EP2937176A1 - Schleifmaschine für Lagerringe und Verfahren zur Einstellung einer solchen Maschine - Google Patents
Schleifmaschine für Lagerringe und Verfahren zur Einstellung einer solchen Maschine Download PDFInfo
- Publication number
- EP2937176A1 EP2937176A1 EP14305619.0A EP14305619A EP2937176A1 EP 2937176 A1 EP2937176 A1 EP 2937176A1 EP 14305619 A EP14305619 A EP 14305619A EP 2937176 A1 EP2937176 A1 EP 2937176A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- axis
- rotation
- grinding
- grinding wheel
- bearing ring
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B5/00—Machines or devices designed for grinding surfaces of revolution on work, including those which also grind adjacent plane surfaces; Accessories therefor
- B24B5/36—Single-purpose machines or devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B27/00—Other grinding machines or devices
- B24B27/0069—Other grinding machines or devices with means for feeding the work-pieces to the grinding tool, e.g. turntables, transfer means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B19/00—Single-purpose machines or devices for particular grinding operations not covered by any other main group
- B24B19/02—Single-purpose machines or devices for particular grinding operations not covered by any other main group for grinding grooves, e.g. on shafts, in casings, in tubes, homokinetic joint elements
- B24B19/06—Single-purpose machines or devices for particular grinding operations not covered by any other main group for grinding grooves, e.g. on shafts, in casings, in tubes, homokinetic joint elements for grinding races, e.g. roller races
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B41/00—Component parts such as frames, beds, carriages, headstocks
- B24B41/005—Feeding or manipulating devices specially adapted to grinding machines
Definitions
- This invention relates to a grinding machine which can be used for grinding of bearing rings and which includes, amongst others, a grinding wheel and holding means for holding a bearing ring in a working station.
- This invention also relates to a method for adjusting the position of a bearing ring in the working station of such a grinding machine with respect to its grinding wheel.
- a knurl is used to shape the outer edge of the grinding wheel. Because of the tolerances in the relative positions of the grinding wheel and the knurl, the profile created on the edge of the grinding wheel might not be fully perpendicular to the rotation axis of the grinding wheel. Thus, when this profile is used to grind a surface of a bearing ring, some outer radial surfaces existing on either side of a raceway of such a bearing ring might not be symmetrical with respect to the center of this raceway. In particular, these two surfaces might have slightly different diameters, which is not acceptable.
- This invention aims at solving these problems with a new grinding machine which can be easily and automatically adjusted when one changes from one type of bearing ring to another type of bearing ring to be processed.
- the invention relates to a grinding machine for bearing rings, this machine including a frame, a rotating grinding wheel movable in rotation around a first rotation axis, a working station where a bearing ring stands during a grinding operation of one of its surfaces and holding means for holding a bearing ring in the working station, these holding means being rotatable around a second rotation axis and supported by a support plate movable with respect to the frame.
- this machine includes a first electric actuator for moving the support plate in rotation with respect to the frame, around a third axis perpendicular to the first and second rotation axes and a second electric actuator for moving the holding means in translation along the second rotation axis.
- the two electric actuators allow implementing automatic steps when the configuration of the machine has to be changed, in particular when changing from one type of bearing ring to another type of bearing ring to be processed.
- the electric actuators can be piloted in a very precise and reproducible way, which guarantees that the grinding result will be constant in time and for different bearing rings, insofar as predefined settings can be used for any given grinding profile and/or any given bearing ring.
- the grinding machine might incorporate one or several of the following features taken in any admissible configuration:
- the invention relates to a method for automatically adjusting the position of the bearing ring in the working station of a grinding machine as mentioned here-above with respect to its grinding wheel, depending on the profile of an edge of the grinding wheel and/or on the dimensions of the bearing ring.
- this method includes at least the following steps consisting in:
- step f) it is also possible to implement the following further steps consisting in d) grinding a bearing ring with the grinding wheel, e) determining the position of a ground zone of the bearing ring with respect to a front face and a back face of the bearing ring, f) assessing if the grinding ring has to be moved axially, along the first rotation axis, in order for the ground zone to be centered between the front and back faces and, if yes, to what extent, and g) piloting the first electric actuator in order to move the holding means in accordance with the findings of step f).
- step I) a contact between the axial face of the chuck and the lateral face of the grinding wheel is detected via the rotation of a shaft integral in rotation with the annular part.
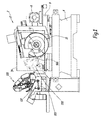
- the grinding machine 2 represented on figures 1 to 7 includes a frame 4 and a rotating grinding wheel 6 which rotates around a first rotation axis X6.
- An electric motor 8 is used to drive wheel 6 in rotation around axis X6.
- D6 denotes the outer diameter of grinding wheel 6.
- auxiliary frame 9 which is movable with respect to frame 4 in two opposite directions perpendicular to axis X6, as shown by double arrow A9 on figure 1 .
- Axis X6 is fixed with respect to auxiliary frame 9.
- the outer peripheral surface 10 of grinding wheel 6 is shaped by a knurl 12 when needed and is used to grind the outer surface of an inner ring 500 of a non-further represented bearing.
- Knurl 12 which is sometimes called “diamant roller", is also supported by auxiliary frame 9.
- outer surface 10 has a central bump, so that it is used to grind the outer radial surface 502 of ring 500 with a concave groove.
- Grinding machine 2 is provided with a working station or zone 14 where each ring 500 is successively held in position with respect to grinding wheel 6 during a grinding operation.
- Working station 14 includes two support shoes 16 and 18, each provided with a fitting 20, respectively 22.
- Fitting 20 is adapted to lie against the outer radial surface of a magnetic clamp 24, whereas fitting 22 is made of two parts and adapted to lie against the outer peripheral surface 502 of ring 500.
- Each support shoe 16 and 18 is mounted on a slider 26, respectively 28. Another slide 30 is used to avoid the escape of the ring 500.
- each ring 500 When it is loaded in working station 14, as shown on figures 1 to 4 and 6 , each ring 500 is centered around a central axis X24 of magnetic clamp 24 parallel or substantially parallel to axis X6. In this configuration, the central bore 504 of ring 500 is empty and, because of the friction between surfaces 10 and 502, ring 500 is driven in rotation around axis X24 by the rotation movement of grinding wheel 6 around axis X6.
- arrow R6 represents the rotation of grinding wheel 6 and arrow R500 represents the rotation of ring 500.
- a multi-axis robot 100 belongs to the transfer means. It is mounted by its base 102 on the frame 4 of grinding machine 2 and includes a multi-articulated arm 104 whose free end is equipped with a clamp 106 adapted to grasp or grip different types of rings 500, via a proper programming of robot 100.
- a moving arm 200 also belongs to the transfer means. This moving arm 200 is rotatable around an axis X200 which is fixed with respect to frame 4 and parallel to axis X6. Near its free end 204 opposite to axis X200 moving arm 200 is provided with means for gripping a ring 500 to be moved away from working station 14.
- Grinding machine 2 includes an inlet chute 300 where black rings 500 move by gravity in the direction of arrow A300.
- inlet chute 300 is close to robot 100 which can pick-up a ring 500 present in inlet chute 300 when needed.
- grinding machine 2 also includes an outlet chute 310 where ground rings 500 are dumped, one after the other.
- outlet chute 310 ground rings 500 move by gravity, in the direction of arrow A310.
- outlet chute 310 is equipped with a releaser 312 provided with a notch 314 of a size sufficient to accommodate the gripping means of moving arm 200 but with a transverse dimension, measured between two lateral edges of this notch, smaller than the outer diameter of the rings 500.
- Magnetic clamp 24 includes a solenoid activated clutch 242 and a chuck 244 made of a magnetic material, such as iron, which has a front annular surface 244A adapted to come into contact with a back axial surface 506A of a bearing ring 500 present in working station 14.
- Back axial surface 506A is opposite to a front axial surface 506B of this ring which is visible from outside machine 2 in the direction of figure 1 .
- Magnetic clamp 24 is mounted on a support plate 304 which is movable with respect to frame 4, as explained here-after.
- knurl 12 is used to shape the outer peripheral edge 10 of grinding wheel 6.
- knurl 12 is changed and a new knurl is mounted onto machine 2 with a relatively high level precision.
- the exact location of knurl 12 on machine 2 is determined at about +/- 20 ⁇ m.
- This tolerance in the location of knurl 12 induces that the actual shape of peripheral surface 10 might not be perfectly centered on axis X6.
- the shape of outer peripheral surface 10 includes a central bump 110 and two flat surfaces 112 and 114 distributed on either side of bump 110, these two surfaces might not be perfectly cylindrical but slightly frustoconical.
- the outer peripheral surface 502 of a ring 500 includes a central groove 502A and two normally cylindrical surfaces 502B and 502C distributed on either side of groove 502A, respectively between this groove and back axial surface 506A and between this groove and front axial surface 506B. It is essential that surfaces 502B and 502C are cylindrical and centered on a central axis X500 of a ring 500, this axis being, in practice, superimposed with axis X24 when such a ring is present in working station 14.
- support plate 304 is pivotably mounted with respect to frame 6 around a vertical axis Z304 which is perpendicular to axes X6 and X24.
- Axis Z304 is said to be vertical insofar as it is vertical when machine 2 lies on a horizontal and flat ground surface. In such a configuration, axes X6 and X24 are horizontal.
- P304 denotes a point of the upper surface of support plate 304 where axis Z304 crosses this surface.
- Point P304 is a center of rotation of support plate 304 with respect to frame 6.
- Two arcuate slots 306A and 306B, centered on point P304, are provided through support plate 304 and two screws 308A and 308B are respectively screwed in a part of machine 2 fixed with respect to frame 4, through slots 306A and 306B, with some washers 310A and 310B preventing the heads of screws 308A and 308B from going through slots 306A and 306B.
- screws 308A and 308B constitute guiding means for the rotation movement of support plate 304 around axis Z304 and point P304, which is represented by double arrow R304 on the figures.
- An electric actuator 410 is used to move support plate 304 in rotation around axis Z304 with respect to frame 4.
- This electric actuator includes an electric motor 412 which is fixed on a bracket 414 rigidly mounted on support plate 304.
- a block 416 is rigidly mounted with respect to frame 4.
- the output shaft of motor 412 is perpendicular to axis Z304 and drives a screw 418 which is engaged in a non represented threaded hole of block 416.
- d1 denotes a radial distance with respect to axis Z304 between point P304 and screw 418.
- d2 denotes a radial distance with respect to axis Z304 measured between point P304 and the center of the front surface 244A of annular part 244.
- the ratio d1/d2 is larger than 5, preferably larger than 10.
- Electric actuator 410 also includes an absolute position sensor 422 which delivers to a non represented control unit an electric signal S422 representative of the relative positions of items 414 and 416. Thanks to a proper setting of machine 2, this signal can be linked by a univalent relationship with the value of angle ⁇ .
- signal S422 is representative of the offset angle ⁇ between axes X6 and X24.
- the position of ring 500 along axis X24 has an influence on the accuracy of the grinding process of groove 502A, as shown by the comparison of figures 4 and 6 .
- bump 110 is correctly positioned with respect to groove 502A.
- bump 110 will partially destroy surface 502C and groove 502A will not be completely ground. It is thus essential to correctly position a ring 500 along axis X24.
- machine 2 also includes another electric actuator 430 which is mounted on support plate 304 and includes an electric motor 432 whose output shaft 434 forms a worm screw mechanism with a tooth wheel 436.
- Y434 denotes the longitudinal axis of output shaft 434 which is perpendicular to axes X24 and Z304.
- Tooth wheel 436 drives a movement converter 438 which converts the rotation movement of tooth wheel 436, which is centered on axis X24, into an axial movement of clutch 242 and chuck 244 along axis X24.
- movement converter 438 includes a ball screw mechanism.
- other types of movement conversion mechanisms can be considered.
- Electric actuator 430 can also be used to fulfil another function: Indeed, it happens that front surface 244A of chuck 244 is not fully perpendicular to axis X24, because of excessive manipulations of chuck 244. Thus, once chuck 244 has been mounted on magnetic clutch 242, it is possible to use electric actuator 430 to move magnetic clamp 24 backwards, that is in the direction of arrow A24 on figure 8.
- auxiliary frame 9 is moved towards axis X24, in the direction of arrow A91, that is in a direction which is globally perpendicular to axes X6 and X24 and parallel to axis Y434.
- the movement of auxiliary frame 9 in the direction of arrow A91 brings axes X6 and X24 closer together.
- grinding wheel 6 is driven in rotation around axis X6.
- This displacement of auxiliary frame 9 goes on up to when a lateral surface 62 of grinding wheel 6 crosses axis X24. In this configuration, surface 62 is aligned with chuck 244 in the direction of axis X24.
- auxiliary frame 9 is stopped and electric actuator 430 is piloted in order to move magnetic clamp 24 in the direction of an arrow A'24, opposite to arrow A24, that is to the front of machine 2. This movement goes on up to when surface 244A contacts surface 62.
- This stroke can be of between 0.01 and 10 mm, preferably equal to 0.1 mm
- the front surface of chuck 244 can be precisely machined by grinding wheel 6, once it has already been mounted on clutch 242, so that it defines a planar surface which is correctly oriented with respect to axis X24, provided that angle ⁇ has been set to the right value.
- grinding wheel rotation around axis X6 can be started once lateral surface has reached its position where it crosses axis X24.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Grinding Of Cylindrical And Plane Surfaces (AREA)
- Grinding And Polishing Of Tertiary Curved Surfaces And Surfaces With Complex Shapes (AREA)
- Constituent Portions Of Griding Lathes, Driving, Sensing And Control (AREA)
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP14305619.0A EP2937176A1 (de) | 2014-04-25 | 2014-04-25 | Schleifmaschine für Lagerringe und Verfahren zur Einstellung einer solchen Maschine |
| US14/693,012 US20150306724A1 (en) | 2014-04-25 | 2015-04-22 | Grinding machine for bearing rings and method for adjusting such a machine |
| CN201510200973.4A CN105033788A (zh) | 2014-04-25 | 2015-04-24 | 用于轴承环的磨床以及调整该磨床的方法 |
| JP2015089064A JP2015208851A (ja) | 2014-04-25 | 2015-04-24 | 軸受リングのための研磨機及び当該研磨機を調整するための方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP14305619.0A EP2937176A1 (de) | 2014-04-25 | 2014-04-25 | Schleifmaschine für Lagerringe und Verfahren zur Einstellung einer solchen Maschine |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP2937176A1 true EP2937176A1 (de) | 2015-10-28 |
Family
ID=50630735
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP14305619.0A Withdrawn EP2937176A1 (de) | 2014-04-25 | 2014-04-25 | Schleifmaschine für Lagerringe und Verfahren zur Einstellung einer solchen Maschine |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20150306724A1 (de) |
| EP (1) | EP2937176A1 (de) |
| JP (1) | JP2015208851A (de) |
| CN (1) | CN105033788A (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109176275A (zh) * | 2018-11-08 | 2019-01-11 | 山东宏旺实业有限公司 | 一种背衬轴承打磨装置 |
| CN115609419A (zh) * | 2022-11-13 | 2023-01-17 | 上海天虹微型轴承有限公司 | 一种联轴、联套轴承套圈及无磁套圈多工位磨削设备 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113370006A (zh) * | 2021-05-26 | 2021-09-10 | 浙江赛赛轴承有限公司 | 一种可多面加工的轴承套圈打磨设备 |
| CN116141122B (zh) * | 2022-10-20 | 2024-08-02 | 山东彩山铝业有限公司 | 一种仿古铝型材预制件焊接打磨装置 |
| CN120190693B (zh) * | 2025-05-26 | 2025-08-22 | 宁波达克轴承有限公司 | 一种轴承外圆磨床 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2814374A1 (de) * | 1977-04-13 | 1978-10-19 | Famir Int Spa | Schleifmaschine fuer auf der aussenumfangsflaeche zu bearbeitende, ringfoermige werkstuecke |
| US5148638A (en) * | 1991-02-16 | 1992-09-22 | Ernst Thielenhaus Kg | Apparatus for grinding an annular workpiece |
| WO2008082140A1 (en) | 2006-12-29 | 2008-07-10 | Samsung Electronics Co., Ltd. | Method and apparatus for transmitting reverse ack/nack for forward control channel in mobile communication system supporting harq |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2807916A (en) * | 1954-04-12 | 1957-10-01 | Federal Mogul Bower Bearings | Simultaneous external and internal centerless grinding machine |
-
2014
- 2014-04-25 EP EP14305619.0A patent/EP2937176A1/de not_active Withdrawn
-
2015
- 2015-04-22 US US14/693,012 patent/US20150306724A1/en not_active Abandoned
- 2015-04-24 CN CN201510200973.4A patent/CN105033788A/zh active Pending
- 2015-04-24 JP JP2015089064A patent/JP2015208851A/ja active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2814374A1 (de) * | 1977-04-13 | 1978-10-19 | Famir Int Spa | Schleifmaschine fuer auf der aussenumfangsflaeche zu bearbeitende, ringfoermige werkstuecke |
| US5148638A (en) * | 1991-02-16 | 1992-09-22 | Ernst Thielenhaus Kg | Apparatus for grinding an annular workpiece |
| WO2008082140A1 (en) | 2006-12-29 | 2008-07-10 | Samsung Electronics Co., Ltd. | Method and apparatus for transmitting reverse ack/nack for forward control channel in mobile communication system supporting harq |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109176275A (zh) * | 2018-11-08 | 2019-01-11 | 山东宏旺实业有限公司 | 一种背衬轴承打磨装置 |
| CN109176275B (zh) * | 2018-11-08 | 2023-10-03 | 山东宏旺实业有限公司 | 一种背衬轴承打磨装置 |
| CN115609419A (zh) * | 2022-11-13 | 2023-01-17 | 上海天虹微型轴承有限公司 | 一种联轴、联套轴承套圈及无磁套圈多工位磨削设备 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN105033788A (zh) | 2015-11-11 |
| JP2015208851A (ja) | 2015-11-24 |
| US20150306724A1 (en) | 2015-10-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2937176A1 (de) | Schleifmaschine für Lagerringe und Verfahren zur Einstellung einer solchen Maschine | |
| EP2937175A1 (de) | Schleifmaschine für Lagerringe und Verfahren zur Einstellung zur Einstellung der Berührungsbedingungen in solch einer Maschine | |
| CN105729306B (zh) | 用于机器人支持的磨料加工方法和设备 | |
| KR100987564B1 (ko) | 인덱싱 장치 | |
| US8900034B2 (en) | Machine tool and machining method | |
| US8234766B2 (en) | Device and method for reconditioning slip rings in a built-in state | |
| EP2937172A1 (de) | Werkstückbearbeitungsmaschine und Verfahren zur automatischen Steuerung der Abmessungen von Werkstücken in solch einer Maschine | |
| KR20190008881A (ko) | 요동 단조 장치의 검사 장치, 검사용 툴, 검사 방법, 베어링 유닛의 제조 장치, 및 베어링 유닛의 제조 방법 | |
| US20150306723A1 (en) | Grinding machine for bearing rings and method for moving a bearing ring in such a machine | |
| KR101660956B1 (ko) | 공작물 가공용 회전 테이블 | |
| US11828671B2 (en) | Method for determining the mass and the position of the centre of gravity of an additional load of a movement system, in particular in the case of a machine tool | |
| CN105234804B (zh) | 研磨抛光装置 | |
| JPS641242B2 (de) | ||
| JP5770381B2 (ja) | 検査ステーションにおける工作物の芯出しを伴うホーニング方法 | |
| KR20240150424A (ko) | 기어 가공용 기계 툴을 로딩 및 언로딩하기 위한 장치 | |
| WO2012046614A1 (ja) | ドレッシング装置 | |
| JP5388133B2 (ja) | ばね研削装置及びばね研削方法 | |
| US20080108280A1 (en) | Initial Position Setting Method of Grinding Wheel in Vertical Double Disc Surface Grinding Machine | |
| US4312155A (en) | Apparatus for grinding grooves in the inner race of a constant velocity universal joint | |
| CN214559501U (zh) | 一种专用机床刀具长度检测装置 | |
| CN112476060A (zh) | 一种专用机床刀具长度检测装置 | |
| JP2017080831A (ja) | 加工装置 | |
| CN112935903B (zh) | 一种数控设备的夹钳装置 | |
| JP6913654B2 (ja) | 鋼管端部の加工方法および加工装置 | |
| CN121004497A (zh) | 一种金属工件圆孔内壁精细抛光处理设备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20160429 |