EP3431201A2 - Produit de bande mince coulée laminée à chaud et son procédé de production - Google Patents
Produit de bande mince coulée laminée à chaud et son procédé de production Download PDFInfo
- Publication number
- EP3431201A2 EP3431201A2 EP18190655.3A EP18190655A EP3431201A2 EP 3431201 A2 EP3431201 A2 EP 3431201A2 EP 18190655 A EP18190655 A EP 18190655A EP 3431201 A2 EP3431201 A2 EP 3431201A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- steel strip
- hot rolled
- rolled steel
- less
- composition
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/06—Continuous casting of metals, i.e. casting in indefinite lengths into moulds with travelling walls, e.g. with rolls, plates, belts, caterpillars
- B22D11/0622—Continuous casting of metals, i.e. casting in indefinite lengths into moulds with travelling walls, e.g. with rolls, plates, belts, caterpillars formed by two casting wheels
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/021—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips involving particular fabrication steps or treatments of ingots or slabs
- C21D8/0215—Rapid solidification; Thin strip casting
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/002—Bainite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/005—Ferrite
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12771—Transition metal-base component
- Y10T428/12785—Group IIB metal-base component
- Y10T428/12792—Zn-base component
- Y10T428/12799—Next to Fe-base component [e.g., galvanized]
Definitions
- molten metal is introduced between a pair of counter-rotated, internally cooled casting rolls so that metal shells solidify on the moving roll surfaces, and are brought together at the nip between them to produce a solidified strip product, delivered downwardly from the nip between the casting rolls.
- nip is used herein to refer to the general region at which the casting rolls are closest together.
- the molten metal is poured from a ladle through a metal delivery system comprising a tundish and a core nozzle located above the nip to form a casting pool of molten metal, supported on the casting surfaces of the rolls above the nip and extending along the length of the nip.
- This casting pool is usually confined between refractory side plates or dams held in sliding engagement with the end surfaces of the rolls so as to dam the two ends of the casting pool against outflow.
- the cast strip is typically directed to a hot rolling mill where the strip is hot reduced by 10% or more.
- plain low carbon steels have been continuously cast on a twin roll caster, including plain carbon-manganese steel.
- the physical properties of these plain carbon-manganese steels typically were affected by increasing hot rolling reduction. For example, yield strength and tensile strength decreased with increasing amount of hot rolling, while total elongation typically increased with increasing amount of hot rolling.
- the steel compositions had to be tailored for the amount of hot rolling reduction that was applied to provide desired mechanical properties. This resulted in inefficiency and operational problems as melt shops had to provide different molten compositions for different hot rolled strip thickness to provide desired hot rolled steel properties.
- the steel compositions may have included copper from scrap products incorporated into the molten steel.
- copper levels over about 0.2 weight % were generally avoided because of concerns over "hot shortness" during hot rolling reduction, which causes cracks or extremely roughened surfaces on the strip, sometimes referred to as "checking".
- copper levels were higher than 0.2% (such as in steels with improved atmospheric weathering resistance)
- expensive additions such as nickel had to be added to reduce the risk of hot shortness.
- Scrap with less than 0.15% copper is generally useful in electric arc furnaces for certain commercial methods of making steel, adding considerably to the cost of the steel sheet produced.
- Scrap grades with copper content up to 0.5% have been useful in bar mills serviced by electric arc furnaces, or in other processes at considerable expense by mixing with scrap of lower copper content to reduce the overall copper content of the scrap to less than 0.15%.
- the step of hot rolling may be such that mechanical properties at 15% and 35% reduction are within 10% for yield strength, tensile strength and total elongation.
- the mechanical properties are within 10% throughout the range from 15% to 35% reduction for yield strength, tensile strength and total elongation.
- the mechanical properties may be within 10% throughout the range from 10% to 35% reduction for yield strength, tensile strength and total elongation.
- the molten steel composition may have a free oxygen content between 30 and 60 ppm.
- the total oxygen content of the molten metal for the hot rolled steel strip may be between 70 ppm and 150 ppm.
- the molten steel may have a composition such that the manganese content of the composition of the hot rolled steel strip is between 0.9 and 1.3% by weight.
- the molten steel may have a composition such that the composition of the hot rolled steel strip may have in addition between 0.01% and 0.20% niobium by weight.
- the composition of molten steel may have a composition such that the composition of the hot rolled steel strip further comprises at least one element selected from the group consisting of molybdenum between about 0.05% and about 0.50%, vanadium between about 0.01% and about 0.20%, and a mixture thereof by weight.
- a hot rolled steel strip may additionally be provided with a coating of zinc or a zinc alloy or aluminum.
- the hot rolled steel strip may also have a yield strength of at least 440 MPa after hot rolling reductions of at least 35%.
- thermoforming a hot rolled steel strip and method of making the same comprising the steps of:
- the step of hot rolling may be such that mechanical properties at 15% and 35% reduction are within 10% for yield strength, tensile strength and total elongation.
- the mechanical properties are within 10% throughout the range from 15% to 35% reduction for yield strength, tensile strength and total elongation.
- the mechanical properties may be within 10% throughout the range from 10% to 35% reduction for yield strength, tensile strength and total elongation.
- the molten steel may have a free oxygen content between 30 and 60 ppm.
- the total oxygen content of the molten metal for the hot rolled steel strip may be between 70 and 150 ppm.
- the nickel content may be less than 0.1% by weight.
- the molten steel may have a composition such that the composition of the hot rolled steel strip has a copper content between 0.2 and 0.5% or between 0.3 and 0.4% by weight.
- the molten steel may in addition have a composition such that the composition of the hot rolled steel strip has additionally a chromium content between 0.4 and 0.75% or between 0.4 and 0.5% by weight.
- FIG. 1 illustrates successive parts of a strip caster for continuously casting steel strip.
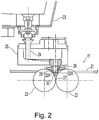
- FIGS. 1 and 2 illustrate a twin roll caster 11 that continuously produces a cast steel strip 12, which passes in a transit path 10 across a guide table 13 to a pinch roll stand 14 having pinch rolls 14A.
- the strip passes into a hot rolling mill 16 having a pair of reduction rolls 16A and backing rolls 16B where the cast strip is hot rolled to reduce a desired thickness.
- the hot rolled strip passes onto a run-out table 17 where the strip may be cooled by convection and contact with water supplied via water jets 18 (or other suitable means) and by radiation.
- the rolled and cooled strip then passes through a pinch roll stand 20 comprising a pair of pinch rolls 20A and then to a coiler 19. Final cooling of the cast strip takes place after coiling.
- twin roll caster 11 comprises a main machine frame 21, which supports a pair of laterally positioned casting rolls 22 having casting surfaces 22A.
- Molten metal is supplied during a casting operation from a ladle (not shown) to a tundish 23, through a refractory shroud 24 to a distributor or moveable tundish 25, and then from the distributor 25 through a metal delivery nozzle 26 between the casting rolls 22 above the nip 27.
- the molten metal delivered between the casting rolls 22 forms a casting pool 30 above the nip.
- the casting pool 30 is restrained at the ends of the casting rolls by a pair of side closure dams or plates 28, which are pushed against the ends of the casting rolls by a pair of thrusters (not shown) including hydraulic cylinder units (not shown) connected to the side plate holders.
- the upper surface of casting pool 30 (generally referred to as the "meniscus" level) usually rises above the lower end of the delivery nozzle 26 so that the lower end of the delivery nozzle is immersed within the casting pool 30.
- Casting rolls 22 are internally water cooled so that shells solidify on the moving roller surfaces as they pass through the casting pool, and are brought together at the nip 27 between them to produce the cast strip 12, which is delivered downwardly from the nip between the casting rolls.
- the twin roll caster may be of the kind that is illustrated and described in some detail in U.S. Patent. Nos. 5,184,668 and 5,277,243 or U.S. Patent. No. 5,488,988 , or U.S. Patent Application 12/050,987 .
- the steel composition of the present invention By employing rapid solidification rates with control of certain parameters in twin roll strip casting, the steel composition of the present invention generates liquid deoxidation products of MnO and SiO 2 in a fine and uniform distribution of globular inclusions.
- the MnO-SiO 2 inclusions present are also not significantly elongated by the in-line hot rolling process, due to limited hot reduction.
- the inclusion/particle populations are tailored to stimulate nucleation of acicular ferrite.
- the MnO-SiO 2 inclusions may be about 10 ⁇ m down to very fine particles of less than 0.1 ⁇ m, and a majority being between about 0.5 ⁇ m and 5 ⁇ m.
- the larger 0.5-10 ⁇ m size non-metallic inclusions are provided for nucleating acicular ferrite, and may include a mixture of inclusions, for example including MnS, and CuS.
- the austenite grain size is significantly larger than the austenite grain size produced in conventional hot rolled strip steel.
- the coarse austenite grain size in conjunction with the population of tailored inclusion/particles, assists with the nucleation of acicular ferrite and bainite.
- the in-line hot rolling mill 16 is typically used for reductions of 10 to 50%.
- the cooling may include water cooling section and air mist cooling to control cooling rates of austenite transformation to achieve desired microstructure and material properties at a temperature between 300 and 700°C.
- the coiling temperature may be between about 450 and 550°C.
- the resulting microstructure comprises a majority acicular ferrite and bainite.
- the effect of hot reduction on yield strength, tensile strength, and total elongation in the present elevated copper and elevated manganese steels results in a steel properties where the tensile strength, yield strength and total elongation are relatively stable with different levels of hot reduction.
- a coiling temperature below 550°C may be used in conjunction with a high degree of hot rolling to mitigate the hot reduction affect on the mechanical properties.
- Hot reductions larger than about 15% can induce recrystallization of austenite, which reduces the grain size and volume fraction of acicular ferrite and bainite.
- the molten composition of Steels J and L in TABLE 1 had a free oxygen content between 41 and 54 ppm and the compositions of Steel J and L had a greater than 0.01% and less than or equal to 0.15% phosphorus.
- a typical composition for plain carbon-manganese steel such as the Base composition in TABLE 1, includes a manganese content of about 0.60% - 0.90% by weight.
- a steel composition having a substantially elevated manganese content (steel L in TABLE 1) to increase the hardenability of the steel.
- the elevated manganese content provides desired strength levels due to microstructural hardening.
- manganese in solid solution acted to suppress static recrystallization of the deformed austenite after hot rolling mitigating the affect of hot reduction on mechanical properties. This suppression is made possible by the short time scale and minimal hot reduction relative to conventional slab-based production.
- the present elevated manganese steel composition is relatively stable with the degree of hot rolled reduction for hot reductions up to at least 35%.
- the yield strength for 1.28% manganese steel is less influenced by hot rolling reduction than a plain 0.8% carbon-manganese grade. Additionally, the yield strength of the 1.28% manganese was significantly higher than that of the base 0.8% manganese steel, exceeding 440 MPa for hot rolling reductions greater than 35%.
- the steel strip After hot rolling, the steel strip is cooled to a coiling temperature between about 300°C and 700°C to provide a majority of the microstructure comprising bainite and acicular ferrite. Alternatively, the steel strip is cooled to a coiling temperature between about 450°C and 550°C to provide a majority of the microstructure comprising bainite and acicular ferrite.
- the mechanical properties at 15% and 35% reduction are within 10% for yield strength, tensile strength and total elongation of the hot rolled strip. Alternatively, mechanical properties may be within 10% throughout the range from 15% to 35% reduction for yield strength, tensile strength and total elongation of the hot rolled strip.
- the composition may include, by weight, less than 0.25% carbon, between 0.9% and 2.0% manganese, between 0.05 and 0.50% silicon, and less than 0.01% aluminum.
- the manganese content may be between about 1.0% and 1.3% by weight.
- the composition of the elevated manganese steel may include at least one element selected from the group consisting of niobium between about 0.01% and 0.2%, molybdenum between about 0.05% and about 0.50%, vanadium between about 0.01% and about 0.20%, and a mixture thereof.
- the hot rolled steel strip also may be hot dip coated to provide a coating of zinc or a zinc alloy or aluminum.
- the desired microstructural hardening to reduce the effect of the hot rolling reduction on the mechanical properties can be provided by addition of between 0.20 and 0.60% copper and the manganese levels kept the same as the minimum described above or reduced to as low as 0.08%, with less than 0.03% tin and less than 0.20% nickel by weight.
- This elevated copper steel enables use of steel scrap that is higher in copper, such as used in bar mills, to be used in the steel making without hot shortness.
- a number of trial heats were cast having copper levels in the range of 0.2% to 0.4%, and one trial heat of about 0.6% copper was cast without incurring hot shortness while also avoiding special practices or alloy additions.
- the composition with copper may include, by weight, less than 0.25% carbon, between 0.2 and 2.0% manganese, between 0.05 and 0.50% silicon, less than 0.01% aluminum less than 0.03% tin, less than 0.10% nickel, and between 0.20 and 0.60% copper.
- the copper content may be between about 0.2% and 0.5% by weight, and alternatively, may be between about 0.3% and 0.4%.
- the molten steel cast has a free oxygen content between 20 and 75 ppm and the free oxygen content may be between 30 and 60 ppm. Again, the total oxygen levels were between 70 ppm and 150 ppm.
- the hot rolled steel strip may have, in addition, a chromium content between about 0.4% and 0.75% by weight. Alternatively, the chromium content may be between about 0.4% and 0.5%.
- the present steel with elevated copper may provide physical properties similar to plain carbon-manganese steel with low copper content.
- the present steel composition having elevated copper levels can be made in electric arc furnaces with high copper scrap, as discussed above, at a considerable cost savings over low copper scrap.
- the present elevated copper steel is hot dip coated with one or both of a zinc coating or a zinc alloy coating or an aluminum coating, such as a galvanized coating, Galvalume® and Zincalum® coating, aluminized coating or other coating.
- a zinc coating or a zinc alloy coating or an aluminum coating such as a galvanized coating, Galvalume® and Zincalum® coating, aluminized coating or other coating.
- the microstructure of the present hot dipped elevated copper steel was not significantly altered as the strip temperatures remained well below the A c1 temperature of the steel. Consequently, the mechanical properties of uncoated elevated copper steel in the hot rolled condition are similar to the mechanical properties after coating on a continuous hot dip galvanizing line.
- the high copper composition may include at least one element selected from the group consisting of niobium between about 0.01% and 0.2%, molybdenum between about 0.05% and about 0.50%, vanadium between about 0.01% and about 0.20%, and a mixture thereof.
- carbon levels of about 0.20% and greater may also be used for applications where microalloying is not desired. Additionally, higher carbon levels, in the range of 0.30 - 0.50%, may be used in certain applications for material in the thickness range of 1.0 - 1.5 mm. In the past, these elevated carbon steels required multiple annealing and cold rolling steps to achieve this thickness.
- the composition of a 0.19% carbon steel is given in TABLE 1 (steel J) and the mechanical properties are presented in FIG. 4 as a function of the hot rolling reduction applied.
- the strength levels of the present 0.19% carbon steel are higher than current plain low carbon steels.
- the yield strength is over 380 MPa over the full range of hot reductions applied, while being processed with conventional coiling temperatures. This is in contrast to low carbon steels (0.02-0.05% C), where lower coiling temperatures and limited hot reductions are applied to provide yield strengths over 380 MPa.
- FIGS. 5 and 6 Additional samples of the present steel were prepared with manganese between about 0.88% and 1.1% and carbon amount between about 0.02% and 0.04%, shown in FIGS. 5 and 6 . As shown in FIG. 5 , tensile strength, yield strength and total elongation are relatively stable over different levels of manganese amount between 0.88% and 1.1%
- the effect of hot reduction on yield strength, tensile strength, and total elongation in the present steels results in a steel properties where the tensile strength, yield strength and total elongation are relatively stable with different levels of hot reduction, as shown in FIG. 6 .
- the present steel is relatively stable with the degree of hot rolled reduction for reductions up to at least 45%.
- the hot rolled cast strip to provide after cooling at a temperature between 300 and 700°C, alternatively between about 450 and 550°C, a microstructure comprising a majority bainite and acicular ferrite and having properties such that mechanical properties at 10% and 35% reduction are within 10% for yield strength, tensile strength and total elongation.
- mechanical properties are within 10% throughout the range from 10% to 35% reduction for yield strength, tensile strength and total elongation.
- mechanical properties at 15% and 35% reduction are within 10% for yield strength, tensile strength and total elongation.
- mechanical properties are within 10% throughout the range from 15% to 35% reduction for yield strength, tensile strength and total elongation.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Crystallography & Structural Chemistry (AREA)
- Thermal Sciences (AREA)
- Physics & Mathematics (AREA)
- Continuous Casting (AREA)
- Heat Treatment Of Sheet Steel (AREA)
- Metal Rolling (AREA)
- Coating With Molten Metal (AREA)
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US15423309P | 2009-02-20 | 2009-02-20 | |
| PCT/AU2010/000189 WO2010094076A1 (fr) | 2009-02-20 | 2010-02-20 | Produit de coulée en bande mince laminée à chaud et son procédé de production |
| EP10743332.8A EP2398602B1 (fr) | 2009-02-20 | 2010-02-20 | Procédé de production d' un produit de coulée en bande mince laminée à chaud |
Related Parent Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP10743332.8A Division EP2398602B1 (fr) | 2009-02-20 | 2010-02-20 | Procédé de production d' un produit de coulée en bande mince laminée à chaud |
| EP10743332.8A Division-Into EP2398602B1 (fr) | 2009-02-20 | 2010-02-20 | Procédé de production d' un produit de coulée en bande mince laminée à chaud |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3431201A2 true EP3431201A2 (fr) | 2019-01-23 |
| EP3431201A3 EP3431201A3 (fr) | 2019-03-13 |
Family
ID=42631240
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP10743332.8A Active EP2398602B1 (fr) | 2009-02-20 | 2010-02-20 | Procédé de production d' un produit de coulée en bande mince laminée à chaud |
| EP18190655.3A Withdrawn EP3431201A3 (fr) | 2009-02-20 | 2010-02-20 | Produit de bande mince coulée laminée à chaud et son procédé de production |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP10743332.8A Active EP2398602B1 (fr) | 2009-02-20 | 2010-02-20 | Procédé de production d' un produit de coulée en bande mince laminée à chaud |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US20100215981A1 (fr) |
| EP (2) | EP2398602B1 (fr) |
| JP (1) | JP5509222B2 (fr) |
| KR (1) | KR101715086B1 (fr) |
| CN (2) | CN105215299A (fr) |
| AU (2) | AU2010215077B2 (fr) |
| MY (1) | MY173389A (fr) |
| PL (1) | PL2398602T3 (fr) |
| RU (1) | RU2532794C2 (fr) |
| WO (1) | WO2010094076A1 (fr) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023062643A1 (fr) * | 2021-10-13 | 2023-04-20 | Stephen Fernandes | Plans de glissement en métal et résistance mécanique dans des matériaux |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102010010536B4 (de) * | 2010-03-05 | 2017-01-05 | Theodor Stuth | Verfahren zur Herstellung von Nickelband |
| US20140261905A1 (en) * | 2013-03-15 | 2014-09-18 | Castrip, Llc | Method of thin strip casting |
| CN104959561B (zh) * | 2015-07-09 | 2017-12-01 | 东北大学 | 一种提高双辊连铸低碳微合金钢针状铁素体含量的方法 |
| CN112522629B (zh) * | 2019-09-19 | 2022-06-24 | 宝山钢铁股份有限公司 | 一种Nb微合金化高强高扩孔钢及其生产方法 |
| CN112522588B (zh) * | 2019-09-19 | 2022-06-28 | 宝山钢铁股份有限公司 | 一种薄带连铸生产高强薄规格花纹钢板/带的方法 |
| CN115478203A (zh) * | 2022-09-27 | 2022-12-16 | 张家港中美超薄带科技有限公司 | 一种基于薄带铸轧生产热轧薄带钢的方法及超高强零件 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5098708A (en) | 1990-06-14 | 1992-03-24 | Bristol-Myers Squibb Company | Antiviral antibiotic BU-3889V |
| US5184668A (en) | 1990-04-04 | 1993-02-09 | Ishikawajima-Harima Heavy Industries Company Limited | Strip casting |
| US5488988A (en) | 1993-05-27 | 1996-02-06 | Ishikawajima-Harima Heavy Industries Company Limited | Casting metal strip |
Family Cites Families (41)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BE874289A (fr) * | 1979-02-19 | 1979-06-18 | Centre Rech Metallurgique | Procede pour obtenir un acier de qualite amelioree |
| BE875003A (fr) * | 1979-03-21 | 1979-07-16 | Centre Rech Metallurgique | Procede d'obtention d'un acier de qualite amelioree |
| JPS579831A (en) * | 1980-05-21 | 1982-01-19 | British Steel Corp | Steel production |
| US4534805A (en) * | 1983-03-17 | 1985-08-13 | Armco Inc. | Low alloy steel plate and process for production thereof |
| JPH0621334B2 (ja) * | 1986-05-06 | 1994-03-23 | 川崎製鉄株式会社 | 深絞り性の優れた高強度合金化溶融亜鉛めつき鋼板およびその製造方法 |
| JPH0826411B2 (ja) * | 1991-12-25 | 1996-03-13 | 株式会社神戸製鋼所 | 深絞り性に優れた高強度冷延鋼板の製造方法 |
| JP2760713B2 (ja) * | 1992-09-24 | 1998-06-04 | 新日本製鐵株式会社 | 耐火性及び靱性の優れた制御圧延形鋼の製造方法 |
| KR0139370B1 (ko) * | 1993-02-26 | 1998-07-15 | 미노루 다나까 | 구리 및 주석을 다량 함유하는 보통 탄소강 박주편 및 박강판과 그의 제조방법 |
| KR0142274B1 (ko) * | 1993-04-26 | 1998-07-15 | 미노루 다나까 | 신장-플랜지성이 우수한 박강판 및 그의 제조방법 |
| KR100187553B1 (ko) * | 1994-03-25 | 1999-06-01 | 다나카 미노루 | 박판주조스트립의 제조방법 |
| CA2164343C (fr) * | 1994-04-04 | 2002-01-01 | Yoshikazu Matsumura | Procede de coulee en continu a double rouleaux et dispositif afferent |
| US5651412A (en) * | 1995-10-06 | 1997-07-29 | Armco Inc. | Strip casting with fluxing agent applied to casting roll |
| AUPN733095A0 (en) * | 1995-12-22 | 1996-01-25 | Bhp Steel (Jla) Pty Limited | Twin roll continuous caster |
| JP3262993B2 (ja) * | 1996-09-18 | 2002-03-04 | 株式会社神戸製鋼所 | 耐穴あき腐食性に優れた熱延鋼板及びその製造方法 |
| IT1290743B1 (it) * | 1997-04-10 | 1998-12-10 | Danieli Off Mecc | Procedimento di laminazione per prodotti piani con spessori sottili e relativa linea di laminazione |
| IT1291931B1 (it) * | 1997-06-19 | 1999-01-21 | Voest Alpine Ind Anlagen | Procedimento per la produzione di nastri grezzi di colaggio in acciaio a basso contenuto di carbonio e nastri cosi' ottenibili |
| TW396253B (en) * | 1997-06-20 | 2000-07-01 | Exxon Production Research Co | Improved system for processing, storing, and transporting liquefied natural gas |
| WO2001062997A1 (fr) * | 2000-02-23 | 2001-08-30 | Kawasaki Steel Corporation | Feuille d'acier resistant a une traction elevee, laminee a chaud et dotee d'excellentes proprietes de resistance au durcissement, au vieillissement et a la deformation et procede de fabrication associe |
| US6676774B2 (en) * | 2000-04-07 | 2004-01-13 | Jfe Steel Corporation | Hot rolled steel plate and cold rolled steel plate being excellent in strain aging hardening characteristics |
| JP4542247B2 (ja) * | 2000-08-08 | 2010-09-08 | キャストリップ・リミテッド・ライアビリティ・カンパニー | ストリップ連続鋳造装置及びその使用方法 |
| DE10042078A1 (de) * | 2000-08-26 | 2002-03-07 | Sms Demag Ag | Verfahren und Vorrichtung zum kontinuierlichen Gießen von Stahlband aus Stahlschmelze |
| EP1326725B1 (fr) * | 2000-09-29 | 2009-08-05 | Nucor Corporation | Production de bandes d'acier fines |
| US7117925B2 (en) * | 2000-09-29 | 2006-10-10 | Nucor Corporation | Production of thin steel strip |
| US7591917B2 (en) * | 2000-10-02 | 2009-09-22 | Nucor Corporation | Method of producing steel strip |
| US7048033B2 (en) * | 2001-09-14 | 2006-05-23 | Nucor Corporation | Casting steel strip |
| US7485196B2 (en) * | 2001-09-14 | 2009-02-03 | Nucor Corporation | Steel product with a high austenite grain coarsening temperature |
| MY134786A (en) * | 2001-09-14 | 2007-12-31 | Nucor Corp | Casting steel strip |
| AT410767B (de) * | 2001-10-24 | 2003-07-25 | Voest Alpine Ind Anlagen | Verfahren und vorrichtung zur kontinuierlichen herstellung eines gewalzten metallbandes aus einermetallschmelze |
| DE10153234A1 (de) * | 2001-10-31 | 2003-05-22 | Thyssenkrupp Stahl Ag | Für die Herstellung von nichtkornorientiertem Elektroblech bestimmtes, warmgewalztes Stahlband und Verfahren zu seiner Herstellung |
| FR2834722B1 (fr) * | 2002-01-14 | 2004-12-24 | Usinor | Procede de fabrication d'un produit siderurgique en acier au carbone riche en cuivre, et produit siderurgique ainsi obtenu |
| US20040144518A1 (en) * | 2003-01-24 | 2004-07-29 | Blejde Walter N. | Casting steel strip with low surface roughness and low porosity |
| JP4320198B2 (ja) * | 2003-03-28 | 2009-08-26 | 日新製鋼株式会社 | 衝撃特性と形状凍結性に優れた高強度冷延鋼板の製造方法 |
| US20080264525A1 (en) * | 2004-03-22 | 2008-10-30 | Nucor Corporation | High copper low alloy steel sheet |
| US20050205169A1 (en) * | 2004-03-22 | 2005-09-22 | Alwin Mary E | High copper low alloy steel sheet |
| US20050205170A1 (en) * | 2004-03-22 | 2005-09-22 | Mary Alwin | High copper low alloy steel sheet |
| US9149868B2 (en) * | 2005-10-20 | 2015-10-06 | Nucor Corporation | Thin cast strip product with microalloy additions, and method for making the same |
| US20070199627A1 (en) * | 2006-02-27 | 2007-08-30 | Blejde Walter N | Low surface roughness cast strip and method and apparatus for making the same |
| JP4653039B2 (ja) * | 2006-08-21 | 2011-03-16 | 株式会社神戸製鋼所 | 高張力厚鋼板およびその製造方法 |
| KR100851189B1 (ko) * | 2006-11-02 | 2008-08-08 | 주식회사 포스코 | 저온인성이 우수한 초고강도 라인파이프용 강판 및 그제조방법 |
| MY157870A (en) * | 2007-05-06 | 2016-07-29 | Bluescope Steel Ltd | A thin cast strip product with microalloy additions, and method for making the same |
| US7975754B2 (en) * | 2007-08-13 | 2011-07-12 | Nucor Corporation | Thin cast steel strip with reduced microcracking |
-
2010
- 2010-02-19 US US12/708,635 patent/US20100215981A1/en not_active Abandoned
- 2010-02-20 RU RU2011138463/02A patent/RU2532794C2/ru not_active IP Right Cessation
- 2010-02-20 EP EP10743332.8A patent/EP2398602B1/fr active Active
- 2010-02-20 MY MYPI2011700114A patent/MY173389A/en unknown
- 2010-02-20 AU AU2010215077A patent/AU2010215077B2/en not_active Ceased
- 2010-02-20 CN CN201510522890.7A patent/CN105215299A/zh active Pending
- 2010-02-20 KR KR1020117018562A patent/KR101715086B1/ko not_active Expired - Fee Related
- 2010-02-20 WO PCT/AU2010/000189 patent/WO2010094076A1/fr not_active Ceased
- 2010-02-20 JP JP2011550383A patent/JP5509222B2/ja active Active
- 2010-02-20 PL PL10743332T patent/PL2398602T3/pl unknown
- 2010-02-20 CN CN201080008606.XA patent/CN102325608B/zh active Active
- 2010-02-20 EP EP18190655.3A patent/EP3431201A3/fr not_active Withdrawn
-
2017
- 2017-05-05 AU AU2017202997A patent/AU2017202997B2/en not_active Ceased
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5184668A (en) | 1990-04-04 | 1993-02-09 | Ishikawajima-Harima Heavy Industries Company Limited | Strip casting |
| US5277243A (en) | 1990-04-04 | 1994-01-11 | Ishikawajima-Harima Heavy Industries Company Limited | Strip casting |
| US5098708A (en) | 1990-06-14 | 1992-03-24 | Bristol-Myers Squibb Company | Antiviral antibiotic BU-3889V |
| US5488988A (en) | 1993-05-27 | 1996-02-06 | Ishikawajima-Harima Heavy Industries Company Limited | Casting metal strip |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023062643A1 (fr) * | 2021-10-13 | 2023-04-20 | Stephen Fernandes | Plans de glissement en métal et résistance mécanique dans des matériaux |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5509222B2 (ja) | 2014-06-04 |
| EP3431201A3 (fr) | 2019-03-13 |
| AU2017202997B2 (en) | 2019-01-17 |
| KR101715086B1 (ko) | 2017-03-10 |
| EP2398602A4 (fr) | 2014-09-24 |
| WO2010094076A1 (fr) | 2010-08-26 |
| AU2010215077A1 (en) | 2011-07-28 |
| EP2398602A1 (fr) | 2011-12-28 |
| PL2398602T3 (pl) | 2019-04-30 |
| MY173389A (en) | 2020-01-22 |
| EP2398602B1 (fr) | 2018-10-31 |
| CN102325608B (zh) | 2015-11-25 |
| RU2011138463A (ru) | 2013-03-27 |
| CN102325608A (zh) | 2012-01-18 |
| US20100215981A1 (en) | 2010-08-26 |
| JP2012518539A (ja) | 2012-08-16 |
| CN105215299A (zh) | 2016-01-06 |
| AU2010215077B2 (en) | 2017-05-25 |
| AU2017202997A1 (en) | 2017-06-01 |
| KR20110117142A (ko) | 2011-10-26 |
| RU2532794C2 (ru) | 2014-11-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| AU2017202997B2 (en) | A Hot Rolled Thin Cast Strip Product And Method For Making The Same | |
| EP2398929B1 (fr) | Bande coulée mince de grande résistance et son procédé de fabrication | |
| CN107438487B (zh) | 热轧轻型马氏体钢板及其制作方法 | |
| EP1157138B9 (fr) | Acier lamine a froid | |
| WO2015095913A1 (fr) | Fabrication de bande coulée mince, en alliage au carbone à haute teneur en cuivre, à haute résistance et à haute ductilité | |
| US9296040B2 (en) | Hot rolled thin cast strip product and method for making the same | |
| US20130302644A1 (en) | Hot rolled thin cast strip product and method for making the same | |
| US20020043304A1 (en) | Method of producing steel strip | |
| US7591917B2 (en) | Method of producing steel strip | |
| AU757362B2 (en) | Cold rolled steel | |
| AU2007216778A1 (en) | A method of producing steel strip | |
| AU2001291502A1 (en) | A method of producing steel strip |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 2398602 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: C22C 38/04 20060101ALI20190207BHEP Ipc: C22C 38/08 20060101ALI20190207BHEP Ipc: B22D 11/06 20060101ALI20190207BHEP Ipc: C22C 38/12 20060101ALI20190207BHEP Ipc: C22C 38/06 20060101ALI20190207BHEP Ipc: C22C 38/58 20060101ALI20190207BHEP Ipc: C22C 38/02 20060101ALI20190207BHEP Ipc: B21B 1/46 20060101AFI20190207BHEP Ipc: C21D 8/02 20060101ALI20190207BHEP Ipc: C22C 38/16 20060101ALI20190207BHEP |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20190628 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN WITHDRAWN |
|
| 18W | Application withdrawn |
Effective date: 20191114 |