EP3643635A1 - Sac d'emballage à soufflets non rempli, non fermé - Google Patents
Sac d'emballage à soufflets non rempli, non fermé Download PDFInfo
- Publication number
- EP3643635A1 EP3643635A1 EP18202406.7A EP18202406A EP3643635A1 EP 3643635 A1 EP3643635 A1 EP 3643635A1 EP 18202406 A EP18202406 A EP 18202406A EP 3643635 A1 EP3643635 A1 EP 3643635A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- bag
- front walls
- unfilled
- packaging bag
- gusset packaging
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D31/00—Bags or like containers made of paper and having structural provision for thickness of contents
- B65D31/10—Bags or like containers made of paper and having structural provision for thickness of contents with gusseted sides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D31/00—Bags or like containers made of paper and having structural provision for thickness of contents
- B65D31/02—Bags or like containers made of paper and having structural provision for thickness of contents with laminated walls
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D33/00—Details of, or accessories for, sacks or bags
- B65D33/06—Handles
- B65D33/08—Hand holes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D33/00—Details of, or accessories for, sacks or bags
- B65D33/16—End- or aperture-closing arrangements or devices
- B65D33/25—Riveting; Dovetailing; Screwing; using press buttons or slide fasteners
- B65D33/2508—Riveting; Dovetailing; Screwing; using press buttons or slide fasteners using slide fasteners with interlocking members having a substantially uniform section throughout the length of the fastener; Sliders therefor
Definitions
- the invention relates to an unfilled, unsealed side gusset packaging bag and also to such a side gusset packaging bag after closing.
- the unfilled, unsealed side gusset packaging bag has two front walls, two side gussets arranged between the front walls and connecting the front walls, and a stand base, usually designed as a bottom gusset, which is arranged between the front walls and is connected at its edges to the front walls and the side gussets by heat-sealing seams.
- a stand that is present as a bottom fold in a flat, unfilled, unlocked side-gusset packaging bag is approximately completely flat with a filled bag - apart from a central crease line and in rectangular sealing seams, it can ensure very good stability.
- the film bag is formed directly during the packaging process, with a prefabricated one for this purpose Foil is fed.
- Foil is fed.
- FFS process form-fill-seal process
- a system for shaping the film bags must be available, operated and maintained directly at the plant, which fills the products.
- the present invention relates to an alternative concept in which initially unfilled, unsealed side gusset packaging bags are manufactured and provided by a corresponding specialized manufacturer, so that customers of such unfilled, unsealed side gusset packaging bags then only have to fill in the desired filling material and close the side gusset packaging bag.
- This has the advantage that very simple devices such as a hopper and a simple heat sealing system are sufficient.
- Corresponding unfilled, unsealed side gusset packaging bags can be formed in different ways, and reclosure devices and other functional elements can also be integrated.
- gusseted packaging bags can be manufactured one after the other by folding and heat sealing them from a continuous material web, so that the direction of production of the bags then corresponds to the course of the gussets and thus also to a longitudinal direction of the bag.
- Such a manufacturing process is also referred to as a "longitudinal process". Since only one material web for the front walls and the side gussets is fed in and formed into a side gusseted tube by suitable folding devices, a relatively simple procedure results.
- a bag head can be heat-sealed in the desired manner and provided with a head seal which, together with a suitable material punching out, forms beveled and / or rounded bag corners on the bag head.
- the front walls are connected to one another by producing a corresponding head seal, and a reclosure can also be arranged well on the bag head or immediately below the bag head.
- Such an unfilled, unsealed side gusset packaging bag can then be filled on the underside (FIG. 5a).
- the filled gusset packaging bag is then sealed with a seal ( Fig. 4 ) closed, the closing seam then being located in the center on the underside of the filled gusset packaging bag ( Fig. 1 ).
- Comparable gusseted packaging bags are also from the US 7 210 848 B2 and the DE 103 40 099 A1 known.
- a stand base is provided in the generic gusseted packaging bag according to the preamble of claim 1, which is arranged between the front walls and is connected at its edges by heat seal seams to the front walls and the side gussets.
- Such a stand base is usually formed by a separately fed bottom fold, which then at the manufacturing process is sealed.
- the bottom fold folds out and forms a substantially flat surface, starting from the rectangular shape of the base in the set-up state, which additionally achieves a particularly advantageous stabilization by the surrounding sealing seams.
- a generic gusset packaging bag is from the EP 1 541 332 B1 known.
- the production of the successive side gusset packaging bags takes place perpendicular to the course of the side gussets, so that such a method is also referred to as the "cross method".
- Another generic side gusset packaging bag formed in a transverse process is from the EP 2 857 323 A1 known.
- the advantage of a transverse method is that the side folds running along a long side of the side-gusset packaging bag can be shortened relative to the front walls, so that a reclosure can then be arranged in a particularly simple manner above the side folds.
- EP 3 246 266 A1 , EP 3 023 356 B1 and DE 10 2008 021 505 A1 referenced which also disclose generic, prefabricated, unfilled and unsealed side gusset packaging bags.
- the present invention is based on the object of improving the visual appearance and the comfort for a user without impairing the stability and without complicating the filling and closing.
- the object of the invention and the solution to the problem are an unfilled, unsealed side gusset packaging bag according to claim 1 and a filled side gusset packaging bag obtainable therewith according to claim 13.
- beveled and / or rounded bag corners are provided on a bag head opposite the stand base, that the bag head has corner seals in the area of the bag corners and that the front walls between the corner seals are unconnected to form a filling opening are.
- the beveled and / or rounded corners of the bag give the side gusset packaging bag a particularly high-quality appearance. This applies in particular if the side gusset packaging bag has a handle on the bag head, which can be formed, for example, in the unconnected area of the front walls by a material separation. Such a material separation can consist of an incision, a punching or a punching out.
- the beveled and / or rounded corners of the bag also result in better comfort for the user because sharp corners can be avoided. For example, the risk of "getting caught" on other objects when carrying the side-gusset packaging bag or further handling is also reduced.
- the present invention different sealing steps are therefore provided on the bag head, which are usually carried out at different locations and with other systems.
- the invention is based on the finding that, in the manufacture of unfilled, unsealed side gusset packaging bags (premade bags), even complicated structures and process steps can easily be carried out by specialized manufacturers for subsequent filling.
- the corner seals can also be formed in this way, which are adapted to the bevelled and / or rounded bag corners.
- corner seals thus produce comparatively complicated and specially adapted sealing structures, the filling opening still remaining between the corner seals, into which, for example, a filling funnel can be inserted.
- corner seals are prefabricated as relatively complicated and sophisticated structures, after filling, they can be closed by at least one simple transverse sealing seam.
- a handle is cut, punched or punched out on the bag head, then a transverse sealing seam above and a further transverse sealing seam below the handle are expediently produced. Even then, simple manufacture is possible because only straight seams need to be produced.
- the unfilled, unsealed side gusset packaging bag can in principle be produced in a transverse process or in a modified longitudinal process in which the bottom gusset is arranged and fastened as a stand in a separate process step.
- the side folds extend to the bag head and are connected there by the corner seals to the front walls.
- the side gussets can also be expedient to fix the side gussets to the bag head in the folded state so that they do not gap open there when the side gusset packaging bag is filled.
- a fixation is possible, for example, by glue or circular punched holes in the side folds, which are initially folded on themselves, whereby the two front walls are then locally connected to each other during the sealing process and in particular when the corner seal is created, and thus also the respectively assigned side fold, through the openings formed in this way fix.
- the corner seals each have a first optionally curved leg along the contour of the associated beveled and / or rounded corner of the bag, a second leg adjoining the first leg and extending in a transverse direction of the bag.
- an optionally provided carrying handle can be arranged in relation to a longitudinal direction of the bag between the ends of the first legs and the ends of the second legs.
- the gusseted packaging bag can be equipped with further functional elements within the scope of the invention.
- a reclosure is arranged on one of the front walls.
- the reclosure can extend to the longitudinal seal seams, where the gussets are connected to the front walls.
- such a reclosure can also end in front of the side edges of the front walls.
- the reclosure can have, for example, two closure strips, each with a latching section and a connecting lug, the latching sections being operable either by hand or with a slide in the manner of a zipper.
- the reclosure can be arranged below and at a distance from the corner seals. This ensures that even when producing transverse sealing seams for closing the side gusset packaging bag at the level of the corner seals, only the two opposite front walls and the areas of the side gussets adjoining them are to be sealed together. A sufficient distance between the reclosure and the corner seals also means that these conditions are present even in the case of production inaccuracies during the production of the cross seal seams.
- the scope of the invention results in a smaller filling opening.
- the corner seals do not move along the transverse direction of the bag extend over the side folds inserted between the front walls.
- the corner seals can extend over 50% to 90% of the width of the self-folded side gussets.
- at least a partial area of the side folds is then unconnected, so that a comparatively large filling opening can still be formed there.
- the gussets should also be selected in a suitable size.
- the side folds inserted between the front walls in a flat state along the bag transverse direction each extend over 15% to 30% of a width of the front walls, so that the distance between the side folds then between 40% and 70% of the width of the front walls corresponds.
- the shape of the bag corners there are various design options for the shape of the bag corners. Sharp-edged, right-angled corners can be avoided both by a simple bevel and by an arc in the form of a radius. However, geometries which are composed of a plurality of curves and / or bevels are preferred.
- the corners of the bag can be rounded, for example, in an S-shape. In a particularly preferred manner, a first convex arc is obtained starting from the upper edge of the bag and then a concave arc up to the lateral edge of the bag.
- the bevelling and / or rounding at the corners of the bag preferably extends in the longitudinal direction of the bag over a length and in the transverse direction of the bag over a width of in each case between 1 cm and 10 cm, preferably between 3 cm and 8 cm.
- the invention also relates to the filled and closed side gusset bag according to claim 13, which receives a filling material.
- Typical filling goods for which the gusset packaging bag is suitable are, for example, pelletized pet food, cat litter, powdery or granular building products, pourable foods or the like. Precisely when the side-gusset packaging bag is provided with a reclosure according to a preferred embodiment of the invention, partial quantities of the filling material can also be removed, the remaining filling material then being protected by the reclosure.
- the side gusset packaging bag is formed from a corresponding heat sealable material.
- a multilayer film is usually used, the film having a heat-sealable layer on the inside of a bag, in particular based on polyolefin, and an outer layer on the outside of the bag.
- the sealing layer is expediently heat-sealable in order to be able to form and seal the gusset packaging bag by heat-sealing.
- the heat-sealable material also comes in various biological forms degradable plastics such as polylactic acid (PLA), polybutylene adipate terephthalate (PBAT) and polybutylene succinate (PBS).
- the outer layer is less easily heat-sealable than the sealing layer, for which purpose the outer layer can have a higher melting or softening temperature.
- the outer layer can be formed in particular from polyester, in particular polyethylene terephthalate (PET), such an outer layer usually being oriented.
- PET polyethylene terephthalate
- suitable materials for the outer layer are, for example, polyamide, polypropylene or polylactic acid, these materials also preferably having an orientation caused by stretching, which leads to a reduction in the tendency to melt when heat-sealed.
- the multilayer bag film is preferably laminated by adhesive.
- further layers can also be provided, for example in order to increase the barrier effect.
- a film layer made of ethylene-vinyl alcohol copolymer (EVOH), a thin metal film or a metallized film layer can be provided as a barrier.
- the thickness of the front walls, the gussets and the base is usually between 60 ⁇ m and 200 ⁇ m, preferably between 70 ⁇ m and 170 ⁇ m.
- a bag film can be provided which has an outer layer made of PET, a metallized intermediate layer made of PET and a sealing layer made of PE.
- the thickness of the two PET layers can be for example 12 microns and the thickness of the sealing layer 140 microns.
- all three layers can each be formed as a single film and connected by a laminating adhesive. This is particularly advantageous if an imprint is to be produced between the two PET layers. Starting from the outer layer, it is in fact not possible, because of the metallization, to have an imprint arranged even further inside at the transition to the sealing layer.
- the filling space preferably has a volume between 4 l and 20 l, the filling weight depending on the density of the filling material.
- the filling weight can be, for example, between 2.5 kg and 10 kg. Similar volumes and weights also result for foods such as rice.
- the gusset packaging bag can also be provided for larger or smaller containers.
- the Fig. 1 shows an unfilled, unsealed gusset packaging bag in a flat state.
- the gusseted bag is pre-produced and made available for subsequent filling - usually in another company.
- the correspondingly prefabricated gusset packaging bag has two front walls 1 and two gussets 2, which are arranged between the front walls 1 and connect the front walls 1 to one another.
- a stand base 3 is formed by a bottom fold initially arranged between the front walls 1, the stand base 3 at its edges by heat-sealing seams 4 (cf. Fig. 3 ) is connected to the front walls 1 and the gussets 2.
- the side folds 2 inserted between the front walls 1 extend in the flat state shown along a bag transverse direction q each over 15% to 30% of a width b of the front walls determined along the bag transverse direction q.
- S-shaped rounded bag corners 6 are provided, which can be formed, for example, by punching or trimming.
- the gussets 2 extend along a longitudinal direction I over the entire length or height of the front walls 1, so that, according to the course of the bag corners 6, the side folds 2 are cut or punched together with the front walls 1 in the desired manner.
- the bag head 5 has corner seals 7 in the area of the bag corners 6, which are approximately V-shaped.
- the corner seals 7 comprise a first leg 8 which runs along the contour of the S-shaped bag corner 6. Starting from an upper bag edge 9, a second leg 10 of the corner seal 7 adjoins below the first leg 8, the second leg 10 running along the transverse direction q.
- the corner seals 7 do not extend beyond the side folds 2 along the transverse direction q.
- the corner seals 7 can each extend, for example, over 50% to 90% of the width of the gussets 2 inserted. If the two front walls 1 are then moved away from each other for filling at the upper edge of the bag 9, the unconnected part of the side gussets 2 can spread apart and thus, despite the corner seals 7, still open a relatively large filling opening 11.
- the side gussets 2 are fixed there in the folded state by connecting points 12.
- a handle 13 is formed by an incision or a stamping, the handle 13 being located with respect to the longitudinal direction I between the ends of the first legs 8 on the one hand and the ends of the second legs 10 on the other. If - as explained below - simple transverse sealing seams 14 are produced at the ends (cf. Fig. 3 ), the handle 13 is seen in the longitudinal direction I between the transverse sealing seams 14.
- a reclosure 15 is shown, which with fastening seams 16 on the in Fig. 1 front front wall 1 is attached.
- the reclosure 15 comprises a slide 17, with which latching sections 18 of the reclosure 15 can be separated and connected.
- the slide 17 Before opening for the first time, the slide 17 is located in an opening 19 of the associated front wall 1, it being possible for an adjacent section of the front wall 1 to be torn out along a line of weakness 20.
- the line of weakness 20 can be formed by perforation, punching or particularly preferably by means of a laser.
- the fastening seams 16 of the reclosure 15 extend to longitudinal seal seams 21, at which the side gussets 2 are connected to the front walls 1.
- the Figure 2A shows the initially unfilled, unsealed side gusset packaging bag according to the Fig. 1 during a filling process, a filling funnel 22 being inserted into the filling opening 11. Since the shape of the corner seals 7, which are comparatively complicated, are already present in the prefabricated side-gusset packaging bag, according to FIG Figure 2A shown filling process of the gusset packaging bags are closed in a known manner by simple, straight transverse sealing seams 14, the transverse sealing seams 14 connecting the corner seals 7 to one another.
- a transverse sealing seam 14 is produced above and below the handle 13 for each side gusset packaging bag. Since the transverse sealing seams 14 extend as far as the corner seals 7, a closed frame is thus formed around the carrying handle 13, a tight seal of the filled side-gusset packaging bag also being ensured.
- conventional straight heat sealing jaws 23 are shown schematically.
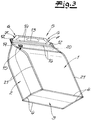
- the Fig. 3 finally shows the filled gusset packaging bag in a perspective view.
- FIG Fig. 4 A preferred embodiment of the reclosure 15 is shown in FIG Fig. 4 shown.
- Reclosure 15 can be seen with a slide 17, which acts on latching sections 18.
- a connecting lug 24 adjoins the latching sections 18, starting from the assigned front wall 1, the rear connecting lug 24 being fastened with a separate film strip 26 above the slide 17 and above the latching sections 18. Since the two connecting lugs 24 are initially connected to one another, a tight seal is ensured before opening for the first time, although the slide 17 according to FIG Fig. 1 is arranged in an associated opening 19.
- the entire reclosure 15, including the film strip 25, is arranged below and at a distance from the corner seals 7 and the lower transverse sealing seam 14.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Bag Frames (AREA)
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP18202406.7A EP3643635B1 (fr) | 2018-10-24 | 2018-10-24 | Sac d'emballage à soufflets non rempli, non fermé |
| ES18202406T ES2863319T3 (es) | 2018-10-24 | 2018-10-24 | Bolsa de embalaje con pliegues laterales sin llenar ni cerrar |
| US16/660,151 US11214406B2 (en) | 2018-10-24 | 2019-10-22 | Unfilled open side-gusset bag |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP18202406.7A EP3643635B1 (fr) | 2018-10-24 | 2018-10-24 | Sac d'emballage à soufflets non rempli, non fermé |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3643635A1 true EP3643635A1 (fr) | 2020-04-29 |
| EP3643635B1 EP3643635B1 (fr) | 2020-12-30 |
Family
ID=64023959
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP18202406.7A Not-in-force EP3643635B1 (fr) | 2018-10-24 | 2018-10-24 | Sac d'emballage à soufflets non rempli, non fermé |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US11214406B2 (fr) |
| EP (1) | EP3643635B1 (fr) |
| ES (1) | ES2863319T3 (fr) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7539262B2 (ja) * | 2020-06-25 | 2024-08-23 | 株式会社細川洋行 | ガゼット袋及びバッグインボックス |
| GB2598783A (en) * | 2020-09-14 | 2022-03-16 | Tipa Corp Ltd | Compostable fasteners |
| MX2023015255A (es) * | 2021-06-30 | 2024-01-19 | Amcor Flexibles North America Inc | Bolsa reciclable. |
| US12420986B2 (en) | 2023-06-15 | 2025-09-23 | Polytex Fibers Llc | Woven pouch bag and methods of making the same |
Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10119905A (ja) * | 1996-10-11 | 1998-05-12 | Fuji Seal Co Ltd | 容器への内容物充填方法 |
| JP2000335595A (ja) * | 1999-05-26 | 2000-12-05 | Sanwa Kogyo Kk | 折襞付き包装袋 |
| DE10340099A1 (de) | 2003-08-30 | 2005-03-24 | B & B Verpackungstechnik Gmbh & Co. Kg | Beutel oder Sack aus Kunststoffolie und Verfahren zur Herstellung |
| US7210848B2 (en) | 2003-12-18 | 2007-05-01 | Morance Soudure | System for opening/closing a packaging bag, and packaging bag equipped with this system |
| US20080240626A1 (en) * | 2007-03-30 | 2008-10-02 | Gary Michael Bell | Bag construction with side gussets |
| DE102008021505A1 (de) | 2008-04-29 | 2009-11-05 | B & B - Maf Gmbh & Co. Kg | Verfahren zum Herstellen eines Verpackungsbehälters |
| EP1541332B1 (fr) | 2002-07-24 | 2014-05-14 | Totani Corporation | Machine a fabriquer des sacs |
| EP2857323A1 (fr) | 2013-10-02 | 2015-04-08 | Mondi Halle GmbH | Sac d'emballage en film et procédé de fabrication d'un sac d'emballage en film |
| JP2015182769A (ja) * | 2014-03-20 | 2015-10-22 | 株式会社フジシール | パウチ包装体の製造方法及びパウチ把持ユニット |
| EP3023350A1 (fr) | 2014-11-21 | 2016-05-25 | Mondi Consumer Packaging Technologies GmbH | Sac à fermeture à glissière avant doté d'une poignée découpée |
| EP3246266A1 (fr) | 2016-05-17 | 2017-11-22 | Mondi AG | Procede de fabrication d'un sachet a soufflets lateraux et sachet a soufflets lateraux vides poses a plat |
| EP3023356B1 (fr) | 2014-11-18 | 2018-01-03 | Mondi AG | Procede de fabrication d'un sachet a soufflets |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5060803A (en) * | 1991-01-17 | 1991-10-29 | Beer Jeffrey S | Gussetted flexible package with tear notch to form pour spout |
| US6375037B1 (en) * | 2000-10-10 | 2002-04-23 | Kapak Corporation | Bag construction for distributing material |
| US7014363B2 (en) * | 2002-12-19 | 2006-03-21 | Violet Hanson | Plastic gusset bag with closure and cut-out handle |
| US8944684B2 (en) | 2007-03-30 | 2015-02-03 | Ampac Holdings Llc | Bag construction with side gussets |
| US10486881B2 (en) * | 2016-12-09 | 2019-11-26 | Fres-Co System Usa, Inc. | Flexible packages with clog resistant degassing valve and methods of making the same |
-
2018
- 2018-10-24 ES ES18202406T patent/ES2863319T3/es active Active
- 2018-10-24 EP EP18202406.7A patent/EP3643635B1/fr not_active Not-in-force
-
2019
- 2019-10-22 US US16/660,151 patent/US11214406B2/en active Active
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10119905A (ja) * | 1996-10-11 | 1998-05-12 | Fuji Seal Co Ltd | 容器への内容物充填方法 |
| JP2000335595A (ja) * | 1999-05-26 | 2000-12-05 | Sanwa Kogyo Kk | 折襞付き包装袋 |
| EP1541332B1 (fr) | 2002-07-24 | 2014-05-14 | Totani Corporation | Machine a fabriquer des sacs |
| DE10340099A1 (de) | 2003-08-30 | 2005-03-24 | B & B Verpackungstechnik Gmbh & Co. Kg | Beutel oder Sack aus Kunststoffolie und Verfahren zur Herstellung |
| US7210848B2 (en) | 2003-12-18 | 2007-05-01 | Morance Soudure | System for opening/closing a packaging bag, and packaging bag equipped with this system |
| US20080240626A1 (en) * | 2007-03-30 | 2008-10-02 | Gary Michael Bell | Bag construction with side gussets |
| DE102008021505A1 (de) | 2008-04-29 | 2009-11-05 | B & B - Maf Gmbh & Co. Kg | Verfahren zum Herstellen eines Verpackungsbehälters |
| EP2857323A1 (fr) | 2013-10-02 | 2015-04-08 | Mondi Halle GmbH | Sac d'emballage en film et procédé de fabrication d'un sac d'emballage en film |
| JP2015182769A (ja) * | 2014-03-20 | 2015-10-22 | 株式会社フジシール | パウチ包装体の製造方法及びパウチ把持ユニット |
| EP3023356B1 (fr) | 2014-11-18 | 2018-01-03 | Mondi AG | Procede de fabrication d'un sachet a soufflets |
| EP3023350A1 (fr) | 2014-11-21 | 2016-05-25 | Mondi Consumer Packaging Technologies GmbH | Sac à fermeture à glissière avant doté d'une poignée découpée |
| EP3246266A1 (fr) | 2016-05-17 | 2017-11-22 | Mondi AG | Procede de fabrication d'un sachet a soufflets lateraux et sachet a soufflets lateraux vides poses a plat |
Also Published As
| Publication number | Publication date |
|---|---|
| US11214406B2 (en) | 2022-01-04 |
| US20200130896A1 (en) | 2020-04-30 |
| ES2863319T3 (es) | 2021-10-11 |
| EP3643635B1 (fr) | 2020-12-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3023356B1 (fr) | Procede de fabrication d'un sachet a soufflets | |
| EP0494582B1 (fr) | Emballage sous forme de sachet avec un moyen facilitant l'ouverture | |
| EP2032454B1 (fr) | Sachet composé d'un film | |
| EP2354026B1 (fr) | Sachet à soufflets latéraux et procédé de fabrication d'un sachet à soufflets latéraux | |
| EP2039620B1 (fr) | Sachet à soufflet latéral | |
| EP2301859A1 (fr) | Sachet à fond plat à partir d'une feuille de plastique pouvant être scellée à chaud et son procédé de fabrication | |
| DE3810555A1 (de) | Schlauchfoermiger behaelter aus kunststoffmaterial und verfahren zu seiner herstellung | |
| DE1900337B2 (de) | Verfahren zum herstellen von tragetaschen aus kunststoffolie | |
| EP3643635B1 (fr) | Sac d'emballage à soufflets non rempli, non fermé | |
| EP2433879B1 (fr) | Sachet à fond plat pour produits pouvant s'écouler et procédé de fabrication d'un sachet à fond plat | |
| EP2845820B1 (fr) | Sachet à soufflet latéral en tissu composite en matière plastique | |
| CH699121A1 (de) | Verfahren zur Herstellung eines Verpackungsbeutels. | |
| EP2511187B1 (fr) | Récipient destiné à l'emballage de produits en vrac | |
| EP3246266B1 (fr) | Procede de fabrication d'un sachet a soufflets lateraux et sachet a soufflets lateraux vides poses a plat | |
| EP2998236B1 (fr) | Sachet à soufflets latéraux et procédé de fabrication d'un sachet à soufflets latéraux | |
| DE102005058552A1 (de) | Verfahren zur Herstellung eines Packmittels und Packmittel aus flexiblem Material | |
| DE102010051065A1 (de) | Verpackungsbehälter für Füllgüter und Verfahren zur Herstellung des Verpackungsbehälters | |
| EP3023350B1 (fr) | Sac à fermeture à glissière avant doté d'une poignée découpée et flan pour sa formation | |
| DE102005026149A1 (de) | Verfahren und Vorrichtung zur Herstellung von Folienbeuteln | |
| DE202016102623U1 (de) | Flachliegender, unbefüllter Seitenfaltenbeutel | |
| DE10131902A1 (de) | Standfähige Schlauchbeutel, Verfahren für deren Herstellung und Vorrichtung zur Durchführung des Verfahrens | |
| DE19925969A1 (de) | Standfähige Schlauchbeutel, Verfahren für deren Herstellung und Vorrichtung zur Durchführung des Verfahrens | |
| DE102008039953A1 (de) | Verfahren zum Herstellen einer Verpackung | |
| EP3170765A2 (fr) | Sachet d'emballage en film muni d'une poignee | |
| DE102008064308A1 (de) | Verfahren zum Bearbeiten einer Materialbahn |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20190618 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20200528 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502018003460 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1349721 Country of ref document: AT Kind code of ref document: T Effective date: 20210115 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201230 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201230 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210331 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210330 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201230 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201230 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210330 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20201230 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201230 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201230 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210430 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201230 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201230 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201230 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201230 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201230 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210430 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502018003460 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2863319 Country of ref document: ES Kind code of ref document: T3 Effective date: 20211011 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201230 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201230 |
|
| 26N | No opposition filed |
Effective date: 20211001 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20211224 Year of fee payment: 4 Ref country code: DE Payment date: 20211019 Year of fee payment: 4 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201230 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20211022 Year of fee payment: 4 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210430 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20211102 Year of fee payment: 4 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20211031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201230 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20211024 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20211031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20211031 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20211031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20211024 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502018003460 Country of ref document: DE |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20221024 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201230 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201230 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201230 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20181024 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221031 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230503 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221024 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221024 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20231127 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221025 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221025 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201230 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201230 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201230 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 1349721 Country of ref document: AT Kind code of ref document: T Effective date: 20231024 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20231024 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20231024 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20260410 Year of fee payment: 5 |