EP3339011A2 - Verfahren und vorrichtug zum herstellen von (tabak-)beuteln sowie (tabak-)beutel - Google Patents
Verfahren und vorrichtug zum herstellen von (tabak-)beuteln sowie (tabak-)beutel Download PDFInfo
- Publication number
- EP3339011A2 EP3339011A2 EP17001988.9A EP17001988A EP3339011A2 EP 3339011 A2 EP3339011 A2 EP 3339011A2 EP 17001988 A EP17001988 A EP 17001988A EP 3339011 A2 EP3339011 A2 EP 3339011A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- bag
- material web
- continuous
- bags
- web
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B70/00—Making flexible containers, e.g. envelopes or bags
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24F—SMOKERS' REQUISITES; MATCH BOXES; SIMULATED SMOKING DEVICES
- A24F23/00—Cases for tobacco, snuff, or chewing tobacco
- A24F23/02—Tobacco pouches
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B70/00—Making flexible containers, e.g. envelopes or bags
- B31B70/14—Cutting, e.g. perforating, punching, slitting or trimming
- B31B70/16—Cutting webs
- B31B70/18—Cutting webs longitudinally
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2155/00—Flexible containers made from webs
- B31B2155/001—Flexible containers made from webs by folding webs longitudinally
- B31B2155/0014—Flexible containers made from webs by folding webs longitudinally having their openings facing transversally to the direction of movement
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2160/00—Shape of flexible containers
- B31B2160/10—Shape of flexible containers rectangular and flat, i.e. without structural provision for thickness of contents
Definitions
- the invention relates to a method of manufacturing (tobacco) pouches, the pouches having a pouch for receiving a pouch contents, and wherein the pouch has an opening for feeding the pouch contents, and wherein the opening is through a pouch flap of the pouch is concealable, and wherein the bags are made of a continuous web, according to the preamble of claim 1.
- the invention relates to a corresponding device according to the preamble of claim 9 and a bag according to the preamble of claim 10.
- the invention has the object to further develop methods, devices and bags.
- a method for achieving this object has the features of claim 1. It is therefore provided that the continuous web of material is folded, so that an at least partially two-ply continuous web of material is formed, and that thereafter the two layers of the continuous web of material by attaching at least one Connecting seam are connected to each other, wherein the connecting seam is preferably interrupted and extends in the longitudinal direction of the web, and that thereafter a layer of the two-ply continuous web is separated by a preferably continuous separating cut, to form the opening for the bag, and that thereafter longitudinal and / or Transverse seams are attached to the bags on the continuous web and that then the bags are separated from the continuous web.
- the inside of the bag pouch has a printing, even if the material web is printed on only one side.
- the scope for design is expanded in a simple and cost-effective manner, or more area is made available for design or informational purposes. It has surprisingly been found that it is more advantageous for various reasons to use a two-ply material web, which is printed on one side, as a single-ply material web, which is printed on both sides.
- a preferably upper or inner layer of the two-ply continuous web is spaced from the other layer, in particular by lifting, and that a closure means for the bag of bags in the region of the opening is attached to the opening to be able to open and close the bag several times.
- a strip of material to form a Ziplocks attached to the continuous web of material, and that later ends of the strip of material in the region of lateral edges of the bag are welded after the Ziplock was at least partially opened.
- transverse seams of the bags are applied after the strip of material for the Ziplocks has been applied and before the later ends of the strip of material are welded.
- a special feature may be that glue strips are provided for a peel-seal seam of the bag on the continuous material web and are brought together by folding the material web to rest against each other, and that after filling the bag with tobacco as the package contents, the peel Seal seam is closed in the area of the opening of the bag.
- the two layers of the continuous web are connected to each other by two parallel connecting seams, wherein a connecting seam along one edge of the two-ply continuous web and a second seam is provided at a distance from the first seam above the later to be produced opening, and that thereafter the separating cut is made with preferably a small distance below the second connecting seam, in particular in such a way that as few folds as possible are formed in the position of the continuous material web separated by the separating cut when the separating cut is made.
- the position of the continuous material web to be separated by the separating cut is kept down, in particular by rolling on both sides of the separating cut, so that formation of wrinkles in the position during the application of the separating cut is counteracted.
- Another feature, for which protection is also claimed independently of the other features, may be that a further separating cut is made in the other layer of the continuous material web, namely in the region of the bag flap, to form a further pocket for smoker articles which ( also) is accessible from the outside when the pouch is closed.
- a bag for solving the above-mentioned problem has the features of claim 10. It is therefore provided that the film is formed at least partially double-layered and the layers of the film are joined together by connecting seams, and that the opening of the bag is formed by a separating cut, which is mounted in a layer of the film.
- Another peculiarity may consist in that one or the other layer of the film has a further separating cut, namely in the area of the bag flap, to form a further pocket for smokers' articles, which is accessible from outside even when the bag is closed.
- the layers of the film in the region of the edges of the bag by transverse and / or longitudinal seams are interconnected, with adjacent seams whose (longitudinal) axes intersect, terminate at a distance from each other, to form Vents can escape through the air between the layers of the film, in particular (only) in the region of the bag flap.
- the layers of the film are not connected to each other.
- the invention relates to the production of bags 10 made of film.
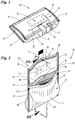
- the bags 10 have a pocket 11 for receiving the bag contents. In the present case, this is a portion 12 of cut tobacco.
- the bag contents can be filled through an opening 13 in the pocket 11, or be removed by this later.
- a bag flap 14 is used to close or cover the opening 13. In the closed position, the bag flap 14 is secured by a closure means, in particular a closure tape 15 on the bag 10.
- a (control) band 16 may be attached to the bag 10 ( Fig. 1 ).
- the bag 10 has a front wall 17 and a rear wall 18.
- the opening is repeatedly closed by a Ziplock 19 and by a preferably below the Ziplock 19 arranged peel-seal seam 20. It is also conceivable that one of the two closure means is dispensed with.
- the side are the Front wall 17 and the rear wall 18 connected by side seams 21.
- the bag flap 14 is formed in extension of the rear wall 18.
- the bag 10 is made of a continuous web of film 22.
- a special feature is that the continuous material web 22 is folded in a first step such that a double-layer, continuous material web 22 is formed.
- the material web 22 is completely double-layered (over the entire width of the material web 22). Conceivable, of course, are variants in which the material web 22 is folded so that it is only partially double-layered. Also conceivable are solutions in which the material web has more than two layers.
- the material web 22 is folded along a folding edge 23, which is arranged in the later bags 10 in the region of the bottom between the front wall 17 and the rear wall 18.
- An upper layer 26 or front layer of the material web 22 accordingly forms the front wall 17 of the pocket 11 and a front wall 27 the bag flap 14.
- the folding of the material web 22 takes place in a folding station 28 in which the material web 22 fed in one layer in an upright plane is folded onto itself by means of a folding triangle 29 and is deflected into a horizontal plane in conjunction with a horizontal deflection roller 30 (FIG. Fig. 7 ).
- a folding station 28 in which the material web 22 fed in one layer in an upright plane is folded onto itself by means of a folding triangle 29 and is deflected into a horizontal plane in conjunction with a horizontal deflection roller 30 (FIG. Fig. 7 ).
- two glue strips 58, 59 for the peel-seal seam 20 are brought to bear against each other.
- the two layers 24, 26 of the material web 22 are connected to one another in a connection station or fixed to one another before a separation cut is made through the material web 22.
- the two layers 24, 26 by two roll sonotrodes 31, 32 are welded together, whereby longitudinal seams 33, 34 are formed, which extend in the longitudinal direction of the web 22 directed.
- other methods can be chosen to connect the two layers 24, 26 together, for example. By gluing.
- the longitudinal seams 33, 34 are arranged so that the layers 24, 26 in the region of an upper edge 35 of the bag flap 14 and in the region of a lower edge 36 and end of the bag flap 14 are interconnected.
- a special feature with regard to the attachment of the longitudinal seams 33, 34 is that they do not extend continuously over the continuous material web 22, but end at a distance from side seams 37 of the bag flap 14, which are attached in a later manufacturing step. In this way, vent openings 38 are formed between the longitudinal seams 33, 34 and the side seams 37 of the bag flap 14, can escape through the air from the space between the two layers 24, 26.
- vent openings 38 are formed between the longitudinal seams 33, 34 and the side seams 37 of the bag flap 14, can escape through the air from the space between the two layers 24, 26.
- first the side seams 37 are attached and only later the longitudinal seams 33, 34th
- a continuous, continuous separating cut 39 is formed on the continuous material web 22 in a cutting station.
- the separating cut 39 only affects a part of the layers of the material web 22, in the present case the upper layer 26 of the material web 22.
- the separating cut 39 is carried out by means of a knife blade 40, which is arranged on a knife holder 41. So that the knife blade 40 can separate only the upper layer 26 of the material web 22, a separating blade 42 is arranged below the knife blade 40, which separates the two layers 24, 26 from each other.
- the separating blade 42 is designed as a plate-shaped member which extends in the direction of travel in the direction of transport of the material web 22 and transversely thereto relative to the knife blade 40 ( Fig. 12 ).
- the knife blade 40 can also be designed to be heated optionally.
- driven rollers 43 are arranged on both sides of the two-ply material web 22, which should at least counteract a distortion of the material web 22 in the formation of the separating section 39.
- the separating cut 39 is formed at a short distance from the longitudinal seam 34, so that the risk of wrinkling in the material web 22 is at least counteracted.
- the Ziplock 19 is attached to the bag 10 in the region of the separating section 39 ( Fig. 8 ).
- a continuous strip of material 44 for the Ziplock 19 is attached to the web 22.
- the material strip 44 is fed via a deflection rollers 45 and then divided into its two profile strips 46, 47, which are each attached to a layer 24, 26 of the material web 22. This is done in a known manner by means of sonotrodes 48. Thereafter, the two profile strips 46, 47 are reunited by means of a pair of rollers 49.
- the side seams 21, 37 are attached by means of corresponding sonotrodes 50.
- the Ziplock 19 is opened again and then the side ends 51 of the Ziplock for each bag 10 is welded. Again, in the embodiment shown, a sonotrode 52 is used again.
- the bags 10 are then separated, filled and the Ziplock 19 closed and the peel-seal seam 20 sealed by ultrasonic sealing ( Fig. 9 ).
- bag 10 is in a further pocket 53, which is formed in the double-layered bag flap 14.
- the bag flap 14 on an outside cut 54, which serves as an opening to the pocket 53.
- an accessory article may be placed in the pocket 53, such as a packet 55 of cigarette paper.
- the incision 54 is mounted on the other side of the material web 22 as the separating section 39, namely the rear wall 25 of the bag flap 14. In this way, the accessory article can be reached even in the closed position of the bag flap 14. In addition, so remains the inside or front wall 27 of the bag flap 14 intact and can be used when rolling the tobacco.
- the incision 54 may be arranged transversely or longitudinally on the bag flap 14, wherein usually a single incision 54 thus sufficient either transversely or longitudinally. In the region of the lateral ends of the incision 54 this extends curved to the longitudinal direction thereof, whereby at least a further tearing of the rear wall 25 is counteracted.
- the application of the incisions 54 takes place during the processing of the continuous material web 22. It is conceivable to attach the incisions 54 before folding, that is still in the region of the upright transport path (FIG. Fig. 6 ). It is also conceivable that the incisions are placed after folding, for example, after fixing the two layers 24, 26 together and before the separating cut 39 is attached. It has been found that a longitudinal incision 54 can be better applied prior to folding over the web 22, whereas a transverse incision 54 is applied better later, before the separation cut 39 is applied.
- FIG Fig. 10 One way to attach an incision 54 is in FIG Fig. 10 shown.
- the rear wall 25 and the front wall 27 of the bag flap 14 are spaced apart in the region of vacuum chambers 56, 57, so that the incision 54 can be made in the rear wall 25 with the aid of a knife blade 58 without the front wall 27 being damaged.
- FIGS. 4 and 5 show a variant of the bag 10 without additional pocket 53 in the bag flap 14.
- the longitudinal seams 33, 34 was omitted, so that the rear wall 25 and the front wall 27 of the bag flap 14 are connected only via the side seams 37.
- the two layers 24, 26 must first be fixed to one another via one or more side seams 21, 37 before the separating cut 39 is formed.
Landscapes
- Making Paper Articles (AREA)
- Bag Frames (AREA)
Abstract
Description
- Die Erfindung betrifft ein Verfahren zum Herstellen von (Tabak-)Beuteln, wobei die Beutel eine Tasche zum Aufnehmen eines Beutelinhalts aufweisen, und wobei die Tasche eine Öffnung zum Zuführen bzw. zum Entnehmen des Beutelinhalts aufweist, und wobei die Öffnung durch eine Beutellasche des Beutels verdeckbar ist, und wobei die Beutel aus einer fortlaufenden Materialbahn hergestellt werden, gemäß dem Oberbegriff des Anspruchs 1.
- Ferner betrifft die Erfindung eine entsprechende Vorrichtung gemäß dem Oberbegriff des Anspruchs 9 und einen Beutel gemäß dem Oberbegriff des Anspruchs 10.
- Verfahren, Vorrichtungen und Beutel der eingangs genannten Art sind aus der Praxis in zahlreichen Ausführungsformen bekannt.
- Hiervon ausgehend liegt der Erfindung die Aufgabe zugrunde, Verfahren, Vorrichtungen und Beutel weiterzuentwickeln.
- Ein Verfahren zur Lösung dieser Aufgabe weist die Merkmale des Anspruchs 1 auf. Es ist demnach vorgesehen, dass die fortlaufende Materialbahn gefaltet wird, sodass eine wenigstens teilweise zweilagige fortlaufende Materialbahn entsteht, und dass danach die beiden Lagen der fortlaufenden Materialbahn durch Anbringung wenigstens einer Verbindungsnaht miteinander verbunden werden, wobei die Verbindungsnaht vorzugsweise unterbrochen und in Längsrichtung der Materialbahn verläuft, und dass danach eine Lage der doppellagigen fortlaufenden Materialbahn durch einen vorzugsweise durchgehenden Trennschnitt aufgetrennt wird, zur Bildung der Öffnung für die Beutel, und dass danach Längs- und/oder Quernähte für die Beutel an der fortlaufenden Materialbahn angebracht werden und dass danach die Beutel aus der fortlaufenden Materialbahn vereinzelt werden.
- Durch die Verwendung einer zweilagigen Materialbahn ist es möglich, dass die Innenseite der Beutellasche eine Bedruckung aufweist, selbst wenn die Materialbahn nur einseitig bedruckt ist. Somit wird auf einfache und kostengünstige Weise der Gestaltungsspielraum erweitert bzw. mehr Fläche für gestalterische oder informative Zwecke zur Verfügung gestellt. Es hat sich dabei überraschend herausgestellt, dass es aus verschiedenen Gründen vorteilhafter ist, eine doppellagige Materialbahn zu verwenden, die einseitig bedruckt ist, als eine einlagige Materialbahn, die auf beiden Seiten bedruckt ist.
- Gemäß einer bevorzugten Weiterentwicklung kann vorgesehen sein, dass eine vorzugsweise obere bzw. innenseitige Lage der doppellagigen fortlaufenden Materialbahn von der anderen Lage beabstandet wird, insbesondere durch Anheben, und dass ein Verschlussmittel für die Tasche der Beutel im Bereich der Öffnung angebracht wird, um die Öffnung der Beutel mehrfach öffnen und schließen zu können.
- In diesem Zusammenhang bietet es sich insbesondere an, dass ein Materialstreifen zur Bildung eines Ziplocks an der fortlaufenden Materialbahn angebracht wird, und dass spätere Enden des Materialstreifens im Bereich von seitlichen Rändern der Beutel verschweißt werden, nachdem das Ziplock wenigstens partiell geöffnet wurde.
- In einer bevorzugten Ausführungsform der Erfindung ist vorgesehen, dass Quernähte der Beutel angebracht werden, nachdem der Materialstreifen für die Ziplocks angebracht wurde und bevor die späteren Enden des Materialstreifens verschweißt werden.
- Eine Besonderheit kann darin bestehen, dass Leimstreifen für eine Peel-Seal-Naht des Beutels an der fortlaufenden Materialbahn vorgesehen sind und durch das Falten der Materialbahn zur Anlage aneinander gebracht werden, und dass nach dem Befüllen der Beutel mit Tabak als Packungsinhalt, die Peel-Seal-Naht im Bereich der Öffnung des Beutels verschlossen wird.
- Von besonderem Vorteil kann es sein, wenn die beiden Lagen der fortlaufenden Materialbahn durch zwei parallele Verbindungsnähte miteinander verbunden werden, wobei eine Verbindungsnaht entlang eines Randes der doppellagigen fortlaufenden Materialbahn und eine zweite Verbindungsnaht mit Abstand zur ersten Verbindungsnaht oberhalb der später herzustellenden Öffnung angebracht wird, und dass danach der Trennschnitt mit vorzugsweise geringem Abstand unterhalb der zweiten Verbindungsnaht angebracht wird, insbesondere derart, dass sich in der durch den Trennschnitt aufgetrennte Lage der fortlaufenden Materialbahn beim Anbringen des Trennschnitts möglichst wenig Falten bilden.
- Entsprechend kann es von Vorteil sein, wenn die durch den Trennschnitt aufzutrennende Lage der fortlaufenden Materialbahn niedergehalten wird, insbesondere durch ein Rollen zu beiden Seiten des Trennschnitts, sodass eine Bildung von Falten in der Lage beim Anbringen des Trennschnitts entgegengewirkt wird.
- Eine weitere Besonderheit, für die auch unabhängig von den anderen Merkmalen Schutz beansprucht wird, kann darin bestehen, dass ein weiterer Trennschnitt in der anderen Lage der fortlaufenden Materialbahn angebracht wird, nämlich im Bereich der Beutellasche, zur Bildung einer weiteren Tasche für Raucherartikel, die (auch) bei geschlossener Beutellasche von außen zugänglich ist.
- Eine Vorrichtung zur Lösung der eingangs genannten Aufgabe weist die Merkmale des Anspruchs 9 auf. Es ist demnach vorgesehen, dass:
- in einer Faltstation die fortlaufende Materialbahn gefaltet wird, sodass eine wenigstens teilweise zweilagige fortlaufende Materialbahn entsteht,
- in einer der Faltstation folgenden Verbindungsstation die beiden Lagen der fortlaufenden Materialbahn durch Anbringung wenigstens einer Verbindungsnaht miteinander verbunden werden, wobei die Verbindungsnaht vorzugsweise unterbrochen und in Längsrichtung der Materialbahn verläuft,
- in einer der Faltstation folgenden Schneidstation eine Lage der doppellagigen fortlaufenden Materialbahn durch einen vorzugsweise durchgehenden Trennschnitt aufgetrennt wird, zur Bildung der Öffnung der Beutel,
- in einer Siegelstation Längs- und/oder Quernähte für die Beutel an der fortlaufenden Materialbahn angebracht werden,
- in einer Vereinzelungsstation die Beutel aus der fortlaufenden Materialbahn abgetrennt werden.
- Ein Beutel zur Lösung der eingangs genannten Aufgabe weist die Merkmale des Anspruchs 10 auf. Es ist demnach vorgesehen, dass die Folie wenigstens teilweise doppellagig ausgebildet ist und die Lagen der Folie durch Verbindungsnähte miteinander verbunden sind, und dass die Öffnung des Beutels durch einen Trennschnitt gebildet ist, der in einer Lage der Folie angebracht ist.
- Eine weitere Besonderheit kann darin bestehen, dass eine bzw. die andere Lage der Folie einen weiteren Trennschnitt aufweist nämlich im Bereich der Beutellasche, zur Bildung einer weiteren Tasche für Raucherartikel, die (auch) bei geschlossener Beutellasche von außen zugänglich ist.
- In einer bevorzugten Ausführungsform ist vorgesehen, dass die Lagen der Folie im Bereich der Ränder des Beutels durch Quer- und/oder Längsnähte miteinander verbunden sind, wobei benachbarte Nähte, deren (Längs-)Achsen sich kreuzen, mit Abstand voneinander enden, zur Bildung von Entlüftungsöffnungen durch die Luft zwischen den Lagen der Folie entweichen kann, insbesondere (nur) im Bereich der Beutellasche.
- Alternativ hierzu kann vorgesehen sein, dass im Bereich eines oberen und/oder unteren Randes der Beutellasche die Lagen der Folie nicht miteinander verbunden sind.
- Bevorzugte Ausführungsbeispiele der Erfindung werden nachfolgend anhand der Zeichnungen beschrieben. In dieser zeigen:
- Fig. 1
- einen geschlossenen Beutel in räumlicher Darstellung,
- Fig. 2
- einen geöffneten Beutel in räumlicher Darstellung,
- Fig. 3
- einen Vertikalschnitt durch den Beutel entlang Schnittlinie III - III in
Fig. 2 , - Fig. 4
- ein zweites Ausführungsbeispiel eines Beutels in einer Darstellung entsprechend
Fig. 2 , - Fig. 5
- einen Vertikalschnitt durch den Beutel entlang Schnittlinie V - V in
Fig. 4 , - Fig. 6
- eine schematische Darstellung des Herstellungsprozesses für die Beutel,
- Fig. 7
- eine erste Einzelheit des Herstellungsprozesses entsprechend Abschnitt VII in
Fig. 6 , - Fig. 8
- eine erste Einzelheit des Herstellungsprozesses entsprechend Abschnitt VIII in
Fig. 6 , - Fig. 9
- eine erste Einzelheit des Herstellungsprozesses entsprechend Abschnitt IX in
Fig. 6 , - Fig. 10
- einen Vertikalschnitt durch die Vorrichtung entlang Schnittlinie X - X in
Fig. 7 , - Fig. 11
- einen Vertikalschnitt durch die Vorrichtung entlang Schnittlinie XI - XI in
Fig. 10 , und - Fig. 12
- einen Vertikalschnitt durch die Vorrichtung entlang Schnittlinie XII - XII in
Fig. 11 . - Die Erfindung befasst sich mit der Herstellung von Beuteln 10 aus Folie. Die Beutel 10 verfügen über eine Tasche 11 zur Aufnahme des Beutelinhalts. Bei diesem handelt sich im vorliegenden Fall um eine Portion 12 auf geschnittenem Tabak. Der Beutelinhalt kann über eine Öffnung 13 in die Tasche 11 eingefüllt werden, bzw. durch diese später entnommen werden. Eine Beutellasche 14 dient zum Verschließen bzw. Verdecken der Öffnung 13. In Schließstellung wird die Beutellasche 14 durch ein Verschlussmittel, insbesondere ein Verschlusstape 15 am Beutel 10 gesichert. Ferner kann eine (Steuer-) Banderole 16 am Beutel 10 angebracht sein (
Fig. 1 ). - Im Bereich der Tasche 11 verfügt der Beutel 10 über eine Vorderwand 17 und eine Rückwand 18. Die Öffnung ist durch ein Ziplock 19 mehrfach verschließbar sowie durch eine vorzugsweise unterhalb des Ziplocks 19 angeordnete Peel-Seal-Naht 20. Es ist auch denkbar, dass auf eines der beiden Verschlussmittel verzichtet wird. Seitlich sind die Vorderwand 17 und die Rückwand 18 durch Seitennähte 21 miteinander verbunden. Die Beutellasche 14 ist in Verlängerung der Rückwand 18 gebildet.
- Der Beutel 10 wird aus einer fortlaufenden Materialbahn 22 aus Folie gefertigt. Eine Besonderheit besteht darin, dass die fortlaufende Materialbahn 22 in einem ersten Schritt derart gefaltet wird, dass eine doppellagige, fortlaufende Materialbahn 22 gebildet wird.
- Im vorliegenden Fall ist die Materialbahn 22 komplett doppellagig ausgebildet (über die gesamte Breite der Materialbahn 22). Denkbar sind natürlich auch Varianten, bei denen die Materialbahn 22 so gefaltet wird, dass sie nur teilweise doppellagig ausgebildet ist. Denkbar sind ferner Lösungen, bei denen die Materialbahn mehr als zwei Lagen aufweist.
- Die Materialbahn 22 wird entlang einer Faltkante 23 gefaltet, die bei den späteren Beuteln 10 im Bereich des Bodens zwischen der Vorderwand 17 und der Rückwand 18 angeordnet ist. Eine untere Lage 24 bzw. hintere Lage der Materialbahn 22 bildet demnach die Rückwand 18 der Tasche 11 und eine Rückwand 25 der Beutellasche 14. Eine obere Lage 26 bzw. vordere Lage der Materialbahn 22 bildet entsprechend die Vorderwand 17 der Tasche 11 und eine Vorderwand 27 der Beutellasche 14.
- Das Falten der Materialbahn 22 erfolgt in einer Faltstation 28, in der die in einer aufrechten Ebene einlagig zugeführte Materialbahn 22 mit Hilfe eines Faltdreiecks 29 auf sich selbst gefaltet und in Verbindung mit einer horizontalen Umlenkrolle 30 in eine horizontale Ebene umgelenkt wird (
Fig. 7 ). Dabei werden auch zwei Leimstreifen 58, 59 für die Peel-Seal-Naht 20 zur Anlage aneinander gebracht. - Im nächsten Schritt werden die beiden Lagen 24, 26 der Materiabahn 22 in einer Verbindungsstation miteinander verbunden, bzw. aneinander fixiert, bevor ein Trennschnitt durch die Materialbahn 22 durchgeführt wird.
- Im vorliegenden Fall werden die beiden Lagen 24, 26 durch zwei Rollsonotroden 31, 32 miteinander verschweißt, wodurch Längsnähte 33, 34 gebildet werden, die in Längsrichtung der Materialbahn 22 gerichtet verlaufen. Natürlich können auch andere Methoden gewählt werden, um die beiden Lagen 24, 26 miteinander zu verbinden, bspw. durch Verklebung.
- Im vorliegenden Fall sind die Längsnähte 33, 34 so angeordnet, dass die Lagen 24, 26 im Bereich eines oberen Randes 35 der Beutellasche 14 und im Bereich eines unteren Randes 36 bzw. Endes der Beutellasche 14 miteinander verbunden werden.
- Eine Besonderheit hinsichtlich der Anbringung der Längsnähte 33, 34 besteht darin, dass diese sich nicht durchgehend über die fortlaufende Materialbahn 22 erstrecken, sondern mit Abstand zu Seitennähten 37 der Beutellasche 14 enden, die in einem späteren Fertigungsschritt angebracht werden. Auf diese Weise werden zwischen den Längsnähten 33, 34 und den Seitennähten 37 der Beutellasche 14 Entlüftungsöffnungen 38 gebildet, durch die Luft aus dem Raum zwischen den beiden Lagen 24, 26 entweichen kann. Natürlich ist es auch denkbar, dass zunächst die Seitennähte 37 angebracht werden und erst später die Längsnähte 33, 34.
- Nach der Fixierung der beiden Lagen 24, 26 aneinander, wird in einer Schneidstation ein fortlaufender, durchgehender Trennschnitt 39 an der fortlaufenden Materialbahn 22 ausgebildet. Der Trennschnitt 39 betrifft allerdings nur einen Teil der Lagen der Materialbahn 22, im vorliegenden Fall die obere Lage 26 der Materialbahn 22.
- Der Trennschnitt 39 wird mittels einer Messerklinge 40 durchgeführt, die an einem Messerhalter 41 angeordnet ist. Damit die Messerklinge 40 nur die obere Lage 26 der Materialbahn 22 auftrennen kann, ist unterhalb der Messerklinge 40 ein Trennschwert 42 angeordnet, welches die beiden Lagen 24, 26 voneinander beabstandet.
- Das Trennschwert 42 ist im vorliegenden Fall als plattenförmiges Organ ausgebildet, welches sich im Grundriss in Transportrichtung der Materialbahn 22 und quer hierzu gegenüber der Messerklinge 40 erstreckt (
Fig. 12 ). - Bei Bedarf kann die Messerklinge 40 auch optional beheizt ausgebildet sein.
- Beiderseits der Längsachse des Trennschnitts 39 sind zu beiden Seiten der doppellagigen Materialbahn 22 angetriebene Rollen 43 angeordnet, welche einem Verziehen der Materialbahn 22 bei der Ausbildung des Trennschnitts 39 wenigstens entgegenwirken sollen. Darüber hinaus wird der Trennschnitt 39 mit geringem Abstand zur Längsnaht 34 ausgebildet, sodass der Gefahr einer Faltenbildung in der Materialbahn 22 wenigstens entgegengewirkt wird.
- Im nächsten Schritt wird das Ziplock 19 für die Beutel 10 im Bereich des Trennschnitts 39 angebracht (
Fig. 8 ). Hierzu wird ein fortlaufender Materialstreifen 44 für das Ziplock 19 an der Materialbahn 22 angebracht. Der Materialstreifen 44 wird über eine Umlenkrollen 45 zugeführt und dann in seine beiden Profilstreifen 46, 47 aufgeteilt, die jeweils an einer Lage 24, 26 der Materialbahn 22 angebracht werden. Dies erfolgt auf bekannte Weise mit Hilfe von Sonotroden 48. Danach werden die beiden Profilstreifen 46, 47 mit Hilfe eines Paares von Rollen 49 wieder vereinigt. - In der nächsten Station werden die Seitennähte 21, 37 mit Hilfe entsprechender Sonotroden 50 angebracht. Anschließend wird das Ziplock 19 wieder geöffnet und danach die seitlichen Enden 51 des Ziplocks für jeden Beutel 10 verschweißt. Auch hierzu kommt im gezeigten Ausführungsbeispiel wieder eine Sonotrode 52 zum Einsatz.
- Im Anschluss werden die Beutel 10 vereinzelt, befüllt und das Ziplock 19 verschlossen und die Peel-Seal-Naht 20 durch Ultraschallsiegelung verschlossen (
Fig. 9 ). - Eine weitere Besonderheit des in
Fig. 1 bis 3 gezeigten Beutels 10 besteht in einer weiteren Tasche 53, die in der doppellagigen Beutellasche 14 gebildet ist. Hierzu weist die Beutellasche 14 einen außenseitigen Einschnitt 54 auf, der als Öffnung zur Tasche 53 dient. In der Tasche 53 kann bei Bedarf ein Zubehörartikel platziert werden, wie beispielsweise ein Päckchen 55 mit Zigarettenpapier. Der Einschnitt 54 wird auf der anderen Seite der Materialbahn 22 angebracht als der Trennschnitt 39, nämlich der Rückwand 25 der Beutellasche 14. Auf diese Weise ist der Zubehörartikel auch in Schließstellung der Beutellasche 14 erreichbar. Zudem bleibt so die Innenseite bzw. Vorderwand 27 der Beutellasche 14 intakt und kann so beim Rollen des Tabaks benutzt werden. - Wie in
Fig. 1 gezeigt kann der Einschnitt 54 quer oder längs an der Beutellasche 14 angeordnet sein, wobei in der Regel ein einzelner Einschnitt 54 also entweder quer oder längs ausreicht. Im Bereich der seitlichen Enden des Einschnitts 54 verläuft dieser gekrümmt zur Längsrichtung desselben, wodurch einem weiteren Einreißen der Rückwand 25 wenigstens entgegengewirkt wird. - Die Anbringung der Einschnitte 54 erfolgt bei der Verarbeitung der fortlaufenden Materialbahn 22. Denkbar ist die Anbringung der Einschnitte 54 vor dem Umfalten, also noch im Bereich der aufrechten Transportbahn (
Fig. 6 ). Denkbar ist auch, dass die Einschnitte nach dem Umfalten angebracht werden, beispielsweise nach Fixierung der beiden Lagen 24, 26 aneinander und bevor der Trennschnitt 39 angebracht wird. Es hat sich gezeigt, dass ein längs gerichteter Einschnitts 54 besser vor dem Umfalten der Materialbahn 22 angebracht werden kann, wohingegen ein quergerichteter Einschnitt 54 besser später, nämlich vor der Anbringung des Trennschnitts 39 angebracht wird. - Eine Möglichkeit zur Anbringung eines Einschnitts 54 ist in
Fig. 10 gezeigt. Dabei werden die Rückwand 25 und die Vorderwand 27 der Beutellasche 14 im Bereich von Vakuumkammern 56, 57 auf Abstand gebracht, sodass mit Hilfe einer Messerklinge 58 der Einschnitt 54 in der Rückwand 25 angebracht werden kann, ohne dass die Vorderwand 27 beschädigt wird. -
Fig. 4 und 5 zeigen eine Variante des Beutels 10 ohne zusätzliche Tasche 53 in der Beutellasche 14. Hierbei wurde auch auf die Längsnähte 33, 34 verzichtet, sodass die Rückwand 25 und die Vorderwand 27 der Beutellasche 14 nur über die Seitennähte 37 verbunden sind. In diesem Fall müssen die beiden Lagen 24, 26 zunächst über eine oder mehrere Seitennähte 21, 37 aneinander fixiert werden, bevor der Trennschnitt 39 ausgebildet wird.Bezugszeichenliste: 10 Beutel 36 Rand (Beutellasche) 11 Tasche 37 Seitennaht (Beutellasche) 12 Portion 38 Entlüftungsöffnung 13 Öffnung 39 Trennschnitt 14 Beutellasche 40 Messerklinge 15 Verschlusstape 41 Messerhalter 16 Banderole 42 Trennschwert 17 Vorderwand (Tasche) 43 Rolle 18 Rückwand (Tasche) 44 Materialstreifen (Ziplock) 19 Ziplock 45 Umlenkrolle 20 Peel-Seal-Naht 46 Profilstreifen 21 Seitennaht (Tasche) 47 Profilstreifen 22 Materialbahn 48 Sonotrode 23 Faltkante 49 Rolle 24 untere Lage 50 Sonotrode 25 Rückwand (Beutellasche) 51 Ende (Ziplock) 26 obere Lage 52 Sonotrode 27 Vorderwand (Beutellasche) 53 Tasche (Beutellasche) 28 Faltstation 54 Einschnitt 29 Faltdreieck 55 Päckchen 30 Umlenkrolle 56 Vakuumkammer 31 Rollsonotrode 57 Vakuumkammer 32 Rollsonotrode 58 Leimstreifen 33 Längsnaht 59 Leimstreifen 34 Längsnaht 35 Rand (Beutellasche)
Claims (15)
- Verfahren zum Herstellen von (Tabak-)Beuteln (10), wobei die Beutel (10) eine Tasche (11) zum Aufnehmen eines Beutelinhalts aufweisen, und wobei die Tasche (11) eine Öffnung (13) zum Zuführen bzw. zum Entnehmen des Beutelinhalts aufweist, und wobei die Öffnung (13) durch eine Beutellasche (14) des Beutels (10) verdeckbar ist, und wobei die Beutel (14) aus einer fortlaufenden Materialbahn (22) hergestellt werden, dadurch gekennzeichnet, dass die fortlaufende Materialbahn (22) gefaltet wird, sodass eine wenigstens teilweise zweilagige fortlaufende Materialbahn (22) entsteht, und dass danach die beiden Lagen (24, 26) der fortlaufenden Materialbahn (22) durch Anbringung wenigstens einer Verbindungsnaht (21, 33, 34, 37) miteinander verbunden werden, wobei die Verbindungsnaht (33, 34) vorzugsweise unterbrochen und in Längsrichtung der Materialbahn (22) verläuft, und dass danach eine Lage (26) der doppellagigen fortlaufenden Materialbahn (22) durch einen vorzugsweise durchgehenden Trennschnitt (39) aufgetrennt wird, zur Bildung der Öffnung (13) für die Beutel (10), und dass danach Längs- und/oder Quernähte (21, 33, 34, 37) für die Beutel (10) an der fortlaufenden Materialbahn (22) angebracht werden und dass danach die Beutel (10) aus der fortlaufenden Materialbahn (22) vereinzelt werden.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass eine vorzugsweise obere Lage (26) der doppellagigen fortlaufenden Materialbahn (22) von der anderen Lage (24) beabstandet wird, insbesondere durch Anheben, und dass ein Verschlussmittel für die Tasche (11) der Beutel (10) im Bereich der Öffnung (13) angebracht wird, um die Öffnung der (13) Beutel (10) mehrfach öffnen und schließen zu können.
- Verfahren nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass ein fortlaufender Materialstreifen (44) zur Bildung von Ziplocks (19) an der fortlaufenden Materialbahn (22) angebracht wird, und dass spätere Enden (51) des Materialstreifens (44) im Bereich von späteren seitlichen Rändern der Beutel (10) verschweißt werden, nachdem das Ziplock (19) wenigstens partiell geöffnet wurde.
- Verfahren nach Anspruch 3 oder einem der anderen vorhergehenden Ansprüche, dadurch gekennzeichnet, dass Quernähte (21, 37) der Beutel (10) angebracht werden, nachdem der Materialstreifen (44) für die Ziplocks (19) angebracht wurde und bevor die späteren Enden (51) des Materialstreifens (44) verschweißt werden.
- Verfahren nach Anspruch 1 oder einem der anderen vorhergehenden Ansprüche, dadurch gekennzeichnet, dass Leimstreifen (58, 59) für eine Peel-Seal-Naht (20) des Beutels (10) an der fortlaufenden Materialbahn (22) vorgesehen sind und durch das Falten der Materialbahn (22) zur Anlage aneinander gebracht werden, und dass nach dem Befüllen der Beutel (10) mit Tabak als Packungsinhalt, die Peel-Seal-Naht (20) im Bereich der Öffnung (13) des Beutels (10) verschlossen wird.
- Verfahren nach Anspruch 1 oder einem der anderen vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die beiden Lagen (24, 26) der fortlaufenden Materialbahn (22) durch zwei parallele Verbindungsnähte (33, 34) miteinander verbunden werden, wobei eine Verbindungsnaht (33) entlang eines Randes (35) der doppellagigen fortlaufenden Materialbahn (22) und eine zweite Verbindungsnaht (34) mit Abstand zur ersten Verbindungsnaht (33) oberhalb der später herzustellenden Öffnung (13) angebracht wird, und dass danach der Trennschnitt (39) mit vorzugsweise geringem Abstand unterhalb der zweiten Verbindungsnaht (35) angebracht wird, insbesondere derart, dass sich in der durch den Trennschnitt (39) aufgetrennte Lage (26) der fortlaufenden Materialbahn (22) beim Anbringen des Trennschnitts (39) möglichst wenig Falten bilden.
- Verfahren nach Anspruch 6 oder einem der anderen vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die durch den Trennschnitt (39) aufzutrennende Lage (26) der fortlaufenden Materialbahn (22) niedergehalten wird, insbesondere durch Rollen (43) zu beiden Seiten des Trennschnitts (39), sodass einer Bildung von Falten in der Lage (26) beim Anbringen des Trennschnitts (39) entgegengewirkt wird.
- Verfahren nach Anspruch 1 oder einem der anderen vorhergehenden Ansprüche, dadurch gekennzeichnet, dass ein weiterer Trennschnitt (54) in der anderen Lage (24) der fortlaufenden Materialbahn (22) angebracht wird, nämlich im Bereich der Beutellasche (14), zur Bildung einer weiteren Tasche (53) für Raucherartikel, die bei geschlossener Beutellasche (14) von außen zugänglich ist.
- Vorrichtung zum Herstellen von (Tabak-)Beuteln (10), wobei die Beutel (10) eine Tasche (11) zum Aufnehmen eines Beutelinhalts aufweisen, und wobei die Tasche (11) eine Öffnung (13) zum Zuführen bzw. zum Entnehmen des Beutelinhalts aufweist, und wobei die Öffnung (13) durch eine Beutellasche (14) des Beutels (10) verdeckbar ist, und wobei die Beutel (10) aus einer fortlaufenden Materialbahn hergestellt werden, gekennzeichnet durch folgende Merkmale:- in einer Faltstation (28) wird die fortlaufende Materialbahn (22) gefaltet, sodass eine wenigstens teilweise zweilagige fortlaufende Materialbahn (22) entsteht,- in einer der Faltstation (28) folgenden Verbindungsstation werden die beiden Lagen (24, 26) der fortlaufenden Materialbahn (22) durch Anbringung wenigstens einer Verbindungsnaht (21, 33, 34, 37) miteinander verbunden, wobei die Verbindungsnaht (33, 34) vorzugsweise unterbrochen und in Längsrichtung der Materialbahn (22) verläuft,- in einer der Faltstation (28) nachfolgenden Schneidstation wird danach eine Lage (26) der doppellagigen fortlaufenden Materialbahn (22) durch einen vorzugsweise durchgehenden Trennschnitt (39) aufgetrennt, zur Bildung der Öffnung (13) der Beutel (10),- in einer Siegelstation werden danach Längs- und/oder Quernähte (21, 33, 34, 37) für die Beutel (10) an der fortlaufenden Materialbahn (22) angebracht,- in einer Vereinzelungsstation werden die Beutel (10) aus der fortlaufenden Materialbahn (22) abgetrennt.
- Beutel (10) aus Folie zur Aufnahme von insbesondere einer Tabakportion (12) als Beutelinhalt, wobei die Beutel (10) eine Tasche (11) zum Aufnehmen eines Beutelinhalts aufweisen, und wobei die Tasche (11) eine Öffnung (13) zum Zuführen bzw. zum Entnehmen des Beutelinhalts aufweist, und wobei die Öffnung (13) durch eine Beutellasche (14) des Beutels (10) verdeckbar ist, dadurch gekennzeichnet, dass die Folie wenigstens teilweise doppellagig ausgebildet ist und die Lagen (24, 26) der Folie durch Verbindungsnähte (21, 33, 34, 37) miteinander verbunden sind, und dass die Öffnung (13) des Beutels (10) durch einen Trennschnitt (39) gebildet ist, der in einer Lage (25) der Folie angebracht ist.
- Beutel nach Anspruch 10, dadurch gekennzeichnet, dass eine bzw. die andere Lage (24) der Folie einen weiteren Trennschnitt (54) aufweist, nämlich im Bereich der Beutellasche (14), zur Bildung einer weiteren Tasche (53) für Raucherartikel, die (auch) bei geschlossener Beutellasche (14) von außen zugänglich ist.
- Beutel nach Anspruch 11 oder einem der anderen vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Öffnung (13) durch ein Ziplock (19) verschließbar ist, das im Bereich des Trennschnitts (39) an den Lagen (24, 26) der Folie angebracht ist.
- Beutel nach Anspruch 11 oder einem der anderen vorhergehenden Ansprüche, dadurch gekennzeichnet, dass unterhalb des Ziplocks (19) eine Peel-Seal-Naht (20) angebracht ist, welche die beiden Lagen (24, 26) der Folie miteinander verbindet.
- Beutel nach Anspruch 11 oder einem der anderen vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Lagen (24, 26) der Folie im Bereich der Ränder des Beutels (10) durch Quer- und/oder Längsnähte (21, 33, 34, 37) miteinander verbunden sind, wobei benachbarte Nähte (21, 33, 34, 37), deren Achsen sich kreuzen, mit Abstand voneinander enden zur Bildung von Entlüftungsöffnungen (38) durch die Luft zwischen den Lagen (24, 26) der Folie entweichen kann, insbesondere (nur) im Bereich der Beutellasche (13).
- Beutel nach Anspruch 11 oder einem der anderen vorhergehenden Ansprüche 12 oder 13, dadurch gekennzeichnet, dass im Bereich eines oberen Randes (35) und/oder unteren Randes (36) der Beutellasche (14) die Lagen (24, 26) der Folie nicht miteinander verbunden sind.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL17001988T PL3339011T3 (pl) | 2016-12-20 | 2017-12-07 | Sposób i urządzenie do wytwarzania torebek oraz torebka |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102016124937.8A DE102016124937A1 (de) | 2016-12-20 | 2016-12-20 | Verfahren und Vorrichtung zum Herstellen von (Tabak-)Beuteln, sowie (Tabak-)Beutel |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP3339011A2 true EP3339011A2 (de) | 2018-06-27 |
| EP3339011A3 EP3339011A3 (de) | 2018-10-03 |
| EP3339011B1 EP3339011B1 (de) | 2020-09-30 |
Family
ID=60856828
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP17001988.9A Active EP3339011B1 (de) | 2016-12-20 | 2017-12-07 | Verfahren und vorrichtug zum herstellen von beuteln sowie beutel |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP3339011B1 (de) |
| DE (1) | DE102016124937A1 (de) |
| PL (1) | PL3339011T3 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021120553A1 (zh) * | 2019-12-17 | 2021-06-24 | 上海洲泰轻工机械制造有限公司 | 一种制袋机用随动烫压机构及制袋机 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DK137305B (da) * | 1974-04-23 | 1978-02-20 | Brdr Schur Internat A S | Tobakspung eller lignende emballage af foldeposetypen. |
| GB2208350A (en) * | 1987-08-03 | 1989-03-30 | Frederick William Mander | A tobacco pouch |
| DE102004056043A1 (de) * | 2004-11-19 | 2006-05-24 | Focke & Co.(Gmbh & Co. Kg) | Beutelpackung sowie Verfahren und Vorrichtung zum Herstellen derselben |
| DE102006050387A1 (de) * | 2006-10-20 | 2008-04-24 | Focke & Co.(Gmbh & Co. Kg) | Beutelpackung für Tabak |
| NL2006781C2 (en) * | 2011-05-13 | 2012-11-14 | Schur Flexible Benelux B V | Tobacco pouch, method for forming pouches and method for filling pouches. |
| DE102011105014A1 (de) * | 2011-06-08 | 2012-12-13 | Focke & Co. (Gmbh & Co. Kg) | Beutel für Tabak sowie Verfahren und Vorrichtung zum Herstellen |
| DE102015013908A1 (de) * | 2015-10-27 | 2017-05-11 | Focke & Co. (Gmbh & Co. Kg) | Verfahren und Vorrichtung zum Herstellen von Beuteln aus Folie |
-
2016
- 2016-12-20 DE DE102016124937.8A patent/DE102016124937A1/de not_active Withdrawn
-
2017
- 2017-12-07 PL PL17001988T patent/PL3339011T3/pl unknown
- 2017-12-07 EP EP17001988.9A patent/EP3339011B1/de active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021120553A1 (zh) * | 2019-12-17 | 2021-06-24 | 上海洲泰轻工机械制造有限公司 | 一种制袋机用随动烫压机构及制袋机 |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102016124937A1 (de) | 2018-06-21 |
| EP3339011B1 (de) | 2020-09-30 |
| EP3339011A3 (de) | 2018-10-03 |
| PL3339011T3 (pl) | 2021-03-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2599617B1 (de) | Verfahren und Maschine zur Herstellung eines Pinchsackes | |
| EP2464510B1 (de) | Verfahren zur herstellung eines sacks oder eines beutels mit kunststoffvliesmaterial | |
| EP2532513B1 (de) | Beutel für Tabak sowie Verfahren und Vorrichtung zum Herstellen | |
| DE102011119344A1 (de) | Packung für Zigaretten sowie Verfahren zum Herstellen derselben | |
| DE2819887C2 (de) | Vorrichtung zum Herstellen einer ein Trägerband und auf diesem schuppenförmig übereinanderliegend angeordnete flache Werkstücke aufweisenden Anordnung zum Speichern der Werkstücke | |
| WO2016041629A1 (de) | Flexibles verpackungsbehältnis | |
| EP1597059A1 (de) | Verfahren zur herstellung von säcken | |
| DE3327462A1 (de) | Verfahren und vorrichtung zum abdecken der offenen schnittkante eines kartonzuschnittes | |
| DE19840792C2 (de) | Sack | |
| DE2038959C3 (de) | Beutelherstellungsmaschine | |
| EP3519311A1 (de) | Kunststoffsack, insbesondere ffs-sack, sowie verfahren und vorrichtung zur herstellung und zum befüllen eines sacks | |
| EP3162730B1 (de) | Verfahren und vorrichtung zum herstellen von beuteln aus folie | |
| EP0164079A1 (de) | Maschine zur Herstellung von Fliessmittelpackungen | |
| DE3427168A1 (de) | Vorrichtung zur herstellung sowie befuellung von beuteln | |
| EP3519312B1 (de) | Ventilsack sowie verfahren und system zur herstellung eines ventilsacks | |
| EP3339011B1 (de) | Verfahren und vorrichtug zum herstellen von beuteln sowie beutel | |
| DE102007054714A1 (de) | Vorrichtung und Verfahren zur Herstellung eines Beutels aus Papier sowie Papierbeutel | |
| DE9217023U1 (de) | Verpackungsbeutel aus Papier oder Kunststoff | |
| DE102004040624B3 (de) | Verfahren zur Herstellung eines geschlossenen Verpackungsbeutels | |
| DE1185466B (de) | Ventilsack aus Kunststoff sowie Verfahren und Vorrichtung zu seiner Herstellung | |
| DE102020214975B4 (de) | Beutel, Verfahren und Vorrichtung zur Herstellung eines Beutels | |
| EP0121041A2 (de) | Seitenfaltensack mit tragendem Aussensack und Innensack sowie Verfahren zu seiner Herstellung | |
| EP1597054A2 (de) | Schlauch sowie vorrichtung und verfahren zur herstellung desselben | |
| DE3119175C2 (de) | ||
| DE1917480C3 (de) | Vorrichtung zum Herstellen eines Taschenventils für Kreuzbodenventilsäcke aus Kunststoffolie |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B31B 70/00 20170101AFI20180829BHEP Ipc: B31B 160/10 20170101ALI20180829BHEP Ipc: B31B 70/18 20170101ALI20180829BHEP Ipc: A24F 23/02 20060101ALI20180829BHEP Ipc: B31B 155/00 20170101ALI20180829BHEP |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20190329 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20190705 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20200422 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1318385 Country of ref document: AT Kind code of ref document: T Effective date: 20201015 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502017007458 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200930 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201231 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200930 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201230 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201230 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200930 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200930 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200930 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200930 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200930 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210201 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200930 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200930 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200930 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200930 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502017007458 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200930 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200930 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20201231 |
|
| 26N | No opposition filed |
Effective date: 20210701 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: FP |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201207 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201231 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201207 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201231 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201231 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210130 Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200930 Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200930 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201231 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20211207 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20211207 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230517 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 1318385 Country of ref document: AT Kind code of ref document: T Effective date: 20221207 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221207 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221207 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20251127 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20251217 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20251125 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20260410 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20251231 Year of fee payment: 9 |