EP3704033B1 - Machine d'emballage de production d'un emballage coque individuel - Google Patents
Machine d'emballage de production d'un emballage coque individuel Download PDFInfo
- Publication number
- EP3704033B1 EP3704033B1 EP18766244.0A EP18766244A EP3704033B1 EP 3704033 B1 EP3704033 B1 EP 3704033B1 EP 18766244 A EP18766244 A EP 18766244A EP 3704033 B1 EP3704033 B1 EP 3704033B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- packaging machine
- station
- containers
- cleaning
- transport container
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D75/00—Packages comprising articles or materials partially or wholly enclosed in strips, sheets, blanks, tubes or webs of flexible sheet material, e.g. in folded wrappers
- B65D75/28—Articles or materials wholly enclosed in composite wrappers, i.e. wrappers formed by associating or interconnecting two or more sheets or blanks
- B65D75/30—Articles or materials enclosed between two opposed sheets or blanks having their margins united, e.g. by pressure-sensitive adhesive, crimping, heat-sealing, or welding
- B65D75/32—Articles or materials enclosed between two opposed sheets or blanks having their margins united, e.g. by pressure-sensitive adhesive, crimping, heat-sealing, or welding one or both sheets or blanks being recessed to accommodate contents
- B65D75/325—Articles or materials enclosed between two opposed sheets or blanks having their margins united, e.g. by pressure-sensitive adhesive, crimping, heat-sealing, or welding one or both sheets or blanks being recessed to accommodate contents one sheet being recessed, and the other being a flat not- rigid sheet, e.g. puncturable or peelable foil
- B65D75/327—Articles or materials enclosed between two opposed sheets or blanks having their margins united, e.g. by pressure-sensitive adhesive, crimping, heat-sealing, or welding one or both sheets or blanks being recessed to accommodate contents one sheet being recessed, and the other being a flat not- rigid sheet, e.g. puncturable or peelable foil and forming several compartments
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61J—CONTAINERS SPECIALLY ADAPTED FOR MEDICAL OR PHARMACEUTICAL PURPOSES; DEVICES OR METHODS SPECIALLY ADAPTED FOR BRINGING PHARMACEUTICAL PRODUCTS INTO PARTICULAR PHYSICAL OR ADMINISTERING FORMS; DEVICES FOR ADMINISTERING FOOD OR MEDICINES ORALLY; BABY COMFORTERS; DEVICES FOR RECEIVING SPITTLE
- A61J1/00—Containers specially adapted for medical or pharmaceutical purposes
- A61J1/03—Containers specially adapted for medical or pharmaceutical purposes for pills or tablets
- A61J1/035—Blister-type containers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B39/00—Nozzles, funnels or guides for introducing articles or materials into containers or wrappers
- B65B39/007—Guides or funnels for introducing articles into containers or wrappers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B5/00—Packaging individual articles in containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, jars
- B65B5/10—Filling containers or receptacles progressively or in stages by introducing successive articles, or layers of articles
- B65B5/101—Filling containers or receptacles progressively or in stages by introducing successive articles, or layers of articles by gravity
- B65B5/103—Filling containers or receptacles progressively or in stages by introducing successive articles, or layers of articles by gravity for packaging pills or tablets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B7/00—Closing containers or receptacles after filling
- B65B7/16—Closing semi-rigid or rigid containers or receptacles not deformed by, or not taking-up shape of, contents, e.g. boxes or cartons
- B65B7/162—Closing semi-rigid or rigid containers or receptacles not deformed by, or not taking-up shape of, contents, e.g. boxes or cartons by feeding web material to securing means
- B65B7/164—Securing by heat-sealing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B9/00—Enclosing successive articles, or quantities of material, e.g. liquids or semiliquids, in flat, folded, or tubular webs of flexible sheet material; Subdividing filled flexible tubes to form packages
- B65B9/02—Enclosing successive articles, or quantities of material between opposed webs
- B65B9/04—Enclosing successive articles, or quantities of material between opposed webs one or both webs being formed with pockets for the reception of the articles, or of the quantities of material
- B65B9/045—Enclosing successive articles, or quantities of material between opposed webs one or both webs being formed with pockets for the reception of the articles, or of the quantities of material for single articles, e.g. tablets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D75/00—Packages comprising articles or materials partially or wholly enclosed in strips, sheets, blanks, tubes or webs of flexible sheet material, e.g. in folded wrappers
- B65D75/52—Details
- B65D75/527—Tear-lines for separating a package into individual packages
-
- G—PHYSICS
- G07—CHECKING-DEVICES
- G07F—COIN-FREED OR LIKE APPARATUS
- G07F17/00—Coin-freed apparatus for hiring articles; Coin-freed facilities or services
- G07F17/0092—Coin-freed apparatus for hiring articles; Coin-freed facilities or services for assembling and dispensing of pharmaceutical articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B2210/00—Specific aspects of the packaging machine
- B65B2210/06—Sterilising or cleaning machinery or conduits
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2585/00—Containers, packaging elements or packages specially adapted for particular articles or materials
- B65D2585/56—Containers, packaging elements or packages specially adapted for particular articles or materials for medicinal tablets or pills
Definitions
- the present invention relates to a packaging machine for producing individual blister packs for drug administration.
- the EP 1 627 813 A1 , the WO 2005/108208 A1 as well as the US 7 225 597 B1 describe a packaging machine for producing individual blister packs for dispensing medicaments, wherein the packaging machine comprises a filling station with a plurality of containers, each container being provided for storing and dispensing a predetermined medicament, wherein the packaging machine has a conveyor device, wherein the conveyor device is provided for conveying a carrier of a blister pack.
- US 2016/304 229 A1 shows a device for producing tube blister packs, which includes dispensing stations and a collection device for delivering medication doses to a blister packaging device.
- the blister packaging device fills the resulting medication doses in groups into pockets of a tube blister pack.
- the US 2009/255 952 A1 describes a cleaning station, in particular a separator plate, which is capable of efficiently cleaning a drug remaining in a V-gauge.
- the US 2007/084 150 A1 relates to an automated packaging machine for pharmaceutical products that simultaneously processes a large number of Fills product packaging templates in parallel with the desired pharmaceutical dosage requirements.
- US 4 655 026 A discloses a pill dispensing machine that can selectively dispense a variety of different medications into preformed recesses in a plastic strip.
- Blister packs are already known. A distinction is made between bag-like tubular blisters and flat, essentially rigid card blisters. It is also known to fill and seal such a card blister pack with medications for several days and, if necessary, several times per patient, according to a doctor's prescription, so that the patient only needs to take all the medications contained in one compartment at the right time.
- prefabricated carriers are used with a predetermined matrix of wells (e.g. in the form of a 7 x 2 matrix, i.e. 14 wells for 2 administration times over 7 days).
- patient-specific packaging is often carried out at least partially manually.
- cross-contamination occurs due to drug-carrying parts of the packaging machine coming into contact with different drugs.
- the known packaging machines require a lot of space and are expensive, so that such packaging machines have so far only been used in so-called blister centers. It is therefore an object of the present invention to provide a packaging machine for producing such blister packs that can be operated flexibly and with little space requirement while avoiding cross-contamination and can preferably also be used on-site.
- the packaging machine according to the invention achieves the significant advantage that the drugs are filled as immediately as possible, i.e. directly, into the recesses, thereby eliminating cross-contamination. In any case, a transfer device, for example a chute or a funnel, over which several different drugs are moved, is avoided.
- a packaging machine according to the invention is also referred to as a blister machine.
- the packaging machine comprises a control unit that controls the individual parts of the packaging machine.
- the control unit is connected to at least one detection device in order to check correct functioning.
- the data from the detection device is input into a feedback loop of the control unit.
- the medicaments must be assigned to the individual wells.
- this is achieved by arranging the carrier and/or the containers so that they can move transversely to the conveying direction.
- the container and well are aligned relative to each other to enable precise filling.
- the packaging machine preferably comprises a detection device that monitors the relative movement of the container and the carrier.
- the container is configured to dispense a predetermined number of medicaments.
- the packaging machine comprises at least one measuring device for measuring the fill level of at least one of the containers. This advantageously makes it possible to automatically dispense precisely measured amounts of medicaments and to detect early on when a container needs to be refilled or replaced.
- the conveying device is provided for conveying at least one movable transport container, wherein the packaging machine is configured such that, in the filling station, the medicaments can be filled directly from the containers into the transport container, wherein the packaging machine comprises a transfer station, wherein the packaging machine is configured such that, in the transfer station, the medicaments can be transferred from the movable transport container into a recess of a blister pack carrier assigned to the transport container.
- the packaging machine is configured such that, in the transfer station, the medicaments can be transferred from the movable transport container into a recess of a blister pack carrier assigned to the transport container.
- the packaging machine comprises a plurality of movable transport containers, whereby the cycle speed of the packaging machine can advantageously be increased. is increased.
- the packaging machine comprises at least as many transport containers as the carrier has adjacently arranged recesses, i.e., in particular, the number of transport containers corresponds to the number of columns of the carrier, particularly preferably twice the number of columns. This advantageously makes it possible to fill a row of recesses simultaneously and, if necessary, to have the transport containers assigned to the next row filled by the containers while the recesses are being filled.
- the conveyor device is a conveyor belt, in particular an endless conveyor belt.
- the conveyor device comprises at least one guide rail and a drive, in particular a magnetic drive.
- the transport containers are movable essentially autonomously and independently of one another on the conveyor device.
- the packaging machine comprises a sealing station, wherein the sealing station is arranged immediately after the filling station or the transfer station, wherein the sealing station is configured to seal a lidding film onto the carrier.
- the sealing station is arranged such that the filled recesses are immediately sealed by the lidding film.
- the packaging machine comprises a separating device for separating a predetermined length of the blister pack and/or the carrier, wherein the separating device is arranged before or after the filling station, the transfer station and/or the sealing station. It is advantageously possible to further increase flexibility with regard to different blister pack sizes.
- the packaging machine comprises a cleaning station, wherein the cleaning station is arranged immediately after the transfer station, wherein the cleaning station is configured for the automatic cleaning of the at least one transport container and the containers.
- the packaging machine is configured such that each transport container is cleaned, in particular sterilized and/or disinfected, immediately after the medicaments have been transferred into the recess. This further reduces the risk of cross-contamination in a particularly advantageous manner. The thorough cleaning makes it possible to use the transport containers multiple times without the risk of contamination.
- the packaging machine comprises a printing station, wherein the printing station is configured to print information onto the lidding film and/or the carrier.
- the printing station is particularly preferably arranged before or after the filling station or the sealing station.
- the containers are designed to be exchangeable and/or refillable, particularly automatically. This advantageously makes it possible to increase the space requirements and flexibility of the packaging machine. For example, rarely used medications can be inserted into the packaging machine only when needed. Furthermore, simple and hygienic refilling of the containers is possible, particularly without requiring a downtime of the packaging machine, since the container can be exchanged for another container.
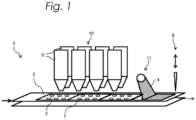
- FIG. 1 A packaging machine is shown that does not correspond to the invention. In this case, only a section of the packaging machine 5 is shown schematically.
- a conveyor device 7 for example an endless conveyor belt, transports an (endless) carrier 3 with matrix-like recesses 2 along a conveying direction, here linear.
- the packaging machine 5 comprises a control unit, not shown here, which monitors and controls the operation of the packaging machine 5.
- a filling station 10 contains a plurality of containers 6, each of which contains a predetermined medication. If a container 6 is positioned exactly above a recess 2 into which the medication contained in the container 6 is to be filled according to the patient's individual specifications, which the control unit can detect, for example, via a corresponding detection device, a predetermined amount of the medication is filled into the recess 2.
- aids such as funnels or other filling aids can be used. It is important that these filling aids are not designed for containers 6. with different medicines to avoid cross-contamination.
- each of the recesses 2 with the correct medication.
- the containers 6 are displaceable at least transversely to the conveying direction.
- the carrier 3 is at least partially displaceable transversely to the conveying direction.
- filling aids are provided such that the medication can be poured from a container 6 into one or more recesses 2 in a targeted manner.
- the lidding film 4 is sealed onto the carrier 3 in a sealing station 11, ideally immediately after the last filling. This hygienically seals the wells 2.
- the lidding film 4 is unwound from a roll, for example, and sealed using ultrasound or heat. For the sake of simplicity, no sealing tool is shown here.
- a separating device 8 is arranged after the sealing station 11, which separates the various blister packs from one another and/or separates the lidding film 4.
- a printing station where the lidding film 4 and/or the carrier 3 can be printed with relevant information.
- This printing station can be arranged before or after the filling station 10 or the sealing station 12.
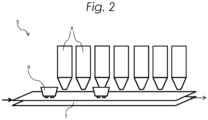
- FIG 2 a packaging machine 5 according to the present invention is shown.
- the recesses 2 are not directly filled with the medicaments from the containers 6 are filled, but these are first filled into movable transport containers 9.
- the transport containers 9 can be moved by the conveyor device 7 or they can be moved independently of one another, wherein the conveyor device 7 can provide a drive, for example a magnetic drive, or merely form a guide for the transport containers 9.
- the transport containers 9 are filled through the containers 6, whereby this is easier due to an opening adapted to the containers 6 or at least a larger opening compared to the opening of the recesses 2 than with direct filling of the recesses 2.
- the transport containers 9 can take on a variety of possible shapes, for example a trolley-like shape.
- a transfer station (not shown here) is provided, in which the medicaments collected in the transport containers 9 are transferred into the respective recesses 2. It will be clear to the person skilled in the art that, for correct dosing, a transport container 9 is preferably assigned to each recess 2.
- a sealing station 11 is provided immediately following the transfer station in order to close the recesses 2.
- a cleaning station - also not shown - is provided in which the transport containers 9 are cleaned, preferably disinfected and particularly preferably sterilized in order to avoid possible cross-contamination during subsequent use.
- the cleaning station is located immediately after the transfer station to avoid possible cross-contamination.
- the number of transport containers 9 corresponds at least to the number of recesses 2 in one row, particularly preferably in two rows, in order to increase the cycle speed.
- the number of transport containers 9 corresponds at least to the number of recesses 2 in one row, particularly preferably in two rows, in order to increase the cycle speed.
- the number of transport containers 9 corresponds at least to the number of recesses 2 in a blister pack.
Landscapes
- Mechanical Engineering (AREA)
- Engineering & Computer Science (AREA)
- Health & Medical Sciences (AREA)
- Composite Materials (AREA)
- Chemical & Material Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Pharmacology & Pharmacy (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- General Physics & Mathematics (AREA)
- Physics & Mathematics (AREA)
- Containers And Plastic Fillers For Packaging (AREA)
- Medical Preparation Storing Or Oral Administration Devices (AREA)
- Packages (AREA)
- Auxiliary Devices For And Details Of Packaging Control (AREA)
Claims (5)
- Machine d'emballage (5) pour la fabrication d'emballages sous blisters individuels pour la distribution de médicaments, la machine d'emballage (5) comprenant un poste de remplissage (10) avec une pluralité de récipients (6), chaque récipient (6) étant prévu pour le stockage et la distribution d'un médicament prédéterminé, la machine d'emballage (5) comprenant un dispositif de transport (7), caractérisée en ce que le dispositif de transport (7) est prévu pour transporter au moins un récipient de transport mobile (9), la machine d'emballage (5) étant configurée de telle sorte, la machine d'emballage (5) comprend une station de transfert, la machine d'emballage (5) étant configurée de telle sorte que, dans la station de transfert, les médicaments peuvent être transférés du récipient de transport mobile (9) dans un renfoncement (2), associé au récipient de transport (9), d'un support (3) d'un emballage blister, la machine d'emballage (5) comprenant une station de scellement (11), wherein the sealing station (11) is arranged immediately after the transfer station, wherein the sealing station (11) is set up for sealing a lidding film (4) onto the carrier (3), wherein the packaging machine (5) comprises a cleaning station, wherein the cleaning station is arranged immediately after the transfer station, wherein the cleaning station is set up for automatic cleaning of the at least one transport container (9).
- Mmachine d'emballage (5) selon la revendication 1, caractérisée en ce que la machine d'emballage (5) comprend un dispositif de séparation (8) pour séparer une longueur prédéterminée de l'emballage blister et/ou du support (3), le dispositif de séparation (8) étant disposé avant ou après la station de remplissage (10), la station de transfert et/ou la station de scellage (11).
- Machine d'emballage (5) selon la revendication 2, caractérisée en ce que la machine d'emballage (5) comprend une station de nettoyage, la station de nettoyage étant disposée, en particulier immédiatement, après la station de transfert, la station de nettoyage étant aménagée pour le nettoyage, en particulier automatique, du au moins un récipient de transport (9) et/ou des récipients (6).
- Machine d'emballage selon l'une des revendications 1 à 3 ci-dessus, caractérisée en ce que les supports (3) sont fournis par différentes machines et comprennent de préférence un comprimé, une poudre, une pommade et/ou un liquide.
- Machine de conditionnement (5) selon l'une des revendications 1 à 4, caractérisée en ce que les récipients (6) sont prévus pour être interchangeables et/ou remplis, notamment de manière automatique.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102017215917.0A DE102017215917A1 (de) | 2017-09-08 | 2017-09-08 | Individuelle Blisterverpackung, Verpackungsmaschine und Verfahren zur Herstellung einer individuellen Blisterverpackung |
| PCT/EP2018/074178 WO2019048625A2 (fr) | 2017-09-08 | 2018-09-07 | Emballage coque individuel, machine d'emballage et procédé de production d'un emballage coque individuel |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP3704033A2 EP3704033A2 (fr) | 2020-09-09 |
| EP3704033B1 true EP3704033B1 (fr) | 2025-06-25 |
| EP3704033C0 EP3704033C0 (fr) | 2025-06-25 |
Family
ID=63528800
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP18766244.0A Active EP3704033B1 (fr) | 2017-09-08 | 2018-09-07 | Machine d'emballage de production d'un emballage coque individuel |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20210147133A1 (fr) |
| EP (1) | EP3704033B1 (fr) |
| DE (1) | DE102017215917A1 (fr) |
| WO (1) | WO2019048625A2 (fr) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114311659B (zh) | 2017-05-16 | 2025-10-21 | 南京三迭纪医药科技有限公司 | 3d打印设备和方法 |
| US10201503B1 (en) | 2018-01-09 | 2019-02-12 | Triastek, Inc. | Precision pharmaceutical 3D printing device |
| US12384112B2 (en) | 2019-08-20 | 2025-08-12 | Triastek, Inc. | High-throughput and high-precision pharmaceutical additive manufacturing system |
| WO2021164660A1 (fr) * | 2020-02-17 | 2021-08-26 | Triastek, Inc. | Système de déchargement et d'emballage continu destiné à la fabrication additive pharmaceutique |
| KR20230037026A (ko) | 2020-07-10 | 2023-03-15 | 트리아스텍 인코포레이티드 | 고정밀 적층 제조 디바이스 및 고처리량 적층 제조 시스템 |
| CN111688959B (zh) * | 2020-07-21 | 2024-10-22 | 山东新华医疗器械股份有限公司 | 一种灌装冲封一体机 |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3737029A (en) * | 1971-08-09 | 1973-06-05 | Parke Davis & Co | Pharmacal package construction |
| US4655026A (en) * | 1985-12-11 | 1987-04-07 | Wigoda Luis T | Pill dispensing machine |
| FR2754239A1 (fr) * | 1996-10-08 | 1998-04-10 | Euresko | Dispositif alimentaire pour chaine de conditionnement d'assortiment d'articles et chaine mettant en oeuvre un tel dispositif |
| US20070084150A1 (en) * | 2000-11-01 | 2007-04-19 | Medical Technology Systems, Inc. | Automated solid pharmaceutical product packaging machine |
| EP1627813B1 (fr) * | 2004-08-20 | 2007-05-02 | MARCHESINI GROUP S.p.A. | Les appareils pour placer des produits dans un emballage à blister |
| EP1647487B1 (fr) * | 2004-10-12 | 2007-06-27 | MediSeal GmbH | Procédé et dispositif pour placer des comprimés dans les alvéoles formés dans une feuille |
| US20080093372A1 (en) * | 2006-10-23 | 2008-04-24 | Milton Monroe T | Method and apparatus for sorting, counting and packaging pharmaceutical drugs and other objects |
| WO2008114177A1 (fr) * | 2007-03-16 | 2008-09-25 | Mechatronic Engineering S.R.L. | Conditionnement pour pilules, bonbons et similaires |
| EP1780126B1 (fr) * | 2005-10-28 | 2010-01-27 | MARCHESINI GROUP S.p.A. | Dispositif d'alimentation d'articles divers à une bande alvéolaire, tels que capsules, pilules ou tablettes |
| EP2543602A1 (fr) * | 2010-03-05 | 2013-01-09 | Tosho Inc. | Dispositif de conditionnement séparé de médicament |
| US20160128903A1 (en) * | 2013-06-13 | 2016-05-12 | Ken KODAI | Ptp sheet for pharmaceutical packaging |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR85821E (fr) * | 1964-05-27 | 1965-10-22 | Participations & Procedes Ind | éléments déshydratants et leur procédé de fabrication |
| DE1461923C3 (de) * | 1965-07-09 | 1974-02-21 | Hoefliger + Karg, 7050 Waiblingen | Vorrichtung zum registerhaltigen Versiegeln von zwei eine Ware einschließenden Folienbahnen |
| US3605374A (en) * | 1969-04-02 | 1971-09-20 | American Can Co | Method of making multi-unit packages |
| DE2853737A1 (de) * | 1978-12-13 | 1980-07-03 | Klaus A Sontag | Durchdrueckpackung |
| WO1997010159A1 (fr) * | 1995-09-13 | 1997-03-20 | Dai Nippon Printing Co., Ltd. | Emballage, son procede de fabrication et combinaison d'un dispositif d'emballage et d'une boite de stockage |
| WO2005108208A1 (fr) * | 2004-05-07 | 2005-11-17 | I.M.A. Industria Macchine Automatiche S.P.A. | Emballeuse thermoformeuse permettant de produire des emballages alveoles |
| DE102006007136A1 (de) * | 2005-06-03 | 2006-12-07 | Wolfgang Zieher | Vorrichtung zur Individual-Verpackung von Tabletten nach enem Multi-Dose-System |
| US7225597B1 (en) * | 2005-12-23 | 2007-06-05 | Qem, Inc. | Machine to automate dispensing of pills |
| JP4083196B2 (ja) * | 2006-10-16 | 2008-04-30 | 株式会社湯山製作所 | 薬剤分包機のv枡に使用する仕切板 |
| EP2062822A1 (fr) * | 2007-11-24 | 2009-05-27 | UHLMANN PAC-SYSTEME GmbH & Co. KG | Procédé et dispositif de remplissage individuel de blisters |
| EP2754614B1 (fr) * | 2013-01-14 | 2015-06-24 | Edwin Kohl | Installation et procédé destinés au remplissage pour une personne de blisters avec des médicaments |
| EP2955116B1 (fr) * | 2014-06-13 | 2016-12-14 | UHLMANN PAC-SYSTEME GmbH & Co. KG | Dispositif et procédé de guidage de produits dans des jattes de plaquettes thermoformées |
| US10086965B2 (en) * | 2015-04-17 | 2018-10-02 | Carefusion Germany 326 Gmbh | Tube blister packaging apparatus and method |
-
2017
- 2017-09-08 DE DE102017215917.0A patent/DE102017215917A1/de not_active Withdrawn
-
2018
- 2018-09-07 EP EP18766244.0A patent/EP3704033B1/fr active Active
- 2018-09-07 US US16/645,302 patent/US20210147133A1/en not_active Abandoned
- 2018-09-07 WO PCT/EP2018/074178 patent/WO2019048625A2/fr not_active Ceased
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3737029A (en) * | 1971-08-09 | 1973-06-05 | Parke Davis & Co | Pharmacal package construction |
| US4655026A (en) * | 1985-12-11 | 1987-04-07 | Wigoda Luis T | Pill dispensing machine |
| FR2754239A1 (fr) * | 1996-10-08 | 1998-04-10 | Euresko | Dispositif alimentaire pour chaine de conditionnement d'assortiment d'articles et chaine mettant en oeuvre un tel dispositif |
| US20070084150A1 (en) * | 2000-11-01 | 2007-04-19 | Medical Technology Systems, Inc. | Automated solid pharmaceutical product packaging machine |
| EP1627813B1 (fr) * | 2004-08-20 | 2007-05-02 | MARCHESINI GROUP S.p.A. | Les appareils pour placer des produits dans un emballage à blister |
| EP1647487B1 (fr) * | 2004-10-12 | 2007-06-27 | MediSeal GmbH | Procédé et dispositif pour placer des comprimés dans les alvéoles formés dans une feuille |
| EP1780126B1 (fr) * | 2005-10-28 | 2010-01-27 | MARCHESINI GROUP S.p.A. | Dispositif d'alimentation d'articles divers à une bande alvéolaire, tels que capsules, pilules ou tablettes |
| US20080093372A1 (en) * | 2006-10-23 | 2008-04-24 | Milton Monroe T | Method and apparatus for sorting, counting and packaging pharmaceutical drugs and other objects |
| WO2008114177A1 (fr) * | 2007-03-16 | 2008-09-25 | Mechatronic Engineering S.R.L. | Conditionnement pour pilules, bonbons et similaires |
| EP2543602A1 (fr) * | 2010-03-05 | 2013-01-09 | Tosho Inc. | Dispositif de conditionnement séparé de médicament |
| US20160128903A1 (en) * | 2013-06-13 | 2016-05-12 | Ken KODAI | Ptp sheet for pharmaceutical packaging |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2019048625A3 (fr) | 2019-04-25 |
| US20210147133A1 (en) | 2021-05-20 |
| DE102017215917A1 (de) | 2019-03-14 |
| EP3704033C0 (fr) | 2025-06-25 |
| WO2019048625A2 (fr) | 2019-03-14 |
| EP3704033A2 (fr) | 2020-09-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3704033B1 (fr) | Machine d'emballage de production d'un emballage coque individuel | |
| EP2448820B1 (fr) | Dispositif pour remplir et fermer des contenants pharmaceutiques | |
| DE69616696T2 (de) | Verpackungsvorrichtung für Medikamente | |
| EP0311830B1 (fr) | Procédé et dispositif pour l'emballage de groupes de paquets solitaires | |
| DE10345338B4 (de) | Verfahren und Vorrichtung zum kontrollierten Befüllen | |
| EP2062822A1 (fr) | Procédé et dispositif de remplissage individuel de blisters | |
| EP2651368B1 (fr) | Dispositif pour remplir des capsules de produit de remplissage | |
| EP3595973B1 (fr) | Système avec remplissage alternatif de récipients et procédé correspondant | |
| EP2993133B1 (fr) | Installation et procédé de changement d'emballage de différents médicaments à partir de leur blister transparent dans des blisters de remplissage | |
| EP3081500B1 (fr) | Dispositif de fabrication de blister souple | |
| DE60128348T2 (de) | Automatische maschine zum verpacken von festen pharmazeutischen produkten | |
| BE1017059A3 (de) | Verfahren und vorrichtung zum kontrollierten befullen. | |
| EP3650212B1 (fr) | Procédé de fabrication automatisée de comprimés individualisés et presse à comprimés destinée à la fabrication automatisée de comprimés individualisés | |
| EP2135595A1 (fr) | Dispositif pour la fabrication en masse de capsules actives | |
| DE102008047975B4 (de) | Vorrichtung zur individuellen Zusammenstellung von Tabletten | |
| WO2016113291A1 (fr) | Dispositif d'emballage de médicaments | |
| DE102006016942A1 (de) | System und Verfahren zum Abgeben von Medikamenten aus einer Verpackung | |
| EP3921236B1 (fr) | Ensacheuse tubulaire comprenant un dispositif de dosage | |
| EP3900923B1 (fr) | Procédé de fabrication automatisée de comprimés individualisés et presse à comprimés destinée à la fabrication automatisée de comprimés individualisés | |
| DE102005014116A1 (de) | Verfahren und Vorrichtung zum kontrollierten Befüllen | |
| WO2023025437A1 (fr) | Dispositif de préparation d'un produit pharmaceutique, d'un complément alimentaire ou d'un produit cosmétique | |
| EP3709948B1 (fr) | Dispositif permettant le remplissage dosé d'un contenant avec un produit de remplissage | |
| EP3439612B1 (fr) | Dispositif et procédé de dosage de substances actives pour la préparation de médicaments | |
| EP4201390B1 (fr) | Machine à remplir les capsules destinée au remplissage des capsules en deux parties et procédé de remplissage de capsules en deux parties | |
| EP3928971B1 (fr) | Procédé de suivi des produits dans une installation |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: UNKNOWN |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE INTERNATIONAL PUBLICATION HAS BEEN MADE |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20200407 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| DAV | Request for validation of the european patent (deleted) | ||
| DAX | Request for extension of the european patent (deleted) | ||
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20230120 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: PARACELSUS CARE GMBH |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20250207 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502018015906 Country of ref document: DE |
|
| U01 | Request for unitary effect filed |
Effective date: 20250714 |
|
| U07 | Unitary effect registered |
Designated state(s): AT BE BG DE DK EE FI FR IT LT LU LV MT NL PT RO SE SI Effective date: 20250721 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250925 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250926 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250625 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250925 |
|
| U20 | Renewal fee for the european patent with unitary effect paid |
Year of fee payment: 8 Effective date: 20250924 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20251025 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250625 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250625 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250625 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250625 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250625 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: H13 Free format text: ST27 STATUS EVENT CODE: U-0-0-H10-H13 (AS PROVIDED BY THE NATIONAL OFFICE) Effective date: 20260425 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |