EP3017941B1 - Herstellungsverfahren für miniatur-papiertaschentücher - Google Patents
Herstellungsverfahren für miniatur-papiertaschentücher Download PDFInfo
- Publication number
- EP3017941B1 EP3017941B1 EP14820035.5A EP14820035A EP3017941B1 EP 3017941 B1 EP3017941 B1 EP 3017941B1 EP 14820035 A EP14820035 A EP 14820035A EP 3017941 B1 EP3017941 B1 EP 3017941B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- folding
- paper
- roll
- folding plate
- manufacturing process
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H45/00—Folding thin material
- B65H45/12—Folding articles or webs with application of pressure to define or form crease lines
- B65H45/22—Longitudinal folders, i.e. for folding moving sheet material parallel to the direction of movement
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H33/00—Forming counted batches in delivery pile or stream of articles
- B65H33/16—Forming counted batches in delivery pile or stream of articles by depositing articles in batches on moving supports
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H45/00—Folding thin material
- B65H45/12—Folding articles or webs with application of pressure to define or form crease lines
- B65H45/16—Rotary folders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H45/00—Folding thin material
- B65H45/12—Folding articles or webs with application of pressure to define or form crease lines
- B65H45/28—Folding in combination with cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H45/00—Folding thin material
- B65H45/12—Folding articles or webs with application of pressure to define or form crease lines
- B65H45/30—Folding in combination with creasing, smoothing or application of adhesive
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/10—Handled articles or webs
- B65H2701/19—Specific article or web
- B65H2701/1924—Napkins or tissues, e.g. dressings, toweling, serviettes, kitchen paper and compresses
Definitions
- the present invention relates to the field of manufacturing process of paper handkerchief, and more particularly, to a manufacturing process of miniature paper handkerchief.
- a paper handkerchief which is made of soft paper, plays a role of wiping like that of a conventional handkerchief. Due to the characteristics of small size, convenient carry, water-absorbing ability and dirt wiping thereof, the paper handkerchief brings great convenience to the life of people. It becomes an article that is used by every family in daily life and is well received by consumers.
- the paper handkerchiefs normally used in the present market have fixed sizes generally, and some paper handkerchiefs are even inconvenient to carry due to oversize packaging thereof. Accordingly, a manufacturing process of paper handkerchief and a corresponding production unit can only produce the paper handkerchief having such specifications or approaching to such specifications. Moreover, there are too many processes in the packaging procedure of the existing paper handkerchief production line, which require a large number of labours to assist and complete. Such a production manner causes high manual cost, low production efficiency and slow speed; moreover, the paper sheets produced are not adjustable in specifications and have single shapes and sizes; some paper handkerchiefs after being put into the packaging bag are often inconvenient to carry due to oversize specifications, which cause visual uncomfortableness to people.
- US 6 258 017 B1 discloses a system for producing folded articles includes a cutting station and a rotary folder comprising a plurality of folding rollers.
- US 2004063559 A1 discloses a method and apparatus for folding sheets in which single transverse folds are created by vacuum rolls in one operational mode and double transverse folds are created by vacuum rolls in another operational mode.
- EP 2 603 446 A1 discloses an apparatus for feeding tissues or similar folded paper articles towards an automatic packaging system.
- EP 0 537 125 A1 discloses an apparatus which permits the forwarding of the product units by means of a pair of conveyor belts which bring the said units onto a pair of take-off discs.
- US 5 459 979 A discloses an apparatus for continuously feeding a drum machine with compressible articles for the wrapping thereof.
- JP 2003 070 612 A provides a paper napkin for use in a restaurant, having an embossed emblem which is clear, hard to be worn away and improved in visual effect and to reduce the cost by making an emblem embossing roll small-sized and light.
- JP S48 89905 U discloses a napkin folding device, which can realize the folding of a napkin during the transportation of the base paper and prevent the folding, wrinkling of the napkin during high-speed transportation.
- CN 2 421 935 Y discloses a four-folding adjustable paper towel machine comprising an adjustable paper frame device, an embossing device, a paper guiding and transmitting device, a clamping and inserting paper cutting device, a finished paper slot, a transmission mechanism, an electromotor and an electric control device, which are arranged on the machine frame; the machine works with low noise and low energy consumption.
- the present invention provides a manufacturing process of miniature paper handkerchief, so as to solve the technical problems that the original paper handkerchief folding process has the defects of high manual cost, low production efficiency and slow speed, and the produced paper handkerchief has the defects of nonadjustable specifications, single shapes and sizes, and inconvenient carry.
- the present invention provides a manufacturing process of miniature paper handkerchief, including the following steps of:
- the transverse-folding unit includes a paper-guiding dead knife roll arranged on the machine platform, a surface knife roll tangential to the paper-guiding dead knife roll, a main folding roll as well as a first paper-folding roll and a second paper-folding roll respectively tangential to the main folding roll, wherein the paper-guiding dead knife roll is provided with two dead knives for parting off, the surface knife roll is provided with two surface knives for parting off, the first paper-folding roll is provided with a first paper-folding knife and a first air hole, and the second paper-folding roll is provided with a second paper-folding knife and a second air hole.
- the longitudinal-folding unit includes a first pulling roll, a second pulling roll, a third pulling roll, a first longitudinal folding component mounted between the first pulling roll and the second pulling roll, and a second longitudinal folding component mounted between the second pulling roll and the third pulling roll
- the first longitudinal folding component includes a first folding plate and a second folding plate
- the first folding plate is provided with a first bevel edge
- the first folding plate and the second folding plate are provided with a partially overlapped region
- the partially overlapped region leaves a first gap for the paper web to go through
- the second longitudinal folding component includes a third folding plate and a fourth folding plate
- the third folding plate is provided with a second bevel edge
- the third folding plate and the fourth folding plate are provided with a partially overlapped region
- the partially overlapped region leaves a second gap for the paper web to go through.
- the first folding plate and the third folding plate are in a right trapezoid shape
- the second folding plate and the fourth folding plate are in a rectangle shape
- the first bevel edge and the second bevel edge are the oblique waists of the right trapezoid
- a segment is made vertically downwards along the top point of the oblique waists to the length of the segment be equal to the altitude of the trapezoid
- one of the sides of the second folding plate and the fourth folding plate is coincided with the segment.
- the other side of the second folding plate is also provided with a guiding plate for introducing the paper web, and the guiding plate forms a certain angle with the second folding plate.
- the width of the second folding plate is 160 to 183 mm; and the width of the fourth folding plate is 52 to 62 mm or 79 to 92 mm.
- the width of the second folding plate is 182 mm
- the width of the fourth folding plate is 61 mm or 91 mm.
- the machine platform is also provided with a paper-throwing roll tangential to the main folding roll, and the paper web which is folded in quarter is extruded by the paper-throwing roll and the main folding roll.
- the arc length between the two dead knives for parting off is a half of the circumference of the paper-guiding dead knife roll.
- the arc length between the two dead knives for parting off is 148 to 188 mm; and the circumference of the paper-guiding dead knife roll is 296 to 376 mm; the radius of circle of the paper-guiding dead knife roll is 46 to 61 mm; the arc length between the first air hole and the first paper-folding knife is 69 to 96 mm; and the arc length between the second air hole and the second paper-folding knife is 34 to 49 mm.
- the arc length between the dead knives for parting off is 186 mm
- the circumference of the paper-guiding dead knife roll is 372 mm
- the radius of circle of the paper-guiding dead knife roll is 59.24 mm
- the arc length between the first air hole and the first paper-folding knife is to 92 mm
- the arc length between the second air hole and the second paper-folding knife is to 47 mm.
- the depth of the rabbet of the flower disc ranges from 37 to 48 mm, and the width of the rabbet ranges from 17 to 19 mm; the tissue pack formed by stacking is just accommodated in the rabbet, so that the size of the tissue pack is limited and restrained.
- the depth of the rabbet of the flower disc is 37 mm, and the width of the rabbet is 18 mm.
- the surface of the embossing roll is provided with a plurality of bulges, and the bulges may be arranged into different patterns.
- labeling is also performed on the packaging bag after step 6) by pasting a half moon patch on one side of the packaging bag so that the tissues can be taken out conveniently.
- a manufacturing process of miniature paper handkerchief includes the steps of feeding paper, embossing, longitudinally folding, transversely folding, separating sheets and packaging.
- a longitudinal-folding unit 1 By means of a longitudinal-folding unit 1, a transverse-folding unit 2, and a flower disc unit 5 mounted on a machine platform and connected in sequence, a paper web 3 is sequentially tensioned on and arranged to go through the longitudinal-folding unit 1 and the transverse-folding unit 2.
- the handkerchief is folded in a "Z" shape along a width direction to form three folding surfaces through the longitudinal-folding unit 1, and then folded in half twice along a length direction to form four folding surfaces through the transverse-folding unit 2. Please refer to the following steps for details.
- a paper feeding operation is performed firstly before the paper web 3 is fed into the folding unit, i.e., push the paper web 3 to be manufactured on a hydraulic hoist, step on a hydraulic switch to lift the paper webs 3, so that the center of the paper drum of the paper web 3 is aligned with a bobbin bracket, slightly push the hoist towards the bobbin bracket, so that the core of the paper drum is completely matched with the axis of the bobbin bracket, then fix the bobbin paper on the bracket using a fixing bolt to complete the procedure of feeding paper.
- the paper web 3 has two specifications ranges: when the production line is a single row production line, the width of the paper web 3 ranges from 150 mm to 190 mm; and when the production line is a double row production line, the width of the paper web 3 ranges from 300 mm to 380 mm.
- embossing is performed on the paper web 3 by opening the end of the foregoing fixed bobbin paper and opening an inching switch manually so that the paper web 3 slowly passes through a embossing roll from a paper guiding roll, wherein the embossing roll is provided with a plurality of different bulges to form different patterns, and various corresponding patterns are left when the paper web 3 passes through the embossing roll.
- the paper web 3 rolled by the embossing roll is folded along a width direction thereof to form three folding surfaces through the longitudinal-folding unit 1.
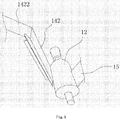
- the longitudinal-folding unit 1 includes a first pulling roll 11, a second pulling roll 12, a third pulling roll 13, a first longitudinal folding component 14 and a second longitudinal folding component 15, wherein the first longitudinal folding component 14 is mounted between the first pulling roll 11 and the second pulling roll 12, and the second longitudinal folding component 15 is mounted between the second pulling roll 12 and the third pulling roll 13.
- the first longitudinal folding component 14 includes a first folding plate 141 and a second folding plate 142, and the first folding plate 141 is provided with a first bevel edge 1411.
- the first folding plate 141 is in a right trapezoid shape
- the second folding plate 142 is in a rectangle shape
- the oblique waist of the right trapezoid is namely the first bevel edge 1411 above-mentioned.
- a segment is made vertically downwards along the top point A of the oblique waist of the first folding plate 141 to make the length of the segment be equal to the altitude of the trapezoid, and the oblique waist and the first side 1421 of the second folding plate 142 are mutually overlapped; moreover, the mutually overlapped region of the first side 1421 of the second folding plate 142 and the first folding plate 141 leaves a first gap 4 for the paper web 3 to go through; the first side 1421 of the second folding plate 142 is coincided with the altitude, and the end of the second folding plate 142 for guiding the paper web 3 is bent to form a first guiding plate 1422.
- the second longitudinal folding component 15 includes a third folding plate and a fourth folding plate, and has the same structure as that of the first longitudinal folding component 14, which is adjusted in position and direction, so that the paper web 3 can be folded in a "Z" shape, and the structure of the second longitudinal folding component 15 will not be restated herein.
- the paper web 3 is transmitted into the first gap 4 of the first longitudinal folding component 14 along the first guiding plate 1422 under the action of the first pulling roll 11.
- the first guiding plate 1422 is configured to guide to smoothly convey the paper web 3 into the first gap 4 of the first longitudinal folding component 14, and avoid the paper web 3 from being damaged or avoid off production due to fracture of the paper web 3.
- the paper web 3 is folded along the first side 1421 of the second folding plate 142, and then the paper web 3 is conveyed into the second gap of the second longitudinal folding component 15.
- the other side of the paper web 3 on the longitudinal direction is folded.
- the paper web 3 is folded to form three folding surfaces evenly along the width direction in a "Z" shape according to the width of the paper web 3.
- the width of the paper web 3 ranges from 161 to 182 mm.
- the width of the side a of the second folding plate 142 in the first longitudinal folding component 14 ranges from 160 to 183 mm
- the width of the side b of the fourth folding plate in the second longitudinal folding component 15 ranges from 52 to 62 mm.
- the width of the side a is 182 mm
- the width of the side b is 61 mm.
- the paper web 3 is folded to form three folding surfaces in a "Z" shape along a width direction thereof, wherein the paper web 3 is folded by 1/4 of the width thereof respectively for the first and second times, then the width of the folded paper web 3 is 1/2 of the width of the original paper web 3.
- the width of the paper web 3 ranges from 161 to 182 mm.
- the width of the side a of the second folding plate 142 in the first longitudinal folding component 14 ranges from 161 to 183 mm
- the width of the side b of the fourth folding plate in the second longitudinal folding component 15 ranges from 79 to 92 mm.
- the width of the side a is 182 mm, and the width of the side b is 91 mm.
- the paper web 3 which is longitudinally folded through the longitudinal-folding unit 1 is cut through the transverse-folding unit 2 to form tissues according to an actually required length, and then the tissues are folded in half and in quarter.
- the transverse-folding unit 2 includes a paper-guiding dead knife roll 21 arranged on the machine platform, a surface knife roll 22 tangential to the paper-guiding dead knife roll 21, a main folding roll 23 as well as a first paper-folding roll 24 and a second paper-folding roll 25 respectively tangential to the main folding roll 23.
- the paper-guiding dead knife roll 21 is provided with two dead knives for parting off 211
- the surface knife roll 22 is provided with two surface knives for parting off 221
- the first paper-folding roll 24 is provided with a first paper-folding knife 241 and a first air hole 242
- the second paper-folding roll 25 is provided with a second paper-folding knife 251 and a second air hole 252.
- a paper-throwing roll 26 after being tangential to the main folding roll 23 is fixedly mounted on the machine platform.
- the paper web 3 is firstly parted off into predetermined length, and then the length of the paper web 3 is folded in half, and then folded in quarter.
- the paper-guiding dead knife roll 21 is provided with the two dead knives for parting off 211, the arc length between the two dead knives for parting off 211 is a half of the circumference of the paper-guiding dead knife roll 21.
- the paper web 3 is firstly fed into the paper-guiding dead knife roll 21, parted off into segments between the paper-guiding dead knife roll 21 and the surface knives for parting off 221 of the surface knife roll 22, wherein the parting off length is equal to the arc length between the two dead knives for parting off 211, i.e., a half of the circumference of the paper-guiding dead knife roll 21. Because the length of the paper handkerchief ranges from 149 to 187 mm, then the arc length between the two dead knives for parting off 211 also ranges from 148 to 188 accordingly, the circumference of the paper-guiding dead knife roll 21 ranges from 296 to 376 mm, and the radius of circle of the paper-guiding dead knife roll 21 ranges from 46 to 61 mm.
- the arc length between the dead knives for parting off 211 is 186 mm, and the circumference of the paper-guiding dead knife roll 21 is 372 mm.
- the radius of circle of the paper-guiding dead knife roll 21 is preferably 59.24 mm.
- the radius of circle of the paper-guiding dead knife roll 21 is preferably 88.85 mm, and accordingly, the circumference of the paper-guiding dead knife roll 21 and the arc length between the dead knives for parting off 211 are adjusted correspondingly, which will not be elaborated herein.
- the first paper-folding roll 24 is provided with a first air hole 242 for absorbing the header of the paper web 3, and is also provided with a first paper-folding knife 241.
- the theoretical value of the arc length between the first air hole 242 and the first paper-folding knife 241 is a half of the length of the paper web 3.
- the opening size of the first air hole 242 is not taken into consideration, and the first air hole 242 and the first paper-folding knife 241 are considered as one point.
- the paper web 3 is absorbed on the first paper-folding roll 24 and move counterclockwise with the first paper-folding roll 24.
- the first air hole 242 releases air, then the paper web 3 will not be absorbed and will not move with the first paper-folding roll 24, but is folded and coincided with the last half of the paper web 3 and move clockwise with the main folding roll 23.
- the arc length between the first air hole 242 and the first paper-folding knife 241 ranges from 69 to 96 mm, and preferably, the arc length between the first air hole 242 and the first paper-folding knife 241 is 92 mm.
- the second paper-folding roll 25 is provided with a second air hole 252 which is configured to absorb the header of the paper web 3, and is also provided with a second paper-folding knife 251.
- the theoretical value of the arc length between the second air hole 252 and the second paper-folding knife 251 is a quarter of the length of the paper web 3. At this moment, the opening size of the second air hole 252 is not taken into consideration, and the second air hole 252 and the second paper-folding knife 251 are considered as one point.
- the paper web 3 is absorbed on the second paper-folding roll 25 and move counterclockwise with the second paper-folding roll 25.
- the second air hole 252 releases air, then the paper web 3 will not be absorbed and will not move with the second paper-folding roll 25, but is folded and coincided with the last quarter of the paper web 3 and move clockwise with the main folding roll 23.
- the arc length between the second air hole 252 and the second paper-folding knife 251 ranges from 34 to 49 mm, and preferably, the arc length between the second air hole 252 and the second paper-folding knife 251 is 47 mm.
- the paper web 3 After being folded in quarter, the paper web 3 is manufactured into a proper size, fed between the paper-throwing roll 26 and the main folding roll 23 and extruded, so that the folding effect is better.
- Sheet separating is performed on the tissues which are transversely folded through a sheet counter 7 according to the quantity required by each packaging bag so that the tissues are folded and arranged in a certain quantity (for example, 4-10 sheets/pack) to form a tissue pack 6.
- the tissue pack 6 formed after the foregoing sheet separating is cleared up through a flower disc unit 5 at a rabbet 51 thereof and put into the packaging bag.
- the depth of the rabbet 51 of the flower disc 5 ranges from 37 to 48 mm, and the width thereof ranges from 17 to 19 mm.
- the depth of the rabbet 51 of the flower disc 5 is 47 mm, and the width thereof is 18 mm; in this way, the tissue pack 6 formed by folding is just accommodated in the rabbet 51, so that the size of the tissue pack 6 is limited and restrained.
- a half moon patch may be pasted on one side of the packaging bag so that the tissues can be taken out conveniently; when the tissues are not in use, the half moon patch can be pasted tightly to prevent foreign materials from entering the packaging bag to affect the neatness and sanitarian of the tissues.
- the present invention has the advantages of high production efficiency, fast speed and reduced production cost; moreover, the produced paper is adjustable in specifications according to market requirements, convenient to carry, and small and 17.
- the present invention has fewer process failures, and manual procedures are greatly reduced; therefore, the production yield is improved; meanwhile, the produced tissues have the advantages of better quality and low defective rate, and are folded orderly.
Landscapes
- Folding Of Thin Sheet-Like Materials, Special Discharging Devices, And Others (AREA)
- Health & Medical Sciences (AREA)
- Public Health (AREA)
Claims (11)
- Herstellungsprozess für ein Miniaturpapiertaschentuch, umfassend die folgenden Schritte:1) Zuführen von Papier: Montieren und Befestigen einer herzustellenden Papierbahn (3) auf einer Spulenkernhalterung;2) Prägen: Öffnen des Endes der oben erwähnten fixierten Papierbahn (3), dann langsames Hindurchführen der Papierbahn (3) von einer Papierführungswalze durch eine Prägewalze, so dass durch die Prägewalze entsprechende Muster auf der Papierbahn (3) gebildet werden;3) Längsfalten: Falten der durch die Prägewalze gewalzten Papierbahn (3) durch eine Längsfaltungseinheit (1) entlang ihrer Breitenrichtung, um drei Falzflächen zu bilden;4) Querfalten: Schneiden der durch eine Querfaltungseinheit (2) längsfalteten Papierbahn (3), um Taschentuchabschnitte gemäß einer tatsächlich benötigten Länge zu bilden, und dann Falten der Taschentuchabschnitte in Hälften und in Viertel;5) Trennen von Blättern: Trennen von Blättern auf den durch einen Blattzähler quergefalteten Taschentuchabschnitten gemäß der für jede Verpackungstüte benötigten Menge, so dass die Taschentuchabschnitte in einer bestimmten Menge übereinander gelegt und angeordnet werden, um ein Taschentuchpaket (6) zu bilden; und6) Verpacken: Ordnen des nach der oben erwähnten Blatttrennung gebildeten Taschentuchpaketes (6) durch eine Blumenscheibe (5) an einem Falz (51) davon und Eintüten des Taschentuchpaketes (6) in die Verpackungs tüte;dadurch gekennzeichnet, dass
die Querfaltungseinheit (2) umfasst: eine papierführende Stehmesserwalze (21), die auf der Maschinenplattform angeordnet ist, eine Oberflächenmesserwalze (22) tangential zu der papierführenden Stehmesserwalze (21), eine Hauptfalzwalze (23) sowie eine erste Papierfaltungswalze (24) und eine zweite Papierfaltungswalze (25) jeweils tangential zu der Hauptfalzwalze (23), wobei die papierführende Stehmesserwalze (21) mit zwei stehenden Messern zum Abteilen (211) versehen ist, die Oberflächenmesserwalze (22) mit zwei Oberflächenmessern zum Abteilen (221) versehen ist, die erste Papierfaltungswalze (24) mit einem ersten Papierfaltungsmesser (241) und einem ersten Luftloch (242) versehen ist und die zweite Papierfaltungswalze (25) mit einem zweiten Papierfaltungsmesser (251) und einem zweiten Luftloch (252) versehen ist. - Herstellungsprozess für ein Miniaturpapiertaschentuch nach Anspruch 1, dadurch gekennzeichnet, dass die Längsfaltungseinheit (1) umfasst: eine erste Zugwalze (11), eine zweite Zugwalze (12), eine dritte Zugwalze (13), eine erste Längsfaltungskomponente (14), die zwischen der ersten Zugwalze (11) und der zweiten Zugwalze (12) montiert ist, und eine zweite Längsfaltungskomponente (15), die zwischen der zweiten Zugwalze (12) und der dritten Zugwalze (13) montiert ist, wobei die erste Längsfaltungskomponente (14) eine erste Faltungsplatte (141) und eine zweite Faltungsplatte (142) umfasst, wobei die erste Faltungsplatte (141) mit einem ersten gefasten Rand (1411) versehen ist, die erste Faltungsplatte (141) und die zweite Faltungsplatte (142) mit einer teilweise überlappten Region versehen sind, und die teilweise überlappte Region einen ersten Spalt (4) übrig lässt, durch den hindurch die Papierbahn (3) verlaufen kann; und die zweite Längsfaltungskomponente (15) eine dritte Faltungsplatte und eine vierte Faltungsplatte umfasst, wobei die dritte Faltungsplatte mit einem zweiten gefasten Rand versehen ist, die dritte Faltungsplatte und die vierte Faltungsplatte mit einem teilweise überlappten Region versehen sind, und die teilweise überlappte Region einen zweiten Spalt übrig lässt, durch den hindurch die Papierbahn (3) verlaufen kann.
- Herstellungsprozess für ein Miniaturpapiertaschentuch nach Anspruch 2, dadurch gekennzeichnet, dass die erste Faltungsplatte (141) und die dritte Faltungsplatte die Form eines rechtwinkligen Trapezes haben, die zweite Faltungsplatte (142) und die vierte Faltungsplatte die Form eines Rechtecks haben, der erste gefaste Rand (1411) und der zweite gefaste Rand die schrägen Mittelstücken des rechtwinkligen Trapezes sind, ein Segment vertikal abwärts entlang des obersten Punktes der schrägen Mittelstücken verläuft, um die Länge des Segments gleich der Höhe des Trapezes einzustellen, und eine der Seiten der zweiten Faltungsplatte (142) und der vierten Faltungsplatte mit dem Segment übereinstimmen.
- Herstellungsprozess für ein Miniaturpapiertaschentuch nach Anspruch 2 oder 3, dadurch gekennzeichnet, dass die andere Seite der zweiten Faltungsplatte (142) ebenfalls mit einer Führungsplatte (1422) versehen ist, um die Papierbahn (3) einzuführen, und die Führungsplatte (1422) einen bestimmten Winkel mit der zweiten Faltungsplatte (142) bildet.
- Herstellungsprozess für ein Miniaturpapiertaschentuch nach Anspruch 2 oder 3, dadurch gekennzeichnet, dass die Breite der zweiten Faltungsplatte (142) 160 bis 183 mm beträgt und bevorzugt 182 mm beträgt; und die Breite der vierten Faltungsplatte 52 bis 62 mm oder 79 bis 92 mm beträgt und bevorzugt 61 mm oder 91 mm beträgt.
- Herstellungsprozess für ein Miniaturpapiertaschentuch nach Anspruch 1, dadurch gekennzeichnet, dass die Maschinenplattform außerdem mit einer Papierwurfwalze (26) tangential zu der Hauptfalzwalze (23) versehen ist und die auf ein Viertel gefaltete Papierbahn (3) durch die Papierwurfwalze (26) und die Hauptfalzwalze (23) extrudiert wird.
- Herstellungsprozess für ein Miniaturpapiertaschentuch nach Anspruch 1, dadurch gekennzeichnet, dass die Bogenlänge zwischen den zwei stehenden Messern zum Abteilen (211) die Hälfte des Umfangs der papierführenden Stehmesserwalze (21) beträgt.
- Herstellungsprozess für ein Miniaturpapiertaschentuch nach Anspruch 1, dadurch gekennzeichnet, dass die Bogenlänge zwischen den zwei stehenden Messern zum Abteilen (211) 148 bis 188 mm beträgt und bevorzugt 186 mm beträgt; der Umfang der papierführenden Stehmesserwalze (21) 296 bis 376 mm beträgt und bevorzugt 372 mm beträgt; der Radius des Kreises der papierführenden Stehmesserwalze (21) 46 bis 61 mm beträgt und bevorzugt 59,24 mm beträgt; die Bogenlänge zwischen dem ersten Luftloch (242) und dem ersten Papierfaltungsmesser (241) 69 bis 96 mm beträgt und bevorzugt 92 mm beträgt; die Bogenlänge zwischen dem zweiten Luftloch (252) und dem zweiten Papierfaltungsmesser (251) 34 bis 49 mm beträgt und bevorzugt 47 mm beträgt.
- Herstellungsprozess für ein Miniaturpapiertaschentuch nach Anspruch 1, dadurch gekennzeichnet, dass die Blumenscheibe (5) mit mehreren Falzen (51) versehen ist, die Tiefe des Falzes (51) im Bereich von 37 bis 48 mm liegt und bevorzugt 47 mm beträgt; die Breite des Falzes (51) im Bereich von 17 bis 19 mm liegt und bevorzugt 18 mm beträgt; und das durch Übereinanderlegen gebildete Taschentuchpaket (6) exakt in dem Falz (51) aufgenommen wird, so dass die Größe des Taschentuchpaketes (6) begrenzt und fixiert wird.
- Herstellungsprozess für ein Miniaturpapiertaschentuch nach Anspruch 1, dadurch gekennzeichnet, dass die Oberfläche der Prägewalze mit mehreren Ausbauchungen versehen ist und die Ausbauchungen in verschiedenen Mustern angeordnet werden können.
- Herstellungsprozess für ein Miniaturpapiertaschentuch nach Anspruch 1, dadurch gekennzeichnet, dass auch eine Etikettierung auf der Verpackungstüte nach Schritt 6) ausgeführt wird, indem ein halbmondförmiges Materialstück auf eine Seite der Verpackungstüte geklebt wird, dergestalt, dass die Taschentuchabschnitte bequem entnommen werden können.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201310276146.4A CN103342007B (zh) | 2013-07-02 | 2013-07-02 | 一种迷你型纸手帕的制造工艺 |
| PCT/CN2014/079471 WO2015000349A1 (zh) | 2013-07-02 | 2014-06-09 | 一种迷你型纸手帕的制造工艺 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP3017941A1 EP3017941A1 (de) | 2016-05-11 |
| EP3017941A4 EP3017941A4 (de) | 2017-07-26 |
| EP3017941B1 true EP3017941B1 (de) | 2018-11-28 |
Family
ID=49276854
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP14820035.5A Active EP3017941B1 (de) | 2013-07-02 | 2014-06-09 | Herstellungsverfahren für miniatur-papiertaschentücher |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP3017941B1 (de) |
| KR (1) | KR101780159B1 (de) |
| CN (1) | CN103342007B (de) |
| WO (1) | WO2015000349A1 (de) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103332525B (zh) * | 2013-07-02 | 2015-07-08 | 中顺洁柔纸业股份有限公司 | 一种纸手帕折叠加工设备 |
| CN103342007B (zh) | 2013-07-02 | 2015-04-22 | 中顺洁柔纸业股份有限公司 | 一种迷你型纸手帕的制造工艺 |
| CN106393802A (zh) * | 2016-11-15 | 2017-02-15 | 广州识惠品牌策划有限公司 | 两用手帕纸巾加工设备 |
| CN109552915A (zh) * | 2018-12-28 | 2019-04-02 | 常德烟草机械有限责任公司 | 一种纸巾生产设备及工艺 |
| CN110451040B (zh) * | 2019-09-10 | 2024-09-06 | 温州海航机械有限公司 | 一种无纺布折叠分切机 |
| CN110435994B (zh) * | 2019-09-10 | 2024-09-06 | 温州海航机械有限公司 | 一种全自动无纺布包装机 |
| CN112520486A (zh) * | 2020-12-25 | 2021-03-19 | 滁州卷烟材料厂 | 一种铝箔纸折叠机 |
| CN114030928B (zh) * | 2021-11-18 | 2024-07-26 | 佛山市同巨机电有限公司 | 一种收布机 |
| CN115140587B (zh) * | 2022-07-11 | 2025-05-30 | 郑州中顺智能设备有限公司 | 一种清洁用品多样式折叠设备以及生产工艺 |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5117925Y2 (de) * | 1972-02-01 | 1976-05-13 | ||
| CA1114411A (en) * | 1978-08-21 | 1981-12-15 | Paper Converting Machine Company | Method and apparatus for folding web material |
| US4360194A (en) * | 1979-10-18 | 1982-11-23 | Paper Converting Machine Company | Web unit handling method and apparatus |
| DE3640373A1 (de) * | 1986-11-26 | 1988-06-09 | Winkler Duennebier Kg Masch | Verfahren und vorrichtung zum herstellen von gefalteten papieren und dgl. |
| IT1253271B (it) * | 1991-10-09 | 1995-07-14 | Rent | Dispositivo di accumulo e conteggio di oggetti in materiale cartaceo |
| IT1259707B (it) * | 1992-11-23 | 1996-03-25 | Metodo e dispositivo per l'alimentazione in continuo di una macchina a tamburo per il confezionamento di pacchi di oggetti comprimibili, specialmente fazzoletti piegati di cellulosa, in involucro di plasticasottile | |
| JP3010144B2 (ja) * | 1996-12-25 | 2000-02-14 | 東亜機工株式会社 | 紙おしぼり包装装置 |
| FR2766125B1 (fr) * | 1997-07-18 | 1999-09-24 | James River | Procede de fabrication de produits cellulosiques fibreux, tels que notamment des mouchoirs ou des serviettes |
| US6283905B1 (en) * | 1999-08-31 | 2001-09-04 | Ethicon | System and method for producing folded articles |
| CN2421935Y (zh) * | 2000-04-04 | 2001-03-07 | 纪佳兴 | 四折叠可调面纸机 |
| JP2003070612A (ja) * | 2001-08-31 | 2003-03-11 | Katsu Yoneyama | 標章型押しナフキンとその製造装置 |
| US7008364B2 (en) * | 2002-09-27 | 2006-03-07 | C.G. Bretting Manufacturing Company, Inc. | Sheet folding apparatus and method |
| TWI350792B (en) | 2007-01-17 | 2011-10-21 | Bobst Sa | Folding device for a folding and gluing machine |
| CN201140552Y (zh) * | 2007-12-26 | 2008-10-29 | 陆德昌 | 一种纸巾成型机用的折叠切断装置 |
| IT1401433B1 (it) * | 2010-08-10 | 2013-07-26 | Rent Srl | Apparecchiatura e procedimento per l'alimentazione di pile di fazzoletti o simili articoli ripiegati in carta, verso un sistema automatico di confezionamento |
| JP5732223B2 (ja) * | 2010-09-30 | 2015-06-10 | ユニ・チャーム株式会社 | ウェットワイプスの製造方法及び製造装置 |
| CN202293441U (zh) * | 2011-11-03 | 2012-07-04 | 江西欧克科技有限公司 | 手帕纸生产线 |
| CN202911203U (zh) * | 2012-11-20 | 2013-05-01 | 陆丰机械(郑州)有限公司 | 接布装置及全自动连续抽取式湿巾生产设备 |
| CN103342007B (zh) | 2013-07-02 | 2015-04-22 | 中顺洁柔纸业股份有限公司 | 一种迷你型纸手帕的制造工艺 |
-
2013
- 2013-07-02 CN CN201310276146.4A patent/CN103342007B/zh active Active
-
2014
- 2014-06-09 KR KR1020167001744A patent/KR101780159B1/ko active Active
- 2014-06-09 WO PCT/CN2014/079471 patent/WO2015000349A1/zh not_active Ceased
- 2014-06-09 EP EP14820035.5A patent/EP3017941B1/de active Active
Non-Patent Citations (1)
| Title |
|---|
| None * |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3017941A1 (de) | 2016-05-11 |
| CN103342007B (zh) | 2015-04-22 |
| KR101780159B1 (ko) | 2017-09-19 |
| EP3017941A4 (de) | 2017-07-26 |
| CN103342007A (zh) | 2013-10-09 |
| WO2015000349A1 (zh) | 2015-01-08 |
| KR20160024382A (ko) | 2016-03-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3017941B1 (de) | Herstellungsverfahren für miniatur-papiertaschentücher | |
| CA1192532A (en) | Web winding apparatus and method | |
| JP3628980B2 (ja) | ティッシュペーパーの製造設備及び製造方法 | |
| EP3018084B1 (de) | Faltvorrichtung für papiertaschentuch | |
| CA2719972A1 (en) | Multi-path interfolding apparatus and method | |
| ITMI20131404A1 (it) | Macchina confezionatrice automatica per il confezionamento in continuo di prodotti ciascuno avvolto in una singola busta e metodo di confezionamento in continuo di prodotti ciascuno avvolto in una singola busta | |
| CN109552915A (zh) | 一种纸巾生产设备及工艺 | |
| US7032360B2 (en) | Apparatus and methods for producing shrink wrap packaging | |
| GB2223745A (en) | Interfolding sheets | |
| CN206511729U (zh) | 一种纸巾折叠机构 | |
| CN210336188U (zh) | A4纸双回旋刀切纸、令纸生产和箱包装一体生产线 | |
| CN110087472A (zh) | 用于生产由面团片和隔离片制成的卷的方法和设备 | |
| JP5237250B2 (ja) | 衛生用紙の折り畳み加工装置 | |
| CN210339762U (zh) | A4纸双回旋刀切纸令纸生产线 | |
| CN208119569U (zh) | 一种多卷折料装置 | |
| CN216233183U (zh) | 一种fk350s双铝包铝纸剪切机构 | |
| KR100758268B1 (ko) | 비닐 포장대 절단 장치 | |
| CN216709738U (zh) | 一种fk350s极短铝纸剪切机构 | |
| JP2006219208A (ja) | 紙粉除去システム | |
| CN221873391U (zh) | 一种新型的多功能制袋机 | |
| JP3723956B2 (ja) | 長尺物の梱包方法 | |
| US20250353630A1 (en) | Launcher of paper products for packaging stations of paper product converting lines | |
| JPH0721305Y2 (ja) | 段ボール製造装置 | |
| GB2446384A (en) | Attaching handles to webs in bag making | |
| CN104260946B (zh) | 卷筒收卷的包装物裁切边系统 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20160202 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| DAX | Request for extension of the european patent (deleted) | ||
| A4 | Supplementary search report drawn up and despatched |
Effective date: 20170626 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B65H 45/30 20060101ALI20170620BHEP Ipc: B65H 45/28 20060101ALI20170620BHEP Ipc: B65H 45/16 20060101ALI20170620BHEP Ipc: B65H 45/22 20060101ALI20170620BHEP Ipc: B65H 33/16 20060101AFI20170620BHEP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R079 Ref document number: 602014037081 Country of ref document: DE Free format text: PREVIOUS MAIN CLASS: B31D0001040000 Ipc: B65H0033160000 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B65H 45/30 20060101ALI20180615BHEP Ipc: B65H 45/22 20060101ALI20180615BHEP Ipc: B65H 45/16 20060101ALI20180615BHEP Ipc: B65H 45/28 20060101ALI20180615BHEP Ipc: B65H 33/16 20060101AFI20180615BHEP |
|
| INTG | Intention to grant announced |
Effective date: 20180704 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1069990 Country of ref document: AT Kind code of ref document: T Effective date: 20181215 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602014037081 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20181128 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190328 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190228 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181128 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181128 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181128 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181128 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190328 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181128 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181128 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190301 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181128 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181128 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181128 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181128 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181128 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602014037081 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181128 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181128 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181128 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181128 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181128 |
|
| 26N | No opposition filed |
Effective date: 20190829 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181128 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20190609 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20190630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181128 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190609 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190609 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190630 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190609 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190630 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181128 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181128 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20140609 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: UEP Ref document number: 1069990 Country of ref document: AT Kind code of ref document: T Effective date: 20181128 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181128 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FI Payment date: 20250627 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20250618 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20250620 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20250624 Year of fee payment: 12 |