EP3248919A1 - Verfahren und vorrichtung zum abtrennen von einzelnen, flachen, biegbaren produkten von der unterseite eines stapels - Google Patents
Verfahren und vorrichtung zum abtrennen von einzelnen, flachen, biegbaren produkten von der unterseite eines stapels Download PDFInfo
- Publication number
- EP3248919A1 EP3248919A1 EP17171237.5A EP17171237A EP3248919A1 EP 3248919 A1 EP3248919 A1 EP 3248919A1 EP 17171237 A EP17171237 A EP 17171237A EP 3248919 A1 EP3248919 A1 EP 3248919A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- light signal
- stack
- product
- time window
- sensor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000000034 method Methods 0.000 title claims abstract description 55
- 238000005259 measurement Methods 0.000 claims abstract description 20
- 230000004888 barrier function Effects 0.000 claims description 23
- 230000003287 optical effect Effects 0.000 claims description 6
- 238000000926 separation method Methods 0.000 abstract description 17
- 239000000047 product Substances 0.000 description 161
- 238000012545 processing Methods 0.000 description 16
- 238000011161 development Methods 0.000 description 8
- 230000018109 developmental process Effects 0.000 description 8
- 238000001514 detection method Methods 0.000 description 6
- 210000000056 organ Anatomy 0.000 description 6
- 230000000694 effects Effects 0.000 description 3
- 238000011156 evaluation Methods 0.000 description 3
- 238000012546 transfer Methods 0.000 description 3
- 230000005484 gravity Effects 0.000 description 2
- 230000007257 malfunction Effects 0.000 description 2
- 239000013589 supplement Substances 0.000 description 2
- 238000005452 bending Methods 0.000 description 1
- 238000012937 correction Methods 0.000 description 1
- 125000004122 cyclic group Chemical group 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000009795 derivation Methods 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 230000003993 interaction Effects 0.000 description 1
- 238000012544 monitoring process Methods 0.000 description 1
- 230000001360 synchronised effect Effects 0.000 description 1
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H7/00—Controlling article feeding, separating, pile-advancing, or associated apparatus, to take account of incorrect feeding, absence of articles, or presence of faulty articles
- B65H7/02—Controlling article feeding, separating, pile-advancing, or associated apparatus, to take account of incorrect feeding, absence of articles, or presence of faulty articles by feelers or detectors
- B65H7/14—Controlling article feeding, separating, pile-advancing, or associated apparatus, to take account of incorrect feeding, absence of articles, or presence of faulty articles by feelers or detectors by photoelectric feelers or detectors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H1/00—Supports or magazines for piles from which articles are to be separated
- B65H1/04—Supports or magazines for piles from which articles are to be separated adapted to support articles substantially horizontally, e.g. for separation from top of pile
- B65H1/06—Supports or magazines for piles from which articles are to be separated adapted to support articles substantially horizontally, e.g. for separation from top of pile for separation from bottom of pile
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H29/00—Delivering or advancing articles from machines; Advancing articles to or into piles
- B65H29/58—Article switches or diverters
- B65H29/62—Article switches or diverters diverting faulty articles from the main streams
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H3/00—Separating articles from piles
- B65H3/08—Separating articles from piles using pneumatic force
- B65H3/0808—Suction grippers
- B65H3/085—Suction grippers separating from the bottom of pile
- B65H3/0858—Suction grippers separating from the bottom of pile this action resulting merely in a curvature of each article being separated
- B65H3/0875—Suction grippers separating from the bottom of pile this action resulting merely in a curvature of each article being separated the final separation being performed by mechanical grippers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H5/00—Feeding articles separated from piles; Feeding articles to machines
- B65H5/26—Duplicate, alternate, selective, or coacting feeds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2404/00—Parts for transporting or guiding the handled material
- B65H2404/20—Belts
- B65H2404/26—Particular arrangement of belt, or belts
- B65H2404/261—Arrangement of belts, or belt(s) / roller(s) facing each other for forming a transport nip
- B65H2404/2613—Means for changing the transport path, e.g. deforming, lengthening
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2511/00—Dimensions; Position; Numbers; Identification; Occurrences
- B65H2511/50—Occurence
- B65H2511/51—Presence
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2511/00—Dimensions; Position; Numbers; Identification; Occurrences
- B65H2511/50—Occurence
- B65H2511/515—Absence
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2511/00—Dimensions; Position; Numbers; Identification; Occurrences
- B65H2511/50—Occurence
- B65H2511/52—Defective operating conditions
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2511/00—Dimensions; Position; Numbers; Identification; Occurrences
- B65H2511/50—Occurence
- B65H2511/52—Defective operating conditions
- B65H2511/524—Multiple articles, e.g. double feed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2553/00—Sensing or detecting means
- B65H2553/40—Sensing or detecting means using optical, e.g. photographic, elements
- B65H2553/41—Photoelectric detectors
- B65H2553/414—Photoelectric detectors involving receptor receiving light reflected by a reflecting surface and emitted by a separate emitter
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/10—Handled articles or webs
- B65H2701/19—Specific article or web
- B65H2701/1932—Signatures, folded printed matter, newspapers or parts thereof and books
Definitions
- the invention is in the field of conveying flat, bendable products, in particular of printed products.
- the invention relates to a method for the cyclic separation and separation of flat, bendable products from the bottom of a stack of such products and for conveying the separated products from the stack, comprising the steps of: grasping the bottom product of the stack, separating the bottom product from the bottom of the stack and Carrying away the product from the pile.
- the invention also relates to a device for the cyclically controlled separation and separation of flat, bendable products from the underside of a stack of such products and for conveying away the separated products from the stack, with a control device for the clock-controlled operation of the device.
- the flat, bendable products are in particular printed products such as newspapers, magazines, periodicals, brochures, advertising inserts, individual sheets, sheets, flyers and advertising leaflets in the broadest sense.
- the devices mentioned are used, inter alia, in so-called collection facilities, in which various printed products along a collection route to collections are compiled.
- the device is formed in such a collecting device as a so-called investor, which is arranged along the collecting route and the collection line each promotes separated from a stack printed products.
- each of these investors each contains a stack of identical printed products.
- the collection line includes a plurality of receiving members movable along the collection line which receive the printed products to be conveyed by the investors along the collection line to form a collection of printed products.
- receiving organs which may be, for example, storage compartments or receiving clips
- collections of advertising supplements are put together.
- the collections are inserted in a subsequent processing step, for example, as a supplement in newspapers or magazines or further processed as a delivery unit.
- faults can occur that cause a collection to be assembled incorrectly or incompletely.
- a possible source of such a disturbance is, for example, the investor.
- the former requires a discharge station for discharging the incomplete collection, and a return device for returning the printed products of the incomplete collection to the processing cycle.
- the second process requires a concentricity, in which the receiving organs with the incomplete collections for the purpose of completing or correcting the collection are returned to the collection line.
- EP-A-2 279 974 a method for controlling a paper-processing machine, according to which from the bottom of a stack individual sheets are deducted.
- an error occurs, it is detected automatically with a detection means.
- a measure is automatically taken to counteract the error.
- only a single process status is determined here.
- any interruptions in operation in the event of irregularities occurring during the singulation and the transport away of the printed products from the stack should be avoided or possibly reduced.
- the invention is characterized in that a first process state is detected by means of a single sensor in conjunction with a control device within a clock-bound measurement time window and a second process state within at least one other clock-bound measurement time window in the same work cycle.
- the first process state relates in particular to the orderly removal of a product within a working cycle.
- the sensor has to detect in the associated measuring time window the task of whether a product is properly transported away in the corresponding working cycle or whether it is a so-called empty cycle.
- the empty cycle is a work cycle in which no product is transported away. This is because, for example, no product has been removed from the stack or no product is present in the stacking space of the device.
- the products in the device are separated from the stack.
- “singulating” is meant that the products individually detached from the bottom of the stack and spaced from each other, that is transported away to form a product gap.
- the stack is arranged in particular standing. That the products are arranged in a stack. The products are transported away in particular down from the stack.
- the products are handed over individually and spaced from each other a Roth hamper- or further processing device.
- the second process state now relates in particular to the product gap between two successive products of two work cycles.
- the sensor has in the associated additional measuring time window, in particular the task of detecting whether the product gap between two consecutive, isolated products is free or is covered by a not properly isolated, in particular surplus products.
- a first cause of a covered product gap may be in a multi-page printed product that has been opened during the separation from the stack. So it can happen that such a multi-sided product is arranged wrongly in the stack and this is not replaced with the federal government but with the flower first from the stack. This has the effect that the product in question when pulled off the stack raised, that is opened. The drawn-up or opened and accordingly enlarged in terms of area printed product now covers the subsequent in the transport direction Products gap. Such an overlap is detected in the further measuring time window.
- Another cause of a covered product gap may be that in a work cycle, multiple products are simultaneously detached from the bottom of the stack. This can occur, for example, if between two products of a stack high electrostatic attraction forces act, which counteract a separation of the products.
- the supernumerary separated product can be carried unguided in the sequence, in particular not held by a transport member, and accordingly transported away uncontrollably in the associated power stroke.
- Such products are also called “vagabond” products.
- the vagabonding product now covers the product gap following in the transport direction and is thus detected in the further measuring time window.
- a third process state can be determined in a further clock-bound measuring time window in the same working cycle. In this case there are a total of three measuring time windows.
- more than three measuring time windows can also be defined within a working cycle within which a further process state is determined in each case.
- At least one measured value is determined by the sensor in the respective measuring time window and evaluated by the control device.
- At least two process states within a work cycle are determined by means of a single sensor.
- the sensor is now arranged in particular relative to the device in particular stationary.
- the sensor is in particular an optical sensor for detecting a light signal.
- the associated measured quantity is accordingly a light signal which can be detected by the sensor.
- the light signal can be transmitted periodically or permanently during operation of the device and in particular in one of the measurement time windows mentioned.
- the acquisition of measured values by the sensor for the purpose of evaluation, in particular by the control device takes place only in one of the predetermined, clock-bound measuring time windows of a working cycle.
- an incorrect course of the measuring beam path of the light signal in the associated measuring time window is determined by means of the measured values detected by the sensor.
- the optical sensor is part of a light barrier with a light signal source for emitting a light signal.
- the optical sensor is for receiving the light signal emitted from the light signal source.
- the light signal source and the sensor are arranged according to this development, in particular on a common side.
- the light signal source and the sensor in particular form a structural unit.
- the light signal source and the sensor can be arranged in particular in a common housing.
- the light signal source and the sensor are in particular arranged stationary on the device.
- the sensor is in particular part of a reflection light barrier with a light signal source and at least one reflector.
- the light signal source may comprise a laser diode.
- a laser diode makes it possible to carry out a very reliable measurement within a very narrow time window.
- measurement here means the emission of a light signal by the light signal source and the detection of the reflected light signal or the non-detection of the non-reflected light signal by the sensor for the purpose of evaluation, in particular by the control device.
- a reflector is located in the reflection position within the respective measurement time window. Reflection position means that the reflector is able, with an undisturbed measuring beam path, to reflect a light signal emitted by the light signal source towards the sensor.
- the reflector is arranged opposite in its reflection position of the light signal source and the sensor in particular.
- the measuring beam path is interrupted by a product transported away properly and moved by the measuring beam path, or if at most an empty cycle, that is a working cycle, in which no product is separated from the stack and is transported away.
- the measurement beam path is not interrupted in this measurement time window and detected by the sensor.
- "Properly transported away” means in particular that the product is properly held by a transport organ.
- a reflector is arranged in this measuring time window in such a way that the light signal is reflected towards the sensor in the case of an empty cycle.
- the measuring beam path of the light signal is interrupted and does not reach the sensor.
- the measuring beam path is interrupted in this measuring time window by a wound-up, multi-sided printed product or by a stray product.
- the light signal is not interrupted and reaches the sensor.
- a reflector is arranged in this measuring time window such that a light signal is reflected towards the sensor.
- the invention further relates to a device for the cyclically separating and separating flat, bendable products from the underside of a stack of such products and for conveying the separated products from the stack, with a control device for the clock-controlled operation of the device.
- the device is characterized in that it contains a sensor, which in conjunction with the control device for detecting a first process state is designed within a clock-bound measuring time window and for detecting a second process state within at least one other clock-bound measuring time window in the same working cycle for the purpose of detecting irregularities during the separation and transport away of the products.
- the device in particular forms a stacking space for receiving a stack.
- the device contains at least one transport device for transporting the product away from the stack.
- the transport device is arranged in particular below the stack or the stacking space.
- the sensor and possibly also the light signal source are arranged in particular below the stack or stacking space.
- the sensor and possibly also the light signal source are arranged in particular in the region of the transport device.
- the at least one reflector of a light barrier is arranged in particular on a moving component of the transport device.
- the transport device comprises at least one transport member.
- the transport member is movable in particular along a conveyor track, which leads past the sensor.
- the at least one transport member may be movable along a closed circulation path of a transport circulation.
- the transport member may be a gripper.
- the at least one reflector on the transport member or on a synchronous mitbewegten with the transport member component of the transport device, for. B. be arranged on a transport circulation.
- the device may contain one or more reflectors co-moving with the transport member.
- the reflector (s) may also be arranged stationarily relative to the device.
- Each measuring time window can in particular be assigned a reflector or a section of a reflector.
- one of the measuring time windows may be assigned a first reflector or reflector section, a further measuring time window may be a second reflector or reflector section and possibly also a further measuring time window may be a third reflector or reflector section.
- the light signal source of a light barrier is arranged in particular such that the measurement beam path of a light signal emitted by the light signal source is interrupted by the product during travel away within the measurement time window of a work cycle in which idle strokes are to be detected.
- the emitted light signal is directed in the relevant measuring time window in particular to the transporting device or gripper of the relevant working cycle.
- a reflector or reflector section is in particular arranged in such a way that the light signal is reflected by the reflector to the sensor in the case of an empty cycle in the relevant measuring time window.
- the light signal source of a light barrier is also arranged in particular such that the measurement beam path of a light signal emitted by the light signal source within the further measurement time window of the same power stroke in which wound or excess products are to be detected, leads through the product gap of two successive products of two power strokes.
- a further reflector or reflector section is arranged in particular such that, when the product gap is moved through the measuring beam path, it is reflected by the reflector towards the sensor in this further measuring time window.
- the device is operated clock-controlled according to the invention. This means that the products are separated from the bottom of the stack in a predetermined cycle and transported away.
- the device is operated in particular isochronous with a subsequent processing device, such as collecting device.
- the processing device is a collection device with receiving organs for collecting different products into a collection
- the tactical collection ultimately lacks this product.
- the collection is therefore incomplete and must be removed or completed later.
- the sensor which detects an idle cycle already immediately after the separation or just not separating the product, by means of the control device, extraordinary process steps can be initiated early in a subsequent process sequence.
- the extraordinary process steps can be, for example, that devices which follow in the process flow also do not deliver any products to the respective receiving organ which contains the incomplete collection.
- the extraordinary process steps may also lie in the fact that the relevant, incomplete collection is discharged at the next opportunity or, for. B. via a concentricity, is guided back into the collection route.
- the extraordinary process steps in this case can be, for example, that the product in question is discharged at a subsequent discharge station.
- the extraordinary process steps may also be that the control device causes an emergency stop, which allows to manually remove the product in question from the device before it causes an even greater malfunction.
- the extraordinary process step may also be in a warning message addressed to the operating personnel or the technical staff.
- the device according to the invention has the advantage that different process states can be determined with a single sensor, in that the control device determines sensor measured values only within defined measuring time windows, which are each designed to detect a specific process state.
- the inventive device also allows the early detection of irregularities, namely already immediately after the separation of the products. Thus, by means of the control device, appropriate measures can be taken early on.
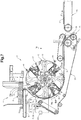
- FIGS. 1 to 8 show a device 1 for separating flat, flexible printed products 2 from a stack 3 of such products.
- the device 1 is controlled by means of a control device 61.
- the device 1 forms a stacking space 4 for receiving a stack 3 of printed products 2.
- the stack 3 is arranged standing, that is, the surface sides of the printed products 2 are oriented perpendicular to the direction of gravity G.
- the lowermost in the direction of gravity G product 2 of the stack 3 rests with a surface side of the support surface of a support means 6, which supports the stack 3 from below.
- the device further comprises a take-over cradle 10 with a carrier wheel 13 rotatable about a rotation axis A in the direction of rotation D.
- the carrier wheel 13 is arranged below the support surface and is driven by a drive.
- the takeover circulation 10 contains separation elements in the form of suction elements 11. These serve to detach the products 2 from the bottom of the stack.
- the suction elements 11 are arranged on the carrier wheel 13 and are moved by the rotating carrier wheel 13 along a closed orbit.
- the suction elements 11 are respectively for the purpose of gripping the lowermost printed product 2 in the stack 3 by the rotating carrier wheel 13 along its orbit clock-controlled to the bottom of the stack 3 every now and then moved away from this again.
- the takeover cask 10 also contains transport members in the form of grippers 12, which are also arranged on the carrier wheel 13.
- the grippers 12, like the suction elements 11 are moved by the rotating carrier wheel 13 along a closed orbit.
- a suction element 11 cooperates with a gripper 12 and forms with this a pairing.
- a total of four pairs of suction elements 11 and grippers 12 along the outer circumference of the carrier wheel 13 are arranged spaced from each other.
- a suction element 11 is brought to the free underside of the lowermost printed product 2 of the stack 3 by rotating the carrier wheel 13.
- the suction member 11 sucks at the front end portion of the lowermost printed product 2 and bends it away from the bottom of the stack down.
- the lowest product 2 is thus replaced by the stack 3.
- the bending away and detachment of the printed product 2 down takes place via a superimposed movement, consisting of a pivoting movement of the suction element 11 about a pivot axis and a rotational movement of the suction element 11 with the further rotating carrier wheel thirteenth
- the suction element 11 now transfers the product 2 to the gripper 12 of the abovementioned pairing, which is also moving along with the carrier wheel 13.
- the gripper 12 now pulls the captured printed product 2 completely from the stack 3 down.
- the movement of the suction elements 11 and the gripper 12 along its orbit, as well as any pivoting movements of the suction elements 11 and the gripper 12 about a pivot axis and the closing and opening movement of the gripper 12 are each made isochronous.
- the printed products 2 removed from the stack 3 are multi-leaf printed products 2, each with a waistband and a flower, then these are each bent away with the waistband forward and transported away.
- the printed products 2 transported away from the stack 3 are subsequently transferred from the gripper 12 to a belt conveyor 31.
- a discharge device 41 is integrated, via which not properly withdrawn from the stack 3 printed products 2a, 2b, as described further below, can be discharged.
- the discharge device 41 is designed as a clamping conveyor with a first and second conveyor belt, which form a discharge gap.
- the printed products 2 are discharged from the belt conveyor 31 via the discharge gap.
- the discharge gap is now adjustable between at least two positions. In a first position of the discharge gap, a printed product 2 is transferred to the transfer belt conveyor 51 (see FIG FIG. 4 and 5 ). In a second position of the discharge gap, a printed product 2 is discharged downwards (see Figure 1 to 3 ).
- the position of the discharge gap can be adjusted by mechanical means controlled by the controller 61.
- the device 1 further includes a reflection light barrier for detecting irregularities in the separation of the printed products 2 from the stack 3.
- the reflection light barrier is connected to the control device 61.
- the reflection light barrier comprises a light signal source 71 for emitting a light signal and a sensor 72 for detecting the emitted light signal.
- the light signal source 71 and the sensor 72 are formed as a structural unit and arranged in a common housing fixed to the device 1.
- the light signal source 71 and the sensor 72 are arranged below the support surface of the support device 6 and above a leading through the axis of rotation D of the carrier wheel 13 horizontal plane.
- the reflection light barrier further comprises a plurality of first reflectors 73 a, which are arranged on the carrier wheel 13.
- Each gripper 12 is assigned a respective first reflector 73a, wherein the first reflector is arranged in each case in the vicinity of the gripper 12.
- the first reflectors 73a serve to detect an empty clock.
- the light barrier further comprises a plurality of second reflectors 73 b, which are also arranged on the carrier wheel 13. Each gripper 12 is associated with a second reflector 73b nach noteworthyd. As will be explained further below, the second reflectors 73b serve to detect a product gap 9 covered by a printed product 2a, 2b not properly removed from the stack 3.
- the light signal source 71 of the light barrier is arranged such that, within a first clock-bound measuring time window, a product 2 properly transported away by the gripper 12 is moved through the measuring beam path 74 of the light signal and interrupts the same.
- the light signal source 71 of the light barrier is moreover arranged such that in a second clock-bound measuring time window, a product gap 9 formed properly between two successive printed products 2 of two work cycles is moved through the measuring beam path 74 of the light signal.
- the printed product 2a is arranged inverted in the stack 3 so that it is separated from the stack 3 with the flower first and transported away. As a result, the product 2a is pulled up from the stack 3 during separation, i. is opened.
- the photocell now serves to detect at least the three above-mentioned forms of irregularities.
- the product When weggetrport Schlue a separated from the stack 3 printed product 2 by means of the gripper 12, the product is moved down through the measuring beam path 74 of the light barrier. The product interrupts the light signal emitted by the light signal source 71.
- a first clock-bound measuring time window is now determined during this process, in which measured values with respect to the detection of the light signal are determined by the sensor 72.
- the first reflector 73a is now arranged on the carrier wheel 13 such that it is in a reflection position in the first measuring time window. That is, the reflector 73a is in the first measuring time window in the influence of the measuring beam path.
- the control device 61 recognizes that a product 2 from the stack 3 has been duly separated in the relevant working cycle.
- the measuring beam path 74 is guided close to the gripper 12 in the first measuring time window, it can also be deduced from the sensor measurement that the detected product 2 is actually properly held by the gripper 12.
- the light signal is reflected back to the sensor 72 in the first measuring time window by the first reflector 73a.
- the control device 61 By receiving the reflected light signal within the first measuring time window, the control device 61 detects that there is an empty clock. Accordingly, the control device 61 z. B. cause the removal of a tact-related, incomplete collection of a downstream collection device.
- a second clock-bound measuring time window is generated by the control device during the movement of a product gap 9 through the measuring beam path the photocell is fixed.
- the second reflector 73b is now arranged on the carrier wheel 13 such that it is in the reflection position within the second measuring time window.
- the control device 61 From the reception of the reflected light signal by the sensor 72, the control device 61 recognizes that the product gap 9 between two separated printed products 2 of two successive work cycles is free.
- the measurement beam path is interrupted by this product 2a, 2b. Accordingly, the light signal is not reflected to the sensor 72.
- FIG. 7 2 shows, by way of example, how a drawn-on printed product 2a, which is transported away by a gripper 12 of the transfer run 10, covers the product gap 9 following in the transport direction F and thus covers the measuring beam path 74 of the light signal.
- FIG. 8 2 shows by way of example how a so-called vagabond, redundant printed product 2b, which is transported away together with a printed product 2 of the same working cycle held properly by a gripper 12 of the takeover circulation 10, covers the product intermediate space 9 following in the transport direction F and thus covers the measuring beam path 74 of the light signal.
- the controller 61 detects a malfunction, such as the presence of a surplus printed product 2b or a mounted printed product 2a.
- the control device 61 can now initiate one or more of the steps already mentioned above, such as emergency stop, removal of the relevant printed product 2a, 2b or generation of a warning message.
- further reflectors can be arranged on the carrier wheel 13, which can detect further process states within further measuring time windows in interaction with the light signal source 71 and the sensor 72.
- a continuous reflector can be arranged, wherein in each case a reflector section is associated with a measuring time window of a power stroke.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Controlling Sheets Or Webs (AREA)
- Collation Of Sheets And Webs (AREA)
Abstract
Description
- Die Erfindung liegt auf dem Gebiet der Förderung von flachen, biegbaren Produkten, insbesondere von Druckereiprodukten. Die Erfindung betrifft ein Verfahren zum taktgesteuerten Abtrennen und Vereinzeln von flachen, biegbaren Produkten von der Unterseite eines Stapels solcher Produkte und zum Wegfördern der vereinzelten Produkte vom Stapel, mit den Schritten: Ergreifen des untersten Produktes des Stapels, Abtrennen des untersten Produktes von der Stapelunterseite und Wegtransportieren des Produktes vom Stapel.
- Im Weiteren betrifft die Erfindung auch eine Vorrichtung zum taktgesteuerten Abtrennen und Vereinzeln von flachen, biegbaren Produkten von der Unterseite eines Stapels solcher Produkte und zum Wegfördern der vereinzelten Produkte vom Stapel, mit einer Steuerungseinrichtung zum taktgesteuerten Betreiben der Vorrichtung.
- Die flachen, biegbaren Produkte sind insbesondere Druckereiprodukte wie Zeitungen, Magazine, Zeitschriften, Broschüren, Werbebeilagen, einzelne Bögen, Blätter, Flyer und Werbeprospekte im weitesten Sinne.
- Vorrichtungen zum Abtrennen und Vereinzeln von Druckereiprodukten von der Unterseite eines Stapels von Druckereiprodukten und zum Wegfördern der Druckereiprodukte der eingangs genannten Art sind im Stand der Technik bekannt. So sind solche Vorrichtungen beispielsweise in den Veröffentlichungsschriften
EP-A-2 700 599 sowieEP-A-2 128 055 undEP-A-2 690 040 beschrieben. - Die genannten Vorrichtungen finden unter anderem Anwendung in so genannten Sammeleinrichtungen, in welchen verschiedene Druckereiprodukte entlang einer Sammelstrecke zu Kollektionen zusammengestellt werden.
- Die Vorrichtung ist in einer solchen Sammeleinrichtung als so genannter Anleger ausgebildet, welcher entlang der Sammelstrecke angeordnet ist und der Sammelstrecke jeweils von einem Stapel vereinzelte Druckereiprodukte zufördert.
- Entlang der Sammelstrecke können mehrere solcher Anleger angeordnet sein, welche der Sammelstrecke unterschiedliche Druckereiprodukte jeweils von einem Stapel vereinzelt zufördern. Das heisst, jeder dieser Anleger enthält jeweils einen Stapel mit jeweils identischen Druckereiprodukten.
- Die Sammelstrecke enthält eine Mehrzahl von entlang der Sammelstrecke bewegbare Aufnahmeorgane, welche die von den Anlegern entlang der Sammelstrecke zugeförderten Druckereiprodukte unter Ausbildung einer Kollektion von Druckereiprodukten aufnehmen.
- In solchen Aufnahmeorganen, welche zum Beispiel Aufnahmefächer oder Aufnahmeklammern sein können, werden beispielsweise Kollektionen von Werbebeilagen zusammengestellt. Die Kollektionen werden in einem nachfolgenden Verarbeitungsschritt beispielsweise als Beilage in Zeitungen oder Zeitschriften eingesteckt oder als Zustelleinheit weiterverarbeitet.
- Beim Zusammenstellen solcher Kollektionen können Störungen auftreten, welche dazu führen, dass eine Kollektion falsch bzw. unvollständig zusammengestellt wird. Ein mögliche Quelle einer solchen Störung liegt beispielsweise beim Anleger.
- So kann es vorkommen, dass störungsbedingt kein Druckereiprodukt vom Stapel des Anlegers vereinzelt wird, so dass die mit dem Aufnahmeorgan zusammengestellte Kollektion, welcher das besagte Druckereiprodukt zugeführt werden soll, unvollständig ist.
- Es kann ferner auch vorkommen, dass mehr als ein Druckereiprodukt gleichzeitig vom Stapel abgezogen wird, so dass mehrere gleiche Druckereiprodukte einem Aufnahmeorgan und somit einer Kollektion zugeführt werden.
- Ferner kann sich ein solches, überzählig abgezogenes Druckereiprodukte auch ungerührt durch die Vorrichtung bewegen und zu einer Störung führen.
- Da ein Fehler bzw. eine Störung in einem Anleger einer Sammeleinrichtung bei der Zusammenstellung einer Kollektion weitreichende Auswirkungen haben kann, liegt ein grosses Interesse darin, solche Fehler bzw. Störungen - wenn sie sich schon nicht vermeiden lassen - wenigstens frühzeitig zu detektieren, so dass bereits zu einem frühen Zeitpunkt geeignete Massnahmen ergriffen werden können, um aufwendige Folgemassnahmen zu vermeiden.
- Ist beispielsweise eine Kollektion von Druckereiprodukten fehlerhaft bzw. unvollständig, so muss diese entweder ausgeschleust und neu erstellt oder nachträglich korrigiert bzw. vervollständigt werden.
- Der erstgenannte Vorgang erfordert eine Ausschleusstation zum Ausschleusen der unvollständigen Kollektion, sowie eine Rückführeinrichtung zur Rückführung der Druckereiprodukte der unvollständigen Kollektion in den Verarbeitungskreislauf.
- Der zweitgenannte Vorgang erfordert einen Rundlauf, in welchem die Aufnahmeorgane mit den unvollständigen Kollektionen zwecks Vervollständigung bzw. Korrektur der Kollektion in die Sammelstrecke zurückgeführt werden.
- Müssen die zusammengestellten Kollektionen von Druckereiprodukten entlang des Förderweges sogar in einer bestimmten Sequenz angeordnet sein, so ist der Aufwand zur nachträglichen Korrektur einer fehlerhaften Kollektion noch grösser.
- Fehlerhafte Kollektionen führen also grundsätzlich zu einem erhöhten Rückfluss an Druckereiprodukten. Dies ist logistisch sehr aufwendig und zudem kostenintensiv.
- Im Übrigen ist man auch in anderen Anwendungen der Druckweiterverarbeitung, in welchen Druckereiprodukte für die Weiterverarbeitung von einem Stapel vereinzelt werden, mit ähnlichen Problemen konfrontiert.
- Es ist nun bekannt, Unregelmässigkeiten während der Verarbeitung von Produkten mittels Sensoren zu detektieren, damit umgehend entsprechende Massnahmen eingeleitet werden können. Soll die Weiterverarbeitung der Produkte allerdings umfassend überwacht werden, das heisst, sollen eine Mehrzahl von Prozesszuständen überwacht werden, so sind in der Regel eine Mehrzahl von Sensoren notwendig.
- Der Einsatz von Sensoren und die Auswertung der Sensordaten mittels einer Steuerungseinrichtung ist jedoch mit einem Zusatzaufwand verbunden. Je mehr Sensoren eingesetzt werden, desto grösser wird dieser Zusatzaufwand und die Komplexität der Sensorüberwachung erhöht sich.
- So beschreibt die Veröffentlichungsschrift
EP-A-2 279 974 ein Verfahren zur Steuerung einer papierverarbeitenden Maschine, gemäss welchem von der Unterseite eines Stapels einzelne Bogen abgezogen werden. Beim Auftreten eines Fehlers wird dieser selbsttätig mit einem Detektionsmittel festgestellt. Nach dem Feststellen des Fehlers wird selbsttätig eine Massnahme getroffen um dem Fehler entgegen zu wirken. Allerdings wird hier lediglich ein einzelner Prozesszustand ermittelt. - Es ist nun Aufgabe vorliegender Erfindung, ein Verfahren und eine Vorrichtung der eingangs genannten Art vorzuschlagen, mittels welchen Unregelmässigkeiten von unterschiedlicher Art beim Abtrennen und Wegtransportieren von Produkten von der Unterseite eines Stapels mit möglichst wenig Aufwand sowie frühzeitig festgestellt werden können.
- Durch das frühzeitige Detektieren solcher Unregelmässigkeiten sollen Folgefehler in der Weiterverarbeitung, welche unter anderem zur Rückführung von Druckereiprodukten führen, verhindert werden.
- Ferner sollen dank dem erfindungsgemässen Verfahren und der dazugehörigen Vorrichtung allfällige Betriebsunterbrüche bei Auftreten von Unregelmässigkeiten während der Vereinzelung und des Wegtransports der Druckereiprodukte vom Stapel vermieden oder gegebenenfalls reduziert werden.
- Die Aufgabe wird durch die Merkmale des Verfahlensanspruchs 1 und des Vorrichtungsanspruchs 12 gelöst. Weiterbildungen und besondere Ausführungsformen der Erfindung ergeben sich aus den abhängigen Ansprüchen, der Beschreibung und den Zeichnungen.
- Die Erfindung zeichnet sich dadurch aus, dass mittels eines einzelnen Sensors in Verbindung mit einer Steuerungseinrichtung innerhalb eines taktgebundenen Messzeitfensters ein erster Prozesszustand und innerhalb mindestens eines weiteren taktgebundenen Messzeitfensters in demselben Arbeitstakt ein zweiter Prozesszustand erfasst wird.
- Der erste Prozesszustand betrifft insbesondere den ordnungsgemässen Wegtransport eines Produktes innerhalb eines Arbeitstaktes. Der Sensor hat im dazugehörigen Messzeitfenster die Aufgabe zu detektieren, ob im entsprechenden Arbeitstakt ordnungsgemäss ein Produkt wegtransportiert wird, oder ob es sich um einen so genannten Leer-Takt handelt. Der Leer-Takt ist ein Arbeitstakt, in welchem kein Produkt wegtransportiert wird. Dies, weil beispielsweise kein Produkt vom Stapel abgezogen wurde oder im Stapelraum der Vorrichtung kein Produkt vorhanden ist.
- Ein solcher Leer-Takt hat Auswirkungen auf die nachfolgende Weiterverarbeitung bezogen auf diesen Verarbeitungstakt.
- Wie eingangs bereits erwähnt, werden die Produkte in der Vorrichtung vom Stapel vereinzelt. Unter dem Begriff "Vereinzeln" ist zu verstehen, dass die Produkte einzeln von der Unterseite des Stapels abgelöst und voneinander beabstandet, das heisst unter Ausbildung eines Produktezwischenraumes wegtransportiert werden. Der Stapel ist hierzu insbesondere stehend angeordnet. D.h. die Produkte sind im Stapel liegend angeordnet. Die Produkte werden insbesondere nach unten vom Stapel wegtransportiert.
- Die Produkte werden entsprechend einzeln und voneinander beabstandet einer Weiterförder- oder Weiterverarbeitungsvorrichtung übergeben.
- Der zweite Prozesszustand betrifft nun insbesondere den Produktezwischenraum zwischen zwei aufeinanderfolgenden Produkten zweier Arbeitstakte. Der Sensor hat im dazugehörigen, weiteren Messzeitfenster insbesondere die Aufgabe, zu detektieren, ob der Produktezwischenraum zwischen zwei aufeinander folgenden, vereinzelten Produkten frei ist oder durch ein nicht ordnungsgemäss vereinzeltes, insbesondere überzähliges Produkte überdeckt wird.
- Eine erste Ursache eines überdeckten Produktezwischenraums kann in einem mehrseitigen Druckereiprodukt liegen, welches während dem Abtrennen vom Stapel geöffnet wurde. So kann es vorkommen, dass ein solches mehrseitiges Produkt verkehrt im Stapel eingeordnet ist und dieses nicht mit dem Bund voran sondern mit der Blume voran vom Stapel abgelöst wird. Dies fühlt dazu, dass das betreffende Produkt beim Abziehen vom Stapel aufgezogen, das heisst geöffnet wird. Das aufgezogene bzw. geöffnete und entsprechend flächenmässig vergrösserte Druckereiprodukt überdeckt nun den in Transportrichtung nachfolgenden Produktezwischenraum. Eine solche Überdeckung wird im weiteren Messzeitfenster detektiert.
- Eine weitere Ursache eines überdeckten Produktezwischenraums kann darin legen, dass in einem Arbeitstakt mehrere Produkte gleichzeitig von der Unterseite des Stapels abgelöst werden. Dies kann beispielsweise vorkommen, wenn zwischen zwei Produkten eines Stapels hohe elektrostatische Anziehungskräfte wirken, welche einer Vereinzelung der Produkte entgegen wirken.
- Das überzählig abgetrennte Produkt kann in der Folge ungeführt, insbesondere nicht von einem Transportorgan gehalten, und entsprechend auch unkontrolliert im dazugehörigen Arbeitstakt wegtransportiert werden. Solche Produkte werden auch "vagabundierende" Produkte genannt. Das vagabundierende Produkt überdeckt nun den in Transportrichtung nachfolgenden Produktezwischenraum und wird so im weiteren Messzeitfenster detektiert.
- In Weiterbildung der Erfindung kann in einem weiteren taktgebundenen Messzeitfenster im selben Arbeitstakt ein dritter Prozesszustand ermittelt werden. In diesem Fall liegen insgesamt drei Messzeitfenster vor.
- Grundsätzlich können auch mehr als drei Messzeitfenster innerhalb eines Arbeitstaktes festgelegt werden, innerhalb welchen jeweils ein weiterer Prozesszustand ermittelt wird.
- Gemäss Weiterbildung der Erfindung wird im jeweiligen Messzeitfenster vom Sensor mindestens ein Messwert ermittelt und durch die Steuerungseinrichtung ausgewertet.
- Bei einer Abweichung des ermittelten Messwerts von einem vorgegebenen Sollwert wird insbesondere ein ausserordentlicher Prozessschritt in einem zeitlich nachfolgenden Prozessablauf eingeleitet.
- Gemäss Erfindung werden also mittels eines einzelnen Sensors mindestens zwei Prozesszustände innerhalb eines Arbeitstaktes ermittelt.
- Der Sensor ist nun relativ zur Vorrichtung insbesondere ortsfest angeordnet.
- Der Sensor ist insbesondere ein optischer Sensor zur Erfassung eines Lichtsignals. Die dazugehörige Messgrösse ist entsprechend ein Lichtsignal, welches vom Sensor erfasst werden kann. Das Lichtsignal kann im Betrieb der Vorrichtung und insbesondere in einem der genannten Messzeitfenster periodisch oder permanent ausgesendet werden.
- Die Erfassung von Messwerten durch den Sensor zwecks Auswertung, insbesondere durch die Steuerungseinrichtung, erfolgt allerdings nur in einem der vorgebebenen, taktgebundenen Messzeitfenster eines Arbeitstaktes.
- Mittels der vom Sensor erfassten Messwerte wird insbesondere ein nicht ordnungsgemässer Verlauf des Messstrahlenganges des Lichtsignals im dazugehörigen Messzeitfenster ermittelt.
- Gemäss einer Weiterbildung der Erfindung ist der optische Sensor Teil einer Lichtschranke mit einer Lichtsignalquelle zum Aussenden eines Lichtsignals. Der optische Sensor dient dem Empfangen des von der Lichtsignalquelle ausgestrahlten Lichtsignals.
- Die Lichtsignalquelle und der Sensor sind gemäss dieser Weiterbildung insbesondere auf einer gemeinsamen Seite angeordnet.
- Die Lichtsignalquelle und der Sensor bilden insbesondere eine Baueinheit aus. Die Lichtsignalquelle und der Sensor können insbesondere in einem gemeinsamen Gehäuse angeordnet sein.
- Die Lichtsignalquelle und der Sensor sind insbesondere ortsfest an der Vorrichtung angeordnet.
- Der Sensor ist insbesondere Teil einer Reflexionslichtschranke mit einer Lichtsignalquelle und mindestens einem Reflektor.
- Die Lichtsignalquelle kann eine Laserdiode umfassen. Eine Laserdiode ermöglicht die Durchführung einer äusserst zuverlässigen Messung innerhalb eines sehr engen Zeitfensters.
- Der Begriff "Messung" bedeutet hier das Aussenden eines Lichtsignals durch die Lichtsignalquelle und das Detektieren des reflektierten Lichtsignals oder das Nichtdetektieren des nicht reflektierten Lichtsignals durch den Sensor zwecks Auswertung, insbesondere durch die Steuerungseinrichtung.
- Aus den Messwerten des Sensors wird insbesondere ermittelt, ob der Messstrahlengang des Lichtsignals zwischen Lichtsignalquelle und Sensor unterbrochen wurde.
- Ist der Sensor Teil einer Reflexionslichtschranke, so befindet sich innerhalb des jeweiligen Messzeitfensters jeweils ein Reflektor in Reflexionsposition. Reflexionsposition bedeutet, dass der Reflektor im Stande ist, bei einem ungestörten Messstrahlengang, ein von der Lichtsignalquelle ausgesendetes Lichtsignal zum Sensor hin zu reflektieren. Der Reflektor ist in seiner Reflexionsposition der Lichtsignalquelle und dem Sensor insbesondere gegenüberliegend angeordnet.
- Gemäss einer Weiterbildung der Erfindung wird innerhalb eines der Messzeitfenster überprüft, ob der Messstrahlengang durch ein ordnungsgemäss wegtransportiertes und durch den Messstrahlengang bewegtes Produkt unterbrochen wird, oder ob allenfalls ein Leer-Takt, das heisst ein Arbeitstakt vorliegt, in welchem kein Produkt vom Stapel abgetrennt und wegtransportiert wird.
- Im letzten Fall wird der Messstrahlengang in diesem Messzeitfenster nicht unterbrochen und vom Sensor detektiert. "Ordnungsgemäss wegtransportiert" bedeutet insbesondere, dass das Produkt ordnungsgemäss von einem Transportorgan gehalten wird.
- Ein Reflektor ist dabei in diesem Messzeitfenster derart angeordnet, dass das Lichtsignal bei einem Leer-Takt zum Sensor hin reflektiert wird.
- Gemäss einer Weiterbildung der Erfindung wird innerhalb des anderen Messzeitfensters überprüft, ob ein durch den Messstrahlengang bewegter Produktezwischenraum durch ein nicht ordnungsgemäss vom Stapel abgetrenntes Produkt überdeckt und daher der Messstrahlengang des Lichtsignals unterbrochen wird und den Sensor nicht erreicht.
- Es wird insbesondere überprüft, ob der Messstrahlengang in diesem Messzeitfenster durch ein aufgezogenes, mehrseitiges Druckereiprodukt oder durch ein vagabundierendes Produkt unterbrochen wird.
- Im ordnungsgemässen Betrieb, in welchem der Produktezwischenraum nicht überdeckt ist, wird das Lichtsignal nicht unterbrochen und erreicht den Sensor.
- Ein Reflektor ist dabei in diesem Messzeitfenster derart angeordnet, dass ein Lichtsignal zum Sensor hin reflektiert wird.
- Die Erfindung betrifft im Weiteren auch eine Vorrichtung zum taktgesteuerten Abtrennen und Vereinzeln von flachen, biegbaren Produkten von der Unterseite eines Stapels solcher Produkte und zum Wegfördern der vereinzelten Produkte vom Stapel, mit einer Steuerungseinrichtung zum taktgesteuerten Betreiben der Vorrichtung.
- Die Vorrichtung zeichnet sich dadurch aus, dass diese einen Sensor enthält, welcher in Verbindung mit der Steuerungseinrichtung zum Erfassen eines ersten Prozesszustandes innerhalb eines taktgebundenen Messzeitfensters und zum Erfassen eines zweiten Prozesszustandes innerhalb mindestens eines weiteren taktgebundenen Messzeitfensters in demselben Arbeitstakt zwecks Detektieren von Unregelmässigkeiten beim Abtrennen und Wegtransport der Produkte ausgelegt ist.
- Die Vorrichtung bildet insbesondere einen Stapelraum zur Aufnahme eines Stapels aus.
- Gemäss einer Weiterbildung der Erfindung enthält die Vorrichtung mindestens eine Transporteinrichtung zum Wegtransportieren des Produkts vom Stapel.
- Die Transporteinrichtung ist insbesondere unterhalb des Stapels bzw. des Stapelraums angeordnet.
- Der Sensor und gegebenenfalls auch die Lichtsignalquelle sind insbesondere unterhalb des Stapels bzw. Stapelraumes angeordnet. Der Sensor und gegebenenfalls auch die Lichtsignalquelle sind insbesondere im Bereich der Transporteinrichtung angeordnet.
- Der mindestens eine Reflektor einer Lichtschranke ist insbesondere an einem bewegten Bauteil der Transporteinrichtung angeordnet.
- Gemäss einer Weiterbildung der Erfindung umfasst die Transporteinrichtung mindestens ein Transportorgan.
- Das Transportorgan ist insbesondere entlang einer Förderbahn bewegbar, welche am Sensor vorbei führt.
- Das mindestens eine Transportorgan kann entlang einer geschlossenen Umlaufbahn eines Transportrundlaufs bewegbar sein.
- Das Transportorgan kann ein Greifer sein.
- Ist der Sensor Teil einer Reflexionslichtschranke, so kann der mindestens eine Reflektor am Transportorgan oder an einem mit dem Transportorgan synchron mitbewegten Bauteil der Transporteinrichtung, z. B. an einem Transportrundlauf angeordnet sein.
- Die Vorrichtung kann einen oder mehrere mit dem Transportorgan synchron mitbewegte Reflektoren enthalten.
- Der oder die Reflektoren können relativ zur Vorrichtung auch ortsfest angeordnet sein.
- Jedem Messzeitfenster kann insbesondere ein Reflektor oder ein Abschnitt eines Reflektors zugeordnet sein. So kann einem der Messzeitfenster ein erster Reflektor oder Reflektorabschnitt, einem weiteren Messzeitfenster ein zweiter Reflektor oder Reflektorabschnitt und gegebenenfalls noch einem weiteren Messzeitfenster ein dritter Reflektor oder Reflektorabschnitt zugeordnet sein.
- Die Lichtsignalquelle einer Lichtschranke ist insbesondere so angeordnet, dass der Messstrahlengang eines von der Lichtsignalquelle ausgesendeten Lichtsignals innerhalb des Messzeitfensters eines Arbeitstaktes, in welchem Leer-Takte detektiert werden sollen, durch das Produkt beim Wegtransport unterbrochen wird.
- Enthält die Transporteinrichtung Transportorgane, wie Greifer, zum Halten der Produkte, so ist das ausgesendete Lichtsignal im betreffenden Messzeitfenster insbesondere zum Transportorgan bzw. Greifer des betreffenden Arbeitstaktes hin gerichtet.
- Ein Reflektor bzw. Reflektorabschnitt ist insbesondere derart angeordnet, dass das Lichtsignal bei einem Leer-Takt im betreffenden Messzeitfenster vom Reflektor zum Sensor hin reflektiert wird.
- Die Lichtsignalquelle einer Lichtschranke ist ferner insbesondere so angeordnet, dass der Messstrahlengang eines von der Lichtsignalquelle ausgesendeten Lichtsignals innerhalb des weiteren Messzeitfensters desselben Arbeitstaktes, in welchem aufgezogene oder überzählige Produkte detektiert werden sollen, durch den Produktezwischenraum zweier aufeinander folgenden Produkte zweier Arbeitstakte führt.
- Ein weiterer Reflektor bzw. Reflektorabschnitt ist insbesondere derart angeordnet, dass beim Bewegen des Produktezwischenraums durch den Messstrahlengang im in diesem weiteren Messzeitfenster vom Reflektor zum Sensor hin reflektiert wird.
- Die Vorrichtung wird erfindungsgemäss taktgesteuert betrieben. Das heisst, die Produkte werden in einem vorgegebenen Takt von der Unterseite des Stapels abgetrennt und wegtransportiert. Die Vorrichtung wird dabei insbesondere taktsynchron mit einer nachfolgenden Verarbeitungsvorrichtung, wie Sammelvorrichtung, betrieben.
- Liegt nun beispielsweise ein Leer-Takt vor, welcher z. B. in einem der Messzeitfenster detektiert wird, so fehlt dieses Produkt im Arbeitstakt der nachfolgenden Verarbeitungsvorrichtung.
- Ist die Verarbeitungsvorrichtung eine Sammelvorrichtung mit Aufnahmeorganen zum Sammeln unterschiedlicher Produkte zu einer Kollektion, so fehlt der taktzugehörigen Kollektion letztendlich dieses Produkt.
- Die Kollektion ist somit unvollständig und muss ausgeschleust oder nachträglich vervollständigt werden.
- Dank dem Sensor, welcher einen Leer-Takt bereits unmittelbar nach dem Abtrennen oder eben nicht Abtrennen des Produktes erfasst, können mittels der Steuerungseinrichtung frühzeitig ausserordentliche Prozessschritte in einem nachfolgenden Prozessablauf eingeleitet werden.
- Die ausserordentlichen Prozessschritte können beispielsweise darin liegen, dass Vorrichtungen, welche im Prozessablauf nachfolgen, ebenfalls keine Produkte an das betreffende Aufnahmeorgan, welches die unvollständig Kollektion enthält, abgeben.
- Damit wird vermieden, dass einer bereits unvollständig vorliegenden Kollektion weitere Produkte zugeführt werden. Diese Produkte müssen nämlich zu einem späteren Zeitpunkt wieder aus dem Verarbeitungsprozess ausgeschleust und zurückgeführt werden.
- Ferner können die ausserordentlichen Prozessschritte auch darin liegen, dass die betreffende, unvollständig Kollektion bei der nächsten Gelegenheit ausgeschleust oder, z. B. über einen Rundlauf, zurück in die Sammelstrecke geführt wird.
- Dank demselben Sensor, welcher auch fehlerhaft oder überzählig abgezogene Produkte bereits unmittelbar nach dem Abtrennen vom Stapel detektiert, können ebenfalls mittels der Steuerungseinrichtung frühzeitig ausserordentliche Prozessschritte in einem nachfolgenden Prozessablauf eingeleitet werden.
- Die ausserordentlichen Prozessschritte können in diesem Fall beispielsweise darin liegen, dass das betreffende Produkt an einer nachfolgenden Ausschleusstation ausgeschleust wird. Die ausserordentlichen Prozessschritte können auch darin liegen, dass die Steuerungseinrichtung einen Not-Stopp veranlasst, welcher erlaubt, das betreffende Produkt manuell aus der Vorrichtung zu entfernen, bevor dieses eine noch grössere Betriebsstörung verursacht. Ferner kann der ausserordentliche Prozessschritt auch in einer an das Bedienpersonal oder das technische Personal gerichtete Warnmeldung liegen.
- Die erfindungsgemässe Vorrichtung weist den Vorteil auf, dass mit einem einzelnen Sensor unterschiedliche Prozesszustände ermittelt werden können, indem die Steuerungseinrichtung nur innerhalb definierter Messzeitfenster, welche jeweils auf die Erfassung eines spezifischen Prozesszustandes ausgelegt sind, Sensormesswerte ermittelt.
- Die erfindungsgemässe Vorrichtung erlaubt zudem die frühzeitige Erfassung von Unregelmässigkeiten, nämlich bereits unmittelbar im Anschluss an die Vereinzelung der Produkte. Somit können mittels der Steuerungseinrichtung bereits frühzeitig entsprechende Massnahmen eingeleitet werden.
- Dank der Einfachheit des Sensors und dem Konzept der taktgebundenen Messzeitfenster sind zudem keine grossen Rechenkapazitäten zur Auswertung der Sensordaten notwendig. Dies erlaubt eine Verarbeitung der Sensordaten und daraus die Ableitung von Steuerbefehlen durch die Steuerungseinrichtung in Echtzeit.
- Im Folgenden wird der Erfindungsgegenstand anhand eines Ausführungsbeispiels, welches in den beiliegenden Zeichnungen dargestellt ist, näher erläutert. Es zeigen:
- Figur 1:
- eine Seitenansicht einer erfindungsgemässen Vorrichtung zu einem ersten Taktzeitpunkt;
- Figur 2:
- eine Seitenansicht der Vorrichtung nach
Figur 1 zu einem zweiten Taktzeitpunkt; - Figur 3:
- eine Seitenansicht der Vorrichtung nach
Figur 1 zu einem dritten Taktzeitpunkt; - Figur 4:
- eine weitere Seitenansicht der Vorrichtung nach
Figur 1 zum ersten Taktzeitpunkt; - Figur 5:
- eine weitere Seitenansicht der Vorrichtung nach
Figur 1 zum zweiten Taktzeitpunkt; - Figur 6:
- eine Seitenansicht der Vorrichtung nach
Figur 1 mit einem Leer-Takt; - Figur 7:
- eine Seitenansicht der Vorrichtung nach
Figur 1 mit einem aufgezogenen Produkt; - Figur 8:
- eine Seitenansicht der Vorrichtung nach
Figur 1 mit einem überzählig abgezogenen Produkt. - Grundsätzlich sind in den Figuren gleiche Teile mit gleichen Bezugszeichen versehen.
- Die
Figuren 1 bis 8 zeigen eine Vorrichtung 1 zum Vereinzeln von flachen, flexiblen Druckereiprodukten 2 von einem Stapel 3 solcher Produkte. Die Vorrichtung 1 wird mittels einer Steuerungseinrichtung 61 gesteuert. - Die Vorrichtung 1 bildet einen Stapelraum 4 zur Aufnahme eines Stapels 3 von Druckereiprodukten 2 aus. Der Stapel 3 ist stehend angeordnet, das heisst die Flächenseiten der Druckereiprodukte 2 sind senkrecht zur Schwerkraftrichtung G orientiert. Das in Schwerkraftrichtung G unterste Produkt 2 des Stapels 3 liegt mit einer Flächenseite der Stützfläche einer Stützeinrichtung 6 auf, welche den Stapel 3 von unten stützt.
- Die Vorrichtung umfasst im Weiteren einen Übernahmerundlauf 10 mit einem um eine Drehachse A in Umlaufrichtung D drehbaren Trägerrad 13. Das Trägerrad 13 ist unterhalb der Stützfläche angeordnet und wird über einen Antrieb angetrieben.
- Der Übernahmerundlauf 10 enthält Abtrennorgane in Form von Saugelementen 11. Diese dienen zum Ablösen der Produkte 2 von der Stapelunterseite. Die Saugelemente 11 sind am Trägerrad 13 angeordnet und werden durch das sich drehende Trägerrad 13 entlang einer geschlossenen Umlaufbahn bewegt.
- Die Saugelemente 11 werden jeweils zwecks Ergreifen des untersten Druckereiproduktes 2 im Stapel 3 durch das sich drehende Trägerrad 13 entlang ihrer Umlaufbahn taktgesteuert zur Unterseite des Stapels 3 hin und wieder von dieser wieder weg bewegt.
- Der Übernahmerundlauf 10 enthält ferner Transportorgane in Form von Greifern 12, welche ebenfalls am Trägerrad 13 angeordnet sind. Die Greifer 12, werden wie die Saugelemente 11 durch das sich drehende Trägerrad 13 entlang einer geschlossenen Umlaufbahn bewegt.
- Ein Saugelement 11 kooperiert jeweils mit einem Greifer 12 und bildet mit diesem eine Paarung aus. In der vorliegenden Ausführungsform sind insgesamt vier Paarungen von Saugelementen 11 und Greifern 12 entlang des Aussenumfanges des Trägerrades 13 voneinander beabstandet angeordnet.
- Zum Abtrennen eines Druckereiproduktes 2 vom Stapel 3 wird ein Saugelement 11 durch Drehen des Trägerrades 13 an die freie Unterseite des untersten Druckereiproduktes 2 des Stapels 3 herangeführt. Das Saugelement 11 saugt sich am vorderen Endabschnitt des untersten Druckereiproduktes 2 fest und biegt dieses von der Stapelunterseite nach unten weg. Das unterste Produkt 2 wird so vom Stapel 3 abgelöst.
- Das Wegbiegen und Ablösen des Druckereiproduktes 2 nach unten erfolgt über eine überlagerte Bewegung, bestehend aus einer Schwenkbewegung des Saugelementes 11 um eine Schwenkachse sowie einer Drehbewegung des Saugelementes 11 mit dem sich weiterdrehenden Trägerrad 13.
- Im weiteren Verlauf des Abtrennvorganges übergibt nun das Saugelement 11 das Produkt 2 an den ebenfalls mit dem Trägerrad 13 umlaufend mitbewegten Greifer 12 der oben genannten Paarung.
- Der Greifer 12 zieht nun das ergriffene Druckereiprodukt 2 vollständig vom Stapel 3 nach unten ab.
- Die Bewegung der Saugelemente 11 und der Greifer 12 entlang ihrer Umlaufbahn, sowie allfällige Schwenkbewegungen der Saugelemente 11 und der Greifer 12 um eine Schwenkachse und die Schliess- und Öffnungsbewegung der Greifer 12 erfolgen jeweils taktsynchron.
- Handelt es sich bei den vom Stapel 3 abgezogenen Druckereiprodukten 2 um mehrblättrige Druckereiprodukte 2 mit jeweils einem Bund und einer Blume, so werden diese jeweils mit dem Bund voran nach unten weggebogen und wegtransportiert.
- Die vom Stapel 3 wegtransportierten Druckereiprodukte 2 werden nachfolgend vom Greifer 12 an einen Bandförderer 31 übergeben.
- In den Bandförderer 31 ist gemäss vorliegendem Ausführungsbeispiel eine Ausschleuseinrichtung 41 integriert, über welche nicht ordnungsgemäss vom Stapel 3 abgezogene Druckereiprodukte 2a, 2b, wie weiter unten noch beschrieben, ausgeschleust werden können.
- Die Ausschleuseinrichtung 41 ist als Klemmförderer mit einem ersten und zweiten Förderband, welche einen Entlassungsspalt formen, ausgebildet. Die Druckereiprodukte 2 werden über den Entlassungsspalt vom Bandförderer 31 entlassen.
- Der Entlassungsspalt ist nun zwischen mindestens zwei Positionen verstellbar. In einer ersten Position des Entlassungsspaltes wird ein Druckereiprodukt 2 an den Übernahmebandförderer 51 übergeben (siehe
Figur 4 und5 ). In einer zweiten Position des Entlassungsspaltes wird ein Druckereiprodukt 2 nach unten ausgeschleust (sieheFigur 1 bis 3 ). - Die Position des Entlassungsspaltes lässt sich mit mechanischen Mitteln, welche durch die Steuerungseinrichtung 61 gesteuert werden, einstellen.
- Die Vorrichtung 1 enthält im weiteren eine Reflexions-Lichtschranke zum Detektieren von Unregelmässigkeiten bei der Vereinzelung der Druckereiprodukte 2 vom Stapel 3. Die Reflexions-Lichtschranke ist mit der Steuerungseinrichtung 61 verbunden.
- Die Reflexions-Lichtschranke umfasst eine Lichtsignalquelle 71 zum Aussenden eines Lichtsignals sowie einen Sensor 72 zum Detektieren des ausgesendeten Lichtsignals. Die Lichtsignalquelle 71 und der Sensor 72 sind als Baueinheit ausgebildet und in einem gemeinsamen Gehäuse ortsfest an der Vorrichtung 1 angeordnet. Die Lichtsignalquelle 71 und der Sensor 72 sind unterhalb der Stützfläche der Stützeinrichtung 6 und oberhalb einer durch die Drehachse D des Trägerrades 13 führenden Horizontalebene angeordnet.
- Die Reflexions-Lichtschranke umfasst ferner mehrere erste Reflektoren 73a, welche am Trägerrad 13 angeordnet sind. Jedem Greifer 12 ist jeweils ein erster Reflektor 73a zugeordnet, wobei der erste Reflektor jeweils in der Nähe des Greifers 12 angeordnet ist. Wie weiter unten noch erläutert, dienen die ersten Reflektoren 73a zum Detektieren eines Leer-Taktes.
- Die Lichtschranke umfasst ferner mehrere zweite Reflektoren 73b, welche ebenfalls am Trägerrad 13 angeordnet sind. Jedem Greifer 12 ist jeweils ein zweiter Reflektor 73b nachlaufend zugeordnet. Wie weiter unten noch erläutert, dienen die zweiten Reflektoren 73b zum Detektieren eines durch ein nicht ordnungsgemäss vom Stapel 3 abgezogenes Druckereiprodukt 2a, 2b überdeckten Produktezwischenraums 9.
- Die Lichtsignalquelle 71 der Lichtschranke ist so angeordnet, dass innerhalb eines ersten taktgebundenen Messzeitfenster ein ordnungsgemäss vom Greifer 12 wegtransportierten Produkt 2, durch den Messstrahlengang 74 des Lichtsignals bewegt wird und diesen unterbricht.
- Die Lichtsignalquelle 71 der Lichtschranke ist überdies so angeordnet, dass in einem zweiten taktgebundenen Messzeitfenster ein ordnungsgemäss zwischen zwei aufeinander folgenden Druckereiprodukten 2 zweier Arbeitstakte ausgebildeter Produktezwischenraum 9 durch den Messstrahlengang 74 des Lichtsignals bewegt wird.
- Bei der Vereinzelung von Druckereiprodukten 2 von einem Stapel können nun insbesondere drei Formen von Unregelmässigkeiten auftreten. Gemäss einer ersten Form wird im entsprechenden Arbeitstakt kein Produkt 2 vom Stapel 3 abgetrennt. Das heisst, im entsprechenden Arbeitstakt wird kein Produkt 2 wegtransportiert. Es liegt ein so genannter Leer-Takt vor.
- Gemäss einer zweiten Form einer Unregelmässigkeit ist das Druckereiprodukt 2a verkehrt im Stapel 3 angeordnet, so dass dieses mit der Blume voran vom Stapel 3 abgetrennt und wegtransportiert wird. Dies hat zur Folge, dass das Produkt 2a beim Abtrennen vom Stapel 3 aufgezogen, d.h. geöffnet wird.
- Gemäss einer dritten Form einer Unregelmässigkeit werden zwei Druckereiprodukte gleichzeitig vom Stapel 3 abgetrennt, wobei nur ein Druckereiprodukt 2 vom Greifer 12 übernommen und von diesem gehalten wird. Das vom Greifer 12 nicht gehaltene Produkt 2b wird als so genanntes vagabundierendes Produkt 2b zusammen mit dem ordnungsgemäss vom Greifer 12 gehaltenen Produkt wegtransportiert, allerdings ungeführt und entsprechend auch unkontrolliert.
- Die Lichtschranke dient nun dazu, wenigstens die drei oben genannten Formen von Unregelmässigkeiten zu detektieren.
- Beim Wegtransportieren eines vom Stapel 3 abgetrennten Druckereiproduktes 2 mittels des Greifers 12 wird das Produkt nach unten durch den Messstrahlengang 74 der Lichtschranke bewegt. Das Produkt unterbricht dabei das von der Lichtsignalquelle 71 ausgesendete Lichtsignal.
- Mittels der Steuerungseinrichtung 61 wird nun während dieses Vorganges ein erstes taktgebundenes Messzeitfenster festgelegt, in welchem mittels des Sensors 72 Messwerte bezüglich Detektierung des Lichtsignal ermittelt werden.
- Der erste Reflektor 73a ist nun derart am Trägerrad 13 angeordnet, dass sich dieser im ersten Messzeitfenster in einer Reflexionsposition befindet. Das heisst, der Reflektor 73a liegt im ersten Messzeitfenster im Einflussbereich des Messstrahlenganges.
- Wird nun der Messstrahlengang 74 im ersten Messzeitfenster vom ordnungsgemäss wegtransportierten Produkt 2 unterbrochen, so empfängt der Sensor 72 entsprechend kein Lichtsignal. Daraus erkennt die Steuerungseinrichtung 61, dass im betreffenden Arbeitstakt ordnungsgemäss ein Produkt 2 vom Stapel 3 vereinzelt wurde.
- Da der Messstrahlengang 74 im ersten Messzeitfenster nahe am Greifer 12 geführt ist, lässt sich aus der Sensormessung auch ableiten, dass das detektierte Produkt 2 auch tatsächlich ordnungsgemäss vom Greifer 12 gehalten wird.
- Liegt nun ein Leer-Takt vor, das heisst, enthält der Greifer 12 kein Produkt 2, so wird das Lichtsignal im ersten Messzeitfenster durch den ersten Reflektor 73a zum Sensor 72 hin zurück reflektiert.
- Durch den Empfang des reflektierten Lichtsignals innerhalb des ersten Messzeitfensters erkennt die Steuerungseinrichtung 61, dass ein Leer-Takt vorliegt. Entsprechend kann nun die Steuerungseinrichtung 61 z. B. das Ausschleusen einer taktzugehörigen, unvollständigen Kollektion einer nachgeordneten Sammeleinrichtung veranlassen.
- Ein zweites taktgebundenes Messzeitfenster wird von der Steuerungseinrichtung während dem Bewegen eines Produktezwischenraums 9 durch den Messstrahlengang der Lichtschranke festgelegt. Der zweite Reflektor 73b ist nun derart am Trägerrad 13 angeordnet, dass sich dieser innerhalb des zweiten Messzeitfensters in Reflexionsposition befindet.
- Wird nun ein Produktezwischenraum 9 durch den Messstrahlengang der Lichtschranke bewegt, so wird ein innerhalb des zweiten Messzeitfensters ausgesendetes Lichtsignal über den zweiten Reflektor 73b zum Sensor 72 zurück reflektiert.
- Aus dem Empfang des reflektierten Lichtsignals durch den Sensor 72 erkennt die Steuerungseinrichtung 61, dass der Produktezwischenraum 9 zwischen zwei vereinzelten Druckereiprodukten 2 zweier aufeinanderfolgender Arbeitstakte frei ist.
- Ist nun der Produktezwischenraum 9 durch ein aufgezogenes oder vagabundierendes Produkt überdeckt, so wird der Messstrahlengang durch dieses Produkt 2a, 2b unterbrochen. Entsprechend wird das Lichtsignal nicht zum Sensor 72 reflektiert.
- Die
Figur 7 zeigt beispielhaft, wie ein aufgezogenes Druckereiprodukt 2a, welches von einem Greifer 12 des Übernahmerundlaufs 10 wegtransportiert wird, den in Transportrichtung F nachfolgenden Produktezwischenraum 9 überdeckt und so den Messstrahlengang 74 des Lichtsignals überdeckt. - Die
Figur 8 zeigt beispielhaft, wie ein so genanntes vagabundierendes, überzähliges Druckereiprodukt 2b, welches zusammen mit einem ordnungsgemäss von einem Greifer 12 des Übernahmerundlaufs 10 gehaltenen Druckereiprodukt 2 desselben Arbeitstaktes wegtransportiert wird, den in Transportrichtung F nachfolgenden Produktezwischenraum 9 überdeckt und so den Messstrahlengang 74 des Lichtsignals überdeckt. - Detektiert nun der Sensor 72 innerhalb des zweiten Messzeitfensters kein Lichtsignal und somit kein Produktezwischenraum 9, so erkennt die Steuerungseinrichtung 61 eine Betriebsstörung, wie Vorliegen eines überzähligen Druckereiproduktes 2b oder eines aufgezogenen Druckereiproduktes 2a. Die Steuerungseinrichtung 61 kann nun einen oder mehrere der bereits weiter oben genannten Schritte, wie Not-Stopp, Ausschleusen des betreffenden Druckereiproduktes 2a, 2b oder Erzeugen einer Warnmeldung, einleiten.
- Grundsätzlich können am Trägerrad 13 noch weitere Reflektoren angeordnet sein, welche innerhalb von weiteren Messzeitfenstern im Zusammenspiel mit der Lichtsignalquelle 71 und dem Sensor 72 noch weitere Prozesszustände erfassen können.
- Am Trägerrad 13 kann auch ein durchgängiger Reflektor angeordnet sein, wobei jeweils ein Reflektorabschnitt einem Messzeitfenster eines Arbeitstaktes zugeordnet ist.
Claims (20)
- Verfahren zum taktgesteuerten Abtrennen und Vereinzeln von flachen, biegbaren Produkten (2) von der Unterseite eines Stapels (3) solcher Produkte (2) und zum Wegfördern der vereinzelten Produkte (2) vom Stapel (3), mit folgenden Schritten:- Ergreifen des untersten Produktes (2) des Stapels (3),- Abtrennen des untersten Produktes (2) von der Stapelunterseite und- Wegtransportieren des Produktes (2) vom Stapel,dadurch gekennzeichnet, dass
mittels eines einzelnen Sensors (72) in Verbindung mit einer Steuerungseinrichtung (61) innerhalb eines taktgebundenen Messzeitfensters ein erster Prozesszustand und innerhalb mindestens eines weiteren taktgebundenen Messzeitfensters in demselben Arbeitstakt ein zweiter Prozesszustand erfasst wird. - Verfahren gemäss Anspruch 1, dadurch gekennzeichnet, dass innerhalb eines weiteren taktgebundenen Messzeitfensters in demselben Arbeitstakt ein dritter Prozesszustand ermittelt wird.
- Verfahren gemäss Anspruch 1 oder 2, dadurch gekennzeichnet, dass im jeweiligen Messzeitfenster vom Sensor (72) mindestens ein Messwert ermittelt und durch die Steuerungseinrichtung (61) ausgewertet wird, und bei einer Abweichung des ermittelten Messwerts von einem vorgegebenen Sollwert ein ausserordentlicher Prozessschritt in einem zeitlich nachfolgenden Prozessablauf eingeleitet wird.
- Verfahren gemäss einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass der Sensor (72) ein optischer Sensor zur Erfassung eines Lichtsignals ist.
- Verfahren gemäss einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, dass der Sensor (72) Teil einer Lichtschranke mit einer Lichtsignalquelle (71) und insbesondere mit mindestens einem Reflektor (73a, 73b) ist.
- Verfahren gemäss Anspruch 5, dadurch gekennzeichnet, dass aus den Messwerten ermittelt wird, ob der Messstrahlengang (74) des Lichtsignals zwischen Lichtsignalquelle und Sensor (72) unterbrochen wurde.
- Verfahren gemäss einem der Ansprüche 5 bis 6, dadurch gekennzeichnet, dass sich innerhalb des jeweiligen Messzeitfensters jeweils ein Reflektor (73a, 73b) in Reflexionsposition zum Reflektieren des Lichtsignals zum Sensor (72) hin befindet.
- Verfahren gemäss einem der Ansprüche 1 bis 7, dadurch gekennzeichnet, dass innerhalb des Messzeitfensters, überprüft wird, ob der Messstrahlengang (74) durch ein ordnungsgemäss vom Transportorgan (12) gehaltenes und durch den Messstrahlengang (74) bewegtes Produkt (2) unterbrochen wird.
- Verfahren gemäss einem der Ansprüche 1 bis 8, dadurch gekennzeichnet, dass innerhalb des weiteren Messzeitfensters, in welchem bei einem ordnungsgemässen Betrieb ein Produktezwischemaum (9) zwischen zwei aufeinanderfolgenden Produkten zweier Arbeitstakte durch den Messstrahlengang (74) bewegt wird, überprüft wird, ob der Messstrahlengang (74), insbesondere durch ein nicht ordnungsgemäss vom Stapel (3) abgetrenntes Produkt (2), unterbrochen wird.
- Verfahren gemäss Anspruch 9, dadurch gekennzeichnet, dass innerhalb des weiteren Messzeitfensters überprüft wird, ob der Messstrahlengang (74) durch ein aufgezogenes, mehrseitiges Produkt (2a) oder ein überzähliges Produkt (2b) unterbrochen wird.
- Vorrichtung (1) zum taktgesteuerten Abtrennen und Vereinzeln von flachen, biegbaren Produkten (2) von der Unterseite eines Stapels (3) solcher Produkte (2) und zum Wegfördern der vereinzelten Produkte (2) vom Stapel (3), mit einer Steuerungseinrichtung (61) zum taktgesteuerten Betreiben der Vorrichtung (1),
dadurch gekennzeichnet, dass
die Vorrichtung einen Sensor (72) enthält, welcher in Verbindung mit der Steuerungseinrichtung (61) zum Erfassen eines ersten Prozesszustandes innerhalb eines taktgebundenen Messzeitfensters und zum Erfassen eines zweiten Prozesszustandes innerhalb eines weiteren taktgebundenen Messzeitfensters in demselben Arbeitstakt zwecks Detektieren von Unregelmässigkeiten beim Abtrennen und Wegtransport der Produkte (2) ausgelegt ist. - Vorrichtung gemäss Anspruch 11, dadurch gekennzeichnet, dass der Sensor (72) ein optischer Sensor ist.
- Vorrichtung gemäss Anspruch 12, dadurch gekennzeichnet, dass die Vorrichtung eine Lichtschranke mit einer Lichtsignalquelle umfasst und der optische Sensor (72) Teil der Lichtschranke zum Empfangen eines von der Lichtsignalquelle (71) ausgestrahlten Lichtsignals ist.
- Vorrichtung gemäss einem der Ansprüche 12 bis 13, dadurch gekennzeichnet, dass die Lichtschranke eine Reflexions-Lichtschranke ist, welche mindestens einen Reflektor (73a) zum Reflektieren eines von der Lichtsignalquelle (71) ausgestrahlten Lichtsignals zum Sensor (72) hin umfasst.
- Vorrichtung gemäss einem der Ansprüche 13 bis 14, dadurch gekennzeichnet, dass die Lichtsignalquelle eine Laserdiode umfasst.
- Vorrichtung gemäss einem der Ansprüche 11 bis 15, gekennzeichnet, durch eine Transporteinrichtung, mittels welcher die Produkte (2) vom Stapel (3) wegtransportiert werden und der mindestens eine Reflektor (73a) an einem bewegten Bauteil der Transporteinrichtung angeordnet ist.
- Vorrichtung gemäss einem der Ansprüche 13 bis 16, dadurch gekennzeichnet, dass die Lichtsignalquelle (71) der Lichtschranke so angeordnet ist, dass der Messstrahlengang (74) eines von der Lichtsignalquelle (71) ausgesendeten Lichtsignals innerhalb des Messzeitfensters durch das Produkt (2) beim Wegtransport unterbrochen wird.
- Vorrichtung gemäss einem der Ansprüche 13 bis 17, dadurch gekennzeichnet, dass die Lichtsignalquelle (71) der Lichtschranke so angeordnet ist, dass der Messstrahlengang (74) eines von der Lichtsignalquelle (71) ausgesendeten Lichtsignals innerhalb des weiteren Messzeitfensters durch den Produktezwischenraum (9) zweier Produkte (2) führt.
- Vorrichtung gemäss einem der Ansprüche 14 bis 18, dadurch gekennzeichnet, dass mindestens ein Reflektor (73a) oder Reflektorabschnitt derart angeordnet ist, dass das Lichtsignal (74) bei einem Leer-Takt innerhalb des Messzeitfensters vom Reflektor (73a) bzw. Reflektorabschnitt zum Sensor (72) reflektiert wird.
- Vorrichtung gemäss einem der Ansprüche 14 bis 19, dadurch gekennzeichnet, dass mindestens ein Reflektor (73b) oder Reflektorabschnitt derart angeordnet ist, dass das Lichtsignal (74) beim Bewegen eines Produktezwischenraums (9) durch den Messstrahlengang (74) innerhalb des weiteren Messzeitfensters vom Reflektor (73b) bzw. Reflektorabschnitt zum Sensor (72) reflektiert wird.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH00681/16A CH712492A1 (de) | 2016-05-26 | 2016-05-26 | Verfahren und Vorrichtung zum Abtrennen von einzelnen, flachen, biegbaren Produkten von der Unterseite eines Stapels. |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP3248919A1 true EP3248919A1 (de) | 2017-11-29 |
Family
ID=58709880
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP17171237.5A Withdrawn EP3248919A1 (de) | 2016-05-26 | 2017-05-16 | Verfahren und vorrichtung zum abtrennen von einzelnen, flachen, biegbaren produkten von der unterseite eines stapels |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20170341891A1 (de) |
| EP (1) | EP3248919A1 (de) |
| AU (1) | AU2017203308A1 (de) |
| CH (1) | CH712492A1 (de) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ITUB20154944A1 (it) * | 2015-10-23 | 2017-04-23 | Ima Spa | Apparato selezionatore-introduttore di stampati e relativo procedimento |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1986004567A1 (en) * | 1985-02-07 | 1986-08-14 | Brandt, Inc. | Compact apparatus for dispensing a preselected mix of paper currency or the like |
| EP2548825A2 (de) * | 2011-07-22 | 2013-01-23 | Bell and Howell, LLC | Verfahren und System zum Zuführen von Einsätzen mit einem drehbaren und unabhängigem Greifsystem |
| EP2700599A2 (de) * | 2012-08-22 | 2014-02-26 | Ferag AG | Vorrichtung und Verfahren zum Abtrennen von einzelnen, flachen, biegbaren Gegenständen von der Unterseite eines Stapels |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4799661A (en) * | 1987-04-21 | 1989-01-24 | Craftsman Printing Company | Apparatus for compiling sheets in a binding line |
| US6082724A (en) * | 1997-08-01 | 2000-07-04 | Heidelberger Druckmaschinen Ag | Variable speed signature collating apparatus |
-
2016
- 2016-05-26 CH CH00681/16A patent/CH712492A1/de not_active Application Discontinuation
-
2017
- 2017-05-16 EP EP17171237.5A patent/EP3248919A1/de not_active Withdrawn
- 2017-05-17 AU AU2017203308A patent/AU2017203308A1/en not_active Abandoned
- 2017-05-24 US US15/603,931 patent/US20170341891A1/en not_active Abandoned
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1986004567A1 (en) * | 1985-02-07 | 1986-08-14 | Brandt, Inc. | Compact apparatus for dispensing a preselected mix of paper currency or the like |
| EP2548825A2 (de) * | 2011-07-22 | 2013-01-23 | Bell and Howell, LLC | Verfahren und System zum Zuführen von Einsätzen mit einem drehbaren und unabhängigem Greifsystem |
| EP2700599A2 (de) * | 2012-08-22 | 2014-02-26 | Ferag AG | Vorrichtung und Verfahren zum Abtrennen von einzelnen, flachen, biegbaren Gegenständen von der Unterseite eines Stapels |
Also Published As
| Publication number | Publication date |
|---|---|
| CH712492A1 (de) | 2017-11-30 |
| US20170341891A1 (en) | 2017-11-30 |
| AU2017203308A1 (en) | 2017-12-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE69609227T2 (de) | Vorrichtung zum korrekten Zuführen von dünnen Gegenständen wie Banknoten, Schecks, usw. | |
| EP2586730B1 (de) | Linienverteiler | |
| DE68910786T2 (de) | System zum Anordnen in gleichen Abständen und zum Überführen von Gegenständen von einem ersten auf einen zweiten Förderer. | |
| DE202011110784U1 (de) | Vorrichtung zum Transport von Artikeln | |
| EP3501995A1 (de) | Verfahren zur steuerung der parameter eines umreifungssystems | |
| DE102013111088A1 (de) | Verfahren und System zum Abführen von auf einer Horizontalfördereinrichtung kontinuierlich bewegten und in parallelen Reihen geführten Getränkebehältnissen | |
| EP0186152B2 (de) | Vorrichtung und Verfahren zum Vereinzeln von Blattgut | |
| EP3678964A1 (de) | Vorrichtung und verfahren zur ausrichtung von gebinden | |
| DE102014001741A1 (de) | Etikettiereinrichtung, Etikettiersystem und Verfahren zum Bestücken eines Produkts mit einem Etikett | |
| EP3549879B1 (de) | Verpackungsvorrichtung für artikel und verfahren zum bereitstellen von flächigen verpackungszuschnitten für artikel | |
| EP2818421A1 (de) | Schalenverschließmaschine mit Trayzuführung und Verfahren für eine Verpackungsanlage | |
| WO2020020523A1 (de) | Handhabungs- und/oder verpackungsvorrichtung und verfahren zum verpacken von artikeln | |
| EP3512788B1 (de) | Verfahren und vorrichtung zum sortieren von scheibenfoermigen objekten | |
| EP0987179B1 (de) | Verfahren und Vorrichtung zur Übergabe von Packstücken an einer Stapelbildungsstelle | |
| CH706437A1 (de) | Verfahren und Vorrichtung zum Erstellen eines Produktstroms von Produkteinheiten in einer vorgegebenen Sequenz. | |
| DE1934390C3 (de) | Vorrichtung zur Kontrolle der Verschließung von Schachteln und zur nachfolgenden Ausscheidung fehlerhafter Schachteln | |
| DE69013450T2 (de) | Sortierfehleranzeigesystem für eine Sortiermaschine. | |
| DE102014103336A1 (de) | Steuerung der Hauptwelle einer Umreifungsmaschine | |
| EP3248919A1 (de) | Verfahren und vorrichtung zum abtrennen von einzelnen, flachen, biegbaren produkten von der unterseite eines stapels | |
| EP2316766A2 (de) | Ausschleusstation für Kartonzuschnitte und Verfahren zum Herstellen und Ausschleusen von Kartonzuschnitten | |
| EP2551224B1 (de) | Verfahren zum Betrieb einer Sammeleinrichtung für Druckprodukte | |
| DE102014103331B4 (de) | Steuerungsvorrichtung und -verfahren für eine Umreifungsmaschine | |
| DE10341451A1 (de) | Verfahren und Vorrichtung zum Handhaben von Blisterstreifen | |
| EP1992580A2 (de) | Verfahren und Vorrichtung zum Öffnen von Druckereiprodukten | |
| DE1254581B (de) | Maschine zum satzweisen Zusammentragen unterschiedlicher Bogen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20180525 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20191203 |