EP3293340A1 - Verfahren zum herstellen einer blendrahmeneckverbindung sowie verbindersatz zur durchführung des verfahrens - Google Patents
Verfahren zum herstellen einer blendrahmeneckverbindung sowie verbindersatz zur durchführung des verfahrens Download PDFInfo
- Publication number
- EP3293340A1 EP3293340A1 EP17189794.5A EP17189794A EP3293340A1 EP 3293340 A1 EP3293340 A1 EP 3293340A1 EP 17189794 A EP17189794 A EP 17189794A EP 3293340 A1 EP3293340 A1 EP 3293340A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- frame portion
- connector element
- profile
- angle
- horizontal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Classifications
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/96—Corner joints or edge joints for windows, doors, or the like frames or wings
- E06B3/9628—Mitre joints concealed to look like butt joints
Definitions
- the invention relates to a method for producing a Blendrahmeneckitati with the features of the preamble of claim 1 and a connector set for performing the method.
- Such a method refers to the special case in the window with a so-called “Dutch window”, sometimes referred to as “windows in wood look”.
- the frame section are executed for the frame with greater view width and usually also have a so-called rollover, so a supernatant on the frame profile on the visible from the building exterior side outside view surface, which partially overlaps even with the wall surface.
- Characteristic of this type of window is also that in the outer view, the frame sections should be arranged so that the joints between the vertical and horizontal frame sections run horizontally and vertically, but not diagonally. Miter cuts should not be visible in the outside view to imitate the traditional window construction with wooden profiles.
- the object of the present invention is therefore to improve a method of the type mentioned above so that a corner joint can be made in a frame for the window type described above in a simple manner, ie in particular with a simple cutter or saw.
- a corner joint in which only a simple Pfostenfräsung is provided on the side, vertical frame portion, and to screw the thus prepared profile pieces on specially designed mechanical fasteners together. A welding of the profile pieces is therefore not required.
- a joint made of permanently elastic sealant can be provided.
- the first connecting element of the connector set for forming the Blendrahmeneck für is an angle connector element, which is designed in particular as an aluminum die-cast part. This corresponds to a per se known post connector for windows, which is separated in half for use in the present invention. He has next to the actual angle and stop parts for support on projecting edges of one and / or the other profile piece to increase the torsional stiffness, especially the torsional stiffness of the built-in frame not yet firmly fixed.
- At least one engaging in a sealing groove or Glaselfnnut hook can be provided for accurate positioning on the angle connector element.
- outer connector element On the outside of the corner region of the frame, a further connecting element is provided, which is referred to as outer connector element.
- This has at least one flat flap, which is slightly bevelled at its front edge. The tab can be inserted in the undercut frame portion between two bottom webs of the profile and is then additionally bolted in the profile wall.
- the additional element can be easily removed from the outer connector element.
- Fig. 1a shows a view of the front side of a horizontal window frame portion 10, which is designed as a plastic hollow profile, in particular made of rigid PVC.
- the frame portion 10 has a wide outer surface 11 which, due to a rollover 12, is also significantly wider than an opposing interior surface 16.
- Characteristic of the "Holland window” or "wood-look window” is a clearly inclined viewing surface 13 which is inclined at an angle ⁇ of about 25 ° to the horizontal and 115 ° with respect to the outer surface 11 is oriented to improve the flow of water.
- Behind it is a folding surface 14, which is bounded by a stop edge 15.1.
- the stop edge 15.1 also forms a boundary of a glass bead groove 15th
- Fig. 1b the end of the horizontal frame portion 10 is shown in a top view.
- a Kontrausaung 51 almost the entire end portion of the cross section of the frame portion 10 has been removed at a certain milling depth, with the exception of a protrusion 11.1 on the outer surface 11 and a supernatant 16.1 on the inner surface 16.
- the supernatant 16.1 is only slightly above the other boundary edge of the Profile.
- the projection 16.1 here corresponds to the thickness of an outer connector element 40 (see Fig. 5 ), which is applied to the face.
- the supernatant 11.1 on the outside is much wider.
- the width of the supernatant 11.1 is selected as opposed to the inside with the supernatant 16.1.
- a vertical frame portion 20 is shown facing the front side.
- the hollow profile is formed similar to the horizontal frame portion 10, so that the finished frame has a uniform contour on the outer circumference.
- the flashovers 12, 22 are formed identically, as well as the grooves and projections 29.1, 29.2, 29.3 at the bottom.
- the projections 29.1, 29.2, 29.3. have in each case at least one undercut, resulting in two rectangular surface areas 28.1, 28.2, which are used in the later assembly for receiving tabs 28.1, 28.2 of an outer connector element.
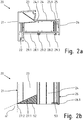
- Fig. 2b 1 shows one of the vertical frame sections 20 from above with two areas 52, 53 removed by the post milling.
- the small area 53 towards the inside is only large enough for the stop edge 15 and the other boundary edge of the glass strip groove 15 to fit on the horizontal window frame section 10 the vertical frame portion 20 is placed on the horizontal frame portion 10.
- Essential for the invention is the cut-out area 52, which is excluded either by a cutter head with a suitable geometry, ie, for example, a cutter head with a suitable cone angle, or even with a saw.
- the boundary edge 27.1 thus obtained encloses an angle ⁇ 'with the outside view surface 21 which corresponds to the angle ⁇ of the angle ⁇ Fig. 1a equivalent.
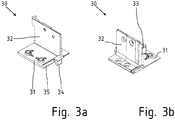
- the first connecting element of the connector set is in the Fig. 3a and 3b illustrated angle connector element 30, which has a T-shaped cross section in the side view. It has a bottom flap 31 with a plurality of recesses for receiving screws.
- the bottom flap 31 is intended to be placed on the fold region 14 of the frame portion 10 and screwed to it.
- a hook 34 is provided laterally, which in a glass bead groove 15 (s. Fig. 1a ) of the horizontal frame portion 10 can intervene.
- the stop edge 35 serves to bear against the stop edge 15.1 on the frame section 10.
- a vertical flap 32 is formed, in addition to recesses for the implementation of fastening screws also, as in particular Fig. 3b Visible, has a hook-shaped projection 33 to enter a throat 24.1 (see Fig. 2a ) to engage the vertical frame portion 20 can.
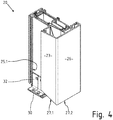
- Fig. 4 the angle connector element 30 has already been connected to the vertical frame portion 20.
- an outer edge of the vertical flap 32 bears against the stop edge 25. 1 of the window frame section 20.
- the edges 27.1, 27.2 are provided on the visible surface 13 (see FIG. 1 ) to be set up.
- Fig. 5 shows how the according to Fig. 4 prepared vertical frame portion 20 is placed on the likewise prepared horizontal frame portion 10 to form a Blendrahmeneckitati 100.
- the outer connector element 40 is already screwed as a second essential element of the connector set. It lies against the front side of the frame portion 10.
- the projection 16.1 covers the side edge of the outer connector element 40.
- the outer connector element 40 has two tabs 41, 42, which can be inserted into the areas 28.1, 28.2 behind the projections 29.1, 29.2, 29.3 and then screwed to the vertical frame portion 20. This gives the corner joint 100 a substantial part of their stability.
- both window frame sections 10, 20 are each provided with a rollover 12, 22, an additional element 44 is attached to the outer connector element 40.
- This is releasably connected to the remaining part of the outer connector element 40 via a screw 43.
- the additional element 44 is hidden behind the projection 11.1 of the whyanein separately attached part acts.
- the additional element 44 is provided with a sealing groove running around the corner and supplements the corresponding sealing grooves in the respective flashovers 12, 22 of the two frame sections 10, 20.
- Fig. 6 shows the vertical frame portion 20 with the angle connector element 30 after placing on the horizontal frame portion 10.
- the edge 27.1 (see Fig. 2b ) of the vertical frame portion 20 rests on the oblique viewing surface 13 of the horizontal lower frame portion 10.
- the edge 27.2 runs parallel to the edge between the surfaces 11, 13 on the horizontal frame portion 10 and forms the only visible in an external view of the Blendrahmeneckitati 100 joint between the two frame portions 10, 20th
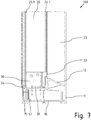
- Fig. 7 shows the Blendrahmeneckitati in plan view of an inside of the vertical window frame portion.
- the corner connector element 30 rests with its left outer edge on an edge 25.1.
- a further hook 34 starts from the base plate 31 of the corner connector element 30 and engages in the glass bead groove 15 of the horizontal window frame section 10.
- the screwing of the base plate 31 passes through the overhead profile wall of the frame portion 10 through to a metallic reinforcing profile 61 which is inserted into a hollow chamber of the hollow plastic profile 10. By screwing with the reinforcing profile 61 a very strong connection is made and the corner is substantially stiffened.
- Fig. 8 the finished assembled corner joint of the two frame portion 10, 20 is shown in a perspective view on the outer circumference.
- a horizontally extending joint is also formed between the inner view surfaces 16, 26.
- a specially shaped, metallic reinforcing profile 62 is used in the vertical frame portion 20 . Both the screw connections of the vertical leg of the corner connector element 30 on the inside and the screw connections of the two profiled tongues of the outer connector element 40 engage in the metallic reinforcing profile 62.
- the outer connector element 40 also has a plurality of sealant injection ports 46.1, 46.2, 46.3.
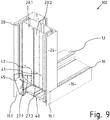
- FIG. 9 only the frame sections 10, 20 are shown.
- the position of the outer connector element 30 is indicated by the dotted line only.
- sealant can be introduced there through the injection opening 46.1, which closes the joints between the rollover 11.1 and the additional element 44, which is not visible here, and the end regions of the hollow chambers in the window frame sections 10, 20.
- the other injection openings 46.2 , 46.3, the spaces between the profiled tongues 41, 42 of the here indicated by a dashed line outer connector element and the vertical frame portion 20 are sealed, so that in particular at the abutting edges 27.1, 27.3 at the bottom of the vertical frame portion 20 a seal against the horizontal frame portion 10th will be produced.
- FIG. 10 shows two frame sections 10 ', 20', which are almost identical to those in the preceding Fig. 1-9 are illustrated and described Blendrahmenabitesen 10, 20, which are prepared as well as these and which are also connected by means of a Eckverbinderelements and an outer connector element with each other.
- the visible surface extends in a triangular area 26.1' to below a contact edge 27.3 'formed by the post milling. This makes it possible to obtain on the inner visible surfaces 16 ', 26' a miter, as is common in most interior views of plastic windows.
Landscapes
- Engineering & Computer Science (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Joining Of Corner Units Of Frames Or Wings (AREA)
Abstract
Description
- Die Erfindung betrifft ein Verfahren zum Herstellen einer Blendrahmeneckverbindung mit den Merkmalen des Oberbegriffs des Anspruchs 1 sowie einen Verbindersatz zur Durchführung des Verfahrens.
- Ein solches Verfahren bezieht sich auf den Sonderfall im Fensterbau mit einem sogenannten "holländischen Fenster", teilweise auch als "Fenster im Holzlook" bezeichnet. Hierbei werden die Blendrahmenabschnitt für den Blendrahmen mit größerer Ansichtsbreite ausgeführt und besitzen meist auch einen sogenannten Überschlag, also einen Überstand am Blendrahmenprofil auf der von der Gebäudeaußenseite her sichtbaren Außenansichtsfläche, die teilweise sogar mit der Wandfläche überlappt. Charakteristisch für diese Art von Fenster ist auch, dass in der Außenansicht die Blendrahmenabschnitte so angeordnet sein sollen, dass die Stöße zwischen den vertikalen und horizontalen Blendrahmenabschnitten waagerecht und senkrecht verlaufen, aber nicht diagonal. Gehrungsschnitte sollen in der Außenansicht nicht sichtbar sein, um den traditionellen Fensterbau mit Holzprofilen nachzuahmen.
- Was mit einem Vollprofil einfach durchführbar ist, ist mit den im modernen Fensterbau meist verwendeten Kunststoffhohlprofilen jedoch schwierig nachzubilden.
- In der
EP 2 236 723 B1 ist ein Verfahren zum Verbinden von Kunststoff-Hohlkammerprofilen im Eckbereich beschrieben, mit dem genau dieser Typ von Blendrahmen hergestellt werden soll. Jedoch ist dafür eine komplizierte, dreidimensionale Vorbereitung der jeweiligen Enden der Blendrahmenabschnitt notwendig, die nur mit einer mehrachsigen Fräsmaschine hergestellt werden kann. Eine solche Werkzeugmaschine ist jedoch teuer und steht kleineren Fensterbaubetrieben oftmals nicht zur Verfügung. Wenn nur eine einfache Fräse oder nur eine Säge zur Verfügung steht, können nur ebene Schnitte durchgeführt werden und keine dreidimensionalen Konturen erzeugt werden; die Schnitt- bzw. Fräsebenen sind dabei stets senkrecht zur Profillängsachse. - Die Aufgabe der vorliegenden Erfindung besteht somit darin, ein Verfahren der eingangs genannten Art so zu verbessern, dass eine Eckverbindung in einem Blendrahmen für den oben beschriebenen Fenstertyp in einfacher Weise hergestellt werden kann, also insbesondere mit einer einfachen Fräse oder Säge.
- Diese Aufgabe wird gemäß der vorliegenden Erfindung durch ein Verfahren mit den Merkmalen des Anspruchs 1 gelöst. Zu dessen Durchführung wird ein Verbindersatz nach Anspruch 9 bereitgestellt.
- Zur Lösung schlägt die Erfindung vor, eine Eckverbindung auszubilden, bei der lediglich eine einfache Pfostenfräsung am seitlichen, vertikalen Blendrahmenabschnitt vorgesehen ist, und die so vorbereiteten Profilstücke über speziell ausgebildete mechanische Verbindungselemente miteinander zu verschrauben. Eine Verschweißung der Profilstücke ist damit nicht erforderlich. Zur Abdichtung des Eckbereichs kann eine Fuge aus dauerelastischem Dichtstoff vorgesehen werden.
- Anders als im oben genannten Stand der Technik beschrieben, wird also darauf verzichtet, hinter der Sichtfläche einen Gehrungsschnitt der aneinanderstoßenden Profile zu bilden, um die aus Kunststoff gebildeten Hohlprofile miteinander dicht verschweißen zu können. Vielmehr ist nach der Erfindung lediglich vorgesehen, an den Enden der vertikalen Blendrahmenabschnitt eine sogenannte Pfostenfräsung durchzuführen, wie sie auch bei normalen mehrteiligen Fenstern mit wenigstens einem Pfosten durchgeführt wird. In dem von der Gebäudeaußenseite her gesehen rückwärtigen Bereich ist das Blendrahmenabschnittprofil unverändert und kann einfach auf den Falzbereich des horizontalen Blendrahmenabschnitts aufgestellt werden. Lediglich in dem nach vorne außen weisenden Teil des Querschnitts mit der schräg geneigten Sichtfläche ist der vertikale Blendrahmenabschnitt eingeklinkt, um der Kontur des horizontalen Blendrahmenabschnitts zu folgen und in der Außenansicht einen horizontalen Stoß mit dem unteren Blendrahmenabschnitt zu bilden.
- Unter einer Pfostenfräsung versteht ein Fachmann eine Fräsbearbeitung eines Fensterprofils, die notwendig ist, um einen Pfosten im Blendrahmen anordnen zu können und dabei den Blendrahmen optisch nicht zu unterbrechen. Dazu wird an den Enden des als Pfosten vorgesehenen Profilabschnitts jeweils ein Teil der außenseitigen Profilaufkantung, an welcher später die Fensterscheibe anliegt, entfernt. Der Stirnseite des Pfostenprofils steht dann auf dem tiefer liegenden Falzbereich des Blendrahmens auf, während die Aufkantung am Blendrahmen ohne Unterbrechung durchlaufen kann. Diese an sich für einen Mittelpfosten bekannte Bearbeitung, für die dem Fensterbaubetrieb spezielle Werkzeuge zur Verfügung stehen, wird nach der Erfindung für die Bearbeitung der seitlichen Blendrahmen benutzt.
- Als Konturfräsung werden alle Bearbeitungsschritte durch Fräsen bezeichnet, bei denen zu einer als Positiv dienenden Profilform an einem der miteinander zu verbindenden Bauteile ein passendes Negativ am anderen Bauteil, also eine Ausnehmung, passgenau hergestellt wird.
- Zur Durchführung des Verfahrens wird ein speziell angepasster Verbindersatz bereitgestellt. Das erste Verbindungselement des Verbindersatzes zur Ausbildung der Blendrahmeneckverbindung ist ein Winkelverbinderelement, das insbesondere als Aluminium-Druckgussteil ausgebildet ist. Dieses entspricht einem an sich bekannten Pfostenverbinder für Fenster, welcher für die Anwendung bei der vorliegenden Erfindung hälftig getrennt ist. Er besitzt neben dem eigentlichen Winkel auch Anschlagteile zur Abstützung an vorspringenden Kanten des einen und/oder des anderen Profilstücks, um die Verwindungssteifigkeit zu erhöhen, und zwar vor allem die Verwindungssteifigkeit des noch nicht fest in der Leibung eingebauten Blendrahmens.
- Wenigstens ein in eine Dichtungsnut oder Glasleistennut eingreifender Haken kann zur exakten Positionierung am Winkelverbinderelement vorgesehen sein.
- An der Außenseite des Eckbereichs des Blendrahmens ist ein weiteres Verbindungselement vorgesehen, das als Außenverbinderelement bezeichnet wird. Dies besitzt mindestens eine flache Lasche, die an ihrer vorderen Kante leicht abgeschrägt ist. Die Lasche kann in dem hinterschnittenen Blendrahmenabschnitt zwischen zwei Bodenstegen des Profils eingeschoben werden und wird dann noch zusätzlich in der Profilwand verschraubt.
- Bei den Fenstern holländischer Bauweise ist zudem meist ein Überstand des außenliegenden Teils der Sichtfläche des Blendrahmens gegeben, ein sogenannter Überschlag. Im Eckbereich eines Blendrahmens mit Überschlag kann ein Zusatzelement an das Außenverbinderelement angesetzt werden, durch welches der Eckbereich des Überschlags ergänzt wird und auch die bei den Blendrahmenprofilabschnitten vorhandene Profilnut zum Einzug eines Dichtungsstrangs im Bereich der Eckverbindung ergänzt wird.
- Falls der Blendrahmen keinen Überschlag enthält, kann das Zusatzelement einfach von dem Außenverbinderelement abgenommen werden.
- Das Verfahren nach der Erfindung wird nachfolgend mit Bezug auf die in den Zeichnungen dargestellten Einzelteile und Montageschritte näher erläutert. Die Figuren zeigen im Einzelnen:
- Fig. 1a
- einen horizontalen Blendrahmenabschnitt von der Stirnseite;
- Fig. 1b
- einen horizontalen Blendrahmenabschnitt in Draufsicht;
- Fig. 2a
- einen vertikalen Blendrahmenabschnitt von der Stirnseite;
- Fig. 2b
- einen vertikalen Blendrahmenabschnitt in Draufsicht;
- Fig. 3a, 3b
- jeweils ein Winkelverbinderelement, jeweils in perspektivischer Ansicht;
- Fig. 4
- einen vormontierten vertikalen Blendrahmenabschnitt, in perspektivischer Ansicht;
- Fig. 5
- eine Eckverbindung vor dem Zusammenfügen; in perspektivischer Ansicht;
- Fig. 6
- eine fertig montierte Blendrahmeneckverbindung von der Gebäudeaußenseite her, in perspektivischer Ansicht;
- Fig. 7
- zeigt die Blendrahmeneckverbindung in Draufsicht mit Blick auf eine Innenseite der Blendrahmeneckverbindung;
- Fig. 8
- eine fertig montierte Eckverbindung von der Gebäudeinnenseite her; in perspektivischer Ansicht;
- Fig. 9
- die fertig montierte Eckverbindung gemäß
Fig. 8 , ohne Außenverbinderelement; und - Figur 10
- zwei Blendrahmenabschnitte mit einem andersartigen Stoß der Innensichtflächen, in perspektivischer Ansicht.
-
Fig. 1a zeigt einen Blick auf die Stirnseite eines horizontalen Blendrahmenabschnitts 10, der als Kunststoffhohlprofil ausgebildet ist, insbesondere aus Hart-PVC. Der Blendrahmenabschnitt 10besitzteine breite Außenansichtsfläche 11, die aufgrund eines Überschlags 12 auch deutlich breiter ausfällt als eine gegenüberliegende Innenansichtsfläche 16. Charakteristisch für das "Holland-Fenster" oder "Holzlook-Fenster" ist eine deutlich geneigte Sichtfläche 13, die in einem Winkel α von etwa 25° zur Horizontalen bzw. von 115° in Bezug auf die Außenansichtsfläche 11 ausgerichtet ist, um den Ablauf von Wasser zu verbessern. Dahinterliegend befindet sich eine Falzfläche 14, die von einer Anschlagkante 15.1 begrenzt wird. Die Anschlagkante 15.1 bildet auch eine Begrenzung einer Glasleistennut 15. - In
Fig. 1b ist das Ende des horizontalen Blendrahmenabschnitts 10 in einer Ansicht von oben gezeigt. Durch eine Konturräsung 51 ist nahezu der gesamte Endbereich des Querschnittes des Blendrahmenabschnitts 10 in einer bestimmten Frästiefe entfernt worden, mit Ausnahme eines Überstands 11.1 an der Außenansichtsfläche 11 und eines Überstands 16.1 an der Innenansichtsfläche 16. Der Überstand 16.1 steht nur etwas über die sonstige Begrenzungskante des Profils hervor. Der Überstand 16.1 entspricht hier der Dicke eines Außenverbinderelements 40 (sieheFig. 5 ), das an die Stirnfläche angelegt wird. Der Überstand 11.1 auf der Außenseite hingegen ist wesentlich breiter. - Falls der Überschlag entfällt, so ist die Breite des Überstands 11.1 wie gegenüberliegend an der Innenseite mit dem Überstand 16.1 gewählt.
- In
Fig. 2a ist ein vertikaler Blendrahmenabschnitt 20 mit Blick auf die Stirnseite gezeigt. An der Unterseite ist das Hohlprofil ähnlich ausgebildet wie bei dem horizontalen Blendrahmenabschnitt 10, damit der fertige Blendrahmen am Außenumfang eine einheitliche Kontur besitzt. Insbesondere sind die Überschläge 12, 22 gleichartig ausgebildet, wie auch die Nuten und Vorsprünge 29.1, 29.2, 29.3 an der Unterseite. Die Vorsprünge 29.1, 29.2, 29.3. besitzen jeweils wenigstens einen Hinterschnitt, sodass sich zwei rechteckige Flächenbereiche 28.1, 28.2 ergeben, die bei der späteren Montage dafür genutzt werden, Laschen 28.1, 28.2 eines Außenverbinderelements aufzunehmen. -
Fig. 2b zeigt einen der vertikalen Blendrahmenabschnitte 20 von oben mit zwei durch die Pfostenfräsung entfernten Bereichen 52, 53. Der kleine Bereich 53 zur Innenseite hin ist lediglich so groß, dass dort die Anschlagkante 15 und die andere Begrenzungskante der Glasleistennut 15 am horizontalen Blendrahmenabschnitt 10 hineinpassen, wenn der vertikale Blendrahmenabschnitt 20 auf den horizontalen Blendrahmenabschnitt 10 aufgesetzt ist. - Wesentlich für die Erfindung ist der ausgeschnittene Bereich 52, der entweder durch einen Fräserkopf mit geeigneter Geometrie, also z.B. einem Fräserkopf mit einem geeigneten Kegelwinkel, oder auch mit einer Säge ausgenommen wird. Die damit erhaltene Begrenzungskante 27.1 schließt mit der Außenansichtsfläche 21 einen Winkel α' ein, der dem Gegenwinkel des Winkels α gemäß
Fig. 1a entspricht. - Nachdem die Blendrahmenabschnitte 10, 20 in der in den
Fig. 1a bis Fig. 2b dargestellten Weise vorbereitet worden sind, werden sie zur Ausbildung einer Blendrahmeneckverbindung über zwei spezielle Verbindungselemente eines Verbindersatzes miteinander verbunden. - Das erste Verbindungselement des Verbindersatzes ist ein in den
Fig. 3a und 3b dargestelltes Winkelverbinderelement 30, das in der Seitenansicht einen T-förmigen Querschnitt besitzt. Es besitzt eine Bodenlasche 31 mit mehreren Ausnehmungen zur Aufnahme von Schrauben. Die Bodenlasche 31 ist dafür bestimmt, auf den Falzbereich 14 des Blendrahmenabschnitts 10 aufgesetzt und damit verschraubt zu werden. Um eine exakte Positionierung zu erreichen, ist seitlich ein Haken 34 vorgesehen, der in eine Glasleistennut 15 (s.Fig. 1a ) des horizontalen Blendrahmenabschnitts 10 eingreifen kannn. Weiterhin dient die Anschlagkante 35 zur Anlage an die Anschlagkante 15.1 am Blendrahmenabschnitt 10. Senkrecht zur Basislasche 31 ist eine vertikale Lasche 32 angeformt, die neben Ausnehmungen zur Durchführung von Befestigungsschrauben ebenfalls, wie insbesondere inFig. 3b sichtbar, einen hakenförmigen Vorsprung 33 besitzt, um in eine Kehle 24.1 (sieheFig. 2a ) am vertikalen Blendrahmenabschnitt 20 eingreifen zu können. - In
Fig. 4 ist das Winkelverbinderelement 30 bereits mit dem vertikalen Blendrahmenabschnitt 20 verbunden worden. Dabei liegt eine äußere Kante der vertikalen Lasche 32 an der Anschlagkante 25.1 des Blendrahmenabschnitts 20 an. Durch die zuvor durchgeführte Pfostenfräsung sind eine schräge, in die Tiefe verlaufende Kante 27.1 als Abschluss der inneren Sichtfläche 23 und eine in der Frontalansicht sichtbare, horizontale Kante 27.2 als Abschluss der Außensichtfläche 26 entstanden. Die Kanten 27.1, 27.2 sind dazu vorgesehen, auf die Sichtfläche 13 (sieheFigur 1 ) aufgesetzt zu werden. -
Fig. 5 zeigt, wie der gemäßFig. 4 vorbereitete vertikale Blendrahmenabschnitt 20 auf den ebenfalls vorbereiteten horizontalen Blendrahmenabschnitt 10 aufgesetzt wird, um eine Blendrahmeneckverbindung 100 zu bilden. Am horizontalen Blendrahmenabschnitt 10 ist bereits das Außenverbinderelement 40 als zweites wesentliches Element des Verbindersatzes angeschraubt. Es liegt an der Stirnseite des Blendrahmenabschnitts 10 an. Der Überstand 16.1 überdeckt die Seitenkante des Außenverbinderelements 40. Das Außenverbinderelement 40 besitzt zwei Laschen 41, 42, die in die Bereiche 28.1, 28.2 hinter den Vorsprüngen 29.1, 29.2, 29.3 eingeschoben werden können und dann mit dem vertikalen Blendrahmenabschnitt 20 verschraubt werden. Hierdurch erhält die Eckverbindung 100 einen wesentlichen Teil ihrer Stabilität. - Da im dargestellten Ausführungsbeispiel beide Blendrahmenabschnitte 10, 20 jeweils mit einem Überschlag 12, 22 versehen sind, ist an das Außenverbinderelement 40 ein Zusatzelement 44 angesetzt. Dieses ist mit dem restlichen Teil des Außenverbinderelements 40 über eine Schraube 43 lösbar verbunden. Das Zusatzelement 44 liegt verdeckt hinter dem Überstand 11.1 der Außenanein separat angesetztes Teil handelt. Das Zusatzelement 44 ist mit einer um die Ecke herumlaufenden Dichtungsnut versehen und ergänzt die entsprechenden Dichtungsnuten in den jeweiligen Überschlägen 12, 22 der beiden Blendrahmenabschnitte 10, 20.
-
Fig. 6 zeigt den vertikalen Blendrahmenabschnitt 20 mit dem Winkelverbinderelement 30 nach dem Aufsetzen auf den horizontalen Blendrahmenabschnitt 10. Die Kante 27.1 (sieheFig. 2b ) des vertikalen Blendrahmenabschnitts 20 liegt auf der schrägen Sichtfläche 13 des horizontalen, unteren Blendrahmenabschnitts 10 auf. Die Kante 27.2 verläuft parallel zur Kante zwischen den Flächen 11, 13 am horizontalen Blendrahmenabschnitt 10 und bildet die einzige in einer Außenansicht auf die Blendrahmeneckverbindung 100 sichtbare Fuge zwischen den beiden Blendrahmenabschnitten 10, 20. -
Fig. 7 zeigt die Blendrahmeneckverbindung in Draufsicht mit Blick auf eine Innenseite des vertikalen Blendrahmenabschnitts. Vom Eckverbinderelement 30 greift ein hakenförmiger Vorsprung 33 in die Kehle 24.1 des vertikalen Blendrahmenabschnitts 20 ein. Das Eckverbinderelement 30 liegt mit seiner linken äußeren Kante an einer Kante 25.1 an. Ein weiterer Haken 34 geht von der Basisplatte 31 des Eckverbinderelements 30 aus und greift in die Glasleistennut 15 des horizontalen Blendrahmenabschnitts 10 ein. Die Verschraubung der Basisplatte 31 geht durch die obenliegende Profilwandung des Blendrahmenabschnitts 10 hindurch bis in ein metallisches Verstärkungsprofil 61, das in eine Hohlkammer des Kunststoffhohlprofils 10 eingeschoben ist. Durch die Verschraubung mit dem Verstärkungsprofil 61 wird eine sehr belastbare Verbindung hergestellt und die Ecke wesentlich ausgesteift. - In
Fig. 8 ist die fertig montierte Eckverbindung der beiden Blendrahmenabschnitt 10, 20 in einer perspektivischen Ansicht auf den Außenumfang dargestellt. Wie auch an der hier nicht sichtbaren Außenansichtsfläche ist gemäß der hier dargestellten ersten Ausführungsform der Erfindung auch zwischen den Innenansichtsflächen 16, 26 ein horizontal verlaufender Stoß ausgebildet. - Wie in
Fig. 8 außerdem erkennbar, ist auch in den vertikalen Blendrahmenabschnitt 20 ein in besonderer Weise geformtes, metallisches Verstärkungsprofil 62 eingesetzt. Sowohl die Verschraubungen des vertikalen Schenkels des Eckverbinderelements 30 an der Innenseite wie auch die Verschraubungen der beiden Profilzungen des Außenverbinderelements 40 greifen in das metallische Verstärkungsprofil 62 ein. Das Außenverbinderelement 40 besitzt zudem mehrere Dichtstoffeinspritzöffnungen 46.1, 46.2, 46.3. - In
Figur 9 sind nur die Blendrahmenabschnitte 10, 20 gezeigt. Die Lage des Außenverbinderelements 30 ist durch die strichpunktierte Linie nur angedeutet. WieFig. 9 mittels des punktierten Bereichs 45 zeigt, kann durch die Einspritzöffnung 46.1 Dichtstoff dort eingebracht werden, der die Fugen zwischen dem Überschlag 11.1 und dem hier nicht sichtbaren Zusatzelement 44 verschließt sowie die endseitigen Bereiche der Hohlkammern in den Blendrahmenabschnitten 10, 20. Durch die anderen Einspritzöffnungen 46.2, 46.3 werden die Zwischenräume zwischen den Profilzungen 41, 42 des hier nur mit einer strichpunktierten Linie angedeuteten Außenverbinderelements und dem vertikalen Blendrahmenabschnitt 20 abgedichtet, so dass insbesondere an den Stoßkanten 27.1, 27.3 an der Unterseite des vertikalen Blendrahmenabschnitts 20 eine Abdichtung gegenüber dem horizontalen Blendrahmenabschnitt 10 hergestellt wird. -
Figur 10 zeigt zwei Blendrahmenabschnitte 10', 20', die nahezu identisch zu den in den vorstehendenFig. 1-9 dargestellten und beschriebenen Blendrahmenabschnitten 10, 20 sind, die ebenso wie diese vorbereitetet werden und die ebenfalls mit Hilfe eines Eckverbinderelements und eines Außenverbinderelements miteinander verbunden werden. - Die einzige Änderung besteht im Bereich der inneren Sichtflächen 16', 26'. Dort ist bei der zweiten Ausführungsform am horizontalen Blendrahmenabschnitt 10' ein dreieckiger Bereich 16.1' der Sichtfläche 16' entfernt worden, wobei die dahinterliegenden Profilbereiche erhalten geblieben sind.
- Am vertikalen Blendrahmenabschnitts 20' erstreckt sich die Sichtfläche in einem dreieckigen Bereich 26.1' bis unterhalb einer durch die Pfostenfräsung entstandenen Stoßkante 27.3'. Damit ist es möglich, an den inneren Sichtflächen 16', 26' eine Gehrungsfuge zu erhalten, wie sie bei den meisten Innenansichten von Kunststofffenstern üblich ist.
- Im Bereich der Außenansicht hingegen ist die horizontale Kantenführung analog zur Darstellung in
Fig. 6 gegeben. Beim Abdichten mit Dichtstoff ist auch der Bereich hinter den dreieckigen Teilflächen 16.1', 26.1' an den Innensichtflächen 16', 26' zu berücksichtigen.
Claims (11)
- Verfahren zum Herstellen einer Blendrahmeneckverbindung (100), mit zwei Blendrahmen-Hohlprofilen mit unterschiedlich zur Außensichtfläche (11, 21) geneigten Sichtflächen (13, 23) und mit einer horizontalen Stoßfuge zwischen den Außensichtflächen (11, 21),
mit wenigstens folgenden Verfahrensschritten:a) Bereitstellen eines ersten Kunststoffhohlprofils mit einem ersten Neigungswinkel α der Sichtfläche (13) gegenüber der Außensichtfläche (11) für einen unteren horizontalen Blendrahmenabschnitt (10);b) Bereitstellen eines zweiten Kunststoffhohlprofils mit einem zweiten Neigungswinkel der Sichtfläche (23) gegenüber der Außensichtfläche (21) für die vertikalen Blendrahmenabschnitt (20);gekennzeichnet durch:c) Herstellen je einer Ausnehmung (52) am Ende der vertikalen Blendrahmenabschnitte (20), wobei ein Winkel α' zwischen einer Schnittkante (27) und einer Außensichtfläche (21) jeweils dem Gegenwinkel des ersten Neigungswinkels α entspricht;d) Herstellen je einer Ausnehmung (51) an den Enden der horizontalen Blendrahmenabschnitte (10), wobei zumindest die äußere Außensichtfläche (11) jeweils in einem Überstand (11.1) erhalten bleibt und der sich dahinter anschließende Teil des Profilkörpers entfernt wird;e) Anbringen eines Außenverbinderelements (40) an der Stirnseite des horizontalen Blendrahmenabschnitts (10), wobei das Außenverbinderelement (40) wenigstens eine über den Querschnitt des horizontalen Blendrahmenabschnitts (10) aufragende Profilzunge (41, 42) aufweist;f) Aufsetzen des vertikalen Blendrahmenabschnitts (20) auf den horizontalen Blendrahmenabschnitt (10), wobei die Profilzunge (41, 42) des Außenverbinderelements (40) zwischen Raststegen an den äußeren Umfangsflächen der vertikalen Blendrahmenabschnitt (20) eingeschoben wird undg) Verbinden der Blendrahmenabschnitte (10, 20) über je ein Winkelverbinderelement (30), das auf die inneren Falzflächen (14, 24) aufgesetzt wird und mit diesen verschraubt wird;wobei die Verfahrensschritte a) bis f) auch in einer anderen Reihenfolge durchführbar sind. - Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass das Winkelverbinderelement (30) mit wenigstens einer Seitenkante an einer Anschlagkante (15.1, 25.1) an wenigstens einem der Blendrahmenabschnitte (10, 20) angelegt wird.
- Verfahren nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass durch Ablängen eines der beiden Kunststoffhohlprofile ein oberer horizontaler Blendrahmenabschnitt gebildet wird und die Schritte c) bis g) für den oberen Blendrahmenabschnitt wiederholt werden.
- Verfahren nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass Dichtstoff durch Dichtstoffeinspritzöffnungen (46.1, 46.2, 46.3) im Außenverbinderelement (40) in die Endbereiche der offenliegenden Hohlprofilenden der Blendrahmenabschnitte (10, 20) und/oder in die Kontaktebene zwischen den Blendrahmenabschnitten (10, 20) eingespritzt wird.
- Verfahren nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, dass zur Herstellung der Blendrahmenabschnitte (10, 20) Kunststoffhohlprofile verwendet werden, die je einen Überschlag (12, 22) aufweisen und dass das Außenverbinderelement (40) mit einem Zusatzelement (44) versehen wird, welches die Überschläge (12, 22) der bearbeiteten Blendrahmenabschnitte (10, 20) ergänzt..
- Verfahren nach Anspruch 5, dadurch gekennzeichnet, dass Dichtstoff durch wenigstens eine Dichtstoffeinspritzöffnung an der rückwärtigen Seite des Zusatzelements (44) in die Hohlkammern im Bereich der Überschläge (12, 22) eingespritzt wird.
- Verfahren nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, dass die Innensichtfläche (26) am vertikalen Blendrahmenabschnitt (20) auf der Höhe der Pfostenfräsung (52) endet und sich unter Ausbildung einer horizontalen Fuge an die Innensichtfläche (16) des horizontalen Blendrahmenabschnitts (10) anschließt.
- Verfahren nach einem der Ansprüche 1 bis 7, dadurch gekennzeichnet,- dass die Innensichtfläche (26') am vertikalen Blendrahmenabschnitt (20') in einem dreieckigen Flächenbereich (26.1') über die Pfostenfräsung hinaus nach unten erstreckt;- dass die Innensichtfläche (16') des horizontalen Blendrahmenabschnitts (10') in einem dreieckigen Bereich (16.1') entfernt ist und- dass zwischen den schrägen Kanten der Innensichtflächen (16', 26') eine Gehrungsfuge ausgebildet wird.
- Verbindersatz zur Durchführung des Verfahrens nach einem der vorhergehenden Ansprüche, wenigstens umfassend:- ein im Querschnitt T-förmiges Winkelverbinderelement (30) mit einer Bodenlasche (31) und einer senkrecht darauf angeordneten Befestigungslasche (32) sowie mit wenigstens einer Anlagekante (35) und/oder einem Haken (33, 34) zur Positionierung des Winkelverbinderelement (30) an Nuten und/oder Profilkanten (25.1) in den Blendrahmenabschnitten (10, 20);- ein Außenverbinderelement (40) mit einer Befestigungsplatte zur Befestigung an einem stirnseitigen Ende eines horizontalen Blendrahmenabschnitts (10) sowie mit wenigstens einer über die Befestigungsplatte aufragenden Stecklasche (41, 42) zum Einschieben in einen Befestigungsabschnitt 28.1, 28.2) des vertikalen Blendrahmenabschnitts (20).
- Verbindersatz nach Anspruch 9, dadurch gekennzeichnet, dass ein Zusatzelement (44) zur Abdeckung eines Überschlags (12, 22) lösbar mit der Befestigungsplatte verbunden ist.
- Verbindersatz nach Anspruch 9 oder 10, dadurch gekennzeichnet, dass das Außenverbinderelement (40) und/oder das Zusatzelement (44) jeweils wenigstens eine Dichtstoffeinspritzöffnung (46.1, 46.2, 46.3) besitzen.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL17189794T PL3293340T3 (pl) | 2016-09-09 | 2017-09-07 | Sposób wytwarzania połączenia narożnego ościeżnicy oraz zespół łącznika do realizacji tego sposobu |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102016116954.4A DE102016116954A1 (de) | 2016-09-09 | 2016-09-09 | Verfahren zum Herstellen einer Blendrahmeneckverbindung |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3293340A1 true EP3293340A1 (de) | 2018-03-14 |
| EP3293340B1 EP3293340B1 (de) | 2019-01-02 |
Family
ID=59829226
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP17189794.5A Active EP3293340B1 (de) | 2016-09-09 | 2017-09-07 | Verfahren zum herstellen einer blendrahmeneckverbindung sowie verbindersatz zur durchführung des verfahrens |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP3293340B1 (de) |
| DE (1) | DE102016116954A1 (de) |
| PL (1) | PL3293340T3 (de) |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2418347A2 (de) * | 2010-08-13 | 2012-02-15 | Kochs GmbH | Verfahren zum Herstellen einer T-förmigen Profilverbindung |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19524612C2 (de) | 1995-07-06 | 1999-10-21 | Grundmeier Kg | Verbindungselement |
| DE19720357A1 (de) | 1997-05-15 | 1998-11-19 | Huels Troisdorf | Schwellenverbinder |
| DE19904695A1 (de) | 1998-02-05 | 1999-08-26 | Veka Ag | Kämpferverbinder |
| DE10127280B4 (de) | 2001-06-05 | 2004-07-15 | Gealan Holding Gmbh | Pfostenverbinder zur Verbindung von Pfosten und Sprossen im Blendrahmen in vertieften Fenstersystemen |
| NL1030647C2 (nl) | 2005-05-23 | 2006-11-27 | Nijhuis Kunststof Kozijnen B V | Kunststof kozijn, raam of deur en werkwijze voor het vervaardigen ervan. |
| DE202007000539U1 (de) | 2007-01-13 | 2008-05-21 | Rehau Ag + Co | Vorrichtung |
| DE202007001236U1 (de) | 2007-01-27 | 2007-05-10 | Gealan Fenster-Systeme Gmbh | Kunststoffrahmenkonstruktion mit Holzlook |
| EP2236723B1 (de) | 2009-04-02 | 2015-09-02 | profine GmbH | Verfahren zum Verbinden von Kunststoff-Hohlkammerprofilen im Eckbereich |
| FR2945592B1 (fr) | 2009-05-15 | 2012-12-07 | Profils Systemes | Assemblage en coupe droite. |
-
2016
- 2016-09-09 DE DE102016116954.4A patent/DE102016116954A1/de not_active Withdrawn
-
2017
- 2017-09-07 PL PL17189794T patent/PL3293340T3/pl unknown
- 2017-09-07 EP EP17189794.5A patent/EP3293340B1/de active Active
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2418347A2 (de) * | 2010-08-13 | 2012-02-15 | Kochs GmbH | Verfahren zum Herstellen einer T-förmigen Profilverbindung |
Also Published As
| Publication number | Publication date |
|---|---|
| PL3293340T3 (pl) | 2019-06-28 |
| EP3293340B1 (de) | 2019-01-02 |
| DE102016116954A1 (de) | 2018-03-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE10118791A1 (de) | Verbindungselement | |
| EP3181795B1 (de) | Verfahren zum verbinden von zwei hohlkammerprofilen unterschiedlichen querschnitts | |
| DE69704552T2 (de) | Verbindungsanordnung | |
| DE69734632T2 (de) | Wärmedämmender Trennprofilkörper zum Einsetzen zwischen Aluminiumprofilen zur Verwendung bei der Herstellung von Türen und Fenster | |
| EP1947283A2 (de) | Fenster- oder Türflügel und Verfahren zu dessen Herstellung | |
| DE4127636A1 (de) | Tuerblatt, verfahren zur herstellung eines tuerblatts und bausatz fuer ein tuerblatt | |
| EP3293340B1 (de) | Verfahren zum herstellen einer blendrahmeneckverbindung sowie verbindersatz zur durchführung des verfahrens | |
| EP3187677A1 (de) | Verfahren zur herstellung eines stulpfensters | |
| EP2236723B1 (de) | Verfahren zum Verbinden von Kunststoff-Hohlkammerprofilen im Eckbereich | |
| EP3943703B1 (de) | Verfahren zum befestigen eines profils an einem stab, fensterrahmen und vorrichtung zur herstellung eines fensterrahmens oder fensterteilrahmens | |
| EP2418347B1 (de) | Verfahren zum Herstellen einer T-förmigen Profilverbindung | |
| DE60130085T2 (de) | Kunststoffflügel, sowie sein Herstellungsverfahren und zweiflügelige Öffnung, z.B. für ein Fenster | |
| EP2948611A1 (de) | Gehrungsverbindung und eckverbinder dafür | |
| DE102011103196B4 (de) | Fensterelement | |
| DE2514694A1 (de) | Blendrahmen mit abdeckprofil | |
| DE2543325A1 (de) | Rahmen zur aufnahme einer fuellungsplatte | |
| DE1958375B2 (de) | Platteneckverbindung | |
| DE2331247A1 (de) | Zarge | |
| DE19612285A1 (de) | Verfahren zur Herstellung von Fensterrahmen aus Kunststoff | |
| DE102016124443A1 (de) | Verfahren zum Verbinden von zwei Hohlkammerprofilen unterschiedlichen Querschnitts | |
| DE3130268A1 (de) | "holzhaus" | |
| DE4041161A1 (de) | Verbindungsvorrichtung fuer eine sprossenkonstruktion und verfahren zur herstellung einer sprossenkonstruktion mit dieser verbindungsvorrichtung | |
| DE830407C (de) | Fenster, insbesondere aus Leichtmetall | |
| DE19753396A1 (de) | Eckverbindung, insbesondere für Holzkonstruktionen | |
| DE3504880A1 (de) | Profil fuer eine metallverkleidung fuer blendrahmen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20180316 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20180730 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: AT Ref legal event code: REF Ref document number: 1084592 Country of ref document: AT Kind code of ref document: T Effective date: 20190115 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502017000603 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: RO Ref legal event code: EPE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: FP |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190102 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190402 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190502 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190102 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190102 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190102 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190102 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190102 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190402 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190502 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190403 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190102 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502017000603 Country of ref document: DE Representative=s name: COHAUSZ HANNIG BORKOWSKI WISSGOTT PATENTANWALT, DE |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502017000603 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190102 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190102 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190102 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190102 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190102 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190102 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190102 |
|
| 26N | No opposition filed |
Effective date: 20191003 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190102 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190102 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190102 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190907 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190907 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190930 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190102 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20170907 Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190102 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200930 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200930 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: RO Payment date: 20210902 Year of fee payment: 5 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20210907 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190102 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210907 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220907 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230528 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 1084592 Country of ref document: AT Kind code of ref document: T Effective date: 20220907 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220907 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20250919 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20250827 Year of fee payment: 9 Ref country code: NL Payment date: 20250922 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20250919 Year of fee payment: 9 |