EP2778081A1 - Verpackungsanlage mit Einraststation und Verfahren - Google Patents
Verpackungsanlage mit Einraststation und Verfahren Download PDFInfo
- Publication number
- EP2778081A1 EP2778081A1 EP14000609.9A EP14000609A EP2778081A1 EP 2778081 A1 EP2778081 A1 EP 2778081A1 EP 14000609 A EP14000609 A EP 14000609A EP 2778081 A1 EP2778081 A1 EP 2778081A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- package
- closure element
- latching
- folding
- folded
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B51/00—Devices for, or methods of, sealing or securing package folds or closures; Devices for gathering or twisting wrappers, or necks of bags
- B65B51/10—Applying or generating heat or pressure or combinations thereof
- B65B51/14—Applying or generating heat or pressure or combinations thereof by reciprocating or oscillating members
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/08—Forming three-dimensional [3D] containers from sheet material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B47/00—Apparatus or devices for forming pockets or receptacles in or from sheets, blanks, or webs, comprising essentially a die into which the material is pressed or a folding die through which the material is moved
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B61/00—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages
- B65B61/04—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for severing webs, or for separating joined packages
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B65/00—Details peculiar to packaging machines and not otherwise provided for; Arrangements of such details
- B65B65/003—Packaging lines, e.g. general layout
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B7/00—Closing containers or receptacles after filling
- B65B7/16—Closing semi-rigid or rigid containers or receptacles not deformed by, or not taking-up shape of, contents, e.g. boxes or cartons
- B65B7/162—Closing semi-rigid or rigid containers or receptacles not deformed by, or not taking-up shape of, contents, e.g. boxes or cartons by feeding web material to securing means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B7/00—Closing containers or receptacles after filling
- B65B7/16—Closing semi-rigid or rigid containers or receptacles not deformed by, or not taking-up shape of, contents, e.g. boxes or cartons
- B65B7/26—Closing semi-rigid or rigid containers or receptacles not deformed by, or not taking-up shape of, contents, e.g. boxes or cartons by closing hinged lids
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D43/00—Lids or covers for rigid or semi-rigid containers
- B65D43/14—Non-removable lids or covers
- B65D43/16—Non-removable lids or covers hinged for upward or downward movement
- B65D43/162—Non-removable lids or covers hinged for upward or downward movement the container, the lid and the hinge being made of one piece
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B31/00—Packaging articles or materials under special atmospheric or gaseous conditions; Adding propellants to aerosol containers
- B65B31/02—Filling, closing, or filling and closing, containers or wrappers in chambers maintained under vacuum or superatmospheric pressure or containing a special atmosphere, e.g. of inert gas
- B65B31/021—Filling, closing, or filling and closing, containers or wrappers in chambers maintained under vacuum or superatmospheric pressure or containing a special atmosphere, e.g. of inert gas the containers or wrappers being interconnected
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2543/00—Lids or covers essentially for box-like containers
- B65D2543/00009—Details of lids or covers for rigid or semi-rigid containers
- B65D2543/00444—Contact between the container and the lid
- B65D2543/00574—Contact between the container and the lid secured locally, i.e. a lot less than half the periphery
Definitions
- the invention relates to a packaging installation according to the preamble of claim 1 and to a method having the features of claim 9.
- From the DE 28 27 645 A is a packaging container, consisting of two foldable interconnected halves known.
- the two halves each include flexible closure members that are engageable to press the flanges of the two halves together.
- a reclosable package which comprises a pack bottom for receiving a product and a lid as a pack top sealed to each other airtight.
- the lid and the pack bottom which receives the product, have a reclosing tongue or a tongue receptacle in order to be able to reseal them manually after opening the packaging.
- the DE 20 2011 103 391 U shows a Mehrfachfaltpackung with four compartments for receiving products and mechanical fasteners to hold them together after folding the package.
- the folded package has on the opposite side of the closure elements on a sub-area, which serves as a stand space for the packaging, for example, on the shelf of a shop for a particularly attractive product presentation.
- the manual folding and closing has been found.
- the DE 10 2008 045 025 A shows a thermoforming packaging machine with a folding device for producing a reclosable double-fold package.
- the use of a label results in both holding the package after folding and reclosing after removing a portion of the products.
- the disadvantage of this is that the package has only one receptacle for receiving products and a label is necessary.
- the labels often have the disadvantage that the adhesive power after opening and reclosing wears off, especially when stored in the refrigerator.
- the object of the present invention is to provide a packaging system in order to be able to produce a folded package with a plurality of packaging containers and automatically folded and sealed without the use of a label.
- the packaging installation according to the invention comprises a thermoforming packaging machine which has a forming station, an insertion path, a sealing station and a packaging separation in succession in a production direction. It is characterized in that a folding device is provided to fold a folded package around a fold line, and that a latching device is arranged downstream in the production direction of the folding device.
- the latching device is designed in such a way that a first closure element, which is provided on a first package half of the folded package, cooperates with a second closure element of a second package half of the folded package such that the folded package is held together in a folded state.
- the packaging system enables the automatic production of a folded package, which has a plurality of receptacles for, for example, different products, and after sealing the receptacle with a lid film is folded and sealed within the packaging system. Because of the closure elements that are part of the film into which the receptacles, also referred to as troughs, are molded in the forming station, no additional label is needed to keep the folded package closed in its folded state.
- the packaging installation preferably has an intermittent operation which is predetermined by the thermoforming packaging machine.
- the latching device is provided for simultaneously processing a plurality of folding packages to have at least the same performance as the thermoforming packaging machine.
- the latching device has a latching unit for pressing ends of the first closure element of the first pack half. This process of pressing can be carried out manually again after a first opening of the folding pack by a person later to re-close the folding pack and so longer to maintain the shelf life of the products during storage in the refrigerator.
- the Einrasttician comprises at least one pneumatic cylinder to inexpensively perform a simple movement between two predetermined positions.
- the latch unit has a respective latching pin for one end each of the first closure element in order to bring one end of the first closure element of the first half of the package under a designated end of the second closure element of the second half of the package in such a way that the ends are latched together leads to a reclosure of the folded package.
- the latching device comprises a support for the first closure element to assist in pressing the ends of the first closure element against the ends of the second closure element.
- the support is preferably raised in a latching position to the first closure element.
- the advantage of this method is that an automatic production of a folding package is made possible, wherein the folding package has a plurality of receiving containers for, for example, different products and after the sealing of the receiving container with a lid film, the folded package is folded and sealed within the packaging system.
- the latching is preferably carried out by pressing ends of the first closure element of the first half of the package opposite to the ends of the second half of the package so that the ends of the first closure element abut on the opposite side of the ends of the second closure element to keep the folded package closed.
- the ends of the first closure element are pressed by means of latching pins in the direction of a support, wherein the support acts against a part of the first closure element between its ends as a counter-holder.
- the support acts against a part of the first closure element between its ends as a counter-holder.
- the elasticity of the ends is given by the fact that the film is a plastic film and the film preferably has a thickness of more than 300 microns. This elasticity also ensures the holding together of the folded package after the latching process.
- the support preferably acts simultaneously on the first closure element together with the latching pins.
- the folded package is converted by means of a robot from the cutting station to a separating belt.
- a robot By using a robot, several folding packages from the cutting station, which can be designed as a complete cutting device, can be removed simultaneously and onto the separating belt for further transport to subsequent workstation are stored.
- juxtaposed folding packages can be arranged on the separating belt in the transport direction one behind the other. This is particularly advantageous in a subsequent folding device, latching device, metal detector and / or weighing device.
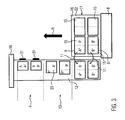
- Fig. 1 shows a packaging machine 1 with a production direction R and a thermoforming packaging machine 100 having successive stations.
- the following stations are shown starting from the right in the drawing: a film unwrapping 2 for a film 22, a film stretching station 3, a forming station 4 for producing depressions 19, a product feed 5, an insertion path 6, a cover film feed 7, a sealing station 8, a packaging separation 9 with a robot 10, a cutting station 11, a separating belt 12, a folding device 13 and a latching device 14, the in Fig. 1 are not visible.
- the folded and sealed folding packages 15 are subsequently fed to a metal detector 16 and a weighing device 17.
- Fig. 2a shows a Faltpackung 15 in the opened and thus still unfolded state after a lid sheet 18, which is supplied from the cover sheet feeder 7 in the sealing station 8, was sealed on product-filled wells 19 along a sealed seam 20 and cut in the cutting station 11 along the outer contour and thus was isolated.
- the troughs 19 are produced by deep drawing into the film 22 in the forming station 4.
- the folded package 15 has a first package half 24 and a second package half 25. Between the two package halves 24, 25 a preferably perforated fold line 23 is provided to fold the two package halves 24, 25 approximately congruent to each other.
- the first half of the package 24 has on its outer side oriented parallel to the fold line 23 a first closure element 26 and analogously the second half of the package 25 a second closure element 27.
- the closure elements 26, 27 are part of the film 22 and are in the plane of a flange formation of the film 22nd to which the lidding film 18 is sealed by means of the sealing seam 20.
- the interior of the two troughs 19 can be evacuated and / or fumigated in the sealing station 8 prior to sealing in order to produce a modified atmosphere, with which, for example, a long shelf life can be produced in the case of foods.
- the first closure element 26 has lateral ends 26a, 26b and the second closure element 27 has lateral ends 27a, 27b.
- the cover film 18 is attached by means of sealing dots 40 on the closure elements 26, 27 in order to increase the attractiveness of the folded package 15.
- Fig. 2b shows the folded package 15, after it has been folded in the folding device 13 and locked in the latching device 14 by the lateral ends 26a, 26b of the first closure element 26 with the lateral ends 27a, 27b of the second closure element 27 cooperate such that the end 26a of the first closure element 26 below the end 27a of the second closure element 27 and that the second end 26b of the first closure element 26 are located below the end 27b of the second closure element 27.
- the overhead first half of the package 24 held on the underlying second pack half 25.
- Fig. 2c shows in the side view illustrates how the ends 26a, 26b of the first closure member 26 are below the ends 27a, 27b of the second closure member 27 after the latching operation.
- Fig. 3 shows the top view of the packaging system 1 from the sealing station 8 to the metal detector 16.
- the packaging system 1 operates intermittently, and during a working cycle as shown here four Faltpackungen 15 are processed.
- a first folded package A is marked with A 'and A "and a second folded package B with B' and B". Both folding packages A and B are processed simultaneously in each station or device and up to the cutting station 11.
- the two folded packages A and B are cut out of the films 18 and 22 and converted by the robot 10 onto the separating belt 12.
- the robot 10 is also provided to sort out defective folding packages 15 by not placing these folding packages 15 on the separating belt 12 during the transfer movement, but dropping them into a container (not shown).
- the folding packages A, B are folded by means of the folding device 13 such that a part A "of the folded package A is folded over the fold line 23 by 180 °, so that both parts A" and A 'are superimposed lie.
- the latching device 14 By means of the latching device 14, the in Fig. 3 Not shown closure elements 26, 27 brought into a Verschdir ein in which they keep the folded package 15 closed, and fed to the metal detector 16 via the separating belt 12.
- the latching device 14 has two latching units 31.
- the four folded packages 15 in the area of the cutting station 11 or in the thermoforming packaging machine 100 are not aligned transversely, but longitudinally to the production direction R.
- the robot 10 would then turn the folding packages 15 correspondingly by 90 ° during the conversion of the folding package 15 from the cutting station 11 to the separating belt 12.
- the folding device 13 and latching device 14 are in Fig. 4 explained in more detail.
- the folding device 13 has a first guide element 28, by means of which the part A ", B" of the folded packages A, B is raised in the production direction R during transport and be folded over.
- a second guide element 29 continues this folding process until the part A ", B” rests on the part A ', B'.
- Two hold-down devices 30 of the latching device 14 ensure that the folded packages A, B are held together until the folded packages A, B are closed by means of the closure elements 26, 27 themselves.
- the latching device 14 comprises two successive latching units 31 in order to be able to close both folded packages A, B at the same time.
- Fig. 5a shows a Einrastiser 31 of the latching device 14 as a section in a side view.
- the latching unit 31 comprises a support 32 which can be raised and lowered via a cylinder 33.
- the latching unit 31 comprises two latching pins 34 which are mounted together on a carrier 35.
- the carrier 36 can be raised and lowered via a cylinder 36.
- the cylinders 33, 36 may be designed as, for example, as a pneumatic cylinder or be an actuator with two setting positions.
- the support 32 and the locking pins 34 are in a parked position. This means that the support 32 spaced below the closure elements 26, 27 and the locking pins 34 spaced above the closure elements 26, 27 are located.
- Fig. 5b shows the Einrasttician 31 in a latching position, which is taken by raising the support 32 to the closure member 26 and the lowering of the locking pins 34 on the ends 26a, 26b of the first closure member 26 of the upper half pack 24.
- the flexible ends 26a, 26b bent so far down that they are after raising the locking pins 36 below the ends 27a, 27b of the second closure member 27 of the lower half of the package 25 and the ends 26a, 26b at the ends 27a, 27b abut.
- the so-sealed and secured against unintentional opening folding packages 15 can be further transported without further auxiliary devices to subsequent work stations such as metal detector 16 or weighing 17 below.
- the folding device 13 and the latching device 14 may also be arranged outside the packaging separation 9.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Auxiliary Devices For And Details Of Packaging Control (AREA)
- Closing Of Containers (AREA)
- Containers And Plastic Fillers For Packaging (AREA)
Abstract
Description
- Die Erfindung bezieht sich auf eine Verpackungsanlage gemäß dem Oberbegriff des Anspruchs 1 und auf ein Verfahren mit den Merkmalen des Anspruchs 9.
- Aus der
DE 28 27 645 A ist ein Verpackungsbehälter, bestehend aus zwei faltbar miteinander verbundenen Hälften, bekannt. Die zwei Hälften umfassen jeweils flexible Verschlussteile, die ineinander greifen können, um die Flansche der zwei Hälften dicht aufeinander zu drücken. - Aus der
DE 10 2010 050 734 A ist eine wiederverschließbare Verpackung bekannt, die ein Packungsunterteil zur Aufnahme eines Produktes und einen Deckel als Packungsoberteil umfasst, die aneinander luftdicht gesiegelt werden. Der Deckel und das Packungsunterteil, das das Produkt aufnimmt, weisen eine Wiederverschließzunge bzw. eine Zungenaufnahme auf, um nach dem Öffnen der Verpackung diese händisch wiederverschließen zu können. - Die
DE 20 2011 103 391 U zeigt eine Mehrfachfaltpackung mit vier Fächern zur Aufnahme von Produkten und mit mechanischen Verschlusselementen, um nach einem Falten der Verpackung diese zusammenzuhalten. Die gefaltete Verpackung weist auf der gegenüber den Verschlusselementen befindlichen Seite einen Teilbereich auf, der als Standfläche für die Verpackung beispielsweise im Regal eines Verkaufsladens zur besonders attraktiven Produktpräsentation dient. Als nachteilig hat sich das händische Falten und Verschließen herausgestellt. - Die
DE 10 2008 045 025 A zeigt eine Tiefziehverpackungsmaschine mit einer Falteinrichtung zum Herstellen einer wiederverschließbaren Doppelfaltpackung. Die Verwendung eines Etiketts führt sowohl zum Halten der Verpackung nach dem Falten als auch zum Wiederverschließen nach Entnahme eines Teils der Produkte. Nachteilig daran ist, dass die Verpackung nur einen Aufnahmebehälter zur Aufnahme von Produkten aufweist und ein Etikett notwendig ist. Die Etiketten haben oftmals den Nachteil, dass die Klebekraft nach dem Öffnen und Wiederverschließen nachlässt, vor allem bei einer Lagerung im Kühlschrank. - Aufgabe der vorliegenden Erfindung ist es, eine Verpackungsanlage zur Verfügung zu stellen, um eine Faltpackung mit mehreren Verpackungsbehältern und ohne die Verwendung eines Etiketts automatisch gefaltet und verschlossen herstellen zu können.
- Diese Aufgabe wird gelöst durch eine Verpackungsanlage mit den Merkmalen des Anspruchs 1 bzw. durch ein Verfahren zum Betrieb einer Verpackungsanlage mit den Merkmalen des Anspruchs 9. Vorteilhafte Weiterbildungen der Erfindung sind in den Unteransprüchen angegeben.
- Die erfindungsgemäße Verpackungsanlage umfasst eine Tiefziehverpackungsmaschine, die in einer Produktionsrichtung aufeinander nachfolgend angeordnet eine Formstation, eine Einlegestrecke, eine Siegelstation und eine Verpackungsvereinzelung aufweist. Sie zeichnet sich dadurch aus, dass eine Falteinrichtung vorgesehen ist, um eine Faltpackung um eine Faltlinie zu falten, und dass eine Einrastvorrichtung in Produktionsrichtung der Faltvorrichtung nachfolgend angeordnet ist. Die Einrastvorrichtung ist derart gestaltet, dass ein erstes Verschlusselement, das an einer ersten Packungshälfte der Faltpackung vorgesehen ist, mit einem zweiten Verschlusselement einer zweiten Packungshälfte der Faltpackung derart zusammenwirkt, dass die Faltpackung in einem gefalteten Zustand zusammengehalten wird. Die erfindungsgemäße Verpackungsanlage ermöglicht die automatische Herstellung einer Faltpackung, die mehrere Aufnahmebehälter für beispielsweise unterschiedliche Produkte aufweist, und nach dem Versiegeln der Aufnahmebehälter mit einer Deckelfolie innerhalb der Verpackungsanlage gefaltet und verschlossen wird. Wegen der Verschlusselemente, die Teil der Folie sind, in die die Aufnahmebehälter, auch als Mulden bezeichnet, in der Formstation geformt werden, ist kein zusätzliches Etikett notwendig, damit die Faltpackung in ihrem gefalteten Zustand geschlossen zu halten.
- Bevorzugt weist die Verpackungsanlage einen intermittierenden Betrieb auf, der durch die Tiefziehverpackungsmaschine vorgegeben wird.
- Vorzugsweise ist die Einrastvorrichtung zum gleichzeitigen Bearbeiten von mehreren Faltpackungen vorgesehen, um wenigstens die gleiche Leistung wie die Tiefziehverpackungsmaschine aufzuweisen.
- Dabei weist die Einrastvorrichtung in einer vorteilhaften Ausführung eine Einrasteinheit zum Drücken von Enden des ersten Verschlusselements der ersten Packungshälfte auf. Dieser Vorgang des Drückens kann später nach einem ersten Öffnen der Faltpackung durch eine Person wieder händisch ausgeführt werden, um die Faltpackung wieder zu verschließen und so die Haltbarkeit der Produkte bei der Lagerung im Kühlschrank länger aufrecht zu erhalten.
- Vorzugsweise umfasst die Einrasteinheit wenigstens einen Pneumatikzylinder, um eine einfache Bewegung zwischen zwei vorgebbaren Positionen kostengünstig auszuführen.
- Die Einrasteinheit weist in einer besonders vorteilhaften Ausführung je einen Raststift für je ein Ende des ersten Verschlusselements auf, um ein Ende des ersten Verschlusselements der ersten Packungshälfte so unter ein dafür vorgesehenes Ende des zweiten Verschlusselements der zweiten Packungshälfte zu bringen, dass eine Verriegelung mittels der Enden miteinander zu einem Wiederverschluss der Faltpackung führt.
- Bevorzugt umfasst die Einrastvorrichtung eine Auflage für das erste Verschlusselement, um das Drücken der Enden des ersten Verschlusselements gegen die Enden des zweiten Verschlusselements zu unterstützen.
- Die Auflage ist dabei bevorzugt in einer Einrastposition an das erste Verschlusselement anhebbar.
- Das erfindungsgemäße Verfahren zum Betrieb einer Verpackungsanlage, um eine wiederverschließbare Faltpackung herzustellen, weist folgende Schritte auf:
- Formen von Mulden in eine Folie,
- Einlegen von Produkten in die Mulden,
- Erzeugen einer Faltpackung durch Aufsiegeln einer Deckelfolie auf die Mulden entlang einer Siegelnaht, wobei zwei benachbarte Mulden eine erste und eine zweite Packungshälfte bilden und zwischen beiden Packungshälften eine Faltlinie vorgesehen ist,
- Vereinzeln der Faltpackung in einer Schneidstation,
- Falten der Faltpackung in einer Falteinrichtung,
- Einrasten eines ersten Verschlusselements der ersten Packungshälfte in ein zweites Verschlusselement der zweiten Packungshälfte in einer Einrastvorrichtung.
- Der Vorteil dieses Verfahrens liegt darin, dass eine automatische Herstellung einer Faltpackung ermöglicht wird, wobei die Faltpackung mehrere Aufnahmebehälter für beispielsweise unterschiedliche Produkte aufweist und nach dem Versiegeln der Aufnahmebehälter mit einer Deckelfolie die Faltpackung innerhalb der Verpackungsanlage gefaltet und verschlossen wird.
- Dabei wird vorzugsweise das Einrasten durch Drücken von Enden des ersten Verschlusselements der ersten Packungshälfte entgegen den Enden der zweiten Packungshälfte ausgeführt, damit die Enden des ersten Verschlusselements auf der gegenüberliegenden Seite der Enden des zweiten Verschlusselements anliegen, um die Faltpackung verschlossen zu halten. Diese Art der Zusammenwirkung und die entsprechende Gestaltung der Verschlusselemente ermöglicht ein Öffnen und ein Wiederverschließen, ohne dass Hilfsmittel wie ein Etikett notwendig sind.
- Bevorzugt werden die Enden des ersten Verschlusselements mittels Raststiften in Richtung einer Auflage gedrückt, wobei die Auflage gegenüber einem Teil des ersten Verschlusselements zwischen dessen Enden als Gegenhalter wirkt. Somit ist ein Herunterdrücken und ein Umbiegen der Enden ermöglicht, um sie unter die Enden des zweiten Verschlusselementes zu bringen. Die Elastizität der Enden ist dadurch gegeben, dass die Folie eine Kunststofffolie ist und die Folie vorzugsweise eine Stärke von mehr als 300 µm aufweist. Diese Elastizität sorgt auch für das Zusammenhalten der Faltpackung nach dem Einrastvorgang.
- Die Auflage wirkt während des Einrastvorgangs vorzugsweise gleichzeitig zusammen mit den Raststiften auf das erste Verschlusselement.
- In einer besonders vorteilhaften Ausführung wird die Faltpackung mittels eines Roboters von der Schneidstation auf ein Vereinzelungsband umgesetzt. Durch den Einsatz eines Roboters können gleichzeitig auch mehrere Faltpackungen aus der Schneidstation, die als Komplettschnitteinrichtung ausgeführt sein kann, entnommen und auf das Vereinzelungsband zum Weitertransport an nachfolgende Arbeitsstation abgelegt werden. Dabei können auch in der Tiefziehverpackungsmaschine in Produktionsrichtung nebeneinander angeordnete Faltpackungen auf dem Vereinzelungsband in Transportrichtung hintereinander angeordnet werden. Dies ist vor allem bei einer nachfolgenden Falteinrichtung, Einrastvorrichtung, Metalldetektor und/oder Wägeeinrichtung sehr vorteilhaft.
- Im Folgenden wird ein vorteilhaftes Ausführungsbeispiel der Erfindung anhand einer Zeichnung näher erläutert. Im Einzelnen zeigen:
- Fig. 1
- eine erfindungsgemäße Verpackungsanlage,
- Fig. 2a
- eine Faltpackung in geöffnetem Zustand mit einer aufgesiegelten Deckelfolie,
- Fig. 2b
- die Faltpackung in gefaltetem und verschlossenem Zustand,
- Fig. 2c
- die Faltpackung in einer Seitenansicht mit Verschlusselementen,
- Fig. 3
- eine schematische Draufsicht auf die Verpackungsvereinzelung mit Falteinrichtung und Einrastvorrichtung,
- Fig. 4
- einen Ausschnitt der Verpackungsanlage mit einer Falteinrichtung und einer Einrastvorrichtung,
- Fig. 5a
- eine Seitenansicht der Einrastvorrichtung in einer offenen Parkposition und
- Fig. 5b
- eine Seitenansicht der Einrastvorrichtung in einer Einrastposition.
- Gleiche Komponenten sind in den Figuren durchgängig mit gleichen Bezugszeichen versehen.
-
Fig. 1 zeigt eine Verpackungsanlage 1 mit einer Produktionsrichtung R und einer Tiefziehverpackungsmaschine 100, die aufeinanderfolgende Stationen aufweist. In der Zeichnung sind von rechts beginnend folgende Stationen gezeigt: eine Folienabrollung 2 für eine Folie 22, eine Folienreckstation 3, eine Formstation 4 zum Erzeugen von Mulden 19, eine Produktzuführung 5, eine Einlegestrecke 6, eine Deckelfolienzuführung 7, eine Siegelstation 8, eine Verpackungsvereinzelung 9 mit einem Roboter 10, einer Schneidstation 11, einem Vereinzelungsband 12, einer Falteinrichtung 13 und einer Einrastvorrichtung 14, die inFig. 1 nicht sichtbar dargestellt sind. Die gefalteten und verschlossenen Faltpackungen 15 werden nachfolgend einem Metalldetektor 16 und einer Wägeeinrichtung 17 zugeführt. -
Fig. 2a zeigt eine Faltpackung 15 im geöffneten und somit noch ungefaltetem Zustand, nachdem eine Deckelfolie 18, die von der Deckelfolienzuführung 7 in die Siegelstation 8 zugeführt wird, auf mit Produkten gefüllte Mulden 19 entlang einer Siegelnaht 20 gesiegelt wurde und in der Schneidstation 11 entlang der Außenkontur geschnitten und somit vereinzelt wurde. Die Mulden 19 werden durch Tiefziehen in die Folie 22 in der Formstation 4 erzeugt. Die Faltpackung 15 weist eine erste Packungshälfte 24 und ein zweite Packungshälfte 25 auf. Zwischen den zwei Packungshälften 24, 25 ist eine vorzugsweise perforierte Faltlinie 23 vorgesehen, um die zwei Packungshälften 24, 25 annähernd deckungsgleich aufeinander zu falten. Die erste Packungshälfte 24 weist an ihrer parallel zur Faltlinie 23 orientierten Außenseite eine erstes Verschlusselement 26 auf und analog die zweite Packungshälfte 25 ein zweites Verschlusselement 27. Die Verschlusselemente 26, 27 sind Teil der Folie 22 und befinden sich in der Ebene einer Flanschausbildung der Folie 22, auf die die Deckelfolie 18 mittels der Siegelnaht 20 gesiegelt wird. Das Innere der zwei Mulden 19 kann in der Siegelstation 8 vor dem Versiegeln evakuiert und/oder begast werden, um eine modifizierte Atmosphäre zu erzeugen, womit beispielsweise bei Lebensmitteln eine lange Haltbarkeit erzeugt werden kann. Das erste Verschlusselement 26 weist seitliche Enden 26a, 26b auf und das zweite Verschlusselement 27 weist seitliche Enden 27a, 27b auf. Die Deckelfolie 18 ist mittels Siegelpunkten 40 auf den Verschlusselementen 26, 27 angeheftet, um die Attraktivität der Faltpackung 15 zu erhöhen. -
Fig. 2b zeigt die Faltpackung 15, nachdem sie in der Falteinrichtung 13 gefaltet und in der Einrastvorrichtung 14 verschlossen wurde, indem die seitlichen Enden 26a, 26b des ersten Verschlusselementes 26 mit den seitlichen Enden 27a, 27b des zweiten Verschlusselementes 27 derart zusammenwirken, dass sich das Ende 26a des ersten Verschlusselementes 26 unterhalb des Endes 27a des zweiten Verschlusselementes 27 und dass sich das zweite Ende 26b des ersten Verschlusselementes 26 unterhalb des Endes 27b des zweiten Verschlusselementes 27 befinden. Somit wird, wie inFig. 2b undFig. 2c gezeigt, die obenliegende erste Packungshälfte 24 an der unterhalb liegenden zweiten Packungshälfte 25 gehalten. -
Fig. 2c zeigt in der Seitansicht verdeutlicht, wie sich die Enden 26a, 26b des ersten Verschlusselements 26 unterhalb der Enden 27a, 27b des zweiten Verschlusselements 27 nach dem Einrastvorgang befinden. Somit ist ein Öffnen der Faltpackung 15 nur mit einer Kraft möglich, die die Haltekraft übersteigt, mit der ein Umbiegen der Enden 26a, 26b und Vorbeiziehen an den Enden 27a, 27b erfolgen kann. -
Fig. 3 zeigt die Draufsicht auf die Verpackungsanlage 1 von der Siegelstation 8 bis zum Metalldetektor 16. Die Verpackungsanlage 1 arbeitet intermittierend, und während eines Arbeitstakts werden wie beispielsweise hier gezeigt vier Faltpackungen 15 bearbeitet. Eine erste Faltpackung A ist mit A' und A" und eine zweite Faltpackung B mit B' und B" gekennzeichnet. Beide Faltpackungen A und B werden in jeder Station bzw. Einrichtung gemeinsam und bis zur Schneidstation 11 gleichzeitig bearbeitet. In der Schneidstation 11 werden die zwei Faltpackungen A und B aus den Folien 18 und 22 ausgeschnitten und vom Roboter 10 auf das Vereinzelungsband 12 umgesetzt. Der Roboter 10 ist auch dazu vorgesehen, fehlerhafte Faltpackungen 15 auszusortieren, indem er diese Faltpackungen 15 während der Umsetzbewegung nicht auf das Vereinzelungsband 12 absetzt, sondern in einen nicht dargestellten Behälter fallen lässt. Während der Transportbewegung des Vereinzelungsbands 12 in der Produktionsrichtung R werden die Faltpackungen A, B mittels der Falteinrichtung 13 so gefaltet, dass ein Teil A" der Faltpackung A um 180° um die Faltlinie 23 umgefaltet, so dass beide Teile A" und A' übereinander liegen. - Mittels der Einrastvorrichtung 14 werden die in
Fig. 3 nicht näher dargestellten Verschlusselemente 26, 27 in eine Verschließstellung gebracht, in der sie die Faltpackung 15 geschlossen halten, und über das Vereinzelungsband 12 dem Metalldetektor 16 zugeführt werden. Die Einrastvorrichtung 14 weist zwei Einrasteinheiten 31 auf. - Es ist denkbar, dass die vier Faltpackungen 15 im Bereich der Schneidstation 11 bzw. in der Tiefziehverpackungsmaschine 100 nicht quer, sondern längs zur Produktionsrichtung R ausgerichtet sind. Der Roboter 10 würde dann während des Umsetzens der Faltpackung 15 von der Schneidstation 11 auf das Vereinzelungsband 12 die Faltpackungen 15 entsprechend um 90° drehen.
- Die Falteinrichtung 13 und Einrastvorrichtung 14 werden in
Fig. 4 näher erläutert. Die Falteinrichtung 13 weist ein erstes Führungselement 28 auf, mittels dessen der Teil A", B" der Faltpackungen A, B während des Transportes in Produktionsrichtung R angehoben und umgefaltet werden. Ein zweites Führungselement 29 führt diesen Faltvorgang weiter, bis der Teil A", B" auf dem Teil A', B' aufliegt. Zwei Niederhalter 30 der Einrastvorrichtung 14 stellen sicher, dass die Faltpackungen A, B solange aufeinander gehalten werden, bis die Faltpackungen A, B über die Verschlusselemente 26, 27 selbst geschlossen sind. Die Einrastvorrichtung 14 umfasst zwei aufeinander folgende Einrasteinheiten 31, um beide Faltpackungen A, B gleichzeitig verschließen zu können. -
Fig. 5a zeigt eine Einrasteinheit 31 der Einrastvorrichtung 14 als Ausschnitt in einer Seitenansicht. Die Einrasteinheit 31 umfasst eine Auflage 32, die über einen Zylinder 33 anheb- und absenkbar ist. Des Weiteren umfasst die Einrasteinheit 31 zwei Raststifte 34, die gemeinsam an einem Träger 35 angebracht sind. Der Träger 36 ist über einen Zylinder 36 anheb- und absenkbar. Die Zylinder 33, 36 können als beispielsweise als Pneumatikzylinder ausgeführt sein oder ein Aktor mit zwei Stellpositionen sein. In dieser Darstellung befinden sich die Auflage 32 und die Raststifte 34 in einer Parkposition. Das bedeutet, dass sich die Auflage 32 beabstandet unterhalb der Verschlusselemente 26, 27 und die Raststifte 34 beabstandet oberhalb der Verschlusselemente 26, 27 befinden. -
Fig. 5b zeigt die Einrasteinheit 31 in einer Einrastposition, die durch Anheben der Auflage 32 an das Verschlusselement 26 und das Absenken der Raststifte 34 auf die Enden 26a, 26b des ersten Verschlusselements 26 der oberen Packungshälfte 24 eingenommen wird. Dabei werden die flexiblen Enden 26a, 26b so weit nach unten gebogen, dass sich diese nach dem Anheben der Raststifte 36 unterhalb der Enden 27a, 27b des zweiten Verschlusselements 27 der unteren Packungshälfte 25 befinden und dabei die Enden 26a, 26b an den Enden 27a, 27b anliegen. Die so verschlossenen und gegen ungewolltes Öffnen gesicherten Faltpackungen 15 können im Folgenden ohne weitere Hilfsvorrichtungen zu nachfolgenden Arbeitsstationen wie Metalldetektor 16 oder Wägeeinrichtung 17 weitertransportiert werden. - Abweichend von dem dargestellten Ausführungsbeispiel könnten z.B. die Falteinrichtung 13 und die Einrastvorrichtung 14 auch außerhalb der Verpackungsvereinzelung 9 angeordnet sein.
Claims (13)
- Verpackungsanlage (1), umfassend eine Tiefziehverpackungsmaschine (100), die in einer Produktionsrichtung (R) aufeinander nachfolgend angeordnet eine Formstation (4), eine Einlegestrecke (6), eine Siegelstation (8) und eine Verpackungsvereinzelung (9) aufweist, dadurch gekennzeichnet, dass eine Falteinrichtung (13) vorgesehen ist, um eine Faltpackung (15) um eine Faltlinie (23) zu falten, und dass eine Einrastvorrichtung (14) in Produktionsrichtung (R) der Faltvorrichtung (13) nachfolgend angeordnet ist, wobei die Einrastvorrichtung (14) derart gestaltet ist, dass ein erstes Verschlusselement (26), das an einer ersten Packungshälfte (24) der Faltpackung (15) vorgesehen ist, mit einem zweiten Verschlusselement (27) einer zweiten Packungshälfte (25) der Faltpackung (15) derart in Zusammenwirkung bringbar ist, dass die Faltpackung (15) in einem gefalteten Zustand zusammengehalten wird.
- Verpackungsanlage nach Anspruch 1, dadurch gekennzeichnet, dass die Verpackungsanlage (1) einen intermittierenden Betrieb aufweist.
- Verpackungsanlage nach einem der vorangehenden Ansprüche, dadurch gekennzeichnet, dass die Einrastvorrichtung (14) zum gleichzeitigen Bearbeiten von mehreren Faltpackungen (15) vorgesehen ist.
- Verpackungsanlage nach einem der vorangehenden Ansprüche, dadurch gekennzeichnet, dass die Einrastvorrichtung (14) eine Einrasteinheit (31) zum Drücken von Enden (26a, 26b) des ersten Verschlusselements (26) aufweist.
- Verpackungsanlage nach Anspruch 4, dadurch gekennzeichnet, dass die Einrasteinheit (31) wenigstens einen Pneumatikzylinder (36) umfasst.
- Verpackungsanlage nach Anspruch 4 oder 5, dadurch gekennzeichnet, dass die Einrasteinheit (31) je einen Raststift (34) für je ein Ende (26a, 26b) des ersten Verschlusselements (26) aufweist.
- Verpackungsanlage nach einem der vorangehenden Ansprüche, dadurch gekennzeichnet, dass die Einrastvorrichtung (14) eine Auflage (32) für das erste Verschlusselement (26) umfasst.
- Verpackungsanlage nach Anspruch 7, dadurch gekennzeichnet, dass die Auflage (32) in eine Einrastposition an das erste Verschlusselement (26) anhebbar ist.
- Verfahren zum Betrieb einer Verpackungsanlage (1), um eine wiederverschließbare Faltpackung (15) herzustellen, wobei das Verfahren folgende Schritte aufweist:- Formen von Mulden (19) in ein Folie (22),- Einlegen von Produkten in die Mulden (19),- Erzeugen einer Faltpackung (15) durch Aufsiegeln einer Deckelfolie (18) auf die Mulden (19) entlang einer Siegelnaht (20), wobei zwei benachbarte Mulden (19) eine erste und eine zweite Packungshälfte (24, 25) bilden und zwischen beiden Packungshälften (24, 25) eine Faltlinie (23) vorgesehen ist,- Vereinzeln der Faltpackung (15) in einer Schneidstation (11),- Falten der Faltpackung (15) in einer Falteinrichtung (13),- Einrasten eines ersten Verschlusselements (26) der ersten Packungshälfte (24) in ein zweites Verschlusselement (27) der zweiten Packungshälfte (25) in einer Einrastvorrichtung (14).
- Verfahren nach Anspruch 9, dadurch gekennzeichnet, dass das Einrasten durch Drücken von Enden (26a, 26b) des ersten Verschlusselements (26) der ersten Packungshälfte (24) entgegen den Enden (27a, 27b) der zweiten Packungshälfte (25) ausgeführt wird, damit die Enden (26a, 26b) des ersten Verschlusselements (26) auf der gegenüberliegenden Seite der Enden (27a, 27b) der zweiten Verschlusselements (27) anliegen, um die Faltpackung (15) verschlossen zu halten.
- Verfahren nach Anspruch 10, dadurch gekennzeichnet, dass Enden (26a, 26b) des ersten Verschlusselements (26) mittels Raststiften (34) in Richtung einer Auflage (32) gedrückt werden, wobei die Auflage (32) gegenüber einem Teil des ersten Verschlusselements (26) zwischen dessen Enden (26a, 26b) als Gegenhalter wirkt.
- Verfahren nach Anspruch 11, dadurch gekennzeichnet, dass die Auflage (32) zusammen mit den Raststiften (34) gleichzeitig auf das erste Verschlusselement (26) wirkt.
- Verfahren nach einem der Ansprüche 9 bis 12, dadurch gekennzeichnet, dass die Faltpackung (15) mittels eines Roboters (10) von der Schneidstation (11) auf ein Vereinzelungsband (12) umgesetzt wird.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102013204160.8A DE102013204160A1 (de) | 2013-03-11 | 2013-03-11 | Verpackungsanlage mit Einraststation und Verfahren |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2778081A1 true EP2778081A1 (de) | 2014-09-17 |
| EP2778081B1 EP2778081B1 (de) | 2016-08-24 |
Family
ID=50190141
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP14000609.9A Not-in-force EP2778081B1 (de) | 2013-03-11 | 2014-02-20 | Verpackungsanlage mit Einraststation und Verfahren |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20140250839A1 (de) |
| EP (1) | EP2778081B1 (de) |
| DE (1) | DE102013204160A1 (de) |
| ES (1) | ES2592172T3 (de) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3428079B1 (de) * | 2017-07-14 | 2019-12-25 | MULTIVAC Sepp Haggenmüller SE & Co. KG | Tiefziehverpackungsmaschine mit flexibler packungsunterstützung |
| CA3160612C (en) * | 2019-12-04 | 2024-04-16 | West Liberty Foods, L.L.C. | Automated food preparation and packaging systems, methods, and apparatus |
| CN111268205A (zh) * | 2020-03-24 | 2020-06-12 | 深圳市美格包装设备有限公司 | 膜成型器及包装系统 |
| CN116062223B (zh) * | 2023-03-01 | 2023-08-22 | 广州三拓识别技术有限公司 | 一种包装盒自动关盒装置及其关盒方法 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2827645A1 (de) | 1977-06-30 | 1979-01-18 | Unilever Nv | Verpackungsbehaelter |
| US5201163A (en) * | 1989-11-24 | 1993-04-13 | Tetra Pak Holdings & Finance S.A. | Method of making a molded plastic package |
| US5603203A (en) * | 1993-11-10 | 1997-02-18 | Mecaplastic | Process and apparatus for handling food, chemical or pharmaceutical products, and corresponding handling trays |
| DE29819013U1 (de) * | 1998-10-27 | 2000-03-09 | Kemper Gmbh & Co H | Verpackung |
| EP1440887A1 (de) * | 2003-01-23 | 2004-07-28 | Vacuum Pump S.p.A. | Verfahren, Vorrichtung und Behälter zur Verpackung in Vakuum und/oder Schutzgasatmosphäre |
| DE102008045025A1 (de) | 2008-08-29 | 2010-03-25 | Multivac Sepp Haggenmüller Gmbh & Co. Kg | Einrichtung zur Herstellung von Faltpackungen |
| DE102010050734A1 (de) | 2010-11-08 | 2012-05-10 | Multivac Sepp Haggenmüller Gmbh & Co. Kg | Wiederverschließbare Verpackung |
| DE202011103391U1 (de) | 2011-07-18 | 2012-10-24 | Multivac Sepp Haggenmüller Gmbh & Co. Kg | Mehrfachfaltpackung |
Family Cites Families (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2844930A (en) * | 1957-02-11 | 1958-07-29 | Waldorf Paper Prod Co | Carton closing apparatus |
| US2940235A (en) * | 1958-01-10 | 1960-06-14 | Package Machinery Co | Carton locking apparatus |
| US2958168A (en) * | 1959-05-19 | 1960-11-01 | Clarence W Vogt | Forming and filling containers |
| DE1479279C2 (de) * | 1965-04-30 | 1971-01-21 | Hassia Verpackungsmaschinen GmbH, 6479 Ranstadt | Verfahren zum Herstellen von Tiefziehbehältern aus mit einem Träger aus steifem Material verbundenem thermoplastischem Kunststoff |
| NL6605663A (de) * | 1965-04-30 | 1966-10-31 | ||
| DE1938551U (de) * | 1965-08-20 | 1966-05-12 | Hassia Verpackungsmaschinen G | Vorrichtung zur herstellung von tiefziehbehaeltern. |
| US4096986A (en) * | 1976-07-23 | 1978-06-27 | Mobil Oil Corporation | Food tray with integral lock |
| US4098453A (en) * | 1976-12-20 | 1978-07-04 | Federal Paper Board Co., Inc. | Packaging container with latching arrangement |
| IT1218251B (it) * | 1988-06-07 | 1990-04-12 | Augusto Marchetti | Dispositivo per la chiusura delle falde lateriali superiori di scatole parallelepipede a falde ribaltabili,particolarmente per scatole molto lunghe |
| DE3941183A1 (de) * | 1989-12-13 | 1991-06-20 | Multivac Haggenmueller Kg | Verpackungsmaschine zum herstellen einer ein produkt aufnehmenden wiederverschliessbaren packung |
| US5087498A (en) * | 1990-04-12 | 1992-02-11 | Nedblake Greydon W | Meat L-board |
| US5249406A (en) * | 1992-12-07 | 1993-10-05 | Dan Kalmanides | Box closing apparatus |
| DE4432296A1 (de) * | 1994-09-10 | 1996-03-14 | Tetra Laval Holdings & Finance | Kunststoffverpackung mit über eine Faltkante angelenkter Oberwand, Verfahren zur Herstellung derselben und Vorrichtung zur Durchführung des Verfahrens |
| US5477660A (en) * | 1994-11-01 | 1995-12-26 | Multivac Sepp Haggenmuller Kg | Process and apparatus for maximizing vacuum packaging machine cycle rate |
| FR2784654B1 (fr) * | 1998-10-16 | 2001-01-12 | Mecaplastic | Procede et dispositif de conditionnement de produits et barquettes de conditionnement correspondantes |
| SE515980C2 (sv) * | 1999-07-13 | 2001-11-05 | Binar Ab | En metod för snabb förflyttning av ett arbetsobjekt i både horisontalled och vertikalled från en arbetsstation till en annan |
| GB2374580B (en) * | 2001-04-20 | 2003-07-16 | Reckitt Benckiser | Water-soluble containers |
| JP2004042447A (ja) * | 2002-07-11 | 2004-02-12 | Toyo Jidoki Co Ltd | ストッカー装置付き製袋包装機 |
| US20050247029A1 (en) * | 2004-05-04 | 2005-11-10 | Air-Draulic Engineering Co., Inc. | Conveyor belt tray closing apparatus |
| DE202005003506U1 (de) * | 2005-03-04 | 2005-05-19 | Klocke Verpackungs-Service Gmbh | Verpackung mit Energiespeicher |
| US7434777B2 (en) * | 2005-08-30 | 2008-10-14 | Great Northern Corporation | Interlocking roll support and spacing structure |
| DE102011121642B8 (de) * | 2011-12-19 | 2013-10-10 | Multivac Sepp Haggenmüller Gmbh & Co. Kg | Verfahren und Falteinrichtung zum Bearbeiten von L- Boards |
-
2013
- 2013-03-11 DE DE102013204160.8A patent/DE102013204160A1/de not_active Withdrawn
-
2014
- 2014-02-20 EP EP14000609.9A patent/EP2778081B1/de not_active Not-in-force
- 2014-02-20 ES ES14000609.9T patent/ES2592172T3/es active Active
- 2014-03-10 US US14/203,305 patent/US20140250839A1/en not_active Abandoned
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2827645A1 (de) | 1977-06-30 | 1979-01-18 | Unilever Nv | Verpackungsbehaelter |
| US4226358A (en) * | 1977-06-30 | 1980-10-07 | Internationale Octrooi Maatschappij | Packaging container |
| US5201163A (en) * | 1989-11-24 | 1993-04-13 | Tetra Pak Holdings & Finance S.A. | Method of making a molded plastic package |
| US5603203A (en) * | 1993-11-10 | 1997-02-18 | Mecaplastic | Process and apparatus for handling food, chemical or pharmaceutical products, and corresponding handling trays |
| DE29819013U1 (de) * | 1998-10-27 | 2000-03-09 | Kemper Gmbh & Co H | Verpackung |
| EP1440887A1 (de) * | 2003-01-23 | 2004-07-28 | Vacuum Pump S.p.A. | Verfahren, Vorrichtung und Behälter zur Verpackung in Vakuum und/oder Schutzgasatmosphäre |
| DE102008045025A1 (de) | 2008-08-29 | 2010-03-25 | Multivac Sepp Haggenmüller Gmbh & Co. Kg | Einrichtung zur Herstellung von Faltpackungen |
| DE102010050734A1 (de) | 2010-11-08 | 2012-05-10 | Multivac Sepp Haggenmüller Gmbh & Co. Kg | Wiederverschließbare Verpackung |
| DE202011103391U1 (de) | 2011-07-18 | 2012-10-24 | Multivac Sepp Haggenmüller Gmbh & Co. Kg | Mehrfachfaltpackung |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2778081B1 (de) | 2016-08-24 |
| US20140250839A1 (en) | 2014-09-11 |
| DE102013204160A1 (de) | 2014-09-11 |
| ES2592172T3 (es) | 2016-11-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3439964B1 (de) | Vorrichtung und verfahren zum formen der giebelflächen von verpackungen mit schrägem giebel | |
| DE69703508T2 (de) | Verfahren zur Herstellung von sterilen Packungen für Nahtmaterial | |
| DE4035352C2 (de) | Vorrichtung zum Herstellen von Schachteln mit Klappdeckel und Kragen und zum Befüllen dieser Schachteln | |
| DE102009049179A1 (de) | Verfahren und Verpackungsmaschine zum Verpacken von Produkten | |
| EP3456641B1 (de) | Tiefziehverpackungsmaschine und verfahren zum formen einer folienbahn in kartonelemente | |
| EP3372516B1 (de) | Verpackungsvorrichtung und verfahren zum aufsetzen einzelner artikel oder zusammenstellungen an artikeln auf flächige verpackungszuschnitte | |
| EP0952080A1 (de) | Verfahren zum Herstellen von gefüllten und mit aufgesiegelten Deckfolienzuschnitten verschlossenen Trinkbechern | |
| DE102017120133A1 (de) | Verpackungsvorrichtung für Artikel und Verfahren zum Einbringen von Artikeln in vorbereitete Umverpackungen | |
| EP2778081B1 (de) | Verpackungsanlage mit Einraststation und Verfahren | |
| EP4396090A1 (de) | Verpackungsvorrichtung, verpackungseinheit und verfahren zur herstellung von verpackungseinheiten | |
| EP2208554B1 (de) | Verfahren und Vorrichtung zur Herstellung von Aufreissdeckeln | |
| EP3459867B1 (de) | Verfahren sowie maschine zum herstellen von längs und quer gesiegelten, gefüllten folienbeuteln aus einem nicht-formhaltigen folien-bogen | |
| EP3576932B1 (de) | Handhabungsvorrichtung und verfahren zum verschliessen von äusseren bodenlaschen einer umverpackung | |
| DE202014002616U1 (de) | Vorrichtung zum Aufrichten von Kartonagen und dergleichen | |
| EP2537766B1 (de) | Komplettschnittstation und Verfahren zum Vereinzeln von Verpackungen | |
| DE102021100541A1 (de) | Umreifungsvorrichtung und Verfahren zur Herstellung von Umreifungsgebinden | |
| EP0513439A1 (de) | Vorrichtung zum Füllen und Verschliessen von Fliessmittelpackungen | |
| EP3529066B1 (de) | Verfahren und vorrichtung zum ueberfuehren von gefachen an fuer artikel vorgesehene umverpackungen | |
| DE102017203581A1 (de) | Transportabschnitt einer Verpackungsstrecke sowie Verfahren zum Modifizieren einer für Artikel oder Zusammenstellungen an Artikeln vorgesehenen Verpackungsstrecke | |
| EP4041472A1 (de) | Verfahren und vorrichtung zur herstellung von aufreissdeckeln | |
| EP1747880B1 (de) | Vorrichtung und Verfahren zum Beschichten von Verpackungen | |
| DE202019103071U1 (de) | Palettiervorrichtung | |
| EP3446989A2 (de) | Verpackungsmaschine zur herstellung einer mehrlagenpackung | |
| WO2023208434A1 (de) | Verpackungsvorrichtung und verfahren zum anbringen eines verpackungsmittels an eine artikelzusammenstellung | |
| EP3617077B1 (de) | Verfahren zum verpacken von produkten und tiefziehverpackungsmaschine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20140220 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| R17P | Request for examination filed (corrected) |
Effective date: 20150210 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| 17Q | First examination report despatched |
Effective date: 20150608 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R079 Ref document number: 502014001276 Country of ref document: DE Free format text: PREVIOUS MAIN CLASS: B65B0065000000 Ipc: B65B0007260000 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B65B 61/04 20060101ALI20160120BHEP Ipc: B65B 7/26 20060101AFI20160120BHEP Ipc: B65B 47/00 20060101ALI20160120BHEP Ipc: B65B 43/08 20060101ALI20160120BHEP Ipc: B65B 7/16 20060101ALI20160120BHEP Ipc: B65B 51/10 20060101ALI20160120BHEP Ipc: B65B 31/02 20060101ALN20160120BHEP Ipc: B65D 43/16 20060101ALI20160120BHEP Ipc: B65B 65/00 20060101ALI20160120BHEP Ipc: B65B 51/14 20060101ALI20160120BHEP |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: MULTIVAC SEPP HAGGENMUELLER SE & CO. KG |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B65D 43/16 20060101ALI20160224BHEP Ipc: B65B 61/04 20060101ALI20160224BHEP Ipc: B65B 51/14 20060101ALI20160224BHEP Ipc: B65B 65/00 20060101ALI20160224BHEP Ipc: B65B 7/26 20060101AFI20160224BHEP Ipc: B65B 51/10 20060101ALI20160224BHEP Ipc: B65B 31/02 20060101ALN20160224BHEP Ipc: B65B 7/16 20060101ALI20160224BHEP Ipc: B65B 43/08 20060101ALI20160224BHEP Ipc: B65B 47/00 20060101ALI20160224BHEP |
|
| INTG | Intention to grant announced |
Effective date: 20160307 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: CH Ref legal event code: NV Representative=s name: BOVARD AG, CH |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 822815 Country of ref document: AT Kind code of ref document: T Effective date: 20160915 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502014001276 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2592172 Country of ref document: ES Kind code of ref document: T3 Effective date: 20161128 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20160824 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160824 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160824 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161124 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160824 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160824 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160824 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 4 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161226 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161125 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160824 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160824 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160824 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160824 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502014001276 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160824 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160824 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170228 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160824 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161124 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160824 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160824 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20170526 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160824 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160824 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170220 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20170228 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 5 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170220 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160824 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20180220 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160824 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180220 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20140220 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160824 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160824 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160824 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 822815 Country of ref document: AT Kind code of ref document: T Effective date: 20190220 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190220 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161224 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20210226 Year of fee payment: 8 Ref country code: FR Payment date: 20210217 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20210323 Year of fee payment: 8 Ref country code: DE Payment date: 20210223 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20220221 Year of fee payment: 9 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502014001276 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220901 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20230503 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220220 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220221 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230228 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230228 |