EP3108980A1 - Procédé de fabrication d'un tube pour un évaporateur et machine pour la fabrication d'un tube pour un évaporateur - Google Patents
Procédé de fabrication d'un tube pour un évaporateur et machine pour la fabrication d'un tube pour un évaporateur Download PDFInfo
- Publication number
- EP3108980A1 EP3108980A1 EP16166880.1A EP16166880A EP3108980A1 EP 3108980 A1 EP3108980 A1 EP 3108980A1 EP 16166880 A EP16166880 A EP 16166880A EP 3108980 A1 EP3108980 A1 EP 3108980A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- tube
- knife
- edge
- bottom wall
- cutting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images




Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D1/00—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators
- F28D1/02—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid
- F28D1/04—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with tubular conduits
- F28D1/053—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with tubular conduits the conduits being straight
- F28D1/0535—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with tubular conduits the conduits being straight the conduits having a non-circular cross-section
- F28D1/05366—Assemblies of conduits connected to common headers, e.g. core type radiators
- F28D1/05391—Assemblies of conduits connected to common headers, e.g. core type radiators with multiple rows of conduits or with multi-channel conduits combined with a particular flow pattern, e.g. multi-row multi-stage radiators
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES, PROFILES OR LIKE SEMI-MANUFACTURED PRODUCTS OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C37/00—Manufacture of metal sheets, rods, wire, tubes, profiles or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape
- B21C37/06—Manufacture of metal sheets, rods, wire, tubes, profiles or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape of tubes or metal hoses; Combined procedures for making tubes, e.g. for making multi-wall tubes
- B21C37/15—Making tubes of special shape; Making tube fittings
- B21C37/151—Making tubes with multiple passages
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D53/00—Making other particular articles
- B21D53/02—Making other particular articles heat exchangers or parts thereof, e.g. radiators, condensers fins, headers
- B21D53/06—Making other particular articles heat exchangers or parts thereof, e.g. radiators, condensers fins, headers of metal tubes
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D1/00—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators
- F28D1/02—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid
- F28D1/03—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with plate-like or laminated conduits
- F28D1/0391—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with plate-like or laminated conduits a single plate being bent to form one or more conduits
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F1/00—Tubular elements; Assemblies of tubular elements
- F28F1/02—Tubular elements of cross-section which is non-circular
- F28F1/022—Tubular elements of cross-section which is non-circular with multiple channels
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F1/00—Tubular elements; Assemblies of tubular elements
- F28F1/10—Tubular elements and assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with projections, with recesses
- F28F1/12—Tubular elements and assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with projections, with recesses the means being only outside the tubular element
- F28F1/126—Tubular elements and assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with projections, with recesses the means being only outside the tubular element consisting of zig-zag shaped fins
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F1/00—Tubular elements; Assemblies of tubular elements
- F28F1/02—Tubular elements of cross-section which is non-circular
- F28F2001/027—Tubular elements of cross-section which is non-circular with dimples
Definitions
- the present invention relates generally to a method to fabricate a tube for a heat exchanger, and more specifically a tube configuration most appropriate for cutting with a particular cutting device.
- a heat exchanger assembly such as a radiator, condenser, or evaporator for use in a motor vehicle typically includes an inlet header, an outlet header, a plurality of tubes hydraulically connecting the headers for fluid flow therebetween, and external fins interconnecting the tubes.
- the headers, tubes, and fins are typically assembled into a unitary structure and brazed to form the heat exchanger assembly.
- a first heat transfer fluid such as a liquid coolant flows from the inlet header to the outlet header through the plurality of tubes.
- the first heat transfer fluid is in contact with the interior surfaces of the tubes while a second heat transfer fluid, such as ambient air, is in contact with the exterior surfaces of the tubes.
- a temperature difference exists between the first and second fluids, heat is transferred from the higher temperature fluid to the lower temperature fluid through the walls of the tubes.
- the internal webs extend substantially the length of the tubes and define a plurality of channels or ports for the flow of a heat transfer fluid between the headers.
- a known method of forming multi-port tubes is by folding a sheet of pliable heat conductive material.
- a flat elongated sheet of metallic material is folded to form a tube having multiple ports defined by internal corrugated folds.
- the internal corrugated folds form the internal webs that define the shape and size of the ports.
- Such a tube geometry can also be achieved by extrusion.
- folded tubes provide several advantages over extruded tubes in terms of lower cost and ease of manufacturing for the tube itself as well as for the final assembly of the heat exchanger.
- One significant advantage is that a folded tube can be formed from a sheet of clad aluminum that offers superior corrosion resistance without the need for applying additional coatings.
- Extrusion technology cannot readily create tubes with external clad layer and hence to achieve equivalent corrosion resistance, a separate coating operation is required which increases cost and also which is not environmentally benign.
- Another advantage is that due to the presence of cladding on the tube, other components of the heat exchanger, such as the headers and air fins, need not be cladded, thereby simplifying the material system for corrosion protection.
- a further advantage is that since the headers do not need to be cladded, the headers can be formed with extrusion technology to reduce the cost of manufacturing.
- the tube is formed in a continuous process so that a tube of any desired length can be made with minimal material waste and minimal operational time.
- the angles between the webs and the exterior surfaces that provide the most appropriate thermal and flow performance may not be the same as the angles that will be preferable for cutting the tube to a required length with a given cutting device.
- a method of fabricating a folded evaporator tube is provided.
- a cutting-device for fabricating a folded evaporator tube is provided. The method includes the step of providing a tube formed from at least one strip of heat conductive material folded such that the tube has a cross section that defines a bottom wall with two opposing edges transitioning into a top wall spaced apart from the bottom wall to define an interior surface that surrounds a corrugated portion formed of a plurality of webs extending between and in contact with the interior surface. The webs are oriented at an angle between forty-five degrees (45°) and sixty degrees (60°) of angle relative to the bottom wall.
- the cutting-device suitable for the use in such a method includes a knife and a guide that cooperate to cut the tube to a desired length.
- the method also includes the step of providing such a cutting-device that includes a knife and a guide that cooperate to cut the tube to a desired length.
- the knife defines a point oriented to first pierce a first edge of the two opposing edges as the point is forced in a direction parallel to the bottom wall along a line between the bottom wall and the top wall.
- the guide defines an opening that conforms to the tube to maintain the shape of the tube during cutting of the tube by the knife.
- the knife further defines a bottom edge that extends away from the point and cooperates with the opening to shear the bottom wall of the tube during cutting of the tube by the knife, and a top edge that extends away from the point and cooperates with the opening to shear the top wall of the tube during cutting of the tube by the knife.
- the method also includes the step of moving the knife so after piercing the first edge the point successively pierces each of the plurality of webs followed by a second edge of the two opposing edges opposite the first edge.
- Figs. 1 through 3 illustrate a non-limiting example of an evaporator 10 equipped with folded tubes, hereafter referred to as the tube 16, with features that improve the operating characteristics of the evaporator 10 and how the tube 16 is cut to a desired length.
- Shown in Fig. 1 is a perspective view of an evaporator 10 having dual banks including a first bank 18 and a second bank 20 that each include multiples of the tube 16 for use in a motor vehicle.
- the evaporator 10 is typically housed in a Heating Ventilation and Air Conditioning (HVAC) module of a motor vehicle and includes multiples of the tube 16 hydraulically connecting two spaced apart headers, hereafter referred to as the first header 12, and the second header 14 suitable configured for two-phase refrigerant to flow therebetween.
- HVAC Heating Ventilation and Air Conditioning
- the first header 12 is typically an inlet/out let header defining a cavity that includes a substantially centered partition 24 extending the length of the first header 12 which separates a cavity defined by the first header into an inlet chamber 26 and an outlet chamber 28.
- the inlet chamber 26 is in hydraulic communication with an inlet port 30 and the outlet chamber 28 is in hydraulic communication with an outlet port 32.
- Fins 22 are disposed between and thermally interconnect the multiples of the tube 16 to increase the surface area available for heat transfer from the external fluid (air).
- the multiples of the tube 16 and the fins 22 together define the core 34 of the evaporator 10 through which ambient air flows.
- a partially expanded two-phase refrigerant flows into the inlet chamber 26 of the first header (inlet/outlet header) by way of the inlet port 30 and continues through the first bank 18 of tube 16 to the second header (return header) 14.
- the two-phase refrigerant flows through the second bank 20 of multiples of the tube 16 to the outlet chamber 28 of the first header 12 and exits the outlet port 32.
- the tube 16 includes internal geometric features having specific critical parameters that provide for improved performance of the evaporator 10.
- Fig. 1A illustrates a view of the evaporator 10 of Fig. 1 at detail section 1A.
- Fig. 1A shows dual banks of a folded implementation of the tube 16.
- the tube 16 shown is typically formed by folding a sheet of heat conductive material to define a series of internal channels 36 for refrigerant flow.
- the channel walls, hereafter referred to as the webs 72, are formed by the folding of the sheet of heat conductive material and act as internal extended surfaces to increase the area available for heat transfer.
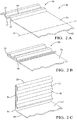
- Figs. 2A-E show the typical stages in the formation of the tube 16.
- Fig. 2A illustrates a partial sheet or strip of heat conductive material 50, preferably a continuous cladded aluminum strip, having a first surface 52 and a second surface 54 extending along a longitudinal A-axis.
- the heat conductive material 50 is longitudinally fed into a multi-station roll forming apparatus having pairs of rollers arranged to plastically deform the strip of the heat conductive material 50 to form a corrugated portion 56 symmetrically on both sides of the A-axis.
- Each of the corrugated portions 56 includes a series of alternating crests 48 and joining segments, i.e. the webs 72.
- the alternating crests 48 may be defined by sharp edges on both sides to substantially flat surfaces that correspond to the first surface 52 and the second surface 54 of the heat conductive material 50, the significance of which will be discussed below.
- the corrugated portion 56 is folded inward toward the second surface 54 such that the alternating crests 48 on the same side as the second surface 54 are oriented toward and are in contact with the second surface 54.
- the fold of the corrugated portion 56 defines an abutting surface 58.
- the corrugated portion 56 is folded again toward the second surface 54 such that a portion of the first surface 52 defines two opposing edges 60 symmetrically on side of the tube as shown in Figs. 2C and 2D .
- the abutting surfaces 58 of the corrugated portion 56 on either side of the A-axis are abutted upon each other and brazed forming the tube 16 having a center seam that runs the length of the tube 16 as shown in Fig. 2E .
- the tube 16 emerges as a continuous part which is cut to the desired length using a cutting-device 80 ( Figs. 4-5 ) that will be described in more detail later.
- Fig. 3 illustrates a cross sectional view of the folded-B version of the tube 16 of Figs. 2A-E having a central wall 62, two opposing edges 60, hereafter the first edge 60A and the second edge 60B, a bottom wall 64, and a pair of top walls, hereafter referred to as the top wall 66.
- the tube 16 also has internal horizontal flange segments 68, defined by the alternating crests 48 ( Fig. 2B ) of folded sections of the heat conductive material 50, abutting the interior surface 70 of the folded tube and transitioning to channel walls defined by the webs 72.
- the center wall 62, the first edge 60A, the second edge 60B, the bottom wall 64, top wall 66, and corrugated portions 56 are formed by folding a continuous strip of clad aluminum that is the heat conductive material 50.
- the terms “bottom”, “upper”, and “horizontal” are arbitrary, as the evaporator tube could be in any orientation.
- the center wall 62 need not be exactly in the center of the width of the tube cross section, but typically will be.
- Fig. 6 illustrates a non limiting example of a method 600 of fabricating a folded evaporator tube, e.g. the tube 16 illustrated in Figs 1-3 , using the cutting device 80 illustrated in Figs. 4-5 .
- Step 610 may include providing the tube 16 formed from at least one strip of heat conductive material 50 folded so the tube 16 has a cross section that defines the bottom wall 64 with two opposing edges 60 transitioning into a top wall 66 spaced apart from the bottom wall 64 to define the interior surface 70 that surrounds a corrugated portion formed of a plurality of the webs 72 extending between and in contact with the interior surface 70.
- a previous thermal performance analysis of a non-limiting example of the tube 16 fabricated from a 0.26mm thick strip of the heat conductive material 50 with a width of 17.6mm between the two opposing edges 60, and a height of 1.4mm indicated that optimum thermal performance was provided when the webs 72 are oriented at an angle 74 of 41.5 degrees of angle between the channel wall 72 and the interior surface 70, i.e. relative to the bottom wall 64 or the top wall 66.
- the quality of the cut end of the tube 16 is improved when the webs 72 are oriented at the angle 74 between forty-five degrees (45°) and sixty degrees (60°) of angle relative to the bottom wall 64 or the top wall 66.
- the thermal performance and other characteristics of the tube 16 are minimally compromised by forming the tube 16 with the angle 74 of 45° to 60°.
- Step 620 PROVIDE CUTTING DEVICE, may include providing the cutting-device 80 ( Figs. 4-5 ) that includes a knife 82 and a guide 84 that together cooperate to cut the tube 16 to a desired length suitable for forming a particular configuration of the evaporator 10.
- the knife 82 includes or defines a point 86 that is oriented relative to the tube 16 to first pierce a first edge 60A of the two opposing edges 60 as the point 86 is forced in a direction 88 parallel to the bottom wall 64 along a line between the bottom wall 64 and the top wall 66.
- the guide 84 is configured to define an opening 90 that conforms to the exterior cross section shape of the tube 16 in order to maintain the shape of the tube 16 during cutting of the tube 16 by the knife 82.
- the guide 84 is bisected horizontally so that the guide 84 includes an upper portion 92 and a lower portion 94 that cooperate to define the opening 90.
- the guide 84 may be further configured so that the upper portion 92 and the lower portion 94 are operable, i.e. can be moved relative to one another, into an open position (not shown) where the upper portion 92 and the lower portion 94 are spaced apart so the tube 16 can be easily fed through the opening 90. As shown in Figs.
- the guide 84 may also be operable to a clamped position 96 where the upper portion 92 and the lower portion 94 are forced together so tube 16 is held in place and the shape of the tube 16 is maintained during the step 630 describe below of moving the knife 82 to cut the tube 16.
- the knife 82 may be further configured to define a bottom edge 98 that extends away from the point 86.
- the bottom edge 98 is configured to cooperate with the opening 90 to shear the bottom wall 64 of the tube 16 during cutting of the tube 16 by the knife 82 in cooperation with the guide 84.
- the term 'shear' is used to describe a scissor like cutting action provided by the bottom edge 98 being in very close proximity, preferably less than 0.03mm, or optimally in sliding contact with a face 102 of the guide 84 that defines the opening 90.
- the knife 82 may include or define a top edge 100 that extends away from the point 86 and cooperates with the opening 90 to shear the top wall 66 of the tube 16 during cutting of the tube 16 by the knife 82 in cooperation with the guide 84.
- the bottom edge 98 of the knife 82 may advantageously transition into a bottom curved portion 104 configured to accumulate chips or pieces of the heat conductive material 50 removed or cut-away from the tube 16 by the bottom edge 98 in cooperation with the guide 84.
- the bottom curved portion 104 curls and redirects the heat conductive material 50 removed from the tube by the bottom edge 98 away from the cutting area where the bottom edge 98 and the opening 90 intersect.
- the top edge 100 of the knife 82 may be configured to transition into a top curved portion 106 configured to accumulate chips or pieces of the heat conductive material 50 removed from the tube by the top edge 100 in cooperation with the guide 84.
- the length of the knife 82 may be such that the knife 82 can be moved in the direction 88 far enough so the bottom curved portion 104 and the top curved portion 106 emerge from the guide 84 so that the chips can be removed by, for example, a blast of compressed air.
- Step 630 MOVE KNIFE, may include moving the knife 82 in the direction 88 so after piercing the first edge 60A the point 86 successively pierces each of the plurality of webs 72 and the center wall 62 followed by piercing the second edge 60B of the two opposing edges 60 opposite the first edge 60A.
- the linear movement of the knife 82 in the direction 88 may be achieved by various mechanical means as will be familiar to those in the machine design arts.
- a method of fabricating a folded evaporator tube (the tube 16) is provided. It was discovered that if the angle 74 is less than about 45°, the webs 72 could deflect the point 86 of the knife 82 and cause the cut edges of the heat conductive material 50 to be irregular, i.e. - ragged. Also, if the angle 74 is less than about 45°, the pointed end of the knife does not collide with the webs head-on; instead it contacts the webs at a shallow angle and the webs tends to glide along the knife edge. This issue is found to result in a deformity of the outer ports at the two opposing edges 60.
- the end port of the leading end of the tube 16 (the first edge 60A) is significantly enlarged due to the last web getting pushed in. Also, the port at the trailing end of the tube (the second edge 60B) is deformed such that the tail end of the strip is curled up. Also, the webs 72 of the tube 16 are also slightly deformed as a result. By keeping the angle greater than 45°, deformation of the tube 16 on the cut end of the tube 16 is reduced.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- General Engineering & Computer Science (AREA)
- Geometry (AREA)
- Heat-Exchange Devices With Radiators And Conduit Assemblies (AREA)
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US14/734,148 US20150360333A1 (en) | 2010-05-20 | 2015-06-09 | Method of fabricating a tube for an evaporator |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP3108980A1 true EP3108980A1 (fr) | 2016-12-28 |
Family
ID=56087078
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP16166880.1A Withdrawn EP3108980A1 (fr) | 2015-06-09 | 2016-04-25 | Procédé de fabrication d'un tube pour un évaporateur et machine pour la fabrication d'un tube pour un évaporateur |
Country Status (1)
| Country | Link |
|---|---|
| EP (1) | EP3108980A1 (fr) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107214237A (zh) * | 2017-06-30 | 2017-09-29 | 江阴市哈格诺换热设备有限公司 | 换热器板片自动化冲压生产设备及其生产工艺 |
| CN109500176A (zh) * | 2018-12-29 | 2019-03-22 | 中核北方核燃料元件有限公司 | 一种包壳管支点成型装置 |
| CN110722370A (zh) * | 2019-04-01 | 2020-01-24 | 杭州三花微通道换热器有限公司 | 换热器的加工装置和换热器的加工方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4653370A (en) * | 1984-11-27 | 1987-03-31 | Daimler-Benz Aktiengesellschaft | Arrangement for diagonally shearing the end of a tube |
| US5816127A (en) * | 1992-09-07 | 1998-10-06 | Showa Aluminum Corporation | Continuous cutter for severing pieces of equal length from a coiled elongate article |
| EP1702710A1 (fr) * | 2003-12-19 | 2006-09-20 | Valeo Thermal Systems Japan Corporation | Procede de production de tube, tube d'echange de chaleur produit par ce procede, et echangeur de chaleur utilisant ce tube |
| JP2006312213A (ja) * | 2005-05-09 | 2006-11-16 | Toyota Motor Corp | プレス切断装置及びプレス切断方法 |
| JP2007212008A (ja) * | 2006-02-07 | 2007-08-23 | Japan Climate Systems Corp | 熱交換器及びその製造方法 |
| EP1941954A1 (fr) * | 2007-01-04 | 2008-07-09 | Delphi Technologies, Inc. | Tube de condensateur plié et son procédé de fabrication |
-
2016
- 2016-04-25 EP EP16166880.1A patent/EP3108980A1/fr not_active Withdrawn
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4653370A (en) * | 1984-11-27 | 1987-03-31 | Daimler-Benz Aktiengesellschaft | Arrangement for diagonally shearing the end of a tube |
| US5816127A (en) * | 1992-09-07 | 1998-10-06 | Showa Aluminum Corporation | Continuous cutter for severing pieces of equal length from a coiled elongate article |
| EP1702710A1 (fr) * | 2003-12-19 | 2006-09-20 | Valeo Thermal Systems Japan Corporation | Procede de production de tube, tube d'echange de chaleur produit par ce procede, et echangeur de chaleur utilisant ce tube |
| JP2006312213A (ja) * | 2005-05-09 | 2006-11-16 | Toyota Motor Corp | プレス切断装置及びプレス切断方法 |
| JP2007212008A (ja) * | 2006-02-07 | 2007-08-23 | Japan Climate Systems Corp | 熱交換器及びその製造方法 |
| EP1941954A1 (fr) * | 2007-01-04 | 2008-07-09 | Delphi Technologies, Inc. | Tube de condensateur plié et son procédé de fabrication |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107214237A (zh) * | 2017-06-30 | 2017-09-29 | 江阴市哈格诺换热设备有限公司 | 换热器板片自动化冲压生产设备及其生产工艺 |
| CN109500176A (zh) * | 2018-12-29 | 2019-03-22 | 中核北方核燃料元件有限公司 | 一种包壳管支点成型装置 |
| CN110722370A (zh) * | 2019-04-01 | 2020-01-24 | 杭州三花微通道换热器有限公司 | 换热器的加工装置和换热器的加工方法 |
| CN110722370B (zh) * | 2019-04-01 | 2021-09-21 | 杭州三花微通道换热器有限公司 | 换热器的加工装置和换热器的加工方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2884209B1 (fr) | Échangeur de chaleur ceintré et procédé de cintrage de l'échangeur de chaleur | |
| US5441106A (en) | Heat exchange tubes | |
| US5009262A (en) | Combination radiator and condenser apparatus for motor vehicle | |
| US5353868A (en) | Integral tube and strip fin heat exchanger circuit | |
| US7607473B2 (en) | Heat exchanger | |
| US20110005738A1 (en) | Soldered flat tube for condensers and/or evaporators | |
| US10317141B2 (en) | Multi port extrusion tubing design | |
| EP2388545A2 (fr) | Tube plié pour évaporateur et assemblage d'évaporateur comportant ce tube | |
| US5186251A (en) | Roll formed heat exchanger tubing with double row flow passes | |
| US6325141B2 (en) | Tube | |
| JP2001038439A (ja) | チューブ用フラット・タービュレーター及びその製造方法 | |
| US6216777B1 (en) | Manifold for a heat exchanger and method of making same | |
| EP2691194A2 (fr) | Procédé et appareil de formage à matrice rotative permettant de fabriquer des tubes du type multiports | |
| EP3108980A1 (fr) | Procédé de fabrication d'un tube pour un évaporateur et machine pour la fabrication d'un tube pour un évaporateur | |
| EP3194872B1 (fr) | Échangeur de chaleur extrudé à ports multiples | |
| EP3355020A1 (fr) | Tube d'échange de chaleur pour échangeur de chaleur, échangeur de chaleur et son procédé d'assemblage | |
| US20070131392A1 (en) | Heat exchanger and method of manufacturing outside plate used for header tanks of heat exchanger | |
| EP3334991B1 (fr) | Échangeur de chaleur à microcanaux | |
| US20080017364A1 (en) | Heat exchanger | |
| US20130263451A1 (en) | Method of fabricating a double-nosed tube for a heat exchanger | |
| JPH09119795A (ja) | 熱交換器の製造、特に、車両の空気調和システム用コンデンサの製造のための方法 | |
| US20150360333A1 (en) | Method of fabricating a tube for an evaporator | |
| US5238059A (en) | Heat exchanger header with parallel edges | |
| JP2018124034A (ja) | 熱交換器用チューブ | |
| KR20070105269A (ko) | 열 교환기용 루버형 핀 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| 17P | Request for examination filed |
Effective date: 20170620 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| 17Q | First examination report despatched |
Effective date: 20180413 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20190109 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20190521 |