EP2829482A1 - Procédé de déformation tridimensionnelle de matériau plat - Google Patents
Procédé de déformation tridimensionnelle de matériau plat Download PDFInfo
- Publication number
- EP2829482A1 EP2829482A1 EP14178146.8A EP14178146A EP2829482A1 EP 2829482 A1 EP2829482 A1 EP 2829482A1 EP 14178146 A EP14178146 A EP 14178146A EP 2829482 A1 EP2829482 A1 EP 2829482A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- forming
- during
- piston
- sleeve
- sheet material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/26—Folding sheets, blanks or webs
- B31B50/44—Folding sheets, blanks or webs by plungers moving through folding dies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B47/00—Apparatus or devices for forming pockets or receptacles in or from sheets, blanks, or webs, comprising essentially a die into which the material is pressed or a folding die through which the material is moved
- B65B47/04—Apparatus or devices for forming pockets or receptacles in or from sheets, blanks, or webs, comprising essentially a die into which the material is pressed or a folding die through which the material is moved by application of mechanical pressure
- B65B47/06—Apparatus or devices for forming pockets or receptacles in or from sheets, blanks, or webs, comprising essentially a die into which the material is pressed or a folding die through which the material is moved by application of mechanical pressure using folding dies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/59—Shaping sheet material under pressure
- B31B50/592—Shaping sheet material under pressure using punches or dies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F1/00—Mechanical deformation without removing material, e.g. in combination with laminating
- B31F1/0077—Shaping by methods analogous to moulding, e.g. deep drawing techniques
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F1/00—Mechanical deformation without removing material, e.g. in combination with laminating
- B31F1/008—Shaping of tube ends, e.g. flanging, belling, closing, rim-rolling or corrugating; Fixing elements to tube ends
- B31F1/0087—Rim-rolling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F1/00—Mechanical deformation without removing material, e.g. in combination with laminating
- B31F1/36—Moistening and heating webs to facilitate mechanical deformation and drying deformed webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/74—Auxiliary operations
- B31B50/741—Moistening; Drying; Cooling; Heating; Sterilizing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/74—Auxiliary operations
- B31B50/88—Printing; Embossing
Definitions
- the invention relates to a method for three-dimensional forming of sheet material, in particular natural fibers, such. Paper or cardboard, with a piston and a box-shaped opposite, into which the material is drawn.
- the invention has for its object to propose a forming process with which this uncontrolled wrinkling is avoided.
- a possibility is created to produce a complex final contour with increased forming ratio dimensionally stable and dimensionally stable.
- This object is achieved in that the material zwichen the sleeve-shaped opposite and a so-called fold holder is clamped, whereby the material can slipping deliberately during forming.
- a particularly advantageous embodiment of the invention is that the fold holder presses with a variable pressure against the sheet material.
- the pressure of the pleat holder acting against the sheet material can be controlled or regulated.
- An advantageous further embodiment of the invention is characterized in that in the axial direction of the piston, a counter punch is provided, which presses the material during the forming against the piston, wherein the counter punch can be made variable and adjustable.
- the material is reliably guided during forming, so that no uncontrolled movements of the material can occur.
- the holding force can be set very accurately.
- a calibration device in which the formed material is pressed against the piston.
- the resulting small wrinkles during forming can be equalized in a simple manner.
- the material is moistened at least on one side before, during and / or after forming and / or calibrating.
- the material is heated before, during and / or after the forming and / or before and / or during the calibration.
- the temperature and / or the processing moisture of the material is selected or adjusted depending on the material used.
- a further advantageous embodiment of the invention is characterized in that the bottom of the formed during forming part between the piston and counter-punch is coined.
- different imprints can be provided; so the floor can be shaped out of the plane or patterned.
- they provide Embossing geometries for additional stabilization of the drawn part. Deviations from the intended shape contour of the drawn part are minimized.
- a further advantageous embodiment of the invention is that the material is or will be provided at least on one side with a plastic layer.
- the fibrous material is effectively protected against internal and / or external influences.
- a further advantageous embodiment of the invention is characterized in that the part formed during forming is selectively expanded at its open end.
- the open end is transferred to a sealing edge.
- the created container can be closed after its filling in a simple manner.
- the sealing edge is additionally compacted, wherein the densification can take place with the supply of heat and / or after previous moistening.
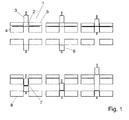
- 1 denotes a device with which paper or cardboard or fiber-containing material 2 can be converted from a flat state into a cup or dish-shaped state.
- the device 1 has a piston 3 and a sleeve-shaped opposite 4, in which the material 2 is pressed by the piston 3.
- the material 2 is pressed by a fold holder 5 against the bush-shaped opposite 4, so that it only slips in a controlled manner when entering the opposite 4. This ensures that only small wrinkles occur in the material when forming the wall area.
- the fold holder can spring loaded against the sheet material 2 press. But it is also possible to provide a hydraulic, electromechanical or other contact pressure, which is configured controllable or controllable. A combination between spring load and controlled or regulated hydraulic / pneumatic / actuators is also conceivable.
- the embossing takes place by the piston 3 and the counter punch 6 before the actual forming process.
- the piston 3 and counter punch 6 can already close under Faltenhalterkraft and bring in the embossing. In this case, a drawing operation is performed against the actual pulling forming, whereby the scope is expanded in terms of degree of deformation and design of the soil.
- the formed part 7 is moved in a calibration device 8 from the piston 3, where the wall portion is pressed against the piston 3 and thereby the small and finely divided wrinkles formed are equalized.
- the upper wall area can be widened.
- the upper edge of the part 7 can be reshaped, either in a flat sealing edge or in a mouth roll
- the material 2 can be moistened before forming or even during this process one or both sides.
- a heating is possible, with a radiant heater for the material or heating of the forming tools is conceivable.
- a coating of the material, for example, with a plastic is also possible to improve the tightness of the finished part 7, wherein this coating can be made inside or outside or on both sides.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Making Paper Articles (AREA)
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102013107932.6A DE102013107932A1 (de) | 2013-07-24 | 2013-07-24 | Verfahren zum dreidimensionalen Umformen von flächigem Material |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2829482A1 true EP2829482A1 (fr) | 2015-01-28 |
| EP2829482B1 EP2829482B1 (fr) | 2018-07-04 |
Family
ID=51225316
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP14178146.8A Active EP2829482B1 (fr) | 2013-07-24 | 2014-07-23 | Procédé de déformation tridimensionnelle de matériau plat |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP2829482B1 (fr) |
| DE (1) | DE102013107932A1 (fr) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3347287A1 (fr) * | 2015-09-10 | 2018-07-18 | Pester Pac Automation GmbH | Emballage |
| US20180319116A1 (en) * | 2017-05-08 | 2018-11-08 | Pester Pac Automation Gmbh | Method for three-dimensional shaping of flat material |
| WO2020031096A1 (fr) | 2018-08-10 | 2020-02-13 | T.M.E. S.p.A. | Procédé et machine de conditionnement permettant de fabriquer une dosette compostable pour des produits brassicoles et dosette compostable pour des produits brassicoles |
| WO2022087007A1 (fr) * | 2020-10-19 | 2022-04-28 | Westrock Mwv, Llc | Tête de poinçon, poinçon, appareil de façonnage, machine de fabrication de récipients, procédé de façonnage et ébauche de fond et récipient ainsi formé |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102015105099A1 (de) | 2015-04-01 | 2016-10-06 | Technische Universität Dresden | Verfahren und Vorrichtung zum dreidimensionalen Umformen von flächigem Fasermaterial |
| DE102015115251A1 (de) * | 2015-09-10 | 2017-03-16 | Pester Pac Automation Gmbh | Verfahren zum dreidimensionalen Umformen von Material |
| DE102016104375A1 (de) | 2016-03-10 | 2017-09-14 | Pester Pac Automation Gmbh | Vorrichtung und Verfahren zum Betrieb der Vorrichtung |
| DE102016106142A1 (de) | 2016-04-04 | 2017-10-05 | Technische Universität Dresden | Packmittel umfassend Fasermaterial und Verfahren zu seiner Herstellung durch Kompressionsziehen |
| DE102017123309A1 (de) | 2017-10-06 | 2019-04-11 | Technische Universität Dresden | Vorrichtung zum Kompressionsziehen von flächigem Fasermaterial |
| DE102018113512A1 (de) * | 2018-06-06 | 2019-12-12 | Progress Packaging Gmbh | Vorrichtung und Verfahren zum Herstellen von Füllmaterial mit Presseinrichtung |
| DE102021110679A1 (de) * | 2021-04-27 | 2022-10-27 | Multivac Sepp Haggenmüller Se & Co. Kg | Herstellen eines verpackungsbehälters aus faserhaltigem material |
| EP4493399A1 (fr) * | 2022-03-18 | 2025-01-22 | Sarong Societa' Per Azioni | Appareil et procédé de fabrication d'un récipient |
| WO2023175550A1 (fr) * | 2022-03-18 | 2023-09-21 | Sarong Societa' Per Azioni | Appareil et procédé de fabrication d'un récipient |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2215789A (en) * | 1938-08-09 | 1940-09-24 | John K M Harrison | Tube end-flaring mechanism |
| US2272920A (en) * | 1940-02-23 | 1942-02-10 | Paper Container Mfg Company | Method of forming reinforcing beads on conical paper cups |
| US2402237A (en) * | 1944-06-06 | 1946-06-18 | Container Corp | Combination preheater and steam shower for corrugating and like machines |
| US4576566A (en) * | 1980-12-16 | 1986-03-18 | Champion International Corporation | Apparatus for forming a paperboard receptacle |
| EP0700833A1 (fr) * | 1994-01-19 | 1996-03-13 | ALUCART S.r.L. | Emballage pour adhésifs thermofusibles et procédé de fabrication |
| DE60105598T2 (de) * | 2001-08-06 | 2005-02-03 | Ecopack S.P.A., Piobesi | Vorrichtung zum Herstellen von Bechern aus dünnem Papier |
| DE102010037092A1 (de) * | 2010-08-20 | 2012-02-23 | Tim Schüßler | Verfahren und Vorrichtung zum Verpacken von Sträußen |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2270185A (en) * | 1940-08-15 | 1942-01-13 | Dow Chemical Co | Simultaneous manufacture of containers and closures |
| US2270187A (en) * | 1940-10-04 | 1942-01-13 | Dow Chemical Co | Machine for drawing and trimming thermoplastic containers |
| US2425390A (en) * | 1946-01-15 | 1947-08-12 | Eastman Kodak Co | Forming flanged or beaded containers |
| US3231937A (en) * | 1963-12-17 | 1966-02-01 | Continental Can Co | Die center pad |
| US3520750A (en) * | 1966-12-23 | 1970-07-14 | Allied Chem | Novel thermosetting composites and process for making |
| US3506751A (en) * | 1968-05-03 | 1970-04-14 | Continental Can Co | Method of drawing plastic containers |
| FR2600936B1 (fr) * | 1986-07-07 | 1989-02-24 | Cofim | Procede et dispositif pour la realisation de preformes pour pieces en materiaux composites |
| US5290167A (en) * | 1990-10-08 | 1994-03-01 | Sumitomo Heavy Industries, Ltd. | Method of manufacturing three-dimensional parts using sheets of thermoplastic resin high-performance fiber-reinforced composite material and apparatus therefor |
| DE9215136U1 (de) * | 1992-11-06 | 1993-06-03 | Meier, Peter H., 32049 Herford | Anlage zur Herstellung von Formkörpern aus einem verformbaren Folienmaterial o.dgl. |
-
2013
- 2013-07-24 DE DE102013107932.6A patent/DE102013107932A1/de active Pending
-
2014
- 2014-07-23 EP EP14178146.8A patent/EP2829482B1/fr active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2215789A (en) * | 1938-08-09 | 1940-09-24 | John K M Harrison | Tube end-flaring mechanism |
| US2272920A (en) * | 1940-02-23 | 1942-02-10 | Paper Container Mfg Company | Method of forming reinforcing beads on conical paper cups |
| US2402237A (en) * | 1944-06-06 | 1946-06-18 | Container Corp | Combination preheater and steam shower for corrugating and like machines |
| US4576566A (en) * | 1980-12-16 | 1986-03-18 | Champion International Corporation | Apparatus for forming a paperboard receptacle |
| EP0700833A1 (fr) * | 1994-01-19 | 1996-03-13 | ALUCART S.r.L. | Emballage pour adhésifs thermofusibles et procédé de fabrication |
| DE60105598T2 (de) * | 2001-08-06 | 2005-02-03 | Ecopack S.P.A., Piobesi | Vorrichtung zum Herstellen von Bechern aus dünnem Papier |
| DE102010037092A1 (de) * | 2010-08-20 | 2012-02-23 | Tim Schüßler | Verfahren und Vorrichtung zum Verpacken von Sträußen |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3347287A1 (fr) * | 2015-09-10 | 2018-07-18 | Pester Pac Automation GmbH | Emballage |
| US20180319116A1 (en) * | 2017-05-08 | 2018-11-08 | Pester Pac Automation Gmbh | Method for three-dimensional shaping of flat material |
| EP3401227A1 (fr) * | 2017-05-08 | 2018-11-14 | Pester Pac Automation GmbH | Procédé de déformation tridimensionnelle de matériau plat |
| WO2020031096A1 (fr) | 2018-08-10 | 2020-02-13 | T.M.E. S.p.A. | Procédé et machine de conditionnement permettant de fabriquer une dosette compostable pour des produits brassicoles et dosette compostable pour des produits brassicoles |
| WO2022087007A1 (fr) * | 2020-10-19 | 2022-04-28 | Westrock Mwv, Llc | Tête de poinçon, poinçon, appareil de façonnage, machine de fabrication de récipients, procédé de façonnage et ébauche de fond et récipient ainsi formé |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102013107932A8 (de) | 2015-05-13 |
| EP2829482B1 (fr) | 2018-07-04 |
| DE102013107932A1 (de) | 2015-01-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2829482B1 (fr) | Procédé de déformation tridimensionnelle de matériau plat | |
| EP3347196B1 (fr) | Procédé de formage tridimensionnel de matériau | |
| EP2829392B1 (fr) | Procédé de déformation d'un matériau à plat | |
| WO2012062828A1 (fr) | Procédé et dispositif pour la fabrication d'une préforme tridimensionnelle dans le cadre de la fabrication d'éléments moulés renforcés de fibres | |
| EP3401227A1 (fr) | Procédé de déformation tridimensionnelle de matériau plat | |
| WO2012062824A2 (fr) | Procédé, dispositif et coque de moulage pour la fabrication d'une ébauche tridimensionnelle au cours de la fabrication de pièces moulées renforcées par des fibres | |
| DE10124912C1 (de) | Verfahren zur Herstellung eines dreidimensional verformten Körpers | |
| DE102015105099A1 (de) | Verfahren und Vorrichtung zum dreidimensionalen Umformen von flächigem Fasermaterial | |
| WO2020207659A1 (fr) | Machine d'emballage pour réaliser un emballage et procédé de fabrication correspondant | |
| AT504783B1 (de) | Verfahren zum kaltverformen eines blechzuschnittes aus hochfestem stahl | |
| WO2016071042A1 (fr) | Presse de formage et procédé de formage d'une ébauche plate en métal au moyen de deux plaques de bâti mobiles l'une vers l'autre | |
| EP3405399B1 (fr) | Outil de scellage pour un emballage pelliplaqué | |
| EP4265392A1 (fr) | Appareil de formage et procédé de formage d'une poche dans une matière d'emballage | |
| DE102004054120B4 (de) | Verfahren zum Umformen einer großflächigen Blechplatine zu einem Formteil, wie einem Außenhautteil einer Kraftfahrzeugkarosserie | |
| DE10027079A1 (de) | Verfahren und Vorrichtung zum Umformen eines plattenförmigen Werkstücks | |
| DE102016116418A1 (de) | Verfahren und Drapiervorrichtung zur Herstellung eines dreidimensionalen Vorformlings | |
| EP3216594A1 (fr) | Dispositif pour pincer, serrer et guider un matériau plat et procédé de fonctionnement du dispositif | |
| EP1216769A2 (fr) | Pocédé et dispositif de fabrication d' un profilé creux fermé | |
| AT525767A2 (de) | Innenhochdruckumform-werkzeugvorrichtung und verfahren zur herstellung eines hohlkörpers durch innenhochdruckumformen | |
| DE972745C (de) | Verfahren zur Oberflaechenverzierung von Kunstharzformstuecken | |
| DE686099C (de) | Verfahren und Vorrichtung zum Herstellen von starkwandigen Flaschen aus Pappe o. dgl. | |
| DE296471C (fr) | ||
| DE10104860C1 (de) | Verfahren zur Herstellung eines Hohlprofiles aus zwei aufeinanderliegenden Platinen | |
| DE202016104843U1 (de) | Drapiervorrichtung zur Herstellung eines dreidimensionalen Vorformlings | |
| DE365334C (de) | Werkzeug zum Ziehen von Pappschachteln mit UEberzug |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 17P | Request for examination filed |
Effective date: 20140723 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: MAJSCHAK, JENS-PETER, PROF. DR. Inventor name: HAUG, HANS Inventor name: HAUPTMANN, MAREK |
|
| R17P | Request for examination filed (corrected) |
Effective date: 20150706 |
|
| RAX | Requested extension states of the european patent have changed |
Extension state: ME Payment date: 20150706 Extension state: BA Payment date: 20150706 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: HAUPTMANN, MAREK Inventor name: MAJSCHAK, JENS-PETER, PROF. DR. Inventor name: HAUG, HANS |
|
| 17Q | First examination report despatched |
Effective date: 20161026 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20180130 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1014228 Country of ref document: AT Kind code of ref document: T Effective date: 20180715 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502014008720 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20180704 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180704 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180704 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181004 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181005 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180704 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180704 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181104 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180704 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181004 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180704 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180704 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180704 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180704 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180704 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180704 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180723 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20180731 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502014008720 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180723 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180704 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180704 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180704 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180731 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180731 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180704 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180704 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180704 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180731 |
|
| 26N | No opposition filed |
Effective date: 20190405 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20181004 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180704 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181004 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180704 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180704 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180704 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20140723 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180704 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180704 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20250722 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20250731 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20250723 Year of fee payment: 12 Ref country code: AT Payment date: 20250721 Year of fee payment: 12 |