EP3359304B1 - Systeme d'application de primaire automatise - Google Patents
Systeme d'application de primaire automatise Download PDFInfo
- Publication number
- EP3359304B1 EP3359304B1 EP16775240.1A EP16775240A EP3359304B1 EP 3359304 B1 EP3359304 B1 EP 3359304B1 EP 16775240 A EP16775240 A EP 16775240A EP 3359304 B1 EP3359304 B1 EP 3359304B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- primer
- application system
- cellulose nonwoven
- polymer
- automated
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C1/00—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating
- B05C1/04—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating for applying liquid or other fluent material to work of indefinite length
- B05C1/06—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating for applying liquid or other fluent material to work of indefinite length by rubbing contact, e.g. by brushes, by pads
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C1/00—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating
- B05C1/02—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating for applying liquid or other fluent material to separate articles
- B05C1/027—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating for applying liquid or other fluent material to separate articles only at particular parts of the articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C1/00—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating
- B05C1/04—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating for applying liquid or other fluent material to work of indefinite length
- B05C1/14—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating for applying liquid or other fluent material to work of indefinite length using a travelling band
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C11/00—Component parts, details or accessories not specifically provided for in groups B05C1/00 - B05C9/00
- B05C11/10—Storage, supply or control of liquid or other fluent material; Recovery of excess liquid or other fluent material
- B05C11/1002—Means for controlling supply, i.e. flow or pressure, of liquid or other fluent material to the applying apparatus, e.g. valves
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C11/00—Component parts, details or accessories not specifically provided for in groups B05C1/00 - B05C9/00
- B05C11/10—Storage, supply or control of liquid or other fluent material; Recovery of excess liquid or other fluent material
- B05C11/1002—Means for controlling supply, i.e. flow or pressure, of liquid or other fluent material to the applying apparatus, e.g. valves
- B05C11/1005—Means for controlling supply, i.e. flow or pressure, of liquid or other fluent material to the applying apparatus, e.g. valves responsive to condition of liquid or other fluent material already applied to the surface, e.g. coating thickness, weight or pattern
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C1/00—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating
- B05C1/04—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating for applying liquid or other fluent material to work of indefinite length
- B05C1/08—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating for applying liquid or other fluent material to work of indefinite length using a roller or other rotating member which contacts the work along a generating line
- B05C1/0813—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating for applying liquid or other fluent material to work of indefinite length using a roller or other rotating member which contacts the work along a generating line characterised by means for supplying liquid or other fluent material to the roller
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/425—Cellulose series
Definitions
- the present invention relates to an automated primer application system (PA) for the manufacture of an attachment for locomotion and a method for the controlled application of primer fluids to surfaces of attachments.
- PA automated primer application system
- primer fluids on disc bodies are known. They are used to prepare the disk base for bonding. Such primer fluids are usually applied manually via small vials with separate felt head on the discs, which brings some disadvantages and an increased cost of materials with it. Thus, the contour of the glue line must be traversed very accurately in order to avoid primer defects or primer puddles or runners. In addition, the felts must be replaced regularly, with a considerable amount of primer always being lost.
- the primer liquid is applied to the wafer by means of a robotic arm, but here too felts are used. Although these methods allow precise primer deposition, this does not solve the problems associated with the use of felts. In addition, the robot must be changed at regular intervals, the felt head, which requires an additional mechanism.
- the dispenser works with a flow through felt.
- the dispenser may have one or more dispensing heads each comprising an output gun and a hinged sanding block.
- the hinged abrasive block includes a recess or niche immediately behind the felt to provide a small pool of liquid material for leakage through the felt during a dispensing operation.
- the dispenser can be tilted so that only one dispenser head is presented to the receiving surface.
- the niche has a geometry such that the bead profile of the liquid material dispensed onto the surface is improved. Liquid material is dispensed by relative lateral movement between the device and the receiving surface.
- the dispenser includes a sophisticated transport control to ensure reproducible dispensing of liquid.
- the present invention was therefore based on the object to remedy the disadvantages of the prior art described above, in particular to reduce the cost of materials and to avoid primer defects or primer puddles or runners.
- the use of felt belts and a complex transport control system should be avoided for the application of liquids on surfaces.
- liquids in particular the primer
- surfaces especially the surface of vehicle attachment parts, especially of vehicle windows
- the high-pressure water-jet-reinforced polymer pulp web is provided for the application of a liquid.
- the present invention relates to an automated primer application system for the production of attachments for means of transportation.
- the automated primer coating system comprises at least one high pressure water jet bonded polymer pulp web, a clean, i.e., unused, high pressure water jet bonded polymer pulp nonwoven and a take up spool for used high pressure hydroentangled polymer pulp web, which is already in contact with a component surface.
- the automated primer application system includes a gun with a nozzle orifice.
- the high pressure hydroentangled polymer pulp web is directed from the delivery spool to the take-up spool via the application head and is positioned in front of the nozzle orifice. Through the nozzle opening, a primer liquid can be supplied, so that primer liquid can be applied to the surface of a component via the polymer pulp web.
- the high-pressure water jet-solidified polymer pulp web is soaked and thus gives the liquid to the surface, preferably to the glass, ceramic or plastic surface and in particular to the disk body further.
- the high-pressure water-jet reinforced polymer cellulosic significantly less liquid, in particular significantly less primer, so that when changing or skillertakten the fabric less liquid, especially less primer must be discarded.
- the formation of primer puddles and primer runners is reduced.
- the change of the knitted fabric in the context of the method according to the invention is carried out using the applicator system according to the invention via the roller system from the output spool and take-up spool similar to a film roll, wherein the roller system must move the high-pressure water-jet reinforced polymer pulp web, each only by a few centimeters.
- the present invention achieves its advantages in that the primers or other liquids are not applied via felt heads or felt belts, but via a nozzle with a prestressed high pressure water jet reinforced polymer pulp web, wherein the liquid soaks the knitted fabric and thus the liquid to the surface, preferably a glass , Ceramic or plastic surface and in particular a disc body for a vehicle window, can pass.
- the high-pressure water jet-solidified polymer pulp web preferably has a thickness of 0.1 mm to 2 mm, more preferably of 0.2 mm to 1 mm. With these material thicknesses, the loss of primer liquid is advantageously reduced when indexing used impregnated nonwoven fabric continues, at the same time the nonwoven exhibiting very good stability.
- Suitable polymers of the polymer pulp web are all engineering plastics which can form fibers which deform with a high-pressure water jet without decomposition and with other fibrous materials such as cellulose nonwoven adhesively bond. Particular preference is given to using thermoplastic polyesters, in particular polyethylene terephthalate (PET). Particularly good results were achieved with PET pulp webs.
- PET polyethylene terephthalate
- the high pressure water-jet-bonded polymer pulp web contains, based on its respective total amount, 40% by weight to 60% by weight of polyester and 60% by weight to 40% by weight of pulp, in particular 48% by weight of polyester and 52% by weight .-% pulp or it consists of these.
- the high pressure water-jet-bonded polyester pulp web contains, based on its respective total amount, 40 to 60% by weight of polyester and 60 to 40% by weight of pulp, in particular 48% by weight of polyester and 52% by weight of pulp from these.
- Materials of this type are known and are sold, for example, under the trademark DuPont Sontara® Print Master. These Sontara® nonwovens are marketed as special wash mats for printing presses with a turning device and a rough impression cylinder.
- the Sontara® nonwovens (see the American patent US 3,837,995 ) have been used, for example, in surgical face masks (see German Patent Application DE 36 01 449 A1 ) and in medical drapes (see European Patent EP 0 197 048 B1 ) used. It is not known to use Sontara® nonwovens in the manufacture of locomotive attachments.
- attachment parts for means of locomotion are understood as vehicle windows, vehicle roofs, spoiler elements, pillar covers, roof panels, seals and trim strips, or the like.
- locomotion means of transport are on land, in particular Motor vehicles, buses or trains, means of locomotion to the air, in particular aircraft, balloons or zeppelins, and means of transport by water, in particular ships and boats, understood.
- vehicle windows in the context of the present invention includes discs made of mineral glass or plastic.
- the discs may be flat or curved or three-dimensionally configured and have a black border.
- the black border may be made by screen printing with a suitable ceramic or organic screen printing paste, or by grafting a polymeric material layer.
- the discs may have additional elements such as attachment domes, decorative decors or soft components.
- the automated primer application system comprises at least one support plate and a deflection roller. On the backing plate are disposed the take-up spool for the used high pressure water jet bonded polymer pulp web and the output spool for the clean high pressure water jet bonded polymer pulp web.
- the dispensing spool is rotatably mounted on the carrier plate by means of one or more first sockets.
- the take-up spool is rotatably mounted on the carrier plate with the aid of at least one second bushing.
- the primer coating system also includes a diverting roller associated with the rotary dispensing spool.
- the diverting pulley is arranged to direct the clean high pressure hydroentangled polymer pulp web from the dispensing spool to the nozzle orifice of the applicator head where it is impregnated with the primer liquid and from there to feed and wind the take-up spool.
- the high pressure water jet bonded polymer pulp web is passed over the take-up spool, the output spool, the applicator head with the nozzle orifice, and 1 to 3 diverting rollers. Due to the properties of the high-pressure water jet-reinforced Polmyer-Zellstoffvlieses no complicated transport system is necessary because a good bias is already achieved with a system consisting of only a few roles. Only 1 to 2 deflection rollers are preferred, more preferably only 1 deflection roller is part of the automated primer application system. With a pulley, the system and thus the production is cheaper and the system requires less space at the production site and can be used more flexibly, even for small components.
- the dispensing spool is arranged on the carrier plate above the take-up spool.
- no primer liquid adhering to the used polymer cellulosic web can drip by gravity on the clean polymer pulp web on the output spool.
- the width of the polymer cellulosic nonwovens can vary widely and depends in particular on the desired width of the applied trace on the surface. But it is also possible to achieve the desired width not with a passage of the method according to the invention, but with multiple passes.
- the primer application system according to the invention has an application head, which is preferably made of polytetrafluoroethylene (PTFE, Teflon®) or polytrifluorochloroethylene (PCTFE).
- PTFE polytetrafluoroethylene
- PCTFE polytrifluorochloroethylene
- the applicator head includes a primer fluid port, which is supplied via a feed line from a primer reservoir, and a shutter pin which closes the nozzle port as the primer applicator system moves to a park position.
- the metered addition of the liquid, in particular of the primer via a flexible hose system via which the liquid is metered in from a storage container under pressure control.
- the exact quantity metering takes place via the reservoir, which is acted upon by a slight overpressure.
- the overpressure can be regulated exactly with a valve.
- This method allows a very precisely controlled metered addition of the liquid, in particular the primer, whereby the material requirement is further reduced and the order efficiency is increased.
- the overpressure in the storage container is reduced. This prevents any liquid from running after the applicator head and dripping. If necessary, it is also possible to create a vacuum in the storage tank.
- the supply of the liquid, in particular of the primer, can also be effected by gravity in the context of the method according to the invention.
- a mechanism is arranged on the rear side of the carrier plate, which specifies the stroke of the feed for the high-pressure water jet-reinforced polymer pulp web and comprises the following functionally associated components: a timing lever, a lever bearing, a first spring, the a variable force exerted on the timing lever, a second take-up reel associated ratchet wheel, a detent lever which is coupled via a second spring with a pawl, and a protective cover for the mechanics.
- This construction ensures a controlled and particularly efficient feed of the high-pressure water jet-reinforced polymer pulp web.
- the back of the carrier plate is opposite to the side on which the take-up spool and output spool are mounted.
- the course of the method according to the invention for the controlled application of primer liquids on surfaces of attachments for locomotion means with the aid of the automated primer application system according to the invention can be described as follows: First, an attachment is provided. The application head with the impregnated high-pressure water-jet-reinforced polymer pulp web is placed on the component surface. Primer liquid is fed through the nozzle opening in the application head to the high-pressure water-jet-hardening polymer pulp web. The component surface or the high-pressure water jet-reinforced polymer pulp web is along moves the contours to be provided with primer fluid. In a last step, the contact between the application head with the impregnated high-pressure water-jet-bonded polymer pulp web and the component surface is released, that is, the attachment is removed. With this method, attachments for locomotion can be automatically provided with a primer without ugly primer puddles are formed.
- the application system according to the invention is preferably moved and controlled by a robot according to the contours of the application.
- the liquid or primer is supplied continuously via the applicator head as described above.
- the applicator device according to the invention is brought into a parking position after releasing the contact between the application head and the component surface in a waiting position or, in the case of prolonged standstill.
- the waiting position the PA remains until the next component is fed.
- the nozzle opening for the liquid, in particular the primer is closed with a closure pin.
- the impregnated high pressure water jet bonded polymer pulp web is clocked one position further so that clean polymer pulp web is positioned in front of the nozzle orifice. This is preferably done by means of a mechanism which has a lever and a ratchet wheel. The lever itself is operated by the robot.
- the closing of the nozzle opening is preferably done in a simple manner in that the application system according to the invention is lowered onto a closure pin whose upper, free end is shaped so that it closes the nozzle opening with an exact fit.
- the closure pin can in a another embodiment may be mounted on a spring, so that any existing tolerances of the robot are compensated.
- the sealing pin can pierce the high pressure water jet bonded polymer pulp web, especially the polyester pulp web, without tearing the web.
- a feed of the high-pressure water jet-solidified polymer pulp web or suction belt takes place and a test application is carried out on a test strip.
- the trial order can be collected densitometrically or via a scanner. This ensures that the subsequent application of liquid, in particular primer, will be successful.
- the component surfaces are preferably glass, ceramic or plastic surfaces.
- the polymer is preferably a polyester, more preferably a polyethylene terephthalate (PET).
- PET polyethylene terephthalate
- the high-pressure water jet-solidified polymer cellulosic nonwovens are used in the manufacture of motor vehicles, in particular in the production of vehicle windows, vehicle roofs, spoiler elements, roof panels or trim strips.
- the high pressure hydroentangled polymer cellulosic webs are used to prepare the direct bonding of vehicle windows to car bodies.
- FIG. 1 shows a plan view of the front view of the application system according to the invention PA with a support plate 01.
- the suction belt 19 used is a high-pressure water-jet-reinforced polyester pulp web which, based on the nonwoven, consists of 48% by weight of polyester and 52% by weight of pulp.
- the output spool 02 is arranged above the receiving spool 03 for the used suction belt 19, which is arranged rotatably on the carrier plate 01 with the aid of the second bush 12.
- the rotatable dispensing spool 02 is associated with a diverting pulley 21 from which the clean high pressure hydroentangled polyester pulp web 19 is directed to the nozzle orifice 20 of the PTFE applicator head 8. There it is soaked with the primer 26. From the nozzle opening 20, it is one of the rotatably arranged by means of the second sleeve 12 on the support plate 01 arranged receiving coil 03 and wound there.
- the applicator head 8 is guided over the surface with a computer-controlled robot (not shown), in particular over the glass, ceramic or plastic surface of a disc body of a vehicle window (not shown), thereby depositing the primer 26 in the desired configuration.
- FIG. 2 shows the plan view of a longitudinal section along the center line of the support plate 01st
- a protective cover 13 made of plastic or metal.
- the clock is set by means of a computer-controlled robot.
- FIG. 4 shows an embodiment of the application system according to the invention PA in side view and parking position 24.
- the reservoir 27 for the primer 26 is disposed above the applicator system PA according to the invention.
- a supply of compressed air 29, which with a compressed air control 28th can be regulated.
- the reservoir 27 is fluidly connected via the flexible supply line 25 to the primer liquid connection 9.
- the mechanics according to the FIG. 3 is covered by the protective cover 13.
- the application head 8 made of PTFE is lowered onto a closure pin 23, which is fastened to a machine component 22.
- the closure pin 23 pierces the suction belt 19 and is mounted on a spring, so that tolerances of the robot can be compensated thereby.
- the upper free end of the closure pin 23 is shaped so that it closes the nozzle opening 20 accurately.
- a feed of the high-pressure water-jet-reinforced polymer pulp web 19 or suction belt 19 takes place and a test application is carried out on a test strip.
- the trial order can be collected densitometrically or via a scanner. This ensures that the subsequent application of liquid, in particular primer, will be successful.
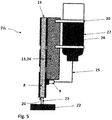
- FIG. 5 shows a further embodiment of the application system PA according to the invention in side view and parking position 24.
- the applicator PA according to the invention corresponds in its features to the application system PA of Figure 4 according to the invention, except that the primer reservoir 27 is attached to the protective cover 13 by means of brackets 30.
- the primer reservoir 27 is also here via a flexible supply line 25 for the primer 26 fluidly connected to the terminal 09.
- the primer 26 is conveyed from the reservoir 27 via the supply line 25 by gravity to the primer liquid port 09.
Landscapes
- Coating Apparatus (AREA)
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
Claims (11)
- Système automatisé pour l'application d'apprêt (PA) pour la production de pièces rapportées pour moyens de locomotion, comprenant au moins une bobine émettrice (2), une bobine réceptrice (3), une tête d'application (8) avec une ouverture de buse (20) et un non-tissé hydro-enchevêtré à haute pression en polymère-cellulose (19), où- le non-tissé hydro-enchevêtré à haute pression en polymère-cellulose (19) est guidé depuis la bobine émettrice (2) par la tête de commande (8) à la bobine réceptrice (3);- le non-tissé en polymère-cellulose (19) hydro-enchevêtré à haute pression est disposé avant l'ouverture de buse (20) et un liquide d'apprêt (26) peut être amené par l'ouverture de buse (20) et de cette façon le liquide d'apprêt (26) peut être appliqué par l'intermédiaire du non-tissé en polymère-cellulose (19) sur une surface d'une pièce rapportée.
- Système automatisé pour l'application d'apprêt (PA) selon la revendication 1, où le polymère est un polyester.
- Système automatisé pour l'application d'apprêt (PA selon la revendication 1 ou 2, où le polyester est le polyéthylène téréphtalate (PET).
- Système automatisé pour l'application d'apprêt (PA) selon l'une des revendications 1 à 3, où, se référant au non-tissé de polymère-cellulose, les non-tissés en polymère-cellulose (19) hydro-enchevêtré à haute pression contiennent respectivement de 40% à 60% en poids de polyester et de 60% à 40% en poids de non-tissé de cellulose.
- Système automatisé pour l'application d'apprêt (PA) selon l'une des revendications 1 à 4 comprenant au moins une plaque de support (01) et un rouleau de guidage (21), où- la bobine émettrice (02) pour le non-tissé en polymère-cellulose (19) hydro-enchevêtré à haute pression propre est disposée de manière pivotante sur la plaque de support (01) à l'aide d'un premier connecteur (10, 11),- la bobine réceptrice (03) pour le non-tissé en polymère-cellulose (19) hydro-enchevêtré à haute pression (19) consommé est disposée de manière pivotante sur la plaque de support (01) à l'aide d'un deuxième connecteur (12) et- le rouleau de guidage (21) est associée à la bobine émettrice (02) pivotante à partir de laquelle le non-tissé en polymère-cellulose (19) hydro-enchevêtré à haute pression propre est dirigé vers l'ouverture de buse (20) de la tête d'application (08), où il est imbibé du liquide d'apprêt (26), et à partir de là est dirigé vers la bobine réceptrice (03) et y est enroulé.
- Système automatisé pour l'application d'apprêt (PA) selon l'une des revendications 1 à 5, où le non-tissé en polymère-cellulose (19) hydro-enchevêtré à haute pression (19) est dirigé par la bobine de réception (3), la bobine émettrice (2), la tête de commande (8) avec l'ouverture de buse (20) et entre 1 et 3 rouleaux de guidage, de préférence de 1 à 2 rouleaux de guidage (21), de manière particulièrement préférée 1 seul rouleau de guidage (21).
- Système automatisé pour l'application d'apprêt (PA) selon l'une des revendications 1 à 6, où la tête de commande (08) comprend un raccord (09) pour le liquide d'apprêt (26), qui est délivré par une conduite d'alimentation (25) à partir d'un réservoir de stockage d'apprêt (27), ainsi que d'une tige d'obturation (23) pour la fermeture de l'ouverture de buse (20) dès que le système pour l'application d'apprêt (PA) atteint une position de repos (24).
- Système automatisé pour l'application d'apprêt (PA) selon l'une des revendications 5 à 7, où un mécanisme est disposé à l'arrière de la plaque de support (01) qui fixe la cadence d'avance du non-tissé en polymère-cellulose (19) hydro-enchevêtré à haute pression (19) et qui comprend les composants suivants fonctionnellement associés entre eux:- un levier de synchronisation (04),- un axe du levier (18),- un premier ressort (14) qui exerce une force variable sur le levier de synchronisation (04),- une roue de verrouillage (06) associée à la deuxième bobine de réception (03),- un levier à cliquet (07) qui est couplé par un deuxième ressort (15) à- une barre de verrouillage (05), ainsi que- un capot de protection (13) pour la mécanique.
- Procédure pour l'application contrôlée de liquides d'apprêt sur les surfaces des pièces rapportées pour moyens de locomotion à l'aide d'un système automatisé pour l'application d'apprêt (PA) selon l'une des revendications 1 à 8, où la procédure comprend au moins les étapes suivantes :- fourniture d'une pièce rapportée,- pose de la tête de commande (8) avec le non-tissé en polymère-cellulose (19) hydro-enchevêtré à haute pression imbibé sur la surface de la pièce rapportée,- déplacement de la surface de la pièce rapportée ou la de tête de commande (8) le long des contours à couvrir de fluide d'apprêt (26) et- détachement du contact entre la tête de commande (8) avec le non-tissé en polymère-cellulose (19) hydro-enchevêtré à haute pression et la surface de la pièce rapportée, où le liquide d'apprêt (26) est délivré par l'orifice de buse (20) dans la tête de commande (8).
- Procédure selon la revendication 9, où- après détachement du contact entre la tête de commande (8) et la surface de la pièce rapportée le non-tissé en polymère-cellulose (19) hydro-enchevêtré à haute pression est cadencé à la position suivante et ainsi du non-tissé en polymère-cellulose (19) est disposé devant l'ouverture de buse (20)
et- le système de commande d'apprêt automatisé (PA) est placé dans une position de repos dans laquelle l'ouverture de buse (20) est fermée avec une tige d'obturation (23). - Procédure selon l'une des revendications 9 ou 10, où les surfaces des pièces rapportées sont des surfaces en verre, en céramique ou en plastique.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL16775240T PL3359304T3 (pl) | 2015-10-07 | 2016-09-29 | Zautomatyzowany system nanoszenia podkładu |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP15188780 | 2015-10-07 | ||
| PCT/EP2016/073356 WO2017060162A1 (fr) | 2015-10-07 | 2016-09-29 | Système automatisé d'application de couche d'apprêt |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3359304A1 EP3359304A1 (fr) | 2018-08-15 |
| EP3359304B1 true EP3359304B1 (fr) | 2019-08-14 |
Family
ID=54337107
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP16775240.1A Active EP3359304B1 (fr) | 2015-10-07 | 2016-09-29 | Systeme d'application de primaire automatise |
Country Status (13)
| Country | Link |
|---|---|
| US (1) | US20180243782A1 (fr) |
| EP (1) | EP3359304B1 (fr) |
| JP (1) | JP6625739B2 (fr) |
| KR (1) | KR102099027B1 (fr) |
| CN (1) | CN106999975B (fr) |
| BR (1) | BR112018004621B1 (fr) |
| CA (1) | CA2997948C (fr) |
| ES (1) | ES2755408T3 (fr) |
| MX (1) | MX382715B (fr) |
| PL (1) | PL3359304T3 (fr) |
| PT (1) | PT3359304T (fr) |
| RU (1) | RU2687421C1 (fr) |
| WO (1) | WO2017060162A1 (fr) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111002918A (zh) * | 2018-10-07 | 2020-04-14 | 聂艺泽 | 一种自发光、反光车标及制作方法 |
| TWI761768B (zh) * | 2020-02-19 | 2022-04-21 | 陽程科技股份有限公司 | 可利用放捲無塵布控制塗佈頭塗層厚度之塗佈機 |
| CN112827750B (zh) * | 2020-12-31 | 2021-11-23 | 江苏智配新材料科技有限公司 | 一种套线表层涂饰材料的加工系统 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3837995A (en) | 1972-04-24 | 1974-09-24 | Kimberly Clark Co | Autogenously bonded composite web |
| FR2229797B1 (fr) * | 1973-05-18 | 1976-05-28 | Rhone Poulenc Textile | |
| DE3317124A1 (de) * | 1983-05-07 | 1984-11-08 | Teroson Gmbh, 6900 Heidelberg | Vorrichtung zum auftragen von fluessigkeiten mit unterschiedlicher konsistenz |
| US4627427A (en) | 1984-10-17 | 1986-12-09 | Minnesota Mining And Manufacturing Company | Universal medical cover sheet and process for draping |
| US4635628A (en) | 1985-09-11 | 1987-01-13 | Tecnol, Inc. | Surgical face mask with improved moisture barrier |
| JP3071114B2 (ja) * | 1993-12-15 | 2000-07-31 | 日新製鋼株式会社 | 連続焼鈍炉,連続塗装設備等の区画出入口のシール装置 |
| JPH11226465A (ja) * | 1998-02-12 | 1999-08-24 | Konica Corp | 塗布方法及び塗布装置 |
| AU8006200A (en) * | 1999-10-08 | 2001-04-23 | Procter & Gamble Company, The | Applicator having a temperature changing element for distributing a product ontoa target surface |
| JP3878440B2 (ja) * | 2001-06-29 | 2007-02-07 | 大日本スクリーン製造株式会社 | 基板塗布装置 |
| US6695917B2 (en) * | 2001-11-14 | 2004-02-24 | Nordson Corporation | Flow through felt dispenser |
| EP1410900A1 (fr) * | 2002-10-17 | 2004-04-21 | Reifenhäuser GmbH & Co. Maschinenfabrik | Procédé de fabrication d'une bande stratifiée |
| KR100592984B1 (ko) * | 2004-06-10 | 2006-06-26 | 주식회사 온지구 | 글래스판넬의 프라이머 자동 도포장치 |
| FI123827B (fi) * | 2005-02-25 | 2013-11-15 | Stora Enso Oyj | Pohjustamis- ja päällystysmenetelmä |
| EP1871532B1 (fr) * | 2005-04-19 | 2013-03-27 | PGI Polymer, Inc. | Appareil et procede de realisation de substrats de nanofibres uniformes |
| JP2010138210A (ja) * | 2008-12-09 | 2010-06-24 | Soft99 Corporation | ガラス用撥水処理組成物及びガラス用撥水処理剤 |
| JP5872239B2 (ja) * | 2011-10-13 | 2016-03-01 | オーウェル株式会社 | 塗布装置を用いた塗布方法 |
-
2016
- 2016-09-29 MX MX2018004105A patent/MX382715B/es unknown
- 2016-09-29 ES ES16775240T patent/ES2755408T3/es active Active
- 2016-09-29 US US15/741,229 patent/US20180243782A1/en not_active Abandoned
- 2016-09-29 CA CA2997948A patent/CA2997948C/fr not_active Expired - Fee Related
- 2016-09-29 WO PCT/EP2016/073356 patent/WO2017060162A1/fr not_active Ceased
- 2016-09-29 KR KR1020187009301A patent/KR102099027B1/ko active Active
- 2016-09-29 EP EP16775240.1A patent/EP3359304B1/fr active Active
- 2016-09-29 RU RU2018112369A patent/RU2687421C1/ru active
- 2016-09-29 JP JP2018518499A patent/JP6625739B2/ja active Active
- 2016-09-29 BR BR112018004621-3A patent/BR112018004621B1/pt not_active IP Right Cessation
- 2016-09-29 CN CN201680002169.8A patent/CN106999975B/zh active Active
- 2016-09-29 PL PL16775240T patent/PL3359304T3/pl unknown
- 2016-09-29 PT PT167752401T patent/PT3359304T/pt unknown
Non-Patent Citations (1)
| Title |
|---|
| None * |
Also Published As
| Publication number | Publication date |
|---|---|
| RU2687421C1 (ru) | 2019-05-13 |
| PL3359304T3 (pl) | 2020-02-28 |
| PT3359304T (pt) | 2019-11-21 |
| MX382715B (es) | 2025-03-13 |
| BR112018004621A2 (pt) | 2018-09-25 |
| BR112018004621B1 (pt) | 2021-11-30 |
| CA2997948C (fr) | 2020-02-25 |
| ES2755408T3 (es) | 2020-04-22 |
| MX2018004105A (es) | 2018-05-17 |
| JP6625739B2 (ja) | 2019-12-25 |
| CN106999975A (zh) | 2017-08-01 |
| KR20180048976A (ko) | 2018-05-10 |
| EP3359304A1 (fr) | 2018-08-15 |
| US20180243782A1 (en) | 2018-08-30 |
| CN106999975B (zh) | 2020-12-25 |
| CA2997948A1 (fr) | 2017-04-13 |
| KR102099027B1 (ko) | 2020-04-08 |
| JP2018531782A (ja) | 2018-11-01 |
| WO2017060162A1 (fr) | 2017-04-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE4019744C2 (de) | Vorrichtung zum Reparieren von Bauteilen aus Kunststoff, insbesondere aus Faserverbundwerkstoffen | |
| DE69410930T2 (de) | Verfahren und Vorrichtung zum Aufbringen von Haftgrundmaterialien auf Glaselementen von Kraftfahrzeugen | |
| DE69902664T2 (de) | Vorrichtung und verfahren zum auftragen von leim | |
| DE102010033581A1 (de) | Verfahren und Vorrichtung zur Herstellung einer Sandwichplatte sowie Mittellage für eine Sandwichplatte | |
| EP3359304B1 (fr) | Systeme d'application de primaire automatise | |
| DE2142345C2 (de) | Verfahren zur Herstellung einer Windel u. dgl. | |
| DE102010061912A1 (de) | Vorrichtung zum selbsttätigen Auftragen von Klebstoff | |
| WO2008028970A1 (fr) | Dispositif pour la distribution de matière visqueuse ou pâteuse | |
| DE102008019234B4 (de) | Vorrichtung zum Aufbringen von Klebemittel auf Polsterkörpern | |
| DE102019110567A1 (de) | Haftmittelauftragseinrichtung | |
| WO2010128019A1 (fr) | Dispositif comprenant plusieurs buses à air sec et procédé pour émettre un adhésif | |
| DE102010047924C5 (de) | Verfahren zum Erzeugen einer durch eine aushärtende Flüssigkeit gebildeten Oberfläche | |
| DE3803636A1 (de) | Verfahren und anordnung zum aufkleben von weichstoffauflagen auf raeumlich gekruemmte blechbauteile | |
| DE102005037671B3 (de) | Verfahren zur Herstellung einer Flächenware aus Fasermaterial, insbesondere Vliesstoff | |
| DE19737065C2 (de) | Verfahren, Vorrichtung und eine pastöse Masse zum Aufbringen eines Abdeckstreifens | |
| DE3721236A1 (de) | Verfahren zur herstellung eines diagnostischen testtraegers und entsprechender testtraeger | |
| DE4215317C2 (de) | Vorrichtung zum Beschichten einer Oberfläche einer Glasscheibe | |
| EP1225108B1 (fr) | Méthode de préservation de surfaces | |
| DE102021210437A1 (de) | System für die Applikation einer Lackfolie und Verfahren | |
| EP1800814A1 (fr) | Dispositif et procédé pour coller une bande au bord d'une plaque | |
| EP0236516B1 (fr) | Procédé de fabrication d'un objet moulé à partir d'un mat de fibres renforcé par une matière plastique et d'un matériau de revêtement doublant le mat de fibres | |
| DE102016100602A1 (de) | Vorrichtung und Verfahren zum kontinuierlichen Aufbringen einer Folie auf ein profilförmiges Werkstück | |
| DE102018208106A1 (de) | Vorrichtung und Verfahren zum Aufbringen einer Versteifungseinrichtung auf ein Bauteil | |
| DE19705381A1 (de) | Einrichtung und Verfahren zum elektrostatischen Pulverbeschichten von Werkstücken | |
| EP3999248B1 (fr) | Méthode et dispositif de peinture |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE INTERNATIONAL PUBLICATION HAS BEEN MADE |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20180305 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| DAV | Request for validation of the european patent (deleted) | ||
| DAX | Request for extension of the european patent (deleted) | ||
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20190301 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: AT Ref legal event code: REF Ref document number: 1166401 Country of ref document: AT Kind code of ref document: T Effective date: 20190815 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502016006127 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: RO Ref legal event code: EPE |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: SC4A Ref document number: 3359304 Country of ref document: PT Date of ref document: 20191121 Kind code of ref document: T Free format text: AVAILABILITY OF NATIONAL TRANSLATION Effective date: 20191112 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: FP |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190814 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191114 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190814 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191114 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190814 |
|
| REG | Reference to a national code |
Ref country code: SK Ref legal event code: T3 Ref document number: E 32629 Country of ref document: SK |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191214 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190814 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191115 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190814 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190814 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2755408 Country of ref document: ES Kind code of ref document: T3 Effective date: 20200422 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190814 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190814 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190814 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200224 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190814 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502016006127 Country of ref document: DE |
|
| RAP2 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: SAINT-GOBAIN GLASS FRANCE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG2D | Information on lapse in contracting state deleted |
Ref country code: IS |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190930 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190930 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190929 |
|
| 26N | No opposition filed |
Effective date: 20200603 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190814 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190814 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20160929 Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190814 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CZ Payment date: 20210915 Year of fee payment: 6 Ref country code: IT Payment date: 20210811 Year of fee payment: 6 Ref country code: NL Payment date: 20210915 Year of fee payment: 6 Ref country code: LU Payment date: 20210910 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20210817 Year of fee payment: 6 Ref country code: PL Payment date: 20210812 Year of fee payment: 6 Ref country code: TR Payment date: 20210928 Year of fee payment: 6 Ref country code: SK Payment date: 20210813 Year of fee payment: 6 Ref country code: SE Payment date: 20210910 Year of fee payment: 6 Ref country code: RO Payment date: 20210831 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PT Payment date: 20210928 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20211005 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190814 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 1166401 Country of ref document: AT Kind code of ref document: T Effective date: 20210929 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210929 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220929 Ref country code: PT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230329 Ref country code: CZ Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220929 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20221001 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20220930 |
|
| REG | Reference to a national code |
Ref country code: SK Ref legal event code: MM4A Ref document number: E 32629 Country of ref document: SK Effective date: 20220929 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221001 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220929 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220929 Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220929 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20231031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220929 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502016006127 Country of ref document: DE Representative=s name: WITTE, WELLER & PARTNER PATENTANWAELTE MBB, DE Ref country code: DE Ref legal event code: R081 Ref document number: 502016006127 Country of ref document: DE Owner name: FREEGLASS GMBH & CO. KG, DE Free format text: FORMER OWNER: SAINT-GOBAIN GLASS FRANCE, COURBEVOIE, FR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: 732E Free format text: REGISTERED BETWEEN 20250403 AND 20250409 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20250924 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20250919 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20250922 Year of fee payment: 10 |