EP3196132A1 - Verfahren zum verpacken von artikeln in eine verpackungsbox und zugehörige verpackungsvorrichtung - Google Patents
Verfahren zum verpacken von artikeln in eine verpackungsbox und zugehörige verpackungsvorrichtung Download PDFInfo
- Publication number
- EP3196132A1 EP3196132A1 EP17152477.0A EP17152477A EP3196132A1 EP 3196132 A1 EP3196132 A1 EP 3196132A1 EP 17152477 A EP17152477 A EP 17152477A EP 3196132 A1 EP3196132 A1 EP 3196132A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- articles
- packing
- flow
- packing box
- article
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B5/00—Packaging individual articles in containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, jars
- B65B5/10—Filling containers or receptacles progressively or in stages by introducing successive articles, or layers of articles
- B65B5/105—Filling containers or receptacles progressively or in stages by introducing successive articles, or layers of articles by grippers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B35/00—Supplying, feeding, arranging or orientating articles to be packaged
- B65B35/10—Feeding, e.g. conveying, single articles
- B65B35/16—Feeding, e.g. conveying, single articles by grippers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B35/00—Supplying, feeding, arranging or orientating articles to be packaged
- B65B35/10—Feeding, e.g. conveying, single articles
- B65B35/24—Feeding, e.g. conveying, single articles by endless belts or chains
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/42—Feeding or positioning bags, boxes, or cartons in the distended, opened, or set-up state; Feeding preformed rigid containers, e.g. tins, capsules, glass tubes, glasses, to the packaging position; Locating containers or receptacles at the filling position; Supporting containers or receptacles during the filling operation
- B65B43/52—Feeding or positioning bags, boxes, or cartons in the distended, opened, or set-up state; Feeding preformed rigid containers, e.g. tins, capsules, glass tubes, glasses, to the packaging position; Locating containers or receptacles at the filling position; Supporting containers or receptacles during the filling operation using roller-ways or endless conveyors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B5/00—Packaging individual articles in containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, jars
- B65B5/08—Packaging groups of articles, the articles being individually gripped or guided for transfer to the containers or receptacles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B35/00—Supplying, feeding, arranging or orientating articles to be packaged
- B65B35/30—Arranging and feeding articles in groups
- B65B35/50—Stacking one article, or group of articles, upon another before packaging
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/42—Feeding or positioning bags, boxes, or cartons in the distended, opened, or set-up state; Feeding preformed rigid containers, e.g. tins, capsules, glass tubes, glasses, to the packaging position; Locating containers or receptacles at the filling position; Supporting containers or receptacles during the filling operation
- B65B43/54—Means for supporting containers or receptacles during the filling operation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B5/00—Packaging individual articles in containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, jars
- B65B5/06—Packaging groups of articles, the groups being treated as single articles
- B65B5/061—Filled bags
Definitions
- the invention relates to a method of packing articles into a packing box having a bottom and side walls arranged perpendicular to the bottom, comprising providing a flow of articles; providing a flow of packing boxes; and taking articles from the flow of articles and placing the articles into the packing box.
- the invention further relates to a packing device for packing articles into a packing box having a bottom and side walls arranged perpendicular to the bottom, comprising an article conveyer configured for providing a flow of articles; a packing box conveyer configured for providing a flow of packing boxes; and at least one arrangement configured for taking articles from the flow of articles and placing the articles into the packing box.
- Such packing methods and devices are generally known. They are inter alia used for packing articles in either horizontal or vertical orientation into the packing box.
- the articles may have various forms, such as, for instance, bags filled with products or a liquid or cartons filled with a liquid.
- the articles have a length, a width and a thickness, the length of an article being longer than, or equal to, the width and the width of the article being longer than the thickness.
- the articles are positioned such in the packing box that the length and width of the articles are parallel and the thickness is perpendicular to the bottom of the packing box. This can be achieved by picking up an article from the flow of articles and placing and stacking the articles on their back sides on the bottom in a packing box in the flow of packing boxes.
- packing lines are not suited for packaging of products in a vertical orientation.
- a vertical orientation or standup orientation
- the articles are positioned such in the packing box that the length and width of the articles are parallel to one of the side walls, and one of the length and width thus perpendicular to the bottom of the packing box.
- the thickness is parallel to the bottom.
- portrait orientation the length is perpendicular to the bottom
- landscape orientation the width is perpendicular to the bottom.
- At least one of the above objectives is achieved by a method of packing articles into a packing box having a bottom and side walls connected to the bottom, the articles having a length, a width and a thickness, the length being longer than or equal to the width and the width being longer than the thickness, the method comprising
- placing the at least one article from the holder into the packing box comprises at least one of sliding and pushing the at least one article from the holder into the packing box.
- collecting at least one article from the flow of articles comprises collecting at least two articles with sides comprising the length and the width on top of one another. This can be applied in situations in which a space corresponding to more than one article is required at the end of a yet incomplete row of articles for providing access of a gripper into the packing box. Dependent on the specific circumstances this can also provide an optimum between individual article packaging and collective article placement in a packing box.
- collecting and providing at least one article from the flow of articles in a holder comprises in a first step collecting the at least one and in a subsequent step providing the at least one article into the holder.
- Articles provided into the holder can then be placed into a packing box while collecting next articles in the cassette, which is very time efficient.
- collecting and providing at least one article from the flow of articles in a holder is carried out at an end of the flow of artides.
- the last articles for completing a row of articles in a packing box are conveniently collected at the end of a flow.
- the collecting station can be provided in-line with the flow for efficient use of floor space.
- the articles are provided with one of the length and the width along the first direction in the flow of articles, and subsequently are provided with said one of the length and the width perpendicular to the bottom into the packing box.
- Such orientation of the articles proves to be very convenient and efficient in picking up and placing the articles in the packing box.
- the packing boxes are provided in the flow of packing boxes with the first side wall perpendicular to the second direction as seen when the packing boxes are not in the slanted position. Such orientation of the packing boxes proves very convenient and efficient in placing articles into a packing box.
- gripping articles from the flow of articles and providing the articles into the packing box comprises gripping the articles and providing the articles into the box using a delta robot.
- the invention provides for a packing device for packing articles into a packing box having a bottom and side walls arranged perpendicular to the bottom, the articles having a length, a width and a thickness, the length being longer than or equal to the width and the width being longer than the thickness, the packing device comprising
- the collecting and placing arrangement is configured for at least one of sliding and pushing the at least one article from the holder into the packing box.
- the collecting and placing arrangement is configured for collecting at least two articles with sides comprising the length and the width on top of one another.
- the collecting and placing arrangement comprises a collecting arrangement, optionally a collecting conveyer, for collecting the at least one article, and a placing arrangement with the holder and configured for providing the at least one article from the cassette into the holder.
- the collecting and placing arrangement is provided at an end of the article conveyer.
- the slanting arrangement is configured to rotate a packing box around a rotation axis perpendicular to the second direction in the slanted position, optionally the rotation axis being perpendicular to the horizontal plane.
- the slanting arrangement comprises at least one of a driven rotation axle and a driven cam to provide the packing box in the slanted position, and optionally comprises a supporting plate configured for bearing the packing box and to be rotated to a slanted position.
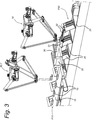
- a device 1 for packing articles into a packing box comprises an article conveyer 15 and a packing box conveyer 25, and is shown in figures 1 a, 1 b, 2, 3, 4 and 5 .
- the article conveyer 15 is configured to provide a flow F10 of articles 10 in a first direction D1.
- the articles 10 may take various forms, such as bags containing a liquid product, bags containing individual smaller products like sweets, cartons, etc.
- the packing box conveyer 25 is arranged alongside and substantially parallel to the article conveyer 15.
- the packing box conveyer 25 is configured to provide a flow F20 of packing boxes in a second direction D2.
- the first and second directions D1, D2 may be the same, that is both the articles 10 and the packing box are moving parallel in the same direction, which is also referred to as co-flow.
- the flow F10 of articles 10 and the flow F20 of packing boxes 20, and therefore the first and second directions are directed opposite to one another, which is also referred to as counter-flow.
- the working principles of co-flow and counter-flow are the same.
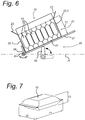
- the articles 10 are conveyed in direction D1 and have a length 11, a width 12 and a thickness 13 as is shown in figure 7 .
- the length 11 of the articles is longer than or equal to the width 12, and the width 12 is longer than or equal to the thickness 13.
- the articles are directed with their lengths 11 parallel to the direction D1 of the article flow F10. Both the lengths and widths 11, 12 of the articles are directed parallel to the conveying plane of conveyer 15.
- the packing boxes 20 are conveyed by packing box conveyer 25 in direction D2, which is identical to direction D1 in the embodiment shown.
- the packing boxes have, as specifically identified in figures 2 and 6 , a bottom 21, side walls 22 (including 22.1 and 22.2) and flaps 23 that can be folded to close the packing box.
- the figures show two packing boxes 20 next to one another in the packing box flow F20 on the packing box conveyer 25. Alternatively, a flow F20 of single packing boxes is provided, or a flow of more than two packing boxes next to one another.
- the packing boxes 20 are conveyed horizontally, that is with their bottoms 21 on a conveying plane that is parallel to a horizontal plane. This is shown on the right-hand side of figures 1 a and 1 b .
- Figures 1a and 1 b are the same, except for a frame of the packing device 1.
- Figure 1 a does show such frame, whereas in figures 1 b, 2, 3, 4 and 5 the frame is not drawn.
- the packing boxes are put in a slanted position.
- the bottom 21 of the packing box makes an angle with the horizontal plane H as specifically shown in figure 6 .
- Packing boxes are also shown in the slanted position in figures 1 a, 1 b, 2, 3, 4 and 5 .
- a first side wall 22.1 is in a lower position with respect to the other side walls 22 of the packing box.
- a lower position of side wall 22.1 means that the other side walls have been raised with respect to the first side wall 22.1 when the packing box is put in the slanted position.
- a mid (center) point of a side wall in a lower position is lower than the mid (center) point of the other side walls of the packing box, when in the slanted position.
- the packing boxes 20 are provided in the flow F20 of packing boxes with the first side wall 22.1 perpendicular to the second direction D2 as seen when the packing boxes are not in the slanted position.
- the packing boxes are put in the slanted position by one or more slanting arrangements 26, which are part of the packing box conveyer 25 in the embodiment shown.
- the slanting arrangement is schematically depicted in figure 6 and comprises a supporting plate 27 bearing the packing box 20.
- the supporting plate 27 is rotatable around a rotation axis R, as shown in figure 2 , which lies in the horizontal plane H and is directed perpendicular to the packing box conveying direction D2.
- the supporting plate may be rotated by a driven rotation axle 28 and/or a driven cam 29.
- One or both may be employed, or any other means for rotating the supporting plate27.
- a position of the cam 29 when the supporting plate would be horizontal is shown in a dashed outline in figure 6 . Any means for rotating the axle 28 and/or the cam 29 are known as such.
- the supporting plate 27 comprises an upstanding edge at a side associated with the first side wall 22.1 of the packing box to prevent the packing box from sliding of the supporting plate when in the slanted
- Articles 10 are provided individually from the article conveyer 15 into packing boxes 20 on the packing box conveyer 25 using a gripping and placing arrangement 40 (including 40.1) while articles and packing boxes are moving in their respective flows F10, F20 on their respective conveyers 15, 25.
- a gripping and placing arrangement 40 comprising a delta robot 50 picks up individual articles 10 from the article flow F10 on the conveyer 15 and places the articles individually in a packing box 20.
- the gripping end of the gripping and placing arrangement 40, which actually grips an article may be configured in various manners.
- the gripping end may, for instance, comprise gripping fingers that grip around or on the sides of the articles or comprise a suction cup, although other types of configurations may be employed as well.
- Two stations are shown with a gripping and placing arrangement 40.
- Dependent on the capacity of articles and packing boxes to be processed more stations with a gripping and placing arrangement 40 can be added to the packing device 1 along the conveyers 15, 25, or only one such station may be provided. Multiple gripping and placing arrangements will then consecutively fill the packing boxes 20 with articles 10 as they pass along the stations with the gripping and placing arrangements 40.
- the gripping and placing arrangements 40 place the articles 10 in a vertical orientation in one or more rows 18 into the packing box.
- the article In the vertical orientation the article is positioned such that the length 11 or width 12 of the article is substantially in the vertical direction.
- the article is placed such in the packing box20 that the length 11 and the width 12 of the article are parallel to the first side wall 22.1, one of the length and width is perpendicular to the bottom 21 of the packing box, and the other one of the length and width is parallel to the bottom 21.
- the thickness 13 of the article is positioned along the bottom and perpendicular to the first side wall of the packing box. In the embodiment shown in the figures the length 11 of the articles 10 is directed perpendicular to the bottom of the packing box.
- the first side wall 22.1 of the packing box is the side wall in the lower position with respect the other side walls when the packing box is in the slanted position.
- the gripping and placing arrangement 40 does not completely fill a packing box by not completing the rows 18 of articles 10 from the first side wall 22.1 to an opposing wall 22.2 since the gripper end holding an article 10 cannot access into the packing box when a certain filling level of the packing box 20 has been reached.
- the articles 10 are directed with their length dimension 11 along the first direction D1 of the article flow F10 on the article conveyer 15.
- the packing boxes 20 are rotated into their slanted position around a rotation axis R that is in the horizontal plane and perpendicular to the second direction D2 of the packing box flow F20 on the packing box conveyer 25. Since the first and second directions D1, D2 are parallel, the rotation axis R is perpendicular to the first direction D1 as well. Therefore, the slanted position of the packing boxes 20 is such that article 10 can be taken from the article conveyer 10 and be placed into the packing box with a minimum amount of translation and rotation of a gripped article by the gripping and placing arrangement.
- articles 10 are collected in a holder 31 of a collecting and placing arrangement 30.
- articles are collected in two positions next to one another in the holder since two packing boxes are conveyed next to one another on the packing box conveyer 25.
- the last picking and placing arrangement 40.1 as seen in the direction of the article flow F10 both provides articles 10 into packing boxes 20 and onto a collecting conveyer 35.
- Guides 36 are provided on the collecting conveyer to provide two paths corresponding to the two positions of the holder 31.
- the picking and placing arrangement 40.1 provides articles onto the collecting conveyer in both paths, either as a single article or a stack of articles.
- the collecting conveyer is advanced so that next articles can be provided on the collecting conveyer.
- the articles that are advanced on the track can be provided directly into the holder 31 or can be provided into a waiting position on the collecting track to wait until the holder becomes available for placing the articles into the holder. Loading of the holder 31 with articles is visible in figures 2 and 3 .
- the holder 31 allows to place articles into the adjacent packing boxes in one go after collection of one or more layers of two articles next to one another in the holder.
- the holder 31 is arranged at the positioning end of a delta robot 50 in the collecting and placing arrangement 30.
- the delta robot 50 of the collecting and placing arrangement provides the holder with articles towards a packing box.
- Figure 4 shows the position of the holder 31 after articles have been provided into the holder and the holder is moving towards a packing box.
- Figure 5 and figures 1 a and 1b show that the articles are provided into two adjacent packing boxes 20 on the packing box conveyer 25. At an appropriate position with respect to the packing boxes the holder 31 can be rotated such that the articles slide off from the holder into the packing boxes.
- Each one or more layers of articles from the holder completes a row 18 of articles 10 within the packing box between the first side wall 22.1 and its opposing second side wall 22.2, a complete row filling the length between the first and second side walls 22.1, 22.2.
- the holder 31 is further provided with pushers 32 that are arranged to push a back wall of the holder forward to push the articles from the holders into the packing box. Rotation and pushing may either or both be employed for transferring the articles from the holder into the packing box.
- a separate collecting conveyer might be dispensed with.
- the products could be directly provided by the article conveyer 15 or by the picking and placing arrangement 40.1 into the holder 30.
- the articles could be put first by the article conveyer 15 or by the picking and placing arrangement 40.1 into a collecting cassette, and subsequently be provided into the holder 31.
- the article conveyer 15 can be positioned such that that article flow F10 comes from the opposite direction as shown in the figures.
- the article flow F10 is then in a direction D1 that is opposite direction D2.
- the article flow F10 and packing box flow are in counter-flow is such embodiment.
- the collecting conveyer 35 is then again provided at the end of the article flow F10 with respect to the article conveyer 15.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Container Filling Or Packaging Operations (AREA)
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| NL2016125A NL2016125B1 (en) | 2016-01-20 | 2016-01-20 | A method of packing articles into a packing box, and corresponding packing device. |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3196132A1 true EP3196132A1 (de) | 2017-07-26 |
| EP3196132B1 EP3196132B1 (de) | 2018-08-29 |
Family
ID=56852322
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP17152477.0A Not-in-force EP3196132B1 (de) | 2016-01-20 | 2017-01-20 | Verfahren zum verpacken von artikeln in eine verpackungsbox und zugehörige verpackungsvorrichtung |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20170203861A1 (de) |
| EP (1) | EP3196132B1 (de) |
| ES (1) | ES2699048T3 (de) |
| NL (1) | NL2016125B1 (de) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110606239A (zh) * | 2019-09-26 | 2019-12-24 | 日京(天津)不锈钢科技有限公司 | 不锈钢餐刀自动包装流水线 |
| WO2020013687A1 (en) * | 2018-07-09 | 2020-01-16 | Blueprint Holding B.V. | A packing method of packing articles into a packing box, and corresponding packing device |
| NL2021352B1 (en) * | 2018-07-19 | 2020-01-29 | Blueprint Holding Bv | A Packing Method of Packing Articles into a Packing Box, and corresponding Packing Device |
| CN112874892A (zh) * | 2021-05-06 | 2021-06-01 | 华智机械(烟台)有限公司 | 一种轴承钢圈自动装箱机及其装箱方法 |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019035325A1 (ja) * | 2017-08-16 | 2019-02-21 | 株式会社イシダ | 箱詰装置 |
| CN114684526A (zh) | 2017-11-21 | 2022-07-01 | 实现解决方案公司 | 产品处理与包装系统 |
| WO2020143918A1 (en) * | 2019-01-10 | 2020-07-16 | Abb Schweiz Ag | Packing cells and methods |
| DK180355B1 (en) * | 2019-09-06 | 2021-02-01 | Marel Iceland Ehf | A method and a system for filling containers with food items |
| NL2025906B1 (en) * | 2020-06-24 | 2022-02-21 | Blueprint Holding Bv | Packing Machine for Horizontal and Vertical Packing of Articles into a Packing Box |
| US20250058918A1 (en) * | 2023-08-15 | 2025-02-20 | Innovation Associates, Inc. | Multi-bagger linear organizer |
| DE102024124518A1 (de) * | 2024-08-28 | 2026-03-05 | Krones Aktiengesellschaft | Vorrichtung zum automatisierten Umgang mit Artikeln |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4223587A1 (de) * | 1992-07-17 | 1994-01-20 | Rovema Gmbh | Verfahren und Vorrichtung zum kontinuierlichen Einbringen von Packungen in einen Sammelbehälter |
| US5778640A (en) * | 1996-11-07 | 1998-07-14 | Blueprint Automation, Inc. | Apparatus and method for packing stand-up pouches into cartons |
| US6094885A (en) * | 1998-07-28 | 2000-08-01 | Payless Shoesource, Inc. | Packaging station |
| US20060070353A1 (en) * | 2004-10-01 | 2006-04-06 | Aaldert Christiaan Van Dam | Device for filling a carton |
| WO2009103441A1 (de) * | 2008-02-21 | 2009-08-27 | Focke & Co. (Gmbh & Co.Kg) | Verfahren und vorrichtung zum einführen von (schlauch-) beuteln in kartons |
| WO2014075151A1 (en) * | 2012-11-14 | 2014-05-22 | Adaptapack Pty Limited | A packaging assembly |
-
2016
- 2016-01-20 NL NL2016125A patent/NL2016125B1/en not_active IP Right Cessation
-
2017
- 2017-01-19 US US15/410,145 patent/US20170203861A1/en not_active Abandoned
- 2017-01-20 EP EP17152477.0A patent/EP3196132B1/de not_active Not-in-force
- 2017-01-20 ES ES17152477T patent/ES2699048T3/es active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4223587A1 (de) * | 1992-07-17 | 1994-01-20 | Rovema Gmbh | Verfahren und Vorrichtung zum kontinuierlichen Einbringen von Packungen in einen Sammelbehälter |
| US5778640A (en) * | 1996-11-07 | 1998-07-14 | Blueprint Automation, Inc. | Apparatus and method for packing stand-up pouches into cartons |
| US6094885A (en) * | 1998-07-28 | 2000-08-01 | Payless Shoesource, Inc. | Packaging station |
| US20060070353A1 (en) * | 2004-10-01 | 2006-04-06 | Aaldert Christiaan Van Dam | Device for filling a carton |
| WO2009103441A1 (de) * | 2008-02-21 | 2009-08-27 | Focke & Co. (Gmbh & Co.Kg) | Verfahren und vorrichtung zum einführen von (schlauch-) beuteln in kartons |
| WO2014075151A1 (en) * | 2012-11-14 | 2014-05-22 | Adaptapack Pty Limited | A packaging assembly |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020013687A1 (en) * | 2018-07-09 | 2020-01-16 | Blueprint Holding B.V. | A packing method of packing articles into a packing box, and corresponding packing device |
| US11713146B2 (en) | 2018-07-09 | 2023-08-01 | Blueprint Holding B.V. | Packing method of packing articles into a packing box, and corresponding packing device |
| NL2021352B1 (en) * | 2018-07-19 | 2020-01-29 | Blueprint Holding Bv | A Packing Method of Packing Articles into a Packing Box, and corresponding Packing Device |
| CN110606239A (zh) * | 2019-09-26 | 2019-12-24 | 日京(天津)不锈钢科技有限公司 | 不锈钢餐刀自动包装流水线 |
| CN112874892A (zh) * | 2021-05-06 | 2021-06-01 | 华智机械(烟台)有限公司 | 一种轴承钢圈自动装箱机及其装箱方法 |
| CN112874892B (zh) * | 2021-05-06 | 2021-07-20 | 华智机械(烟台)有限公司 | 一种轴承钢圈自动装箱机及其装箱方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20170203861A1 (en) | 2017-07-20 |
| EP3196132B1 (de) | 2018-08-29 |
| ES2699048T3 (es) | 2019-02-06 |
| NL2016125B1 (en) | 2017-07-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3196132B1 (de) | Verfahren zum verpacken von artikeln in eine verpackungsbox und zugehörige verpackungsvorrichtung | |
| US10329041B2 (en) | System and method for the assembly and collection of non-filled spouted pouches | |
| US20160107782A1 (en) | Apparatus and method for handling articles | |
| EP2995561B1 (de) | Vorrichtung zum verpacken von rechteckigen artikeln | |
| US10618766B2 (en) | Gripping device, loading station and a method for gripping a stack | |
| CN104854006A (zh) | 用于分拣物品的设备 | |
| EP2947018B1 (de) | System zum Befüllen eines Kartons mit offener Oberseite mit Verpackungen | |
| US6364090B1 (en) | Apparatus for handling bags | |
| CN110799435A (zh) | 用于操作件货、货物和/或合装件的方法和装置 | |
| BR112018000819B1 (pt) | Aparelho e método para embalagem de produtos alimentícios | |
| US7540369B2 (en) | Product handling system | |
| RU2715960C2 (ru) | Система и способ для транспортировки пакетов | |
| CN112938025A (zh) | 电子产品包装系统 | |
| CN117208299B (zh) | 烟支自动装盒生产线 | |
| JP2016013867A (ja) | 箱詰め装置 | |
| ES2786773T3 (es) | Método y conjunto para alimentar lotes mixtos de productos primarios | |
| US12466599B2 (en) | Fast changeover cartoner | |
| EP3842352A1 (de) | Verpackungsvorrichtung | |
| US20080075576A1 (en) | Method and device for putting rows in intermediate storage and making them available | |
| JPH1016910A (ja) | 袋自動梱包方法及びその装置、並びに袋積み付け用ロボットのロボットハンド装置 | |
| JP2017088183A (ja) | 箱詰め装置 | |
| US12583692B2 (en) | Device for picking up products stacked on pallets and method for picking up products stacked on pallets | |
| JP7670339B2 (ja) | 鍔付き容器の処理装置 | |
| JP2004331098A (ja) | 箱詰機における中仕切供給方法および装置 | |
| US11981023B2 (en) | Tote handling system with integrated hand and method of using same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20180123 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20180322 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: FP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1034840 Country of ref document: AT Kind code of ref document: T Effective date: 20180915 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602017000290 Country of ref document: DE |
|
| RAP2 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: BLUEPRINT HOLDING B.V. |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180829 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180829 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181129 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181129 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181229 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180829 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181130 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180829 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2699048 Country of ref document: ES Kind code of ref document: T3 Effective date: 20190206 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 1034840 Country of ref document: AT Kind code of ref document: T Effective date: 20180829 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180829 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180829 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180829 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180829 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180829 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180829 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180829 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180829 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20190225 Year of fee payment: 3 Ref country code: FR Payment date: 20190128 Year of fee payment: 3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180829 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180829 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180829 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602017000290 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20190401 Year of fee payment: 3 |
|
| 26N | No opposition filed |
Effective date: 20190531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180829 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180829 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190120 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20190131 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190120 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180829 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20200131 Year of fee payment: 4 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181229 Ref country code: MT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190120 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 602017000290 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20200201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200201 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200801 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200131 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180829 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20210602 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20170120 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200121 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20210120 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210120 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210120 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180829 |