EP2762728A2 - Turbine pour ventilateur centrifuge et procédé de fabrication d'une telle turbine - Google Patents
Turbine pour ventilateur centrifuge et procédé de fabrication d'une telle turbine Download PDFInfo
- Publication number
- EP2762728A2 EP2762728A2 EP14152996.6A EP14152996A EP2762728A2 EP 2762728 A2 EP2762728 A2 EP 2762728A2 EP 14152996 A EP14152996 A EP 14152996A EP 2762728 A2 EP2762728 A2 EP 2762728A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- blades
- rear support
- blade
- turbine
- support
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 14
- 238000000034 method Methods 0.000 title claims abstract description 9
- 230000003014 reinforcing effect Effects 0.000 claims description 15
- 238000002347 injection Methods 0.000 claims description 12
- 239000007924 injection Substances 0.000 claims description 12
- 239000000463 material Substances 0.000 claims description 12
- 239000004743 Polypropylene Substances 0.000 claims description 7
- 239000004033 plastic Substances 0.000 claims description 7
- 229920003023 plastic Polymers 0.000 claims description 7
- -1 polypropylene Polymers 0.000 claims description 7
- 229920001155 polypropylene Polymers 0.000 claims description 7
- 239000000126 substance Substances 0.000 claims description 3
- 238000004049 embossing Methods 0.000 abstract 2
- 230000002787 reinforcement Effects 0.000 description 3
- 230000000295 complement effect Effects 0.000 description 2
- 238000000605 extraction Methods 0.000 description 2
- 239000003517 fume Substances 0.000 description 2
- 239000007789 gas Substances 0.000 description 2
- 241000940835 Pales Species 0.000 description 1
- 206010033546 Pallor Diseases 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 230000014759 maintenance of location Effects 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images



Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04D—NON-POSITIVE-DISPLACEMENT PUMPS
- F04D29/00—Details, component parts, or accessories
- F04D29/02—Selection of particular materials
- F04D29/023—Selection of particular materials especially adapted for elastic fluid pumps
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04D—NON-POSITIVE-DISPLACEMENT PUMPS
- F04D29/00—Details, component parts, or accessories
- F04D29/26—Rotors specially for elastic fluids
- F04D29/28—Rotors specially for elastic fluids for centrifugal or helico-centrifugal pumps for radial-flow or helico-centrifugal pumps
- F04D29/281—Rotors specially for elastic fluids for centrifugal or helico-centrifugal pumps for radial-flow or helico-centrifugal pumps for fans or blowers
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2230/00—Manufacture
- F05D2230/50—Building or constructing in particular ways
- F05D2230/53—Building or constructing in particular ways by integrally manufacturing a component, e.g. by milling from a billet or one piece construction
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2300/00—Materials; Properties thereof
- F05D2300/40—Organic materials
- F05D2300/43—Synthetic polymers, e.g. plastics; Rubber
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2300/00—Materials; Properties thereof
- F05D2300/70—Treatment or modification of materials
- F05D2300/702—Reinforcement
Definitions
- the invention relates to a centrifugal fan turbine and its method of manufacture.
- the turbine according to the invention is intended in particular but not exclusively for the extraction of air, vapors, gases, fumes and any effluent present in an aggressive medium, and in particular corrosive.
- the centrifugal fan turbines intended for the extraction of corrosive effluents comprise a front support forming an inlet ring for the effluents, a rear support connected to a motor base, said motor base comprising the transmission elements of speed and rotation of the turbine, and a plurality of blades extending between the front support and the rear support and arranged to define a wheel structure.
- Turbines conventionally used in aggressive environments are plastic turbines. There are various conventional techniques for producing such turbines.
- the invention aims to remedy these problems by proposing a turbine for centrifugal fan light and providing good blade holding on the rear support in contact with the motor base.
- the invention also aims at providing a method of manufacturing a simple turbine for simple and fast implementation while ensuring satisfactory holding blades on the rear support.
- the invention provides a centrifugal fan turbine comprising a front support forming an effluent inlet ring, a rear support and a plurality of blades extending between the front support and the rear support, said turbine being characterized in that each blade, having a hollow profile, has a blade portion trapped in the rear support to form a single piece.
- the rear support is overmolded on said blade portion.
- each blade has two bosses substantially parallel to each other and extending over all or part of the circumference of the blade, said bosses delimiting the blade portion trapped in the rear support.
- the bosses are interconnected by reinforcing ribs.
- each blade comprises means for reinforcing the attachment between the rear support and each of the blades, said reinforcement means being formed in one piece with the corresponding blades.
- the reinforcing means are formed on the face of the blade on which the thrust forces are exerted.
- the rear support is a hollow disk, so as to reduce the mass of the turbine.
- the blades and / or the rear support are (is) made of plastic material, and preferably of polypropylene
- the invention also relates to a centrifugal reaction fan comprising a turbine as described above.
- the invention also relates to a method of manufacturing a centrifugal fan turbine as described above, the method being remarkable in that it comprises the steps of arranging the blades so as to form a wheel structure, each blade having a portion of blade positioned in an injection tool, then forming the rear support by injecting around the blade portion a material compatible with the material in which the blades are made to ensure a chemical bond between the two materials, and thus forming one piece.
- the blades are advantageously connected to each other at the ends opposite their foot by the front support by embedding each of the ends in respective housings formed in the front support.
- the blades are made beforehand by injection.
- two substantially parallel protrusions are provided between them, extending over the entire circumference of each blade are formed, said bosses delimiting the injection zone of the rear support.
- the blades and / or the rear support are (are) made of plastic, and preferably of polypropylene.
- the turbine 1 comprises a front support 2 forming an inlet ring corrosive effluents, a rear support 3, of circular shape, and a plurality of hollow blades 4 extending between the front support 2 and the rear support 3 and arranged with the front and rear supports to form a wheel structure.
- the blades are arranged to define a reaction wheel structure.
- the blades 4 and the rear support 3 are made of plastic, and preferably polypropylene. Other materials can of course be implemented. It will, however, be careful to choose a material for the rear support 3 compatible with that of the blades 4 to ensure, as discussed below, a chemical bond between the two materials during the injection of the overmoulding of the rear support 3 on the blades 4.
- each blade which have a hollow profile, have an airfoil shape. More particularly, each blade comprises two side walls 41, 42 connected on either side by a right end wall, the nearest end wall 44 of the center of the wheel constituting the leading edge of the blade. 4, while the end wall 43 farthest from the center of the wheel constituting the trailing edge of the blade 4.
- the wall 41 has a so-called external thrust surface on which exert forces of effluents are exerted while that the wall 42 has an external face called suction.
- each blade 4 is fixed on the rear support 3 by imprisoning a blade portion 4 in the rear support 3. The embodiment will be described later.
- each blade 4 comprises two bosses 5, 6 substantially parallel to each other and extending on the circumference of the blade 4, in all or part of the circumference, said bosses 5, 6 delimiting the blade portion 40 trapped in the support 3.
- the bosses thus form stop stops of the rear support 3.
- the bosses 5, 6 are interconnected by reinforcing ribs 7 ( figure 3 ).
- the reinforcing ribs 7 extend transversely in the overmoulding zone 40 so as to be arranged in opposition to the centrifugal force.
- the reinforcing ribs 7 are formed in the overmoulding zone 40 at the suction face of each blade 4. It is of course obvious that the overmolding zone 40 at the level of the face on which is exerted thrust (thrust face) may also be provided with such reinforcing ribs 7.
- the latter advantageously comprise complementary fastening means 8, also designated as means for reinforcing the fastening, between the rear support 3 and each of the blades 4.
- the reinforcing means 8 are formed in one piece with the corresponding blades 4.
- the reinforcement means 8 are embedded in the rear support 3.
- the reinforcing means 8 are formed on the face 41 of the blade 4 on which the thrust of the corrosive effluents is exerted. It is of course obvious that reinforcing means 8 may be provided on the suction face 42. The reinforcement means may be provided in addition to or instead of the reinforcing ribs 7 previously described.
- the rear support 3 is a hollow disc.
- the rear support 3 is connected, at its rear face, to a drive hub 10 of the motor base as shown in FIG. figure 8 .
- the drive hub 10 is preferably made of stainless steel.
- the driving means is hidden by a cap 11.
- the cap 11 is arranged on the rear support 3 to facilitate the penetration of effluents within the turbine 1.
- the cap 11 is clipped on the front face 30 of the rear support 3.
- the turbine 1 according to the invention is manufactured in the following manner.
- each of the hollow blades 4 is manufactured. These are advantageously manufactured by injection.
- the blades 4 are then arranged in an injection mold so as to form the structure of a reaction wheel. More particularly, each blade 4 is disposed so as to present the blade portion 4 defining the overmoulding zone 40 in the injection mold.
- the rear support 3 is then injected at the overmoulding zone of each blade 4, the two bosses 6, 7 parallel defining the injection zone.
- the chosen material of the rear support 3 to be compatible with that of the blades 4 (in this case the polypropylene is chosen for the blades 4 and the rear support 3), a weld is made in the overmoulding zone 40, between each of the blades 4 and the rear support 3 injected during the contacting of the material of the rear support 3 having a temperature greater than that of the blades 4 with which it is brought into contact.
- the rear support assembly 3 / blades 4 only forms one piece.
- each blade 4 is connected together at opposite ends to the trapped blade portions.
- the end of each blade 4 is embedded in a housing 9 provided for this purpose in the front support 2, at its inner face.
- the inner face of the front support 2 is defined as opposed to the outer face 20 constituting the inlet face of the corrosive effluents.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Structures Of Non-Positive Displacement Pumps (AREA)
Abstract
Description
- L'invention concerne une turbine pour ventilateur centrifuge et son procédé de fabrication.
- La turbine selon l'invention est destinée notamment mais non exclusivement à l'extraction d'air, de vapeurs, de gaz, de fumées et de tout effluent présents dans un milieu agressif, et en particulier corrosif.
- De manière classique, les turbines pour ventilateur centrifuge destinées à l'extraction d'effluents corrosifs comprennent un support avant formant une couronne d'entrée pour les effluents, un support arrière relié à un socle moteur, ledit socle moteur comportant les éléments de transmission de vitesse et de rotation de la turbine, et une pluralité de pales s'étendant entre le support avant et le support arrière et agencées pour définir une structure de roue.
- Les turbines classiquement mises en oeuvre dans les environnements agressifs sont des turbines en plastique. Il existe différentes techniques conventionnelles pour la réalisation de telles turbines.
- Parmi celles-ci, l'une fréquemment utilisée est l'assemblage par polyfusion de tubes destinés à former les pales et d'un plateau destiné à former le support arrière de la turbine. Cette technique implique de réaliser une taille dans les tubes et le plateau pour former les pales et le support arrière. Une telle technique présente cependant l'inconvénient d'être de mise en oeuvre difficile et requiert une précision élevée. Par ailleurs, certaines matières plastiques, et en particulier le polypropylène couramment employé pour la réalisation de turbines, offre un comportement au soudage pas toujours satisfaisant, de sorte qu'une fragilisation des soudures peut être parfois observée dans le temps.
- Une autre technique fréquemment employée est la taille dans la masse des pales et du plateau. Une telle technique présente cependant l'inconvénient d'être consommatrice en terme de temps et de matières premières.
- L'invention vise à remédier à ces problèmes en proposant une turbine pour ventilateur centrifuge légère et offrant une bonne tenue des pales sur le support arrière en contact avec le socle moteur.
- L'invention vise également à proposer un procédé de fabrication d'une turbine simple de mise en oeuvre simple et rapide tout en assurant une tenue satisfaisante des pales sur le support arrière.
- A cet effet, et selon un premier aspect, l'invention propose une turbine pour ventilateur centrifuge comprenant un support avant formant une couronne d'entrée d'effluents, un support arrière et une pluralité de pales s'étendant entre le support avant et le support arrière, ladite turbine étant caractérisée en ce que chaque pale, ayant un profil creux, comporte une portion de pale emprisonnée dans le support arrière pour former une seule pièce.
- Avantageusement, le support arrière est surmoulé sur ladite portion de pale.
- Avantageusement, chaque pale comporte deux bossages sensiblement parallèles entre eux et s'étendant sur tout ou partie de la circonférence de la pale, lesdits bossages délimitant la portion de pale emprisonnée dans le support arrière.
- Avantageusement, les bossages sont reliés entre eux par des nervures de renfort.
- Avantageusement, chaque pale comporte des moyens de renfort de la fixation entre le support arrière et chacune des pales, lesdits moyens de renfort étant formés d'un seul tenant avec les pales correspondantes. Selon un mode de réalisation préféré, les moyens de renfort sont ménagés sur la face de la pale sur laquelle les forces de poussée s'exercent.
- Avantageusement, le support arrière est un disque creux, de sorte à diminuer la masse de la turbine.
- Avantageusement les pales et/ou le support arrière sont (est) en matière plastique, et de préférence en polypropylène
- L'invention concerne également un ventilateur centrifuge à réaction comprenant une turbine telle que décrite précédemment.
- L'invention concerne également un procédé de fabrication d'une turbine de ventilateur centrifuge telle que décrite précédemment, le procédé étant remarquable en ce qu'il comprend les étapes consistant à arranger les pales de manière à former une structure de roue, chaque pale ayant une portion de pale positionnée dans un outillage d'injection, puis former le support arrière en injectant autour de la portion de pale un matériau compatible avec le matériau dans lequel les pales sont réalisées pour assurer une liaison chimique entre les deux matériaux, et ainsi former une seule pièce.
- Une fois le support arrière formé, les pales sont avantageusement raccordées entre elles au niveau des extrémités opposées à leur pied par le support avant par encastrement de chacune des extrémités dans des logements respectifs ménagés dans le support avant.
- Avantageusement, les pales sont réalisées préalablement par injection.
- Avantageusement, il est prévu, au cours de la fabrication des pales, de réaliser deux bossages sensiblement parallèles entre eux, s'étendant sur toute la circonférence de chaque pale sont formés, lesdits bossages délimitant la zone d'injection du support arrière.
- Avantageusement, les pales et/ou le support arrière sont(est) réalisé(es) en matière plastique, et de préférence en polypropylène.
- D'autres objets et avantages de l'invention apparaîtront au cours de la description qui suit, faite en référence aux dessins annexés, dans lesquels :
- la
figure 1 représente une vue schématique en perspective de dessus d'une turbine pour ventilateur centrifuge selon l'invention ; - la
figure 2 représente une vue en perspective de dessus d'une pale équipant la turbine de lafigure 1 ; - la
figure 3 représente une vue du pied d'une pale illustrée sur lafigure 2 ; - la
figure 4 représente une vue en perspective de dessous de la pale de lafigure 3 ; - la
figure 5 représente une vue de dessous d'une pale maintenue dans un support arrière équipant la turbine de lafigure 1 ; - la
figure 6 représente une vue en coupe du support arrière de lafigure 5 selon l'axe V-V, le support arrière étant en position de maintien de la pale ; - la
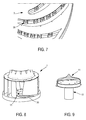
figure 7 représente une vue partielle de dessus du support arrière ; - la
figure 8 représente une de l'intérieur de la turbine, deux pales ayant été enlevées pour la représentation ; - la
figure 9 représente une vue du moyeu d'entrainement du moteur et de sa coiffe. - En relation avec les
figures 1 à 9 , il est décrit une turbine 1 à réaction pour un ventilateur centrifuge destiné à l'extraction d'air, de fumées, de vapeur, de gaz en milieu corrosifs. On parlera par la suite d'effluents corrosifs. - La turbine 1 comprend un support avant 2 formant une couronne d'entrée des effluents corrosifs, un support arrière 3, de forme circulaire, et une pluralité de pales creuses 4 s'étendant entre le support avant 2 et le support arrière 3 et arrangées avec les support avant et arrière pour former une structure de roue. Dans le mode de réalisation décrit, les pales sont arrangées pour définir une structure de roue à réaction.
- Avantageusement, les pales 4 et le support arrière 3 sont réalisés en matière plastique, et de préférence en polypropylène. D'autres matériaux peuvent bien entendu être mis en oeuvre. Il sera toutefois pris soin de choisir un matériau pour le support arrière 3 compatible avec celui des pales 4 afin d'assurer, comme on le verra plus loin, une liaison chimique entre les deux matériaux lors de l'injection du surmoulage du support arrière 3 sur les pales 4.
- Les pales 4, lesquelles présentent un profil creux, ont une forme en aile d'avion. Plus particulièrement, chaque pale comporte deux parois latérales 41, 42 reliées de part et d'autre par une paroi droite d'extrémité, la paroi d'extrémité la plus proche 44 du centre de la roue constituant le bord d'attaque de la pale 4, tandis que la paroi d'extrémité 43 la plus éloignée du centre de la roue constituant le bord de fuite de la pale 4. La paroi 41 présente une face externe dite de poussée sur laquelle s'exercent les forces de poussés des effluents tandis que la paroi 42 présente une face externe dite d'aspiration. Un tel arrangement permet de réduire le niveau acoustique de la turbine ainsi que le décollement sur l'extrémité arrière de la pale.
- Comme on le comprendra plus loin, chaque pale 4 est fixée sur le support arrière 3 par emprisonnement d'une portion de pale 4 dans le support arrière 3. Le mode de réalisation sera décrit plus loin.
- Avantageusement, chaque pale 4 comporte deux bossages 5, 6 sensiblement parallèles entre eux et s'étendant sur la circonférence de la pale 4, en tout ou artie de la circonférence, lesdits bossages 5, 6 délimitant la portion de pale 40 emprisonnée dans le support arrière 3. Les bossages forment ainsi des butées d'arrêt du support arrière 3.
- Selon un mode de réalisation avantageux, les bossages 5, 6 sont reliés entre eux par des nervures de renfort 7 (
figure 3 ). Les nervures de renfort 7 s'étendent transversalement dans la zone de surmoulage 40 de façon à être disposées en opposition de la force centrifuge. Dans le mode de réalisation décrit, les nervures de renfort 7 sont ménagées dans la zone de surmoulage 40 au niveau de la face d'aspiration de chaque pale 4. Il est bien entendu évident que la zone de surmoulage 40 au niveau de la face sur laquelle s'exerce la poussée (face de poussée) pourra être également pourvue de telles nervures de renfort 7. - Afin de renforcer le maintien du support arrière 3 sur les pales 4, ces dernières comportent avantageusement des moyens de fixation complémentaire 8, désignés également comme moyens de renfort de la fixation, entre le support arrière 3 et chacune des pales 4. Selon l'invention, les moyens de renfort 8 sont formés d'un seul tenant avec les pales 4 correspondantes. On parle de moyens de fixation complémentaire du fait que ces derniers viennent en complément de la fixation principale obtenue, comme on le verra plus loin, lors de la fabrication de la turbine 1 (fixation obtenue par injection du support arrière 3 sur les pales 4).
- Les moyens de renfort 8 sont noyés dans le support arrière 3.
- Avantageusement, les moyens de renfort 8 sont ménagés sur la face 41 de la pale 4 sur laquelle s'exerce la poussée des effluents corrosifs. Il est bien entendu évident qu'il peut être prévu des moyens de renfort 8 sur la face d'aspiration 42. Les moyens de renfort pourront être prévus en complément ou en remplacement des nervures de renfort 7 décrites précédemment.
- Avantageusement, le support arrière 3 est un disque creux.
- Le support arrière 3 est raccordé, au niveau de sa face arrière, à un moyeu d'entrainement 10 du socle moteur comme le montre la
figure 8 . Le moyeu d'entrainement 10 est de préférence en inox. Comme illustré sur lafigure 9 , le moyen d'entrainement est caché par une coiffe 11. Avantageusement, la coiffe 11 est arrangée sur le support arrière 3 pour faciliter la pénétration des effluents au sein de la turbine 1. Selon un mode de réalisation particulier, la coiffe 11 est clipsée sur la face avant 30 du support arrière 3. - La turbine 1 selon l'invention est fabriquée de la manière suivante.
- Il est procédé tout d'abord à la fabrication de chacune des pales 4 creuses. Celles-ci sont avantageusement fabriquées par injection. Les pales 4 sont ensuite arrangées dans un moule à injection de façon à former la structure d'une roue à réaction. Plus particulièrement, chaque pale 4 est disposée de manière à présenter la portion de pale 4 définissant la zone de surmoulage 40 dans le moule d'injection. Le support arrière 3 est ensuite injecté au niveau de la zone de surmoulage de chaque pale 4, les deux bossages 6, 7 parallèles délimitant la zone d'injection. Le matériau choisi du support arrière 3 pour être compatible avec celui des pales 4 (en l'espèce le polypropylène est choisi pour les pales 4 et le support arrière 3), une soudure est réalisée dans la zone de surmoulage 40, entre chacune des pales 4 et le support arrière 3 injecté lors de la mise en contact de la matière du support arrière 3 ayant une température supérieure à celle des pales 4 avec lesquelles elle est mise en contact.
- Une fois le support arrière 3 surmoulé sur la pluralité de pales 4, l'ensemble support arrière 3 /pales 4 ne forme plus qu'une seule pièce.
- Une fois emprisonnées dans le support arrière 3, les pales 4 sont raccordées entre elles au niveau des extrémités opposées aux portions de pale emprisonnées. Pour ce faire, l'extrémité de chaque pale 4 est encastrée dans un logement 9 prévu à cet effet dans le support avant 2, au niveau de sa face intérieure. On définit la face intérieure du support avant 2 par opposition à la face extérieure 20 constituant la face d'entrée des effluents corrosifs.
- L'invention est décrite dans ce qui précède à titre d'exemple. Il est entendu que l'homme du métier est à même de réaliser différentes variantes de réalisation de l'invention sans pour autant sortir du cadre de l'invention.
Claims (13)
- Turbine (1) pour ventilateur centrifuge comprenant un support avant (2) formant une couronne d'entrée d'effluents, un support arrière (3) et une pluralité de pales (4) s'étendant entre le support avant (2) et le support arrière (3), ladite turbine (1) étant caractérisée en ce que chaque pale (4), ayant un profil creux, comporte une portion de pale (4) emprisonnée dans le support arrière (3) pour former une seule pièce.
- Turbine (1) selon la revendication 1, caractérisée en ce que le support arrière (3) est surmoulé sur ladite portion de pale.
- Turbine (1) selon la revendication 1 ou la revendication 2, caractérisée en ce que chaque pale (4) comporte deux bossages (5, 6) sensiblement parallèles entre eux et s'étendant sur tout ou partie de la circonférence de la pale (4), lesdits bossages (5, 6) délimitant la portion de pale (4) emprisonnée dans le support arrière (3).
- Turbine (1) selon la revendication 3, caractérisée en ce que les bossages (5, 6) sont reliés entre eux par des nervures de renfort (7).
- Turbine (1) selon l'une quelconque des revendications 1 à 4, caractérisée en ce que chaque pale (4) comporte des moyens de renfort (8) de la fixation entre le support arrière (3) et chacune des pales (4), lesdits moyens de renfort (8) étant formés d'un seul tenant avec les pales (4) correspondantes.
- Turbine (1) selon l'une quelconque des revendications 1 à 5, caractérisée en ce que le support arrière (3) est un disque creux.
- Turbine (1) selon l'une quelconque des revendications 1 à 6, caractérisée en ce que les pales (4) et/ou le support arrière (3) sont (est) en matière plastique, et de préférence en polypropylène.
- Ventilateur centrifuge à réaction comprenant une turbine (1) selon l'une quelconque des revendications précédentes.
- Procédé de fabrication d'une turbine (1) de ventilateur centrifuge selon l'une quelconque des revendications précédentes, le procédé comprenant les étapes consistant à arranger les pales (4) de manière à former une structure de roue, chaque pale (4) ayant une portion de pale positionnée dans un outillage d'injection, puis former le support arrière (3) en injectant autour de la portion de base des pales (4) un matériau compatible avec le matériau dans lequel les pales (4) sont réalisées pour assurer une liaison chimique entre les deux matériaux, et ainsi former une seule pièce.
- Procédé de fabrication selon la revendication 9, caractérisé en ce qu'une fois le support arrière (3) formé, les pales (4) sont raccordées entre elles au niveau des extrémités opposées à leur pied par le support avant (2) par encastrement de chacune des extrémités dans des logements respectifs ménagés dans le support avant (2).
- Procédé de fabrication selon la revendication 8 ou la revendication 10, caractérisé en ce que les pales (4) sont réalisées préalablement par injection.
- Procédé de fabrication selon la revendication 11, caractérisé en ce que lors de la réalisation des pales (4), deux bossages (5, 6) sensiblement parallèles entre eux et s'étendant sur toute la circonférence de chaque pale (4) sont formés, lesdits bossages délimitant la zone d'injection du support arrière (3).
- Procédé de fabrication selon l'une quelconque des revendications 9 à 12, caractérisée en ce que les pales (4) et/ou le support arrière (3) sont(est) réalisé(es) en matière plastique, et de préférence en polypropylène.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR1350788A FR3001502B1 (fr) | 2013-01-30 | 2013-01-30 | Turbine pour ventilateur centrifuge et procede de fabrication d'une telle turbine |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2762728A2 true EP2762728A2 (fr) | 2014-08-06 |
| EP2762728A3 EP2762728A3 (fr) | 2018-04-11 |
Family
ID=48170703
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP14152996.6A Withdrawn EP2762728A3 (fr) | 2013-01-30 | 2014-01-29 | Turbine pour ventilateur centrifuge et procédé de fabrication d'une telle turbine |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP2762728A3 (fr) |
| FR (1) | FR3001502B1 (fr) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103362859A (zh) * | 2012-03-27 | 2013-10-23 | 富瑞精密组件(昆山)有限公司 | 扇叶结构及其制造方法 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102009001095A1 (de) * | 2009-02-24 | 2010-08-26 | Bfa Anlagen + System Gmbh | Lüfterrad |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1171961A (en) * | 1966-02-24 | 1969-11-26 | Smiths Industries Ltd | Improvements in or relating to Centrifugal Fans |
| JP4432474B2 (ja) * | 2003-11-27 | 2010-03-17 | ダイキン工業株式会社 | 遠心送風機の羽根車及びそれを備えた遠心送風機 |
| KR20080045564A (ko) * | 2006-11-20 | 2008-05-23 | 삼성전자주식회사 | 터보팬 및 그 제조방법 |
| AU2009215837B2 (en) * | 2008-02-22 | 2014-06-05 | Horton, Inc. | Fan manufacturing and assembly |
-
2013
- 2013-01-30 FR FR1350788A patent/FR3001502B1/fr not_active Expired - Fee Related
-
2014
- 2014-01-29 EP EP14152996.6A patent/EP2762728A3/fr not_active Withdrawn
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102009001095A1 (de) * | 2009-02-24 | 2010-08-26 | Bfa Anlagen + System Gmbh | Lüfterrad |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103362859A (zh) * | 2012-03-27 | 2013-10-23 | 富瑞精密组件(昆山)有限公司 | 扇叶结构及其制造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| FR3001502A1 (fr) | 2014-08-01 |
| EP2762728A3 (fr) | 2018-04-11 |
| FR3001502B1 (fr) | 2016-06-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2425100B1 (fr) | Cale d'aube de soufflante avec un élastomère | |
| EP0370899B1 (fr) | Disque aileté de rotor de turbomachine | |
| EP2805020B1 (fr) | Aube mobile de turbomachine et turbomachine correspondante | |
| EP1516690B1 (fr) | Procédé de fabrication ou de réparation d'un disque aubage monobloc | |
| EP2368019B1 (fr) | Joint d'étanchéité de plateforme de rotor de turbomachine | |
| FR2939835A1 (fr) | Joint d'etancheite de plateforme dans un rotor de turbomachine, methode pour ameliorer l'etancheite entre une plateforme et une aube de turbomachine. | |
| FR3001758A1 (fr) | Aube de rotor de turbomachine | |
| FR2940353A1 (fr) | Roue mobile de turbomachine a aubes en materiau composite. | |
| FR2918409A1 (fr) | Partie tournante de turbomachine comprenant des secteurs inter-aubes formant plateforme rapportes fixement sur un disque | |
| CA2952752A1 (fr) | Ensemble rotatif pour turbomachine | |
| EP1855011B1 (fr) | Ensemble pour compresseur de moteur d'aéronef comprenant des aubes à attache marteau à pied incliné | |
| EP1432915B1 (fr) | Roue centrifuge | |
| WO2000001961A1 (fr) | Roue de turbine pour appareil d'accouplement hydrocinetique, en materiau plastique | |
| EP2762681B1 (fr) | Tambour de rotor de turbomachine axiale et turbomachine associée | |
| FR2960603A1 (fr) | Diffuseur radial de turbomachine | |
| EP2762728A2 (fr) | Turbine pour ventilateur centrifuge et procédé de fabrication d'une telle turbine | |
| WO2010128025A1 (fr) | Virole pour stator de turbomoteur d'aeronef a fentes de dechargement mecanique d'aubes | |
| FR3029961A1 (fr) | Roue a aubes avec becquets pour une turbine de turbomachine | |
| EP3265654A1 (fr) | Disque aubage monobloc comportant un moyeu ayant une face evidee a laquelle est rapporte un organe de comblement | |
| FR3048448A1 (fr) | Bouchon d'etancheite pour tambour de compresseur basse pression, tambour de compresseur basse pression et turbomachine associes | |
| FR2974142A1 (fr) | Dispositif d'immobilisation en rotation d'un anneau de retention d'aubes | |
| FR3124546A1 (fr) | Aube de rotor a maintien ameliore, procede de fabrication d’une telle aube et rotor comportant une telle aube | |
| EP3683450A1 (fr) | Ensemble rotatif de turbomachine | |
| FR2953553A1 (fr) | Aube de turbine de turbomachine en composite a matrice ceramique avec evidements realises par usinage | |
| EP3189211B2 (fr) | Arbre de turbomachine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20140129 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: F04D 29/02 20060101AFI20180306BHEP Ipc: F04D 29/28 20060101ALI20180306BHEP |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20200801 |