EP3354784A1 - Verfahren zur erzeugung eines naht-anfangsoberfadens einer in nähgut auszubildenden naht mit einem definierten soll-nahtüberstand sowie nähmaschine zur durchführung eines derartigen verfahrens - Google Patents
Verfahren zur erzeugung eines naht-anfangsoberfadens einer in nähgut auszubildenden naht mit einem definierten soll-nahtüberstand sowie nähmaschine zur durchführung eines derartigen verfahrens Download PDFInfo
- Publication number
- EP3354784A1 EP3354784A1 EP17209953.3A EP17209953A EP3354784A1 EP 3354784 A1 EP3354784 A1 EP 3354784A1 EP 17209953 A EP17209953 A EP 17209953A EP 3354784 A1 EP3354784 A1 EP 3354784A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- thread
- upper thread
- seam
- sewing
- sewing machine
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Classifications
-
- D—TEXTILES; PAPER
- D05—SEWING; EMBROIDERING; TUFTING
- D05B—SEWING
- D05B45/00—Applications of measuring devices for determining the length of threads used in sewing machines
-
- D—TEXTILES; PAPER
- D05—SEWING; EMBROIDERING; TUFTING
- D05B—SEWING
- D05B47/00—Needle-thread tensioning devices; Applications of tensometers
- D05B47/04—Automatically-controlled tensioning devices
Definitions
- the invention relates to a method for producing a seam beginning upper thread of a seam to be formed in the material with a defined nominal seam projection, in particular of at most 10 mm. Furthermore, the invention relates to a sewing machine for carrying out such a method.
- a sewing machine is known for example from the EP 2 028 311 A2 ,
- the DE 32 32 813 A1 discloses a method of controlling an upper thread in a sewing machine.
- the US 4,215,641 discloses an electronic control of a top thread in a sewing machine.
- the DE 10 2011 005 198 A1 and the DE 10 2010 043 906 A1 each discloses a sewing machine and a method for creating a seam beginning with such a sewing machine.
- the DE 103 21 537 A1 discloses an apparatus for controlling an upper thread of a sewing machine.
- an upper-thread-providing unit which is provided with a Upper thread clamp cooperates, can be realized.
- the defined amount of needle thread is provided for performing a thread trimming stitch.
- there is a defined amount of upper thread for the production of a seam end which on the one hand leads to a reproducible thread trimming process and on the other hand results in a precisely defined amount of upper thread for the subsequent seam at the beginning of the seam.
- the upper thread for example, can be kept optimally short when sewing a seam, without this impairing knotting security during sewing. The sewing is thus well reproducible and can be realized with optimally small amount of upper thread.
- the upper thread supply unit can be arranged in Oberfadenlauf between the upper thread clamp and the thread lever.
- the nominal seam projection can not exceed 10 mm, but can be significantly larger for certain applications, for example when sewing leather, for example more than 20 mm, for example in the range of 50 mm.
- the nominal seam overhang can be in the range of 5 mm.
- a corresponding thread resistance generating unit may be formed by a regularly provided in any case upper thread tensioning device.
- the thread resistance generating unit may be disposed in the upper thread running between the upper thread supplying unit and the thread lever.
- the advantages of a sewing machine according to claim 3 correspond to those which have already been explained above with reference to the method.
- the sewing machine can use another needle thread clamp in the top thread run have between the thread lever and the sewing needle.
- This further upper thread clamp can also be designed to be controllable.
- a pivotable thread pulling device according to claim 4 has proven itself as an upper thread supply unit.
- An adjustable stop according to claim 5 allows different operating modes of the upper thread-providing unit, so that in particular different defined upper thread amounts can be provided. This makes it possible, for example, to use the upper thread supply unit on the one hand to the above-described production method and on the other hand to a method which in connection with, for example, the EP 2 028 311 A2 has been described. Both methods can also be combined with each other, so that in addition to the reproducibly provided for the thread trimming stitch upper thread amount is withdrawn when sewing a seam at the first stitches of the upper thread, as shown in EP 2 028 311 A2 is described.
- a solenoid according to claim 6 has proven itself in practice.
- a thread resistance generating unit according to claim 7 can be used for the method according to claim 2.
- a sewing machine 1 has an upper arm 2 and a lower case-like base plate 3, which are interconnected by a stand 4 to a C-shaped housing.
- the arm 2 is an arm shaft 5 (see. Fig.2 ), which is driven by a motor accommodated by means of a belt drive accommodated in the stand 4.
- a central control device 6 is connected, which in the Fig. 1 is shown schematically in the upper arm 2, but also at a different location and also relative to the sewing machine 1 can be arranged externally and connected thereto, for example via a cable harness.
- a needle bar 7 is driven up and down, at the lower end of a needle 8 is mounted. Through an eye of the needle 8, an upper thread 9 (see. Fig. 2 ).
- a gripper 10 is arranged, which in a conventional manner derived from the arm shaft 5 about a vertical axis of rotation 11 (see. Fig. 2 ) is rotary drivable.
- a bobbin or thread winding housing 12 of the gripper 10 is a supply of a lower thread.
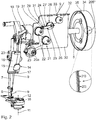
- Fig. 2 shows the leadership of the upper thread 9 of the sewing machine 1 in detail.
- a first upper thread clamp 14 is arranged, which has a clamping plate 15 which is displaceable relative to a base 16 of the first needle thread clamp 14.
- the first upper thread clamp 14 is in signal communication with the control device 6 and is displaceable between a thread clamping position in which the upper thread 9 is clamped at the location of the first upper thread clamp 14, and a thread release position in which the first upper thread clamp 14 releases the upper thread 9.
- the upper thread 9 runs substantially vertically.
- a passage location of the upper thread 9 through the first upper thread clamp 14 can be predetermined by means of a plurality of thread passage openings 17 in the base body 16.
- the upper thread 9 extends in the second thread passage opening 17 from the right of a total of four arranged transversely to the yarn transport direction yarn passage openings.
- a thread lever 18 is arranged, whose up and down movement is also derived from the arm shaft 5 in a conventional manner.
- the on in the Fig. 2 upper end of the base 16 is attached.
- the upper thread 9 passes through an upper thread tension spring unit 20a and then upper thread main tensioning device 21.
- the latter has two working in a conventional manner and in the Oberfadentransportdirekt directly behind each other arranged main voltage generator 22.
- the upper thread main tensioning device 21 is connected to the central Control device 6 in signal connection.
- the main voltage generator 22 set the upper thread 9 when activated by the control device 6 below a predetermined thread tension.
- a thread pulling device 24 is arranged upstream of the two main voltage generator 22, Upstream of the two main voltage generator 22, a thread pulling device 24 is arranged.
- the thread pulling device 24 represents an upper thread supply unit in the upper thread run.
- the thread pulling device 24 has a pivotable arm 25, which is articulated via a pivot joint 26 to a clamping plate 27 of a second upper thread clamp 28.
- the thread pulling device 24 is thus mounted on the clamping plate 27 of the second upper thread clamp 28.
- the thread pulling device 24 is in the upper thread run after this second upper thread clamp 28, ie downstream of this, arranged.
- the boom 25 of the thread pulling device 24 has a thread eye 29 which is deflectable transversely to the yarn path of the upper thread 9 between the upstream main voltage generator 22 and the second upper thread clamp 28.
- the boom 25 is changeable between a in the Fig.
- This thread path difference is in the illustrated embodiment, for example, 20 millimeters.
- the thread path difference can also have a different value and can be in the range between 10 mm and 100 mm and, for example, 30 mm, 40 mm, 50 mm, 60 mm, 70 mm or 80 mm.
- a thread guiding pin 31 is arranged in the upper thread course on a mounting plate 30 which is mounted on the arm 2.
- the two thread guide pins 31 cause regardless of whether the boom 25 in the thread pulling position or in the Neutral position is that the upper thread 9 at the same position from the second upper thread clamp 28 expires and enters the upstream main voltage generator 22.
- the boom 25 is convertible between the neutral position and the thread pulling position by an electromagnetic drive, which in turn is in signal communication with the control device 6.
- an electromagnetic drive the boom 25 can also be driven pneumatically or by a stepping motor.
- an upper thread biasing device 32 is arranged, which also operates in a conventional manner and can be in signal communication with the control device 6. Attached to the mounting plate 30 are, in addition to the guide pins 31, the upper thread main tensioning device 21 with the two main tension sensors 22, the second upper thread clamp 28 with the thread pulling device 24 mounted thereon, and the upper thread pretensioning device 32.
- the upper thread 9 passes through a thread passage opening 33, which in the mounting plate 30 in a in the Fig. 2 upper and forward by about 90 ° bent edge region is executed.
- an upper thread bobbin Upstream of the thread passage opening 33, an upper thread bobbin, not shown, is arranged as an upper thread supply.
- a rotation angle scale 35 is arranged, the one full revolution of the arm shaft 5 divided into 360 angle steps indicating.
- FIG. 2 shows the arm shaft 5 in the position 205 °.
- the needle bar 7 is a distance from its bottom dead center, which was reached at 180 °, returned again, so that next to the eye of the needle 8 has formed a needle thread loop.
- a gripper tip of the gripper 10 can engage in the upper thread loop and then take the upper thread 9 with it.
- FIG. 5 shows an example of a fabric section 36 in the region of a beginning of a seam 37, wherein a first stitch is short and the following stitches are executed with normal stitch length. Shown is the upper thread 9 with the sewing start top thread 38 and the lower or looper thread 39, the seam start lower thread has a similar length as the seam start top thread 38. Both seam start threads have a nominal seam projection A of at most 10 mm.
- the sewing machine 1 further has a in the FIG. 1 merely indicated upper thread knife 40 for cutting the upper thread 9 between successive seams.
- the sewing machine 1 operates as follows:
- a defined amount of upper thread in the upper thread run is provided between the upper thread clamp 28 and the sewing needle 8 for performing a thread cutting pass for an upper thread cutting operation.
- This is done with the upper thread supply unit by switching the thread pulling device 24 between in the FIG. 2 shown neutral position and realized by pivoting the boom 25 by a few 10 ° counterclockwise thread-pulling position.
- the upper thread clamp 28 is closed, so that after closing the upper thread clamp 28 no upper thread 9 can be tightened from the upper thread supply more.
- the thread pulling device 24 is again in the in the FIG. 2 shown neutral position transferred. It can now be sewn thread trimming stitch with the defined amount of upper thread provided be, with the thread lever 18, the provided amount of upper thread to the sewing needle 8 passes.
- the trimming of the upper thread 9 with the upper thread knife 40 is then carried out.
- a precisely defined upper thread supernatant with respect to the eye of the sewing needle 8 is now available.
- the seam beginning top thread 38 of the subsequent seam 37 then has the predetermined desired seam projection A.
- a thread resistance between the thread pulling device 24 and the needle 8 before providing increases the defined amount of upper thread and lowered before sewing the thread trimming stitch again. This is done by appropriate activation of the main voltage generator 22 before providing the defined amount of upper thread to increase the thread resistance and subsequent deactivation of the main voltage generator 22 after providing the defined amount of upper thread and before sewing the thread trimming stitch to lower the thread resistance.
- a thread resistance generating unit is formed by the upper thread main tensioning device 21.
- thread guide pins 31 are in the upper thread guide after the Figures 3 and 4 two eyelets 43 before.
- the stop 44 includes a solenoid 45 with reciprocating 46, which in the FIG. 3 in a completely retracted and in the FIG. 4 is shown in a fully extended position. Furthermore, the stop has a stop component 47, which is fixedly mounted on the mounting plate 30.
- FIG. 3 shows the thread pulling device 24, so the upper thread-providing unit, in the thread pulling position for a top thread presenting the thread trimming function, ie in the position in which, as explained above, to prepare the thread trimming stitch a defined amount of upper thread is provided by the thread pulling device 24 (Stop position "thread presentation").
- the thread path difference produced in this thread setting thread pulling position can be, for example, 50 mm.
- the reciprocating piston 46 is retracted and inactive as a stop. As a stop is active, the stop component 47 to which the boom 25 abuts.
- FIG. 4 shows the thread pulling position, which is used in thread withdrawal from the seam according to the sequence, which in the EP 2 028 311 A2 is described (stop position "thread withdrawal”).
- this thread pulling position the upper thread withdrawal is provided from the beginning of the seam with a thread path difference of, for example, 20 mm.
- the stop position "thread withdrawal” the thread path difference is smaller than in the stop position "thread presentation”.
- the reciprocating piston 46 is fully extended and active as a stop for the boom 25.
- the stop component 47 is inactive.
- An activation of this provisioning process by the upper thread supply unit can be carried out coupled with an activation of the upper thread knife 40.
- the upper thread cutter 40 is cam-controlled, for example, a change of the thread pulling device 24 can be controlled from the neutral position to the thread pulling position as soon as the cam control for the upper thread cutter 40 is activated.
- control device 6 which is in each case in signal connection with the above-described, driven components.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Sewing Machines And Sewing (AREA)
Abstract
Description
- Die vorliegende Patentanmeldung nimmt die Priorität der deutschen Patentanmeldung
DE 10 2017 201 240.4 in Anspruch, deren Inhalt durch Bezugnahme hierin aufgenommen wird. - Die Erfindung betrifft ein Verfahren zur Erzeugung eines Naht-Anfangsoberfadens einer in Nähgut auszubildenden Naht mit einem definierten Soll-Nahtüberstand, insbesondere von höchstens 10 mm. Ferner betrifft die Erfindung eine Nähmaschine zur Durchführung eines derartigen Verfahrens.
- Eine Nähmaschine ist bekannt beispielsweise aus der
EP 2 028 311 A2 . DieDE 32 32 813 A1 offenbart ein Verfahren zur Steuerung eines Oberfadens in einer Nähmaschine. DieUS 4,215,641 offenbart eine elektronische Steuerung eines Oberfadens in einer Nähmaschine. DieDE 10 2011 005 198 A1 und dieDE 10 2010 043 906 A1 offenbaren jeweils eine Nähmaschine sowie ein Verfahren zum Erzeugen eines Nahtanfangs mit einer solchen Nähmaschine. DieDE 103 21 537 A1 offenbart eine Vorrichtung zum Steuern eines Oberfadens einer Nähmaschine. - Es ist eine Aufgabe der vorliegenden Erfindung, einen Naht-Anfangsoberfaden einer in Nähgut auszubildenden Naht mit einem definierten Soll-Nahtüberstand reproduzierbar auszubilden.
- Diese Aufgabe ist erfindungsgemäß gelöst durch ein Verfahren, durchgeführt mit einer Nähmaschine, mit den im Anspruch 1 angegebenen Merkmalen.
- Erfindungsgemäß wurde erkannt, dass reproduzierbare Oberfadenmengenverhältnisse durch eine Oberfaden-Bereitstellungseinheit, welche mit einer Oberfadenklemme zusammenwirkt, realisiert werden können. Die definierte Oberfadenmenge wird für die Durchführung eines Fadenabschneidestichs bereitgestellt. Auf diese Weise liegt für die Erzeugung eines Nahtendes eine definierte Oberfadenmenge vor, was einerseits zu einem reproduzierbaren Fadenabschneidevorgang führt und andererseits für die nachfolgende Naht am Nahtanfang eine genau definierte Oberfadenmenge ergibt. Auf diese Weise kann der Oberfaden beim Annähen einer Naht zum Beispiel optimal kurz gehalten bleiben, ohne dass dies eine Verknotungssicherheit beim Annähen beeinträchtigt. Der Annähvorgang ist somit gut reproduzierbar und kann mit optimal geringer Oberfadenmenge realisiert werden. Die Oberfaden-Bereitstellungseinheit kann im Oberfadenlauf zwischen der Oberfadenklemme und dem Fadenhebel angeordnet sein. Der Soll-Nahtüberstand kann höchstens 10 mm betragen, kann für bestimmte Anwendungen, zum Beispiel beim Ledernähen, aber auch deutlich größer sein, zum Beispiel mehr als 20 mm, zum Beispiel im Bereich von 50 mm. Der Soll-Nahtüberstand kann im Bereich von 5 mm liegen.
- Bei einer Ausführung nach Anspruch 2 wird sichergestellt, dass beim Bereitstellen der definierten Oberfadenmenge diese praktisch vollständig vom Oberfadenvorrat abgezogen wird. Eine entsprechende Fadenwiderstands-Erzeugungseinheit kann durch eine regelmäßig ohnehin vorgesehene Oberfaden-Spanneinrichtung gebildet sein. Die Fadenwiderstands-Erzeugungseinheit kann im Oberfadenlauf zwischen der Oberfaden-Bereitstellungseinheit und dem Fadenhebel angeordnet sein.
- Die Vorteile einer Nähmaschine nach Anspruch 3 entsprechen denjenigen, die vorstehend unter Bezugnahme auf das Verfahren bereits erläutert wurden. Die Nähmaschine kann eine weitere Oberfadenklemme im Oberfadenlauf zwischen dem Fadenhebel und der Nähnadel aufweisen. Auch diese weitere Oberfadenklemme kann ansteuerbar ausgeführt sein.
- Eine schwenkbare Fadenzieheinrichtung nach Anspruch 4 hat sich als Oberfaden-Bereitstellungseinheit bewährt.
- Ein verstellbarer Anschlag nach Anspruch 5 ermöglicht verschiedene Betriebsmodi der Oberfaden-Bereitstellungseinheit, so dass insbesondere verschiedene definierte Oberfaden-Mengen bereitgestellt werden können. Dies ermöglicht es beispielsweise, die Oberfaden-Bereitstellungseinheit einerseits zum vorstehend erläuterten Erzeugungsverfahren und andererseits zu einem Verfahren zu benutzen, welches im Zusammenhang beispielsweise mit der
EP 2 028 311 A2 beschrieben wurde. Beide Verfahren können auch miteinander kombiniert werden, so dass zusätzlich zur reproduzierbar für den Fadenabschneidestich bereitgestellte Oberfadenmenge beim Annähen einer Naht bei den ersten Stichen der Oberfaden zurückgezogen wird, wie dies in derEP 2 028 311 A2 beschrieben ist. - Ein Hubmagnet nach Anspruch 6 hat sich in der Praxis bewährt.
- Eine Fadenwiderstands-Erzeugungseinheit nach Anspruch 7 kann für das Verfahren nach Anspruch 2 genutzt werden.
- Ein Ausführungsbeispiel der Erfindung wird nachfolgend anhand der Zeichnung näher erläutert. In dieser zeigen:
- Fig. 1
- eine perspektivische Vorderansicht einer Nähmaschine;
- Fig. 2
- gegenüber
Fig. 1 vergrößert Details einer Oberfadenführung der Nähmaschine nachFig. 1 ; - Fig. 3
- eine Aufsicht auf eine Montageplatte mit Komponenten einer weiteren Ausführung einer Oberfadenführung, die bei der Nähmaschine nach
Fig. 1 zum Einsatz kommen kann, wobei ein verstellbarer Anschlag in eine Stellung "Fadenvorlegen" gestellt ist; - Fig. 4
- die Komponenten nach
Fig. 3 , wobei der verstellbare Anschlag in die Stellung "Fadenrückziehen" gestellt ist; und - Fig. 5
- schematisch einen vertikalen Schnitt durch einen Abschnitt eines doppellagigen Nähguts längs einer durch einen Oberfaden und einen Unterfaden vorgegebenen Nahtebene, wobei ein Anfangs-Nahtabschnitt sichtbar ist.
- Eine Nähmaschine 1 hat einen oberen Arm 2 und eine untere gehäuseartige Grundplatte 3, die durch einen Ständer 4 zu einem C-förmigen Gehäuse miteinander verbunden sind. Im Arm 2 ist eine Armwelle 5 (vgl.
Fig.2 ) gelagert, die mithilfe eines im Ständer 4 untergebrachten Riementriebes von einem Motor antreibbar ist. Mit dem Motor ist eine zentrale Steuereinrichtung 6 verbunden, die in derFig. 1 schematisch im oberen Arm 2 dargestellt ist, die aber auch an anderer Stelle und auch relativ zur Nähmaschine 1 extern und mit dieser beispielsweise über einen Kabelstrang verbunden angeordnet sein kann. Von der Armwelle 5 abgeleitet wird eine Nadelstange 7 auf und ab gehend angetrieben, an deren unterem Ende eine Nadel 8 montiert ist. Durch ein Öhr der Nadel 8 verläuft ein Oberfaden 9 (vgl.Fig. 2 ). - In der Grundplatte 3 ist ein Greifer 10 angeordnet, der in üblicher Weise abgeleitet von der Armwelle 5 um eine vertikale Drehachse 11 (vgl.
Fig. 2 ) drehantreibbar ist. In einem Spulen- bzw. Fadenwickelgehäuse 12 des Greifers 10 befindet sich ein Vorrat eines Unterfadens. -
Fig. 2 zeigt die Führung des Oberfadens 9 der Nähmaschine 1 im Detail. Vom Öhr in der Nadel 8 aus im vorratsseitigen Oberfadenverlauf entgegen der Oberfadentransportrichtung, also stromaufwärts, ist eine erste Oberfadenklemme 14 angeordnet, die eine Klemmplatte 15 aufweist, die relativ zu einem Grundkörper 16 der ersten Oberfadenklemme 14 verlagerbar ist. Die erste Oberfadenklemme 14 steht mit der Steuereinrichtung 6 in Signalverbindung und ist zwischen einer Fadenklemmstellung, in der der Oberfaden 9 am Ort der ersten Oberfadenklemme 14 festgeklemmt ist, und einer Fadenfreigabestellung, in der die erste Oberfadenklemme 14 den Oberfaden 9 freigibt, verlagerbar. Im Bereich der ersten Oberfadenklemme 14 verläuft der Oberfaden 9 im Wesentlichen vertikal. - Ein Durchgangsort des Oberfadens 9 durch die erste Oberfadenklemme 14 kann mithilfe einer Mehrzahl von Faden-Durchgangsöffnungen 17 im Grundkörper 16 vorgegeben werden. Bei der in der Zeichnung dargestellten Ausführung verläuft der Oberfaden 9 in der zweiten Faden-Durchgangsöffnung 17 von rechts von insgesamt vier quer zur Fadentransportrichtung angeordneten Faden-Durchgangsöffnungen.
Stromaufwärts der ersten Oberfadenklemme 14 ist ein Fadenhebel 18 angeordnet, dessen Auf- und Abwärtsbewegung ebenfalls von der Armwelle 5 in an sich bekannter Weise abgeleitet wird. Zwischen einer am freien Ende des Fadenhebels 18 angeordneten Fadenhebelöse 19 und der ersten Oberfadenklemme 14 verläuft der Oberfaden 9 noch durch eine Führungsöse 20, die am in derFig. 2 oberen Ende des Grundkörpers 16 angebracht ist. - Stromaufwärts des Fadenhebels 18 durchläuft der Oberfaden 9 eine Oberfaden-Zugfeder-Einheit 20a und anschließend Oberfaden-Hauptspanneinrichtung 21. Letztere hat zwei in an sich bekannter Weise arbeitende und in der Oberfadentransportrichtung direkt hintereinander angeordnete Hauptspannungsgeber 22. Die Oberfaden-Hauptspanneinrichtung 21 steht mit der zentralen Steuereinrichtung 6 in Signalverbindung. Die Hauptspannungsgeber 22 setzen den Oberfaden 9 bei Aktivierung durch die Steuereinrichtung 6 unter eine vorgegebene Fadenspannung.
- Zwischen der Oberfaden-Hauptspanneinrichtung 21 und dem Fadenhebel 18 durchläuft der Oberfaden 9 eine weitere, quer zur Oberfadentransportrichtung einstellbar verlagerbare Führungsöse 23.
- Stromaufwärts der beiden Hauptspannungsgeber 22 ist eine Fadenzieheinrichtung 24 angeordnet. Die Fadenzieheinrichtung 24 stellt eine Oberfaden-Bereitstellungseinheit im Oberfadenlauf dar. Die Fadenzieheinrichtung 24 hat einen schwenkbaren Ausleger 25, der über ein Schwenkgelenk 26 an einer Klemmplatte 27 einer zweiten Oberfadenklemme 28 angelenkt ist. Die Fadenzieheinrichtung 24 ist also an der Klemmplatte 27 der zweiten Oberfadenklemme 28 montiert. Die Fadenzieheinrichtung 24 ist im Oberfadenlauf nach dieser zweiten Oberfadenklemme 28, also stromabwärts von dieser, angeordnet. An seinem freien Ende hat der Ausleger 25 der Fadenzieheinrichtung 24 eine Fadenöse 29, die quer zum Fadenlauf des Oberfadens 9 zwischen dem stromaufwärtigen Hauptspannungsgeber 22 und der zweiten Oberfadenklemme 28 auslenkbar ist. Der Ausleger 25 ist umstellbar zwischen einer in der
Fig. 2 dargestellten Neutralstellung und einer in derFig. 4 dargestellten Fadenziehstellung, in der der Oberfaden 9 zwischen der Oberfaden-Hauptspanneinrichtung 21 und der zweiten Oberfadenklemme 28 einen Fadenweg nimmt, der um eine Fadenweg-Differenz länger ist als der entsprechende Fadenweg des Oberfadens 9 beim Ausleger 25 in der Neutralstellung. Diese Fadenweg-Differenz beträgt bei der dargestellten Ausführung beispielsweise 20 Millimeter. Die Fadenweg-Differenz kann auch einen anderen Wert haben und kann im Bereich zwischen 10 mm und 100 mm liegen und beispielsweise 30 mm, 40 mm, 50 mm, 60 mm, 70 mm oder 80 mm betragen. - Zwischen der Fadenöse 29 in der Neutralstellung und dem stromaufwärtigen Hauptspannungsgeber 22 einerseits und der zweiten Oberfadenklemme 28 andererseits ist im Oberfadenverlauf an einer Montageplatte 30, die am Arm 2 montiert ist, jeweils ein Fadenführungsstift 31 angeordnet. In der Fadenziehstellung des Auslegers 25 läuft der Oberfaden 9 über beide Fadenführungsstifte 31 und zwischen den Fadenführungsstiften 31 über Eck durch die Fadenöse 29 des Auslegers 25. Die beiden Fadenführungsstifte 31 bewirken dabei, dass unabhängig davon, ob der Ausleger 25 in der Fadenziehstellung oder in der Neutralstellung ist, der Oberfaden 9 an der gleichen Position aus der zweiten Oberfadenklemme 28 ausläuft und in den stromaufwärtigen Hauptspannungsgeber 22 einläuft.
- Der Ausleger 25 ist zwischen der Neutralstellung und der Fadenziehstellung umstellbar durch einen elektromagnetischen Antrieb, der wiederum mit der Steuereinrichtung 6 in Signalverbindung steht. Alternativ zu einem elektromagnetischen Antrieb kann der Ausleger 25 auch pneumatisch oder durch einen Schrittmotor angetrieben sein.
- Stromaufwärts der zweiten Oberfadenklemme 28 ist eine Oberfaden-Vorspanneinrichtung 32 angeordnet, die ebenfalls in an sich bekannter Weise arbeitet und mit der Steuereinrichtung 6 in Signalverbindung stehen kann. An der Montageplatte 30 angebracht sind neben den Führungsstiften 31 auch die Oberfaden-Hauptspanneinrichtung 21 mit den beiden Hauptspannungsgebern 22, die zweite Oberfadenklemme 28 mit der daran montierten Fadenzieheinrichtung 24 und die Oberfaden-Vorspanneinrichtung 32.
- Stromaufwärts der Oberfaden-Vorspanneinrichtung 32 durchtritt der Oberfaden 9 eine Faden-Durchgangsöffnung 33, die in der Montageplatte 30 in einem in der
Fig. 2 oberen und nach vorne um etwa 90° umgebogenen Kantenbereich ausgeführt ist. Stromaufwärts der Faden-Durchgangsöffnung 33 ist eine nicht näher dargestellte Oberfadenspule als Oberfadenvorrat angeordnet. - An einem mit der Armwelle 5 endseitig drehfest verbundenen Handrad 34 ist eine Drehwinkelskala 35 angeordnet, die eine volle Umdrehung der Armwelle 5 unterteilt in 360 Winkelgrad-Schritte anzeigt.
- Die
Figur 2 zeigt die Armwelle 5 in der Stellung 205°. In dieser Stellung ist die Nadelstange 7 ein Stück weit von ihrem unteren Totpunkt, der bei 180° erreicht war, wieder zurückgekehrt, so dass sich neben dem Öhr der Nadel 8 eine Oberfadenschleife gebildet hat. In der Position 205° kann eine Greiferspitze des Greifers 10 in die Oberfadenschleife eingreifen und den Oberfaden 9 anschließend mitnehmen.
Mit den vorstehend erläuterten Komponenten der Nähmaschine 1 kann ein Verfahren zur Erzeugung eines kurzen Naht-Anfangsoberfadens durchgeführt werden. -
Figur 5 zeigt beispielhaft einen Nähgut-Abschnitt 36 im Bereich eines Beginns einer Naht 37, wobei ein erster Stich kurz und die folgenden Stiche mit normaler Stichlänge ausgeführt sind. Dargestellt ist der Oberfaden 9 mit dem Naht-Anfangsoberfaden 38 sowie der Unter- beziehungsweise Greiferfaden 39, dessen Naht-Anfangsunterfaden eine vergleichbare Länge hat wie der Naht-Anfangsoberfaden 38. Beide Naht-Anfangsfäden haben einen Soll-Nahtüberstand A von höchstens 10 mm. - Die Nähmaschine 1 hat weiterhin ein in der
Figur 1 lediglich angedeutetes Oberfadenmesser 40 zum Abschneiden des Oberfadens 9 zwischen aufeinanderfolgenden Nähten. - Zur Erzeugung des Naht-Anfangsoberfadens 38 der Naht 37 mit dem Soll-Nahtüberstand A von höchstens 10 mm arbeitet die Nähmaschine 1 folgendermaßen:
- Zunächst wird eine definierte Oberfadenmenge im Oberfadenlauf zwischen der Oberfadenklemme 28 und der Nähnadel 8 für die Durchführung eines Fadenabschneidestichs für einen Oberfaden-Abschneidevorgang bereitgestellt. Dies erfolgt mit der Oberfaden-Bereitstellungseinheit durch Umstellen der Fadenzieheinrichtung 24 zwischen der in der
Figur 2 gezeigten Neutralstellung und einer durch Verschwenken des Auslegers 25 um einige 10° entgegen dem Uhrzeigersinn erreichten Fadenziehstellung realisiert. Anschließend wird die Oberfadenklemme 28 geschlossen, so dass nach dem Schließen der Oberfadenklemme 28 kein Oberfaden 9 vom Oberfaden-Vorrat mehr nachgezogen werden kann. Nach dem Schließen der Oberfadenklemme 28 wird die Fadenzieheinrichtung 24 wieder in die in derFigur 2 dargestellte Neutralstellung überführt. Es kann nun der Fadenabschneidestich mit der definiert bereitgestellten Oberfadenmenge genäht werden, wobei der Fadenhebel 18 die bereitgestellte Oberfadenmenge zur Nähnadel 8 weitergibt. Im Anschluss an das Nähen des Fadenabschneidestichs erfolgt dann das Abschneiden des Oberfadens 9 mit dem Oberfadenmesser 40. Für das Annähen der nächsten Naht steht nun ein exakt definierter Oberfadenüberstand in Bezug auf das Öhr der Nähnadel 8 zur Verfügung. Der Naht-Anfangsoberfaden 38 der nachfolgenden Naht 37 hat dann den vorgegebenen Soll-Nahtüberstand A. Insgesamt resultieren beim Nähen des Endes einer Naht 37 und beim Nähen des Anfangs der darauf folgenden Naht 37 also exakt reproduzierbare Verhältnisse, was die Oberfadenmenge angeht, was zu kurzen Oberfaden-Überständen am Nahtanfang und am Nahtende führt. - Mit der vorstehend erläuterten Oberfadenführung nach den
Figuren 1 und2 lässt sich zusätzlich ein Rückziehen des Oberfadens 9 während des Annähens der Naht 37, also während der ersten Stiche, realisieren, was zu einer weiteren Verkürzung des Naht-Anfangsoberfadens 38 führen kann. Ein derartiges Rückziehen des Oberfadens 38 aus der Naht ist beschrieben beispielsweise in derEP 2 028 311 A2 . - Im Unterschied zu diesem Fadenrückziehen aus dem Nahtanfang erfolgt beim vorstehend erläuterten Erzeugungsverfahren die Betätigung der Fadenzieheinrichtung 24 vor dem Fadenabschneidestich, also am Ende der Nahtbildung. Beide Verfahren, also das grundsätzlich bereits bekannte Verfahren "Fadenrückziehen aus dem Nahtanfang" und das vorstehend im Detail beschriebene Verfahren "Fadenvorlegen für das Fadenabschneiden" können in Kombination miteinander durchgeführt werden.
- Bei einer Variante des Erzeugungsverfahrens wird ein Fadenwiderstand zwischen der Fadenzieheinrichtung 24 und der Nadel 8 vor dem Bereitstellen der definierten Oberfadenmenge erhöht und vor dem Nähen des Fadenabschneidestichs wieder abgesenkt. Dies geschieht durch entsprechende Aktivierung der Hauptspannungsgeber 22 vor dem Bereitstellen der definierten Oberfadenmenge zur Erhöhung des Fadenwiderstands und nachfolgende Deaktivierung der Hauptspannungsgeber 22 nach dem Bereitstellen der definierten Oberfadenmenge und vor dem Nähen des Fadenabschneidestichs zur Absenkung des Fadenwiderstandes. Eine Fadenwiderstands-Erzeugungseinheit ist durch die Oberfaden-Hauptspanneinrichtung 21 gebildet.
- Anhand der
Figuren 3 und4 wird nachfolgend eine weitere Ausführung von Komponenten einer Oberfadenführung erläutert, die alternativ zu derjenigen bei der Nähmaschine 1 zum Einsatz kommen kann, die vorstehend unter Bezugnahme auf dieFiguren 1 und2 erläutert wurde. Komponenten und Funktionen der Ausführung nach denFiguren 3 und4 , die vorstehend bereits unter Bezugnahme auf dieFiguren 1 und2 erläutert wurden, tragen die gleichen Bezugsziffern und werden nicht nochmals im Einzelnen diskutiert. - Bei der Ausführung nach den
Figuren 3 und4 sind die Fadenzieheinrichtung 24 einerseits und eine Oberfadenklemme 41, deren Funktion ansonsten derjenigen der Oberfadenklemme 28 der Ausführung aus denFiguren 1 und2 entspricht, als voneinander getrennte Komponenten ausgeführt. Der Schwenkantrieb für den Ausleger 25 der Fadenzieheinrichtung 24 ist bei der Ausführung nach denFiguren 3 und4 durch einen Drehmagneten 42 ausgebildet. - Anstelle von Fadenführungsstiften 31 liegen bei der Oberfadenführung nach den
Figuren 3 und4 zwei Fadenösen 43 vor. - Bei der Oberfadenführung nach den
Figuren 3 und4 liegt ein verstellbarer Anschlag 44 für eine jeweilige Fadenziehstellung des Auslegers 25 vor. Der Anschlag 44 umfasst einen Hubmagneten 45 mit Hubkolben 46, der in derFigur 3 in einer vollständig eingefahrenen und in derFigur 4 in einer vollständig ausgefahrenen Stellung gezeigt ist. Ferner weist der Anschlag eine Anschlagskomponente 47 auf, die fest an der Montageplatte 30 montiert ist. -
Figur 3 zeigt die Fadenzieheinrichtung 24, also die Oberfaden-Bereitstellungseinheit, in der Fadenziehstellung für ein Oberfaden-Vorlegen für die Fadenabschneide-Funktion, also in der Stellung, in der, wie vorstehend erläutert, zur Vorbereitung des Fadenabschneidestichs eine definierte Oberfadenmenge durch die Fadenzieheinrichtung 24 bereitgestellt wird (Anschlagstellung "Fadenvorlegen"). Die in dieser Fadenvorlege-Fadenziehstellung erzeugte Fadenweg-Differenz kann beispielsweise 50 mm betragen. In dieser Fadenvorlegestellung nachFigur 3 ist der Hubkolben 46 eingezogen und als Anschlag inaktiv. Als Anschlag aktiv ist die Anschlagskomponente 47, an der der Ausleger 25 anschlägt. - Die
Figur 4 zeigt die Fadenziehstellung, die beim Fadenrückziehen aus der Naht entsprechend dem Ablauf zum Einsatz kommt, der in derEP 2 028 311 A2 beschrieben ist (Anschlagstellung "Fadenrückziehen"). In dieser Fadenziehstellung wird das Oberfaden-Rückziehen aus dem Nahtanfang mit einer Fadenweg-Differenz von beispielsweise 20 mm bereitgestellt. In der Anschlagstellung "Fadenrückziehen" ist die Fadenweg-Differenz kleiner als in der Anschlagstellung "Fadenvorlegen". In der Fadenziehstellung nachFigur 4 ist der Hubkolben 46 vollständig ausgefahren und als Anschlag für den Ausleger 25 aktiv. Die Anschlagskomponente 47 ist inaktiv. - Eine Ansteuerung dieses Bereitstellungsvorgangs durch die Oberfaden-Bereitstellungseinheit kann gekoppelt mit einer Ansteuerung des Oberfadenmessers 40 erfolgen. Soweit das Oberfadenmesser 40 kurvengesteuert ist, kann beispielsweise eine Umstellung der Fadenzieheinrichtung 24 von der Neutralstellung in die Fadenziehstellung angesteuert werden, sobald die Kurvensteuerung für das Oberfadenmesser 40 aktiviert wird.
- Die vorstehend erläuterten Verfahren "Fadenvorlegen" und "Fadenrückziehen" werden über die Steuereinrichtung 6 gesteuert, die mit den vorstehend erläuterten, angetriebenen Komponenten jeweils in Signalverbindung steht.
Claims (7)
- Verfahren zur Erzeugung eines Naht-Anfangsoberfadens (38) einer in Nähgut (36) auszubildenden Naht (37) mit einem definierten Soll-Nahtüberstand (A) mit einer Nähmaschine (1)- mit einem Vorrat für einen Oberfaden (9),- mit einer Nadelstange (7) mit einer Nähnadel (8) zur Führung des Oberfadens (9) durch das Nähgut (36), wobei die Nähnadel (8) angetrieben auf und ab bewegbar ist,- mit einem Greifer (10) zum Erfassen des Oberfadens (9) während einer Stichbildung,- mit einem Fadenhebel (18) zum Schlingenziehen des Oberfadens (9),- mit einer ansteuerbaren Oberfadenklemme (28; 41) im Oberfadenlauf vor dem Fadenhebel (18),- mit einer Oberfaden-Bereitstellungseinheit (24) im Oberfadenlauf nach der Oberfadenklemme (28; 41),- mit einem Oberfadenmesser (40) zum Abschneiden des Oberfadens (9) zwischen aufeinanderfolgenden Nähten,mit folgenden Schritten:- Bereitstellen einer definierten Oberfadenmenge im Oberfadenlauf zwischen der ansteuerbaren Oberfadenklemme (28; 41) und der Nähnadel (8) mit der Oberfaden-Bereitstellungseinheit (24) für die Durchführung eines Fadenabschneidestichs für einen Oberfaden-Abschneidevorgang,- Schließen der Oberfadenklemme (28; 41), so dass nach dem Schließen der Oberfadenklemme (28; 41) kein Oberfaden (9) vom Oberfaden-Vorrat nachgezogen werden kann,- Nähen des Fadenabschneidestichs mit der definiert bereitgestellten Oberfadenmenge,- Abschneiden des Oberfadens (9) mit dem Oberfadenmesser (40).
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass ein Fadenwiderstand zwischen der Oberfaden-Bereitstellungseinheit (24) und der Nähnadel (8) vor dem Bereitstellen der definierten Oberfadenmenge erhöht und vor dem Nähen des Fadenabschneidestichs wieder abgesenkt wird.
- Nähmaschine (1) zur Durchführung des Verfahrens nach Anspruch 1 oder 2.
- Nähmaschine nach Anspruch 3, dadurch gekennzeichnet, dass die Oberfaden-Bereitstellungseinheit (24) in Form einer angetrieben schwenkbaren Fadenzieheinrichtung ausgeführt ist.
- Nähmaschine nach Anspruch 3 oder 4, gekennzeichnet durch einen verstellbaren Anschlag (44), mit dem die Oberfaden-Bereitstellungseinheit (24) zur Einstellung einer bereitzustellenden Oberfadenmenge zusammenwirkt.
- Nähmaschine nach Anspruch 5, dadurch gekennzeichnet, dass der Anschlag (44) einen Hubmagneten (45) aufweist.
- Nähmaschine nach einem der Ansprüche 3 bis 6, dadurch gekennzeichnet, dass eine Fadenwiderstands-Erzeugungseinheit (21) zur Erhöhung und Absenkung des Fadenwiderstandes durch eine Oberfaden-Spanneinrichtung im Oberfadenlauf nach der Oberfaden-Bereitstellungseinheit (24) gebildet ist.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102017201240.4A DE102017201240A1 (de) | 2017-01-26 | 2017-01-26 | Verfahren zur Erzeugung eines Naht-Anfangsoberfadens einer in Nähgut auszubildenden Naht mit einem definierten Soll-Nahtüberstand sowie Nähmaschine zur Durchführung eines derartigen Verfahrens |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3354784A1 true EP3354784A1 (de) | 2018-08-01 |
| EP3354784B1 EP3354784B1 (de) | 2020-03-18 |
Family
ID=60782018
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP17209953.3A Active EP3354784B1 (de) | 2017-01-26 | 2017-12-22 | Verfahren zur erzeugung eines naht-anfangsoberfadens einer in nähgut auszubildenden naht mit einem definierten soll-nahtüberstand sowie nähmaschine zur durchführung eines derartigen verfahrens |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP3354784B1 (de) |
| KR (1) | KR102481545B1 (de) |
| CN (1) | CN108360163B (de) |
| DE (1) | DE102017201240A1 (de) |
| TW (1) | TWI787232B (de) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113430736B (zh) * | 2021-07-28 | 2024-08-30 | 佛山市启创科技发展有限公司 | 一种电脑枪刺地毯机自动送线装置 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1290777A (zh) * | 1999-06-28 | 2001-04-11 | 重机株式会社 | 缝纫机的线张力控制装置 |
| DE10321537A1 (de) * | 2002-05-14 | 2003-12-18 | Juki Kk | Nadelfadensteuerungs- oder -regelungseinrichtung einer Nähmaschine |
| EP2028311A2 (de) * | 2007-08-22 | 2009-02-25 | Dürkopp Adler Aktiengesellschaft | Nähmaschine sowie Verfahren zum Nähen eines Nahtanfangs mit einer derartigen Nähmaschine |
| EP2253753A2 (de) * | 2009-05-12 | 2010-11-24 | Nähmaschinenfabrik Emil Stutznäcker GmbH & Co. KG | Verfahren zum Nähen eines Nähguts |
| DE102010043906A1 (de) * | 2010-11-15 | 2012-05-16 | Dürkopp Adler AG | Nähmaschine sowie Verfahren zum Nähen eines Nahtanfangs mit einer derartigen Nähmaschine |
| DE102011005198A1 (de) * | 2011-03-07 | 2012-09-13 | Dürkopp Adler AG | Nähmaschine sowie Verfahren zum Nähen eines Nahtanfangs mit einer derartigen Nähmaschine |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4215641A (en) | 1979-07-05 | 1980-08-05 | The Singer Company | Electronic control of needle thread in a sewing machine |
| DE3232813A1 (de) * | 1982-08-26 | 1984-03-08 | Tokyo Juki Industrial Co., Ltd., Tokyo | Verfahren zum steuern des oberen fadens in einer naehmaschine |
-
2017
- 2017-01-26 DE DE102017201240.4A patent/DE102017201240A1/de not_active Withdrawn
- 2017-12-22 EP EP17209953.3A patent/EP3354784B1/de active Active
-
2018
- 2018-01-22 TW TW107102226A patent/TWI787232B/zh active
- 2018-01-24 CN CN201810067656.3A patent/CN108360163B/zh active Active
- 2018-01-25 KR KR1020180009447A patent/KR102481545B1/ko active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1290777A (zh) * | 1999-06-28 | 2001-04-11 | 重机株式会社 | 缝纫机的线张力控制装置 |
| DE10321537A1 (de) * | 2002-05-14 | 2003-12-18 | Juki Kk | Nadelfadensteuerungs- oder -regelungseinrichtung einer Nähmaschine |
| EP2028311A2 (de) * | 2007-08-22 | 2009-02-25 | Dürkopp Adler Aktiengesellschaft | Nähmaschine sowie Verfahren zum Nähen eines Nahtanfangs mit einer derartigen Nähmaschine |
| EP2253753A2 (de) * | 2009-05-12 | 2010-11-24 | Nähmaschinenfabrik Emil Stutznäcker GmbH & Co. KG | Verfahren zum Nähen eines Nähguts |
| DE102010043906A1 (de) * | 2010-11-15 | 2012-05-16 | Dürkopp Adler AG | Nähmaschine sowie Verfahren zum Nähen eines Nahtanfangs mit einer derartigen Nähmaschine |
| DE102011005198A1 (de) * | 2011-03-07 | 2012-09-13 | Dürkopp Adler AG | Nähmaschine sowie Verfahren zum Nähen eines Nahtanfangs mit einer derartigen Nähmaschine |
Also Published As
| Publication number | Publication date |
|---|---|
| CN108360163A (zh) | 2018-08-03 |
| TWI787232B (zh) | 2022-12-21 |
| DE102017201240A1 (de) | 2018-07-26 |
| KR20180088303A (ko) | 2018-08-03 |
| TW201835411A (zh) | 2018-10-01 |
| CN108360163B (zh) | 2021-02-05 |
| KR102481545B1 (ko) | 2022-12-27 |
| EP3354784B1 (de) | 2020-03-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2028311B1 (de) | Nähmaschine sowie Verfahren zum Nähen eines Nahtanfangs mit einer derartigen Nähmaschine | |
| DE102006017871B4 (de) | Vorrichtung zum Verhindern des Auftrennens von Nähten und Verfahren hierzu | |
| DE69713416T2 (de) | Verfahren und Vorrichtung zur Vermeidung von Nahtlockerung in einer Doppelkettenstichnähmaschine | |
| EP2508665B1 (de) | Verfahren zum Schneiden des Unter- und mindestens eines Oberfadens und ein Verfahren zum Ansticken sowie einer Vorrichtung zur Durchführung der Verfahren | |
| EP3176296B1 (de) | Verfahren zum erzeugen eines naht-anfangsoberfadens mit kurzem soll-nahtüberstand | |
| EP2497852B1 (de) | Nähmaschine sowie Verfahren zum Nähen eines Nahtanfangs mit einer derartigen Nähmaschine | |
| EP2453050B1 (de) | Nähmaschine sowie Verfahren zum Nähen eines Nahtanfangs mit einer derartigen Nähmaschine | |
| DE102009013155B4 (de) | Lochnähmaschine | |
| EP3354784B1 (de) | Verfahren zur erzeugung eines naht-anfangsoberfadens einer in nähgut auszubildenden naht mit einem definierten soll-nahtüberstand sowie nähmaschine zur durchführung eines derartigen verfahrens | |
| DE19746653C1 (de) | Verfahren zum Verkürzen des nähgutseitigen Greiferfadenendes bei Nähmaschinen mit Fadenschneideinrichtung | |
| DE102013007928A1 (de) | Nähmaschine zur Erzeugung von Nähten mit kurzen Fadenanfangslängen | |
| DE836877C (de) | Naehmaschine | |
| DE102008058197A1 (de) | Oberfadenhaltevorrichtung einer Nähmaschine | |
| DE102011054336A1 (de) | Verfahren und Vorrichtung zum Zunähen der Knöpfe auf einer Nähmaschine | |
| DE4118008C2 (de) | ||
| WO2000068483A1 (de) | Näh- oder stickmaschine | |
| DE1485358A1 (de) | Naehmaschine mit einer Spulenfadenergaenzungsvorrichtung | |
| EP3399088B1 (de) | Baugruppe und nähmaschine zum erzeugen eines naht-anfangsoberfadens mit einem soll-nahtüberstand | |
| DE29922786U1 (de) | Nähmaschine mit einer Fadenrückzieheinrichtung | |
| EP2550387B1 (de) | Ein- oder mehrkopfstickmaschine mit einem doppelsteppstich-umlauf-greifer | |
| DE2713491C2 (de) | Nähautomat zur Bildung einer Kettenstich-Naht | |
| DE308627C (de) | ||
| DE7501449U (de) | Nähmaschine | |
| DE102013001346A1 (de) | Stickmaschine mit zumindest einem Doppelsteppstich-Umlaufgreifer | |
| DE699972C (de) | Fadensteuervorrichtung fuer Naehmaschinen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20181025 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20190131 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20191114 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502017004284 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1246015 Country of ref document: AT Kind code of ref document: T Effective date: 20200415 Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200618 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200318 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200318 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20200318 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200318 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200318 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200619 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200618 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200318 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200318 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200318 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200318 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200318 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200812 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200318 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200718 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502017004284 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200318 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200318 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200318 |
|
| 26N | No opposition filed |
Effective date: 20201221 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200318 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200318 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200318 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20201231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201231 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201222 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201222 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201231 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200318 Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200318 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200318 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200318 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200318 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201231 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20211222 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20211222 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230512 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 1246015 Country of ref document: AT Kind code of ref document: T Effective date: 20221222 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221222 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221222 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CZ Payment date: 20251209 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: RO Payment date: 20251218 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20260224 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20260410 Year of fee payment: 5 |