EP3271111B1 - Verfahren und schleifmaschine zum schleifen von nuten aufweisenden werkstücken - Google Patents
Verfahren und schleifmaschine zum schleifen von nuten aufweisenden werkstücken Download PDFInfo
- Publication number
- EP3271111B1 EP3271111B1 EP16709434.1A EP16709434A EP3271111B1 EP 3271111 B1 EP3271111 B1 EP 3271111B1 EP 16709434 A EP16709434 A EP 16709434A EP 3271111 B1 EP3271111 B1 EP 3271111B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- crush
- dressing
- grinding wheel
- grinding
- profiling
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B1/00—Processes of grinding or polishing; Use of auxiliary equipment in connection with such processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B49/00—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation
- B24B49/006—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation taking regard of the speed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B19/00—Single-purpose machines or devices for particular grinding operations not covered by any other main group
- B24B19/02—Single-purpose machines or devices for particular grinding operations not covered by any other main group for grinding grooves, e.g. on shafts, in casings, in tubes, homokinetic joint elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B19/00—Single-purpose machines or devices for particular grinding operations not covered by any other main group
- B24B19/02—Single-purpose machines or devices for particular grinding operations not covered by any other main group for grinding grooves, e.g. on shafts, in casings, in tubes, homokinetic joint elements
- B24B19/022—Single-purpose machines or devices for particular grinding operations not covered by any other main group for grinding grooves, e.g. on shafts, in casings, in tubes, homokinetic joint elements for helicoidal grooves
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B49/00—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation
- B24B49/003—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation involving acoustic means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B49/00—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation
- B24B49/16—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation taking regard of the load
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B49/00—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation
- B24B49/18—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation taking regard of the presence of dressing tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B53/00—Devices or means for dressing or conditioning abrasive surfaces
- B24B53/06—Devices or means for dressing or conditioning abrasive surfaces of profiled abrasive wheels
- B24B53/07—Devices or means for dressing or conditioning abrasive surfaces of profiled abrasive wheels by means of forming tools having a shape complementary to that to be produced, e.g. blocks, profile rolls
Definitions
- the invention relates to a method and a grinding machine for grinding grooves having workpieces according to the preamble of claims 1 and 6, such as GB 2 143 448 A known.
- the grinding wheel is profiled so that when grinding the groove in the workpiece, the outer positive shape of the profiling of the grinding wheel as a negative mold in Form of the groove formed in the workpiece.
- Crushing which is often referred to as roll-forming, has long been established and proven to be a special method of rotary dressing for accurate profiling of metal- or ceramic-bonded diamond or CBN grinding wheels. Crushing is especially useful when large quantities of tools have to be provided with fine profiles.
- the known crushers typically include crimping rollers which are either driven and frictionally drag the grinding wheel when both are engaged or disengaged, but the grinding wheel is such that when both are engaged, the grinding wheel by friction takes the Crushierrolle, ie can rotate. Because in recent years increasing tendency for ever larger and more powerful grinding machines with more powerful grinding spindle drives, the driving of Crushierrollen has prevailed by the driven grinding wheel, ie the Crushierrolle runs smoothly with, when the grinding wheel with the Crushierrolle is engaged. So that a high profiling accuracy can be achieved at the grinding wheel during crushing, the crushing parameters have to be selected and used with great care.
- Crushiervorgang takes place at relatively high pressures in the engagement region of Crushierrolle and grinding wheel, so that is deformed by possibly occurring deformations of the grinding wheel, the profile to be formed during or after dressing.
- the parameters of Crushierrolle and grinding wheel in the strict sense or Crushierrollenspindel and grinding wheel spindle in the broader sense must therefore be selected and implemented so that the aforementioned deformations can be avoided or even excluded. If certain parameters such. B. the relative feed between the grinding wheel and Crushierrolle or in the engaging area of both resulting so-called Crushierdruck too large, a so-called chattering can occur, which is to avoid the Crushiervorgang under all circumstances.
- a dressing device for a numerically controlled profile or surface grinding machine is described.
- a Crushing device is arranged on the profile or surface grinding machine, which has its own drive.
- the dressing of a plurality of profiled grinding wheels, which are arranged in the direction of the axis of rotation side by side, so that each profiled grinding wheel is associated with a dressing roller.
- the dressing roll on the grinding wheel is rolled under pressure so as to crush and break up the abrasive grains, the peripheral speeds of the grinding wheel and the crushing roller being equal.
- DE 1 284 867 A is a universal grinding machine with turret described on which in the wheelhead a so-called curl device is provided, with which the required for forming or plunge grinding profile is rolled on the circumference of a grinding machine.
- the implementation of the curling process in terms of profiling in terms of Crushierens is not described.
- the profiling of the grinding wheel by means of this known curling device takes place on the actual grinding machine, it is additionally carried out in a single operation between grinding operations or turning, drilling, friction and thread cutting operations likewise carried out on the universal grinding machine.
- a dressing device for CBN grinding wheels which machines the grinding wheel so that it can be used equally well for pre-grinding as for finish grinding.
- the dressing wheel has so-called crushing grains and individual abrasive grains which are mixed in the dressing layer.
- the dressing takes place in one process and describes a dressing of axial end faces of a cup-shaped grinding wheel.
- the object of the present invention is therefore to provide a method and a grinding machine for grinding grooved workpieces, in which a crushing dressing of a grinding wheel to be profiled, taking into account substantial crushing parameters, is integrated into an automated grinding process and a high quality of the ground workpiece can be achieved in achieving a long service life of the grinding wheel.
- a method of grinding workpieces having grooves is described.
- the workpieces are in particular helically or threaded workpieces, the grooves also straight grooves or radially circumferential grooves such.
- B. punctures can be.
- the workpiece is clamped and its groove is ground by means of a grinding wheel, which has a profiling which corresponds to the cross section of the groove. Due to the grinding process, as a result of wear of the grinding wheel can change their profiling, which is why the grinding wheel is reprofiled by crushing.
- Nachprofilieren here is a so-called Fertigcrushieren or Fertigprofilieren be understood.
- the profile is present on the grinding wheel and is restored in terms of accuracy and sharpness, so to speak.
- a Nachprofilier-Crushieren the grinding wheel thereby also driven Crushierrolle by their control based on a measurement of speed and current consumption of the respective drives the grinding wheel and the Crushierrolle, based on a relative feed during Crushieren between the grinding wheel and the Crushierrolle takes place.
- the relative feed is preferably selected such that, for reasons of efficiency during crushing and during the entire grinding process, the relative feed is a maximum relative feed, at which no disadvantageous process conditions still occur.
- At least rotational speed and current consumption are measured as essential crushing parameters for post-profiling crushing and used for controlling the process of crushing.
- the current consumption stands for the performance, which according to the requirements pull the drives both the grinding wheel and the Crushierrolle or the power which is to be supplied to them so that the desired, defined Crushierparameter can be met.
- a profiling Crushieren the grinding wheel by means of Crushierrolle which is usually not driven, by controlling only the grinding wheel drive based on its measured speed and current consumption, the profiling Crushing is performed before the start of the grinding process.
- profiling-Crushing is to be understood that receives a not yet profiled grinding wheel in a first operation before the start of the actual grinding process by means of a Crushierrolle the profiling so that the grooves can be ground into the workpiece by means of this grinding wheel.
- Profilier-Crushieren corresponds to a Vorcrushieren or pre-profiling or rough profiling.
- the profiling-crushing is carried out by means of the same crushing roller which is used for post-profiling-crushing.
- the Crushierrolle several, preferably at least two tread grooves, which are applied as a negative mold for generating the positive profiling on the grinding wheel successively.
- the provision of several crushing grooves in the crushing roll has the advantage that a single crushing roll can be used for several crushing operations.
- a crushing role Worked out groove by groove, so to speak.
- the last Crushier groove further profiling of the grinding wheel, in particular by way of Nachprofilier-Crushierens for reasons of accuracy no longer allow this Crushierrolle must be replaced and possibly worked up again.
- profiling Crushing allows the measurement of speed and current consumption of the drive of the grinding wheel optimal performing the Crushiervorgangs means of a maximum relative feed, in which adverse process conditions such. As a rattle does not occur.
- a larger dressing volume than the post profiling crushing is dressed by the grinding wheel.
- the first side of the profiling on the grinding wheel is approached with a first groove profile flank, the approach to the first groove profile flank being monitored by an existing starting sensor system and a possibly occurring activation of the drive in the form of a drive pulse to the crushing roller.
- This is followed by the approach to a second flank of the arranged in the Crushierrolle groove, which is also monitored by the Anfahrsensik the possible successful connection of a drive pulse to the Crushierrolle.
- a lateral process of the grinding wheel until the grinding wheel is moved on the profile center of the groove located in the Crushierrolle.
- the maximum relative feed ie the permissible feed during crushing, is realized by monitoring the current consumption and thus the grinding spindle power, whereby the current consumption is continuously measured.
- the CNC controller then calculates and sets the maximum relative feed, ie an optimum feed rate between the crushing roller and the grinding wheel, with regard to the efficiency of the crushing process.
- the grinding wheel If the grinding wheel has received its profiling during the profiling-Crushierens, then it can then be used in the normal grinding process for grinding the corresponding groove in the workpiece or re-used or post-profiling-crushed to increase the accuracy. Since the grinding wheel wears while the grinding wheel is worn, but the profile shape is essentially maintained within narrow limits, the grinding wheel must be crushed between the grinding sections to be determined on the basis of the wear rate of the profiling of the grinding wheel by re-profiling. A profiling crash is thus no longer required at this stage of the process.
- both the grinding wheel and the crushing roller are each driven.
- profiling-crushing an edge of the groove in the crushing roller is first approached, whereby the process is monitored by the starting sensor system and the measurement of the power consumption at the two drives of the grinding wheel and the crushing roller (grinding spindle / crushing spindle).
- grinding spindle / crushing spindle This is followed by a start of the second flank of the groove, wherein also by the starting sensor and the measurement of the power consumption of the two drives of the grinding wheel and the Crushierrolle, d. H. on whose spindles, this process is monitored.
- This is followed by a procedure of the grinding wheel on the profile center.
- the procedure differs from profiling-crushing in that during the after-profiling crushing, the grinding wheel and the crushing roller are driven and speed-controlled and, in addition, the power consumption is monitored in each case.
- the Crushierrolle and the grinding wheel with respect to their speeds are coordinated so that their peripheral speeds in the Nachprofilier-Crushieren in a defined by a peripheral surface of the Crushierrolle defined depth of the groove have a defined relationship to each other.
- the crushing process can be controlled while maintaining the essential process parameters for post-profiling crushing. And it ensures that an optimal Crushieren takes place, taking into account essential procedural parameters when Crushing.
- the peripheral surface corresponding to the defined depth of the groove is in particular infinitely varied with respect to its depth in the groove with a constant ratio of the peripheral speeds of the grinding wheel and the crushing roller.
- a limit speed is now preferably set the limit speed or the Crushierrolle so long driven until the speed of the peripheral speed of the grinding wheel in the defined depth of the groove of the peripheral surface corresponds.
- the at least machine parameter and crushing parameter-dependent maximum relative feed between the grinding wheel and the crushing roller during crushing is determined in particular by way of "trial and error" before the actual crushing and entered as limit value into a machine control and in particular also stored there.
- a grinding machine provided for grinding grooved workpieces conventionally includes a cross slide on a machine stand in X-axis direction and Z-axes Direction CNC-movable grinding headstock, which carries a profiled for grinding the groove grinding wheel, which is rotationally driven.
- the grooves can also be straight grooves or recesses.
- the grinding machine on a workpiece headstock with a C-axis. The workpiece is held on the grinding machine in one clamping.
- the grinding machine has a Crushing device permanently installed thereon with a crusher roller with its own rotary drive. The speed of the Crushierrolle is controllable by means of a control device.
- the crushing roller has a profiling crushing section for profiling crushing the grinding wheel with a first dressing volume and a post-profiling crushing section disposed on the same crushing roller for post profiling crushing of the grinding wheel with a second dressing volume.
- the Crushierrolle more than two Crushierrillen or -nuten, which can be used successively in Crushieren the profiling of the grinding wheel until the last Crushierrille does not restore the required accuracy and sharpness of the profiling of the grinding wheel after Crush Schl during Crushing. Then the Crushierrolle would be replaced.
- the next groove can be used for post-profiling crushing. This ensures that during the post-profiling crushing always a grinding wheel profile can be produced with optimum accuracy. This refers to post profiling crushing.
- the profiling-crushing is applied before grinding in such a case, when the grinding wheel has not profiled according to the groove to be produced formed on the workpiece.
- the profiling-Crushing is namely a so-called Warprofile.
- Only after-cycle crimping has to be carried out occasionally after specified cycles so that both the shape of the profiling and the sharpness of the grinding wheel are restored after a certain grinding time has been carried out.
- the crusher device is preferably arranged in a stable housing and fixedly connected to the machine stand. This makes it possible to reliably absorb the forces occurring during crushing and to avoid even an elastic deformation of the Crushing during Crushierens as far as possible.
- the Crushier founded has a CNC-controlled drive, which is connected via a coupling with the Crushierrolle to the rotary drive.
- the Crushierrolle from high-speed steel (HSS) or carbide.
- the electric drive has the advantage that it can be reliably unlocked in particular in the case of profiling Crushierens, ie travels idle, which is particularly the case for profiling-Crushing the case because there usually the Crushierrolle is not driven, ie at Engaging the grinding wheel in the groove or groove of the Crushierrolle with the grinding wheel.
- the electric drive of the Crushierrolle has also the advantage that in the case of lowering the speed of the Crushierrolle the drive can be switched by switching pulses on the connection of the drive torque briefly until the rotational speed of the Crushierrolle again that of the grinding wheel corresponds and then the Crushierrolle again runs without drive with the grinding wheel.
- the Crushing device additionally comprises a structure-borne sound sensor, by means of which the engagement contact between the Crushierrolle and the grinding wheel can be monitored, wherein by means of the structure-borne sound sensor, a signal detecting the engagement contact is available to the control device, so that the control device, a signal via the engagement contact can be fed.
- a structure-borne sound sensor by means of which the engagement contact between the Crushierrolle and the grinding wheel can be monitored, wherein by means of the structure-borne sound sensor, a signal detecting the engagement contact is available to the control device, so that the control device, a signal via the engagement contact can be fed.
- the grinding wheel or the grinding spindle with the headstock is designed such that it can be moved to the crumbling roller during post-profiling crushing and can be moved in the transverse direction to the post-profiling crushing section.
- Crushing namely a flank of the profile of the grinding wheel is usually approached first and something crushed, followed by the start and slight crushing of the second flank and then followed by the center in the groove running Nachprofilier-Crushieren.
- the Crushierrolle is formed in one piece or two parts. While the one-piece construction with the provision of multiple crushing grooves for multiple crushing a grinding wheel during an entire grinding process for high rigidity, which is required for the Crush Schl brings benefits, the bipartite Crushierrolle is particularly advantageous if only a part of the Crushierrolle because of their Wear must be replaced, the not yet worn part, however, can be used. This may provide an advantage in terms of flexibility.
- control device is preferably designed in such a way that a maximum relative feed between the grinding wheel and the crushing roller can be realized during crushing in such a way that this maximum relative feed is smaller than a predeterminable, machine and process parameter-dependent limit value, which is before Crushing in the controller can be entered.
- This maximum relative feed is to be determined separately for each workpiece, for each execution of crushing rollers and grinding wheel and corresponding grinding conditions, including the abrasive pads used and the material of the crushing roller preferably in the context of "trial and error" experiments.
- the skilled person is at least given the doctrine essential process parameters for the control of this maximum relative feed, ie the maximum allowable feed without unmanageable process conditions adverse type occur with the grinding machine respected or realized can.
- the competent expert can determine this limit by testing. Once this limit has been determined, it is possible, by means of the control device, to approach the limit as close as possible to this limit, without this limit being exceeded. Thus, a fast and cost-effective crushing of grinding wheels with high accuracy in the fully automatic process is feasible.
- FIG. 1 is shown in a schematic representation in plan view, the arrangement of the essential components of a grinding machine on the machine bed.
- a workpiece headstock with a workpiece spindle with a C-axis has a workpiece 1 clamped.
- a displaceable tailstock 4 is provided with a tip in extension of the longitudinal axis of the workpiece spindle.
- On a mounted on the machine bed cross slide a wheel spindle with grinding spindle is arranged, on which a grinding wheel 5 is fixed.
- the grinding wheel 5 has a profiling, with which the corresponding grooves are ground into the workpiece 1.
- the grinding wheel can be moved in the X, Z, and Y directions via CNC axes and fed to the workpiece 1. Furthermore, a crimping device 7 is provided, which carries a crushing roller. The axes of rotation of the Crushierrolle and the grinding wheel 5 are arranged parallel to each other, at least if the grinding wheel 5 is crushed with respect to their profiling.
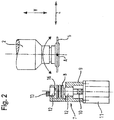
- FIG. 2 are in the form of a section of the basic arrangement on the grinding machine according to FIG. 1 only the grinding spindle 2 with the grinding wheel 5 and associated therewith the crusher 7 with its crushing roller 8 shown.
- the grinding spindle 2, with its grinding wheel 5 can be pivoted about a CNC-controlled A-pivot axis.
- the grinding spindle is also CNC-controlled in the Z and Y directions.
- FIG. 2 shown basic construction of the crimping device 7 is characterized by a high rigidity, which z. B. it is clear that the Crushing device 7 is arranged in a housing 9 in which the Crushierrolle 8 carrying Crushierspindel 16 is rigidly mounted on both sides of the Crushierrolle 8 by means of rolling bearings 12.
- the drive motor 11 of the crusher 7 is also CNC-controlled and is connected via a coupling 10 with the Crushierspindel 16.
- a Crushierrolle 8 Shown is in FIG. 2 a Crushierrolle 8 according to the invention, which has two Crushierrillen or Crushiernuten or Crushiernuten. Both Crushiernuten can be used sequentially to Crushieren the profiling of the grinding wheel 5. On the one hand, this can be a profiling-crushing with the first crushing groove and a post-profiling-crushing with the second crushing groove. On the other hand, it is also possible that the two Crushiernuten the Crushierrolle 8 are used only for Nachprofilier-Crushieren. In this case, the in FIG. 2 Crushing groove shown above first used for Nachprofilier-Crushieren until it can no longer produce the required accuracy of the profiling on the grinding wheel 5.
- the crushing groove underlying in the drawing is applied to a further post-profiling crushing of the grinding wheel.
- the service life of the crushing roller when crushed can be doubled with respect to a crushing roller having only a single crushing groove.
- the higher stiffness so far into account and higher process accuracy in the crushing of the profiling of the grinding wheel and thus a higher accuracy of the workpieces to be ground can be achieved if the at least two Crushiernuten are arranged on a one-piece and thus rigid Crushierrolle 8.
- FIG. 3 of the squeezer 7 only the main part thereof, the crushing roller 8, which is arranged on the crushing spindle 16, is shown.
- the crushing roller 8 has a profiling crushing section 14 and a post-profiling crushing section 15.
- a structure-borne noise sensor 13 is provided on the Crushing device 7, by means of which the engagement contact of the grinding wheel 5, which is arranged on the grinding spindle 2 and driven in rotation about its C-axis, with the Crushierrolle 8 can be detected or monitored.
- grinding wheel 5 is not yet profiled and therefore must first be profiled-crushed for the actual grinding process.
- profiling-Crushieren in the context of generating the actual profiling on the grinding wheel 5 is to be understood. This is carried out in a profiling crushing groove 14 provided on the crushing roll 8 for profiling-crushing.
- the first before the profiling Crushing with her in cross-section deviating from the profile shape designed grinding wheel is first employed on a flank of the profiling Crushierabiteses 14 Crushiernut and crushed to a small extent.
- a slight crushing is then performed on the second flank of the profiling crush groove 14.
- the grinding wheel is moved into the middle of the groove of the Crushierrolle, and both flanks are then profiled-crushed at the same time. After the profiling crushing, the grinding wheel is post-profiled-crushed, whereby the grinding wheel receives its final profiling shape with very high accuracy.
- the structure-borne sound sensor 13 responds at each contact of the profile 6 to be produced of the grinding wheel 5 on one of the flanks of the Crushiernuten 14, 15 and thus monitors the engagement contact during Crushieren.
- the first just trained grinding wheel 5 is thus by the FIG. 3 shown profiling crushing groove 14 crushed into a sharp profile, which is provided for thread grinding.
- the Nachprofilier-Crushiernut 15 provided for Nachprofilier-Crushieren 15th ensures the production of a profiling 6 on the grinding wheel 5 for a high-precision production of the grooves in the workpieces.
- the crushing roller 8 Since the grinding wheel 5 has a concentricity error in the usual way, the crushing roller 8 is not fully driven when first touched by the grinding wheel 5. As a result, the speed of the crushing roller 8 can drop.
- the drive motor 11 of the Cruhierspindel 16 can be added pulse-like. This connection takes place until the Crushierrolle 8 again has the speed which the grinding wheel 5 has. Ie. the drive pulse is carried out until the Crushierrolle 8 has their speed of the grinding wheel 5 corresponding target speed.
- FIGS. 5a ), b) and c) the different phases when crushing the profiling 6 of the grinding wheel 5 are shown.
- this procedure is implemented during the crushing, namely during profiling-crushing as well as after-profiling-crushing.
- FIGS. 5a) to 5c ) exemplify the post-profiling crushing process.
- FIG. 5a is shown how first a first edge of the profiling 6 of the grinding wheel 5 is approached on a first flank of the Nachprofilier-Crushiernut 15 in the Crushierrolle 8 and slightly crushed.
- the grinding wheel 5 can be moved along its CNC-controlled Z and Y axes.
- FIG. 5b It is shown how the laterally moved grinding wheel 5 is set with its edge of the profiling 6 opposite the first flank to the second flank formed on the post-profiling crushing groove 15 and subjected there to the starting operation and low crushing becomes. Analogous to FIG. 5a ) for the start of the first flank, the grinding wheel 5 is moved to approach in their CNC-controlled Z and Y axes in order to comply with the required and permissible Crushierparameter.
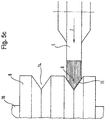
- FIG. 6 For example, the geometric relationships between the crushing groove 15 of the crushing roller 8 and the profiling 6 of the grinding wheel 5 are shown with respect to two different levels with respect to the depth of the crushing groove 15.
- the term “plane” is to be understood as the annular peripheral surface 17. She is only mentally referring to FIG. 6 in which this "plane" is represented for a single radius, referred to as "plane".
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Acoustics & Sound (AREA)
- Crushing And Grinding (AREA)
- Grinding And Polishing Of Tertiary Curved Surfaces And Surfaces With Complex Shapes (AREA)
- Grinding Of Cylindrical And Plane Surfaces (AREA)
- Constituent Portions Of Griding Lathes, Driving, Sensing And Control (AREA)
- Grinding-Machine Dressing And Accessory Apparatuses (AREA)
Description
- Die Erfindung betrifft ein Verfahren und eine Schleifmaschine zum Schleifen von Nuten aufweisenden Werkstücken gemäß dem Oberbegriff der Ansprüche 1 und 6, wie zum Beispiel aus der
GB 2 143 448 A - Bei den bekannten Verfahren und Schleifmaschinen zum Einschleifen von Nuten in Werkstücke, wobei insbesondere wendelgenutete oder mit Gewinde versehene Werkstücke hergestellt werden, ist die Schleifscheibe so profiliert, dass beim Einschleifen der Nut in das Werkstück die äußere positive Form der Profilierung der Schleifscheibe als negative Form in Form der Nut in dem Werkstück entsteht. Selbst unter Verwendung von leistungsfähigen und relativ hohe Standzeiten aufweisenden CBN- oder Diamant-Schleifscheiben führt der an der Profilierung der Schleifscheibe auftretende Verschleiß zu einer Verschlechterung des Schleifergebnisses und damit verbunden zu einer Abweichung von der Sollform der Nut im Werkstück, wobei im Verlauf des Schleifprozesses außerdem die Genauigkeit der Profilierung der Schleifscheibe und deren Schärfe nachlassen. Dadurch muss die Profilierung der Schleifscheibe nach gewissen Einsatzzeiten neu profiliert, d. h. abgerichtet werden muss.
- Als sehr leistungsfähiges Abrichtverfahren für das Profilieren der vorstehend genannten Schleifscheiben hat sich das Crushieren durchgesetzt. Das Crushieren, welches häufig auch als Einrollprofilieren bezeichnet wird, hat sich als spezielles Verfahren des rotierenden Abrichtens zum abbildungsgenauen Profilieren von metall- oder keramisch gebundenen Diamant- oder CBN-Schleifscheiben seit langem durchgesetzt und bewährt. Das Crushieren findet vor allem dann Anwendung, wenn Werkzeuge in großen Stückzahlen mit feinen Profilen versehen werden müssen.
- Die bekannten Crushiereinrichtungen weisen in der Regel Crushierrollen auf, welche entweder angetrieben sind und die Schleifscheibe durch Friktion mitnehmen, wenn beide miteinander im Eingriff sind, oder nicht angetrieben sind, dafür aber die Schleifscheibe, so dass, wenn beide miteinander im Eingriff sind, die Schleifscheibe durch Friktion die Crushierrolle mitnimmt, d. h. rotieren lässt. Wegen in den letzten Jahren zunehmender Tendenz nach immer größeren und leistungsfähigeren Schleifmaschinen mit leistungsfähigeren Schleifspindelantrieben hat sich das Antreiben der Crushierrollen durch die angetriebene Schleifscheibe durchgesetzt, d. h. die Crushierrolle läuft leichtgängig mit, wenn die Schleifscheibe mit der Crushierrolle im Eingriff ist. Damit beim Crushieren eine hohe Profilierungsgenauigkeit an der Schleifscheibe realisiert werden kann, sind die Crushierparameter mit großer Sorgfalt auszuwählen und anzuwenden. Immerhin werden, wenn Crushierrolle und Schleifscheibe miteinander im Eingriff sind, entweder ganze Körner aus dem Profilierungsbelag der Schleifscheibe oder zumindest größere Bruchstücke davon zerdrückt oder sogar herausgerissen. Beim Crushieren ist darüber hinaus dafür Sorge zu tragen, dass die ausgebrochenen Körner aus dem Kontaktbereich zwischen Crushierrolle und Schleifscheibe möglichst rasch abgeführt werden. Der Crushiervorgang erfolgt bei relativ hohen Drücken im Eingriffsbereich von Crushierrolle und Schleifscheibe, so dass durch gegebenenfalls auftretende Deformationen der Schleifscheibe das auszubildende Profil beim oder nach dem Abrichten verfälscht wird. Die Parameter von Crushierrolle und Schleifscheibe im engeren Sinne bzw. Crushierrollenspindel und Schleifscheibenspindel im weiteren Sinne müssen daher so ausgewählt und realisiert werden, dass die genannten Deformationen vermieden oder gar ausgeschlossen werden können. Werden bestimmte Parameter wie z. B. der relative Vorschub zwischen Schleifscheibe und Crushierrolle oder der im Eingriffsbereich beider entstehende sogenannte Crushierdruck zu groß gewählt, kann ein sogenanntes Rattern auftreten, was beim Crushiervorgang unter allen Umständen zu vermeiden ist.
- In
DE 30 50 373 C2 ist eine Abrichteinrichtung für eine numerisch gesteuerte Profil- oder Flachschleifmaschine beschrieben. Bei dieser bekannten Abrichteinrichtung ist eine Crushiereinrichtung auf der Profil- oder Flachschleifmaschine angeordnet, welche einen eigenen Antrieb aufweist. Vorgesehen ist das Abrichten von mehreren profilierten Schleifscheiben, welche in Richtung von deren Drehachse nebeneinander angeordnet sind, so dass jeder profilierter Schleifscheibe eine Abrichtrolle zugeordnet ist. Während des Crushierens wird die Abrichtrolle auf der Schleifscheibe so unter Druck abgewälzt, dass die Schleifkörner zerdrückt und herausgebrochen werden, wobei die Umfangsgeschwindigkeit von Schleifscheibe und Crushierrolle gleich sind. Durch das Vorsehen einer Abrichtrolle zum Crushieren direkt auf der bekannten Schleifmaschine, kann das Abrichten bereits in den gesamten Schleifprozess eingeordnet werden. - In
DE 1 284 867 A ist eine Universalschleifmaschine mit Revolverkopf beschrieben, auf welcher in deren Schleifspindelstock eine so genannte Einrollvorrichtung vorgesehen ist, mit welcher das zum Form- bzw. Einstechschleifen erforderliche Profil auf dem Umfang einer Schleifmaschine eingerollt wird. Die Durchführung des Einrollvorganges im Sinne einer Profilierung im Sinne eines Crushierens ist nicht beschrieben. Das Profilieren der Schleifscheibe mittels dieser bekannten Einrollvorrichtung erfolgt zwar auf der eigentlichen Schleifmaschine, wird aber zwischen Schleifoperationen oder ebenfalls auf der Universalschleifmaschine durchgeführten Dreh-, Bohr-, Reib- und Gewindeschneidarbeiten in einem Arbeitsgang zusätzlich durchgeführt. - In
US 4 555 873 sind ein Verfahren und eine Vorrichtung zum Schleifen von Werkstücken mittels einer profilierten Schleifscheibe beschrieben. Ebenfalls auf der Schleifmaschine angeordnet ist eine Abrichteinrichtung, mit der die Form und die Schärfe der Schleifscheibe wiederhergestellt werden können. Dazu wird die Schleifscheibe mit entsprechend der Profilierung der Schleifscheibe geformten Abrichtrollen zwischen eigentlichen Schleifoperationen wieder in Form und in Schärfe gebracht. In diesem Dokument ist auch beschrieben, dass das Abrichten bei unterbrochenem Schleifvorgang oder auch während des Schleifens kontinuierlich erfolgen kann. Zwar ist diesem Dokument kein direkter Hinweis auf Crushieren zu entnehmen, beschrieben ist jedoch, dass das Abrichten als ein Vorgang zu betrachten ist, welcher kontinuierlich oder diskontinuierlich durchgeführt werden kann. Verfahrenstechnische Trennungen des Abrichtvorganges sind nicht beschrieben. - Des Weiteren ist in
DE 41 04 266 A1 eine Abrichtmaschine zum Profilieren einer Schleifscheibe mit einer Abrichtscheibe beschrieben. Das beschriebene Abrichten der Schleifscheibe, d. h. das Erzeugen der für die Genauigkeit des Schleifergebnisses erforderlichen Profilierung der Schleifscheibe erfolgt mit an ihren Stirnseiten abgerundeten Abrichtscheiben, welche so um die Stirnseite der Schleifscheibe beim Abrichten räumlich geschwenkt werden, dass das an der Schleifscheibe zu erzielende Profil erzeugt wird. Die Abrichtscheibe wird während des Abrichtvorganges jeweils um eine mit Abstand zu ihrer Umfangs-Stirnseite angeordnete und quer zur Rotationsachse verlaufende Schwenkachse oszillierend verschwenkt. Prinzipiell wird die Abrichtscheibe an die Schleifscheibe herangefahren. Bei dieser bekannten Abrichtmaschine soll der Verschleiß der Abrichtscheibe kontrolliert werden. - In
JP 05138532 A - In
US 3 435 814 ist bereits eine Crushiervorrichtung zum crushierenden Abrichten von profilierten Schleifscheiben beschrieben, welche auf einer Schleifmaschine fest angeordnet ist. Die Crushiereinrichtung ist in Form einer Crushierrolle ausgebildet und wird an die Schleifscheibe zu deren Abrichten angestellt. Ein Antrieb für die Crushierrolle soll sichern, dass sich die Umfangsgeschwindigkeit von Crushierrolle und Schleifscheibe nicht unterscheiden. Wenn Crushierrolle und Schleifscheibe miteinander in Eingriff sind, treibt nur die Schleifscheibe die Crushierrolle an. Der Crushiervorgang wird in einem Arbeitsgang durchgeführt, und anschließend wird die Crushierrolle außer Eingriff mit der Schleifscheibe gebracht. - Auch in dem Firmenprospekt Winter von Saint-Gobain Abrasives ist bereits beschrieben, dass eine zum Abrichten einer profilierten Schleifscheibe eingesetzte Einrollvorrichtung möglichst Bestandteil der Maschine sein sollte und auf dieser fest installiert sein muss. Dadurch kann zeitintensiver Werkzeugwechsel vermieden werden. Vorzugsweise soll die Schleifscheibe angetrieben sein und die Profilrolle leichtgängig durch diese beim Abrichten mitgenommen werden. Für das Erstprofilieren wie für nachfolgende Profiliervorgänge sind jeweils spezielle Profilierrollen erforderlich. Bei dieser bekannten Einrichtung ist es notwendig, dass nach dem Vorprofilieren die Profilierrollen ausgewechselt werden müssen. Dies hat den Nachteil, dass Positionierfehler und damit Profilierungsfehler an der Schleifscheibe auftreten können.
- All den bereits bekannten Abricht- bzw. Crushierverfahren bzw. eingesetzten Crushiereinrichtungen ist gemein, dass das Crushieren weder schleifaufgabenabhängig durchgeführt wird, noch dass die eine hohe Flexibilität gewährleistenden Parameter des eigentlichen Crushiervorgangs Beachtung finden.
- Die Aufgabe der vorliegenden Erfindung besteht daher darin, ein Verfahren und eine Schleifmaschine zum Schleifen von genuteten Werkstücken zu schaffen, bei welchen ein Crushier-Abrichten einer zu profilierenden Schleifscheibe unter Berücksichtigung von wesentlichen Crushierparametern in einen automatisierten Schleifprozess integriert ist und eine hohe Qualität des geschliffenen Werkstückes bei Erzielung hoher Standzeiten der Schleifscheibe erzielt werden kann.
- Diese Aufgabe wird durch ein Verfahren mit den Merkmalen gemäß Anspruch 1 sowie durch eine Schleifmaschine mit den Merkmalen gemäß Anspruch 6 erreicht. Zweckmäßige Weiterbildungen sind in den jeweiligen abhängigen Ansprüchen definiert.
- Gemäß einem ersten Aspekt der Erfindung wird ein Verfahren zum Schleifen von Werkstücken, welche Nuten aufweisen, beschrieben. Die Werkstücke sind insbesondere wendelgenutete oder mit Gewinde versehene Werkstücke, wobei die Nuten auch gerade Nuten oder radial umlaufende Nuten wie z. B. Einstiche sein können. Das Werkstück ist aufgespannt und dessen Nut wird mittels einer Schleifscheibe geschliffen, welche eine Profilierung aufweist, welche dem Querschnitt der Nut entspricht. Durch den Schleifvorgang kann sich in Folge von Verschleiß der Schleifscheibe deren Profilierung ändern, weshalb die Schleifscheibe durch Crushieren nachprofiliert wird. Unter Nachprofilieren soll hier ein sogenanntes Fertigcrushieren bzw. Fertigprofilieren verstanden werden. Das Profil ist an der Schleifscheibe vorhanden und wird bzgl. Genauigkeit und Schärfe sozusagen wiederhergestellt. Erfindungsgemäß erfolgt ein Nachprofilier-Crushieren der Schleifscheibe mittels dabei ebenfalls angetriebener Crushierrolle, und zwar durch deren Steuerung auf Basis jeweils einer Messung von Drehzahl und Stromaufnahme der jeweiligen Antriebe der Schleifscheibe und der Crushierrolle, auf deren Basis ein relativer Vorschub beim Crushieren zwischen der Schleifscheibe und der Crushierrolle erfolgt. Der relative Vorschub wird dabei vorzugsweise so ausgewählt, dass aus Gründen der Effizienz beim Crushieren und beim gesamten Schleifvorgang der relative Vorschub ein maximaler relativer Vorschub ist, bei welchem noch keine nachteiligen Prozessverhältnisse auftreten. Es wird also stets mit dem maximalen relativen Vorschub nachprofilier-crushiert, bei welchem zum einen die Standzeit der Crushierrolle nicht übermäßig reduziert wird, aber mit einem relativ hohen Crushierdruck zwischen der Crushierrolle und der Schleifscheibe gearbeitet werden kann, wobei beim Crushieren stets stabile Crushierverhältnisse beibehalten werden.
- Gemäß der Erfindung werden dabei zumindest Drehzahl und Stromaufnahme als wesentliche Crushier-Parameter für das Nachprofilier-Crushieren gemessen und für die Steuerung des Prozesses des Crushierens verwendet. Die Stromaufnahme steht dabei für die Leistung, welche anforderungsgemäß die Antriebe sowohl der Schleifscheibe als auch der Crushierrolle ziehen bzw. die Leistung, welche ihnen zuzuführen ist, damit die gewünschten, definierten Crushierparameter eingehalten werden können.
- Vorzugsweise erfolgt ein Profilier-Crushieren der Schleifscheibe mittels der Crushierrolle, welche dabei in der Regel nicht angetrieben ist, und zwar durch eine Steuerung nur des Schleifscheibenantriebs auf Basis seiner gemessenen Drehzahl und Stromaufnahme, wobei das Profilier-Crushieren vor Beginn des Schleifprozesses durchgeführt wird. Unter Profilier-Crushieren soll dabei verstanden werden, dass eine noch nicht profilierte Schleifscheibe in einem ersten Arbeitsgang vor dem Beginn des eigentlichen Schleifprozesses mittels einer Crushierrolle die Profilierung aufgeprägt bekommt, damit mittels dieser Schleifscheibe die Nuten in das Werkstück geschliffen werden können. Profilier-Crushieren entspricht dabei einem Vorcrushieren bzw. Vorprofilieren bzw. Grobprofilieren.
- Gemäß der Erfindung erfolgt das Profilier-Crushieren mittels derselben Crushierrolle, welche für das Nachprofilier-Crushieren eingesetzt wird. Dies wird dadurch erreicht, dass die Crushierrolle mehrere, vorzugsweise zumindest zwei Profilrillen aufweist, weiche als Negativform zum Erzeugen der positiven Profilierung an der Schleifscheibe nacheinander angewendet werden. Das Vorsehen mehrerer Crushier-Rillen in der Crushierrolle hat den Vorteil, dass eine einzige Crushierrolle für mehrere Crushiervorgänge benutzt werden kann. Jedenfalls wird eine Crushierrolle sozusagen rillenweise abgearbeitet. Und erst wenn die letzte Crushier-Rille ein weiteres Profilieren der Schleifscheibe insbesondere im Wege des Nachprofilier-Crushierens aus Genauigkeitsgründen nicht mehr zulässt, muss diese Crushierrolle ausgewechselt und gegebenenfalls wieder aufgearbeitet werden.
- Auch beim Profilier-Crushieren ermöglicht die Messung von Drehzahl und Stromaufnahme des Antriebs der Schleifscheibe ein optimales Durchführen des Crushiervorgangs mittels eines maximalen relativen Vorschubs, bei welchem nachteilige Prozessverhältnisse wie z. B. ein Rattern nicht auftreten.
- Gemäß der Erfindung wird beim Profilier-Crushieren ein größeres Abrichtvolumen als beim Nachprofilier-Crushieren von der Schleifscheibe abgerichtet.
- Es ist also festzustellen, dass beim Profilier-Crushieren die Schleifscheibe angetrieben ist, wohingegen die Crushierrolle in der Regel nicht angetrieben ist. Es kann jedoch beim Crushieren der mitlaufenden Crushierrolle sein, dass diese aufgrund von Schlupf und anderen Einflüssen eine Verringerung ihrer Drehzahl erfährt. Dafür ist vorgesehen, dass der Crushierrolle in zumindest kurzen Intervallen, sozusagen impulsartig, ihr Antrieb zugeschaltet wird. Die Impulse des Zuschaltens des Antriebs sind jedoch nur so lang bzw. werden nur solange durchgeführt, bis die Crushierrolle wieder die Nenndrehzahl erreicht hat, welche die Drehzahl der Schleifscheibe ist.
- In üblicher Weise wird mit einer ersten Nutprofilflanke die erste Seite der Profilierung an der Schleifscheibe angefahren, wobei durch eine vorhandene Anfahrsensorik und einer möglicherweise stattfindenden Zuschaltung des Antriebs in Form eines Antriebsimpulses an die Crushierrolle das Anfahren an die erste Nutprofilflanke überwacht wird. Anschließend folgt das Anfahren an eine zweite Flanke der in der Crushierrolle angeordneten Nut, wobei ebenfalls durch die Anfahrsensorik die gegebenenfalls erfolgende Zuschaltung eines Antriebsimpulses an die Crushierrolle überwacht wird. Daran schließt sich ein seitliches Verfahren der Schleifscheibe so weit an, bis die Schleifscheibe sich auf der Profilmitte der in der Crushierrolle befindlichen Nut bewegt wird. Dem schließt sich die Zustellbewegung zwischen der Schleifscheibe und der Crushierrolle, d. h. die relative Zustellung zwischen Schleifscheibe und Crushierrolle, bei angetriebener Schleifscheibe und frei mitlaufender Crushierrolle, an. Der maximale relative Vorschub, d. h. der zulässige Vorschub beim Crushieren, wird durch die Überwachung der Stromaufnahme und somit der Schleifspindelleistung realisiert, wobei die Stromaufnahme fortlaufend gemessen wird. Von der CNC-Steuerung wird dann der maximale relative Vorschub, d. h. ein bezüglich der Effizienz des Crushierverfahrens optimaler Vorschub zwischen der Crushierrolle und der Schleifscheibe, berechnet und eingestellt.
- Wenn die Schleifscheibe während des Profilier-Crushierens ihre Profilierung erhalten hat, so kann sie anschließend im normalen Schleifprozess zum Einschleifen der entsprechenden Nut in das Werkstück eingesetzt bzw. erneut eingesetzt oder zur Erhöhung der Genauigkeit noch nachprofilier-crushiert werden. Da im Schleifbetrieb die Schleifscheibe zwar verschleißt, die Profilform aber innerhalb enger Grenzen im Wesentlichen erhalten bleibt, muss zwischen festzulegenden Schleifabschnitten, und zwar auf Basis der Abnutzrate der Profilierung der Schleifscheibe, die Schleifscheibe im Wege des Nachprofilierens crushiert werden. Ein Profilier-Crushieren ist somit in dieser Phase des Prozesses nicht mehr erforderlich.
- Beim Nachprofilier-Crushieren sind sowohl die Schleifscheibe als auch die Crushierrolle jeweils angetrieben. Ebenso wie beim Profilier-Crushieren wird zunächst eine Flanke der Nut in der Crushierrolle angefahren, wobei durch die Anfahrsensorik und die Messung der Leistungsaufnahme an den beiden Antrieben der Schleifscheibe und der Crushierrolle (Schleifspindel/Crushierspindel) dieser Vorgang überwacht wird. Daran schließt sich ein Anfahren der zweiten Flanke der Nut an, wobei ebenfalls durch die Anfahrsensorik und die Mesung der Leistungsaufnahme an den beiden Antrieben der Schleifscheibe und der Crushierrolle, d. h. an deren Spindeln, dieser Vorgang überwacht wird. Daran schließt sich ein Verfahren der Schleifscheibe auf die Profilmitte an. Die Vorgehensweise unterscheidet sich gegenüber dem Profilier-Crushieren dadurch, dass beim Nachprofilier-Crushieren die Schleifscheibe und die Crushierrolle angetrieben und drehzahlgeregelt sind und zusätzlich die Stromaufnahme jeweils überwacht wird.
- Vorzugsweise werden die Crushierrolle und die Schleifscheibe bezüglich ihrer Drehzahlen so aufeinander abgestimmt, dass ihre Umfangsgeschwindigkeiten beim Nachprofilier-Crushieren in einer durch eine Umfangsfläche der Crushierrolle verlaufenden definierten Tiefe der Nut ein definiertes Verhältnis zueinander aufweisen. Dadurch kann der Crushiervorgang unter Einhaltung der wesentlichen Prozessparameter für das Nachprofilier-Crushieren gesteuert durchgeführt werden. Und es wird sichergestellt, dass ein optimales Crushieren erfolgt, und zwar unter Beachtung wesentlicher prozesstechnischer Parameter beim Crushieren.
- Weiter vorzugsweise wird die der definierten Tiefe der Nut entsprechende Umfangsfläche bei einem konstanten Verhältnis der Umfangsgeschwindigkeiten von Schleifscheibe und Crushierrolle bezüglich ihrer Tiefe in der Nut insbesondere stufenlos verändert.
- Bei dem während des Profilier-Crushierens bereits zuvor erwähnten Zuschalten von Antriebsimpulsen an die Spindel der Crushierrolle bei deren Abfall unter eine Grenzdrehzahl wird nun vorzugsweise die Grenzdrehzahl so festgelegt bzw. die Crushierrolle so lange angetrieben, bis die Drehzahl der Umfangsgeschwindigkeit der Schleifscheibe in der definierten Tiefe der Nut der Umfangsfläche entspricht.
- Besonders wichtig ist, dass während des Crushierens der Schleifscheibe beim Crushieren in ihrem Eingriffsbereich so viel Kühlmittel und in einer solchen Intensität zugeführt wird, dass die ausgebrochenen Körner und Schleifbelagteile zügig vom Eingriffsbereich abgeführt werden können.
- Der jedenfalls maschinenparameter - und crushierparameterabhängige maximale relative Vorschub zwischen der Schleifscheibe und der Crushierrolle beim Crushieren wird insbesondere im Wege von "trial and error" vor dem eigentlichen Crushieren ermittelt und als Grenzwert in eine Maschinensteuerung eingegeben und insbesondere auch dort gespeichert.
- Gemäß einem zweiten Aspekt der Erfindung weist eine Schleifmaschine, welche zum Schleifen von Nuten aufweisenden Werkstücken, insbesondere wendelgenutete oder mit einem Gewinde versehende Werkstücke, vorgesehen ist, in üblicher Weise einen auf einem Kreuzschlitten auf einem Maschinenständer in X-Achsen-Richtung und Z-Achsen-Richtung CNC-bewegbaren Schleifspindelstock auf, welcher eine zum Schleifen der Nut profilierte Schleifscheibe trägt, welche rotatorisch angetrieben ist. Die Nuten können auch gerade Nuten oder Einstiche sein. Darüber hinaus weist die Schleifmaschine einen Werkstückspindelstock mit einer C-Achse auf. Das Werkstück ist auf der Schleifmaschine in einer Aufspannung gehalten. Zusätzlich weist die Schleifmaschine eine darauf fest installierte Crushiereinrichtung mit einer Crushierrolle mit eigenem rotatorischen Antrieb auf. Die Drehzahl der Crushierrolle ist mittels einer Steuereinrichtung steuerbar. Erfindungsgemäß ist der Crushierrolle die Schleifscheibe zum Abrichten ihrer Profilierung zustellbar. Die Crushierrolle weist einen Profilier-Crushierabschnitt zum Profilier-Crushieren der Schleifscheibe mit einem ersten Abrichtvolumen und einen auf derselben Crushierrolle angeordneten Nachprofilier-Crushierabschnitt zum Nachprofilier-Crushieren der Schleifscheibe mit einem zweiten Abrichtvolumen auf. Durch das Vorsehen von sowohl einem Profilier-Crushierabschnitt als auch einem Nachprofilier-Crushierabschnitt auf ein und derselben Crushierrolle kann die Crushiereinrichtung nicht nur relativ einfach aufgebaut sein, sie kann auch besonders stabil aufgebaut sein, weil nämlich dann die Crushierrolle beispielsweise durch eine steife Lagerung stabil genug ist, dass Deformationen beim eigentlichen Crushier-Prozess vermieden werden. Diese Deformationen können durch die beim Crushiervorgang auftretenden hohen Kräfte prinzipiell auftreten, weshalb die Crushiereinrichtung mit ihrer Befestigung auf dem Maschinenbett der Schleifmaschine ebenfalls besonders steif ausgeführt werden muss.
- Vorzugsweise weist die Crushierrolle mehr als zwei Crushierrillen bzw. -nuten auf, welche beim Crushieren der Profilierung der Schleifscheibe nacheinander solange genutzt werden können, bis die letzte Crushierrille beim Crushieren nicht mehr die erforderliche Genauigkeit und Schärfe der Profilierung der Schleifscheibe nach dem Crushieren wiederherstellt. Dann wäre die Crushierrolle auszuwechseln. Durch das Vorsehen mehrerer Crushierrillen auf ein und derselben Crushierrolle kann, nachdem eine Rille auf der Crushierrolle verschlissen ist, die nächste Rille zum Nachprofilier-Crushieren verwendet werden. Somit ist sichergestellt, dass beim Nachprofilier-Crushieren immer ein Schleifscheibenprofil mit optimaler Genauigkeit hergestellt werden kann. Dies bezieht sich auf das Nachprofilier-Crushieren. Das Profilier-Crushieren wird vor dem Schleifen in einem solchen Fall angewendet, wenn die Schleifscheibe noch keine entsprechend der herzustellenden Nut auf dem Werkstück ausgebildete Profilierung aufweist. Bei dem Profilier-Crushieren handelt es sich nämlich um ein sogenanntes Erstprofilieren. Im Verlaufe des gesamten Schleifprozesses auf der Schleifmaschine ist jedenfalls dann nur noch ein gelegentlich nach festgelegten Zyklen auszuführendes Nachprofilier-Crushieren durchzuführen, damit sowohl die Form der Profilierung als auch die Schärfe der Schleifscheibe nach gewisser ausgeführter Schleifzeit wiederhergestellt werden.
- Damit die Stabilität und Steifigkeit der Crushiereinrichtung in bzw. auf der Schleifmaschine gewährleistet werden kann, ist vorzugsweise die Crushiereinrichtung in einem stabilen Gehäuse angeordnet und fest mit dem Maschinenständer verbunden. Dadurch ist es möglich, die beim Crushieren auftretenden Kräfte zuverlässig aufzunehmen und selbst eine elastische Deformation der Crushiereinrichtung während des Crushierens weitestgehend zu vermeiden.
- Vorzugsweise weist die Crushiereinrichtung einen CNC-gesteuerten Antrieb auf, welcher über eine Kupplung mit der Crushierrolle zu deren rotatorischen Antrieb verbunden ist. Vorzugsweise besteht die Crushierrolle aus Hochleistungsschnellschnittstahl (HSS) oder Hartmetall. Der elektrische Antrieb hat den Vorteil, dass dieser insbesondere in dem Fall des Profilier-Crushierens zuverlässig freigeschaltet werden kann, d. h. antriebsfrei mitläuft, was insbesondere für das Profilier-Crushieren der Fall ist, weil dort in der Regel die Crushierrolle nicht angetrieben ist, d. h. bei Eingriff der Schleifscheibe in der Rille bzw. Nut der Crushierrolle mit der Schleifscheibe mitläuft. Der elektrische Antrieb der Crushierrolle hat darüber hinaus den Vorteil, dass in dem Falle des Absinkens der Drehzahl der Crushierrolle der Antrieb durch Schaltimpulse über das Zuschalten des Antriebsmomentes kurzzeitig zugeschaltet werden kann, bis die Drehgeschwindigkeit der Crushierrolle wieder derjenigen der Schleifscheibe entspricht und dann die Crushierrolle wieder ohne Antrieb mit der Schleifscheibe mitläuft.
- Vorzugsweise weist die Crushiereinrichtung zusätzlich einen Körperschallsensor auf, mittels welchem der Eingriffskontakt zwischen der Crushierrolle und der Schleifscheibe laufend überwacht werden kann, wobei mittels des Körperschallsensors ein den Eingriffskontakt detektierendes Signal an die Steuereinrichtung lieferbar ist, sodass der Steuereinrichtung ein Signal über den Eingriffskontakt zuführbar ist.
- Vorzugsweise ist die Schleifscheibe bzw. die Schleifspindel mit dem Spindelstock so ausgebildet, dass sie beim Nachprofilier-Crushieren an die Crushierrolle zustellbar und in Querrichtung zum Nachprofilier-Crushierabschnitt bewegbar ist. Beim Crushieren wird nämlich in der Regel eine Flanke des Profils der Schleifscheibe zuerst angefahren und etwas crushiert, woran sich das Anfahren und geringfügige Crushieren der zweiten Flanke und anschließend das mittig in der Nut ablaufende Nachprofilier-Crushieren anschließt.
- Vorzugsweise ist die Crushierrolle einteilig oder zweiteilig ausgebildet. Während die einteilige Ausbildung mit dem Vorsehen mehrerer Crushierrillen zum mehrfachen Crushieren einer Schleifscheibe während eines gesamten Schleifprozesses bezüglich einer hohen Steifigkeit, welche für das Crushieren erforderlich ist, Vorteile bringt, ist die Zweiteiligkeit der Crushierrolle besonders von Vorteil, wenn nur ein Teil der Crushierrolle wegen ihres Verschleißes ausgewechselt werden muss, der noch nicht verschlissene Teil jedoch aber weiterbenutzt werden kann. Damit ist unter Umständen ein Vorteil hinsichtlich der Flexibilität gegeben.
- Und schließlich ist vorzugsweise die Steuereinrichtung so ausgebildet, dass ein maximaler relativer Vorschub zwischen der Schleifscheibe und der Crushierrolle beim Crushieren realisierbar ist, und zwar derart, dass dieser maximale relative Vorschub kleiner ist als ein vorgebbarer, maschinen- und prozessparameterabhängiger Grenzwert ist, welcher vor dem Crushieren in die Steuereinrichtung eingebbar ist. Dieser maximale relative Vorschub ist für jedes Werkstück, für jede Ausführung von Crushierrollen und Schleifscheibe und entsprechende Schleifbedingungen einschließlich der verwendeten Schleifbeläge und des Materials der Crushierrolle gesondert vorzugsweise im Rahmen von "trial and error"-Versuchen zu bestimmen.
- Im vorliegenden Fall der Erfindung ist dem Durchschnittsfachmann jedenfalls die Lehre an die Hand gegeben, wesentliche Prozessparameter für die Steuerung dieses maximal relativen Vorschubs, d. h. des maximalen zulässigen Vorschubs, ohne dass nicht mehr beherrschbare Prozessbedingungen nachteiliger Art auftreten, mit der Schleifmaschine eingehalten bzw. realisiert werden können. Mit zumutbarem Aufwand kann der zuständige Fachmann diesen Grenzwert durch Tests ermitteln. Wenn dieser Grenzwert einmal ermittelt ist, ist es mittels der Steuereinrichtung möglich, bezüglich des Vorschubs möglichst nahe an diesen Grenzwert heranzufahren, ohne dass dieser Grenzwert überschritten wird. Somit ist ein schnelles und kostengünstiges Crushieren von Schleifscheiben mit hoher Genauigkeit im vollautomatischen Prozess durchführbar.
- Weitere Vorteile, Anwendungsmöglichkeiten und Details werden nun anhand von Ausführungsbeispielen in der beigefügten Zeichnung detailliert erläutert. In der Zeichnung zeigen:
-
Figur 1 eine prinzipielle vereinfachte Darstellung einer Schleifmaschine mit Crushiereinrichtung in Draufsicht; -
Figur 2 ein Crushiereinrichtung und zugeordnete Schleifspindel mit Schleifscheibe gemäß der Erfindung; -
Figur 3 eine Crushierrolle mit zugeordneter Schleifscheibe für ein Profilier-Crushieren; -
Figur 4 eine Detailansicht von Crushierrolle und zugeordneter Schleifscheibe bei unmittelbarem Beginn des Profilier-Crushierens; -
Figur 5a ) der Crushiervorgang der Profilierung an der Schleifscheibe an einer ersten Flanke; -
Figur 5b ) der Crushiervorgang der Profilierung an der Schleifscheibe an einer zweiten Flanke der Crushierrolle; -
Figur 5c ) der Crushiervorgang im Wesentlichen am Ende des Crushierens der Profilierung an der Schleifscheibe mittels der Crushierrolle; und -
Figur 6 die geometrischen Verhältnisse von Nuttiefe und entsprechend der Nuttiefe vorgesehene Umfangsfläche in der Nut und in der Profilierung der Schleifscheibe. - In
Figur 1 ist in prinzipieller Darstellung in Draufsicht die Anordnung der wesentlichen Komponenten einer Schleifmaschine auf dem Maschinenbett dargestellt. Ein Werkstückspindelstock mit einer Werkstückspindel mit C-Achse hat ein Werkstück 1 eingespannt. Zum gegebenenfalls erforderlichen Aufspannen des Werkstückes auf Spitzen ist in Verlängerung der Längsachse der Werkstückspindel ein verschiebbarer Reitstock 4 mit einer Spitze vorgesehen. Auf einem auf dem Maschinenbett befestigten Kreuzschlitten ist ein Schleifspindelstock mit Schleifspindel angeordnet, an welcher eine Schleifscheibe 5 befestigt ist. Die Schleifscheibe 5 weist eine Profilierung auf, mit welcher die entsprechenden Nuten in das Werkstück 1 eingeschliffen werden. Dazu ist die Schleifscheibe über CNC-Achsen in X-, Z-, und Y-Richtung verfahrbar und dem Werkstück 1 zustellbar. Des Weiteren ist eine Crushiereinrichtung 7 vorgesehen, welche eine Crushierrolle trägt. Die Rotationsachsen der Crushierrolle und der Schleifscheibe 5 sind parallel zueinander angeordnet, jedenfalls wenn die Schleifscheibe 5 bezüglich ihrer Profilierung crushiert wird. - In
Figur 2 sind in Form eines Ausschnitts der prinzipiellen Anordnung auf der Schleifmaschine gemäßFigur 1 lediglich die Schleifspindel 2 mit der Schleifscheibe 5 und zugeordnet dazu die Crushiereinrichtung 7 mit ihrer Crushierrolle 8 gezeigt. Um die entsprechenden Nuten in das inFigur 2 nicht gezeigte Werkstück einschleifen zu können, ist die Schleifspindel 2 mit ihrer Schleifscheibe 5 um eine CNC-gesteuerte A-Schwenkachse schwenkbar. Darüber hinaus ist die Schleifspindel ebenfalls CNC-gesteuert in Z- und Y-Richtung verfahrbar. - Der in
Figur 2 gezeigte Grundaufbau der Crushiereinrichtung 7 ist durch eine hohe Steifigkeit gekennzeichnet, was z. B. dadurch deutlich wird, dass die Crushiereinrichtung 7 in einem Gehäuse 9 angeordnet ist, in welchem die die Crushierrolle 8 tragende Crushierspindel 16 an beiden Seiten der Crushierrolle 8 mittels Wälzlagern 12 steif gelagert ist. Der Antriebsmotor 11 der Crushiereinrichtung 7 ist ebenfalls CNC-gesteuert und ist über eine Kupplung 10 mit der Crushierspindel 16 verbunden. - Gezeigt ist in
Figur 2 eine Crushierrolle 8 gemäß der Erfindung, welche zwei Crushierrillen bzw. Crushiernuten aufweist. Beide Crushiernuten können nacheinander zum Crushieren der Profilierung der Schleifscheibe 5 verwendet werden. Das kann einerseits ein Profilier-Crushieren mit der ersten Crushiernut und ein Nachprofilier-Crushieren mit der zweiten Crushiernut sein. Es ist jedoch andererseits auch möglich, dass die beiden Crushiernuten der Crushierrolle 8 lediglich zum Nachprofilier-Crushieren verwendet werden. In diesem Fall wird die inFigur 2 oben dargestellte Crushiernut zuerst solange zum Nachprofilier-Crushieren verwendet, bis diese nicht mehr die erforderliche Genauigkeit der Profilierung an der Schleifscheibe 5 erzeugen kann. Anschließend wird die in der Zeichnung darunter liegende Crushiernut zu einem weiteren Nachprofilier-Crushieren der Schleifscheibe angewendet. Wenn die beiden Crushiernuten zum Nachprofilier-Crushieren verwendet werden, kann somit die Standzeit der Crushierrolle beim Crushieren gegenüber einer Crushierrolle mit nur einer einzigen Crushiernut verdoppelt werden. Es ist auch möglich, eine größere Anzahl von Crushiernuten in der erfindungsgemäßen Crushierrolle zu verwenden bzw. vorzusehen. Auf jeden Fall kann mit der erfindungsgemäßen Crushierrolle vor allen Dingen auch der höheren Steifigkeit insoweit Rechnung getragen werden und eine höhere Prozessgenauigkeit bei der Crushierung der Profilierung der Schleifscheibe und damit einer höheren Genauigkeit der zu schleifenden Werkstücke erreicht werden, wenn die zumindest zwei Crushiernuten auf einer einteiligen und damit steifen Crushierrolle 8 angeordnet sind. - In
Figur 3 ist von der Crushiereinrichtung 7 lediglich deren Hauptteil, die Crushierrolle 8, welche auf der Crushierspindel 16 angeordnet ist, dargestellt. Die Crushierrolle 8 weist einen Profilier-Crushierabschnitt 14 und einen Nachprofilier-Crushierabschnitt 15 auf. Darüber hinaus ist in prinzipieller Darstellung ein Körperschallsensor 13 an der Crushiereinrichtung 7 vorgesehen, mittels welchem der Eingriffskontakt der Schleifscheibe 5, welche auf der Schleifspindel 2 angeordnet und um ihre C-Achse rotatorisch angetrieben ist, mit der Crushierrolle 8 erfassbar bzw. überwachbar ist. - Die in
Figur 3 dargestellte Schleifscheibe 5 ist noch nicht profiliert und muss daher für den eigentlichen Schleifvorgang zunächst profilier-crushiert werden. Unter Profilier-Crushieren ist in dem Zusammenhang das Erzeugen der eigentlichen Profilierung an der Schleifscheibe 5 zu verstehen. Dies wird in einer zum Profilier-Crushieren vorgesehenen Profilier-Crushiernut 14 auf der Crushierrolle 8 durchgeführt. Zu diesem Zweck wird die zunächst vor der Profilier-Crushierung mit ihrer im Querschnitt abweichend von der Profilform ausgebildeten Schleifscheibe zunächst an einer Flanke des Profilier-Crushierabschnittes 14 der Crushiernut angestellt und in geringem Maße crushiert. Im zweiten Schritt wird dann eine geringe Crushierung an der zweiten Flanke der Profilier-Crushiernut 14 durchgeführt. Anschließend wird die Schleifscheibe in die Mitte der Nut der Crushierrolle verfahren, und beide Flanken werden dann zeitgleich profilier-crushiert. Nach dem Profilier-Crushieren wird die Schleifscheibe noch nachprofilier-crushiert, wobei die Schleifscheibe ihre endgültige Profilierform in sehr hoher Genauigkeit erhält. - Die in
Figur 3 ebenfalls dargestellte Nachprofilier-Crushiernut 15 wird dagegen nur während des eigentlichen Schleifprozesses genutzt, wenn die Profilierung der Schleifscheibe 5 nachprofilier-crushiert werden muss, weil deren Form nicht mehr der Sollform entspricht und weil deren Schärfe nachgeschärft werden muss. - Der Körperschallsensor 13 spricht bei jedem Kontakt der herzustellenden Profilierung 6 der Schleifscheibe 5 an einer der Flanken der Crushiernuten 14, 15 an und überwacht somit den Eingriffskontakt beim Crushieren. Die zunächst eben abgerichtete Schleifscheibe 5 wird also durch die
Figur 3 dargestellte Profilier-Crushiernut 14 in ein spitzes Profil crushiert, welches zum Gewindeschleifen vorgesehen ist. Durch das Trennen der Crushierabschnitte in einen Profilier-Crushierabschnitt 14 und einen Nachprofilier-Crushierabschnitt 15 kann wegen des ansonsten starken Verschleißes, welchem die Crushierrolle 8 normalerweise unterliegt, deren Standzeit erhöht werden. Die für das Nachprofilier-Crushieren vorgesehene Nachprofilier-Crushiernut 15 gewährleistet das Erzeugen einer Profilierung 6 an der Schleifscheibe 5 für eine hochgenaue Herstellung der Nuten in den Werkstücken. - Bei dem in
Figur 4 dargestellten Zustand des Gerade-Beginnes des Crushierens der eben abgerichteten Schleifscheibe 5 wird diese über ihre Schleifspindel 2 angetrieben, wodurch die nicht angetriebene Crushierrolle 8 auf der Crushierspindel 16 wegen des Eingriffskontaktes der eben abgerichteten Schleifscheibe 5 in der Profilier-Crushiernut 14 die Crushierrolle durch die Schleifscheibe angetrieben wird und mit dieser mitläuft. Ein eigenständiger Antrieb der Crushierrolle 8 erfolgt nicht, d. h. entweder ist der Antrieb ausgeschaltet, oder die Kupplung 10 (s.Fig. 2 ) zwischen Antrieb und Crushierrolle ist auf "getrennt" gesetzt. Ebenfalls wieder dargestellt ist inFigur 4 der Körperschallsensor 13, welcher den Eingriffskontakt der Schleifscheibe 5 in dem Profilier-Crushierabschnitt 14 registriert bzw. überwacht. Das Signal, welches der Körperschallsensor 13 bei Kontakt der Schleifscheibe 5 mit der Crushierrolle 8 erzeugt, stellt die Überwachung dafür dar, dass die Schleifscheibe 5 auch tatsächlich einen Kontakt mit der Crushierrolle 8 hergestellt hat und der Crushiervorgang beginnt. - Da die Schleifscheibe 5 in üblicher Weise einen Rundlauffehler aufweist, wird die Crushierrolle 8 beim ersten Berühren durch die Schleifscheibe 5 nicht vollständig angetrieben. Dadurch kann die Drehzahl der Crushierrolle 8 absinken. Wenn eine vorgegebene untere Grenzdrehzahl erreicht ist, kann der Antriebsmotor 11 der Cruhierspindel 16 impulsartig hinzugeschaltet werden. Diese Zuschaltung erfolgt solange, bis die Crushierrolle 8 wieder die Drehzahl aufweist, welche die Schleifscheibe 5 hat. D. h. der Antriebsimpuls erfolgt solange, bis die Crushierrolle 8 ihre der Drehzahl der Schleifscheibe 5 entsprechende Solldrehzahl aufweist.
- In den
Figuren 5a ), b) und c) sind die verschiedenen Phasen beim Crushieren der Profilierung 6 der Schleifscheibe 5 dargestellt. Generell wird beim Crushieren diese Vorgehensweise realisiert, und zwar beim Profilier-Crushieren wie auch beim Nachprofilier-Crushieren. DieFiguren 5a) bis 5c ) zeigen beispielhaft den Nachprofilier-Crushierprozess. InFigur 5a ) ist gezeigt, wie zunächst eine erste Flanke der Profilierung 6 der Schleifscheibe 5 an einer ebenfalls ersten Flanke der Nachprofilier-Crushiernut 15 in der Crushierrolle 8 angefahren und geringfügig crushiert wird. Zur Herstellung des Kontakts zwischen der Schleifscheibe 5 und der Crushierrolle 8 kann die Schleifscheibe 5 entlang ihrer CNC-gesteuerten Z- und Y-Achsen verfahren werden. Damit wird sichergestellt, dass während des Crushierens optimale Crushierparameter hinsichtlich relativem Vorschub, Crushierkräften und weiterer Parameter eingehalten bzw. realisiert werden. InFigur 5b ) ist dargestellt, wie die seitlich verfahrene Schleifscheibe 5 mit ihrer der ersten Flanke gegenüberliegenden Flanke der Profilierung 6 an die an der Nachprofilier-Crushiernut 15 ausgebildete zweite Flanke angestellt ist und dort dem Anfahrvorgang und geringen Crushieren unterzogen wird. Analog zuFigur 5a ) für das Anfahren der ersten Flanke wird die Schleifscheibe 5 zum Anfahren in ihren CNC-gesteuerten Z- und Y-Achsen verfahren, um die erforderlichen und zulässigen Crushierparameter einzuhalten. - Wenn beide Flanken der Profilierung 6 der Schleifscheibe 5 einzeln in der Nachprofilier-Crushiernut 15 angestellt und geringfügig crushiert worden sind, wird die Schleifscheibe in Y-Richtung, d. h. der Querrichtung, so verfahren, dass die Profilierung mittig zu der Crushiernut 15 angeordnet ist. Dies ist in
Figur 5c ) dargestellt. Das Crushieren beider Flanken gleichzeitig stellt den letzten Schritt des Crushierens der Profilierung 6 der Schleifscheibe 5 dar. Im vorliegenden Fall ist dies wiederum am Beispiel des Nachprofilier-Crushierens dargestellt. Gleichermaßen und in gleicher Abfolge wird dies für das Profilier-Crushieren mittels der inFigur 5c ) ebenfalls dargestellten Profilier-Crushiernut 14 der Crushierrolle 8 durchgeführt. - In
Figur 6 sind die geometrischen Verhältnisse zwischen der Crushiernut 15 der Crushierrolle 8 und der Profilierung 6 der Schleifscheibe 5 im Hinblick auf zwei unterschiedliche Ebenen bezüglich der Tiefe der Crushiernut 15 dargestellt. Dargestellt ist wiederum die Nachprofilier-Crushiernut 15. Dadurch, dass sowohl die Schleifspindel als auch die Crushierspindel mit eigenständigen separat gesteuerten Drehzahlregelungen versehen sind, ist es möglich, exakt festzulegen, auf welcher "Ebene" die Umfangsgeschwindigkeit der Crushierrolle 8 und die der Schleifscheibe 5 gleich sein sollen. Dabei ist zu beachten, dass die Schleifscheibe 5 und die Crushierrolle 8 unterschiedliche Durchmesser haben. Unter "Ebene" ist dabei die ringförmig ausgebildete Umfangsfläche 17 zu verstehen. Sie wird nur gedanklich unter Bezug aufFigur 6 , in welcher diese "Ebene" für einen einzigen Radius dargestellt ist, als "Ebene" bezeichnet. Der bis zur eingezeichneten Umfangsfläche 17 innerhalb der Crushierrolle 8 umlaufende zugehörige Radius spannt sozusagen die ringförmige, zylindrisch ausgebildete Umfangsfläche 17 auf. Unter Berücksichtigung der unterschiedlichen Durchmesser der Crushierrolle 8 und der Schleifscheibe 6 werden unterschiedliche Drehzahlen an der Schleifscheibe 5 der Crushierrolle 8 dergestalt verwirklicht, dass bezogen auf eine ausgewählte Ebene die Drehzahlen, d. h. die Umfangsgeschwindigkeiten konstant sind. Das Verhältnis dieser Umfangsgeschwindigkeiten ist also 1:1. Bei Verschiebung dieser gedachten Umfangsfläche 17 während des Crushsiervorganges, insbesondere stufenlos, kann die Qualität der Profilierung 6 der Schleifscheibe 5 nach dem Crushiervorgang weiter erhöht werden, wodurch sich das Schleifergebnis am Werkstück verbessern lässt. -
- 1
- Werkstück
- 2
- Schleifspindelstock
- 3
- Werkstückspindelstock
- 4
- Reitstock
- 5
- Schleifscheibe
- 6
- Profilierung Schleifscheibe
- 7
- Crushiereinrichtung
- 8
- Crushierrolle
- 9
- Gehäuse Crushiereinrichtung
- 10
- Kupplung Crushiereinrichtung
- 11
- Antrieb Crushiereinrichtung
- 12
- Wälzlager Crushiereinrichtung
- 13
- Körperschallsensor
- 14
- Profilier-Crushiernut / Profilier-Crushierabschnitt
- 15
- Nachprofilier-Crushiernut / Nachprofilier-Crushierabschnitt
- 16
- Spindel Crushiereinrichtung
- 17
- Umfangsfläche
- 18
- Maschinensteuerung
Claims (13)
- Verfahren zum Schleifen von Nuten aufweisenden Werkstücken (1) mit einer dem Querschnitt der Nut entsprechend ausgebildeten Profilierung (6) einer Schleifscheibe (5), mittels welcher die Nut in das Werkstück (1) bei dessen Aufspannung geschliffen wird, wobei die Profilierung (6) der Schleifscheibe (5) crushiert wird, wobei
ein Nachprofilier-Crushieren der Schleifscheibe (5) mittels dabei angetriebener Crushierrolle (8) durchgeführt wird, wobei deren Steuerung auf Basis jeweils einer Messung von Drehzahl und Stromaufnahme der jeweiligen Antriebe der Schleifscheibe (5) und der Crushierrolle (8) erfolgt, und ein relativer Vorschub zwischen der Schleifscheibe (5) und der Crushierrolle (8) beim Crushieren auf Basis dieser Messung gesteuert wird dadurch gekennzeichnet,
dass beim Profilier-Crushieren mit einem Profilier-Crushierabschnitt der Crushierrolle ein größeres Abrichtvolumen als beim Nachprofilier-Crushieren mit einem auf derselben Crushierrolle angeordneten Nachprofilier-Crushierabschnitt von der Schleifscheibe abgerichtet wird. - Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass ein Profilier-Crushieren der Schleifscheibe (5) mittels der dabei allenfalls nur zeitweise angetriebenen Crushierrolle (8) durch Steuerung des Schleifscheibenantriebs auf Basis seiner gemessenen Drehzahl und Stromaufnahme und durch Steuerung des relativen Vorschubs zwischen der Schleifscheibe (5) und der Crushierrolle (8) auf Basis dieser Messung erfolgt, wobei das Profilier-Crushieren vor Beginn des Schleifprozesses durchgeführt wird.
- Verfahren nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass zum Crushieren die Schleifscheibe (5) an die Crushierrolle (8) zugestellt und mit dieser in Eingriff gebracht wird, wobei während des Profilier-Crushierens die Crushierrolle (8) ohne wirksamen eigenen Antrieb (11) mit der Schleifscheibe (5) frei mitläuft.
- Verfahren nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass der Crushierrolle (8) und der Schleifscheibe (5) beim Crushieren ihrem Eingriffsbereich Kühlmittel zugeführt wird.
- Verfahren nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, dass ein maximaler relativer Vorschub zwischen der Schleifscheibe (5) und der Crushierrolle (8) beim Crushieren maschinenparameter- und crushierparameterabhängig ist und vor dem Crushieren ermittelt und als Grenzwert in eine Maschinensteuerung eingegeben, insbesondere dort gespeichert wird.
- Schleifmaschine zum Schleifen von Nuten aufweisenden Werkstücken (1), welche einen auf einem Kreuzschlitten auf einem Maschinenständer in X-Achsen-Richtung und Z-Achsen-Richtung CNC-bewegbaren Schleifspindelstock (2), welcher eine zum Schleifen der Nut profilierte Schleifscheibe (5) trägt und rotatorisch antreibt, und einen Werkstückspindelstock (3) mit einer C-Achse aufweist, wobei das Werkstück (1) sich in einer Aufspannung befindet und zusätzlich eine in der Schleifmaschine festinstallierte Crushiereinrichtung (7) mit einer Crushierrolle (8) mit eigenem rotatorischem Antrieb (11) vorgesehen ist, welche mittels einer Steuereinrichtung steuerbar ist, wobei die Schleifscheibe (5) und die Crushierrolle (8) während des Nachprofilier-Crushierens antreibbar und drehzahlregelbar sind,
dadurch gekennzeichnet,
dass der Crushierrolle (8) die Schleifscheibe (5) zum Abrichten ihrer Profilierung (6) zustellbar ist und die Crushierrolle (8) einen Profilier-Crushierabschnitt (14) zum Proflilier-Crushieren der Schleifscheibe (5) mit einem ersten Abrichtvolumen und einen auf derselben Crushierrolle (8) angeordneten Nachprofilier-Crushierabschnitt (15) zum Nachprofilier-Crushieren der Schleifscheibe (5) mit einem zweiten Abrichtvolumen aufweist. - Schleifmaschine nach Anspruch 6, dadurch gekennzeichnet, dass die Crushiereinrichtung (7) in einem Gehäuse (9) angeordnet und fest mit dem Maschinenständer verbunden ist.
- Schleifmaschine nach Anspruch 6 oder 7, dadurch gekennzeichnet, dass die Crushiereinrichtung (7) einen CNC-gesteuerten Antrieb (11) aufweist, welcher über eine Kupplung (10) mit der insbesondere aus Hochleistungsschnellschnittstahl oder Hartmetall bestehenden Crushierrolle (8) zu deren rotatorischem Antrieb verbunden ist.
- Schleifmaschine nach einem der Ansprüche 6 bis 8, dadurch gekennzeichnet, dass die Crushiereinrichtung (7) einen Körperschallsensor (13) aufweist, mittels welchem bei in Eingriff mit der Crushierrolle (8) befindlicher Schleifscheibe (5) ein Signal an die Steuereinrichtung lieferbar ist, auf dessen Basis der Eingriffskontakt zwischen der Crushierrolle (8) und der Schleifscheibe (5) zu dessen Überwachung ermittelbar ist.
- Schleifmaschine nach einem der Ansprüche 6 bis 9, dadurch gekennzeichnet, dass die Schleifscheibe (5) beim Nachprofilier-Crushieren an die Crushierrolle (8) zustellbar und in Querrichtung zum Nachprofilier-Crushierabschnitt (15) bewegbar ist.
- Schleifmaschine nach einem der Ansprüche 6 bis 10, dadurch gekennzeichnet, dass zu Beginn und/oder während des Profilier-Crushierens dem Antrieb (11) der Crushiereinrichtung (7) bei deren Drehzahlabfall zuschaltbare Antriebsimpulse zuführbar sind.
- Schleifmaschine nach einem der Ansprüche 6 bis 11, dadurch gekennzeichnet, dass die Crushierrolle (8) einteilig oder zweiteilig ausgebildet ist.
- Schleifmaschine nach einem der Ansprüche 6 bis 12, dadurch gekennzeichnet, dass die Steuereinrichtung so ausgebildet ist, dass ein maximaler relativer Vorschub zwischen der Schleifscheibe (5) und der Crushierrolle (8) beim Crushieren kleiner als ein vorgebbarer, maschinen- und prozessparameterabhängiger Grenzwert ist, welcher vor dem Crushieren in die Steuereinrichtung eingebbar ist.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102015204909.4A DE102015204909B4 (de) | 2015-03-18 | 2015-03-18 | Verfahren und Schleifmaschine zum Schleifen von Nuten aufweisenden Werkstücken |
| PCT/EP2016/055221 WO2016146495A1 (de) | 2015-03-18 | 2016-03-11 | Verfahren und schleifmaschine zum schleifen von nuten aufweisenden werkstücken |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3271111A1 EP3271111A1 (de) | 2018-01-24 |
| EP3271111B1 true EP3271111B1 (de) | 2019-08-21 |
Family
ID=55524343
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP16709434.1A Active EP3271111B1 (de) | 2015-03-18 | 2016-03-11 | Verfahren und schleifmaschine zum schleifen von nuten aufweisenden werkstücken |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US10532443B2 (de) |
| EP (1) | EP3271111B1 (de) |
| JP (1) | JP6679612B2 (de) |
| KR (1) | KR102542334B1 (de) |
| CN (1) | CN107427983B (de) |
| BR (1) | BR112017019867B1 (de) |
| DE (1) | DE102015204909B4 (de) |
| ES (1) | ES2757752T3 (de) |
| WO (1) | WO2016146495A1 (de) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102018110994A1 (de) * | 2018-05-08 | 2019-11-14 | Profilator Gmbh & Co. Kg | Vorrichtung und Verfahren zum Feinbearbeiten verzahnter und gehärteter Werkräder |
| CN109590893B (zh) * | 2019-01-04 | 2021-01-26 | 京东方科技集团股份有限公司 | 利用研磨系统的研磨方法、研磨系统 |
| CH715989B1 (de) * | 2019-03-22 | 2020-10-30 | Reishauer Ag | Verfahren zum kontinuierlichen Wälzschleifen von vorverzahnten Werkstücken. |
| US11577365B2 (en) * | 2019-04-05 | 2023-02-14 | Honda Motor Co., Ltd. | Systems and methods of processing a rotatable assembly |
| CN110712095B (zh) * | 2019-11-11 | 2024-11-29 | 淮阴工学院 | 一种利用仿形砂轮机加工三通管焊接相贯线的设备 |
| CN111791376B (zh) * | 2020-08-05 | 2022-01-07 | 上海电子工程设计研究院有限公司 | 一种装配式预制墙体成型加工机械及成型加工工艺 |
| CN114473811B (zh) * | 2022-01-24 | 2023-12-01 | 重庆松杰科技有限公司 | 一种拨叉槽抛光装置 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2143448A (en) * | 1981-03-30 | 1985-02-13 | Energy Adaptive Grinding Inc | Improvements in grinding control method and apparatus |
Family Cites Families (33)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB526075A (en) * | 1939-03-08 | 1940-09-10 | Coventry Gauge & Tool Co Ltd | Improvements in crush-forming operations on grinding wheels |
| US2446105A (en) | 1944-11-20 | 1948-07-27 | Sheffield Corp | Crush-type grinding wheel truing device |
| GB715247A (en) | 1951-10-05 | 1954-09-08 | Bryant Grinder Corp | Improvements in grinding machine with crush wheel dressing mechanism |
| US2689434A (en) | 1951-10-05 | 1954-09-21 | Bryant Grinder Corp | Grinding machine with crush wheel dressing mechanism |
| DE1103802B (de) | 1953-11-14 | 1961-03-30 | Fortuna Werke Spezialmaschinen | Vorrichtung zum Nacharbeiten von Schleifscheiben mittels Abrichtrolle |
| GB764510A (en) | 1954-01-06 | 1956-12-28 | Cimatool Corp | Improvements relating to crushing units for truing grinding wheels and grinding machines incorporating such units |
| US2877758A (en) | 1954-01-06 | 1959-03-17 | Sheffield Cleveland Corp | Machine tool |
| DE1284867B (de) | 1965-03-02 | 1968-12-05 | Mso Maschinen U Schleifmittelw | Universalschleifmaschine mit Revolverkopf |
| US3424566A (en) * | 1965-04-15 | 1969-01-28 | Continental Can Co | Method of dressing grinding wheels |
| US3435814A (en) | 1966-01-04 | 1969-04-01 | Textron Inc | Crushing roll dresser for grinding wheels |
| JPS51117391A (en) | 1975-04-09 | 1976-10-15 | Seiko Seiki Co Ltd | Grindstone dressing control device |
| US4103668A (en) * | 1976-07-30 | 1978-08-01 | Toyoda-Koki Kabushiki-Kaisha | Dressing apparatus for grinding wheel |
| JPS585148B2 (ja) * | 1976-10-15 | 1983-01-29 | 豊田工機株式会社 | 砥石車の修正方法および装置 |
| DE3050373C2 (de) | 1980-02-15 | 1988-05-26 | Koerber Ag, 2050 Hamburg, De | |
| DE3024793A1 (de) * | 1980-06-30 | 1982-01-28 | Erwin 7611 Nordrach Junker | Abrichtwerkzeug |
| US4555873A (en) | 1981-03-30 | 1985-12-03 | Energy-Adaptive Grinding, Inc. | Method and apparatus for wheel conditioning in a grinding machine |
| DE3315196A1 (de) * | 1983-04-27 | 1984-10-31 | Schaudt Maschinenbau Gmbh, 7000 Stuttgart | Verfahren zum abrichten und schaerfen einer schleifscheibe |
| SE8404350L (sv) * | 1984-08-31 | 1986-03-01 | Lidkoepings Mekaniska Verkstad | Anordning for profilskerpning av en slipskiva |
| DE3531044A1 (de) | 1985-08-30 | 1987-03-05 | Schaudt Maschinenbau Gmbh | Werkzeug und verfahren zum profilieren und abrichten einer schleifscheibe fuer das aussengewindeschleifen |
| US4628643A (en) * | 1985-11-27 | 1986-12-16 | Ex-Cell-O Corporation | Grinding wheel infeed control method |
| US4924842A (en) * | 1988-06-30 | 1990-05-15 | National Broach & Machine Company | Optimization method and apparatus for dressing a grinding wheel |
| DE4104266A1 (de) | 1991-02-13 | 1992-08-20 | Getesoft Ges Fuer Tech Compute | Abrichtmaschine zum profilieren einer schleifscheibe |
| JPH05138532A (ja) | 1991-11-13 | 1993-06-01 | Toyo A Tec Kk | 加工用cbn砥石の修正方法及びその装置 |
| US6113474A (en) * | 1997-10-01 | 2000-09-05 | Cummins Engine Company, Inc. | Constant force truing and dressing apparatus and method |
| US6361412B1 (en) | 1998-02-17 | 2002-03-26 | Michael Kaiser | Process and rotary point crush truer for dressing grinding wheels with profiled working surfaces |
| CN2493350Y (zh) * | 2001-08-30 | 2002-05-29 | 李伯坚 | 金刚石磨轮矫形机 |
| JP2007175815A (ja) | 2005-12-28 | 2007-07-12 | Jtekt Corp | 砥石車の修正方法及び修正装置 |
| CN200951522Y (zh) * | 2006-10-09 | 2007-09-26 | 北京第二机床厂有限公司 | 砂轮微量精密修整对刀装置 |
| JP5209358B2 (ja) | 2008-03-31 | 2013-06-12 | 株式会社ニデック | ヤゲン軌跡設定方法及び眼鏡レンズ加工装置 |
| JP5206194B2 (ja) * | 2008-07-24 | 2013-06-12 | 株式会社ジェイテクト | 砥石のツルーイング方法およびツルーイング装置 |
| JP5693144B2 (ja) * | 2010-10-27 | 2015-04-01 | 豊田バンモップス株式会社 | ロータリドレッサ |
| US9254549B2 (en) * | 2013-05-07 | 2016-02-09 | Jtekt Corporation | Grinding machine |
| RU2709311C2 (ru) * | 2015-07-24 | 2019-12-17 | Терри Э. ЛЬЮИС | Инструменты для ремонта резьбы и способы их изготовления и использования |
-
2015
- 2015-03-18 DE DE102015204909.4A patent/DE102015204909B4/de active Active
-
2016
- 2016-03-11 CN CN201680016494.XA patent/CN107427983B/zh not_active Expired - Fee Related
- 2016-03-11 JP JP2017548866A patent/JP6679612B2/ja not_active Expired - Fee Related
- 2016-03-11 KR KR1020177029718A patent/KR102542334B1/ko active Active
- 2016-03-11 EP EP16709434.1A patent/EP3271111B1/de active Active
- 2016-03-11 ES ES16709434T patent/ES2757752T3/es active Active
- 2016-03-11 WO PCT/EP2016/055221 patent/WO2016146495A1/de not_active Ceased
- 2016-03-11 BR BR112017019867-3A patent/BR112017019867B1/pt not_active IP Right Cessation
- 2016-03-11 US US15/554,027 patent/US10532443B2/en active Active
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2143448A (en) * | 1981-03-30 | 1985-02-13 | Energy Adaptive Grinding Inc | Improvements in grinding control method and apparatus |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20170129825A (ko) | 2017-11-27 |
| CN107427983A (zh) | 2017-12-01 |
| DE102015204909B4 (de) | 2021-12-30 |
| WO2016146495A1 (de) | 2016-09-22 |
| KR102542334B1 (ko) | 2023-06-14 |
| BR112017019867B1 (pt) | 2020-12-08 |
| JP2018511488A (ja) | 2018-04-26 |
| US10532443B2 (en) | 2020-01-14 |
| JP6679612B2 (ja) | 2020-04-15 |
| CN107427983B (zh) | 2020-09-29 |
| DE102015204909A1 (de) | 2016-09-22 |
| US20180043503A1 (en) | 2018-02-15 |
| ES2757752T3 (es) | 2020-04-30 |
| BR112017019867A2 (pt) | 2018-05-29 |
| EP3271111A1 (de) | 2018-01-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3271111B1 (de) | Verfahren und schleifmaschine zum schleifen von nuten aufweisenden werkstücken | |
| EP1526946B1 (de) | Verfahren und system zum schleifen eines mit einer längsbohrung versehenen rotationssymmetrischen maschinenbauteils | |
| EP2823924B1 (de) | Doppelabrichter | |
| EP2516109B1 (de) | Verfahren zum rundschleifen von langen, dünnen rundstangen und rundschleifmaschine zur durchführung des verfahrens mit einer nachlaufenden, selbstzentrierenden lünette | |
| DE102011113757B4 (de) | Verfahren und Vorrichtung zur Fertigbearbeitung von Werkstücken | |
| DE102006024715A1 (de) | Verfahren zum Bearbeiten der Lagersitze der Haupt- und Hublager von Kurbelwwellen | |
| DE10219441C1 (de) | Verfahren zur Herstellung von innen- und/oder außenprofilierten Ringen sowie Anordnung hierzu | |
| EP3283257B1 (de) | Verfahren und system zum aussenschleifen von wellenteilen zwischen spitzen | |
| DE10234707A1 (de) | Verfahren und Vorrichtung zum Schleifen eines rotationssymmetrischen Maschinenbauteils | |
| DE10144644A1 (de) | Verfahren und Vorrichtung zum Schleifen von zentrischen Lagerstellen von Kurbelwellen | |
| DE10308292A1 (de) | Verfahren zum Rundschleifen bei der Herstellung von Werkzeugen aus Hartmetall und Rundschleifmaschine zum Schleifen von zylindrischen Ausgangskörpern bei der Herstellung von Werkzeugen aus Hartmetall | |
| EP2569119B1 (de) | Verfahren zur bearbeitung einer zylinderbohrung mit geometrisch bestimmter und geometrisch unbestimmter schneide | |
| WO2013083231A2 (de) | Verfahren zum schleifen von verzahnten werkstücken und dazu ausgelegte vorrichtung | |
| EP1824627B1 (de) | Verfahren und Werkzeugmaschine zum Bearbeiten der Lagersitze von Wellen | |
| EP4100186B1 (de) | Walzwerkzeug und verfahren zum walzen eines profils | |
| EP3504025A1 (de) | Bremsscheiben-werkzeug zum bearbeiten eines bremsscheiben-rohlings, bremsscheiben-herstellanlage und verfahren zum herstellen einer bremsscheibe | |
| DE102016115819A1 (de) | Bremsscheiben-Werkzeug zum Bearbeiten eines Bremsscheiben-Rohlings, Bremsscheiben-Herstellanlage und Verfahren zum Herstellen einer Bremsscheibe | |
| EP3581325A1 (de) | Verfahren und vorrichtung zur bearbeitung der radlaufflächen von rädern für schienenfahrzeuge | |
| DE10113301B4 (de) | Verfahren und Vorrichtung zum Hinterschleifen der Schneidzähne von zylindrisch oder kegelig geformten Abwalzfräsern sowie Abwalzfräser | |
| WO2021069390A1 (de) | Verfahren zum schleifen eines werkstücks mit einer verzahnung oder einem profil | |
| EP0491067A1 (de) | Verfahren zur Begrenzung eines Schlupfes | |
| DE102016118270A1 (de) | Bremsscheiben-Werkzeug zum Bearbeiten eines Bremsscheiben-Rohlings, Bremsscheiben-Herstellanlage und Verfahren zum Herstellen einer Bremsscheibe | |
| DE102015013497A1 (de) | Verfahren zum bearbeiten einer verzahnung und anordnung dafür | |
| DE102014203018A1 (de) | Finishbearbeitungsverfahren und Vorrichtung zur Finishbearbeitung | |
| DE3236440C2 (de) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE INTERNATIONAL PUBLICATION HAS BEEN MADE |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20170925 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| DAV | Request for validation of the european patent (deleted) | ||
| DAX | Request for extension of the european patent (deleted) | ||
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20190404 |
|
| GRAJ | Information related to disapproval of communication of intention to grant by the applicant or resumption of examination proceedings by the epo deleted |
Free format text: ORIGINAL CODE: EPIDOSDIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| GRAR | Information related to intention to grant a patent recorded |
Free format text: ORIGINAL CODE: EPIDOSNIGR71 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTC | Intention to grant announced (deleted) | ||
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| INTG | Intention to grant announced |
Effective date: 20190716 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502016006191 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1169167 Country of ref document: AT Kind code of ref document: T Effective date: 20190915 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20190821 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190821 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190821 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191121 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190821 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191121 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190821 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191223 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190821 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191221 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190821 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190821 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190821 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191122 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190821 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2757752 Country of ref document: ES Kind code of ref document: T3 Effective date: 20200430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190821 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190821 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190821 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190821 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200224 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190821 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190821 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502016006191 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG2D | Information on lapse in contracting state deleted |
Ref country code: IS |
|
| 26N | No opposition filed |
Effective date: 20200603 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190821 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190821 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20200331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200311 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200311 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200331 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200331 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 1169167 Country of ref document: AT Kind code of ref document: T Effective date: 20210311 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190821 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190821 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190821 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210311 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20230320 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20230323 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20230331 Year of fee payment: 8 Ref country code: ES Payment date: 20230414 Year of fee payment: 8 Ref country code: DE Payment date: 20230525 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CZ Payment date: 20240228 Year of fee payment: 9 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502016006191 Country of ref document: DE |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20240311 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20241001 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240311 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240311 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240331 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20241001 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240311 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20250430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240312 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20250311 |