EP3294637B1 - Procédé et dispositif de traitement des récipients pour des boissons - Google Patents
Procédé et dispositif de traitement des récipients pour des boissons Download PDFInfo
- Publication number
- EP3294637B1 EP3294637B1 EP16794270.5A EP16794270A EP3294637B1 EP 3294637 B1 EP3294637 B1 EP 3294637B1 EP 16794270 A EP16794270 A EP 16794270A EP 3294637 B1 EP3294637 B1 EP 3294637B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- characteristic state
- product
- determined
- containers
- characteristic
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65C—LABELLING OR TAGGING MACHINES, APPARATUS, OR PROCESSES
- B65C9/00—Details of labelling machines or apparatus
- B65C9/40—Controls; Safety devices
- B65C9/42—Label feed control
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B57/00—Automatic control, checking, warning, or safety devices
- B65B57/20—Applications of counting devices for controlling the feed of articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65C—LABELLING OR TAGGING MACHINES, APPARATUS, OR PROCESSES
- B65C9/00—Details of labelling machines or apparatus
- B65C9/26—Devices for applying labels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B67—OPENING, CLOSING OR CLEANING BOTTLES, JARS OR SIMILAR CONTAINERS; LIQUID HANDLING
- B67C—CLEANING, FILLING WITH LIQUIDS OR SEMILIQUIDS, OR EMPTYING, OF BOTTLES, JARS, CANS, CASKS, BARRELS, OR SIMILAR CONTAINERS, NOT OTHERWISE PROVIDED FOR; FUNNELS
- B67C3/00—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus; Filling casks or barrels with liquids or semiliquids
- B67C3/007—Applications of control, warning or safety devices in filling machinery
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65C—LABELLING OR TAGGING MACHINES, APPARATUS, OR PROCESSES
- B65C3/00—Labelling other than flat surfaces
- B65C3/06—Affixing labels to short rigid containers
- B65C3/08—Affixing labels to short rigid containers to container bodies
- B65C3/10—Affixing labels to short rigid containers to container bodies the container being positioned for labelling with its centre-line horizontal
- B65C3/12—Affixing labels to short rigid containers to container bodies the container being positioned for labelling with its centre-line horizontal by rolling the labels onto cylindrical containers, e.g. bottles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65C—LABELLING OR TAGGING MACHINES, APPARATUS, OR PROCESSES
- B65C9/00—Details of labelling machines or apparatus
- B65C9/08—Label feeding
- B65C9/10—Label magazines
- B65C9/105—Storage arrangements including a plurality of magazines
Definitions
- the present invention relates to a method for treating containers and a device for treating containers.
- the containers are transported along a predetermined transport route and combined with at least one product whose quantity can be determined in such a way that the product is fed to each individual container in a predetermined feed area of the transport route, with the product being guided along a feed route to the feed area.
- quantity "quantity” refers to a weight, a volume, a number of pieces, and/or a length of the product.
- the state of the art offers the possibility of continuously determining the contents of the containers, for example by means of a shift register in a device for processing, for example for filling containers.
- a statement can be made about, for example, when and how many containers are still in the filling machine to then be labeled.
- an automatic system can be used to provide an operator with a comprehensive display during production indicating at what point one of the rolls can be loaded with the labels of the next product as soon as there are enough remaining labels available on the other roll.
- Such a decision about a preventive pre-loading of the new roll with labels is made, for example, by a stored number of labels on the respective roll or the roll to be loaded.
- the number of labels can also be displayed. Accordingly, the information be forwarded to an operator regarding a future label and/or roll change.
- Such a display can therefore, for example, be made as part of a message in the form of "Labels for the next type can be provided".
- an early change of labels can only be carried out using the number of labels on the respective rolls as a calculation basis.
- a decisive criterion for such an early change of labels in order to avoid having to interrupt the production process and to ensure that labels are dispensed and applied as continuously as possible to the bottles to be filled or already filled, is therefore based to a large extent on the predetermined value for the number of labels on the, preferably full, roll.
- the predetermined number of labels on the roll i.e. an expected value of the number of labels on the roll
- this deviation has also been solved by checking and determining the number of labels discretely or continuously via a sensor, although this type of sensor also had a high degree of error.
- the latter discloses a method for treating containers, wherein the containers are transported along a predetermined transport route and are combined with at least one product whose quantity can be determined in such a way that the product is fed to each individual container in a predetermined feed area of the transport route, wherein the product is guided along a feed route to the feed area, wherein in a detection area which is arranged along the feed route of the product or in a transport direction of the containers upstream of the feed area, at least one individually determined characteristic state and at least one further characteristic state are determined by a detection unit, which characteristic state and which further characteristic state are characteristic of an initial loading quantity of the product to be fed in relation to at least one loading device, and wherein the further characteristic state is calculated by the detection unit in such a way that a mathematical mean value is determined, and wherein a residual quantity of the product to be fed on the loading device is determined as a function of this characteristic state and further characteristic state during operation, and wherein as a function of this residual quantity a characteristic signal is issued for a change of assembly, where the product
- the invention is based on the object of reducing the amount of waste caused by a production program change.
- At least one characteristic state determined individually before the treatment and at least one further characteristic state are determined or specified, in particular by a detection unit, in a detection area which is arranged along the feed path of the product or in a transport direction of the containers upstream of the feed area, wherein the characteristic state and/or the further characteristic state is characteristic of an initial loading quantity (for example a number of labels specified by the manufacturer) of the product to be fed in relation to at least one loading device.
- an initial loading quantity for example a number of labels specified by the manufacturer
- the detection area can partially or completely cover the area between the loading device and the feed area. In particular, this can mean that the detection area partially or completely covers the feed line of the product.
- the diameter of a label roll, a film thickness and/or a label length, and/or a packaging film length could be detected in order to calculate the number of labels/packaging film on the roll, for example.
- a residual quantity of the product to be supplied is determined on the loading device, and depending on this residual quantity, a characteristic signal for a loading change, in particular of the loading device, is output.
- the residual quantity can therefore be the quantity of the product on or in the loading device which results from the difference between the initial loading quantity of a loading device and the quantity of product already fed into the container.
- the identification state can, for example, be the number of labels which allow a clear statement to be made about the initial loading quantity of such labels in relation to the respective roll, in this case the loading device.
- the characteristic state is, for example, a number of containers that still have to be treated, especially before a product change. or are to be brought together with the product.
- the characteristic state could also be a filling state of a transport facility. For example, at the start of a transport route it could be determined that no more containers are arriving and therefore only the containers present in the transport route need to be treated. In this case, the characteristic state is based on a distinction as to whether or not a container is present at a certain point in the system.
- the characteristic state can, for example, also be a number of containers that still need to be treated or combined with the product - especially before a product change (type change).
- the state could also be a filling state of a transport facility. For example, at the start of a transport route it could be determined that no more containers are arriving and therefore only the containers present in the transport route need to be treated.
- the characteristic state is based on a distinction as to whether or not a container is present at a certain point in the system.
- an identifying state could also be determined which is characteristic for a quantity of the product and, depending on this identifying state, a number of containers is determined.
- the said identification status can also be specified by the user or an automatic system, although not according to the invention.
- a container lock can be closed and in this way it can be prevented that further containers enter the transport route.
- the said identification status is known from the outset or can be read out - for example from a storage device.
- this characteristic state is determined individually by the detection unit before the actual processing of the containers in order to know in advance how many, for example, labels are basically available for a labeling process, for example in relation to a label roll.
- both the identification state and the further identification state can be determined individually and preferably fully automatically, in particular by the detection unit, errors, for example with regard to the initial quantity of labels loaded onto a label roll, are avoided.
- the individual determination of the identification status and/or the further identification status in relation to the specific label roll enables the respective identification statuses to be determined as precisely as possible, which makes things much easier for the operator during the production process, since the identification status is determined particularly precisely in contrast to the state of the art. If the identification status is known as precisely as possible, the point in time at which a further roll can be loaded with labels or a label strip can be determined as precisely as possible.
- the recording unit can comprise at least one sensor, which determines the quantity of the product at predetermined intervals or continuously.
- the sensor is in data contact with an evaluation and calculation module.
- Such data contact can be wired or wireless.
- the evaluation and calculation module thus evaluates the quantity data determined by the sensor.
- the containers are transported along a predetermined transport route and combined with at least one product whose quantity can be determined in such a way that the product is fed to each individual container in a predetermined feed area of the transport route, wherein the product is guided along a feed route to the feed area.
- At least one characteristic state determined individually before the treatment and/or a further characteristic state is determined by a detection unit, which characteristic state and/or further characteristic state is characteristic of an initial loading quantity of the product to be fed in relation to at least one loading device, and wherein, depending on this characteristic state and/or further characteristic state, a residual quantity of the product to be fed on the loading device is determined during operation, and wherein, depending on these residual quantities, a characteristic signal for a loading change is output.
- the quantity is determined taking into account a partial quantity of the product located in the feed line.
- the quantity of labels or closures located between a magazine for the product and the transfer area can be determined.
- the quantity of a liquid product in a feed line between a tank and the filling area can also be determined.
- the quantity is preferably determined taking into account the number of containers between the detection area and the feed area, i.e. the transport route in this area.
- a buffer route it is possible for a buffer route to be arranged between the detection area and the feed area, in which a substantially specific number of containers are arranged.
- the automatic change of loading units can take place in good time so that at the end of the process in the machine the type of material that is needed next is ready for processing, for example a subsequent line production program. In this way, emptying times can be avoided, loading times for the new mass transport unit can also be avoided, as well as material loss within the transport unit between the magazine and the processing location in the machine.
- the quantity mentioned is preferably a residual quantity of the product. This is used to determine, depending on the key figure, what quantity of product is still required to properly load a certain margin.
- the containers can also be equip the containers with different products, for example with labels or with closures, in order to use the method according to the invention for both products, i.e. for both the labels and the closures and possibly also for a product to be filled.
- the product can also be packaging film.
- the containers are advantageously selected from a group of containers which includes plastic bottles, glass bottles, preforms, tubes, cartons, drinks crates, pallet carriers and the like. This means that, by definition, the containers do not necessarily have to be sealed liquid-tight. In the case of drinks crates, for example, it would be possible to assemble drinks crates filled with containers into pallets, in which case the products could be, for example, intermediate layers or pallet carriers for such pallets.
- the characteristic state is determined by the detection unit in such a way that during a determination process, the total quantity of the last product produced by a predeterminable number of placement devices is first determined, and then a mathematical average of the quantity of the product produced per placement device is determined in order to obtain an initial placement quantity for each placement device, and the total quantity is determined from a sum of sub-characteristic states of the individual placement devices.
- the initial placement quantity can be an initial quantity of labels from a new roll.
- the mathematical mean can be an arithmetic mean in which each of the individual quantity values is mathematically equally weighted.
- the mathematical mean can also be a median, geometric mean, harmonic mean, quadratic or cubic mean.
- the mathematical mean is formed in such a way that one or more determined quantity values have a greater or lesser influence on the determination of the mathematical mean than other quantity values. It is conceivable, for example, that the first or another subset of the quantity values have a lesser influence on the mean than the other quantity values. This could minimize the influence of any measurement inaccuracies that may still exist initially on the mean as much as possible.
- the respective sub-characteristic states can be a value which is determined on the basis of a number of labels and/or a label length per label roll.
- a predetermined number of different label rolls is first inserted into a corresponding device, for example a device for handling containers, in order to first determine for each roll a sub-identification state that can be clearly assigned to the roll, preferably one-to-one.
- these individual sub-characteristic states are preferably added to one another and divided by the number of sub-characteristic states, so that an average characteristic state can be achieved averaged over the predetermined number of label rolls.
- the identification status for the container actually to be treated is released, preferably by the recording unit itself. Only after this is the production process started and/or the identification status is used for one or more treatment processes.
- the sub-characteristic state is not taken into account by the detection unit for determining the characteristic state.
- the expected value in relation to the respective placement device is a value that is specified by the manufacturer. If the determined sub-characteristic state deviates from the expected value specified by the manufacturer, this means that there is a discrepancy between the measured sub-characteristic state and the expected value. This uncertainty in determining the characteristic state and/or the further characteristic state is therefore eliminated by not including such a placement device with the incorrect expected value in the calculation in advance.
- the further characteristic state is calculated by the detection unit in such a way that a mathematical mean value of the characteristic state, which was determined in advance, for example, and an expected value, preferably not transmitted by a detection unit, related to the respective assembly device are determined or specified, wherein the expected value can be assigned, preferably unambiguously, to the respective product and/or the respective assembly device.
- the expected value is a manufacturer-side initial assembly quantity.
- the further characteristic state differs from the characteristic state in that another mathematical quantity, for example the expected value, was included in the calculation of the further characteristic state.
- the expected value can also be realized as a predicted expected value (which is directed towards the future), although not according to the invention. This can mean that various expected values have been or will be stored and/or otherwise stored in the recording unit and these expected values form the basis for the predicted expected value. The expected value can then be continuously re-determined during the determination process.
- the advantage with regard to the further characteristic state compared to the characteristic state is therefore that not only characteristic states determined by the detection unit described here are included in the calculation, but also a manufacturer's expected value can be included as a second, for example independent source.
- a characteristic signal for a change of assembly is output only as a function of the further characteristic state and/or a deviation of the further characteristic state from the characteristic state is determined.
- the determination process then begins again.
- the detection unit detects a change in variety and then changes the characteristic value that can be assigned to a respective variety, preferably uniquely, or deletes the previous characteristic value, which can preferably be assigned uniquely to the respective variety, from a memory of the detection unit.
- a change of type is therefore a change, for example, in relation to the containers or in relation to the type of product to be supplied.
- a change of type is a change of bottles in relation to a bottle size or in relation to a filling product.
- the detection device detects a change of the loading device, for example a change of a label roll, and stores this, whereby the identification state for processing the containers is only released when a predeterminable number of change processes relating to different loading devices or the same loading device is exceeded.
- the recording unit makes a decision as to the number at which, with regard to the change of the assembly devices, sufficient certainty can be determined, for example a sufficiently accurate mathematical mean value of the quantity of the product produced per assembly device.
- the placement device comprises at least one label roll, the product to be fed being labels.
- the placement device can therefore actually only be one label roll.
- the placement device is a labeling machine with two or more label rolls for all-round labeling. In this case, it is possible to switch automatically to the second roll (and back). The rolls are glued/connected to one another (manual preparation, gluing takes place automatically during production).
- the labels are wrap-around labels and/or self-adhesive labels. These wrap-around labels can then be shrunk into shrink labels.
- a characteristic signal for a change of assembly is output as a function of the remaining quantity when a predeterminable minimum remaining quantity is reached on the current assembly device and then switching is made to another, preferably fully equipped, assembly device (buffer control).
- opened rolls can be used again first in the next production of this type, so that production losses are particularly effectively avoided in relation to the total production of a type.
- the present invention relates to a device for treating containers. This means that the features set out in relation to the methods described above are also disclosed for the device described and vice versa.
- the containers are transported along a predetermined transport path and combined with at least one product whose quantity can be determined in such a way that the product is fed to each individual container in a predetermined feed area of the transport path, the product being guided along a feed path to its feed area.
- At least one characteristic state and/or further characteristic state which is individually determined, in particular before the treatment, can be determined by a detection unit, which characteristic state and/or further characteristic state is characteristic of an initial loading quantity of the product to be fed in relation to at least one loading device, and wherein, depending on this characteristic state and/or further characteristic state, a residual quantity of the product to be fed on the loading device can be determined during operation, and wherein, depending on this residual quantity, a characteristic signal for a loading change can be output.
- the device for treating containers described here comprises and has the same advantageous configurations and advantages as described in connection with the methods described above.
- the feed unit is selected from a group of feed units which includes labelling devices for containers, closing devices for containers, assembling devices for groups of containers or the like.
- the device for treating containers is preferably a system that applies labels to the containers.
- the actual labeling device in this case is the feed unit mentioned above.
- the device is a system which expands preforms into containers and then fills them with a product, such as a beverage.
- containers which are provided with labels are provided with labels.
- the additional product can be either a solid product, such as the labels, closures, intermediate layers mentioned, or a liquid product, such as in particular a beverage or other liquid to be filled. It would also be possible to use the method according to the invention for filling containers with several products, i.e. both for filling with closures and for filling with labels.
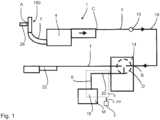
- Figure 1 shows a block diagram of a device 1 according to the invention for treating containers 10.
- the device 1 shown is a system which labels filled bottles.
- this illustration is to be understood as an example and is also applicable to other devices, although not according to the invention, which treat or equip containers in a predetermined manner, such as cappers, filling systems, disinfection devices and the like.
- the reference symbol T refers to a transport path along which the already filled containers are transported. In a storage area 4, several Rows of containers 10 are transported next to each other.
- the Figure 1 The arrows shown indicate the transport direction. Figure 1 In the embodiment shown, the containers 10 are moved from several or wider lanes to fewer or narrower lanes. However, the arrangement of the individual lanes is also conceivable in a different way.
- the reference number 18 designates a feed section for the containers, which runs between a point A, which lies in a detection area 8, and a point B, which here marks the end of the feed section 18. It is preferably known or can be determined how many containers 10 are in this feed section 18 during operation. However, it may be sufficient if only the approximate number of containers in the feed section 18 is known.
- the reference number 14 refers to a feed unit, whereby this feed unit 14 is a labeling device which feeds labels to the containers 10 or attaches these labels to the containers 10 starting from a label strip 20 (only shown schematically).
- the labels are fed from a magazine 16 (also called a loading device) via a feed line 6 to the feed unit 14.
- the labels are therefore the product described at the beginning.
- the reference number D designates the feed area in which the product is fed to the containers 10. Here, this feed area is arranged in the area of the labeling device 14.
- At least one characteristic state Z in particular before the treatment, individually determined and/or a further characteristic state Zw is determined by a detection unit 9, which characteristic state Z and/or further characteristic state Zw is characteristic of an initial loading quantity of the product to be fed in relation to at least one loading device 16.
- a residual quantity M of the product to be supplied is determined on the loading device 16 during operation, wherein a characteristic signal for a loading change is output depending on this residual quantity M.
- the number of labels that are in the feed line 6 during operation can be determined in order to be able to carry out a roll change in good time.
- This value can be the absolute number of labels (for example an initial loading quantity), but it would also be conceivable that a length of the label strip between the magazine 16 and the feed unit 14 is defined as the initial loading quantity.
- this information can be output to the storage unit or the magazine 16.
- the magazine or a control device for example the detection unit 9 or the further detection unit 26 within this magazine can decide when the supply of labels 20 should also be interrupted.
- the user can be instructed to cut the label strip at a specific point.
- the area of the labels that is still in the feed line 6 can then be attached to the containers 10. In this way, on the one hand, this portion of labels is not lost and, on the other hand, this portion does not have to be removed from the feed line when the product is changed, which is sometimes very time-consuming.
- a filling device 2 can also report an upcoming product change and/or a signal indicating that the filling device is empty to the labeling device (also called feed unit) 14 or the magazine 16, or, as mentioned, another detection unit 26 can detect a lack of containers.
- the magazine can now begin emptying its label storage.
- the labeling device 14 preferably reduces the speed in order to reduce the risk of a tape break in the event of a malfunction.
- an additional registration unit to detect a shortage of containers, ie a lack of containers.
- This registration unit is in a Area of the transport path in which the containers are arranged next to each other in a single lane, so that the number of containers between points C and B is known depending on the type. In the case of piece-by-piece transport, the number of containers is always known.
- a lock can also close due to a lack of containers and the feed unit 14 can end the labeling process. In this case, a few remaining labels are preferably left behind to compensate for any failures, particularly of other machine parts.
- the feed unit 14 can then switch to a new product and finally start production with the new product.
- the containers 10 are transported further along the transport path T.
- packaging or assembly units are provided which group the containers. Assembly units of this kind can also be integrated into the system in the manner according to the invention. For example, such an assembly device can be informed in a similar way that a flow of (possibly already labeled) containers 10 has been interrupted and thus only those containers which are in a section 22 are to be provided with a certain packaging material or assembled in a certain way.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Labeling Devices (AREA)
Claims (11)
- Procédé pour traiter des récipients, dans lequel les récipients (10) sont transportés le long d'un parcours de transport (T) prescrit et guidés conjointement avec au moins un produit pouvant être défini en ce qui concerne sa quantité, de telle sorte que le produit est amené à chaque récipient (10) individuel dans une zone d'amenée (D) prédéfinie du parcours de transport (T), dans lequel le produit est guidé vers la zone d'amenée (D) le long d'un parcours d'amenée (6),
dans lequeldans une zone de détection (8), qui est disposée le long du parcours d'amenée (6) du produit ou dans une direction de transport des récipients (10) en amont par rapport à la zone d'amenée (D), au moins un état caractéristique (Z) déterminé individuellement avant le traitement et au moins un autre état caractéristique (Zw) sont déterminés par une unité de détection (9), lequel état caractéristique (Z) et lequel autre état caractéristique (Zw) sont caractéristiques d'une quantité de sortie de garnissage du produit à amener relativement à au moins un dispositif de garnissage (16), et dans lequell'autre état caractéristique (Zw) est calculé par l'unité de détection, de telle sorte qu'une moyenne mathématique de l'état caractéristique (Z) et d'une valeur attendue (ZA) non déterminée par l'unité de détection est déterminée, dans lequel la valeur attendue peut être attribuée, de préférence de manière univoque, au produit respectif et/ou au dispositif de garnissage (16) respectif, et la valeur attendue (ZA) relativement au dispositif de garnissage (16) respectif est une valeur qui est indiquée chez le fabricant, et dans lequelen fonction de cet état caractéristique (Z) et de l'autre état caractéristique (Zw) une quantité restante (M) du produit à amener sur le dispositif de garnissage (16) est déterminée pendant le fonctionnement, et dans lequel en fonction de cette quantité restante un signal caractéristique d'un changement de garnissage est émis, dans lequel le produit est un matériau d'étiquetage ou d'emballage, dans lequel cet état caractéristique (Z) au lieu d'être fixement prescrit est déterminé respectivement individuellement par l'unité de détection avant le traitement proprement dit des récipients, afin pour cette raison de savoir déjà à l'avance combien d'étiquettes sont par exemple en principe à disposition pour un processus d'étiquetage. - Procédé selon la revendication 1,
caractérisé en ce que
l'état caractéristique (Z) est déterminé par l'unité de détection (9), de telle sorte que pendant un processus de détermination la quantité totale des produits fabriqués en dernier d'un nombre pouvant être prescrit de dispositifs de garnissage (16) est tout d'abord déterminée, et suite à cela une moyenne mathématique de la quantité du produit fabriqué par dispositif de garnissage (16) est déterminée, afin d'obtenir ainsi une quantité de sortie de garnissage pour chaque dispositif de garnissage (16), et dans lequel la quantité totale est déterminée à partir d'une somme de sous-états de caractéristique (Zi) des dispositifs de garnissage individuels. - Procédé selon la revendication 2,
caractérisé en ce que
lors d'un écart d'un sous-état caractéristique (Zi) déterminé par l'unité de détection par rapport à une valeur attendue (ZA) caractéristique de manière univoque du dispositif de garnissage, le sous-état caractéristique (Zi) n'est pas pris en compte par l'unité de détection pour la détermination de l'état caractéristique (Z). - Procédé selon au moins l'une des revendications précédentes, caractérisé en ce que
un signal caractéristique d'un changement de garnissage est émis uniquement en fonction de l'autre état caractéristique (Zw) et/ou qu'un écart de l'autre état caractéristique (Zw) par rapport à l'état caractéristique (Z) est déterminé. - Procédé selon au moins l'une des revendications précédentes, caractérisé en ce
lors d'un écart de l'autre état caractéristique (Zw) par rapport à l'état caractéristique (Z) supérieur à un, la détermination de l'état caractéristique et/ou de l'autre état caractéristique n'est pas prise en compte et le processus de détermination recommence. - Procédé selon au moins l'une des revendications précédentes, caractérisé en ce que
l'unité de détection (9) identifie un changement de sorte et après cela change la valeur caractéristique (Z) pouvant être attribuée, de préférence de manière univoque, à une sorte respective, ou supprime l'ancienne valeur caractéristique (Z) d'une mémoire de l'unité de détection (9). - Procédé selon au moins l'une des revendications précédentes, caractérisé en ce que
l'unité de détection (9) identifie un changement du dispositif de garnissage (16), et le met en mémoire, et dans lequel ce n'est que lorsqu'un nombre de processus de changement pouvant être prescrit relativement à différents dispositifs de garnissage est dépassé qu'une libération de l'état caractéristique (Z) s'effectue pour traiter les récipients. - Procédé selon au moins l'une des revendications précédentes, caractérisé en ce que
le dispositif de garnissage (16) comprend au moins un rouleau d'étiquettes, et le produit à amener est des étiquettes. - Procédé selon au moins l'une des revendications précédentes, caractérisé en ce que
les étiquettes sont des étiquettes enveloppantes et/ou des étiquettes autocollantes. - Procédé selon au moins l'une des revendications précédentes, caractérisé en ce que
en fonction de la quantité restante (M) un signal caractéristique d'un changement de garnissage est déjà émis lorsqu'un nombre minimal de quantité restante pouvant être prescrit sur le dispositif de garnissage (16) actuel est atteint et ensuite un basculement sur un autre dispositif de garnissage (16), de préférence entièrement garni, s'opère. - Dispositif pour traiter des récipients, dans lequel les récipients (10) peuvent être transportés le long d'un parcours de transport (T) prescrit et peuvent être guidés conjointement avec au moins un produit pouvant être défini en ce qui concerne sa quantité, de telle sorte que le produit est amené à chaque récipient (10) individuel dans une zone d'amenée (D) prédéfinie du parcours de transport (T), dans lequel le produit est guidé le long d'un parcours d'amenée (6) vers la zone d'amenée (D),
dans lequeldans une zone de détection (8), qui est disposée le long du parcours d'amenée (6) du produit ou dans une direction de transport des récipients (10) en amont par rapport à la zone d'amenée (D), au moins un état caractéristique (Z) déterminé individuellement avant le traitement et/ un autre état caractéristique (Zw) peuvent être déterminés par une unité de détection (9), lequel état caractéristique (Z) et lequel autre état caractéristique (Zw) sont caractéristiques d'une quantité de sortie de garnissage du produit à amener relativement à au moins un dispositif de garnissage (16), et dans lequell'autre état caractéristique (Zw) peut être calculé par l'unité de détection, de telle sorte qu'une moyenne mathématique de l'état caractéristique (Z) et d'une valeur attendue (ZA) non déterminée par l'unité de détection peut être déterminée, dans lequel la valeur attendue peut être attribuée, de préférence de manière univoque, au produit respectif et/ou au dispositif de garnissage (16) respectif et la valeur attendue (ZA) relativement au dispositif de garnissage (16) respectif est une valeur qui est indiquée chez le fabricant, et dans lequelen fonction de cet état caractéristique (Z) et d'un autre état caractéristique (Zw) une quantité restante (M) du produit à amener sur le dispositif de garnissage (16) peut être déterminée pendant le fonctionnement, et dans lequel en fonction de cette quantité restante un signal caractéristique d'un changement de garnissage peut être émis, dans lequel le produit est un matériau d'étiquetage ou d'emballage, dans lequel cet état caractéristique (Z) au lieu d'être fixement prescrit est déterminé respectivement individuellement par l'unité de détection avant le traitement proprement dit des récipients, afin pour cette raison de savoir déjà à l'avance combien d'étiquettes sont en principe à disposition pour un processus d'étiquetage.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102015119023.0A DE102015119023A1 (de) | 2015-11-05 | 2015-11-05 | Verfahren und Vorrichtung zum Behandeln von Getränkebehältnissen |
| PCT/EP2016/076792 WO2017077101A1 (fr) | 2015-11-05 | 2016-11-07 | Procédé et dispositif pour manipuler des récipients à boissons |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3294637A1 EP3294637A1 (fr) | 2018-03-21 |
| EP3294637B1 true EP3294637B1 (fr) | 2024-09-04 |
Family
ID=57281201
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP16794270.5A Active EP3294637B1 (fr) | 2015-11-05 | 2016-11-07 | Procédé et dispositif de traitement des récipients pour des boissons |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US10308388B2 (fr) |
| EP (1) | EP3294637B1 (fr) |
| CN (1) | CN108137185B (fr) |
| DE (1) | DE102015119023A1 (fr) |
| WO (1) | WO2017077101A1 (fr) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102022123054A1 (de) * | 2022-09-09 | 2024-03-14 | Krones Aktiengesellschaft | Verfahren zur Produktionsüberwachung einer Etikettiermaschine und Etikettiermaschine zur Etikettierung von Behältern |
| DE102022123055A1 (de) * | 2022-09-09 | 2024-03-14 | Krones Aktiengesellschaft | Verfahren zur Produktionsüberwachung einer Etikettiermaschine und Etikettiermaschine zur Etikettierung von Behältern |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7886795B2 (en) * | 2006-03-09 | 2011-02-15 | Illinois Tool Works Inc. | High speed decorating system |
| DE102008037708B4 (de) | 2008-08-14 | 2014-05-28 | Krones Aktiengesellschaft | Verfahren und Vorrichtung zum Behandeln von Getränkebehältnissen |
| DE102012021997A1 (de) * | 2012-11-12 | 2014-05-15 | Krones Ag | Verfahren zum Herstellen von Getränkebehältnissen und Vorrichtung zum Herstellen von Getränkebehältnissen |
| ITBO20120686A1 (it) | 2012-12-19 | 2014-06-20 | Marchesini Group Spa | Sistema di carico e di alimentazione di articoli per una apparecchiatura di confezionamento operante in ambiente sterile |
| DE102014105034A1 (de) * | 2014-04-09 | 2015-10-15 | Krones Ag | Abfüllanlage zum Befüllen von Behältern mit Transporteinrichtung |
-
2015
- 2015-11-05 DE DE102015119023.0A patent/DE102015119023A1/de active Pending
-
2016
- 2016-11-07 US US15/740,022 patent/US10308388B2/en active Active
- 2016-11-07 CN CN201680038683.7A patent/CN108137185B/zh active Active
- 2016-11-07 WO PCT/EP2016/076792 patent/WO2017077101A1/fr not_active Ceased
- 2016-11-07 EP EP16794270.5A patent/EP3294637B1/fr active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN108137185B (zh) | 2020-03-17 |
| EP3294637A1 (fr) | 2018-03-21 |
| US10308388B2 (en) | 2019-06-04 |
| CN108137185A (zh) | 2018-06-08 |
| US20180186497A1 (en) | 2018-07-05 |
| WO2017077101A1 (fr) | 2017-05-11 |
| DE102015119023A1 (de) | 2017-05-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE102008037708B4 (de) | Verfahren und Vorrichtung zum Behandeln von Getränkebehältnissen | |
| EP1041006B1 (fr) | Procédé et dispositif de commande pour une installation de fabrication et d'emballage de cigarettes | |
| EP2254814B1 (fr) | Installation de transformation et/ou de traitement d'emballages, et procédé pour régler une telle installation au format correct | |
| EP3672882B1 (fr) | Procédé pour commander la quantité d'une substance adhésive à appliquer sur un support | |
| DE102018127823A1 (de) | Verfahren und System zum Verpacken von Artikeln | |
| EP2062478B1 (fr) | Machine pour bourrer et procédé de bourrage | |
| EP2760748A1 (fr) | Gestion intégrée de la qualité de consommables pour des machines d'emballage | |
| EP2822857A2 (fr) | Ligne d'emballage | |
| EP2539272B1 (fr) | Dispositif de surveillance pour installations de traitement de contenants | |
| WO2015107137A1 (fr) | Machine de traitement de récipients pour traiter des récipients | |
| DE102012217364B4 (de) | Verfahren zur Handhabung von Bedruckstoffgebinden in einem Bedruckstoffversorgungssystem einer eine Druckmaschine umfassenden Druckerei | |
| WO2022022879A1 (fr) | Dispositif de transport et procédé de distribution d'une pluralité d'articles de formes et de dimensions similaires | |
| EP3294637B1 (fr) | Procédé et dispositif de traitement des récipients pour des boissons | |
| DE102015211380A1 (de) | Anlage und Verfahren zum Abfüllen von Behältern | |
| EP3670431B1 (fr) | Dispositif de remplissage des récipients et procédé de fonctionnement dudit dispositif | |
| EP2917145B1 (fr) | Procédé et dispositif de production de contenants de boissons | |
| EP2910482A1 (fr) | Ensacheuse avec dispositif d'étiquetage | |
| EP3323744B1 (fr) | Procédé et dispositif de pesage, transport et éttiquetage avec utilisation alternative d'imprimante | |
| EP3129319B1 (fr) | Dispositif pour remplir des recipients avec un convoyeur | |
| EP4538815A1 (fr) | Procédé de fourniture de données de fonctionnement d'un système de transport dans une ligne de machines | |
| DE202025105304U1 (de) | Maschine zum Herstellen von Behältern | |
| EP4586033A1 (fr) | Procédé et système de détection et de correction de dysfonctionnements d'une machine | |
| DE102023135501A1 (de) | Behälterbehandlungsanlage sowie Verfahren zum Bilden und Befüllen von Behältern | |
| DE102023134472A1 (de) | Verfahren und System zum Optimieren von Produktsequenzierungen in einer Maschinenlinie | |
| WO2025031627A1 (fr) | Procédé d'étalonnage automatique d'un système de traitement de contenants et système de traitement de contenants pour la mise en œuvre du procédé |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: UNKNOWN |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE INTERNATIONAL PUBLICATION HAS BEEN MADE |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20171213 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| DAV | Request for validation of the european patent (deleted) | ||
| DAX | Request for extension of the european patent (deleted) | ||
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20190904 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20240411 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502016016710 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20240904 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241204 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240904 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241205 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240904 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240904 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240904 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240904 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241204 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240904 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241204 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240904 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241204 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240904 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240904 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241205 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240904 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240904 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240904 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240904 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250104 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250106 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240904 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240904 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240904 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240904 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240904 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502016016710 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240904 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240904 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20241107 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20241130 |
|
| 26N | No opposition filed |
Effective date: 20250605 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20241204 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20241130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240904 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20241204 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20241130 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20250930 Year of fee payment: 10 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20241107 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20250930 Year of fee payment: 10 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20241107 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20251022 Year of fee payment: 10 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 1720165 Country of ref document: AT Kind code of ref document: T Effective date: 20241107 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20161107 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20161107 |