EP3241625A1 - Vorrichtung und verfahren zum plastischen umformen eines werkstückes aus metall oder einer metalllegierung mittels ecap - Google Patents
Vorrichtung und verfahren zum plastischen umformen eines werkstückes aus metall oder einer metalllegierung mittels ecap Download PDFInfo
- Publication number
- EP3241625A1 EP3241625A1 EP16168592.0A EP16168592A EP3241625A1 EP 3241625 A1 EP3241625 A1 EP 3241625A1 EP 16168592 A EP16168592 A EP 16168592A EP 3241625 A1 EP3241625 A1 EP 3241625A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- workpiece
- channel
- channels
- metal
- ecap
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES, PROFILES OR LIKE SEMI-MANUFACTURED PRODUCTS OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C23/00—Extruding metal; Impact extrusion
- B21C23/001—Extruding metal; Impact extrusion to improve the material properties, e.g. lateral extrusion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES, PROFILES OR LIKE SEMI-MANUFACTURED PRODUCTS OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C23/00—Extruding metal; Impact extrusion
- B21C23/005—Continuous extrusion starting from solid state material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES, PROFILES OR LIKE SEMI-MANUFACTURED PRODUCTS OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C25/00—Profiling tools for metal extruding
- B21C25/02—Dies
Definitions
- the invention relates to a device for plastic deformation of a workpiece made of metal or a metal alloy by means of ECAP, comprising more than two channels.
- the invention relates to a method for plastic deformation of a workpiece made of metal or a metal alloy by means of ECAP, wherein the workpiece is pressed one or more times by a device having more than two channels.
- ECAP equal channel angular pressing
- Certain magnesium alloys are used, for example, to form bioresorbable stents or osteosynthesis components.
- a magnesium alloy must meet several requirements in order to be used as a material for such medical implants can.
- such an alloy In addition to a high biocompatibility and a low or an application adapted decomposition rate, such an alloy must also have very good mechanical properties, such as a high strength.
- Known ECAP devices are suitable for forming a magnesium alloy workpiece for such applications, however, even better mechanical properties are desired.
- ECAP devices and methods for plastically forming a workpiece from a metal or a metal alloy are examples of the article Principles of equal-channel angular pressing as a processing tool for grain refinement (RZ Valiev, TG Langedon, Progr. Mat. Sci. 51 (2006) 881 ) known.
- the RU 2 181 314 C2 discloses a device for plastic deformation of a workpiece made of metal.
- the device comprises three channels for producing a high-strength workpiece, wherein an input channel and an output channel are arranged parallel to one another.
- an input channel and an output channel are arranged parallel to one another.
- the object of the invention is to provide a device of the type mentioned, with which in particular a workpiece made of a magnesium alloy is effectively and efficiently deformable.
- an input channel and an output channel are provided, which connect indirectly to each other and are arranged approximately perpendicular to each other.
- An advantage achieved by the invention is to be seen in particular in that a workpiece made of metal or a metal alloy, in particular of a magnesium alloy, can be produced with greatly improved mechanical properties by the device.
- a workpiece made of metal or a metal alloy, in particular of a magnesium alloy can be produced with greatly improved mechanical properties by the device.
- a workpiece with a high strength can be produced, wherein this is preferably pressed several times through the device.
- a forming of the workpiece thus comprises a repeated pressing of the workpiece through the device.
- a workpiece with higher strength can be generated, which after further processing z. B. is used as a medical implant.
- a number of pressing operations is reduced by the device for generating a predetermined strength.
- a maximum achievable strength of the workpiece is higher than by plastic forming with a known from the prior art ECAP device.
- At least one further channel is provided, wherein the input channel and the output channel are connected to one another by the at least one further channel.
- the device is thus designed for a double forming per pressing process.
- the workpiece is preferably pressed several times through the device for forming it. It can also be arranged a plurality of channels between the input channel and the output channel. It is always provided that the input channel is aligned approximately perpendicular to the output channel.
- Angle of successive Umformknicken can be the same or different sizes.
- an angle of a Umformknickes between the input channel and a subsequent to this further channel about 75 ° to 135 °, in particular about 90 ° to 120 °, more preferably about 90 °, amount.
- An angle of Umformknickes between the other channel and the adjoining output channel may correspond to the angle of the Umformknickes between the input channel and the adjoining this further channel or have a different-sized angle. This may for example be about 105 ° to 135 °, in particular about 115 ° to 125 °, particularly preferably about 120 °.
- a heating device is provided.
- the heating device is designed to heat the device and thus the workpiece to a predetermined temperature, wherein this is arranged on the device.
- a temperature at each press-fitting of a workpiece in particular a magnesium alloy, can be lowered by the device.
- the temperature at a first press-through of the workpiece to about 270 ° C to 380 ° C, in particular to about 300 ° C to 350 ° C, adjustable, whereas in a last pressing to about 190 ° C to 270 ° C, especially 220 ° C up to 240 ° C, is adjustable.
- the heating device lowers the temperature until the last pressing down to room temperature.
- a device according to the invention requires a lower temperature than known devices, as a result of which a workpiece can be plastically deformed more effectively.
- the workpiece is plastically deformed by one or more pressing through an input channel and an indirectly adjacent to the input channel and arranged approximately perpendicular to this output channel.
- An advantage achieved thereby is to be seen in particular in that thereby a workpiece with high strength is produced.
- a tendency for cracking of the workpiece is inhibited by the pressing through multiple channels.
- the workpiece is plastically deformed by means of ECAP or equal channel angular pressing. Between the input channel and the output channel one or more further channels are arranged, wherein between each two channels a Umformknick is formed. As a result, the workpiece is formed at least twice each time it is pressed through.
- the output channel is always arranged approximately perpendicular to the input channel.
- the workpiece is rotated about a longitudinal axis thereof before each introduction into the input channel.
- the workpiece is thereby formed into a uniformly solid and with a uniform grain fineness equipped workpiece.
- an achievable strength thereof is increased.
- the workpiece is deformed at least twice each time it is pressed through the device.
- the workpiece is pressed by at least three channels, wherein the input channel and the output channel are always arranged perpendicular to each other.
- the workpiece is pressed through three channels.
- a Umformknick is provided between each two channels.
- the deformation kinks can have the same or different angles.
- two Umformknicke be provided between three channels, wherein a first Umformknick an angle of about 75 ° to 135 °, in particular about 90 ° to 120 °, more preferably about 90 °, and a second Umformknick an equal angle or for example an angle from about 105 ° to 135 °, in particular about 115 ° to 125 °, particularly preferably about 120 °.
- an angle of a deformation kink between two consecutive channels can each be the same or different.
- the temperature can also be reduced to room temperature until the last squeeze. Between a first and a last squeezing of the workpiece by the device, this is pressed as often as desired by the same, wherein a temperature of the heater decreases in the pressing direction.
- Fig. 1 shows an inventive device 1 for plastic deformation of a workpiece made of metal or a metal alloy by means of ECAP.
- the device 1 comprises an input channel 2 and an output channel 3, wherein the input channel 2 and the output channel 3 are connected via a further channel 4.
- the input channel 2 and the output channel 3 and their longitudinal axes are arranged approximately perpendicular to each other.
- a Umformknick is provided between the input channel 2 and the further channel 4 at an angle ⁇ of about 90 °.
- another Umformknick is formed between the further channel 4 and the output channel 3, said Umformknick an angle ⁇ of about 120 °.
- the device 1 is thus designed as a double-ECAP device.
- FIGS. 2 and 3 experimental results of a tensile test and a compression test are shown.
- data A of a workpiece in an initial state data B of a workpiece formed with a known ECAP device and data C with the workpiece 1 according to the invention are compared with each other.
- the workpiece is made of a magnesium alloy and is pressed several times for the data B and data C by a known or inventive device 1.
- Both the tensile test according to Fig. 2 as well as the pressure test according to Fig. 3 show that the workpiece produced with the device 1 according to the invention has a significantly higher strength.
- the workpiece is heated both during pressing by the known device as well as by the device 1 according to the invention, wherein a temperature between a first pressing of the workpiece until a last squeezing of the same from 350 ° C to 290 ° C is lowered.
- Corresponding data A, B and C are in 4 and 5 shown, wherein in turn a workpiece made of a magnesium alloy is reshaped or measured.
- magnesium alloy differs in composition from magnesium alloy according to FIGS. 2 and 3 .
- the workpiece plastically deformed with the device 1 according to the invention has a significantly higher strength than a workpiece produced with an ECAP device with two channels.
- a temperature is lowered from 300 ° C. to 220 ° C., the workpiece being pressed again several times through a known or inventive device 1.
- the data A in turn come from the untreated workpiece.
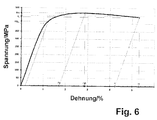
- Fig. 6 shows experimental results of a workpiece 1 made of a magnesium alloy produced with a device 1 according to the invention. There are very high strengths realized. A tensile strength of the workpiece is about 468 MPa and a yield strength thereof at about 413 MPa.
- a workpiece made of a metal or a metal alloy can be produced efficiently, which has high strength, sufficient ductility, high hardness, uniform grain fineness and little tendency to crack formation.
- Such a workpiece is therefore suitable, for example, for producing a stent or other medical implants.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
- Forging (AREA)
Abstract
Description
- Die Erfindung betrifft eine Vorrichtung zum plastischen Umformen eines Werkstückes aus Metall oder einer Metalllegierung mittels ECAP, umfassend mehr als zwei Kanäle.
- Darüber hinaus betrifft die Erfindung ein Verfahren zum plastischen Umformen eines Werkstückes aus Metall oder einer Metalllegierung mittels ECAP, wobei das Werkstück ein- oder mehrmals durch eine Vorrichtung mit mehr als zwei Kanälen gepresst wird.
- Vorrichtungen zum plastischen Umformen eines Werkstückes, insbesondere aus einer Metalllegierung, mittels equal channel angular pressing (ECAP) sind aus dem Stand der Technik bekannt. Bekannte Vorrichtungen umfassen üblicherweise zwei Kanäle, wobei zwischen den Kanälen ein sogenannter Umformknick ausgebildet ist. Solche Vorrichtungen bzw. Verfahren eignen sich im Allgemeinen zum Umformen eines Werkstückes aus einer Metalllegierung wie einer Magnesiumlegierung, wobei in der Regel gute mechanische Kennwerte erzielt werden.
- Bestimmte Magnesiumlegierungen werden beispielsweise zur Ausbildung von bioresorbierbaren Stents oder Osteosynthesekomponenten verwendet. Eine Magnesiumlegierung muss dabei mehrere Anforderungen erfüllen, um als Material für solche medizinische Implantate verwendet werden zu können. Neben einer hohen Biokompatibilität und einer niedrigen bzw. einer Anwendung angepassten Zersetzungsrate muss eine solche Legierung auch sehr gute mechanische Eigenschaften aufweisen, wie beispielsweise eine hohe Festigkeit. Bekannte ECAP-Vorrichtungen eigenen sich zum Umformen eines Werkstückes aus einer Magnesiumlegierung für derartige Anwendungen, allerdings sind noch bessere mechanische Eigenschaften erwünscht.
- ECAP-Vorrichtungen sowie Verfahren zum plastischen Umformen eines Werkstückes aus einem Metall oder einer Metalllegierung sind beipsielsweise aus dem Artikel Principles of equal-channel angular pressing as a processing tool for grain refinement (R. Z. Valiev, T. G. Langedon, Progr. Mat. Sci. 51 (2006) 881) bekannt.
- Die
RU 2 181 314 C2 - Aufgabe der Erfindung ist es, eine Vorrichtung der eingangs genannten Art anzugeben, mit welcher insbesondere ein Werkstück aus einer Magnesiumlegierung effektiv und effizient umformbar ist.
- Weiter ist es ein Ziel, ein Verfahren der eingangs genannten Art anzugeben, mit welchem ein Werkstück aus insbesondere einer Magnesiumlegierung unter Erreichung einer hohen Festigkeit umgeformt werden kann.
- Die Aufgabe wird erfindungsgemäß dadurch gelöst, dass bei einer Vorrichtung der eingangs genannten Art ein Eingangskanal und ein Ausgangskanal vorgesehen sind, wobei diese mittelbar aneinander anschließen und etwa senkrecht zueinander angeordnet sind.
- Ein mit der Erfindung erzielter Vorteil ist insbesondere darin zu sehen, dass durch die Vorrichtung ein Werkstück aus Metall oder einer Metalllegierung, insbesondere aus einer Magnesiumlegierung, mit stark verbesserten mechanischen Eigenschaften herstellbar ist. Hierfür ist vorgesehen, dass sich verlängerte Längsachsen des Eingangskanals und des Ausgangskanals etwa unter einem rechten Winkel schneiden. Insbesondere ist ein Werkstück mit einer hohen Festigkeit herstellbar, wobei dieses bevorzugt mehrmals durch die Vorrichtung gepresst wird. Ein Umformen des Werkstückes umfasst somit ein mehrmaliges Durchpressen des Werkstückes durch die Vorrichtung. Im Vergleich zu aus dem Stand der Technik bekannten Umformvorrichtungen ist mit der erfindungsgemäßen Vorrichtung ein Werkstück mit höherer Festigkeit erzeugbar, welches nach weiterer Bearbeitung z. B. als medizinisches Implantat verwendbar ist. Insbesondere ist dabei eine Anzahl der Pressvorgänge durch die Vorrichtung zur Erzeugung einer vorgegebenen Festigkeit herabgesetzt. Darüber hinaus ist auch eine maximal erreichbare Festigkeit des Werkstückes höher als durch plastisches Umformen mit einer aus dem Stand der Technik bekannten ECAP-Vorrichtung.
- Es ist von Vorteil, wenn zumindest ein weiterer Kanal vorgesehen ist, wobei der Eingangskanal und der Ausgangskanal durch den zumindest einen weiteren Kanal miteinander verbunden sind. Die Vorrichtung ist somit für eine zweifache Umformung pro Pressvorgang ausgebildet. Das Werkstück wird zum Umformen desselben bevorzugt mehrmals durch die Vorrichtung gepresst. Es können auch mehrere Kanäle zwischen dem Eingangskanal und dem Ausgangskanal angeordnet sein. Dabei ist stets vorgesehen, dass der Eingangskanal etwa senkrecht zum Ausgangskanal ausgerichtet ist.
- Vorteilhaft ist es, wenn jeweils zwei Kanäle einen Umformknick ausbildend zueinander angeordnet sind. Winkel von aufeinanderfolgenden Umformknicken können gleich oder unterschiedlich groß sein. So kann beispielsweise ein Winkel eines Umformknickes zwischen dem Eingangskanal und einem an diesen anschließenden weiteren Kanal etwa 75° bis 135°, insbesondere etwa 90° bis 120°, besonders bevorzugt etwa 90°, betragen. Ein Winkel eines Umformknickes zwischen dem weiteren Kanal und dem daran anschließenden Ausgangskanal kann dem Winkel des Umformknickes zwischen dem Eingangskanal und dem an diesen anschließenden weiteren Kanal entsprechen oder einen unterschiedlich großen Winkel aufweisen. Dieser kann beispielsweise etwa 105° bis 135°, insbesondere etwa 115° bis 125°, besonders bevorzugt etwa 120°, betragen. Es hat sich herausgestellt, dass eine solche Ausbildung der Vorrichtung besonders günstig ist, um ein Werkstück aus einer Magnesiumlegierung mit einer besonders hohen Festigkeit herzustellen. Darüber hinaus ist ein Werkstück mit einem sehr feinen Korn herstellbar. Sind mehrere Kanäle zwischen dem Eingangskanal und dem Ausgangskanal angeordnet, kann ein Winkel eines Umformknickes zwischen zwei aufeinanderfolgenden Kanälen jeweils gleich oder unterschiedlich groß sein.
- Zweckmäßigerweise ist eine Heizeinrichtung vorgesehen. Die Heizeinrichtung ist dazu ausgebildet, die Vorrichtung und somit das Werkstück auf eine vorbestimmte Temperatur aufzuheizen, wobei diese an der Vorrichtung angeordnet ist. Insbesondere ist mit der Heizeinrichtung eine Temperatur bei jedem Durchpressen eines Werkstückes aus insbesondere einer Magnesiumlegierung durch die Vorrichtung erniedrigbar. So ist die Temperatur beispielsweise bei einem ersten Durchpressen des Werkstückes auf etwa 270 °C bis 380 °C, insbesondere auf etwa 300 °C bis 350 °C, einstellbar, wohingegen diese bei einem letzten Durchpressen auf etwa 190 °C bis 270 °C, insbesondere 220 °C bis 240 °C, einstellbar ist. Es kann auch vorgesehen sein, dass die Heizvorrichtung die Temperatur bis zum letzten Durchpressen bis auf Raumtemperatur erniedrigt. Zwischen einem ersten und einem letzten Durchpressen des Werkstückes durch die Vorrichtung ist dieses beliebig oft durch dieselbe durchpressbar, wobei eine Temperatur der Heizeinrichtung stetig erniedrigt wird. Allgemein gilt, dass eine erfindungsgemäße Vorrichtung eine niedrigere Temperatur erfordert als bekannte Vorrichtungen, wodurch mit dieser ein Werkstück effektiver plastisch umformbar ist.
- Das weitere Ziel wird erreicht, wenn bei einem Verfahren der eingangs genannten Art das Werkstück durch ein- oder mehrmaliges Durchpressen durch einen Eingangskanal und einen mittelbar an den Eingangskanal anschließenden und etwa senkrecht zu diesem angeordneten Ausgangskanal plastisch umgeformt wird.
- Ein damit erzielter Vorteil ist insbesondere darin zu sehen, dass dadurch ein Werkstück mit hoher Festigkeit hergestellt wird. Darüber hinaus wird eine Neigung zur Rissbildung des Werkstückes durch das Durchpressen durch mehrere Kanäle gehemmt. Das Werkstück wird mittels ECAP bzw. equal channel angular pressing plastisch umgeformt. Zwischen dem Eingangskanal und dem Ausgangskanal sind ein oder mehrere weitere Kanäle angeordnet, wobei zwischen jeweils zwei Kanälen ein Umformknick ausgebildet wird. Dadurch wird das Werkstück bei jedem Durchpressen zumindest zweifach umgeformt. Der Ausgangskanal ist stets etwa senkrecht zum Eingangskanal angeordnet.
- Es ist vorteilhaft, wenn das Werkstück vor jedem Einbringen in den Eingangskanal um eine Längsachse desselben gedreht wird. Das Werkstück wird dadurch in ein gleichmäßig festes sowie mit gleichmäßiger Kornfeinheit ausgestattetes Werkstück umgeformt. Darüber hinaus wird eine erreichbare Festigkeit desselben erhöht.
- Günstig ist es, wenn das Werkstück bei jedem Durchpressen durch die Vorrichtung zumindest zweimal umgeformt wird. Dafür wird das Werkstück durch zumindest drei Kanäle gepresst, wobei der Eingangskanal und der Ausgangskanal stets senkrecht zueinander angeordnet sind. Insbesondere wird das Werkstück durch drei Kanäle gepresst.
- Vorteilhaft ist es, wenn das Werkstück durch mehrere Kanäle gepresst wird, wobei zwischen jeweils zwei Kanälen ein Umformknick vorgesehen ist. Die Umformknicke können gleich oder verschieden große Winkel aufweisen. Beispielsweise können zwei Umformknicke zwischen drei Kanälen vorgesehen sein, wobei ein erster Umformknick einen Winkel von etwa 75° bis 135°, insbesondere etwa 90° bis 120°, besonders bevorzugt etwa 90°, und ein zweiter Umformknick einen gleich großen Winkel oder beispielsweise einen Winkel von etwa 105° bis 135°, insbesondere etwa 115° bis 125°, besonders bevorzugt etwa 120°, aufweisen kann. Bei einer ersten Umformung des Werkstückes wird durch den hohen hydrostatischen Druck aufgrund des Umformknickes von insbesondere etwa 90° eine Neigung zur Rissbildung im Werkstück gehemmt. Sind mehrere Kanäle zwischen dem Eingangskanal und dem Ausgangskanal angeordnet, kann ein Winkel eines Umformknickes zwischen zwei aufeinanderfolgenden Kanälen jeweils gleich oder unterschiedlich groß sein.
- Günstig ist es, wenn das Werkstück erwärmt wird, wobei eine Temperatur bei jedem Durchpressen des Werkstückes durch die Vorrichtung erniedrigt wird, um das Werkstück effizient umzuformen. Insbesondere wird das Werkstück mit einer Heizeinrichtung erwärmt. So wird eine Temperatur bei einem ersten Durchpressen eines Werkstückes aus insbesondere einer Magnesiumlegierung auf etwa 270 °C bis 380 °C, insbesondere auf etwa 300 °C bis 350 °C, eingestellt, wohingegen diese bei einem letzten Durchpressen auf etwa 190 °C bis 270 °C, insbesondere 220 °C bis 240 °C, eingestellt wird. Die Temperatur kann bis zum letzten Durchpressen auch bis auf Raumtemperatur erniedrigt werden. Zwischen einem ersten und einem letzten Durchpressen des Werkstückes durch die Vorrichtung wird dieses beliebig oft durch dieselbe gepresst, wobei eine Temperatur der Heizeinrichtung in Pressrichtung sinkt.
- Weitere Merkmale, Vorteile und Wirkungen ergeben sich aus dem nachfolgend dargestellten Ausführungsbeispiel. In den Zeichnungen, auf welche dabei Bezug genommen wird, zeigen:
-
Fig. 1 eine erfindungsgemäße Vorrichtung; -
Fig. 2 experimentelle Ergebnisse eines Zugversuches; -
Fig. 3 experimentelle Ergebnisse eines Druckversuches; -
Fig. 4 weitere experimentelle Ergebnisse eines Zugversuches; -
Fig. 5 weitere experimentelle Ergebnisse eines Druckversuches; -
Fig. 6 experimentelle Ergebnisse hoher Festigkeiten. -
Fig. 1 zeigt eine erfindungsgemäße Vorrichtung 1 zum plastischen Umformen eines Werkstückes aus Metall oder einer Metalllegierung mittels ECAP. Die Vorrichtung 1 umfasst einen Eingangskanal 2 und einen Ausgangskanal 3, wobei der Eingangskanal 2 und der Ausgangskanal 3 über einen weiteren Kanal 4 verbunden sind. Der Eingangskanal 2 und der Ausgangskanal 3 bzw. deren Längsachsen sind etwa senkrecht zueinander angeordnet. Zwischen dem Eingangskanal 2 und dem weiteren Kanal 4 ist ein Umformknick mit einem Winkel α von etwa 90° vorgesehen. Weiter ist zwischen dem weiteren Kanal 4 und dem Ausgangskanal 3 ein weiterer Umformknick ausgebildet, wobei dieser Umformknick einen Winkel β von etwa 120° aufweist. Die Vorrichtung 1 ist somit als Doppel-ECAP-Vorrichtung ausgebildet. - Grundsätzlich kann es auch günstig sein, wenn zwischen dem Eingangskanal 2 und dem Ausgangskanal 3 mehrere weitere Kanäle 4 vorgesehen sind, wobei zwischen jeweils zwei Kanälen 2, 3, 4 ein Umformknick ausgebildet ist.
- In
Fig. 2 und 3 sind experimentelle Ergebnisse eines Zugversuches und eines Druckversuches gezeigt. Dabei sind Daten A eines Werkstückes in einem Ausgangszustand, Daten B eines mit einer bekannten ECAP-Vorrichtung umgeformten Werkstückes und Daten C mit der erfindungsgemäßen Vorrichtung 1 umgeformten Werkstückes miteinander verglichen. Das Werkstück ist aus einer Magnesiumlegierung hergestellt und wird für die Daten B und Daten C jeweils mehrmals durch eine bekannte bzw. erfindungsgemäße Vorrichtung 1 gepresst. Sowohl der Zugversuch gemäßFig. 2 als auch der Druckversuch gemäßFig. 3 zeigen, dass das mit der erfindungsgemäßen Vorrichtung 1 hergestellte Werkstück eine deutlich höhere Festigkeit aufweist. Das Werkstück wird sowohl beim Pressen durch die bekannte Vorrichtung als auch durch die erfindungsgemäße Vorrichtung 1 erwärmt, wobei eine Temperatur zwischen einem ersten Durchpressen des Werkstückes bis zu einem letzten Durchpressen desselben von 350 °C auf 290 °C erniedrigt wird. - Entsprechende Daten A, B und C sind in
Fig. 4 und 5 gezeigt, wobei wiederum ein aus einer Magnesiumlegierung hergestelltes Werkstück umgeformt bzw. vermessen wird. Die - Magnesiumlegierung unterscheidet sich jedoch in deren Zusammensetzung von der Magnesiumlegierung gemäß
Fig. 2 und 3 . Auch dabei ist ersichtlich, dass das mit der erfindungsgemäßen Vorrichtung 1 plastisch umgeformte Werkstück eine deutlich höhere Festigkeit aufweist als ein mit einer ECAP-Vorrichtung mit zwei Kanälen hergestelltes Werkstück. Eine Temperatur wird hierbei von 300 °C auf 220 °C erniedrigt, wobei das Werkstück wieder mehrmals durch eine bekannte bzw. erfindungsgemäße Vorrichtung 1 gepresst wird. Die Daten A stammen wiederum aus dem unbehandelten Werkstück. -
Fig. 6 zeigt experimentelle Ergebnisse eines mit einer erfindungsgemäßen Vorrichtung 1 hergestellten Werkstückes 1 aus einer Magnesiumlegierung. Es sind sehr hohe Festigkeiten realisiert. Eine Zugfestigkeit des Werkstückes liegt bei etwa 468 MPa und eine Dehngrenze desselben bei etwa 413 MPa. - Mit der erfindungsgemäßen Vorrichtung 1 bzw. dem erfindungsgemäßen Verfahren ist ein Werkstück aus einem Metall oder einer Metalllegierung effizient herstellbar, welches eine hohe Festigkeit, ausreichende Duktilität, große Härte, gleichmäßige Kornfeinheit und wenig Neigung zur Rissbildung aufweist. Ein solches Werkstück eignet sich deshalb beispielsweise zur Herstellung eines Stents oder anderer medizinischer Implantate.
Claims (9)
- Vorrichtung (1) zum plastischen Umformen eines Werkstückes aus Metall oder einer Metalllegierung mittels ECAP, umfassend mehr als zwei Kanäle (2, 3, 4), dadurch gekennzeichnet, dass ein Eingangskanal (2) und ein Ausgangskanal (3) vorgesehen sind, wobei diese mittelbar aneinander anschließen und etwa senkrecht zueinander angeordnet sind.
- Vorrichtung (1) nach Anspruch 1, dadurch gekennzeichnet, dass zumindest ein weiterer Kanal (4) vorgesehen ist, wobei der Eingangskanal (2) und der Ausgangskanal (3) durch den zumindest einen weiteren Kanal (4) miteinander verbunden sind.
- Vorrichtung (1) nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass jeweils zwei Kanäle (2, 3, 4) einen Umformknick ausbildend zueinander angeordnet sind.
- Vorrichtung (1) nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass eine Heizeinrichtung vorgesehen ist.
- Verfahren zum plastischen Umformen eines Werkstückes aus Metall oder einer Metalllegierung mittels ECAP, wobei das Werkstück ein- oder mehrmals durch eine Vorrichtung (1) mit mehr als zwei Kanälen (2, 3, 4) gepresst wird, insbesondere durch eine Vorrichtung (1) nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, dass das Werkstück durch ein- oder mehrmaliges Durchpressen durch einen Eingangskanal (2) und einen mittelbar an den Eingangskanal (2) anschließenden und etwa senkrecht zu diesem angeordneten Ausgangskanal (3) plastisch umgeformt wird.
- Verfahren nach Anspruch 5, dadurch gekennzeichnet, dass das Werkstück vor jedem Einbringen in den Eingangskanal (2) um eine Längsachse desselben gedreht wird.
- Verfahren nach Anspruch 5 oder 6, dadurch gekennzeichnet, dass das Werkstück bei jedem Durchpressen durch die Vorrichtung (1) zumindest zweimal umgeformt wird.
- Verfahren nach einem der Ansprüche 5 bis 7, dadurch gekennzeichnet, dass das Werkstück durch mehrere Kanäle (2, 3, 4) gepresst wird, wobei zwischen jeweils zwei Kanälen (2, 3, 4) ein Umformknick vorgesehen ist.
- Verfahren nach einem der Ansprüche 5 bis 8, dadurch gekennzeichnet, dass das Werkstück erwärmt wird, wobei eine Temperatur bei jedem Durchpressen des Werkstückes durch die Vorrichtung (1) erniedrigt wird.
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP16168592.0A EP3241625B1 (de) | 2016-05-06 | 2016-05-06 | Vorrichtung und verfahren zum plastischen umformen eines werkstückes aus metall oder einer metalllegierung mittels ecap |
| PCT/EP2017/060655 WO2017191256A1 (de) | 2016-05-06 | 2017-05-04 | Vorrichtung und verfahren zum plastischen umformen eines werkstückes aus metall oder einer metalllegierung mittels ecap |
| US16/094,678 US20190126333A1 (en) | 2016-05-06 | 2017-05-04 | Device and method for the plastic forming of a workpiece made of metal or a metal alloy by means of ecap |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP16168592.0A EP3241625B1 (de) | 2016-05-06 | 2016-05-06 | Vorrichtung und verfahren zum plastischen umformen eines werkstückes aus metall oder einer metalllegierung mittels ecap |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3241625A1 true EP3241625A1 (de) | 2017-11-08 |
| EP3241625B1 EP3241625B1 (de) | 2020-07-01 |
Family
ID=55970818
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP16168592.0A Active EP3241625B1 (de) | 2016-05-06 | 2016-05-06 | Vorrichtung und verfahren zum plastischen umformen eines werkstückes aus metall oder einer metalllegierung mittels ecap |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US20190126333A1 (de) |
| EP (1) | EP3241625B1 (de) |
| WO (1) | WO2017191256A1 (de) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11971584B2 (en) | 2019-01-30 | 2024-04-30 | Us Conec Ltd. | Small form factor connector and adapter |
| CN114309112B (zh) * | 2021-12-30 | 2024-03-19 | 福州大学 | 一种新型Bc等径角挤压模具 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2181314C2 (ru) | 2000-06-09 | 2002-04-20 | Уфимский государственный авиационный технический университет | Устройство для обработки металлов давлением |
| WO2005039792A1 (en) * | 2003-10-08 | 2005-05-06 | University Of Strathclyde | A method of treating a metal billet |
| EP1972391A1 (de) * | 2005-10-31 | 2008-09-24 | JTEKT Corporation | Verbundform, kunststoffbearbeitungsvorrichtung für werkstück und verfahren zur kunststoffbearbeitung eines werkstücks |
| WO2012071600A1 (de) * | 2010-11-29 | 2012-06-07 | Ait Austrian Institute Of Technology Gmbh | Verfahren zur herstellung eines gegenstandes aus einem metall oder einer legierung mittels starker plastischen verformung, daraus hergestellter gegenstand sowie presswerkzeug hierfür |
| WO2016145368A1 (en) * | 2015-03-11 | 2016-09-15 | Boston Scientific Scimed, Inc. | Bioerodible magnesium alloy microstructures for endoprostheses |
-
2016
- 2016-05-06 EP EP16168592.0A patent/EP3241625B1/de active Active
-
2017
- 2017-05-04 US US16/094,678 patent/US20190126333A1/en not_active Abandoned
- 2017-05-04 WO PCT/EP2017/060655 patent/WO2017191256A1/de not_active Ceased
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2181314C2 (ru) | 2000-06-09 | 2002-04-20 | Уфимский государственный авиационный технический университет | Устройство для обработки металлов давлением |
| WO2005039792A1 (en) * | 2003-10-08 | 2005-05-06 | University Of Strathclyde | A method of treating a metal billet |
| EP1972391A1 (de) * | 2005-10-31 | 2008-09-24 | JTEKT Corporation | Verbundform, kunststoffbearbeitungsvorrichtung für werkstück und verfahren zur kunststoffbearbeitung eines werkstücks |
| WO2012071600A1 (de) * | 2010-11-29 | 2012-06-07 | Ait Austrian Institute Of Technology Gmbh | Verfahren zur herstellung eines gegenstandes aus einem metall oder einer legierung mittels starker plastischen verformung, daraus hergestellter gegenstand sowie presswerkzeug hierfür |
| WO2016145368A1 (en) * | 2015-03-11 | 2016-09-15 | Boston Scientific Scimed, Inc. | Bioerodible magnesium alloy microstructures for endoprostheses |
Non-Patent Citations (1)
| Title |
|---|
| R. Z. VALIEV; T. G. LANGEDON, PROGR. MAT. SCI., vol. 51, 2006, pages 881 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2017191256A1 (de) | 2017-11-09 |
| US20190126333A1 (en) | 2019-05-02 |
| EP3241625B1 (de) | 2020-07-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE10259411A1 (de) | Medizinischer Clip und Vorrichtung zum Applizieren eines solchen | |
| AT411027B (de) | Vorrichtung und verfahren zur herstellung feinkristalliner werkstoffe | |
| EP2435589A1 (de) | Verfahren und vorrichtung zum oberflächenverfestigen eines bauteils, welches zumindest im bereich seiner zu verfestigenden oberfläche aus einer intermetallischen verbindung besteht | |
| DE10120392A1 (de) | Verfahren zum Herstellen von rotationssymmetrischen Bauteilen | |
| EP3241625B1 (de) | Vorrichtung und verfahren zum plastischen umformen eines werkstückes aus metall oder einer metalllegierung mittels ecap | |
| EP3544753B1 (de) | Verfahren zur bearbeitung eines werkstücks aus einem metallischen werkstoff | |
| AT510770B1 (de) | Verfahren zur herstellung eines gegenstandes aus einem metall oder einer legierung, daraus hergestellter gegenstand sowie presswerkzeug hierfür | |
| DE102012109260A1 (de) | Vorrichtung und Verfahren zur Herstellung einer Drahtlitze oder eines Drahtseils | |
| DE102014203761A1 (de) | Verfahren zur Montage eines Bauteils aus einem Faserverbundwerkstoff im Kraftfluss einer Klemmverbindung | |
| DE102019101860A1 (de) | Verfahren zum Diffusionsfügen sowie Vorrichtung hierfür | |
| DE102005049369B4 (de) | Verfahren zur Herstellung feinkörniger, polykristalliner Werkstoffe oder Werkstücke sowie Strangpressanlage | |
| DE102011114844B4 (de) | Verfahren zur Herstellung endkonturnah vorgeschmiedeter Verzahnungen an Schaftwellen | |
| EP1423237A2 (de) | Verfahren zur herstellung eines kraftstoffhochdruckspeichers | |
| DE2114734C3 (de) | Verfahren und Vorrichtung zum Anlassen gehärteter Nadeln | |
| DE102016114934B3 (de) | Verfahren und Vorrichtung zur Herstellung eines runden Hohlprofils | |
| DE102011107450A1 (de) | Vorrichtung und Verfahren zum Umformen eines Rohrs | |
| EP1574590B1 (de) | Verfahren zur Herstellung von Profilen aus Magnesiumwerkstoff mittels Strangpressen | |
| EP4294317B1 (de) | Verfahren zur herstellung eines arbeitsbereichs für ein wurzelkanalinstrument sowie eines wurzelkanalinstruments und wurzelkanalinstrument | |
| DE102010006387A1 (de) | Strangpress-Matrize und Verfahren zum Strangpressen von Magnesiumwerkstoffen | |
| DE102014001835B4 (de) | Verfahren zur Herstellung einer Kraftschlussverbindung von zwei Bauteilen | |
| EP2064010A1 (de) | Kugelautofrettage | |
| WO2021000980A1 (de) | Verfahren zum herstellen eines implantats und implantat | |
| DE2601625B2 (de) | Verfahren und Vorrichtung zum Vergüten dünnwandiger Großrohre aus Stahl | |
| EP0976469A2 (de) | Verfahren zum Linearrichten | |
| EP4008290A1 (de) | Verfahren zum programmieren eines kieferorthopädischen bauteils aus einem formgedächtnismaterial |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20180409 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20190408 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20191024 |
|
| GRAJ | Information related to disapproval of communication of intention to grant by the applicant or resumption of examination proceedings by the epo deleted |
Free format text: ORIGINAL CODE: EPIDOSDIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| INTC | Intention to grant announced (deleted) | ||
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: AIT AUSTRIAN INSTITUTE OF TECHNOLOGY GMBH |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20200310 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: AT Ref legal event code: REF Ref document number: 1285679 Country of ref document: AT Kind code of ref document: T Effective date: 20200715 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502016010358 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: INDUSTRIAL PROPERTY SERVICES GMBH, CH |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201001 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20200701 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201001 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201102 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201002 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201101 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502016010358 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 |
|
| 26N | No opposition filed |
Effective date: 20210406 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210506 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20210531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210506 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210531 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: 732E Free format text: REGISTERED BETWEEN 20221216 AND 20221221 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R081 Ref document number: 502016010358 Country of ref document: DE Owner name: RHP-TECHNOLOGY GMBH, AT Free format text: FORMER OWNER: AIT AUSTRIAN INSTITUTE OF TECHNOLOGY GMBH, WIEN, AT Ref country code: DE Ref legal event code: R082 Ref document number: 502016010358 Country of ref document: DE Representative=s name: RICHARDT PATENTANWAELTE PARTG MBB, DE |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: PC Ref document number: 1285679 Country of ref document: AT Kind code of ref document: T Owner name: RHP-TECHNOLOGY GMBH, AT Effective date: 20230228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20160506 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20230701 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20230526 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20230530 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 1285679 Country of ref document: AT Kind code of ref document: T Effective date: 20240506 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20241129 Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240506 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20240506 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240506 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240506 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20250521 Year of fee payment: 10 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20250531 |