105 B1 EP 2738105B1 EP 13194547 A EP13194547 A EP 13194547A EP 2738105 B1 EP2738105 B1 EP 2738105B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- sealing
- strip
- tool
- structures
- finishing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/59—Shaping sheet material under pressure
- B31B50/592—Shaping sheet material under pressure using punches or dies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/60—Uniting opposed surfaces or edges; Taping
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31D—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER, NOT PROVIDED FOR IN SUBCLASSES B31B OR B31C
- B31D1/00—Multiple-step processes for making flat articles ; Making flat articles
- B31D1/0018—Multiple-step processes for making flat articles ; Making flat articles the articles being pull-tap closure discs for bottles, jars or like containers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31D—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER, NOT PROVIDED FOR IN SUBCLASSES B31B OR B31C
- B31D1/00—Multiple-step processes for making flat articles ; Making flat articles
- B31D1/0043—Multiple-step processes for making flat articles ; Making flat articles the articles being box parts not otherwise provided for
- B31D1/005—Multiple-step processes for making flat articles ; Making flat articles the articles being box parts not otherwise provided for making bottoms or caps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B7/00—Closing containers or receptacles after filling
- B65B7/16—Closing semi-rigid or rigid containers or receptacles not deformed by, or not taking-up shape of, contents, e.g. boxes or cartons
- B65B7/28—Closing semi-rigid or rigid containers or receptacles not deformed by, or not taking-up shape of, contents, e.g. boxes or cartons by applying separate preformed closures, e.g. lids, covers
- B65B7/2821—Closing semi-rigid or rigid containers or receptacles not deformed by, or not taking-up shape of, contents, e.g. boxes or cartons by applying separate preformed closures, e.g. lids, covers applying plugs or threadless stoppers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B7/00—Closing containers or receptacles after filling
- B65B7/16—Closing semi-rigid or rigid containers or receptacles not deformed by, or not taking-up shape of, contents, e.g. boxes or cartons
- B65B7/28—Closing semi-rigid or rigid containers or receptacles not deformed by, or not taking-up shape of, contents, e.g. boxes or cartons by applying separate preformed closures, e.g. lids, covers
- B65B7/2842—Securing closures on containers
- B65B7/285—Securing closures on containers by deformation of the closure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2105/00—Rigid or semi-rigid containers made by assembling separate sheets, blanks or webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2105/00—Rigid or semi-rigid containers made by assembling separate sheets, blanks or webs
- B31B2105/001—Rigid or semi-rigid containers made by assembling separate sheets, blanks or webs made from laminated webs, e.g. including laminating the webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2105/00—Rigid or semi-rigid containers made by assembling separate sheets, blanks or webs
- B31B2105/002—Making boxes characterised by the shape of the blanks from which they are formed
- B31B2105/0022—Making boxes from tubular webs or blanks, e.g. with separate bottoms, including tube or bottom forming operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/005—Making rigid or semi-rigid containers, e.g. boxes or cartons involving a particular layout of the machinery or relative arrangement of its subunits
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/02—Feeding or positioning sheets, blanks or webs
- B31B50/022—Holders for feeding or positioning blanks or webs
- B31B50/024—Rotating holders, e.g. star wheels, drums
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/26—Folding sheets, blanks or webs
- B31B50/28—Folding sheets, blanks or webs around mandrels, e.g. for forming bottoms
- B31B50/30—Folding sheets, blanks or webs around mandrels, e.g. for forming bottoms the mandrels moving
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/26—Folding sheets, blanks or webs
- B31B50/44—Folding sheets, blanks or webs by plungers moving through folding dies
- B31B50/442—Folding sheets, blanks or webs by plungers moving through folding dies having several cooperating plungers and dies fitted on a rotating table or on moving chains
Definitions
- the present invention relates to the field of tubular cardboard packaging, comprising a rigid tubular body made of cardboard material, a bottom and / or a cover also made of cardboard material, assembled to the tubular body, intended to contain solid products. in divided forms, such as powders, grains, granules, fibers, chips, etc. or products in liquid form or in pasty form.
- the tubular packaging concerned is both packaging of circular section and tubular packaging of non-circular section, for example packaging of rectangular or oval section.
- the present invention also relates to a machine for implementing the above method.
- the French patent published under No FR 2 716 408 describes the manufacture of a tubular package of the above type.
- the sealing structure is formed by a cardboard cover made of cellulosic material and a safety membrane made of cellulosic material coated with a barrier material.
- These two parts are formed one after the other, in the form of cylindrical bowls by a shape punch through an external die and engaged in one end of the tubular body.
- the side walls of the two parts are tightly assembled with the internal wall of the tubular body.
- the wall of the tubular body is precut along a peripheral line located between the areas of assembly of the two parts, so as to allow the opening of the cardboard cover without tearing off the safety membrane.
- the patent application US 2005/034819 describes a machine for manufacturing conical cups, the bodies being produced one by one in a first unit and then fed one by one to an assembly plate, while the bottoms of the cups are fed two by two to this assembly plate. Therefore, the rate of the fund supply device can be halved compared to the rate of the body manufacturing unit.
- the patent application FR 2 060 078 also describes a machine for the production of plastic buckets, the bodies being produced one by one in a first unit and then supplied one by one to an assembly tray, the bottoms of the buckets also being fed one by one to this assembly tray, and the assembled buckets being transferred one by one to a finishing station.
- the finishing station is equipped with triple or double tools, which has the effect of lowering the rate of rotation of this station by as much as compared to the rate of the upstream units.
- the method is clocked step by step, and the advance of the bands by one step, a sequence of assembly of the materials into bands and a sequence of cutting two sealing structures in the composite strip are slaved to the introduction of a pair of sealing structures in the forming tool.
- the skeleton of the composite strip is stretched by traction means.
- the flat cut out in the left part and the flat cut out in the right part of the composite strip during the same cutting operation are longitudinally offset.
- the skeleton of the composite strip is separated into its components downstream of said traction means.
- N 8.
- the machine can be produced with only a sealing unit, if one does not want to make a finishing operation on the box, in particular in the case where the method relates to the placing of the bottoms on bodies tubular.
- a so-called double finishing tool is a cover precut tool.
- the finishing unit comprises a double hemming tool.
- the finishing unit comprises at least one double stacking tool.
- it comprises a unit for making two by two of obturating structures in the form of flat surfaces comprising a central part of shape conjugate to the shape of the opening of the tubular bodies, surrounded by a peripheral part. foldable sufficient to assemble a sealing structure with the internal side wall of a tubular body, operating in step-by-step mode, and slaved to the introduction of a pair of sealing structures in two forming tools.
- said confection unit comprises a skeleton extractor device for tape and in particular a device for separating the skeleton of tape into its components.
- the embodiment described below is a machine assembling tubular bodies of round section with round covers to form packages having a safety membrane.
- a person skilled in the art is able to adapt the characteristics thereof to produce embodiments treating tubular bodies of parallelepipedic, oblong, ovoid sections, or other forms as well as embodiments implementing other types of sealing structures. It can also be observed that the bodies can be treated horizontally or vertically depending on the machine configuration chosen.
- the sealing unit 2 seals the sealing structures, that is to say covers, in rigid tubes arriving from a machine for manufacturing tubular bodies via a supply device 5.
- the bodies are introduced two by two in a turntable 3 with eight stations 4, each station being composed of two forming and sealing tools 7.
- the bodies are introduced into each tool 7.
- This tray 3 rotates discontinuously and clocked via an indexer with 8 stops.
- the covers in the form of flat areas previously cut from a strip, as described below, are transferred into the sealing tools 7 by an introduction device 6. These covers are then formed through a matrix 8 creating a vertical skirt , then inserted into a tubular body by a sealing pad 9.
- Finisher 10 completes the cardboard cover of the box.
- the tubular bodies with the sealed obturating structures are introduced into a rotating plate 11 with eight stations 12. This plate rotates discontinuously and clocked via an indexer with eight stops. Each station is made up of two finishing modules. 13.
- the tubular bodies are introduced two by two into each finisher. At one or more stages of a station 12, the two boxes being finished are presented to a double finishing tool 14 which performs a specific operation simultaneously on each of the two boxes. Up to eight finishing operations are possible, for example a pre-cut to facilitate opening, hemming, or stacking.
- the boxes are then ejected on a conveyor 30 two by two. This conveyor leads to the palletizing of the boxes.
- a garment unit 15 illustrated as a whole by the figure 2 , makes the covers flat by assembling a strip of cellulosic material 16, generally cardboard, most often printed, but not always, and a strip of membrane 17, which can have a complex structure.
- Two by two flat covers are made using a 2-track printed cardboard reel. This results in a cost saving on the material of the covers of the order of 10 to 15% compared to a printed single coil since the printed mother coils with two tracks are less overlapped.
- the printed strip has a constant pitch marked by spots 18, because the printing of the covers is aligned with respect to the spots.
- This strip is towed by several strip advance devices 19 with motorized rollers which are slaved to each reading of a spot by a reader 20.
- This device also pulls the membrane strip 17 which is then synchronized with the advance of the cover. Operations are performed at each stop on the strip of cellulosic materials 16, the membrane strip 17 and the composite strip 21 which results from their assembly in an assembly device 22, an embodiment of which is described below.
- This strip then passes through a cutting station to be cut into lids.
- this confection unit can carry out multiple operations on cardboard or other strips, and this in an easy way since they are made flat. It is thus possible to produce cardboard dusting grids from a cardboard membrane, to add impressions on both sides of a strip, to have additional components on a cover such as a pouring spout, a cap, etc.
- Upstream of the assembly operations not illustrated in the figures could be carried out on the membrane strip, which may be a simple or complex film, a strip of simple or complex cardboard. These operations can for example be: cutting and turning a tongue, holes for a sprinkling grid, closed or not, adding a printed document, placing a pouring spout or a plastic cap, ... Such operations are also possible on the cover strip. The advance of the two bands being synchronized, the precision of the operations is ensured.
- the steps are either determined by printed spots or by the tape feed itself via an encoder.
- the cutting of the composite strip into individual covers is illustrated by the figure 5 .
- Advancing a cover to a first sealing station 4 leads to a request for an assembly sequence for a pitch of cardboard strip 16 with a membrane.
- the time interval between the manufacture of the structure of the flat cover and the forming of the cover in the sealing unit can be controlled. This is advantageous for the lid forming / sealing step, since the adhesive bonding the membrane to the lid does not have enough time to completely dry.
- the membrane can slide relative to the cover. This allows on the one hand to eliminate the presence of air between the cover and the membrane and on the other hand, to limit the forming constraints on the materials. Indeed, if there was too much air between the cover and the membrane, the temperature of the sealing pads would expand the air present between the cover and the membrane so that at the exit of the machine, the cover would be inflated and the box does not comply with the specifications.
- the limitation of the forming constraints between the cover and the membrane also makes it possible to limit the presence of folds, capable of causing non-sealing of the seal and of limiting the stretching and therefore the embrittlement, even the rupture, of complex films of PE type, OPP, PET, aluminum ... forming the packaging barrier against humidity, air.
- the limitation of the forming constraints also limits the deformation of a possible tongue and of its cutout situated on the vertical part of the skirt after the forming of the cover.
- connection of the assembly device to the station for cutting the covers includes a soft strand 23.
- the composite strip produced can then be continuous and without tension between the assembly and the cutting of the cover, the two stations are mechanically independent.
- the control of the glue drying is controlled by several factors. These factors are the adhesive setting time, the water-based adhesives having drying times between 20 seconds and three minutes, the distance between the cover / membrane bonding station and the speed of the machine. In the event of prolonged machine shutdown, the covers between the gluing station and the forming can be purged automatically or manually.
- the composite 21 is manufactured directly on the machine, therefore no storage of the finished product, consumption on demand therefore no waste, no special machine to do this work, therefore, overall, a cost saving.
- This method of making two-component covers is also usable for the manufacture of bottoms. Indeed, for economic or technical reasons, it may be wise to make a lamination of cardboard and barrier / sealant materials for a fund using the same method. A background can then be created online with various materials. We then take advantage of the advantage of the limitation of mechanical stresses described above to improve the tightness of the boxes.
- the cardboard strip 16 is towed by a device for motorized rollers advancing the strip 19.
- This device drives both the cardboard strip 16 and that of the membrane 17.
- the two strips are then synchronized in advanced.
- the embodiment illustrated by figure 3 is executed in several stages.
- the first step optional, consists in making a relief 24 of the cardboard strip by a pneumatic, hydraulic or electric press.
- the central part remains flat, but the glue deposit area is slightly raised. Thus, when the adhesive film is deposited, it is located above the central part.
- the glue will not rub the membrane and spread out towards the center.
- a film of glue 0.2 to 0.5 mm thick is deposited on the inner part of the cover / cardboard strip opposite the printing by two impressions 25, one for each track of the strip, via a translational movement passing the impressions 25 of a glue tank 26 until contact with the cardboard strip.
- This movement is ensured by an electric, hydraulic pneumatic cylinder or by the transformation of a rotational movement, connecting rod / crank for example.
- Each impression then returns to the glue tank to refill with glue.
- the shape of the adhesive film thus deposited is the same as the impression.
- the shape of the imprint is a ring with diameters respectively slightly greater than the inside diameter of the box and slightly greater than the diameter of the lid cutout.
- the installation of the adhesive must be carried out with great precision. On the one hand so that the membrane and the cover remain perfectly bonded during cutting, on the other hand so that the glue does not disperse towards the inside of the cover.
- the glue must also be present on the outside of the cover cutout to bond the membrane strip to the cover strip of the cutout skeleton, to facilitate the operation of the skeleton extraction device.
- it is also necessary to prevent the glue from dispersing too much towards the outside of the strip. Indeed, the width of the strip being optimized to limit costs, the distance between the adhesive and the ends of the strips is very small.
- the adhesive were to overflow on the sides of the composite cover / membrane, the elements in contact with the composite strip would be quickly polluted by the adhesive (tape advance for bonding, cutting, extraction as well as the guide elements, die cutting die and forming / sealing tool). This can cause production stoppages as well as user complaints
- a cover / membrane composite is created.
- a very fine punch 27 firstly insulates the inner part of the lid to a diameter slightly less than the diameter of the adhesive imprint by pressing on the lid and membrane strips.
- Another punch 28 then plays the same role for the outer part of the cover with a diameter slightly greater than the diameter of the adhesive imprint.
- a presser 29 located between the two punches 27, 28 can then compress the glue to bond the two strips. The glue spreads only between the two punches.
- gluing For good management of the gluing cycle, gluing must be followed by a step forward of the strip, the presser being arranged one step after the glue has been removed.
- the adhesive In the event of production stoppage, the adhesive cannot therefore dry on the cardboard strip and thus make the connection between the cover and the membrane impossible or add an additional thickness to the cover / membrane composite constituted by a film of adhesive not yet compressed by the presser and therefore in relief. This ensures on-demand and online production of the cover / membrane sealing structures.
- This gluing process is applicable to making funds.
- the step of highlighting the cover is not necessary since there will be no separation of the complex a posteriori.
- the advance is no longer stopped by reading a printed spot, but by a step-by-step advance.
- This hole relates to the positioning of the strip on the garment unit with respect to gluing and other operations.
- This hole is then used as a spot to control the stop of the cutting strip advance. It is then possible to use non-printed and therefore cheaper cartons while having the function of separating the cover / bottom unit posts and cutting the cover / bottom.
- This belt advance device illustrated by the figure 4 uses a mechanism composed of two drive rollers of the same diameter.
- a servomotor 34 actuates one of the two rollers 31, the non-motorized roller 32 is driven by the motorized roller 31 via a pinion 33 or a belt.
- the two rollers are then driven in perfectly synchronized manner which improves the precision of each advance, in particular when the advance is stopped on the printed spot. This precision makes it possible to perfectly respect the centering of the strips relative to the spots during the various operations carried out on a cover, a membrane or a bottom.
- the objective is to use a printed cover strip with double tracks, optimized in width and in pitch, thus limiting the amount of material not directly used in the manufacture of the packaging.
- This cutting step is imposed by an economic variable. Indeed, to optimize the cost of the cardboard strips, and other parts of the composite, the distances between neighboring covers as well as the width of the strip must be reduced as much as possible, the surface of the cutting skeleton not being valued in the product. finished.
- the pitch can also be imposed by the printing machines of the suppliers.
- the offset cutting angle is then a function of the pitch of the spots and the width of the strips used. With this method of cutting two covers 35,36 offset by a pitch Pb of the strip, a cutting pitch Pd of the order of magnitude of about 1.4 * Pb is obtained, so that there is more space to place the tools related to cutting and transferring the cover.
- Cutting tools are known per se to those skilled in the art. It will be noted that the die punches of the cutting tools can extend laterally from the composite strip.
- the pitch of the sealing tools Po is not necessarily the same as the cutting pitch Pd, by the fact that for reasons of flexibility of the operations, the format changes (diameter or shape) must be rapid and at a cost. limited tooling.
- the pitch of the Po tools is therefore the result of an optimization for a panel of formats. This difference between the cutting pitch Pd and the constant pitch of the tools Po imposes a solution of pitching Po by the transfer system, the covers once cut
- the figures 8 and 9 illustrate two cases where Pd ⁇ Po and Pd> Po respectively.
- the movement of this transfer device is ensured by a linear actuator 37, pneumatic, electric or other, ensuring a rectilinear movement.
- the transfer angle is achieved by the movement of the two transfer slides 38, which themselves have a transverse movement.
- the two transfer slides 38 which themselves have a transverse movement.
- the cutting pitch is 141.42 mm (2 diameters 90 cut)
- the pitch of the forming / sealing tools for the cover (or bottom) is 132 mm
- the distance between the cutting point and the center of the forming tool / sealing is 200 mm.
- the transfer device must then have a transfer angle of 2.7 ° to effect this transition.
- This compact system makes the exit of the strip skeleton more reliable by pulling on it with a roller traction device 19 as described above, arranged downstream of the cut, instantly reproducing the movement of the strip advance 19 of the strip. composite upstream of cutting.
- This improvement in precision is due to the fact that the strip remains taut under the cutting station. We thus avoid the formation of wave (s) at the front of the tape advance upstream of the cutting of the covers, situated relatively far behind the cutting position because of the diagonal cutting system.
- the latter is stretched by the skeleton extraction advance strip after the execution of each advance and before each cutting.
- This tension movement is important because the overall yield between the two band feeds and the path of the skeleton band is subject to a variable yield, due to the variable friction coefficient, to the machining tolerance between the 2 band feeds , etc ...
- This function is ensured by a micro advance calibrated by the extraction servomotor. The stopping of this micro advance is controlled by a constant torque or a time delay.
- the skeleton resulting from the cutting of the cover is, as previously described, a composite.
- one or the other part of this composite can be composed of "noble" materials, pure cellulose or aluminum for example.
- the machine can be equipped with a separator band of cellulose materials / membrane band after extraction.
- a tape advance 19 ' is added after that of extraction 19 of the skeleton, operating on the same principle.
- a strip separation device 40 illustrated schematically on the figure 7 is placed between these two tape feeds. Only one of the two bands is pulled by the last band advance 19 '. The strips are thus separated, the control of the gluing of the cover allowing easy separation. Each element is then collected in different containers.
- the forming / sealing pads according to the invention have a design favoring this, illustrated on the figure 10 .
- a conical interface 9 makes it possible to create a support at the center of the cardboard layer 44 of the cover to channel the air circulation from the center of the cover, towards the skirt then towards the outside, as shown by the arrows on the figure 10 .
- the difference between the hot and cold parts of the tool can exceed 50 ° C.
- the hot part 45 of the sealing tool is isolated from the conical interface 9 by an appropriate mounting of the latter on the support 47 of the tampon, itself isolated from the hot part 45 by an insulating material 46.
- the temperature on the support interface 9 is then limited, the printing of the cover is therefore not altered by heat (no reactivation of the inks and varnishes).
- the support 47 of the tool is perforated to let the hot air come out.
- the sealing temperature can be reduced.
- the decrease in the sealing temperature avoids weakening the barrier films 42 of the tubular body and seal films 43 of the cover.
- the cardboard layer 41 of the tubular body and the skirt of the cover being subjected to high pressure by the back-sealing module 58, the cohesion between the sealing films of the body 42 of the box and of the membrane 43 has more time for be homogeneous without being degraded by a high temperature.
- the tightness of the boxes and the resistance of the cover are thereby improved.
- the air is evacuated not only during the forming of the cover but also during the static sealing phase (buffer in the low position in the cover and cover in its final position in the box). The same process is applicable to the sealing of a simple or composite bottom.
- the accuracy of the depth of the lids (or bottoms) in a box is essential for the conformity of the finished product.
- the position depth of the covers may vary from box to box for various reasons.
- the machine is equipped with two independent forming / sealing systems 7 with programmable stroke for each pair of forming station 4. Thanks to the register of the sealing plate 3, the machine knows which tool 7 is to time t at the cover forming / sealing station.
- the forming system can be assigned a stroke for each tool. This stroke can be modified at any time by an operator, following a depth check.
- the depth can also be adjusted dynamically by measuring the depths of the outgoing covers from the sealing station. This measurement is carried out by an appropriate sensor, the cover / tool affiliation is made by the register of the PLC.
- the automaton can then give the forming tools the appropriate strokes for each tool, within a pre-determined tolerance threshold.
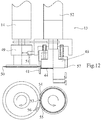
- This device of the finishing unit is used to make a precise precut on a cover and uses a circular cutting knife.
- the box fits into a mandrel 48 called a precut mandrel.
- the knife 50 mounted on a movable support 49 then plunges onto the box passing through all the layers 41, 42 of the body of the box and of the membrane 43 of the cover.
- a fixed stop 51 limits its diving so that it does not pass through the cardboard layer 44 of the cover.
- the diving position of the knife is located on the vertical skirt of the cover / membrane composite and below the surface of adhesive bonding the membrane to the cover previously sealed by the sealing unit 2 of the machine.
- the mandrel 48 then rotates to completely or partially cut the perimeter of the box.
- the mandrel 48 and the knife 50 are linked by a mechanical transmission or by a virtual axis.
- a servomotor 52 drives the precut mandrel; in the other case, an additional servomotor drives the knife.
- a tangential speed synchronization is established between the knife 50 and body 41 of the box.
- This synchronization is either obtained by a mechanical transmission, by chain or belt, the reduction or multiplication ratio of which is the same as the ratio between the diameter of the pre-cut mandrel 48 and the diameter of the knife 50, or by rotation interpolation of the two servomotors of the precut mandrel and the knife, the respective speeds of which are coordinated with the reduction or multiplication of the box / knife.
- the ratio is 1; for a 50mm pre-cut mandrel and a 100mm diameter knife, the reduction ratio is 2, the gearbox then rotating twice as fast as the knife with regard to the number of revolutions per minute.
- the knife wire can be deliberately altered by local removal 53 of the cutting wire thus maintaining a link between the cover and the box to create more or less thick attachment points on the box, which serve then tamper-evident points 54.
- the lid will be opened after the attachment points 54 have broken.
- An opening hinge 55 can also be produced according to the same principle. In this case, the alteration of the cutting line 56 is greater. The cover then remains linked to the body after opening. You can also obtain a hinge by making an incomplete cut out of the box by making less than one turn with the pre-cut mandrel.
- the precision of the precut must be high, so as not to pass through the cover part of the membrane / cover composite, and repetitively, an original sensor is placed on the knife holder. After each cutting cycle, the knife returns to its initial position. Thus, the same part of the cutting line is always used relative to the precut mandrel. The wear of the knife is then more homogeneous and easily compensated by the reduction of the distance between the pre-cut mandrel and the knife when the latter is plunged. In addition, thanks to this sensor, the attachment points can always be in the same place relative to the mandrel.
- a support is made on the top of the box by a prestressing module 57, movable in translation, prestressed by springs. This prestressing of the box also stabilizes it, preventing the cutting line of the knife from moving the box along the axis of rotation. The junction of the precut is then perfect.
- This device is adaptable for non-round boxes (oval, square, rectangular ).
- the diving stop is no longer fixed, but variable depending on the shape of the cover. Its position varies by copying a roller rotating on a cam of homothetic shape to the cutting mandrel, the roller being on the frame of the knife holder, or by the movement of an electric axis interpolated to the shape by programming it. .
- the stops of the tape feeds are managed by reading a printed spot with respect to each printing of the cover, for example by an optical cell. In some cases, it happens that the spot is improperly printed or degraded, the reading of the spot is then impossible. If a tape feed is missed due to a missing spot or illegible, the cover and membrane strips are then offset with respect to printing, all the operations carried out prior to the joining of the strips are also offset and the cover resulting from assembly and several future covers are non-compliant. If these same covers are inserted in a box body, the whole box is non-compliant; which represents a risk to the end customer.
- the machine's automation is capable of managing this problem automatically without creating a line stop and purging of tape which is costly in time and in raw material by the following process: steps (printing ) of the band are constant, with a certain tolerance. This tolerance is taken into account to determine the size of the gluing imprint as well as the centering of the print. If all the tape stops are within this tolerance, the covers are considered to be correct.
- the printing step of the covers is indicated via the man / machine interface, the minimum and maximum tolerance of the advance, which can vary depending on the type of operation to be performed on the strips, is also given. At each advance, the automaton compares the position of the spot with respect to the actual advance made.
- This measurement is made using the encoder of the tape feed servomotor or an encoder wheel pulled by the cover strip. If the spot is detected before the end of the theoretical advance of a printing step, it is ignored and the tape advance stops at the value of the previously programmed printing step. The cover is then positioned within the tolerances. If the spot is not detected at its theoretical position, the tape advance stops at the value of the previously programmed printing step. The cover is then positioned within the tolerances.
- the number of advances made in pitch measurement mode in the event of a non-conforming spot is programmable by the operator; if this number is exceeded, non-compliant covers are saved in a register and then removed from the cutting station as follows. Cutting of the lids is stopped, the cover strip advance then advances to remove the non-conforming lids from the cutting system. The risk of boxes with non-compliant covers is thus eliminated. The same process is used for the cover cutting strip advance.
- the machine according to the invention is a fast machine, capable of producing 80 to 200 units per minute of box body provided with lids or bottoms based on cardboard materials.
- the main advantage of the machine is to produce 80 to 85% faster than a state-of-the-art machine with comparable operating costs, and this with a single machine, therefore fewer mechanical, electrical, electronic elements. and tires than 2 old generation machines operating at the same time.
- the use of a machine according to the invention in place of two machines of the state of the art generates savings in space, in electrical consumption, in additional equipment and in spare parts; which significantly reduces the production cost of the boxes and therefore the cost price.
- the machine according to the invention needs only one person for the control. Production therefore increases from 80 to 85% but the number of people on the line remains the same.
- the space saving is also very important, for example for the versions adapted for the installation of cardboard bottoms after filling, which are machines used at the end customer, because customers rarely have the place to accommodate several machines in the same place of production.
- the technology of manufacturing and assembling boxes with cardboard lids and bottoms that is to say ecological and recyclable packaging, is more voluminous than the conventional technologies of composite cardboard boxes, it i.e. cardboard body, metal bottom and plastic cover with membrane, difficult to recycle.
- the space saving argument is therefore important if the question arises of switching from composite box technology to entirely cardboard box technology.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Making Paper Articles (AREA)
Description
- La présente invention concerne le domaine des emballages tubulaires en carton, comprenant un corps tubulaire rigide fait d'un matériau cartonné, un fond et/ou un couvercle également fait d'un matériau cartonné, assemblés au corps tubulaire, destinés à contenir des produits solides sous formes divisées, telles que poudres, grains, granulés, fibres, chips, etc. ou encore des produits sous forme liquide ou sous forme pâteuse. Les emballages tubulaires concernés sont aussi bien les emballages de section circulaire que les emballages tubulaires de section non circulaire, par exemple des emballages de section rectangulaire ou ovale.
- Le terme emballage en carton désigne usuellement des emballages dont 90 à 98% en poids sont constitués de matériaux cellulosiques. Ce type d'emballage comprend, en plus des couches de matériaux cellulosiques, des couches ou revêtements métalliques, tels que l'aluminium, ou synthétiques, associés aux matériaux cellulosiques pour former des matériaux surfaciques composites, qui sont désignés ici par le terme «matériau cartonné». Ces matériaux métalliques ou synthétiques constituent, selon une terminologie généralement acceptée, un «matériau barrière » isolant le produit stocké à l'intérieur de l'emballage de l'environnement extérieur, par exemple pour éviter une oxydation, un dessèchement, ou vis-à-vis de polluants. Les couches ou revêtements synthétiques peuvent également jouer un rôle essentiel de scellage entre deux parties de l'emballage au cours de sa fabrication; dans ce cas elles sont généralement qualifiées de «matériau barrière réactivable». Dans la suite de ce texte, pour simplifier le langage, le terme «scellage» est utilisé pour qualifier l'opération faisant adhérer, de façon définitive ou réversible, deux matériaux d'un emballage, quel que soit le type de substance adhésive, colle à froid, colle à chaud, hotmelt, revêtement fusible, etc. mise en œuvre.
La présente invention concerne plus particulièrement un procédé de fabrication d'emballages en carton comprenant un corps tubulaire fait d'une ou plusieurs couches d'un matériau cartonné et une structure obturante, qui forme soit le couvercle soit le fond de l'emballage, comprenant - la fourniture de structures obturantes sous forme d'aplats comprenant une partie centrale de forme conjuguée à la forme de l'ouverture des corps tubulaires, entourée d'une partie périphérique rabattable suffisante pour assembler de manière étanche une structure obturante avec la paroi latérale interne d'un corps tubulaire,
- l'introduction des structures obturantes dans un outil de formage, la mise en forme de cuvette et au besoin le chauffage de la structure obturante,
- l'introduction, la pose et le scellage de la cuvette dans le corps tubulaire au moyen du dit outil de formage.
- La présente invention concerne également une machine pour mettre en œuvre le procédé ci-dessus.
- Le brevet français publié sous le No
FR 2 716 408 - La demande de brevet
FR 1251086 - l'assemblage à plat de trois matériaux en bandes, à savoir un matériau cellulosique revêtu d'au moins un matériau barrière réactivable, une pièce de laminage et un matériau formant la membrane de sécurité;
- la découpe de la bande composite formée des trois matériaux assemblés en structures obturantes sous forme d'aplats comprenant une partie centrale de forme conjuguée à la forme de l'ouverture des corps tubulaires, entourée d'une partie périphérique rabattable suffisante pour assembler de manière étanche la structure obturante avec la paroi latérale interne d'un corps tubulaire;
- l'introduction de ladite structure obturante dans un outil de formage, de pose et de scellage, le chauffage et la mise en forme de cuvette de la structure obturante, l'introduction et le scellage de la cuvette dans le corps tubulaire au moyen du dit outil de formage, de pose et de scellage;
- la prédécoupe de la paroi latérale du corps tubulaire et de la membrane selon une ligne périphérique située au-dessus de ladite languette;
- optionnellement une opération de finition, telle qu'un ourlage.
- La demande de brevet
US 2005/034819 décrit une machine de fabrication de godets coniques, les corps étant réalisés un à un dans une première unité puis alimentés un à un à un plateau d'assemblage, alors que les fonds des godets sont alimentés deux par deux à ce plateau d'assemblage. De ce fait, la cadence du dispositif d'alimentation des fonds peut être diminuée de moitié par rapport à la cadence de l'unité de fabrication des corps. - La demande de brevet
FR 2 060 078 - Les machines de l'état de la technique mettant en œuvre les procédés décrits ci-dessus travaillent à des cadences de 20-80 unités, à savoir corps tubulaires + couvercles, par minute. Après adaptation, ces machines à former des couvercles permettent également la pose de fonds en carton dans des boites préalablement remplies. Cette dernière opération s'effectue dans les usines consommatrices de ces emballages.
- Avec le fort développement des ventes de boites en carton du type décrit ci-dessus depuis 2007 et la pression sur les prix exercée par les industries consommatrices de ces emballages, une demande existe pour trouver des solutions techniques pour produire plus, plus vite et donc moins cher.
- A cet effet, l'invention propose un procédé de fabrication d'emballages selon la revendication 1 comprenant un corps tubulaire fait d'un matériau cartonné et une structure obturante, comprenant
- l'approvisionnement d'une unité de scellage en corps tubulaires préformés et en structures obturantes sous forme d'aplats comprenant une partie centrale de forme conjuguée à la forme de l'ouverture des corps tubulaires, entourée d'une partie périphérique rabattable suffisante pour assembler de manière étanche une structure obturante avec la paroi latérale interne d'un corps tubulaire,
- l'introduction de chaque structure obturante dans un outil de formage, et sa mise en forme de cuvette
- l'introduction, la pose et le scellage de ladite cuvette dans un corps tubulaire au moyen du dit outil de formage;
- si la structure obturante est un couvercle, la prédécoupe de la paroi latérale dudit corps tubulaire et une prédécoupe partielle du dit couvercle selon une ligne périphérique,
- si la structure obturante est un couvercle, au moins une opération de finition de l'extrémité de l'emballage portant ladite structure obturante,
- Selon un mode d'exécution, le procédé comprend
- l'assemblage à plat d'au moins deux matériaux en bandes, à savoir une bande d'un matériau cellulosique pouvant être revêtu d'au moins un matériau barrière et une bande d'un matériau formant une membrane de sécurité, en une bande composite,
- la découpe de la bande composite en structures obturantes par paires d'aplats, l'un des aplats d'une paire étant découpé dans la partie gauche et l'autre aplat de la même paire étant découpé dans la partie droite de la bande composite.
- Selon un mode d'exécution, le procédé est cadencé pas à pas, et l'avance des bandes d'un pas, une séquence d'assemblage des matériaux en bandes et une séquence de découpe de deux structures obturantes dans la bande composite sont asservies à l'introduction d'une paire de structures obturantes dans l'outil de formage.
- Selon un mode d'exécution, une séquence d'assemblage de la bande composite comprend
- la création d'une différence de relief sur la bande de matériau cellulosique entre les zones centrales d'une paire de structures obturantes et les zones périphériques à encoller, cette étapes de procédé étant optionnelle selon les colles,
- la pose d'un film de colle sur les lesdites zones périphériques,
- la mise en contact de la bande de matériau cellulosique et de la bande de membranes,
- le pincement de la zone à encoller entre et par des poinçons compressant localement lesdites bandes,
- l'application d'un outil presseur entre les dits poinçons.
- Selon un mode d'exécution, après chaque avance de la bande composite et avant la découpe d'une paire de structures obturantes le squelette de la bande composite est tendu par des moyens de traction.
- Selon un mode d'exécution l'aplat découpé dans la partie gauche et l'aplat découpé dans la partie droite de la bande composite lors d'une même opération de découpe sont longitudinalement décalés.
- Selon un mode d'exécution le squelette de la bande composite est séparé en ses composantes en aval desdits moyens de traction.
- Un autre objet de l'invention est une machine de fabrication d'emballages selon la revendication 8 comprenant un corps tubulaire fait d'un matériau cartonné et une structure obturante faite d'un matériau cartonné, assemblée au corps tubulaire, ladite machine comprenant
- une unité de scellage comprenant un plateau de scellage tournant, le dit plateau de scellage comprenant un nombre N de postes de scellage, avec 3 ≤ N ≤ 50, chaque poste de scellage comprenant deux outils de scellage, le dit plateau de scellage tournant de manière cadencée via un indexeur à N stops,
- un dispositif d'alimentation introduisant des corps tubulaires deux par deux dans un premier poste de scellage,
- un dispositif d'introduction amenant des structures obturantes sous forme d'aplats, deux par deux, à une paire d'outils de formage d'un deuxième poste de scellage en amont du premier poste de scellage,
- un dispositif de transfert de corps tubulaires, scellés à des structures obturantes, du plateau de scellage à une unité agencée en aval,
- Selon un mode de réalisation la machine comprend de plus
- une unité de finition comprenant un plateau de finition tournant, le dit plateau de finition comprenant un nombre N de postes de finition agencés pour accueillir chacun une paire de corps tubulaires scellés à des structures obturantes, le dit plateau de finition tournant de manière cadencée via un indexeur à N stops, et au moins un outil double de finition, avec lequel chaque poste de finition vient interagir pour effectuer au moins une opération spécifique de finition sur chaque corps tubulaire scellé à une structure obturante,
- un dispositif d'éjection des dits emballages du plateau de finition.
- Selon un mode de réalisation de la machine, N=8.
- Selon un mode d'exécution, la machine peut être réalisée avec seulement une unité de scellage, si on ne veut pas faire d'opération de finition sur la boite, en particulier dans le cas où le procédé concerne la pose des fonds sur des corps tubulaires.
- Selon un mode de réalisation de la machine un dit outil double de finition est un outil de prédécoupe de couvercle.
- Selon un mode de réalisation de la machine l'unité de finition comprend un outil double d'ourlage.
- Selon un mode de réalisation de la machine l'unité de finition comprend au moins un outil double de gerbage. Selon un mode de réalisation de la machine, elle comprend une unité de confection deux par deux de structures obturantes sous forme d'aplats comprenant une partie centrale de forme conjuguée à la forme de l'ouverture des corps tubulaires, entourée d'une partie périphérique rabattable suffisante pour assembler une structure obturante avec la paroi latérale interne d'un corps tubulaire, fonctionnant en mode cadencé pas à pas, et asservie à l'introduction d'une paire de structures obturantes dans deux outils de formage.
- Selon un mode de réalisation de la machine ladite unité de confection comprend
- un dévidoir d'une bande d'un matériau cellulosique pouvant être revêtu d'au moins un matériau barrière et un dévidoir d'une bande d'un matériau formant une membrane de sécurité, la largeur des dites bandes étant suffisante pour loger transversalement deux structures obturantes,
- optionnellement, un poste de mise en relief de zones prédéterminées de la bande de matériaux cellulosiques, en fonction du type de colle utilisée.
- un poste d'encollage de la bande de matériaux cellulosiques,
- un poste de découpe de structures obturantes comprenant deux outils de découpe décalés longitudinalement, et
- au moins un avance-bande synchronisant l'avance de la bande de matériau cellulosique avec l'avance de la bande de matériau de membrane, formant une bande composite, le dit avance-bande et les postes précités de l'unité de confection étant asservis au dit dispositif d'introduction.
- Selon un mode de réalisation de la machine ladite unité de confection comprend un dispositif extracteur de squelette de bande et en particulier un dispositif séparateur de squelette de bande en ses composantes.
- L'invention a également pour objet
- une machine selon l'invention comprenant un dispositif avance-bande pour une machine du type ci-dessus comprenant deux rouleaux d'entraînement de même diamètre et un servomoteur entraînant l'un des deux rouleaux, l'autre rouleau étant entraîné dans un rapport 1/1 par le premier rouleau.
- une machine selon l'invention comprenant un dispositif d'encollage pour une machine du type ci-dessus, comprenant une presse mettant en relief deux par deux des zones d'encollage, un porte-empreinte transférant un film de colle d'un réservoir sur lesdites zones d'encollage, un dispositif presseur comprenant un jeu de poinçons isolant les dites zones d'encollage et un presseur agencé entre les dits poinçons.
- une machine selon l'invention comprenant un dispositif d'introduction de structures obturantes pour une machine du type ci-dessus, présentant des moyens d'ajustement du pas de découpe de l'unité de confection des structures obturantes au pas des outils de formage d'un poste de scellage de l'unité de scellage comprenant un actionneur linéaire longitudinal et deux coulisseaux latéraux.
- une machine selon l'invention comprenant un outil de formage pour une machine du type ci-dessus, comprenant un tampon conique appuyant sur le centre d'une structure obturante pour chasser l'air entre le matériau cellulosique et le matériau de membrane vers la périphérie, le dit tampon conique étant isolé thermiquement de la partie chaude de l'outil de formage.
- une machine selon l'invention comprenant un tel outil de formage caractérisé en ce que la course de scellage du dit outil est ajustable.
- une machine selon l'invention comprenant un outil de prédécoupe pour une machine du type ci-dessus, ladite structure obturante étant le couvercle, comprenant un couteau de découpe circulaire et un mandrin de prédécoupe logeant un corps tubulaire, le dit couteau étant agencé par rapport au mandrin de façon à inciser le corps tubulaire en dessous de la surface de colle liant la membrane aux matériaux cellulosiques du couvercle et de façon à traverser toutes les couches du corps tubulaire et la membrane mais non le matériau cellulosique du couvercle, les vitesses de rotation du couteau et du mandrin étant ajustées de façon à synchroniser les vitesses tangentielles du couteau et du corps tubulaire.
- une machine selon l'invention comprenant un tel outil de prédécoupe, caractérisée en ce que le fils du couteau est altéré localement pour créer des points d'attache ou une charnière.
- une machine selon l'invention comprenant un tel outil de prédécoupe, comprenant un module de précontrainte appuyant sur le sommet de l'emballage.
- D'autres caractéristiques et avantages de l'invention apparaîtront à l'homme du métier de la description ci-dessous d'un mode d'exécution d'une machine selon l'invention ainsi que de modes d'exécution de certaines de ses composantes un, en se référant aux dessins, dans lesquels
- la
figure 1 est une vue schématique de l'ensemble d'une machine, - la
figure 2 est une vue schématique d'une unité de confection de la machine de lafigure 1 , - la
figure 3 est une vue schématique de la partie amont de l'unité de confection de lafigure 2 , - la
figure 4 est une vue en perspective d'un dispositif avance-bande, - les
figures 5 et6 sont des vues schématiques illustrant la progression de la bande des figures précédentes au niveau de la découpe de cette bande et en aval de celle-ci, - la
figure 7 est une vue schématique illustrant le traitement du squelette de la bande après découpe selon lafigure 6 , - les
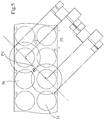
figures 8 et9 sont des vues schématiques illustrant deux configurations du dispositif d'introduction des structures obturantes dans l'unité de scellage, - la
figure 10 est une vue schématique en coupe d'un tampon de scellage, - la
figure 11 est une vue schématique illustrant l'ajustement de la course de l'outil de formage, - la
figure 12 est une vue schématique en coupe illustrant un outil de prédécoupe. - Le mode d'exécution décrit ci-dessous est une machine assemblant des corps tubulaires de section ronde à des couvercles ronds pour former des emballages disposant d'une membrane de sécurité. L'homme du métier est en mesure d'en adapter les caractéristiques pour réaliser des modes d'exécution traitant des corps tubulaires de sections parallélépipédiques, oblongues, ovoïdes, ou d'autres formes ainsi que des modes d'exécutions mettant en œuvre d'autres types de structures obturantes. On peut également observer que les corps peuvent être traités de façon horizontale ou verticale selon la configuration machine choisie.
- La machine 1 illustrée par la
figure 1 se compose de 3 unités principales :
L'unité de scellage 2 scelle les structures obturantes, c'est-à-dire des couvercles, dans des tubes rigides arrivant d'une machine de fabrication de corps tubulaires via un dispositif d'alimentation 5. Les corps sont introduits deux par deux dans un plateau tournant 3 à huit postes 4, chaque poste étant composé de deux outils de formage et de scellage 7. Les corps sont introduits dans chaque outil 7. Ce plateau 3 tourne de manière discontinue et cadencée via un indexeur à 8 stops. Les couvercles, sous forme d'aplats préalablement découpés depuis une bande, comme décrit ci-dessous, sont transférés dans les outils de scellage 7 par un dispositif d'introduction 6. Ces couvercles sont ensuite formés à travers une matrice 8 créant une jupe verticale, puis insérés dans un corps tubulaire par un tampon de scellage 9. Les boîtes ainsi obtenues, corps tubulaire + couvercle, restent dans le plateau avec le tampon de thermo-scellage en position basse pendant un ou plusieurs indexages du plateau. Les tampons sortent ensuite des boites et les boîtes ainsi créées sont éjectées du plateau de scellage et amenées par un dispositif de transfert 14 à une unité de finition. - L'unité de finition 10 termine le couvercle cartonné de la boite. Les corps tubulaire avec les structures obturantes scellées sont introduits dans un plateau tournant 11 à huit postes 12. Ce plateau tourne de manière discontinue et cadencée via un indexeur à huit stops. Chaque poste est composé de deux modules de finition. 13. Les corps tubulaires sont introduits deux par deux dans chaque module de finition. A une ou plusieurs étapes d'un poste 12, les deux boites en cours de finition sont présentées à un outil double de finition 14 qui effectue une opération spécifique de manière simultanée sur chacune des deux boites. Jusqu'à huit opérations de finition sont possibles, par exemple une prédécoupe pour faciliter l'ouverture, un ourlage, ou encore un gerbage. Les boites sont ensuite éjectées sur un convoyeur 30 deux par deux. Ce convoyeur aboutit à la mise en palette des boites.
- Une unité de confection 15, illustrée dans son ensemble par la
figure 2 , confectionne à plat les couvercles par assemblage d'une bande de matériau cellulosique 16, en général du carton, le plus souvent imprimée, mais pas toujours, et d'une bande de membrane 17, qui peut avoir une structure complexe. La confection des couvercles à plat deux par deux est réalisée en utilisant une bobine de carton imprimée à 2 pistes. Ceci entraîne un gain de coût sur le matériau des couvercles de l'ordre de 10 à 15 % par rapport à une bobine simple imprimée car les bobines mères imprimées à deux pistes sont moins reprises en recoupe. - La bande imprimée a un pas constant marqué par des spots 18, car l'impression des couvercles est calée par rapport aux spots. Cette bande est tractée par plusieurs dispositifs avance-bande 19 à rouleaux motorisés qui sont asservis à chaque lecture d'un spot par un lecteur 20. Ce dispositif tracte également la bande de membrane 17 qui est alors synchronisée sur l'avance du couvercle. Des opérations sont effectuées à chaque arrêt sur la bande de matériaux cellulosiques 16, la bande de membrane 17 et la bande composite 21 qui résulte de leur assemblage dans un dispositif d'assemblage 22 dont un mode d'exécution est décrit ci-dessous. Cette bande passe ensuite dans un poste de découpe pour y être découpée en couvercles.
- Outre la découpe des couvercles, cette unité de confection peut réaliser des opérations multiples sur des bandes de carton ou autre, et ce de manière aisée car réalisées à plat. Il est ainsi possible de réaliser des grilles de poudrage en carton à partir d'une membrane en carton, d'ajouter des impressions sur les deux faces d'une bande, de disposer des composants supplémentaires sur un couvercle tel qu'un bec verseur, un bouchon, etc. En amont de l'assemblage, des opérations non illustrées sur les figures ont pu être réalisées sur la bande membrane, qui peut être un film simple ou complexe, une bande de carton simple ou complexe. Ces opérations peuvent par exemple être: la découpe et le retournement d'une languette, des trous pour une grille saupoudreuse, obturés ou non, l'ajout d'un document imprimé, la mise en place d'un bec verseur ou d'un bouchon plastique, ... De telles opérations sont aussi possibles sur la bande de couvercle. L'avance des deux bandes étant synchronisée, la précision des opérations est assurée.
- L'homme du métier prendra connaissance avec intérêt de modes d'exécution particuliers de certaines étapes du procédé selon l'invention et de modes de réalisation de certains postes de travail de la machine selon l'invention, décrits ci-après.
- L'assemblage de la bande en carton 16 avec la bande de membrane 17 par encollage pour former une bande composite 21, illustré par les
figures 2 et3 , est effectué de manière discontinue mais cadencée pas à pas dans la zone amont de l'unité de confection 15. Les pas sont soit déterminés par des spots imprimés ou par l'avance bande lui-même via un codeur. La découpe de la bande composite en couvercles individuels est illustrée par lafigure 5 . L'avance d'un couvercle à un premier poste de scellage 4 entraîne une demande de séquence d'assemblage d'un pas de bande en carton 16 avec une membrane. Ainsi, l'intervalle de temps entre la fabrication de la structure du couvercle à plat et le formage du couvercle dans l'unité de scellage peut être maitrisé. Ceci est avantageux pour l'étape de formage/scellage du couvercle, car la colle liant la membrane au couvercle n'a pas assez de temps pour complètement sécher. Ainsi, lors du formage du couvercle dans les outils de scellage 7 réalisant le passage d'une découpe plane à un couvercle formé avec jupe verticale, la membrane peut glisser relativement au couvercle. Ceci permet d'une part d'éliminer la présence d'air entre couvercle et membrane et d'autre part, de limiter les contraintes de formage sur les matériaux. En effet, s'il y avait trop d'air entre le couvercle et la membrane, la température des tampons de scellage dilaterait l'air présent entre le couvercle et la membrane de sorte qu'en sortie de la machine, le couvercle serait gonflé et la boite non conforme au cahier des charges. La limitation des contraintes de formage entre couvercle et membrane permet également de limiter la présence de plis, susceptibles d'entraîner une non étanchéité du scellage et de limiter l'étirement et donc la fragilisation, voire la rupture, des films complexes de type PE, OPP, PET, aluminium... formant la barrière de l'emballage vis-à-vis de l'humidité, de l'air. La limitation des contraintes de formage limite aussi la déformation d'une éventuelle languette et de sa découpe située sur la partie verticale de la jupe après le formage du couvercle - Pour des raisons de souplesse, la liaison du dispositif d'assemblage au poste de découpe des couvercles inclue un brin mou 23. La bande composite réalisée peut alors être continue et sans tension entre l'assemblage et la découpe du couvercle, les deux postes sont mécaniquement indépendants.
- La maitrise du séchage de la colle est contrôlée par plusieurs facteurs. Ces facteurs sont le temps de prise de la colle, les colles à base d'eau ayant des temps de séchage compris entre 20 secondes et trois minutes, la distance entre le poste de collage couvercle/membrane et la cadence de la machine. En cas d'arrêt prolongé de la machine, les couvercles présents entre le poste de collage et le formage peuvent être purgés de manière automatique ou manuelle.
- De plus, le composite 21 est fabriqué directement sur la machine, donc pas de stockage du produit fini, consommation à la demande donc pas de gâche, pas de machine spéciale pour faire ce travail, donc, globalement, un gain de coût.
- Si la distance entre le collage des couvercles et le formage des couvercles est très importante et qu'un séchage de la colle est inévitable, il est possible d'utiliser des colles à réversibilité thermique. Dans ce cas, la liaison entre le couvercle et la membrane sera momentanément limitée ou réduite par la chaleur du tampon de formage du couvercle.
- Ce mode de confection de couvercles à deux composantes est également utilisable pour la fabrication de fonds. En effet, pour des raisons économiques ou techniques, il peut être judicieux de réaliser un complexage de carton et de matériaux barrière/scellant pour un fonds en utilisant la même méthode. Un fond peut alors être créé en ligne avec divers matériaux. On profite alors de l'avantage de la limitation des contraintes mécaniques décrite ci-dessus pour améliorer l'étanchéité des boites.
- Comme le montrent les
figures 2 et3 , la bande de carton 16 est tractée par un dispositif de rouleaux motorisés avance bande 19. Ce dispositif entraîne à la fois la bande de carton 16 et celle de la membrane 17. Les deux bandes sont alors synchronisées en avance. Pour réaliser un couvercle, il faut lier les deux bandes par un collage.
Pour appliquer la colle avec une grande précision et une grande fiabilité, le mode d'exécution illustré par lafigure 3 est exécuté en plusieurs étapes.
La première étape, optionnelle, consiste à réaliser une mise en relief 24 de la bande de carton par une presse pneumatique, hydraulique ou électrique. La partie centrale reste plane, mais la zone de dépose de la colle est légèrement surélevée. Ainsi, quand on dépose le film de colle, celui-ci est localisé au-dessus de la partie centrale. Quand couvercle et membrane vont être rassemblés par l'avance, la colle ne va pas frotter la membrane et s'étaler vers le centre. - Un film de colle d'épaisseur 0.2 à 0.5 mm est déposé sur la partie intérieure de la bande de couvercle/carton opposée à l'impression par deux empreintes 25, une pour chaque piste de la bande, via un mouvement de translation faisant passer les empreintes 25 d'un bac de colle 26 jusqu'au contact avec la bande de carton. Ce mouvement est assuré par un vérin pneumatique électrique, hydraulique ou par la transformation d'un mouvement de rotation, bielle/manivelle par exemple. Chaque empreinte retourne ensuite dans le bac à colle pour se recharger de colle. La forme du film de colle ainsi déposé est la même que l'empreinte. Pour une boite ronde, la forme de l'empreinte est un anneau avec des diamètres respectivement légèrement supérieur au diamètre intérieur de la boite et légèrement supérieur au diamètre de découpe du couvercle.
- La pose de la colle doit être effectuée avec une grande précision. D'une part pour que la membrane et le couvercle restent parfaitement liés lors de la découpe, d'autre part pour que la colle ne se disperse pas vers l'intérieur de couvercle. La colle doit aussi être présente à l'extérieur de la découpe du couvercle pour lier la bande membrane à la bande couvercle du squelette de découpe, pour faciliter le fonctionnement du dispositif d'extraction du squelette. Cependant, s'il est indispensable d'avoir de la colle à l'extérieur de la découpe, il faut aussi éviter que la colle ne se disperse trop vers l'extérieur de la bande. En effet, la largeur de la bande étant optimisée pour limiter les coûts, la distance entre la colle et les extrémités des bandes est très faible. Si la colle venait à déborder sur les flancs du composite couvercle/membrane, les éléments en contact avec la bande composite seraient rapidement pollués par la colle (avance-bande pour le collage, la découpe, l'extraction ainsi que les éléments de guidage, poinçon matrice de découpe et outil de formage/scellage). Ceci peut provoquer des arrêts de production ainsi que des réclamations des utilisateurs
- C'est au pas suivant que la bande de membrane vient au contact de la bande de carton et qu'elle est liée au futur couvercle avec la colle par un système de presseurs. A ce moment-là, un composite couvercle/membrane est créé. Pour lier le composite, c'est-à-dire pour que la membrane et le couvercle soient suffisamment liés, il faut exercer une pression sur le couvercle sur la zone préalablement encollée. Pour éviter les dispersions de colle vers le centre du couvercle, un poinçon 27 très fin vient en premier lieu isoler la partie intérieure du couvercle à un diamètre légèrement inférieur au diamètre de l'empreinte de colle par pression sur les bandes de couvercle et membrane. Un autre poinçon 28 vient ensuite jouer le même rôle pour la partie extérieure du couvercle avec un diamètre légèrement supérieur au diamètre de l'empreinte de colle. Un presseur 29 situé entre les deux poinçons 27,28 peut ensuite comprimer la colle pour lier les deux bandes. La colle s'étale uniquement entre les deux poinçons.
- Pour une bonne gestion du cycle d'encollage, l'encollage doit être suivi d'une avance d'un pas de la bande, le presseur étant agencé un pas après la dépose de la colle. Ainsi, chaque fois que la colle est déposée sur la bande, la membrane et le couvercle sont liés immédiatement par le presseur. En cas d'arrêt de production, la colle ne peut donc pas sécher sur la bande de carton et ainsi rendre la liaison entre le couvercle et la membrane impossible ni ajouter une surépaisseur au composite couvercle/membrane constituée par un film de colle pas encore comprimé par le presseur et donc en relief. Ceci assure une production à la demande et en ligne des structures obturantes couvercle/membrane.
- Ce procédé d'encollage est applicable à la confection de fonds. Toutefois dans ce cas, l'étape de mise en relief du couvercle n'est pas nécessaire car il n'y aura pas de séparation du complexe à postériori. Dans le cas où la partie carton du fond n'est pas imprimée, l'arrêt de l'avance n'est plus faite par la lecture d'un spot imprimé, mais par une avance pas à pas. On procède alors, sur la bande en carton, à la perforation d'un trou. Ce trou est relatif au positionnement de la bande sur l'unité de confection par rapport à l'encollage et aux autres opérations. Ce trou est ensuite utilisé comme un spot pour piloter l'arrêt de l'avance-bande de découpe. Il est alors possible d'utiliser des cartons non imprimés et donc moins chers tout en ayant la fonction de séparation des postes d'unité couvercle/fond et de découpe du couvercle/fond.
- Ce dispositif d'avance bande illustré par la
figure 4 utilise un mécanisme composé de deux rouleaux d'entraînement de même diamètre. Un servomoteur 34 actionne un des deux rouleaux 31, le rouleau non motorisé 32 est entrainé par le rouleau motorisé 31 via un pignon 33 ou une courroie. Les deux rouleaux sont alors entrainés de manière parfaitement synchronisée ce qui améliore la précision de chaque avance, notamment à l'arrêt de l'avance sur le spot imprimé. Cette précision permet de respecter parfaitement le centrage des bandes par rapport aux spots lors des différentes opérations réalisées sur un couvercle, une membrane ou un fond. - L'objectif est d'utiliser une bande de couvercle imprimée à double pistes, optimisée en largeur et en pas, limitant ainsi la quantité de matière non directement utilisée dans la fabrication de l'emballage. Ce pas de découpe est imposé par une variable économique. En effet, pour optimiser le coût des bandes de carton, et autres partie du composite, les distances entre couvercles voisins ainsi que la laize de la bande doivent être réduits au maximum, la surface du squelette de découpe n'étant pas valorisée dans le produit fini. Le pas peut également être imposé par les machines d'impression des fournisseurs. L'angle de découpe en décalée est alors fonction du pas des spots et de la largeur des bandes utilisées. Avec cette méthode de découpe de deux couvercles 35,36 décalés d'un pas Pb de la bande, on obtient un pas de découpe Pd de l'ordre de grandeur de environ 1.4*Pb, de sorte qu'on a plus d'espace pour placer les outils liés à la découpe et au transfert du couvercle.
- Les outils de découpe sont en soi connus de l'homme du métier. On notera que les poinçons de matrice des outils de découpe peuvent déborder latéralement de la bande composite.
- Une fois découpés, les couvercles ou fonds doivent être transférés dans les outils de scellage du couvercle (ou fond). Or, le pas des outils de scellage Po n'est pas forcément le même que le pas de découpe Pd, par le fait que pour des raisons de flexibilité des opérations, les changements de format (diamètre ou forme) doivent être rapides et à coût d'outillage limité. Le pas des outils Po est de ce fait la résultante d'une optimisation pour un panel de formats. Cette différence entre le pas de découpe Pd et le pas constant des outils Po impose une solution de mise au pas Po par le système de transfert, des couvercles une fois découpés
- Les
figures 8 et9 illustrent deux cas où respectivement Pd<Po et Pd>Po. Le mouvement de ce dispositif de transfert est assuré par un actionneur linéaire 37, pneumatique, électrique ou autre, assurant un mouvement rectiligne. L'angle de transfert est réalisé par le mouvement des deux coulisseaux de transfert 38, qui eux, ont un déplacement transversal. Ainsi, en cas de changement de format, il faut simplement changer le bloc de découpe en quinconce et de transfert à pas variable (fixation rapide), la variable d'ajustement au changement de format, et donc cet angle de transfert. Pour pallier les éventuelles imprécisions de position du couvercle sur un coulisseau de transfert, celui-ci est équipé d'une lamelle sous vide 39. Cette lamelle va jouer un double rôle. Le premier est de maintenir le couvercle sur le système de transfert, c'est-à-dire le coulisseau. Le second est de laisser la possibilité au couvercle de se déplacer légèrement quand le couvercle rentre dans l'outil de formage scellage. Ainsi, le couvercle peut se centrer librement dans l'outil de formage scellage (autocentrage). - Exemple : la machine est optimisée pour traiter des boites de 30 à 125 mm de diamètre ainsi que d'autres formes non rondes mais à périmètres équivalents. Le pas de découpe est de 141.42 mm (2 diamètres 90 découpés), le pas des outils de formage/scellage du couvercle (ou fond) est de 132 mm et la distance entre le point de découpe et le centre de l'outil de formage/scellage est de 200 mm. Le dispositif de transfert doit alors avoir un angle de transfert de 2.7° pour effectuer cette transition.
- Ce système compact permet de fiabiliser la sortie du squelette de bande en tirant dessus avec un dispositif de traction par rouleaux 19 tel que décrit ci-dessus, agencé en aval de la découpe, reproduisant instantanément le mouvement de l'avance bande 19 de la bande composite en amont de la découpe. Ceci permet de sortir le squelette du poste de découpe de manière fiable, et ce, même si pour des raisons de place, la trajectoire de sortie du squelette, dont la
figure 6 illustre deux variantes, est complexe, et d'améliorer la précision de positionnement des couvercles, ou des fonds, sous le poste de découpe. Cette amélioration de la précision est due au fait que la bande reste tendue sous le poste de découpe. On évite ainsi la formation de vague(s) à l'avant de l'avance-bande en amont de la découpe des couvercles, situé relativement loin derrière la position de découpe à cause du système de découpe en diagonale. Pour assurer une tension suffisante sans pour autant casser le squelette fragile de la bande, celle-ci est retendue par l'avance-bande d'extraction du squelette après l'exécution de chaque avance et avant chaque découpe. Ce mouvement de tension est important car le rendement global entre les deux avances-bandes ainsi que le parcours de la bande de squelette est soumis à un rendement variable, dû au coefficient de frottement variable, à la tolérance d'usinage entre les 2 avances bandes, etc... Cette fonction est assurée par une micro avance calibrée par le servomoteur d'extraction. L'arrêt de cette micro avance est piloté par un couple constant ou une temporisation. - Le squelette issu de la découpe du couvercle est, comme précédemment décrit, un composite. Dans certains cas, l'une ou l'autre partie de ce composite peut être composée de matériaux "nobles", pure cellulose ou aluminium par exemple. Pour la valorisation des déchets, il peut être rentable de séparer les matériaux fortement valorisés des éléments moins valorisés. Pour ce faire, la machine peut être équipée d'un séparateur bande de matériaux cellulosiques/bande de membrane après extraction. On ajoute un avance-bande 19' après celui d'extraction 19 du squelette, fonctionnant selon le même principe. Un dispositif de séparation des bandes 40 illustré schématiquement sur la
figure 7 est placé entre ces deux avances bandes. Seule l'une des deux bandes est tractée par le dernier avance-bande 19'. Les bandes sont ainsi séparées, la maîtrise de l'encollage du couvercle permettant une séparation aisée. Chaque élément est alors récupéré dans différents containers. - Il est avantageux d'évacuer l'air situé entre les couches formant le composite couvercle/membrane. Les tampons de formage/scellage selon l'invention ont une conception favorisant cela, illustrée sur la
figure 10 . Une interface conique 9 permet de créer un appui au centre de la couche en carton 44 du couvercle pour canaliser la circulation d'air du centre du couvercle, vers la jupe puis vers l'extérieur, comme montré par les flèches sur lafigure 10 . La différence entre les parties chaudes et les parties froides de l'outil peut dépasser 50°C. La partie chaude 45 de l'outil de scellage est isolée de l'interface conique 9 par un montage approprié de celle-ci sur le support 47 du tampon, lui-même isolé de la partie chaude 45 par un matériau isolant 46. La température sur l'interface d'appui 9 est alors limitée, l'impression du couvercle n'est donc pas altérée par la chaleur (pas de réactivation des encres et des vernis). Le support 47 de l'outil est ajouré pour laisser l'air chaud sortir vers l'extérieur. En augmentant le temps de scellage du couvercle (entre 1.5 et 20 sec) on peut diminuer la température de scellage. La diminution de la température de scellage évite de fragiliser les films barrières 42 du corps tubulaire et films scellants 43 du couvercle. De plus la couche cartonnée 41 du corps tubulaire et la jupe du couvercle étant soumis à une forte pression par le module de contre scellage 58, la cohésion entre les films scellants du corps 42 de la boite et de la membrane 43 a plus de temps pour se faire de manière homogène sans être dégradées par une forte température. L'étanchéité des boites et la résistance du couvercle s'en trouvent améliorées. L'évacuation de l'air est réalisée non seulement pendant le formage du couvercle mais également pendant la phase statique du scellage (tampon en position basse dans le couvercle et couvercle dans sa position définitive dans la boite). Le même procédé est applicable au scellage d'un fond simple ou composite. - La précision de la profondeur des couvercles (ou fonds) dans une boite est capitale pour la conformité du produit fini. La profondeur de position des couvercles peut varier selon les boîtes pour différentes raisons. Afin de résoudre ce problème d'ajustement de la profondeur, la machine est équipée de deux systèmes de formage/scellage 7 indépendants à course programmable pour chaque paire de poste de formage 4. Grâce au registre du plateau de scellage 3, l'automate sait quel outil 7 est à l'instant t au poste de formage/scellage du couvercle. On peut attribuer au système de formage une course pour chaque outil. Cette course peut être modifiée à tout moment par un opérateur, suite à un contrôle de profondeur. La profondeur peut aussi être réglée de manière dynamique par la mesure des profondeurs des couvercles sortants du poste de scellage. Cette mesure est réalisée par un capteur approprié, l'affiliation couvercle/outil est faite par le registre de l'automate. L'automate peut alors donner aux outils de formage les courses appropriées pour chaque outil, dans un seuil de tolérance pré déterminé.
- Ce dispositif de l'unité de finition, dont un mode d'exécution est illustré par la
figure 12 , sert à réaliser une prédécoupe précise sur un couvercle et utilise un couteau de découpe circulaire. La boite rentre dans un mandrin 48 appelé mandrin de prédécoupe. Le couteau 50 monté sur un support mobile 49 plonge ensuite sur la boite traversant toutes les couches 41,42 du corps de la boite et de la membrane 43 du couvercle. Une butée fixe 51 limite sa plongée pour qu'il ne traverse pas la couche en carton 44 du couvercle. La position de plongée du couteau est située sur la jupe verticale du composite couvercle/membrane et en dessous de la surface de colle liant la membrane au couvercle préalablement scellé par l'unité de scellage 2 de la machine. Le mandrin 48 effectue ensuite une rotation pour découper totalement ou partiellement le périmètre de la boite. Le mandrin 48 et le couteau 50 sont liés par une transmission mécanique ou par un axe virtuel. Dans le premier cas, un servomoteur 52 entraîne le mandrin de prédécoupe; dans l'autre cas, un servomoteur supplémentaire entraîne le couteau. Afin d'utiliser des couteaux standards avec un diamètre standard du marché, on établit une synchronisation des vitesses tangentielles entre le couteau 50 et le corps 41 de la boite. Cette synchronisation est soit obtenue par une transmission mécanique, par chaine ou courroie, dont le rapport de réduction ou de multiplication est le même que le rapport entre le diamètre du mandrin de prédécoupe 48 et le diamètre du couteau 50, soit par une interpolation en rotation des deux servomoteurs du mandrin de prédécoupe et du couteau, dont les vitesses respectives sont coordonnées à la réduction ou multiplication boite/couteau. Par exemple, avec une boite de diamètre 100 mm et un couteau de diamètre 100mm le rapport est de 1 ; pour un mandrin de prédécoupe de 50mm et un couteau de 100 mm de diamètre, le rapport de réduction est de 2, la boite tournant alors deux fois plus vite que le couteau en ce qui concerne le nombre de tours par minute. - Au long de son périmètre extérieur, le fil du couteau peut être volontairement altéré par suppression locale 53 du fil de coupe conservant ainsi un lien entre le couvercle et la boite pour créer des points d'attache plus ou moins épais sur la boite, qui servent alors de points d'inviolabilité 54. Dans ce cas, l'ouverture du couvercle se fera après la rupture des points d'attache 54. Une charnière d'ouverture 55 peut aussi être réalisée selon le même principe. Dans ce cas, l'altération du fil de coupe 56 est plus grande. Le couvercle reste alors lié au corps après l'ouverture. On peut également obtenir une charnière en faisant une découpe incomplète de la boite en effectuant moins d'un tour avec le mandrin de prédécoupe.
- La précision de la prédécoupe devant être élevée, pour ne pas traverser la partie couvercle du composite membrane/couvercle, et répétitive, un capteur d'origine est placé sur le porte couteau. Après chaque cycle de découpe, le couteau revient à sa position initiale. Ainsi, on utilise toujours la même partie du fil de coupe par rapport au mandrin de prédécoupe. L'usure du couteau est alors plus homogène et facilement rattrapable par la réduction de l'entraxe entre le mandrin de prédécoupe et le couteau quand celui-ci est en plongée. De plus, grâce à ce capteur, les points d'attache peuvent toujours être au même endroit par rapport au mandrin. Dans ce cas, si l'on oriente préalablement, lors du passage dans un poste de travail antérieur, les boites par rapport au graphisme via un spot imprimé sur l'étiquette du corps, on peut alors placer les points d'attache et surtout la charnière précisément par rapport aux indications d'ouverture imprimées sur le corps de la boite. Une autre option d'orientation est de positionner le couvercle rapporté par rapport à un repère situé sur ce même couvercle.
- Afin de ne pas entraîner de rupture des points d'attache par la pression exercée par le cône du couteau de découpe, un appui est réalisé sur le sommet de la boite par un module de précontrainte 57,mobile en translation, précontraint par des ressorts. Cette précontrainte de la boite stabilise également celle-ci, empêchant le fil de coupe du couteau de faire bouger la boite le long de l'axe de rotation. La jonction de la prédécoupe est alors parfaite.
- Ce dispositif, décrit ci-dessus pour des boites circulaires, est adaptable pour des boites non rondes (ovales, carrées, rectangulaires...). Dans ce cas, la butée de plongée n'est plus fixe, mais variable en fonction de la forme du couvercle. Sa position varie par copie d'un galet tournant sur une came de forme homothétique au mandrin de coupe, le galet étant sur le référentiel du porte couteau, ou par le mouvement d'un axe électrique interpolé à la forme par programmation de celui-ci.
- Dans le cas d'utilisation de couvercles imprimés, les arrêts des avances bandes sont gérés par la lecture d'un spot imprimé par rapport à chaque impression du couvercle, par exemple par une cellule optique. Dans certains cas, il arrive que le spot soit mal imprimé ou dégradé, la lecture du spot est alors impossible. Si une avance de bande est ratée pour cause d'un spot manquant ou illisible, les bandes de couvercle et de membrane sont alors décalées par rapport à l'impression, toutes les opérations réalisées préalablement à la jonction des bandes sont aussi décalées et le couvercle résultant de l'assemblage et plusieurs couvercles à venir sont non conformes. Si ces mêmes couvercles sont insérés dans un corps de boite, c'est toute la boite qui est non conforme; ce qui représente un risque vis à vis du client final.
- Pour pallier ce risque, l'automatisme de la machine est capable de gérer ce problème de manière automatique sans créer d'arrêt de ligne et de purge de bande coûteuse en temps et en matière première par le procédé Suivant : les pas (d'impression) de la bande sont constants, avec une certaine tolérance. Cette tolérance est prise en compte pour déterminer la taille de l'empreinte d'encollage ainsi que le centrage de l'impression. Si tous les arrêts de bande sont dans cette tolérance, on considère les couvercles comme corrects. On renseigne via l'interface homme/machine le pas d'impression des couvercles, on renseigne également la tolérance mini et maxi de l'avance, qui peut varier en fonction du type d'opération à réaliser sur les bandes. A chaque avance, l'automate compare la position du spot par rapport à l'avance réelle effectuée. Cette mesure est faite grâce au codeur du servomoteur d'avance-bande ou d'une roue codeuse tractée par la bande du couvercle. Si le spot est détecté avant la fin de l'avance théorique d'un pas d'impression, celle-ci est ignorée et l'avance bande s'arrête à la valeur du pas d'impression préalablement programmé. Le couvercle est alors positionné dans les tolérances. Si le spot n'est pas détecté à sa position théorique, l'avance-bande s'arrête à la valeur du pas d'impression préalablement programmé. Le couvercle est alors positionné dans les tolérances.
- Le nombre d'avances réalisées en mode de mesure du pas en cas de spot non conforme est programmable par l'opérateur; si ce nombre est dépassé, les couvercles non conformes sont enregistrés dans un registre puis évacués du poste de découpe de la manière suivante. La découpe des couvercles est stoppée, l'avance-bande du couvercle procède alors à des avances pour sortir les couvercles non conformes du système de découpe. Le risque de boite avec des couvercles non conformes est ainsi éliminé. Le même procédé est utilisé pour l'avance-bande de découpe du couvercle.
- En résumé, la machine selon l'invention est une machine rapide, capable de produire 80 à 200 unités par minute de corps de boîte munis de couvercles ou de fonds à base de matériaux cartonnés. Le principal avantage de la machine est de produire 80 à 85% plus vite qu'une machine de l'état de la technique avec des coûts de fonctionnement comparables, et ceci avec une seule machine, donc moins d'éléments mécaniques, électriques, électroniques et pneumatiques que 2 machines d'ancienne génération fonctionnant en même temps. De plus l'emploi d'une machine selon l'invention à la place de deux machines de l'état de la technique engendre des gains de place, de consommation électrique, d'équipements annexes et de pièces de rechange; ce qui réduit de manière importante le coût de production des boites et donc le prix de revient. Par rapport à l'utilisation de 2 machines qui nécessitent 2 agents de contrôle des boites en sortie de machine, la machine selon l'invention n'a besoin que d'une seule personne pour le contrôle. La production augmente donc de 80 à 85% mais le nombre de personnes sur la ligne reste le même.
- Le gain de place est également très important, par exemple pour les versions adaptées pour la pose des fonds cartons après remplissage, qui sont des machines utilisées chez le client final, car les clients ont rarement la place pour loger plusieurs machines dans un même lieu de production. En effet, la technologie de fabrication et d'assemblage de boites avec des couvercles et fonds en carton, c'est-à-dire d'emballages écologiques et recyclables, est plus volumineuse que les technologies classiques des boites en carton composites, c'est-à-dire corps en carton, fond en métal et couvercle en plastique avec membrane, difficilement recyclables. L'argument du gain de place est donc important si la question se pose de passer la technologie des boites composites à la technologie des boites entièrement en carton.
caractérisé par le fait que l'introduction des structures obturantes dans l'outil de formage est conduite par un dispositif d'introduction présentant des moyens d'ajustement du pas de découpe de l'unité de confection des structures obturantes au pas des outils de formage, comprenant un actionneur linéaire longitudinal assurant un mouvement rectiligne et deux coulisseaux latéraux, ayant un mouvement transversal, réalisant un angle de transfert.
Claims (23)
- Procédé de fabrication d'emballages comprenant un corps tubulaire fait d'un matériau cartonné et une structure obturante faite d'un matériau cartonné, ce procédé comprenant- l'approvisionnement d'une unité de scellage (2) avec des corps tubulaires préformés et avec des structures obturantes sous forme d'aplats comprenant une partie centrale de forme conjuguée à la forme de l'ouverture des corps tubulaires, entourée d'une partie périphérique rabattable suffisante pour assembler de manière étanche une structure obturante avec la paroi latérale interne d'un corps tubulaire, ladite unité de scellage comportant un plateau de scellage tournant de manière cadencée via un indexeur à N stops,- l'introduction de chaque structure obturante dans un outil de formage (7) et sa mise en forme de cuvette- l'introduction, la pose et le scellage de ladite cuvette dans un corps tubulaire au moyen du dit outil de formage;- si la structure obturante est un couvercle, la prédécoupe (14) de la paroi latérale dudit corps tubulaire et une prédécoupe partielle du dit couvercle selon une ligne périphérique,- si la structure obturante est un couvercle, au moins une opération de finition de l'extrémité de l'emballage portant ladite structure obturante,où
les dits corps tubulaires sont amenées deux par deux à ladite unité de scellage (2), que les structures obturantes sont amenées deux par deux à des paires d'outils de formage (7) de ladite unité de scellage pour y être mises en forme de cuvettes, puis introduites deux par deux, posées et scellées dans des paires de corps tubulaires par lesdites paires d'outils de formage, et que les corps tubulaires portant les lesdites structures obturantes sont soumis deux par deux aux opérations subséquentes de prédécoupe et de finition, caractérisé par le fait que l'introduction des structures obturantes dans l'outil de formage est conduite par un dispositif d'introduction (14) présentant des moyens d'ajustement du pas de découpe (Pd) de l'unité de confection des structures obturantes au pas des outils (Po) de formage, ledit pas de découpe définissant l'écartement entre deux structures obturantes saisies et transférées simultanément, ledit dispositif d'introduction comprenant un actionneur linéaire longitudinal (37) assurant un mouvement rectiligne et deux coulisseaux latéraux (38), ayant un mouvement transversal, réalisant un angle de transfert. - Procédé selon la revendication 1, caractérisé en ce qu'il comprend :- l'assemblage à plat d'au moins deux matériaux en bandes, à savoir une bande d'un matériau cellulosique (16) pouvant être revêtu d'au moins un matériau barrière et une bande d'un matériau formant une membrane (17) de sécurité, en une bande composite(21),- la découpe de la bande composite en structures obturantes par paires d'aplats, l'un des aplats d'une paire étant découpé dans la partie gauche et l'autre aplat de la même paire étant découpé dans la partie droite de la bande composite.
- Procédé selon la revendication 2, caractérisé en ce que le dit procédé est cadencé pas à pas, et que l'avance des bandes d'un pas, une séquence d'assemblage des matériaux en bandes et une séquence de découpe de deux structures obturantes dans la bande composite sont asservies à l'introduction d'une paire de structures obturantes dans deux outils de formage (7).
- Procédé selon la revendication 3, caractérisé en ce qu'une séquence d'assemblage des matériaux en bandes comprend- la création d'une différence de relief (24) sur la bande de matériau cellulosique entre les zones centrales d'une paire de structures obturantes et les zones périphériques à encoller, cette étape du procédé étant optionnelle selon les colles,- la pose d'un film de colle sur les lesdites zones périphériques,- la mise en contact de la bande de matériau cellulosique et de la bande de membranes- le pincement de la zone encollée par des poinçons (27,28) compressant localement lesdites bandes,- l'application d'un outil presseur (29) entre les dits poinçons.
- Procédé selon l'une des revendications 2-4, caractérisé en ce que après chaque avance de la bande composite et avant la découpe d'une paire de structures obturantes le squelette de la bande composite est tendu par des moyens de traction (19).
- Procédé selon l'une des revendications 2-5, caractérisée en ce que l'aplat découpé dans la partie gauche et l'aplat découpé dans la partie droite de la bande composite (21) lors d'une même opération de découpe sont longitudinalement décalés.
- Procédé selon l'une des revendications 5-6, caractérisé en ce que le squelette de la bande composite est séparé en ses composantes en aval desdits moyens de traction (19).
- Machine de fabrication d'emballages comprenant un corps tubulaire fait d'un matériau cartonné et une structure obturante faite d'un matériau cartonné, assemblée au corps tubulaire, destinée à mettre en œuvre un procédé selon l'une des revendications 1-7, ladite machine (1) comprenant- une unité de scellage (2) comprenant un plateau de scellage (3) tournant, le dit plateau de scellage comprenant un nombre N de postes de scellage (4), avec 3 ≤ N ≤ 50, chaque poste de scellage comprenant deux outils de scellage (7), le dit plateau de scellage tournant de manière cadencée via un indexeur à N stops,- un dispositif d'alimentation (5) introduisant des corps tubulaires deux par deux dans un premier poste de scellage,- un dispositif d'introduction (6) amenant des structures obturantes sous forme d'aplats, deux par deux, à un deuxième poste de scellage en amont du premier poste de scellage,- un dispositif de transfert (14) de corps tubulaires, scellés à des structures obturantes, du plateau de scellage à une unité agencée en aval,caractérisée en ce que le dispositif d'introduction de structures obturantes présente des moyens d'ajustement du pas de découpe (Pd) de l'unité de confection des structures obturantes au pas des outils (Po) de formage du poste de scellage de l'unité de scellage, ledit pas de découpe définissant l'écartement entre deux structures obturantes saisies et transférées simultanément, ledit dispositif d'introduction comprenant un actionneur linéaire longitudinal (37) assurant un mouvement rectiligne et deux coulisseaux latéraux (38), ayant un mouvement transversal, réalisant un angle de transfert.
- Machine selon la revendication 8, caractérisée en ce qu'elle comprend de plus une unité de finition (10) comprenant un plateau de finition (11) tournant, le dit plateau de finition comprenant un nombre N de postes de finition (12) agencés pour accueillir chacun une paire de corps tubulaires scellés à des structures obturantes, le dit plateau de finition tournant de manière cadencée via un indexeur à N stops, et au moins un outil double de finition (13), avec lequel chaque poste de finition vient interagir pour effectuer au moins une opération spécifique de finition sur chaque corps tubulaire scellé à une structure obturante,- un dispositif d'éjection (30) des dits emballages du plateau de finition.
- Machine selon l'une des revendications 8 ou 9, dans laquelle N=8.
- Machine selon l'une des revendications 8-10, caractérisée en ce qu'un dit outil double de finition (13) est un outil de pré-découpe de couvercle.
- Machine selon l'une des revendications 8-11, caractérisée en ce que l'unité de finition (10) comprend un outil double d'ourlage.
- Machine selon l'une des revendications 8-12, caractérisée en ce que l'unité de finition (10) comprend au moins Un outil double de gerbage.
- Machine selon l'une des revendications 8-13, caractérisée en ce qu'elle comprend une unité de confection (15) deux par deux de structures obturantes sous forme d'aplats comprenant une partie centrale de forme conjuguée à la forme de l'ouverture des corps tubulaires, entourée d'une partie périphérique rabattable suffisante pour assembler de manière étanche une structure obturante avec la paroi latérale interne d'un corps tubulaire, fonctionnant en mode cadencé pas à pas, et asservie à l'introduction d'une paire de structures obturantes dans deux outils de formage.
- Machine selon la revendication 14, caractérisée en ce que ladite unité de confection comprend- un dévidoir d'une bande (16) d'un matériau cellulosique pouvant être revêtu d'au moins un matériau barrière et un dévidoir d'une bande (17) d'un matériau formant une membrane de sécurité, la largeur des dites bandes étant suffisante pour loger transversalement deux structures obturantes,- optionnellement, un poste de mise en relief (24) de zones prédéterminées de la bande de matériaux cellulosiques,- un poste d'encollage (22) de la bande de matériaux cellulosiques,un poste de mise en contact et de pressage (27,28,29) de la bande de membrane sur la bande de matériaux cellulosiques,- un poste de découpe de structures obturantes comprenant deux outils de découpe décalés longitudinalement, et- au moins un avance-bande (19) synchronisant l'avance de la bande (16) de matériau cellulosique avec l'avance de la bande (17) de matériau de membrane, formant une bande composite (21), le dit avance-bande et les postes précités de l'unité de confection étant asservis au dit dispositif d'introduction (6).
- Machine selon la revendication 15, caractérisée en ce que ladite unité de confection comprend un dispositif extracteur de squelette de bande et en particulier un dispositif séparateur (40) de squelette de bande en ses composantes.
- Machine selon l'une de revendications 8 à 16, caractérisée en ce qu'elle comprend un dispositif avance-bande comprenant deux rouleaux d'entraînement de même diamètre et un servomoteur (34) entraînant l'un des deux rouleaux (31), l'autre rouleau (32) étant entraîné dans un rapport 1/1 par le premier rouleau.
- Machine selon l'une de revendications 8 à 16, caractérisée en ce qu'elle comprend un dispositif d'encollage comprenant- une presse mettant en relief (24) deux par deux des zones d'encollage,- un porte-empreinte (25) transférant un film de colle d'un réservoir (26) sur lesdites zones d'encollage,- un dispositif presseur comprenant un jeu de poinçons (27,29) isolant les dites zones d'encollage et un presseur (28) agencé entre les dits poinçons.
- Machine selon l'une de revendications 8 à 16, caractérisée en ce qu'elle comprend un outil de formage pour une machine comprenant un tampon conique (9) appuyant sur le centre d'une structure obturante pour chasser l'air entre le matériau cellulosique et le matériau de membrane vers la périphérie, le dit tampon conique étant isolé thermiquement de la partie chaude (45) de l'outil de formage.
- Machine selon la revendication 19, caractérisée en ce que la course de scellage du dit outil est ajustable.
- Machine selon l'une de revendications 8 à 16, caractérisée en ce qu'elle comprend un outil de pré-découpe (13), ladite structure obturante étant le couvercle, comprenant un couteau de découpe (50) circulaire et un mandrin de prè-découpe (48) logeant un corps tubulaire, le dit couteau étant agencé par rapport au mandrin de façon à inciser le corps tubulaire en dessous de la surface de colle liant la membrane aux matériaux cellulosiques du couvercle et de façon à traverser toutes les couches du corps tubulaire et la membrane mais non le matériau cellulosique du couvercle, les vitesses de rotation du couteau et du mandrin étant ajustées de façon à synchroniser les vitesses tangentielles du couteau et du corps tubulaire.
- Machine selon la revendication 21, caractérisée en ce que le fil du couteau est altéré localement (53,56) pour créer des points d'attache (54) ou une charnière (55).
- Machine selon l'une de revendications 8 à 16, caractérisé en ce que l'outil de pré-découpe comprend un module de précontrainte (57) appuyant sur le sommet de l'emballage.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR1261400A FR2998503B1 (fr) | 2012-11-29 | 2012-11-29 | Procede et machine d'assemblage de corps tubulaires rigides en materiau cartonne avec une structure obturante |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2738105A1 EP2738105A1 (fr) | 2014-06-04 |
| EP2738105B1 true EP2738105B1 (fr) | 2020-07-15 |
Family
ID=47833203
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP13194547.9A Active EP2738105B1 (fr) | 2012-11-29 | 2013-11-27 | Procédé et machine d'assemblage de corps tubulaires rigides en matériau cartonné avec une structure obturante |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US9975306B2 (fr) |
| EP (1) | EP2738105B1 (fr) |
| ES (1) | ES2823487T3 (fr) |
| FR (1) | FR2998503B1 (fr) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR3000917B1 (fr) * | 2013-01-11 | 2015-02-20 | Bobst Lyon | Procede de commande, pour commander une machine de transformation, machine de transformation et programme d'ordinateur pour realiser un tel procede de commande |
| FR3013628B1 (fr) | 2013-11-27 | 2016-07-01 | Guillaume Sireix | Procede d'assemblage de corps tubulaires en materiau cartonne avec une structure obturante |
| CN106042445A (zh) * | 2016-07-20 | 2016-10-26 | 嘉兴市新发现机械制造有限公司 | 杯底纸接头自动检测排除装置 |
| FR3073827B1 (fr) | 2017-11-20 | 2022-08-05 | Georges Sireix | Dispositif de scellage de fond ou de couvercle d'un emballage en carton ecologiquement concu utilisant un element d'appui extensible |
| CN111251658B (zh) * | 2020-03-30 | 2021-10-29 | 武汉轻工大学 | 卡纸上胶装置 |
| WO2023147037A1 (fr) | 2022-01-27 | 2023-08-03 | Sonoco Development, Inc. | Membrane pour récipient et paquets |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2005058704A1 (fr) * | 2003-12-19 | 2005-06-30 | Levati Food Tech S.R.L. | Machine de remplissage d'emballages, notamment de sacs et/ou de sachets |
| DE102010039000A1 (de) * | 2010-08-06 | 2012-02-09 | Telsonic Holding Ag | Vorrichtung zum Schweißen von Kopfnähten bei Beuteln mittels Ultraschall |
Family Cites Families (46)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2423965A (en) * | 1944-01-14 | 1947-07-15 | Continental Can Co | Apparatus for forming end closures in paper containers |
| US2716408A (en) | 1951-12-19 | 1955-08-30 | Kendail Company | Surgical sponge or like article |
| FR1251086A (fr) | 1960-03-14 | 1961-01-13 | Daimler Benz Ag | Mécanisme de direction pour voitures automobiles |
| US3194479A (en) * | 1962-04-16 | 1965-07-13 | Kvp Sutherland Paper Co | Containers and container closures |
| US3460310A (en) * | 1964-12-09 | 1969-08-12 | United Glass Ltd | Container closures |
| US3466731A (en) * | 1966-09-20 | 1969-09-16 | Anchor Hocking Corp | Method and apparatus for forming and inserting liners in closures |
| US3478489A (en) * | 1967-02-15 | 1969-11-18 | Top Seal Inc | Cup filling machine and elements |
| FR2006078A1 (en) * | 1968-04-11 | 1969-12-19 | Horauf Maschf | Making hollow bucket shaped packaging containers |
| SE332387B (fr) * | 1969-06-18 | 1971-02-01 | Sprinter Pack Ab | |
| BE754223A (fr) | 1969-08-04 | 1970-12-31 | Ncr Co | Dispositif d'affichage electroluminescent |
| US3628307A (en) * | 1970-04-23 | 1971-12-21 | American Can Co | Container capping apparatus |
| US3714760A (en) * | 1971-03-10 | 1973-02-06 | Anchor Hocking Corp | High speed rotary container sealing machine with inclined sealing heads |
| SE359479B (fr) * | 1972-02-24 | 1973-09-03 | Platmanufaktur Ab | |
| US3808927A (en) * | 1972-08-14 | 1974-05-07 | Standard Oil Co | Transporting and trimmer apparatus for plastic film having thermoformed articles therein |
| US3840966A (en) * | 1973-06-13 | 1974-10-15 | Pillsbury Co | Apparatus for inserting pressfit cups into can bodies |
| FR2268689B1 (fr) * | 1974-04-25 | 1978-09-01 | Erca | |
| JPS5813412B2 (ja) * | 1975-01-30 | 1983-03-14 | 住友ベークライト株式会社 | ヨウキコウブオ ネツシユウシユクセイフイルムニヨリ キヤツプジヨウニ シ−ルスルソウチ |
| US3938301A (en) * | 1975-04-04 | 1976-02-17 | The Pillsbury Company | Apparatus for inserting separator plates in cans and tamping them in place |
| US4065909A (en) * | 1976-04-26 | 1978-01-03 | Owens-Illinois, Inc. | Method and apparatus for applying a lid and tamper-indicating sheet to a container |
| GB2051668B (en) * | 1979-07-05 | 1983-04-07 | Metal Box Co Ltd | Making containers |
| DE2950469C2 (de) * | 1979-12-14 | 1983-12-01 | I.M.A. Industria Macchine Automatiche S.p.A., Ozzano Emilia, Bologna | Vorrichtung zum automatischen Schneiden von rechteckigen Platten mit abgerundeten Ecken |
| US4599123A (en) * | 1982-09-02 | 1986-07-08 | Esselte Pac Aktiebolag | Method and apparatus for manufacturing a container having an inner end closure |
| SE454433B (sv) * | 1983-05-19 | 1988-05-02 | Esseltepack Ab | Anordning for formning och insettning av invendigt lock i forpackning |
| SE457946B (sv) * | 1986-05-26 | 1989-02-13 | Akerlund & Rausing Licens Ab | Expanderbar plunge foer aendfoerslutning |
| US4691500A (en) * | 1986-07-18 | 1987-09-08 | Packaging Systems International, Inc. | Lid sealing machine |
| US4816110A (en) * | 1987-08-31 | 1989-03-28 | Montreal Milling Cutter Co., Inc. | In-line sealer |
| US4888935A (en) * | 1988-07-25 | 1989-12-26 | Campbell Soup Company | Method for sealing a lid to a container |
| US5110041A (en) * | 1990-08-24 | 1992-05-05 | International Paper Company | In-line fitment sealing apparatus and method |
| US5200587A (en) * | 1990-10-22 | 1993-04-06 | Fmc Corporation | Induction heating coil with conical base |
| US5584388A (en) * | 1992-04-07 | 1996-12-17 | Johnson; Jimmie L. | Apparatus for supplying two-part systems |
| CH687609A5 (de) * | 1993-01-20 | 1997-01-15 | Tetra Alfa Holdings | Verfahren und Vorrichtung zum Fuellen und Verschliessen einer Packung. |
| FR2712253B1 (fr) * | 1993-11-10 | 1996-01-19 | Mecaplastic | Procédé et dispositif de conditionnement de produits alimentaires, chimiques ou pharmaceutiques et barquettes de conditionnement correspondantes. |
| FR2716408B1 (fr) * | 1994-02-22 | 1996-05-15 | Georges Sireix | Procédé de fabrication d'emballage tubulaire et emballage obtenu par la mise en Óoeuvre du procédé. |
| JPH09509915A (ja) * | 1994-03-07 | 1997-10-07 | ザ ピルズベリイ カンパニー | 容器の密封装置 |
| US5626000A (en) * | 1994-06-10 | 1997-05-06 | Johnson & Johnson Vision Products, Inc. | Packaging arrangement |
| US5716471A (en) * | 1995-10-30 | 1998-02-10 | Elopak Systems Ag | Method for securing articles to laminates |
| EP0915024A1 (fr) * | 1997-10-25 | 1999-05-12 | Werner Grabher | Couvercle et procédé de sa fabrication |
| DE19817737A1 (de) * | 1998-04-21 | 1999-11-04 | Hassia Verpackung Ag | Tiefgezogener Becher und Verfahren zu seiner Herstellung |
| US6073422A (en) * | 1998-08-11 | 2000-06-13 | Osceola Foods, Inc. | Filling and lidding machine and method |
| WO2000021837A1 (fr) * | 1998-10-13 | 2000-04-20 | In-Flo Liquid Dispensing Corporation | Procede et appareil de capsulage, d'evacuation et de pliage de recipients plastiques compactables |
| GB0209316D0 (en) * | 2002-04-24 | 2002-06-05 | Relco Uk Ltd | Cutting device |
| US20040020171A1 (en) * | 2002-06-10 | 2004-02-05 | Biba Scott I. | Web cutter |
| CA2471419A1 (fr) * | 2003-06-18 | 2004-12-18 | Fort James Corporation | Dispositif de fabrication de contenants |
| WO2005102842A1 (fr) * | 2004-04-20 | 2005-11-03 | Henriksen Joergen | Systeme et methode d'application de fermeture de contenant |
| US20090100805A1 (en) * | 2007-10-19 | 2009-04-23 | Schneider Wayne F | Sealed plastic closure and method for making the same |
| US8142827B2 (en) * | 2008-04-16 | 2012-03-27 | Georgia Crown Distributing Co. | Packaged bottle beverage having an ingredient release closure with improved additive release and method and apparatus thereof |
-
2012
- 2012-11-29 FR FR1261400A patent/FR2998503B1/fr active Active
-
2013
- 2013-11-27 ES ES13194547T patent/ES2823487T3/es active Active
- 2013-11-27 US US14/091,519 patent/US9975306B2/en active Active
- 2013-11-27 EP EP13194547.9A patent/EP2738105B1/fr active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2005058704A1 (fr) * | 2003-12-19 | 2005-06-30 | Levati Food Tech S.R.L. | Machine de remplissage d'emballages, notamment de sacs et/ou de sachets |
| DE102010039000A1 (de) * | 2010-08-06 | 2012-02-09 | Telsonic Holding Ag | Vorrichtung zum Schweißen von Kopfnähten bei Beuteln mittels Ultraschall |
Also Published As
| Publication number | Publication date |
|---|---|
| US20140148322A1 (en) | 2014-05-29 |
| FR2998503A1 (fr) | 2014-05-30 |
| FR2998503B1 (fr) | 2014-11-14 |
| EP2738105A1 (fr) | 2014-06-04 |
| ES2823487T3 (es) | 2021-05-07 |
| US9975306B2 (en) | 2018-05-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2738105B1 (fr) | Procédé et machine d'assemblage de corps tubulaires rigides en matériau cartonné avec une structure obturante | |
| EP2956292B1 (fr) | Conditionnement d'un groupe d'au moins deux récipients en matière plastique | |
| FR2916157A1 (fr) | Procede pour la realisation d'un joint scellable pour l'obturation d'un recipient a fermeture par bouchon ou capsule | |
| EP1992476A1 (fr) | Procédé pour la réalisation d'un joint scellable pour l'obturation d'un récipient à fermeture par bouchon ou capsule | |
| EP2007635A2 (fr) | Flan mono piece, caisse presentoir, procede et dispositif pour la fabrication d'une telle caisse a partir dudit flan | |
| FR2986514A1 (fr) | Procedes de fabrication d'une structure obturante pour un emballage tubulaire et dudit emballage, structure obturante et emballage | |
| EP3141373A1 (fr) | Procédé et machine pour la fabrication de barquettes composites thermosoudées et barquette | |
| EP1521673B1 (fr) | Procede et installation pour la fabrication d'un emballage tubulaire | |
| EP4015401A1 (fr) | Chaine d'emballage et procédé d'emballage écologique | |
| EP1590850B1 (fr) | Dispositif de coupe de fin d enroulement d un element de batterie enroule lithium-polymere | |
| EP1386839B1 (fr) | Procédé et machine de formage intégré pour la fabrication de pots non-démoulables | |
| EP1511614B1 (fr) | Installation pour fabriquer des recipients par thermoformage avec mise en place de banderoles de decor sur ces recipients | |
| CA2511576C (fr) | Dispositif de realisation d'ensemble de stockage d'energie electrique par enroulement sur mandrin plat | |
| FR2972958A1 (fr) | Procede pour la fabrication d'une barquette bi-composants | |
| EP1656710B1 (fr) | Systeme d'interruption de lithium a la volee | |
| EP2230074B1 (fr) | Procédé de fabrication d'un chapelet de sachets pourvus d'un curseur | |
| EP0387171B1 (fr) | Procédé de fabrication d'un corps d'un emballage tubulaire emballage ainsi obtenu et dispositif pour la mise en oeuvre de ce procédé | |
| WO2009068823A2 (fr) | Systeme de fabrication a la chaine de conteneurs en film plastique semi-rigide epais | |
| EP1581978A1 (fr) | Collage de queue de feuille d'un element de batterie enroule lithum-polymere | |
| EP0885805A1 (fr) | Procede et installation de thermoformage, remplissage et fermeture de pots en matiere plastique | |
| FR2771333A1 (fr) | Procede et machines pour le rainage et le decoupage en ligne d'un format brut destine a la formation d'emballages en carton | |
| FR2496052A1 (fr) | Procede et dispositif de fabrication d'une boite de presentation et boite ainsi obtenue | |
| FR2816286A1 (fr) | Feuille d'emballage et emballage la comportant | |
| FR2774941A1 (fr) | Procede et machine simplifiee pour la mise en volume de caisse tambour a partir de decoupes carton | |
| BE827215A (fr) | Procede et appareil d'emballage |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20131127 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| R17P | Request for examination filed (corrected) |
Effective date: 20141120 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| 17Q | First examination report despatched |
Effective date: 20160601 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R079 Ref document number: 602013070670 Country of ref document: DE Free format text: PREVIOUS MAIN CLASS: B65B0007280000 Ipc: B31D0001000000 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B31D 1/00 20170101AFI20191220BHEP Ipc: B65B 7/28 20060101ALI20191220BHEP Ipc: B31B 50/30 20170101ALI20191220BHEP |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20200415 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: FRENCH |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602013070670 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1290548 Country of ref document: AT Kind code of ref document: T Effective date: 20200815 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: FP |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 1290548 Country of ref document: AT Kind code of ref document: T Effective date: 20200715 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201116 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201015 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200715 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200715 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200715 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200715 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201016 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200715 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201015 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201115 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200715 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200715 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602013070670 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200715 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200715 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200715 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200715 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2823487 Country of ref document: ES Kind code of ref document: T3 Effective date: 20210507 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200715 |
|
| 26N | No opposition filed |
Effective date: 20210416 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200715 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200715 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201127 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200715 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201130 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201127 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200715 Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200715 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200715 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200715 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20251126 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20251128 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20251127 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20251119 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20251125 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20251127 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CZ Payment date: 20251105 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20251104 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20251201 Year of fee payment: 13 |