EP2784231B1 - Dichtband und Verfahren zur Herstellung eines solchen Dichtbandes - Google Patents
Dichtband und Verfahren zur Herstellung eines solchen Dichtbandes Download PDFInfo
- Publication number
- EP2784231B1 EP2784231B1 EP14161052.7A EP14161052A EP2784231B1 EP 2784231 B1 EP2784231 B1 EP 2784231B1 EP 14161052 A EP14161052 A EP 14161052A EP 2784231 B1 EP2784231 B1 EP 2784231B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- height
- sealing
- impregnating agent
- region
- profile
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Classifications
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04B—GENERAL BUILDING CONSTRUCTIONS; WALLS, e.g. PARTITIONS; ROOFS; FLOORS; CEILINGS; INSULATION OR OTHER PROTECTION OF BUILDINGS
- E04B1/00—Constructions in general; Structures which are not restricted either to walls, e.g. partitions, or floors or ceilings or roofs
- E04B1/62—Insulation or other protection; Elements or use of specified material therefor
- E04B1/66—Sealings
- E04B1/68—Sealings of joints, e.g. expansion joints
- E04B1/6812—Compressable seals of solid form
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B1/00—Border constructions of openings in walls, floors, or ceilings; Frames to be rigidly mounted in such openings
- E06B1/62—Tightening or covering joints between the border of openings and the frame or between contiguous frames
- E06B2001/626—Tightening or covering joints between the border of openings and the frame or between contiguous frames comprising expanding foam strips
Definitions
- the invention relates to a foam sealing tape for sealing a joint between adjacent components, wherein the sealing tape has two opposite broad sides, which can be applied to two opposite contact surfaces of the two components to seal the joint, and with two narrow sides connecting the broad sides, wherein the sealing tape a Carcass of a impregnated with an impregnating, resilient flexible foam material and the sealing band body is height profiled at least on one broad side over the body width to form a respective extending in the sealing tape longitudinal height range and a low range, wherein the height range facing body narrow side has the greater height than that facing the low area Carcase narrow side, with completely free relaxed sealing tape.
- Generic sealing tapes are often impregnated to adapt the properties of the sealing strip to certain requirements such as a delayed restoring behavior in the provision of a compressed ready-made sealing strip, watertightness, diffusion resistance or the like.
- the impregnation can be done mostly independent of the choice of the foam material of the sealing tape.
- generic sealing tapes often have a height profiling, for example, in Installation situation in a joint to give areas of different compression and thus different water vapor diffusion (WDD) resistance, in particular with room inside higher water vapor diffusion resistance than room outside.
- the compressed sealing strip is usually arranged in the joint in its desired position, wherein the sealing strip is compressed to a height smaller than the joint width. After pressure relief, the sealing tape then returns to seal the joint.
- the provision of the sealing strip takes place here over the width of the same non-uniform, since the sealing tape has regions of different compression.
- this also affects the period of time between the release of the return of the sealing band (for example, by canceling the sealing band compression sustained compressive force) and the period of time for sealing the sealing band in the joint, if this in relation to the provision and joint sealing in an equilibrium state located.
- this requires, on the other hand, for example, the time remaining after reset release of the sealing tape for its assembly, so it is still thin enough to be reliably mounted in the joint can.
- sealing tapes with a film wrapping
- a film wrapping for example.
- the body impregnation has different influences such as the return deceleration, watertightness and diffusion resistance of the sealing band, etc., and can be optimized only with respect to one of these sealing band properties, for which purpose the impregnation strength of the body is to be adjusted accordingly. Due to the height profile and the extent of the sealing band compression in the installation situation, the properties of the body in the respective body areas, but not always optimally adapted, since, for example, in the installation situation of the sealing strip due to the then increased compression in the height range, there is also an increased impregnating agent content.
- the EP 688382 A1 describes a joint sealing strip with reinforced edge impregnation, so that adjusts the release of the provision adjusts to a central longitudinal axis of the joint sealing strip towards increasing profile.
- the DE 202009011979 U1 describes a sealing element such as in particular joint sealing strip, which contains at least one thermoexpandable substance, so that this substance thus contains particles which expand when exposed to temperature, so occupy a larger volume.
- the DE 102011050497 A1 describes a method for producing sealing strips from a foam, wherein the two narrow surfaces have an impregnation with different intensity, the impregnation is first applied flat on the foam and partially displaced by a mechanical pressure and / or fluid pressure, so that a different diffusion density between adjusts the two side surfaces.
- the DE 10 2008 063 371 A1 describes a delayed return impregnated sealing strip, which has a transverse profile with different heights on both side walls having the sealing strip.
- the invention is generally based on the object to provide a height-profiled sealing strip or foam body for one whose profile dependent on the height profile properties such as assembly time, diffusion resistance or water tightness with respect to their dependence on the given height profile or vice versa, and which can be produced.
- the invention is based on the object to provide a sealing tape with foam body, which allows for a given height profiling a longer installation time after reset triggering and which is easy to produce.
- a foam-sealing tape according to claim 1 wherein the sealing band body has an inhomogeneous impregnation, such that the low region is more impregnated than the height range. Due to the stronger impregnation of the low range compared to the height range, ie by a higher impregnating agent per unit volume (eg 1 cm 3 ) of the body in the low range than in the height range at fully free outside of the joint expanded body, the height range generally within the scope of the invention also with the Impregnating agent is impregnated. This causes the body, starting from a compression state, to reset itself more uniformly or preferably at least substantially uniformly over the width, compared to homogeneous impregnation of the body.
- the “compression state” here means that the body is compressed when arranged between plane-parallel planes.
- the body may in this case for example be compressed to 20% or in particular 15% or more specifically 10% of its initial height in completely freely outside the joint expanded state.
- the state of compression is the state of manufacture of the sealing strip which has been made up for storage and / or transport and which, for example, can be rolled up in compressed fashion on a roll.
- the "initial height" of the completely freely outside of the joint expanded body here is always its maximum height, ie height of the height range.
- body height of the low range in the context of the invention in each case refers to the height of the low region of the body at completely free outside of the joint, d. H. without force, reset low area of the body. The body is therefore not subjected to any forces and is completely relaxed. The same applies to the body height of the height range.
- the "height range" of the body is the portion in the region of a narrow side with the greatest height and the "low portion” of the body of the carcass portion in the region of a narrow side with the lowest height. "In the area of a narrow side” is here adjacent to the narrow side or at a distance of up to 33% of the carcass width.
- the body side facing the height range usually has the greater height than the narrow side facing the low area. This applies in each case with completely free relaxed sealing tape.
- the term “inhomogeneous impregnation” of the sealing band body with respect to different impregnating agent weights per unit volume of the sealing band body also refers to the completely free relaxed state of the body, also corresponding to the concepts of "weaker” or “stronger” impregnation of the body.
- the “stronger impregnation” of the low range compared to that of the altitude range refers to the fact that the low range is more strongly impregnated over its height than the height range on average over its height.
- sealing tape With the proviso that the soft foam body substantially forms the sealing tape, except for possibly a fastening means such as a thin (self) adhesive layer for attachment of the body to a component.
- a sealing tape have other functional layers, such as If the prefabricated sealing strip does not have compressed layers under compression pressure or other functional elements, such as a film envelope, then the same applies with respect to the body.
- the more uniform or uniform restoring behavior of the sealing tape according to the invention can be explained by the fact that a thicker impregnating agent film is apparently arranged on the pore walls or webs of the body foam material in the low region due to the stronger impregnation and due to the cohesive forces of the impregnating agent between impregnating agent film areas opposite one another Walls or webs greater resiliency delay cohesive forces act, as between the comparatively thinner impregnating agent films of the weaker impregnated height range.
- the measure according to the invention causes a more uniform recovery of the sealing band body over its width compared with a body homogeneously impregnated, the low and high regions being reset-retarded by the impregnation.
- the "uniform restoring behavior" of the body in the context of the invention is to be understood in that the body, starting from its compression state, in which the body is arranged between plane-parallel planes and compressed over its entire width, at the transition to its fully freely expanded state initially such slaughter
- the height profiled broad side of the body is at least substantially planar and preferably arranged plane-parallel to the opposite, preferably unprofiled (planar) carcass broadside.
- the height-profiled body broadside remains in its at least essentially flat state over ⁇ 20%, preferably ⁇ 25% or ⁇ 30-35%, more preferably ⁇ 40-45% or ⁇ 50-60% of the provision of the low range, optionally ⁇ 70-80 % the same.
- the percentage "about the provision of the low range” is here called, a provision around the said percentage of the height of the low region with completely free relaxed body, starting from the state of compression of the body, in particular its confectioning state. Towards the end of the complete recovery of the low area with a free body (ie outside a joint) it is then noticeable that the height range is still set back to a relatively much lower extent, so that the height range is exposed to greater restoring forces and thus performs a faster recovery than that (already almost completely reset) low range. This refers here in each case to a free provision, ie outside a joint and without any other force on the body.
- the "uniform restoring behavior" of the body in the context of the invention is thus given over at least part of the return operation.
- substantially planar arrangement of the height-profiled body broadside in their resetting should mean that in comparison with the height of the body of the low region in its respective reset state, the height differences of the residing body broadside are comparatively small, for example ⁇ 10-15% or in a particularly preferred embodiment ⁇ 5% of the height of the body of the low area with completely free relaxed body.
- the at least substantially uniform provision of the height-profiled body broad side is achieved, in particular, by the inhomogeneous impregnation when the body or the low area has already returned to a certain extent, that is to say for example with a provision of ⁇ 10-15% or ⁇ 20-25% or preferably ⁇ 30-35% or ⁇ 40-50% of the height of the low range, based on the state of compression of the body (amount of restitution), in particular, the packaging state thereof.
- the specified amount of provision here again refers to the amount of the low region in a fully restored state in the body.
- the profile of the impregnating agent content preferably runs continuously over the body width, ie without locally erratic or offset-like changes, which is preferably provided over the entire body width. This also gives a more uniform restoring behavior of the body, since transition zones of the degree of compression and thus also of the restoring force are set in the case of discontinuous body profiles such as profiles with step offset (right-angled steps) in the compressed sealing band (possibly narrow).
- the sealing strip is preferably in a condition ready for transport and / or storage, for example in the form of a roll or a roll, such that the two broad sides of the body are at least substantially planar and arranged parallel to one another.
- the carcass broadside opposite the height-profiled body broad side is at least substantially planar or flat when the body is completely freely expanded.
- At least one or both broad sides of the sealing tape and the body run parallel to one another or are congruent.
- at least one or both narrow sides of the sealing strip and the body run parallel to one another or are congruent.
- the body preferably consists entirely of impregnated, resilient flexible foam material, in particular PU foam.
- the sealing band has no non-compressible regions, which extend over only a part of the body width, non-compressible at least with respect to the compression pressure in the state of manufacture of the sealing band.
- the body is designed such that the impregnating agent profile in the width region of the body has changes in the impregnating agent content, in which the height profile of the body has height changes. Differences in the restoring behavior of the body due to height changes of the body can thus be largely or virtually completely compensated by different impregnating agent contents in precisely these body regions with height changes.
- the impregnant profile of the carcass preferably has an absolute or local minimum at this point.
- the impregnant profile of the carcass preferably has an absolute or local minimum at this point.
- the impregnant profile preferably has a correspondingly reversed gradient at this point, ie a falling impregnant content in the region of a gradient and an increasing impregnant content in the region of a gradient of the height profile.
- the impregnating agent profile preferably also has a region of constant height at this point.
- the sealing band body has over its entire width an impregnating agent content profile, which is formed inversely to the height profile of the body.
- the above information on the position of absolute / relative minima and maxima and transition areas as well as the range of constant values thus apply to the height and impregnation agent profile in combination with each other (if these are realized in the height profile of the body).
- Height and impregnating agent profile thus relate to the carcass cross-section.
- the properties of areas of different compression of the body are thus compensated by the different impregnating agent contents in these areas and the Sealing strip properties, in particular with respect to the provision, evened out.
- the impregnant content profile over the body width and the height profile of the body are preferably designed to be inversely proportional to one another, ie mirror-inverted, taking into account a given scaling with a scaling factor.
- the two profiles are thus designed to compensate each other at least substantially in quantitative terms, in particular with respect to the restoring behavior of the body, whereby it is particularly uniform over the body width.
- the inhomogeneous impregnation is set such that a ratio of the impregnating agent content is between low range and height range of the body, so that the impregnating agent content ratio to the height ratio is in the range of 0, 75 - 1.75, more preferably in the range of 0.85 - 1.65 or 0.95 - 1.55, in particular in the range of 1.05 - 1.45 or 1.15 to 1.35, eg. about 1.25. It has been found that then a particularly uniform recovery of the body can be achieved.
- the height ratio of high and low ranges in the range of about 1.65-1.85 or 1.55-1.95, optionally in the range of 1.4-2.1, especially at about 1.75.
- the driving rain-tightness of the body or the sealing band is higher at the low range than at the height range, with compression of the sealing band to 25% of its initial height.
- the stated ratio can also refer to other excellent points of the body height profile or any points of the height profile to each other, For example, to local intermediate minima or local intermediate maxima to each other or with respect to local intermediate minima or local intermediate maxima to the height or low range of the carcass or with respect to a turning point of the height profile to the altitude and / or low range. It has been found that this ratio of the impregnating agent profile to the height profile of the body or the resulting sealing strip results in a very uniform recovery of the height-profiled broad side of the body as a whole, ie the different restoring forces of the body due to different compression by the correspondingly different impregnating agent contents of the various Corpus areas can be compensated.
- the ratio of the volume weight of the respective body region to its degree of compression over the body width deviates by ⁇ 10-15%, preferably ⁇ 5-7%, from the mean value of said ratio of high and low range and that the height ratio of height and low range of the completely free relaxed body is ⁇ 1.25.
- the height ratio of high and low range may be ⁇ 1.35-1.45 or ⁇ 1.55-1.6, for example, 1.75, for the above, also preferred, deviations herein.
- the height ratio may be, for example, ⁇ 1.9-2.0 or ⁇ 2.15-2.25, or preferably ⁇ 2.5-2.75.
- the body or the sealing tape is formed such that this has a higher water vapor diffusion (WDD) resistance in the installed state in a joint between plane-parallel planes and compression to 25% of its initial height with completely free relaxed body or sealing tape at the height side facing narrow side , as at the narrow side facing the low area, wherein generally within the scope of the invention, preferably the height of the narrow body side facing the greater height than the low area facing narrow side.
- WDD water vapor diffusion
- the WDD resistance of the body or sealing strip is thus determined essentially by the height profile of the body and to a lesser extent by the impregnating agent content of the body, so that on the one hand easier due to the easier visual visibility of the height profile by the respective fitter the installation position of the sealing tape recognizable (in contrast to the difficulty of detecting different levels of impregnation in different sealing band areas), on the other hand, the height profiling of the body or sealing strip can be easily subjected to quality monitoring, since the height profiling easier controlled and deviations from the desired profile can be easily determined.
- the height profile of the body on the one hand and the Impregnant profile on the other hand with stronger impregnation of the low range compared to Height range, thus acting in the joint state in the joint in the joint in relation to the WDD resistance in opposite directions.
- the impregnation of the body is thus not adjusted according to the invention too strong, so that as described above, the water vapor diffusion resistance is mainly determined by the height profile of the body. It has been found that with such an adjustment of the impregnation, this is sufficiently strong to allow at least substantially uniform recovery of the sealing band body over its width.
- the WDD resistance when compressing the body to 25% of its initial height may be in the range ⁇ 3-5% or ⁇ 7-10% or ⁇ 15-20% higher than in the low range, at 20 ° C and 50% relative humidity.
- the water vapor diffusion resistance (sd value) of the impregnated body may be in the range of 0.05-25 m, preferably in the range of 0.1-10 m, particularly preferably in the range of 1-10 m, at 20 ° C and 50%. relative humidity, determined according to DIN EN ISO 12572 standard.
- the body in the installed state in a joint between plane-parallel planes and compression to 25% of its initial height with completely free relaxed sealing strip on the narrow side facing the narrow side has a greater watertightness than at the height range facing narrow side.
- the driving rain-tightness at the low-side facing narrow side may have a driving rain-tightness of ⁇ 600 Pa, wherein the height range may have a driving rain-tightness of ⁇ 600 Pa.
- the watertightness can be determined in particular within the scope of the invention according to DIN EN 1027.
- the driving rain-tightness may be ⁇ 10% or ⁇ 15-20% higher at the low area than at the narrow side facing the altitude, based on the test pressure at which water is passed through the test body. Especially if the rain-tightness can be as low as 450 Pa or higher and at least one pressure step higher than that at the height range according to DIN EN 1027 (pressure rating: 150 Pa). Increasing the driving rain-tightness of the low region in relation to that of the high-altitude region is effected here by the influence of the higher saturant content in the low region, wherein it has been found that the increased impregnant content has a greater effect with respect to the watertightness compared to the lower compression of the low region in the installed position with the altitude range.
- a body of the same material properties as the height or low range of the respective body can be used, or it can be the high and low range of the body separated and each examined separately with respect to the driving rain , It will be appreciated that the width of the high and low sections are the same here.
- the volume weight of the body in the low region is ⁇ 15-20% or ⁇ 25-30% or ⁇ 35-40% higher than the density of the body height range.
- the volume weight of the body at the low range may be a factor smaller than / equal to 2.5-3 or preferably smaller than / equal to 2-2.25 or smaller than / equal to 1.75-1.9 higher than that of the height range, for example by the factor about 1.6. This applies in each case for the completely free relaxed body.
- the difference in density is caused by the different impregnating agent content.
- the foam raw weight of the (unimpregnated) body can be in the range of 15-50 kg / m 3 , especially in the range from 20-45 kg / m 3 or 20-40 kg / m 3 , for example in the range of 25-35 kg / m 3 .
- the impregnating agent content of the low region is ⁇ 20-25% by weight or ⁇ 35-50% by weight higher than the impregnating agent content of the height range, for example ⁇ 66%.
- the saturant content of the low range may be less than or equal to the factor 3.5-4 or less than / equal to the factor 3 - 3.25 higher than that of the height range, for example less than or equal to the factor 2.5-2.75.
- the ratio of the impregnating agent contents from low to height range is about 2.15.
- the body low region has an impregnant content of ⁇ 40-45 kg / m 3 , preferably ⁇ 50-55 kg / m 3 , for example ⁇ 60 kg / m 3 .
- the impregnating agent content in the low range may be ⁇ 90-100 kg / m 3 , preferably ⁇ 80-85 kg / m 3 or ⁇ 70-75 kg / m 3 , for example about 65 kg / m 3 .
- the Imoniagnierstoffgehalt of the body height range can be ⁇ 10-15 kg / m 3, preferably ⁇ 20-25 kg / m 3, to cause a sufficient reset delay, for example ⁇ 75 kg / m 3 or ⁇ 55-60 kg / m 3 or ⁇ 45-50 kg / m 3 , in particular ⁇ 40-45 kg / m 3 , for example about 30 kg / m 3 . It has been found that such impregnation is sufficient to cause a sufficiently strong recovery delay, which also enables a uniform recovery.
- the impregnating agent content always refers to the amount of impregnating agent (in weight unit) per unit volume, in particular in terms of g / cm3 or kg / m3, unless otherwise specified in the context.
- the height of the height range of the body may be ⁇ 20-30% or ⁇ 35-40% greater than that of the low range, preferably ⁇ 45-55% of the same.
- the height of the altitude range may be less than or equal to the factor 3-4 or less than or equal to the factor 2.5 - 2.75 greater than the height of the low range, preferably less than / equal to the factor 2.25 - 2.5 or less / equal to the factor 2, for example the factor about 1.75.
- the sealing strip can have a sufficient compression difference between height and low range and thus sufficient difference between the water vapor diffusion resistances in the high and low range in the installation situation in the joint to a directed water vapor discharge from the area with high water vapor transmission resistance to the area To ensure low water vapor diffusion resistance, usually from the inside of the room to the outside of the room body or sealing tape out.
- the body is preferably integrally formed over the entire body width, wherein in particular the body width equal to the width of the Abdicht Schemees of the sealing tape or the sealing tape width can correspond in total.
- the low and the height range of the body are thus formed on the one-piece body and different areas of the one-piece body have different degrees of impregnation, in particular, the low region of a body is partly impregnated stronger than the height range just this body part.
- the inventive measure thus allows a more uniform restoring behavior of a one-piece height-profiled body.
- the body can also on an additional pad (which is not carcass component), in particular foam pad, be arranged, which can extend over the entire body width.
- the low region of the body is preferably evenly distributed over its height, ie with a constant impregnating agent content.
- the height range of the body is preferably evenly over its height, ie with a constant impregnating agent content, impregnated.
- the height profile of the body or the sealing strip may have at least one turning point, preferably exactly one turning point.
- the height profile can represent a curved profile.
- the described profile preferably extends over the entire width of the body profile, preferably under one-piece design of the body.
- the height profile may also have 2, 3 or more inflection points.
- the height profile may also have one or more depressions, but is preferably formed without such.
- the height profile is particularly preferably formed so continuously without height offset.
- the body height profile is preferably designed such that the height and / or low area formed as a plateau, that extends so with a constant height over a wide range of the body.
- the height range and / or the low range preferably each independently extend over ⁇ 5-10% or ⁇ 15-20% of the sealing bandwidth, preferably above ⁇ 45-48% or ⁇ 35-40 thereof, for example ⁇ 25-35% thereof ,
- the height range and / or the low range directly adjoins the respectively adjacent narrow side of the body, which may apply in general.
- the body may comprise a one-piece base portion of foam material extending across the body width and a narrower height portion of foam material attached thereto and a narrower height portion connected to the base portion, or may consist of these two portions.
- the height section is thus formed by a foam strip of lesser width separate from the base section. Also in this embodiment, the height range is less impregnated than the low portion of the body.
- the additional strip is impregnated weaker than the base strip in the region of the height range, ie in the region of overlap with the additional strip, or the base strip in the region of the height range is less impregnated than the base strip in the region of the low region, preferably the Additional strip is less impregnated than the base strip in the area of the low range.
- the additional strip is preferably impregnated, in particular impregnated for delayed recovery.
- the base strip at the lower region of the body over its height (that of the base strip) evenly, ie impregnated with impregnating agent content, impregnated.
- the base strip at the height region of the body over its height (that of the base strip) is preferably uniform, ie impregnated with the same impregnating agent content.
- the impregnating agent content of the additional strip may be at least substantially the same as that of the area covered by the base strip, for example with a difference of ⁇ ⁇ 20-25% or ⁇ ⁇ 10-15% or preferably ⁇ ⁇ 5% deviation from that of the covering area of the base section.
- the Imoniagnierstoffgehalt of the additional strip may be ⁇ 10-15 kg / m 3, preferably ⁇ 20-25 kg / m 3, to cause a sufficient reset delay, for example ⁇ 75 kg / m 3 or ⁇ 55-60 kg / m 3 or ⁇ 45-50 kg / m 3 , in particular 40-45 kg / m 3 , for example about 30 kg / m 3 . It has been found that such an impregnation is preferred in order to achieve a delayed recovery of the additional strip and uniform recovery over the carcass width.
- the impregnation of the base strip between the high and low regions may have a certain transitional range, wherein the impregnation strength may vary continuously across the width of the transition region from the high to low regions.
- the transition region can extend over ⁇ 2-3% or ⁇ 5-7%, for example ⁇ 10% of the body width, preferably with extension ⁇ 15-20% or ⁇ 8-10% of the body width.
- the height profile may be step-shaped, optionally also continuous.
- the sealing tape and thus also the body over the length in a compressed state the compression of the height range of the body is ⁇ 20% higher than that of the low region of the body (reference as compression of the low range equal to 100%), eg. by ⁇ 25-30% or ⁇ 35%, for example ⁇ 50-55% or ⁇ 75-85% of the same.
- the compression of the two areas here refers in each case to the initial height of the two areas with completely free relaxed sealing tape or body.
- the compression of the high range is at a ratio of 10/17 that of the low range, ie about 42% higher (1-10 / 17) than that of the low range low range. It has been found that in such compression differences, the measures according to the invention for effecting a uniform restoring behavior of the body are particularly effective.
- the body in the assembled state of the sealing strip is compressed to ⁇ 14.5-15% or ⁇ 13.5-14% of the body initial height in a completely freely relaxed state, for example to 9-14.5%. or 10 - 14%, more preferably 10 - 13.5% or 10 - 12.5% of its initial height.
- the sealing band is preferably assembled with a body of such compression.
- the foam material of the body before its impregnation may have an air permeability of 160-1000 l / m 2 s, in particular 180-800 l / m 2 s or 200-600 l / m 2 s, preferably ⁇ 400 l / m 2 s.
- the air permeability may possibly also be ⁇ 100-150 l / m 2 s.
- the air permeability is determined under standard conditions, with a 10 mm thick piece of foam (fully relaxed) at a measured negative pressure of 0.5 mbar, test area 100cm2; Frank device 21443; DIN EN ISO 9237.
- the body may at 20 ° C / 50% relative humidity and compression to about 10% of its original volume have a reset time (to complete free provision outside a joint) from 1 to 72 hours, for example. 4 to 60 hours or 6 to 48 hours, eg approx. 8-24 hours.
- the impregnating agent may also essentially be a means for adjusting the water vapor diffusion resistance of the body or a means for adjusting the watertightness of the same, which may cause only little or virtually no restoring delay.
- This also makes it possible to produce a sealing strip in which the impregnating agent content has a non-uniform profile over the carcass width, that is to say an inhomogeneous impregnation.
- This inhomogeneous impregnation is here also preferably reversed or inversely proportional to the height profiling of the body.
- This also makes it possible to produce sealing tapes with inhomogeneous impregnation, in particular by the method according to the invention described below, so that the sealing tapes can be easily adapted to specific conditions.
- this can easily be used to produce a sealing strip which, due to stronger impregnation, has a higher watertightness in the low area than at the height, irrespective of a uniform return of the sealing strip, for example if the impregnating agent has no properties with respect to a reset delay.
- a sealing tape is provided, which allows for a given height profiling a longer installation time and on the lower narrow side has a higher driving rain tightness than on the higher narrow side and which is easy to produce.
- a method for producing such a height-profiled sealing strip or body for such is provided, which is easy to carry out, in particular with regard to the change of sealing tape properties over different height ranges of the height profile, and which will be described below.
- a body for a sealing tape according to the invention is particularly easy to produce by a method in which the already height-profiled foam body (ie as height profiled as he has to use the sealing tape, ie without furtherspectnprofilleitersitze based on the initial state) preferably continuously (ie over the entire volume ) is impregnated with impregnating agent and the body is then carried out through a nip of a squeezing device, wherein the gap width is set such that the body is guided at least in the height range or over its entire width while squeezing excess impregnating agent through the squeezing device, to produce a impregnating agent , which is preferably carried out vice versa to the height profile of the foam body.
- the body is dried while maintaining the impregnating agent profile.
- the impregnation of the body in the first step thus takes place in the form of an over-impregnation in order subsequently to be able to squeeze off excess impregnating agent.
- the impregnation can be carried out, for example, in an impregnating bath with below the impregnating agent level arranged compression device, for example in a roller mill. Subsequent to the compression of the body, it is brought to expansion below the impregnating agent level and thus absorbs (excess) impregnating agent.
- the squeezing device which may also be designed as a roller mill with one or two mutually rotating pairs of rollers, is arranged above the impregnating agent level or outside the impregnating agent bath.
- the width of the nip can be constant over the carcass width.
- the two pinch-off tools defining the pinch-off gap can have a rectilinear contour line, so that the pinch-off gap can have a uniform gap width over the entire body width.
- the squeezing tools can in particular be designed as cylindrical rollers with a diameter that is constant over the length.
- the height region is thus compressed more strongly than the low region during the squeezing process, ie when the body passes through the squeezer, so that the height region is provided with a lower impregnating agent content per unit volume of the foam body than the low region.
- the sealing band body according to the invention can be obtained. It is understood that instead of the individual height-profiled body and a foam sheet can be impregnated with multiple carcass width and passed through the squeezing, the height-profiled web is then cut into individual Korpi, wherein the body / sealing tape longitudinal direction corresponds to the web longitudinal direction.
- the height profiling can be done by form-cutting process, in particular for the production of sealing tapes with continuous height profiled Corpus, or by height profiling of a base foam strip in width of the sealing band body and attachment of an overlapping with this added foam strip, for example by gluing. If the body is designed in several parts, with the formation of a plurality of foam strips, the various foam strips can optionally be impregnated independently of each other and subsequently permanently connected to one another, for example by adhesive bonding.
- the method according to the invention is particularly advantageous in that areas of different body heights are compressed to different extents due to the height profiling of the body due to the squeezing of excess impregnating agent and are thus provided with varying degrees of impregnating agent, without further measures being taken on the particular height profiling of the body need to be specially adapted.
- the height profile thus serves practically as a tool or die for setting the impregnating agent profile.
- This is in contrast to conventional methods, where the impregnation of a foam sheet with a rectangular cross-section, under homogeneous impregnation of the foam material in completely free reset state, and subsequent profiling of the dried, homogeneously impregnated foam material, for example.
- a shape cutting method or a combination of several homogeneously impregnated strip whereby a homogeneously impregnated, profiled body is obtained.
- the body When impregnating the sealing band body in the immersion bath, the body can be compressed to a height of 10-80% or 15-75% of its initial height with completely freely expanded body, for example. To about 20-60% of the same, with the compression is set that too the low range is compressed.
- the compression height can correspond to the clear roller spacing of a roller pair through which the body is carried out under compression.
- the compression or the gap width can vary widely, as long as a continuous impregnation of the body is achieved.
- the width of the squeezing gap can be adjusted to 5-40% of the height of the body low region, preferably to 7-30% or preferably 10-25% or 12-20% of the height of the low region, for example 15-18% thereof . Too small gap widths a limit is set by mechanical damage to the foam material, including damage to the pore walls of the foam material are avoided.
- the height of the squeeze gap may generally be at least approximately the height of the body in the packaging state of wt .-% or ⁇ 1-2 wt .-%, based on bound water (ie without release of water by decomposition of carcass or impregnating components, for example, determined at 100 ° C.
- the impregnating agent may generally be an impregnating agent which can be used for restoring impregnation of foam sealing tapes, or a hydrophobing agent, etc., if a uniform restoring delay is not a priority.
- the impregnating agent, in particular for the recovery delay may be an acrylate and / or methacrylate dispersion, if appropriate also with acrylate / methacrylate copolymers.
- the restoring delay is effected by a sufficient adhesive force of the impregnating agent film on the pore walls of the foam material.
- the invention also includes a method for producing a body for a sealing strip according to any one of claims 1-22, characterized in that the height profiled Foam body is impregnated with impregnating agent, and that the sealing strip is then carried out by a nip of a squeezing, the gap width is set so that the body is guided at least in the height range or over its entire width with squeezing off of excess impregnating agent through the squeezer, with generation a height profile of the body reverse impregnating agent profile, and then drying the sealing strip.
- the width of the nip can be constant over the carcass width.
- the dispersion used can have a weight fraction of polymer particles, in particular acrylate / methacrylate particles, of 10-100% or 20-95%, based on the dry weight fraction of the dispersion, preferably 25-85% or 30-70%.
- the dry weight fraction of the dispersion can be, for example, in the range of 40-50% by weight.
- the dispersion may also contain fillers, for example. Intumeszenzmaterialien, and other auxiliaries such as dispersants, dyes, water repellents, etc.
- the polymer used for the recovery delay of the dispersion may have a glass transition temperature Tg in the range of -70 ° C to 20 ° C or in the range of -60 ° C to -10 ° C, for example. In the range of about -45 ° C.
- the glass transition temperature can be determined according to the ISO standard method, with the aid of differential caloric scanning (DSC), in particular according to DIN EN ISO 11357-1 (determination with differential flow calorimeter, simple calibration). The above can apply in particular for restoring impregnations.
- FIG. 1a shows a foam sealing strip 1 according to the invention for sealing a joint between adjacent components, wherein the sealing strip has two opposite broad sides 2a, 2b, which can be applied to two opposite contact surfaces of the two components with sealing of the joint.
- the broad side 2a of the sealing strip is flat and provided with a fastening means such as a self-adhesive layer 3 (with cover layer).
- the broad sides 2a, 2b are connected by narrow sides 4a, 4b.
- the sealing strip has a body 5 made of a resilient soft foam material impregnated with an impregnating agent.
- the broad sides 2a, 2b and the narrow sides 4a, 4b of the sealing strip here at the same time form broad sides and narrow sides of the foam body 5.
- the sealing band body is height-profiled on a broad side 2b over the width thereof to form a respective height region 5a extending in the sealing strip longitudinal direction and a low region 5b, the body and the sealing strip being in Fig. 1a shown in completely freely expanded state.
- the sealing band body has an inhomogeneous impregnation, wherein the low region 5b is more strongly impregnated than the height region 5a, cf. that results in a more uniform or, in particular, substantially uniform restoring behavior of the body, based on an otherwise customary homogeneous impregnation of the body.
- This uniform / even restoring behavior can be present in particular at least over the return height to the sealing of a joint, wherein the joint width can be assumed to be about 60% of the height of the low region.
- Fig. 1 Also shown is the profile of the impregnating agent content over the carcass width, in a schematic representation (profile line IG), which refers to the body in the initial state.
- the profile IG is formed here steadily, especially in areas with height change of the carcass profile.
- the impregnant content profile over the carcass width is formed inversely to the height profile of the carcass.
- the height region 5a of the body has a low impregnating agent content, the low region 5b of the body a high impregnating agent content.
- transitional area 5c In the area of falling height profile (transitional area 5c) with inflection point W, there is an area of increasing saturant content.
- the body has an at least substantially uniform provision over its width.
- the body has the example of a width of 66 mm, a height in the low range of 22 mm and a height in the height range of 38 mm.
- the height of the height range in the initial state of the body is therefore greater by approximately the factor 1.75 (38/22) than the height of the low range, relative to the height of the low range.
- Height range and low range each extend independently of each other over about 25-30% of the carcass width and are here both plateau with formed constant height. Height and low range are directly adjacent to the adjacent narrow side.
- the body is compressed in the assembled state to approximately 10% of its initial height in a completely free relaxed state.
- the height range is thus compressed to 10% of its initial height of the freely expanded sealing band height, the low range to 17% of its initial height, the compressed sealing strip thus has a height of about 3.8 mm, with parallel broadsides.
- the volume weight of the impregnated body of the sealing strip at the low area is about 95 kg / m 3 , at the height range about 60 kg / m 3 , with a raw foam weight of the body material of about 30 kg / m 3 .
- the impregnating agent weight (corresponding to the content per unit volume) of the body in the low range is thus about 65 kg / m 3 , that of the height range about 30 kg / m 3 .
- the volume weight of the body in the low range is thus by a factor of about 1.58 higher than that of the altitude range.
- the impregnating agent content of the low range is thus higher by a factor of approximately 2.15 than that of the height range. This refers in each case to the completely freely restored body in the initial state.
- the base strip at the lower region of the body and the base strip at the height region of the body are each uniformly impregnated over their height (that of the base strip), ie with a constant impregnating agent content.
- the body has a uniform in height recovery from its compressed confection state, for example, in a compression to about 10% of its original height with completely free provision.
- the uniform recovery is also given, starting from a compression of the sealing band to 15% of its initial height, in both cases to the provision of the low range to 50% of its initial height.
- This provision is usually the associated joint of the sealing tape or body at least largely or already completely sealed.
- the deviation of the profiled broad side of a plane in the provision of the body is about 5% of the starting height of the low range with completely free reset body.
- the deviation of the ratios is therefore about 3% of the mean of 5.8 ((5.59 + 6) / 2), so it is approximately constant.
- the body or the sealing tape has in the installed state in a joint between plane-parallel planes and compression to 30% of its initial height with completely free relaxed sealing tape on the narrow side facing the height range a higher water vapor diffusion resistance than at the low side facing the narrow side of the sealing strip, for example. At least 3-5% higher. Further, under the conditions mentioned, a greater driving rain-tightness is provided on the narrow side facing the low area than on the narrow side facing the height area, namely higher than 600 Pa or lower than 600 Pa.
- the body after Fig. 1 is integrally formed of foam material.
- the profile is curved and has a turning point.
- Fig. 1b shows a cross section through the sealing band body 5 in the confection state 5 '(10%) and reset to 20% (5 ") and 40% (5'") of its initial height, and fully reset (5).
- FIG. 2 has, for example, a body with a different height profile, here with a sink S in the middle carcass area and 2 turning points W.
- a modification according to the examples of Figures 1 and 2 may be that the height range drops to the adjacent narrow side and / or the low range increases towards its narrow side.
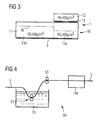
- FIG. 3 shows an alternative embodiment of the body 10 in two-part design, wherein the height profile of the body has a extending over the body width integral base strip 11 of foam material and a patch on this narrower and connected to the base strip, separate additional strips 12 of foam material as a height section for height profiling.
- the two strips are interconnected by a (self) adhesive layer 13.
- the body is impregnated in the two-part form shown by the method according to the invention.
- the impregnated additional foam strip 12 has In this case, a lower impregnating agent content than the base strip, at least with respect to the portion 11a of the base strip at the level of the additional strip.
- the base strip 11 is in this case impregnated to different degrees across its width, with a lower content of impregnating agent content in the base strip area 11a with coverage of the additional strip in comparison to the base strip area 11b without overlap by the additional strip.
- the additional strip is preferably impregnated, in particular impregnated for delayed recovery.
- the base strip at the lower region of the body and the base strip at the height region of the body are each uniformly impregnated over their height (that of the base strip), ie with a constant impregnating agent content.
- the impregnating agent profile IG with densities RG of the impregnated body is in the Figures 2 and 3 also shown schematically. On that too FIG. 1 Incidentally, this was fully referenced. According to FIG. 3 the impregnating agent profile forms a certain but very narrow transition zone in the region of the height offset due to the additional strip 12.
- FIG. 4 shows a device 50 for producing the body according to the invention or for carrying out a method according to the invention.
- the foam body 5 which has already been height-profiled for use in the sealing tape is impregnated with impregnating agent, namely by passing through an impregnating bath 51 under compression in a compression device 52 such as a roller mill.
- a compression device 52 such as a roller mill.
- the body is carried out a squeezing gap of a squeezing device 53, which is arranged outside the immersion bath, wherein the gap width is adjusted such that the sealing tape is guided at least in the height range or over its entire width with squeezing off of excess impregnating agent through the squeezing, to produce the height profile of the sealing tape reverse impregnating agent profile.
- the gap width is about 3.5-4 mm, the compression thus at least approximately corresponds to the compression of the body in the state of confection of the sealing tape.
- the body is dried in a furnace 54, with fixation of the impregnating agent profile of the body produced in the squeezing device.
- the width of the nip in the squeezing device is constant over the sealing tape width.
- a squeezing 2 parallel aligned cylindrical rollers, so unprofiled rollers used.
- the impregnating agent here is an acrylate dispersion for the recovery delay.
- the sealing tape with body according to the invention can be used in particular for sealing building joints between two components, for example. Between two wall components or between a frame member such as window or door frame and Masonry reveal.
Landscapes
- Engineering & Computer Science (AREA)
- Architecture (AREA)
- Physics & Mathematics (AREA)
- Electromagnetism (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Sealing Material Composition (AREA)
- Gasket Seals (AREA)
- Adhesive Tapes (AREA)
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SI201430149A SI2784231T1 (sl) | 2013-03-26 | 2014-03-21 | Tesnilni trak in postopek za izdelavo takšnega tesnilnega traku |
| PL14161052T PL2784231T3 (pl) | 2013-03-26 | 2014-03-21 | Taśma uszczelniająca i sposób wytwarzania takiej taśmy uszczelniającej |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE202013101311.0U DE202013101311U1 (de) | 2013-03-26 | 2013-03-26 | Dichtband |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2784231A1 EP2784231A1 (de) | 2014-10-01 |
| EP2784231B1 true EP2784231B1 (de) | 2016-11-16 |
Family
ID=50336196
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP14161052.7A Active EP2784231B1 (de) | 2013-03-26 | 2014-03-21 | Dichtband und Verfahren zur Herstellung eines solchen Dichtbandes |
Country Status (9)
| Country | Link |
|---|---|
| EP (1) | EP2784231B1 (pl) |
| DE (1) | DE202013101311U1 (pl) |
| DK (1) | DK2784231T3 (pl) |
| ES (1) | ES2613133T3 (pl) |
| HU (1) | HUE031685T2 (pl) |
| LT (1) | LT2784231T (pl) |
| PL (1) | PL2784231T3 (pl) |
| PT (1) | PT2784231T (pl) |
| SI (1) | SI2784231T1 (pl) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3878619A1 (de) | 2020-03-13 | 2021-09-15 | Hanno-Werk GmbH & Co. KG | Verfahren zum partiellen imprägnieren eines schaumstoffs |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102014111149A1 (de) * | 2014-08-05 | 2016-02-11 | Odenwald-Chemie Gmbh | Dichtungselement und Verfahren zu seiner Herstellung |
| EP3124712B1 (de) | 2015-07-30 | 2023-06-28 | Hanno Werk GmbH & Co. KG | Komprimierbares fugendichtungsband sowie verfahren zur herstellung desselben |
| DE102015116667A1 (de) | 2015-10-01 | 2017-04-06 | Tremco Illbruck Produktion Gmbh | Verfahren zum Herstellen eines Abdichtbands und Abdichtband |
| DE102016111284A1 (de) | 2016-06-20 | 2017-12-21 | Tremco Illbruck Produktion Gmbh | Dichtband |
| EP3346068B2 (de) | 2017-01-06 | 2024-08-21 | Hanno-Werk GmbH & Co. KG | Fugendichtungsband umfassend einen schaumstoff |
| EP3489293B1 (de) | 2017-11-24 | 2023-07-12 | Hanno Werk GmbH & Co. KG | Fugendichtungsband, umfassend eine schaumstoff enthaltend wenigstens einem phasenwechselmaterial |
| EP3470610A1 (de) | 2018-03-16 | 2019-04-17 | Hanno-Werk GmbH & Co. KG | Fugendichtungsband und verfahren zur bereitstellung eines fugendichtungsband |
| EP3825482B1 (de) * | 2019-11-22 | 2025-04-09 | ISO-Chemie GmbH | Dichtband |
| EP4575114A1 (de) | 2023-12-22 | 2025-06-25 | Hanno-Werk GmbH & Co. KG | Fugendichtungsband |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1000946B (de) | 1955-06-15 | 1957-01-17 | Asphalt Bitumen Onderneming Ia | Verfahren zur Herstellung eines Abdichtungsmaterials, das eine poroese schwammartige Masse enthaelt |
| EP0688382B1 (de) | 1993-03-10 | 1999-01-13 | Illbruck GmbH | Fugendichtungsband |
| DE19944611A1 (de) | 1999-09-17 | 2001-03-22 | Illbruck Gmbh | Dichtstreifen zur Abdichtung einer Fuge |
| EP2112292A2 (de) | 2008-04-25 | 2009-10-28 | Odenwald Chemie GmbH | Dichtelement |
| DE102009013107A1 (de) | 2008-05-13 | 2009-11-19 | Tremco Illbruck Produktion Gmbh | Schaumstoff-Dichtstreifen |
| DE102008063371A1 (de) * | 2008-12-30 | 2009-12-31 | Henkel Ag & Co. Kgaa | Vorkomprimiertes verzögert zurückstellendes Schaumstoffdichtband zur Abdichtung von Fugen zwischen Fensterrahmen und Baukörper |
| DE202009011979U1 (de) | 2009-06-09 | 2010-10-28 | Odenwald-Chemie Gmbh | Dichtelement mit thermoexpandierbarer Substanz und wärmegedämmtes System mit solchem Dichtelement |
| EP2514901A1 (de) | 2011-04-19 | 2012-10-24 | Tremco illbruck Produktion GmbH | Dichtstreifen |
| DE102011050479A1 (de) | 2011-05-19 | 2012-11-22 | Weidmann Plastics Technology Ag | Verfahren zur Herstellung eines Bauteils, Druckumformwerkzeug zur Durchführung des Verfahrens sowie Bauteil hergestellt nach dem Verfahren |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102011050497A1 (de) * | 2011-05-19 | 2012-11-22 | Chemiefac Gmbh | Verfahren zur Herstellung eines Dichtstreifens |
-
2013
- 2013-03-26 DE DE202013101311.0U patent/DE202013101311U1/de not_active Expired - Lifetime
-
2014
- 2014-03-21 PT PT141610527T patent/PT2784231T/pt unknown
- 2014-03-21 ES ES14161052.7T patent/ES2613133T3/es active Active
- 2014-03-21 SI SI201430149A patent/SI2784231T1/sl unknown
- 2014-03-21 HU HUE14161052A patent/HUE031685T2/en unknown
- 2014-03-21 EP EP14161052.7A patent/EP2784231B1/de active Active
- 2014-03-21 DK DK14161052.7T patent/DK2784231T3/en active
- 2014-03-21 LT LTEP14161052.7T patent/LT2784231T/lt unknown
- 2014-03-21 PL PL14161052T patent/PL2784231T3/pl unknown
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1000946B (de) | 1955-06-15 | 1957-01-17 | Asphalt Bitumen Onderneming Ia | Verfahren zur Herstellung eines Abdichtungsmaterials, das eine poroese schwammartige Masse enthaelt |
| EP0688382B1 (de) | 1993-03-10 | 1999-01-13 | Illbruck GmbH | Fugendichtungsband |
| DE19944611A1 (de) | 1999-09-17 | 2001-03-22 | Illbruck Gmbh | Dichtstreifen zur Abdichtung einer Fuge |
| EP2112292A2 (de) | 2008-04-25 | 2009-10-28 | Odenwald Chemie GmbH | Dichtelement |
| DE102009013107A1 (de) | 2008-05-13 | 2009-11-19 | Tremco Illbruck Produktion Gmbh | Schaumstoff-Dichtstreifen |
| DE102008063371A1 (de) * | 2008-12-30 | 2009-12-31 | Henkel Ag & Co. Kgaa | Vorkomprimiertes verzögert zurückstellendes Schaumstoffdichtband zur Abdichtung von Fugen zwischen Fensterrahmen und Baukörper |
| DE202009011979U1 (de) | 2009-06-09 | 2010-10-28 | Odenwald-Chemie Gmbh | Dichtelement mit thermoexpandierbarer Substanz und wärmegedämmtes System mit solchem Dichtelement |
| EP2514901A1 (de) | 2011-04-19 | 2012-10-24 | Tremco illbruck Produktion GmbH | Dichtstreifen |
| DE102011050479A1 (de) | 2011-05-19 | 2012-11-22 | Weidmann Plastics Technology Ag | Verfahren zur Herstellung eines Bauteils, Druckumformwerkzeug zur Durchführung des Verfahrens sowie Bauteil hergestellt nach dem Verfahren |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3878619A1 (de) | 2020-03-13 | 2021-09-15 | Hanno-Werk GmbH & Co. KG | Verfahren zum partiellen imprägnieren eines schaumstoffs |
| EP3878619B1 (de) | 2020-03-13 | 2025-07-02 | Hanno-Werk GmbH & Co. KG | Verfahren zum partiellen imprägnieren eines schaumstoffs |
Also Published As
| Publication number | Publication date |
|---|---|
| PT2784231T (pt) | 2017-02-06 |
| ES2613133T3 (es) | 2017-05-22 |
| DK2784231T3 (en) | 2017-02-20 |
| HUE031685T2 (en) | 2017-07-28 |
| SI2784231T1 (sl) | 2017-04-26 |
| EP2784231A1 (de) | 2014-10-01 |
| DE202013101311U1 (de) | 2014-08-06 |
| LT2784231T (lt) | 2017-03-27 |
| PL2784231T3 (pl) | 2017-07-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2784231B1 (de) | Dichtband und Verfahren zur Herstellung eines solchen Dichtbandes | |
| EP2520749B1 (de) | Schaumstoff-Dichtstreifen zur Abdichtung eines Fensterrahmens sowie zum Einbau vorbereiteter Fensterrahmen | |
| EP2297411B1 (de) | Schaumstoff-dichtstreifen | |
| DE102008020955B4 (de) | Fugendichtband | |
| EP2743416B1 (de) | Dichtband mit funktionsstreifen | |
| EP2666947B1 (de) | Dichtband | |
| EP2982821B1 (de) | Dichtungselement und verfahren zu seiner herstellung | |
| DE202013101372U1 (de) | Dichtband | |
| EP2423396B1 (de) | Schaumstoff-Dichtstreifen | |
| DE102009026864B4 (de) | Dichtelement mit thermoexpandierbarer Substanz und wärmegedämmtes System mit solchem Dichtelement | |
| EP3825501A1 (de) | Dichtband | |
| DE202011005416U1 (de) | Dichtstreifen | |
| EP2679738A1 (de) | Dichtband | |
| EP2759649B1 (de) | Schaumstoff-Dichtband | |
| EP3260617B1 (de) | Dichtband | |
| EP2602392B1 (de) | Verbundplatte | |
| EP2602393B1 (de) | Dichtband | |
| EP4008871B1 (de) | Dichtbandrolle | |
| EP4575114A1 (de) | Fugendichtungsband | |
| EP2584110A2 (de) | Dichtband | |
| AT409524B (de) | Profildichtung | |
| EP2561284B1 (de) | Flanschprofil zum luftdichten verbinden von luftkanalabschnitten eines luftkanals | |
| DE202013100098U1 (de) | Fugendichtband | |
| EP3825484A1 (de) | Dichtband | |
| DE202017102227U1 (de) | Fugendichtungsband |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 17P | Request for examination filed |
Effective date: 20140321 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| R17P | Request for examination filed (corrected) |
Effective date: 20141111 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| 17Q | First examination report despatched |
Effective date: 20150429 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: E04B 1/68 20060101AFI20160121BHEP Ipc: E06B 1/62 20060101ALN20160121BHEP |
|
| INTG | Intention to grant announced |
Effective date: 20160202 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAJ | Information related to disapproval of communication of intention to grant by the applicant or resumption of examination proceedings by the epo deleted |
Free format text: ORIGINAL CODE: EPIDOSDIGR1 |
|
| GRAL | Information related to payment of fee for publishing/printing deleted |
Free format text: ORIGINAL CODE: EPIDOSDIGR3 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20160715 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: E04B 1/68 20060101AFI20160706BHEP Ipc: E06B 1/62 20060101ALN20160706BHEP |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 846094 Country of ref document: AT Kind code of ref document: T Effective date: 20161215 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502014001953 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: ROTTMANN, ZIMMERMANN + PARTNER AG, CH |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: SC4A Ref document number: 2784231 Country of ref document: PT Date of ref document: 20170206 Kind code of ref document: T Free format text: AVAILABILITY OF NATIONAL TRANSLATION Effective date: 20170125 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: FP |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 Effective date: 20170214 |
|
| REG | Reference to a national code |
Ref country code: NO Ref legal event code: T2 Effective date: 20161116 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 4 |
|
| REG | Reference to a national code |
Ref country code: EE Ref legal event code: FG4A Ref document number: E013391 Country of ref document: EE Effective date: 20170213 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170217 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2613133 Country of ref document: ES Kind code of ref document: T3 Effective date: 20170522 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161116 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161116 |
|
| REG | Reference to a national code |
Ref country code: HU Ref legal event code: AG4A Ref document number: E031685 Country of ref document: HU |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161116 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R026 Ref document number: 502014001953 Country of ref document: DE |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161116 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170216 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| 26 | Opposition filed |
Opponent name: HANNO-WERK GMBH & CO. KG Effective date: 20170816 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MM4D Effective date: 20170321 |
|
| REG | Reference to a national code |
Ref country code: EE Ref legal event code: MM4A Ref document number: E013391 Country of ref document: EE Effective date: 20170331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170321 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170321 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161116 |
|
| REG | Reference to a national code |
Ref country code: SK Ref legal event code: MM4A Ref document number: E 23305 Country of ref document: SK Effective date: 20170321 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170322 Ref country code: EE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170331 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170321 Ref country code: SK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170321 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| REG | Reference to a national code |
Ref country code: SI Ref legal event code: KO00 Effective date: 20171208 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20171221 Ref country code: SI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170322 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FI Payment date: 20180320 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20180322 Year of fee payment: 5 Ref country code: IE Payment date: 20180326 Year of fee payment: 5 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20180625 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170322 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NO Payment date: 20180322 Year of fee payment: 5 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R081 Ref document number: 502014001953 Country of ref document: DE Owner name: TREMCO CPG GERMANY GMBH, DE Free format text: FORMER OWNER: TREMCO ILLBRUCK PRODUKTION GMBH, 92439 BODENWOEHR, DE Ref country code: DE Ref legal event code: R082 Ref document number: 502014001953 Country of ref document: DE Representative=s name: HANNKE BITTNER & PARTNER, PATENT- UND RECHTSAN, DE Ref country code: DE Ref legal event code: R081 Ref document number: 502014001953 Country of ref document: DE Owner name: TREMCO ILLBRUCK GMBH, DE Free format text: FORMER OWNER: TREMCO ILLBRUCK PRODUKTION GMBH, 92439 BODENWOEHR, DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161116 |
|
| RAP2 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: TREMCO ILLBRUCK GMBH |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CZ Payment date: 20190312 Year of fee payment: 6 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R100 Ref document number: 502014001953 Country of ref document: DE |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20190314 Year of fee payment: 11 Ref country code: SE Payment date: 20190325 Year of fee payment: 6 Ref country code: DK Payment date: 20190325 Year of fee payment: 6 Ref country code: BE Payment date: 20190321 Year of fee payment: 6 |
|
| PLCK | Communication despatched that opposition was rejected |
Free format text: ORIGINAL CODE: EPIDOSNREJ1 |
|
| PLBN | Opposition rejected |
Free format text: ORIGINAL CODE: 0009273 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: OPPOSITION REJECTED |
|
| REG | Reference to a national code |
Ref country code: NO Ref legal event code: MMEP |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190321 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161116 |
|
| 27O | Opposition rejected |
Effective date: 20190509 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161116 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190321 Ref country code: NO Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190321 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161116 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161116 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170316 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502014001953 Country of ref document: DE Representative=s name: HANNKE BITTNER & PARTNER, PATENT- UND RECHTSAN, DE Ref country code: DE Ref legal event code: R081 Ref document number: 502014001953 Country of ref document: DE Owner name: TREMCO CPG GERMANY GMBH, DE Free format text: FORMER OWNER: TREMCO ILLBRUCK GMBH, 92439 BODENWOEHR, DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200321 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP Effective date: 20200331 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20200401 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20200331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200401 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200322 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200331 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200331 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20200321 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200321 Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200331 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230519 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20240320 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20240311 Year of fee payment: 11 Ref country code: FR Payment date: 20240320 Year of fee payment: 11 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 846094 Country of ref document: AT Kind code of ref document: T Effective date: 20250321 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20250321 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20250331 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20260327 Year of fee payment: 13 |