EP3520924A1 - Gefedertes knockout pad - Google Patents
Gefedertes knockout pad Download PDFInfo
- Publication number
- EP3520924A1 EP3520924A1 EP18155212.6A EP18155212A EP3520924A1 EP 3520924 A1 EP3520924 A1 EP 3520924A1 EP 18155212 A EP18155212 A EP 18155212A EP 3520924 A1 EP3520924 A1 EP 3520924A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- folding
- lid
- chuck
- ejection
- holding element
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000000034 method Methods 0.000 claims abstract description 6
- 229920001971 elastomer Polymers 0.000 claims description 3
- 238000007599 discharging Methods 0.000 claims description 2
- 239000000806 elastomer Substances 0.000 claims description 2
- 230000001360 synchronised effect Effects 0.000 claims description 2
- 238000004826 seaming Methods 0.000 claims 1
- 230000006378 damage Effects 0.000 description 6
- 238000011161 development Methods 0.000 description 4
- 230000018109 developmental process Effects 0.000 description 4
- 235000013361 beverage Nutrition 0.000 description 3
- 239000000725 suspension Substances 0.000 description 2
- 230000000712 assembly Effects 0.000 description 1
- 238000000429 assembly Methods 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000004807 localization Effects 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 230000036316 preload Effects 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D51/00—Making hollow objects
- B21D51/16—Making hollow objects characterised by the use of the objects
- B21D51/26—Making hollow objects characterised by the use of the objects cans or tins; Closing same in a permanent manner
- B21D51/2653—Methods or machines for closing cans by applying caps or bottoms
- B21D51/2661—Sealing or closing means therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D51/00—Making hollow objects
- B21D51/16—Making hollow objects characterised by the use of the objects
- B21D51/26—Making hollow objects characterised by the use of the objects cans or tins; Closing same in a permanent manner
- B21D51/30—Folding the circumferential seam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D51/00—Making hollow objects
- B21D51/16—Making hollow objects characterised by the use of the objects
- B21D51/26—Making hollow objects characterised by the use of the objects cans or tins; Closing same in a permanent manner
- B21D51/2684—Cans or tins having circumferential side seams
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D51/00—Making hollow objects
- B21D51/16—Making hollow objects characterised by the use of the objects
- B21D51/26—Making hollow objects characterised by the use of the objects cans or tins; Closing same in a permanent manner
- B21D51/30—Folding the circumferential seam
- B21D51/32—Folding the circumferential seam by rolling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D51/00—Making hollow objects
- B21D51/16—Making hollow objects characterised by the use of the objects
- B21D51/26—Making hollow objects characterised by the use of the objects cans or tins; Closing same in a permanent manner
- B21D51/2692—Manipulating, e.g. feeding and positioning devices; Control systems
Definitions
- the invention relates to a folding arrangement for folding a can lid to a can body.
- the folding device usually has a plurality of similar stations arranged in the form of a carousel, so-called folding stations (also referred to below as folding arrangement), in each of which a can is closed with a lid.
- folding stations also referred to below as folding arrangement
- the lids are guided on the cans and held with an ejector block (knockout pad) of a folding chuck on it.
- This ejection block is designed such that a holding element (for example a plate) is formed in the region which comes into contact with the can lid.
- This holding also serves to fix the cans against breaking out of the circular path traversed by the cans in the capper due to the centrifugal force.
- the cans with the lid are folded at the edge by means of capping rollers and thus closed.
- the can with the lid also rotates around its own symmetry axis.
- the knockout pads are located inside the chuck and are vertically movable relative to the chuck.
- a can lid to a can body (also referred to as flanging a lid with a can body)
- the cans in the carousel-shaped machine area run around an axis of rotation.
- the units are made of Chuck (including Knockout Pad) and 2 locking rollers.
- Chuck including Knockout Pad
- 2 locking rollers usually between 4 and 12 units are arranged.
- the lid is placed on the can body, the filled can body with the lid raised against the chuck, the flanging successively performed by first and second locking roller. At the end of the cycle, the filled can is lowered again and removed from the chuck.
- knockout pads which perform the lowering movement of the filled can with and counteract by constant light pressure, for example, on the central portion of the can lid, during lowering the centrifugal forces.
- constant light pressure for example, on the central portion of the can lid
- the applied force is thereby defined over a predetermined, set stroke of the knockout pad (in cooperation with the elastic properties of the lid and the can), which already at small deviations of the can or lid dimensions of the dimensions used for the set stroke on dimensions Damage may result, for example, if the pressure is too great, or it may cause disturbances of the closing due to poor localization of the can when the pressure is too low. If the stroke of the holding plate, which presses from above onto the lid, is too short, only an insufficient fixing of the can takes place. If the stroke is too large, there is a bending of the lid, which is also undesirable. In certain types of covers, it may even lead to the destruction of opening arranged in the lid opening means for opening the can.
- the object of the invention is to overcome the disadvantages mentioned at least partially.
- the folding arrangement according to the invention for folding a can lid onto a can body comprises a seam chuck and an ejection block movable relative to the chuck in an axial direction of the seam chuck, the ejection block comprising a resiliently arranged holding element.
- the folding arrangement according to the invention has the advantage over the prior art that a force determined by the spring force of the arrangement is exerted on the can lid (and the force exerted is not determined by the fixed stroke as in the prior art).
- the contact with the can lid is carried out in the resilient region (ie, not until the end of the spring travel with a hard stop), so that the force exerted on the lid force is defined by the suspension, for example by the spring constant of a spring and by the through set stroke fixed rest position / bias on contacting.
- the folding arrangement according to the invention can thus be developed to the effect that the holding element is provided for exerting a force determined by a spring force of the resilient arrangement on a can lid.
- the stroke of the ejection block is adjusted so that the contacting of the holding element and the can lid takes place in a central region of the available spring travel.
- the applied spring force is in a central region of the available spring force range. In order to There is in both directions of the central position an adjustment or evasive margin, so a "soft" force application in contrast to the "hard” force application according to the prior art.
- the ejection block may be disposed on an ejection rod, and the ejection rod may be movable together with the ejection block in the axial direction relative to the chuck. This provides a simple way to move the spring-loaded holding element relative to the chuck.
- the folding arrangement according to the invention can be further developed in that the ejection block further comprises a fastening element, wherein the fastening element is attached to the ejection rod.
- the ejection block can be firmly connected in this way with the ejector rod.
- the retaining element is mounted resiliently relative to the fastening element.
- the resilient arrangement of the retaining element according to the invention is thus realized between the fixedly connected to the ejector rod fastener and the retaining element.
- the holding element can be arranged rotatable about an axis of rotation extending in the axial direction relative to the fastening element. In this way, a necessary during the closure rotation relative to the fastener or the ejector rod can be done. According to the prior art, such a rotation is effected only by rotation of the ejection rod together with the knockout pad.
- a lifting element may be provided, wherein the can body is arranged with the can lid between the lifting element and the chuck during a folding operation. With the lifting element, the can body (possibly together with the can lid) raised and pressed against the chuck.
- the spring force of the resilient arrangement of upper can be exerted on the can lid with the holding element of the ejection block to locate this on the can body.
- the ejection block and / or the ejection rod can be moved synchronously with the lifting element during an ejection operation, with the holding element of the ejection block, the spring force of the resilient arrangement on the can lid is exercised from above and with the lifting element an equal counterforce on the Can body is exercisable from below.
- the can body can be moved with the can lid on a defined path to the chuck and / or moved away from the chuck after folding.
- At least one spring in particular at least one spiral spring, is provided between the retaining element and the ejection rod or between the retaining element and the fastening element.
- One or more springs can provide the resilient arrangement.
- a spiral spring can be used, which contacts the fastening element at one end and the retaining element in a respective circumferential region at an end opposite thereto.
- an elastomer spring for example in the form of a rubber ring
- a leg spring may be provided for providing the spring arrangement of the retaining element.
- the spring force of the resilient arrangement of the holding element between 10 and 50 N and / or is a spring travel of the resiliently arranged holding element between 0.2 and 2.0 mm.
- the folding arrangement further comprises at least one folding roller, in particular two folding rollers.
- the invention further provides a folding device comprising: a carousel having a plurality of folding arrangements according to the invention or according to one of the further developments; a first inlet for can bodies, in particular can bodies filled with a product, to the carousel; a second inlet for can lid to the carousel; and a spout for folded cans from the carousel.
- the above object is further achieved by a method for folding a can lid to a can body according to claim 14.
- the inventive method for folding a can lid to a can body comprises the steps of: supplying the can lid and the can body to a folding arrangement of a folding device; Positioning the can lid on the can body; Positioning the can body on a lifting element; Exerting a spring force on the can lid with a resiliently arranged holding element of an ejection block movable relative to a chuck in an axial direction of the chuck; Folding the can lid to the can body by means of at least one folding roller, in particular with two folding rollers, and the folded chuck; synchronous lowering of the ejection block and the lifting element while maintaining the spring force on the can lid; Lifting the ejector block from the can lid; and discharging the folded can from the folder.
- the invention thus relates to a method for folding a can lid to a can body with the device according to the invention.
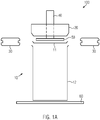
- Fig. 1A . B shows a folding arrangement 100 according to the prior art.
- the illustrated prior art seam assembly 100 is for folding / flanging the edge of a metallic can lid 11 with the upper edge of a metallic can body 12 (in other words, folding the can lid 11 against the can body 12) to form a sealed can 10, for example, a beverage can to provide.
- the folding assembly 100 includes a chuck 20 and a knockout pad 50 movable relative to the chuck 20 in an axial direction of the chuck 20.
- the ejection block 50 is fixed to an ejection rod 40, and the ejection rod 40 can be moved together with the ejection block 50 in the axial direction relative to the chuck 20.
- the can lid 11 is folded onto the can body 12 using the known double-seam method.
- the double folding operation is typically performed on a folding device having a plurality of folding assemblies 100.
- Each creasing assembly 100 includes such a (rotatable) creasing chuck 20 which serves as an anvil to support the can body 12 while two rotatable creasing rollers 30 perform creasing using a special groove geometry to produce a conventional double seam.
- the ejection of the folded can 10 is achieved through the use of the ejector block 50, which acts on the can lid 11 to bring the can 10 out of engagement with the chuck 20.
- the can is supported from below by a lifting element 60.
- the disadvantage here is that a faulty adjustment of the stroke of the ejector rod 40 with the ejector block 50 on the one hand damage the lid or on the other hand may limit the function of the ejection block 50, which can lead to production disturbances.
- opening elements 15 on the can lid 11, which serve to open the can to be opened by a user may be damaged.
- the rivet with which the tab is attached to open be damaged.
- Other types of damage can occur especially in resealable cans, as some plastic element are used.
- FIGS. 2A . B . C show a folding arrangement 200 according to the invention.
- the folding arrangement 200 according to the invention for folding a can lid 11 against a can body 12 comprises a chuck 20 and an ejection block 50 movable relative to the chuck 20 in an axial direction of the chuck 20, the ejection block 50 comprising a resiliently arranged holding element 51.
- the ejection block 50 is disposed on an ejection rod 40, and the ejection rod 40 is movable together with the ejection block 50 in the axial direction relative to the chuck 20.
- the ejector block 50 further includes a fastener 52 with the fastener 52 attached to the ejector rod 40.
- the holding element 51 is resiliently mounted relative to the fastening element. The resilient arrangement of the retaining element according to the invention is thus realized between the fastening element 52 fixedly connected to the ejection rod 40 and the retaining element 51.
- At least one spring 55 is provided (alternatively between the retaining element 51 and the fastening element 52).
- One or more springs can provide the resilient arrangement.
- a coil spring 55 can be used which at one end of the fastener 52 and at an opposite end of the holding member 51 contacted in a respective edge region.
- the spring force of the resilient arrangement of the holding member 51 may be between 10 and 50 N.
- the spring travel of the resiliently arranged holding element 51 can be between 0.2 and 2.0 mm. These are preferred values which on the one hand provide a secure holding of the can lid 11 or the folded can 10 and on the other hand avoid damage to the lid 11 or the can 10.
- the contact of the holding member 51 with the can lid 11 is performed in a resilient region, so that the force exerted on the lid 11 force is defined by the suspension, in this embodiment, by the spring constant of a spring 55 and by the set stroke with the rest position / Preload when contacting.
- the retaining element 51 is provided for exerting a force determined by the spring force of the spring 55 on a can lid 11.
- the stroke of the ejection block 50 is set so that the contacting of the holding member 51 and the can lid 11 in a central region of the available spring travel (see double arrow) takes place. Accordingly, the applied spring force is in a central region of the available spring force range. Thus there is an adjustment or evasion margin in both directions from the middle position.
- a lifting element 60 is provided, wherein the can body 12 is arranged with the can lid 11 between the lifting element 60 and the chuck 20 during a folding operation.
- the lifting element 60 With the lifting element 60, the can body 12 (possibly together with the can lid 11) raised and pressed against the chuck 20.
- the spring force of the resilient arrangement (by the spring 55) can be exerted on the can lid 11 from above with the holding element 51 of the ejection block 50 in order to hold the can lid 11 on the can body 12.
- the ejection block 50 can be moved together with the ejection rod 40 during an ejection operation in synchronism with the lifting member 60, wherein with the holding member 51 of the ejection block 50, the spring force of the resilient arrangement of is exerted on top of the can lid 11 and with the lifting element 60 an equal amount of force is exerted on the can body 12 from below.
- the can body 12 can be moved with the can lid 11 on a defined path to the chuck 20 and are moved away after folding of the chuck 20 as a folded can 10 again (see Fig. 2B ).
- the can 10 clamped between the holding member 51 and the lifting member 60 is released (by raising the ejection bar 40) by lifting the holding member 51 (see FIG Fig. 2C ) to then discharge them from the folding assembly 200 and then also from the folding device.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Rigid Containers With Two Or More Constituent Elements (AREA)
- Closing Of Containers (AREA)
Abstract
Description
- Die Erfindung betrifft eine Falzanordnung zum Falzen eines Dosendeckels an einen Dosen körper.
- Weil auf dem Gebiet der Dosenverschließung auch im deutschsprachigen Raum häufig die Bezeichnungen aus dem englischen Sprachraum verwendet werden, sind im Folgenden teilweise auch die jeweiligen entsprechenden englischen Begriffe in Klammern zusätzlich angegeben oder sie werden im Text synonym verwendet.
- Bei der Abfüllung von Getränkedosen durchlaufen die Dosen nach der Befüllung einen Dosenverschließer in Form einer Falzvorrichtung (engl. Seamer), wobei die befüllten Dosenkörper über einen Zuführweg einlaufen und über einen weiteren Zuführweg Dosendeckel einlaufen. Die Falzvorrichtung weist üblicherweise mehrere karussellförmig angeordnete gleichartige Stationen, sogenannte Falzstationen auf (im Folgenden auch Falzanordnung genannt), in denen jeweils eine Dose mit einem Deckel verschlossen wird. Die Deckel werden dabei auf die Dosen geführt und mit einem Auswurfblock (engl. Knockout Pad) eines Falzfutters darauf gehalten. Dieser Auswurfblock ist so ausgestaltet, dass im Bereich, der in Kontakt mit dem Dosendeckel kommt, ein Halteelement (z.B. eine Platte) ausgeformt ist. Dieses Halten dient auch der Fixierung der Dosen gegen ein Ausbrechen aus der von den Dosen in dem Verschließer durchlaufenen Kreisbahn aufgrund der Zentrifugalkraft. In dem Verschließer werden dabei die Dosen mit dem Deckel randseitig mittels Verschließrollen gefalzt und somit verschlossen. In der Regel dreht sich dabei die Dose mit dem Deckel zusätzlich um die eigene Symmetrieachse.
- Die Knockout Pads befinden sich innerhalb des Falzfutters (engl. Chuck) und sind relativ zum Chuck vertikal beweglich. Beim Falzen eines Dosendeckels an einen Dosenkörper (auch als Bördeln eines Deckels mit einem Dosenkörper bezeichnet) laufen die Dosen in dem karussellartig gestalteten Maschinenbereich um eine Rotationsachse. Am Umfang sind die Einheiten aus Chuck (inkl. Knockout Pad) und jeweils 2 Verschließrollen angeordnet. Je nach Bauform des Verschließers sind üblicherweise zwischen 4 und 12 Einheiten angeordnet. Beim Umlaufen des Karussells wird der Deckel auf den Dosenkörper gelegt, der befüllte Dosenkörper mit dem Deckel gegen den Chuck angehoben, die Bördelung nacheinander von erster und zweiter Verschließrolle ausgeführt. Zum Ende des Umlaufes wird die befüllte Dose wieder abgesenkt und aus dem Chuck ausgefädelt. Je nach Arbeitsgeschwindigkeit entstehen relativ hohe Fliehkräfte, die die Dose nach außen werfen können und ggf. zu Betriebsunterbrechungen führen können. Um dies zu vermeiden werden die genannten Knockout Pads eingesetzt, die die Absenkungsbewegung der befüllten Dose mit ausführen und durch beständigen leichten Druck, beispielsweise auf den zentralen Bereich des Dosendeckels, während des Absenkens den Fliehkräften entgegenwirken. Zur problemlosen Funktion ist jedoch eine sehr genaue Gestaltung und Einstellung der Knockout Pads erforderlich.
- Die ausgeübte Kraft wird dabei über einen vorbestimmten, eingestellten Hubweg des Knockout Pads definiert (im Zusammenwirken mit den elastischen Eigenschaften des Deckels und der Dose), was bereits bei geringen Abweichungen der Dosen- bzw. Deckeldimensionen von den für den eingestellten Hubweg zugrunde gelegten Dimensionen zu Schäden führen kann, beispielsweise wenn der Andruck zu groß wird, bzw. es können Störungen der Verschließvorrichtung aufgrund einer mangelhaften Lokalisierung der Dose auftreten, wenn der Andruck zu gering ist. Bei einem zu geringen Hub der von oben auf den Deckel drückenden Halteplatte erfolgt nur eine ungenügende Fixierung der Dose. Wenn der Hub zu groß ist, erfolgt eine Verbiegung des Deckels, die ebenfalls nicht erwünscht ist. Bei bestimmten Deckelarten kann es sogar zu einer Zerstörung von im Deckel angeordneten Öffnungseinrichtungen zum Öffnen der Dose kommen.
- Bei größeren Abweichung von einem eingestellten Dosentypus aufgrund von verschiedenen zu falzenden Dosen- bzw. Deckeltypen sind zeitaufwändige Umbau- und/oder Justierarbeiten für die Einstellung des Hubwegs der Knockout Pads notwendig. Infolge von Produktinnovation ergeben sich mittlerweile nämlich viele unterschiedliche Ausgestaltungen der Dosendeckel, besonders in Bezug auf die Höhenlage der Kontaktpunkte bzw. Kontaktflächen des Deckels an denen das Knockout Pad ansetzt.
- Aufgabe der Erfindung ist es, die genannten Nachteile zumindest teilweise zu überwinden.
- Diese Aufgabe wird gelöst durch eine Falzanordnung zum Falzen eines Dosendeckels an einen Dosenkörper nach Anspruch 1.
- Die erfindungsgemäße Falzanordnung zum Falzen eines Dosendeckels an einen Dosenkörper umfasst ein Falzfutter und einen relativ zum Falzfutter in einer axialen Richtung des Falzfutters bewegbaren Auswurfblock, wobei der Auswurfblock ein federnd angeordnetes Halteelement umfasst.
- Die erfindungsgemäße Falzanordnung hat gegenüber dem Stand der Technik den Vorteil, dass auf den Dosendeckel eine durch die Federkraft der Anordnung bestimmte Kraft ausgeübt wird (und die ausgeübte Kraft nicht durch den festgelegten Hubweg bestimmt wird wie im Stand der Technik). Der Kontakt mit dem Dosendeckel wird im federnden Bereich durchgeführt (also beispielsweise nicht bis zum Ende des Federwegs mit einem harten Anschlag), so dass die auf den Deckel ausgeübte Kraft durch die Federung definiert wird, beispielsweise durch die Federkonstante einer Feder und durch die durch den eingestellten Hubweg festgelegte Ruhelage / Vorspannung bei Kontaktierung.
- Die erfindungsgemäße Falzanordnung kann somit dahingehend weitergebildet werden, dass das Halteelement zum Ausüben einer durch eine Federkraft der federnden Anordnung bestimmten Kraft auf einen Dosendeckel vorgesehen ist. Vorzugsweise ist der Hubweg des Auswurfblocks so eingestellt, dass die Kontaktierung des Halteelements und des Dosendeckels in einem mittleren Bereich des zur Verfügung stehenden Federwegs erfolgt. Dementsprechend liegt auch die ausgeübte Federkraft in einem mittleren Bereich der zur Verfügung stehenden Federkraftbereichs. Damit besteht in beide Richtungen von der Mittellage ein Anpassungs- bzw. Ausweichspielraum, also eine "weiche" Kraftbeaufschlagung im Gegensatz zur "harten" Kraftbeaufschlagung gemäß Stand der Technik.
- Der Auswurfblock kann an einer Auswurfstange angeordnet sein, und die Auswurfstange kann zusammen mit dem Auswurfblock in der axialen Richtung relativ zum Falzfutter bewegbar sein. Dies stellt eine einfache Möglichkeit dar, das gefederte Haltelement gegenüber dem Falzfutter zu bewegen.
- Die erfindungsgemäße Falzanordnung kann dahingehend weitergebildet werden, dass der Auswurfblock weiterhin ein Befestigungselement umfasst, wobei das Befestigungselement an der Auswurfstange befestigt ist. Der Auswurfblock kann auf diese Weise fest mit der Auswurfstange verbunden werden.
- Dies kann wiederum dadurch weitergebildet werden, dass das Halteelement relativ zu dem Befestigungselement federnd gelagert ist. Die erfindungsgemäße federnde Anordnung des Halteelements wird somit zwischen dem fest mit der Auswurfstange verbundenen Befestigungselement und dem Halteelement realisiert.
- Gemäß einer anderen Weiterbildung kann das Halteelement drehbar um eine in der axialen Richtung verlaufende Drehachse gegenüber dem Befestigungselement angeordnet sein. Auf diese Weise kann eine während des Verschließens notwendige Drehung gegenüber dem Befestigungselement bzw. der Auswurfstange erfolgen. Gemäß Stand der Technik wird eine solche Drehung nur durch Drehung der Auswurfstange zusammen mit dem Knockout Pad bewirkt.
- Weiterhin kann ein Hebeelement vorgesehen sein, wobei während eines Falzvorgangs der Dosenkörper mit dem Dosendeckel zwischen dem Hebeelement und dem Falzfutter angeordnet ist. Mit dem Hebeelement kann der Dosenkörper (ggf. zusammen mit dem Dosendeckel) angehoben und gegen das Falzfutter gedrückt werden.
- Während des Falzvorgangs kann mit dem Haltelement des Auswurfblocks die Federkraft der federnden Anordnung von ober auf den Dosendeckel ausgeübt werden, um diesen auf dem Dosenkörper zu lokalisieren.
- Gemäß einer anderen Weiterbildung kann der Auswurfblock und/oder die Auswurfstange während eines Auswurfvorgangs synchron mit dem Hebeelement bewegt werden, wobei mit dem Haltelement des Auswurfblocks die Federkraft der federnden Anordnung auf den Dosendeckel von oben ausübbar ist und mit dem Hebeelement eine gleich große Gegenkraft auf den Dosenkörper von unten ausübbar ist. Auf diese Weise kann der Dosenkörper mit dem Dosendeckel auf einem definierten Weg zu dem Falzfutter hinbewegt werden und/oder nach dem Falzen von dem Falzfutter wegbewegt werden.
- Eine andere Weiterbildung besteht darin, dass zwischen dem Halteelement und der Auswurfstange oder zwischen dem Haltelement und dem Befestigungselement wenigstens eine Feder, insbesondere wenigstens eine Spiralfeder, vorgesehen ist. Eine oder mehrere Federn (Spiralfedern) können die federnde Anordnung bereitstellen. Beispielsweise kann eine Spiralfeder eingesetzt werden, die an einem Ende das Befestigungselement und an einem dazu gegenüberliegenden Ende das Haltelement in einem jeweiligen Umfangsbereich kontaktiert. Alternativ oder zusätzlich kann auch eine Elastomerfeder (z.B. in Form eines Gummirings) oder eine Schenkelfeder zum Bereitstellen der federenden Anordnung des Halteelements vorgesehen sein.
- Gemäß einer anderen Weiterbildung beträgt die Federkraft der federnden Anordnung des Halteelements zwischen 10 und 50 N und/oder liegt ein Federweg des federnd angeordneten Halteelements zwischen 0,2 und 2,0 mm. Dieses sind bevorzugte Werte, die zum einen eine sichere Halterung des Dosendeckels bzw. der gefalzten Dose bereitstellen und zum anderen eine Beschädigung des Deckels oder der Dose vermeiden.
- Eine andere Weiterbildung besteht darin, dass die Falzanordnung weiterhin wenigstens eine Falzrolle, insbesondere zwei Falzrollen, umfasst.
- Die Erfindung stellt weiterhin eine Falzvorrichtung bereit, die Folgendes umfasst: ein Karussell mit einer Vielzahl von erfindungsgemäßen Falzanordnungen oder gemäß einer der Weiterbildungen; einen ersten Zulauf für Dosenkörper, insbesondere mit einem Produkt gefüllte Dosenkörper, zum Karussell; einen zweiten Zulauf für Dosendeckel zum Karussell; und einen Auslauf für gefalzte Dosen vom Karussell.
- Die oben genannte Aufgabe wird weiterhin gelöst durch ein Verfahren zum Falzen eines Dosendeckels an einen Dosenkörper gemäß Anspruch 14.
- Das erfindungsgemäße Verfahren zum Falzen eines Dosendeckels an einen Dosenkörper umfasst die Schritte: Zuführen des Dosendeckels und des Dosenkörpers an eine Falzanordnung einer Falzvorrichtung; Positionieren des Dosendeckels auf den Dosenkörper; Positionieren des Dosenkörpers auf einem Hebeelement; Ausüben einer Federkraft auf den Dosendeckel mit einem federnd angeordneten Halteelement eines relativ zu einem Falzfutter in einer axialen Richtung des Falzfutters bewegbaren Auswurfblocks; Falzen des Dosendeckels an den Dosenkörpers mittels wenigstens einer Falzrolle, insbesondere mit zwei Falzrollen, und dem Falzfutter; synchrones Absenken des Auswurfblocks und des Hebeelements unter Beibehaltung der Federkraft auf den Dosendeckel; Abheben des Auswurfblocks vom Dosendeckel; und Ausleiten der gefalzten Dose aus der Falzvorrichtung.
- Weiterhin betrifft die Erfindung somit ein Verfahren zum Falzen eines Dosendeckels an einen Dosenkörper mit der erfindungsgemäßen Vorrichtung.
- Die genannten Weiterbildungen können einzeln eingesetzt oder wie beansprucht geeignet miteinander kombiniert werden.
- Weitere Merkmale und beispielhafte Ausführungsformen sowie Vorteile der vorliegenden Erfindung werden nachfolgend anhand der Zeichnungen näher erläutert. Es versteht sich, dass die Ausführungsformen nicht den Bereich der vorliegenden Erfindung erschöpfen. Es versteht sich weiterhin, dass einige oder sämtliche der im Weiteren beschriebenen Merkmale auch auf andere Weise miteinander kombiniert werden können.
-
- Fig. 1 A, B
- zeigt eine Falzanordnung gemäß dem Stand der Technik.
- Fig. 2 A, B, C
- zeigt eine Ausführungsform der erfindungsgemäßen Falzanordnung
-
Fig. 1A ,B zeigt eine Falzanordnung 100 gemäß dem Stand der Technik. - Die dargestellte Falzanordnung 100 (seamer) nach dem Stand der Technik dient dem Falzen / Bördeln des Randes eines metallischen Dosendeckels 11 mit dem oberen Rand eines metallischen Dosenkörpers 12 (mit anderen Worten: Falzen des Dosendeckels 11 an den Dosenkörper 12), um eine verschlossene Dose 10, beispielsweise eine Getränkedose, bereitzustellen. Die Falzanordnung 100 umfasst ein Falzfutter 20 (chuck) und einen relativ zum Falzfutter 20 in einer axialen Richtung des Falzfutters 20 bewegbaren Auswurfblock 50 (knockout pad). Der Auswurfblock 50 ist an einer Auswurfstange 40 fixiert, und die Auswurfstange 40 kann zusammen mit dem Auswurfblock 50 in der axialen Richtung relativ zum Falzfutter 20 bewegt werden.
- Der Dosenendeckel 11 wird unter Verwendung des bekannten Doppelfalzverfahrens auf den Dosenkörper 12 gefalzt. Der doppelte Falzvorgang wird typischerweise an einer Falzvorrichtung mit einer Mehrzahl von Falzanordnungen 100 durchgeführt. Jede Falzanordnungen 100 enthält ein solches (drehbares) Falzfutter 20, das als ein Amboss dient, um den Dosenkörper 12 zu stützen, während zwei drehbare Falzrollen 30 unter Verwendung einer speziellen Rillengeometrie die Falzung durchführen, wobei ein üblicher Doppelfalz hergestellt wird. Das Auswerfen der gefalzten Dose 10 wird durch die Verwendung des Auswurfblocks 50 erreicht, der auf den Dosendeckel 11 einwirkt, um die Dose 10 aus dem Eingriff mit dem Falzfutter 20 heraus zu bringen. Dabei wird die Dose von unten durch ein Hebeelement 60 gestützt.
- Nachteilig ist dabei, dass eine fehlerhafte Einstellung des Hubwegs der Auswurfstange 40 mit dem Auswurfblock 50 einerseits die Deckel beschädigen oder andererseits die Funktion des Auswurfblocks 50 einschränken kann, was zu Produktionsstörungen führen kann. Beispielsweise können Öffnungselemente 15 am Dosendeckel 11, die der Öffnung der geschlossenen Dose durch einen Benutzer dienen, beschädigt werden. Im Falle von herkömmlichen Getränkedosen kann beispielsweise der Niet, mit dem der Tab zum Öffnen befestigt ist, beschädigt werden. Andersartige Beschädigungen können insbesondere bei wiederverschließbaren Dosen auftreten, da zum Teil Kunststoffelement eingesetzt werden. Außerdem können bei einem Wechsel zwischen verschiedenen Deckeltypen- wie bereits eingangs erwähnt - durch Tausch von Teilen oder aufgrund der Notwendigkeit einer Änderung von Einstellungen Umrüstzeiten anfallen.
-
Figuren 2A ,B ,C zeigen eine erfindungsgemäße Falzanordnung 200. - Die erfindungsgemäße Falzanordnung 200 zum Falzen eines Dosendeckels 11 an einen Dosenkörper 12 umfasst ein Falzfutter 20 und einen relativ zum Falzfutter 20 in einer axialen Richtung des Falzfutters 20 bewegbaren Auswurfblock 50, wobei der Auswurfblock 50 ein federnd angeordnetes Halteelement 51 umfasst. Der Auswurfblock 50 ist an einer Auswurfstange 40 angeordnet, und die Auswurfstange 40 ist zusammen mit dem Auswurfblock 50 in der axialen Richtung relativ zum Falzfutter 20 bewegbar. Der Auswurfblock 50 umfasst weiterhin ein Befestigungselement 52, wobei das Befestigungselement 52 an der Auswurfstange 40 befestigt ist. Das Halteelement 51 ist relativ zu dem Befestigungselement federnd gelagert. Die erfindungsgemäße federnde Anordnung des Halteelements wird somit zwischen dem fest mit der Auswurfstange 40 verbundenen Befestigungselement 52 und dem Halteelement 51 realisiert.
- Zwischen dem Haltelement 51 und dem Befestigungselement 52 ist wenigstens eine Feder 55, vorgesehen (alternativ dazu zwischen dem Halteelement 51 und der Auswurfstange 40). Eine oder mehrere Federn (Spiralfedern) können die federnde Anordnung bereitstellen. Beispielsweise kann wie in dieser Ausführungsform eine Spiralfeder 55 eingesetzt werden, die an einem Ende das Befestigungselement 52 und an einem dazu gegenüberliegenden Ende das Haltelement 51 in einem jeweiligen Randbereich kontaktiert.
- Die Federkraft der federnden Anordnung des Halteelements 51 kann zwischen 10 und 50 N liegen. Der Federweg des federnd angeordneten Halteelements 51 kann zwischen 0,2 und 2,0 mm liegen. Dieses sind bevorzugte Werte, die zum einen eine sichere Halterung des Dosendeckels 11 bzw. der gefalzten Dose 10 bereitstellen und zum anderen eine Beschädigung des Deckels 11 oder der Dose 10 vermeiden.
- Der Kontakt des Haltelements 51 mit dem Dosendeckel 11 wird im einem federnden Bereich durchgeführt, so dass die auf den Deckel 11 ausgeübte Kraft durch die Federung definiert wird, in dieser Ausführungsform durch die Federkonstante einer Feder 55 und durch die mit dem eingestellten Hubweg festgelegte Ruhelage / Vorspannung bei Kontaktierung. Das Halteelement 51 ist zum Ausüben einer durch die Federkraft der Feder 55 bestimmten Kraft auf einen Dosendeckel 11 vorgesehen. Der Hubweg des Auswurfblocks 50 so eingestellt, dass die Kontaktierung des Halteelements 51 und des Dosendeckels 11 in einem mittleren Bereich des zur Verfügung stehenden Federwegs (siehe Doppelpfeil) erfolgt. Dementsprechend liegt auch die ausgeübte Federkraft in einem mittleren Bereich der zur Verfügung stehenden Federkraftbereichs. Damit besteht in beide Richtungen von der Mittellage ein Anpassungs- bzw. Ausweichspielraum.
- Weiterhin ist ein Hebeelement 60 vorgesehen, wobei während eines Falzvorgangs der Dosenkörper 12 mit dem Dosendeckel 11 zwischen dem Hebeelement 60 und dem Falzfutter 20 angeordnet ist. Mit dem Hebeelement 60 kann der Dosenkörper 12 (ggf. zusammen mit dem Dosendeckel 11) angehoben und gegen das Falzfutter 20 gedrückt werden. Während des Falzvorgangs kann mit dem Haltelement 51 des Auswurfblocks 50 die Federkraft der federnden Anordnung (durch die Feder 55) von oben auf den Dosendeckel 11 ausgeübt werden, um den Dosendeckel 11 auf dem Dosenkörper 12 zu halten.
- Der Auswurfblock 50 kann zusammen mit der Auswurfstange 40 während eines Auswurfvorgangs synchron mit dem Hebeelement 60 bewegt werden, wobei mit dem Haltelement 51 des Auswurfblocks 50 die Federkraft der federnden Anordnung von oben auf den Dosendeckel 11 ausgeübt wird und mit dem Hebeelement 60 eine gleich große Gegenkraft auf den Dosenkörper 12 von unten ausgeübt wird. Auf diese Weise kann der Dosenkörper 12 mit dem Dosendeckel 11 auf einem definierten Weg zu dem Falzfutter 20 hinbewegt werden und nach dem Falzen von dem Falzfutter 20 als gefalzte Dose 10 wieder wegbewegt werden (siehe
Fig. 2B ). Nachdem auf diese Weise die gefalzte Dose 10 aus dem Falzfutter 20 herausgeführt wurde wird die zwischen dem Haltelement 51 und dem Hebeelement 60 eingespannte Dose 10 durch Anheben des Haltelements 51 (mittels Anheben der Auswurfstange 40) freigegeben (sieheFig. 2C ), um sie danach aus der Falzanordnung 200 und anschließend auch aus der Falzvorrichtung auszuleiten. - Die dargestellten Ausführungsformen sind lediglich beispielhaft und der vollständige Umfang der vorliegenden Erfindung wird durch die Ansprüche definiert.
Claims (15)
- Falzanordnung zum Falzen eines Dosendeckels an einen Dosenkörper, umfassend:ein Falzfutter;einen relativ zum Falzfutter in einer axialen Richtung des Falzfutters bewegbaren Auswurfblock;dadurch gekennzeichnet, dassder Auswurfblock ein federnd angeordnetes Halteelement umfasst.
- Falzanordnung nach Anspruch 1, wobei das Halteelement zum Ausüben einer durch eine Federkraft der federnden Anordnung bestimmten Kraft auf einen Dosendeckel ausgebildet ist.
- Falzanordnung nach Anspruch 1 oder 2, wobei der Auswurfblock an einer Auswurfstange angeordnet ist, und die Auswurfstange zusammen mit dem Auswurfblock in der axialen Richtung relativ zum Falzfutter bewegbar ist.
- Falzanordnung nach Anspruch 3, wobei der Auswurfblock weiterhin ein Befestigungselement umfasst, wobei das Befestigungselement an der Auswurfstange befestigt ist.
- Falzanordnung nach Anspruch 4, wobei das Halteelement relativ zu dem Befestigungselement federnd gelagert ist.
- Falzanordnung nach Anspruch 4 oder 5, wobei das Halteelement drehbar um eine in der axialen Richtung verlaufende Drehachse gegenüber dem Befestigungselement angeordnet ist.
- Falzanordnung nach einem der Ansprüche 1 bis 6, weiterhin ein Hebeelement umfassend, wobei während eines Falzvorgangs der Dosenkörper mit dem Dosendeckel zwischen dem Hebeelement und dem Falzfutter angeordnet ist.
- Falzanordnung nach Anspruch 7, wobei während des Falzvorgangs mit dem Haltelement des Auswurfblocks die Federkraft der federnden Anordnung auf den Dosendeckel von oben ausübbar ist.
- Falzanordnung nach Anspruch 7 oder 8, wobei der Auswurfblock und/oder die Auswurfstange während eines Auswurfvorgangs synchron mit dem Hebeelement bewegbar sind, wobei mit dem Haltelement des Auswurfblocks die Federkraft der federnden Anordnung auf den Dosendeckel von oben ausübbar ist und mit dem Hebeelement eine gleich große Gegenkraft auf den Dosenkörper von unten ausübbar ist.
- Falzanordnung nach einem der Ansprüche 1 bis 9, wobei in Kombination mit Anspruch 2 zwischen dem Halteelement und der Auswurfstange oder in Kombination mit Anspruch 3 zwischen dem Haltelement und dem Befestigungselement wenigstens eine Feder, insbesondere wenigstens eine Spiralfeder oder eine Elastomerfeder oder eine Schenkelfeder, vorgesehen ist.
- Falzanordnung nach einem der Ansprüche 1 bis 10, wobei die Federkraft der federnden Anordnung des Halteelements zwischen 10 und 50 N beträgt und/oder wobei ein Federweg des federnd angeordneten Halteelements zwischen 0,2 und 2,0 mm liegt.
- Falzanordnung nach einem der Ansprüche 1 bis 11, weiterhin wenigstens eine Falzrolle, insbesondere zwei Falzrollen, umfassend.
- Falzvorrichtung, umfassend:ein Karussell mit einer Vielzahl von Falzanordnungen nach einem der Ansprüche 1 bis 12;einen ersten Zulauf für Dosenkörper, insbesondere mit einem Produkt gefüllte Dosenkörper, zum Karussell;einen zweiten Zulauf für Dosendeckel zum Karussell; undeinen Auslauf für gefalzte Dosen vom Karussell.
- Verfahren zum Falzen eines Dosendeckels an einen Dosenkörper, umfassend die Schritte:Zuführen des Dosendeckels und des Dosenkörpers an eine Falzanordnung einer Falzvorrichtung;Positionieren des Dosendeckels auf den Dosenkörper;Positionieren des Dosenkörpers auf einem Hebeelement;Ausüben einer Federkraft auf den Dosendeckel mit einem federnd angeordneten Halteelement eines relativ zu einem Falzfutter in einer axialen Richtung des Falzfutters bewegbaren Auswurfblocks;Falzen des Dosendeckels an den Dosenkörpers mittels wenigstens einer Falzrolle, insbesondere mit zwei Falzrollen, und dem Falzfutter;synchrones Absenken des Auswurfblocks und des Hebeelements unter Beibehaltung der Federkraft auf den Dosendeckel;Abheben des Auswurfblocks vom Dosendeckel; undAusleiten der gefalzten Dose aus der Falzvorrichtung.
- Verwendung einer Falzanordnung nach einem der Ansprüche 1 bis 12 zum Falzen eines Dosendeckels an einen Dosenkörper.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP18155212.6A EP3520924A1 (de) | 2018-02-06 | 2018-02-06 | Gefedertes knockout pad |
| US16/268,049 US11253905B2 (en) | 2018-02-06 | 2019-02-05 | Spring-loaded knockout pad |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP18155212.6A EP3520924A1 (de) | 2018-02-06 | 2018-02-06 | Gefedertes knockout pad |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP3520924A1 true EP3520924A1 (de) | 2019-08-07 |
Family
ID=61167925
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP18155212.6A Withdrawn EP3520924A1 (de) | 2018-02-06 | 2018-02-06 | Gefedertes knockout pad |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US11253905B2 (de) |
| EP (1) | EP3520924A1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022058032A1 (de) | 2020-09-21 | 2022-03-24 | Ferrum Packaging Ag | Falzwellenanordnung für einen verschliesser |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RS61973B1 (sr) | 2018-12-17 | 2021-07-30 | Re Lid Eng Ag | Sistem za zatvaranje konzerve za piće |
| CA3168262A1 (en) * | 2020-01-30 | 2021-08-05 | Ferrum Packaging Ag | A seaming shaft device for a sealer |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2385429A (en) * | 1943-11-05 | 1945-09-25 | Aluminum Co Of America | Sealing machine |
| JPS62234628A (ja) * | 1986-04-04 | 1987-10-14 | Toyo Seikan Kaisha Ltd | 缶巻締装置の缶センタ−リング装置 |
| US20020081172A1 (en) * | 2000-11-03 | 2002-06-27 | Wu Samuel C. | Double acting apparatus and method for ejecting workpieces from forming machines |
| US20110033265A1 (en) * | 2009-08-04 | 2011-02-10 | Rexam Beverage Can Company | Beverage can end seaming operation tooling assembly |
| US20140321949A1 (en) * | 2011-06-10 | 2014-10-30 | Carlos Andres Mejia-Quinchia | High speed seaming assembly |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1517740A (en) * | 1921-10-20 | 1924-12-02 | Malmquist Machine Company | Can-capping mechanism |
| US2433057A (en) * | 1942-07-01 | 1947-12-23 | Continental Can Co | Container sealing machine |
| US2502413A (en) * | 1948-05-17 | 1950-04-04 | American Can Co | Seaming head for containers |
| US2540611A (en) * | 1949-03-04 | 1951-02-06 | Callahan Can Machine Co Inc | Can seaming machine |
| US2885851A (en) * | 1955-09-30 | 1959-05-12 | American Can Co | Capping heads |
| US5320469A (en) * | 1991-10-30 | 1994-06-14 | Mitsubishi Jukogyo Kabushiki Kaisha | Can seamer |
| US5533853A (en) * | 1994-05-19 | 1996-07-09 | Glenn Bott | Apparatus and method for ejecting workpieces from forming machines |
| GB9800937D0 (en) * | 1998-01-17 | 1998-03-11 | Metal Box Plc | Flange re-forming apparatus |
-
2018
- 2018-02-06 EP EP18155212.6A patent/EP3520924A1/de not_active Withdrawn
-
2019
- 2019-02-05 US US16/268,049 patent/US11253905B2/en not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2385429A (en) * | 1943-11-05 | 1945-09-25 | Aluminum Co Of America | Sealing machine |
| JPS62234628A (ja) * | 1986-04-04 | 1987-10-14 | Toyo Seikan Kaisha Ltd | 缶巻締装置の缶センタ−リング装置 |
| US20020081172A1 (en) * | 2000-11-03 | 2002-06-27 | Wu Samuel C. | Double acting apparatus and method for ejecting workpieces from forming machines |
| US20110033265A1 (en) * | 2009-08-04 | 2011-02-10 | Rexam Beverage Can Company | Beverage can end seaming operation tooling assembly |
| US20140321949A1 (en) * | 2011-06-10 | 2014-10-30 | Carlos Andres Mejia-Quinchia | High speed seaming assembly |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022058032A1 (de) | 2020-09-21 | 2022-03-24 | Ferrum Packaging Ag | Falzwellenanordnung für einen verschliesser |
Also Published As
| Publication number | Publication date |
|---|---|
| US20190240718A1 (en) | 2019-08-08 |
| US11253905B2 (en) | 2022-02-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE102009024758B4 (de) | Vorrichtung zur Verwendung mit einem Schweißgerät, insbesondere einem Reibrührpunktschweißgerät (FSSW-Gerät) | |
| DE60020126T2 (de) | Zusammenbauverfahren | |
| DE2625796A1 (de) | Aus metall bestehende dichtvorrichtung an einem hochvakuumverschluss | |
| EP3520924A1 (de) | Gefedertes knockout pad | |
| EP0489306B1 (de) | Kolben-Zylinder-Aggregat zur Erzeugung und Übertragung von Druckkräften | |
| DE112016006365T5 (de) | Stromregelventil | |
| DE1657167B2 (de) | Verschliessmaschine zum wahlweisen aufbringen von kronenkorken und leichtmetallverschlusskappen auf flaschenmuendungen | |
| DE102011077328A1 (de) | Verfahren und Vorrichtung zum Herstellen einseitig offener Metallbehälter | |
| EP3003598B1 (de) | Einstellhilfe für eine fügeeinrichtung mit einem stempel und einem gegenwerkzeug sowie ein verfahren zum einstellen der fügeeinrichtung | |
| EP1390953B1 (de) | Deckel für ein doppeldeckelsystem mit klemmverschlussmechanismus | |
| WO2015036525A1 (de) | Verfahren zur herstellung eines deckels mit verschluss | |
| EP3718696A1 (de) | Presswerkzeug mit markierung für einen fitting mit presslasche | |
| WO2022058032A1 (de) | Falzwellenanordnung für einen verschliesser | |
| EP4436766A1 (de) | Verfahren und vorrichtung zum falten | |
| AT65812B (de) | Maschine zum Verschließen von innen genuteten Flaschen. | |
| EP1236645B1 (de) | Verfahren und Vorrichtung zum Verschliessen eines Behälters | |
| DE102005046428A1 (de) | Vorrichtung zum Verschließen von Behältnissen | |
| EP3983147A1 (de) | Falzrolle für einen verschliesser | |
| EP3403769A2 (de) | Eintreibgerät zum eintreiben von befestigungsmitteln in werkstücke | |
| DE2802312C3 (de) | Verschließkopf für Bördelkappen | |
| EP0659497B1 (de) | Vorrichtung zum Ausrichten von Fussringen von Gasflaschen | |
| DE4400466C2 (de) | Vorrichtung zum Ausrichten eines Fußringes einer Gasflasche | |
| DE3337683A1 (de) | Verfahren einer vorrichtung zum verschliessen eines durch ziehen einer plastisch verformbaren folie hergestellten behaelters mit einem deckel | |
| DE477932C (de) | Nietverbindung mit hohlem, durch einen Boden geschlossenem Niet | |
| DE3124733A1 (de) | Verschliessvorrichtung fuer einwegbehaelter |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20200207 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20220808 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20221220 |
|
| 19U | Interruption of proceedings before grant |
Effective date: 20220701 |
|
| 19W | Proceedings resumed before grant after interruption of proceedings |
Effective date: 20240603 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| R18D | Application deemed to be withdrawn (corrected) |
Effective date: 20241204 |