EP3747666B1 - Procédé de gaufrage à froid - Google Patents
Procédé de gaufrage à froid Download PDFInfo
- Publication number
- EP3747666B1 EP3747666B1 EP20177945.1A EP20177945A EP3747666B1 EP 3747666 B1 EP3747666 B1 EP 3747666B1 EP 20177945 A EP20177945 A EP 20177945A EP 3747666 B1 EP3747666 B1 EP 3747666B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- substrate
- layer
- regions
- adhesive layer
- pressing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44C—PRODUCING DECORATIVE EFFECTS; MOSAICS; TARSIA WORK; PAPERHANGING
- B44C1/00—Processes, not specifically provided for elsewhere, for producing decorative surface effects
- B44C1/16—Processes, not specifically provided for elsewhere, for producing decorative surface effects for applying transfer pictures or the like
- B44C1/165—Processes, not specifically provided for elsewhere, for producing decorative surface effects for applying transfer pictures or the like for decalcomanias; sheet material therefor
- B44C1/17—Dry transfer
- B44C1/1733—Decalcomanias applied under pressure only, e.g. provided with a pressure sensitive adhesive
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F16/00—Transfer printing apparatus
- B41F16/0006—Transfer printing apparatus for printing from an inked or preprinted foil or band
- B41F16/004—Presses of the reciprocating type
- B41F16/0053—Presses of the reciprocating type with means for applying print under pressure only, e.g. using pressure sensitive adhesive
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44C—PRODUCING DECORATIVE EFFECTS; MOSAICS; TARSIA WORK; PAPERHANGING
- B44C1/00—Processes, not specifically provided for elsewhere, for producing decorative surface effects
- B44C1/10—Applying flat materials, e.g. leaflets, pieces of fabrics
- B44C1/105—Applying flat materials, e.g. leaflets, pieces of fabrics comprising an adhesive layer
Definitions
- the invention relates to a method for decorative cold stamping on a substrate.
- Hot stamping processes are known for decorating paper, labels, plastic and glass packaging with decorative films, especially with metallized films.
- a transfer or embossing film is coated with a hot adhesive.
- the adhesive layer is activated with pressure and temperature using an embossing stamp, so that an adhesion is created between the metal layer and the printed article.
- the carrier film is then peeled off the decorative material applied to the printed article.
- cold stamping process for roll goods and sheet goods (e.g. paper, foil, labels).
- the adhesive is first applied to the article.
- the foil is then laminated on and the adhesive layer hardens. This causes the decorative material to adhere to the areas pre-printed with the adhesive layer and the carrier foil with the remaining, non-adhering decorative material is peeled off.
- An adhesive that hardens under UV radiation is often used as the adhesive.
- the adhesive is then hardened by UV radiation through the foil.
- EP 3 441 234 A1 is a cold foil transfer process in which an adhesive is applied to a substrate and the substrate is printed in a printing unit with a transfer foil consisting of a carrier layer and a decorative layer.
- embossing is carried out by a counter-pressure roller when the printing sheet is pressed with the transfer film, whereby a surface structure is introduced by the counter-pressure roller.
- the cold stamping process has a number of advantages over the hot stamping process. Since the adhesive does not need to be heated up by an embossing stamp, there is no speed restriction. This means that a cold stamping device can be integrated into a printing machine, and no separate production process is required. Finally, tool costs are also lower, since no embossing stamp is required.
- the method according to the invention ensures that one or more surface structures of the substrate are transferred completely or at least in regions to the surface of the transfer film and/or the at least one decorative layer and are retained there.
- the one or more surface structures of the substrate which are already present in one or more first regions when the substrate is provided, are present, can be transferred to the at least one transfer film, comprising at least one decorative layer, by means of a cold embossing process in such a way that the one or more surface structures of the substrate are retained completely or at least partially in the surface of the transfer film and/or the at least one decorative layer by the cold embossing process.
- the method of pressing ensures that the surface structures are retained in the same or a similar form in areas of the surface of the transfer film and/or in which the at least one decorative layer is present completely or at least in some areas.
- a device which is not part of the invention, wherein the device has a first work station comprising a printing device for at least partially applying at least one adhesive layer to a surface of the substrate, wherein the surface of the substrate has at least partially one or more surface structures, and that the device has a second work station comprising a pressing device for at least partially pressing at least one transfer film comprising at least one decorative layer and at least one carrier layer onto the surface of the substrate and/or a surface of the at least one adhesive layer facing away from the substrate, and an irradiation device for at least partially and/or at least partially hardening the at least one adhesive layer, wherein the second work station is designed such that the at least partially pressing of the at least one transfer film and the at least partially hardening of the at least one adhesive layer take place simultaneously.
- the device uses the pressing device to ensure that one or more surface structures of the substrate are transferred completely or at least partially into the surface of the transfer film and/or the at least one decorative layer and are retained there.
- the device ensures that the surface structures are retained in the same or a similar form in areas of the surface of the transfer film and/or in which the at least one decorative layer is present completely or at least in some areas.
- the substrate is designed as a three-dimensional object and/or has a web- or band-shaped shape.
- the term “regionally” can be understood to mean that the one or more first regions and/or the one or more second regions and/or the one or more third regions, i.e. preferably in terms of surface area and/or height and/or depth, completely or partially correspond. It can be provided that one or two of the regions can be larger or smaller than the remaining regions.
- the regions each refer to the entire surface or part of the surface of the substrate, the adhesive layer and/or the transfer film.
- the surface structure of the substrate i.e. the first regions, can correspond to the entire surface of the substrate or only one or more partial regions of the substrate.
- the adhesive layer i.e.
- the second regions can correspond to the entire surface of the substrate or only one or more partial regions of the substrate, whereby this can be independent of the first regions.
- the second regions correspond at least to the first regions.
- the transfer film, ie the third regions can correspond to the entire surface of the substrate or only to one or more partial regions of the substrate, whereby this can be independent of the first and second regions.
- the third regions correspond at least to the first regions and/or the second regions.
- the substrate provided in step a) comprises at least one metal layer and/or metal oxide layer and/or metal compound layer, in particular a partial metal layer and/or metal oxide layer and/or metal compound layer, preferably a metal layer and/or metal oxide layer and/or metal compound layer in a plurality of regions of the substrate.
- the at least one metal layer preferably comprises one or more metals selected from: chromium, aluminum, gold, copper, tin, indium and/or silver and/or an alloy of one or more metals of the above metals.
- the at least one metal oxide layer preferably comprises one or more metal oxides selected from: aluminum oxide, chromium oxide, silicon oxide, indium tin oxide, titanium oxide and/or combinations thereof.
- the at least one metal compound layer preferably comprises zinc sulfide.
- the at least one transfer film which preferably has the function of a decorative material, preferably comprises the at least one carrier layer and the at least one decorative layer that can be detached from the at least one carrier layer, in particular wherein the at least one transfer film, starting from the at least one carrier layer, has at least one transparent release layer, preferably at least one optional transparent protective lacquer layer, which comprises at least one decorative layer and/or at least one primer layer made of a thermoplastic adhesive, preferably wherein the thermoplastic adhesive can be activated in a temperature range of greater than 90°C or equal to 90°C.
- the at least one transparent release layer and the at least one optional transparent protective lacquer layer can be formed by one and the same lacquer layer and/or by the at least one decorative layer, i.e. in particular the release function from the at least one carrier layer and the protective function can be provided by this one layer.
- the at least one transfer film has, in particular on the side or surface facing away from the at least one carrier layer, a primer layer made of a thermoplastic adhesive, which preferably acts as an adhesion promoter layer for a cold adhesive and/or UV adhesive, in particular an adhesive that crosslinks under UV irradiation, on the substrate during cold film transfer.
- a combination of a primer layer made of thermoplastic adhesive arranged on the at least one decorative layer of the at least one transfer film with a cold adhesive and/or UV adhesive arranged on the substrate, in particular an adhesive that crosslinks under UV irradiation preferably forms a particularly strong bond between the at least one decorative layer of the at least one transfer film and the substrate and/or the primer layer.
- thermoplastic adhesives also called hot glue
- cold adhesives in particular adhesives and/or UV adhesives that crosslink under UV irradiation
- thermoplastic adhesives also called hot glue
- cold adhesives in particular adhesives and/or UV adhesives that crosslink under UV irradiation
- the detachment force of the at least one decorative layer of the at least one transfer film from the release layer or from the at least one carrier layer and the force for detaching areas from the at least one decorative layer of the at least one transfer film under transfer conditions are in total preferably lower than the adhesive force between the substrate and the at least one decorative layer of the at least one transfer film, which is preferably determined by the type of cold adhesive and/or UV adhesive used and its bond with the Substrate on the one hand and the primer layer on the other hand.
- the at least one decorative layer of the at least one transfer film or areas of the at least one decorative layer of the at least one transfer film can detach in particular from the at least one carrier layer and preferably remain adhered to the substrate.
- the detachment force of the detachment layer from the at least one carrier layer is so high that safe handling of the at least one transfer film is preferably ensured, preferably without the at least one decorative layer of the at least one transfer film detaching from the at least one carrier layer, for example when unwinding the at least one transfer film from a supply roll and/or when transporting the at least one transfer film, optionally via deflection devices, for example into a cold foil transfer unit.
- the release force preferably indicates the force (usually in the unit force/length or N/m) which is particularly required to separate two layers from one another. There is preferably a positive correlation between the release force of a first layer from a second layer and the adhesion between the first and second layers.
- the determination of the required release force between the at least one carrier layer and the at least one decorative layer of the at least one transfer film is or was preferably determined according to FINAT test method No. 3 (FTM3, "low speed release force").
- the release force preferably has the unit N or cN, in particular where the force is determined independently of the path or distance, preferably based on a 15 cm wide film strip.
- the at least one decorative layer of the at least one transfer film with a polymeric release layer was or is measured to have release forces from the at least one carrier layer that were preferably up to 250% higher, in particular up to 150% higher.
- the at least one decorative layer of the at least one transfer film is or was still sufficiently removable and, in contrast to conventional decorative layers of transfer films that have wax-based or silicone-based release layers, can be overprinted very well, preferably with very good adhesion of the dried and/or cured printing ink to the at least one decorative layer of the at least one transfer film being or being able to be achieved.
- the release layer is free of wax and/or free of silicone.
- the at least one transfer film does not have a conventional wax- or silicone-based release layer, which has preferably previously meant that conventional decorative layers of a transfer film and/or conventional transfer films equipped with them are or were only printable to a limited extent or not at all with conventional printing inks, in particular UV-curing printing inks, UV-curing varnishes, hybrid inks or varnishes.
- the at least partial adhesion of printing inks to the at least one decorative layer of the at least one transfer film, which are or were transferred to the substrate by means of the above method and the above device, is or was determined approximately 1 hour after printing, in particular by means of the following Tesa test at room temperature:
- a body was used as a test sample in the form of a substrate with the at least one decorative layer of the at least one transfer film cold applied thereto and a printing or cold embossing with the at least a decorative layer of the at least one transfer film arranged at least in partial areas on a flat surface.
- Tesafilm 4104 A 13 cm to 16 cm long strip of Tesafilm 4104 was in particular glued to it, so that preferably about 5 cm to 7 cm of the Tesafilm protruded over the edge of the substrate or the body.
- the Tesafilm was then pressed on three to four times, preferably with a human thumb, and finally pulled off the test sample, in particular at an angle of greater than 90°.
- the test was preferably considered to have been passed if 90% of the printing ink remained on the test sample or the test sample itself was torn.
- the release layer preferably has a thickness in the range from 0.01 ⁇ m to 0.5 ⁇ m, preferably in the range from 0.01 ⁇ m to 0.3 ⁇ m, more preferably from 0.1 ⁇ m to 0.2 ⁇ m. This comparatively low thickness of the release layer allows in particular a sharp-edged and clean release of the at least one decorative layer of the at least one transfer film from the transfer film.
- the accuracy and resolution that can be achieved in this way can correspond relatively precisely to the layout of the cold adhesive layer and/or the at least one adhesive layer that is partially applied, preferably on the substrate, in particular without deviating significantly therefrom, preferably as a result of which a high level of register accuracy of the cold foil layout and/or adhesive layer layout with a possibly existing print layout made of conventional printing inks can be achieved.
- a high level of register accuracy of the cold foil layout and/or adhesive layer layout with a possibly existing print layout made of conventional printing inks can be achieved.
- this preferably sharp-edged partial detachment only very small and very few so-called flakes, i.e. small layer residues of the at least a decorative layer of the at least one transfer film, which can be disruptive in particular in subsequent process steps and/or can disturb the optical appearance of the coated substrate. Due to the comparatively low thickness of the release layer, resolutions can be achieved that are below the resolution of the human eye.
- Another advantage of a thin release layer is the low release force that is
- the at least one primer layer has a thickness in the range of 1 ⁇ m to 5 ⁇ m, in particular in the range of 1.5 ⁇ m to 3 ⁇ m.
- the at least one primer layer can preferably be colored and/or matted, for example to increase an optical contrast to the substrate or to improve or accelerate the initiation of the polymerization of the UV adhesive layer and/or the at least one adhesive layer, in particular comprising UV adhesive or consisting of UV adhesive, present under the primer layer through a greater absorption possibility or optical scattering capacity of the UV radiation. Matting is preferably understood to mean the reduction of the transparency or radiation permeability of the primer layer.
- the primer layer is provided in particular with pigments and/or fillers.
- the at least one primer layer which preferably adjoins the cold adhesive and/or the at least one adhesive layer, has a surface roughness in the range from 100 nm to 180 nm, in particular in the range from 120 nm to 160 nm.
- the surface roughness is preferably determined, in particular, among other things, by the application method and the formulation of the primer layer. It was found in particular that a lower surface roughness, but surprisingly a higher surface roughness of the primer layer preferably leads to a reduction in the achievable adhesion between a cold adhesive and/or the at least one adhesive layer and the decorative layer of the at least one transfer film.
- the surface roughness of the primer layer was determined in particular by means of interference microscopy.
- the at least one carrier layer preferably has a thickness in the range from 4 ⁇ m to 50 ⁇ m, in particular in the range from 10 ⁇ m to 25 ⁇ m.
- the at least one carrier layer is preferably made of polyester, polyolefin, polyvinyl, polyimide or ABS.
- carrier layers made of PET, PC, PP, PE, PVC or PS is particularly preferred.
- a carrier film made of PET has proven particularly useful.
- the at least one transfer film preferably has a total thickness in the range from 9 ⁇ m to 55 ⁇ m, in particular in the range from 15 ⁇ m to 30 ⁇ m.
- the at least one decorative layer of the at least one transfer film has in particular a protective lacquer layer.
- the protective lacquer layer in particular provides protection against mechanical and/or chemical stress on the at least one decorative layer of the at least one transfer film. on the substrate.
- the protective lacquer layer preferably has a thickness in the range from 0.8 ⁇ m to 3 ⁇ m, in particular from 0.9 ⁇ m to 1.3 ⁇ m, and can also be particularly crystal clear, colorless or colored or at least partially colored.
- Dyes and/or pigments are used in particular for coloring. Pigments can also be used to mattify the protective lacquer layer, i.e. to reduce the transparency or radiolucency or transmittance of the protective lacquer layer.
- the substrate in steps a), b) and/or c) is designed as a three-dimensional object and/or as a film and/or has a web-like or strip-like shape, in particular wherein a first spatial extension of the substrate parallel to a first direction in the case of a design as a film and/or in the case of a web-like or strip-like shape is greater than a second spatial extension of the substrate parallel to a second direction, preferably wherein the first direction is arranged perpendicular to the second direction.
- the substrate in steps a), b) and/or c) consists of one or more of the following materials or comprises one or more of the following materials: plastic, in particular PET (polyethylene terephthalate), PMMA (polymethyl methacrylate), PC (polycarbonate), PEC, ABS (acrylonitrile butadiene styrene), ABS-PC, PE, PS, PVC, polyamides, PAN, SAN, SBS, PSU, PES, PEEK, PP and/or PET-G, BOPP (“Biaxially Oriented PolyPropylene” or biaxially oriented polypropylene), paper, cardboard, paper composite materials, glass fiber, carbon fiber, metal, metal alloys, precious metal, wood, concrete, stone, checkered sheet, organic sheet, brushed metal surface, in particular brushed metal surface having a relief depth in a range between 1 ⁇ m and 1000 ⁇ m, in particular between 10 ⁇ m and 100 ⁇ m.
- plastic in particular PET (polyethylene terephthal
- the substrate comprises a paper substrate, particularly preferably a single-layer paper substrate. It is also possible for the substrate to comprise cotton fibers, wood fibers, cellulose fibers, textile fibers and/or plastic fibers and/or for the substrate to comprise one or more, in particular transparent or translucent, plastic layers.
- step b) one or more second regions of the one or more second regions of the surface of the substrate to which the at least one adhesive layer is applied and/or which comprise the at least one adhesive layer partially overlap or completely overlap with one or more first regions of the one or more first regions of the surface of the substrate comprising the one or more surface structures.
- step c) one or more third regions of the one or more third regions of the surface of the substrate comprising the at least one transfer film and/or the surface of the at least one adhesive layer facing away from the substrate comprising the at least one transfer film partially or completely overlap with one or more first regions of the one or more first regions of the surface of the substrate comprising the one or more surface structures.
- one or more second regions of the one or more second regions of the surface of the substrate comprising the at least one adhesive layer partially or completely overlap.
- At least one surface structure of the one or more surface structures in the one or more first regions of the surface of the substrate in step a) has a relief depth and/or a relief height of less than or equal to 1 mm, in particular less than or equal to 0.75 mm, preferably less than or equal to 0.5 mm, more preferably from a range of 0.02 mm to 0.3 mm, and/or a depth-to-width ratio, in particular, an average depth-to-width ratio of between 0.05 and 10, in particular between 0.1 and 5.
- the relief depth of a surface structure is understood here to mean in particular the depth starting from an original surface of the substrate that is not provided with a surface structure and the lowest point of the depression.
- the relief height of a surface structure is understood to mean in particular the distance between the original surface of the substrate that is not provided with a surface structure and the highest point of the elevation.
- the one or more surface structures in the substrate are introduced into the substrate as a depression before step a), the depression having a depth of at least 0.025 ⁇ m, in particular of at least 0.05 ⁇ m, preferably of at least 0.1 ⁇ m. It is also possible for the one or more surface structures in the substrate to be introduced into the substrate as an elevation before step a), the elevation having a height of at least 0.025 ⁇ m, in particular of at least 0.05 ⁇ m, preferably of at least 0.1 ⁇ m.
- one or more surface structures of the one or more surface structures are at least partially natural or artificially produced and/or at least partially combinations of natural and artificially produced surface structures.
- a substrate consisting of a wooden board has a natural grain as a surface structure on or in the surface of the wooden board.
- the wood in particular additionally, has artificially introduced surface structures, for example additional roughening.
- a substrate which comprises metal and/or consists of metal is preferably applied to such substrates before step a) and/or in step a), preferably in contrast to a hot stamping process for hot stamping.
- Substrates which comprise metal and/or consist of metal, in particular are not primed.
- one or more surface structures of the one or more surface structures in the one or more first regions of the surface of the substrate are formed as one or more surface reliefs, in particular wherein one or more surface reliefs of the one or more surface reliefs have a depth-to-width ratio, in particular an average depth-to-width ratio, between 0.05 and 10, in particular between 0.1 and 5, and/or are formed as engravings and comprise one or more of the following design elements: alphanumeric character, character, symbol, micro-font, image, photo, logo, portrait, pictogram, pattern, in particular endless pattern, and/or motif.
- the at least one adhesive layer when applied to the one or more second regions of the surface of the substrate in step b), has a viscosity which is between 200 mPas and 2000 mPas, in particular between 500 mPas and 1500 mPas, preferably between 800 mPas and 1200 mPas.
- the at least one adhesive layer is distributed when pressed in step c) of the method, preferably runs and/or is distributed over the elevations and/or depressions of the surface structure and/or the one or more surface reliefs, such that at least one adhesive layer is formed, which preferably has a constant layer thickness.
- this makes it possible for the surface of the at least one adhesive layer facing away from the substrate to have at least one surface structure and/or at least one surface relief, the height profile of which preferably corresponds to or is similar to the height profile of the at least one surface structure and/or the at least one surface relief of the surface of the substrate.
- Viscosity is understood here in particular as a measure of the fluidity of a liquid.
- water at room temperature has a lower viscosity than liquid honey or asphalt.
- the above-selected value ranges of the viscosity of the at least one adhesive layer can ensure that the at least one adhesive layer runs in such a way that it preferably has a constant layer thickness. If the viscosity is set too low, the at least one adhesive layer can run in an undesirable manner, in particular with the elevations of the surface structures not being wetted or only slightly wetted by the at least one adhesive layer.
- the printing system can become undesirably heavily soiled by viscous or highly viscous adhesives, in particular UV adhesives, used to form the at least one adhesive layer, so that series production becomes impossible due to contamination-related failures of the printing system or systems.
- viscous or highly viscous adhesives in particular UV adhesives, used to form the at least one adhesive layer.
- the above-selected value ranges of the viscosity in particular advantageously increase process reliability.
- the viscosity of the at least one adhesive layer is measured and/or determined, preferably at room temperature, by means of the Brookfield viscosity measurement or the spindle method.
- the UV adhesive used has the following viscosities, measured with the Rheometer MCR 101 from Physica (measuring cone: CP25-1/Q1; measuring temperature: 20 °C): Viscosity at shear rate 25 1/s: preferably 120 to 220 Pas, in particular 180 Pas, Viscosity at shear rate 100 1/s: preferably 40 to 90 Pas, in particular 80 Pas.
- the UV-curing adhesive used has Glue or UV glue preferably has a tack value in the range of 18 to 25, in particular 22.
- the "tack" or the so-called initial adhesion is preferably determined using the Inkomat 90T/600 measuring device from Ardbau. The following measuring conditions are or were selected in particular: 10 UV glue quantity: 1 g, roller speed: 100 m/min, measuring temperature: 20 °C, measuring time: 2 min.
- a Tesa-resistant adhesion (in particular Tesa test, see above) is achieved between the at least one decorative layer of the at least one transfer film and the substrate, preferably whereby when using a conventionally drying adhesive or cold adhesive, the Tesa test could be assessed as passed after just a few minutes and preferably when using a UV adhesive, the Tesa test could be assessed as passed immediately after irradiation with UV radiation. In particular, over 90% of the decorative material remained on or on the substrate.
- the at least one adhesive layer which is applied in step b) to the one or more second regions of the surface of the substrate to have a constant layer thickness or a layer thickness varying by a maximum of 10%, in particular by a maximum of 20%, in particular in the one or more first regions of the surface of the substrate comprising the one or more surface structures to have a constant layer thickness or a layer thickness varying by a maximum of 10%, in particular by a maximum of 20%, preferably with partial or complete overlap of one or more second regions of the one or more second regions of the surface of the substrate comprising the at least one adhesive layer with one or more first regions of the one or more first regions of the surface of the substrate comprising the one or more surface structures to have a constant layer thickness or a layer thickness varying by a maximum of 10%, in particular by a maximum of 20%.
- the at least one adhesive layer which is applied to the one or more second regions of the surface of the substrate in step b) has a first layer thickness in a first group of one or more first and/or second regions of the one or more first and second regions, respectively, and a second layer thickness in a second group of one or more first and/or second regions of the one or more first and second regions, respectively, in particular wherein the first layer thickness and the second layer thickness differ from one another, preferably wherein the first layer thickness and/or the second layer thickness are each constant and/or the first and second layer thicknesses differ from one another by less than 10%, in particular by less than 20%.
- the surface structures of the substrate are present in the same or similar form, i.e. preferably in terms of surface area and/or height and/or depth, in the adhesive layer, i.e. the surface structure of the adhesive layer can vary by a maximum of 10%, in particular by a maximum of 20%, compared to the surface structure of the substrate.
- the surface structure of the substrate is present in the same or similar form in the transfer film, i.e. the surface structure of the transfer film can vary by a maximum of 10%, in particular by a maximum of 20%, compared to the surface structure of the substrate.
- the at least one adhesive layer in step b) is applied to the one or more second regions of the surface of the substrate by means of inkjet printing, pad printing, in particular with a pad hardness between 5 Shore A and 20 Shore A, screen printing, flexographic printing and/or digital printing.
- the at least one adhesive layer in steps b) and c) is designed as a UV adhesive, in particular having the above properties, in particular wherein the curing of the at least one adhesive layer is carried out by irradiation with UV radiation, preferably wherein the UV radiation is generated by at least one UV radiation source, further preferably wherein the UV radiation has a wavelength or an intensity maximum in a wavelength range from 250 nm to 420 nm, preferably in the wavelength range from 380 nm to 420 nm.
- An ultraviolet spectrum is understood to mean one or more parts of the ultraviolet range of the electromagnetic spectrum, whereby the ultraviolet spectrum can be selected, for example, from one or more parts of the wavelength range from 50 nm to 500 nm.
- the at least one adhesive layer is at least partially cured in step c), in particular wherein the at least one carrier layer of the at least one transfer film is peeled off after the at least one adhesive layer has at least partially cured and the substrate and/or the at least one adhesive layer is then cured once or repeatedly, in particular in a further step, in particular by irradiating it with UV radiation.
- Partial curing of the at least one adhesive layer may be advantageous since a partially cured adhesive layer can be deformed and/or reshaped in one or more further steps and/or intermediate steps.
- the layer thickness of the at least one adhesive layer extends at at least one point on the surface of the substrate along the direction of a normal vector at this point and/or preferably the layer thickness extends at at least one point on the surface of the substrate along a direction of a curvature vector at this point.
- the at least one adhesive layer after step b) and/or after step c) has a layer thickness between 3 ⁇ m and 30 ⁇ m, in particular between 2 ⁇ m and 20 ⁇ m, preferably between 1 ⁇ m and 10 ⁇ m.
- UV adhesives or UV-curing adhesives are adhesives based on epoxy resin, for example for glass or other polar surfaces, and/or adhesives based on acrylates, for example for plastics such as PE (polyethylene).
- PE polyethylene
- Mercury vapor lamps for example high-pressure mercury lamps, doped high-pressure mercury lamps, carbon arc lamps, xenon arc lamps, metal halide lamps, UV lasers or UV light-emitting diodes can be used as UV radiation sources in step c) of the method. It is also possible for UV adhesive to be used by means of electron beam curing in step c) of the method.
- the duration of irradiation of the at least one adhesive layer during the pressing of the at least one transfer film with UV radiation is preferably in the range of less than one second.
- LED Light Emitting Diode
- step b) of the method it is possible to apply and/or apply at least one adhesive layer of the at least one adhesive layer to at least one side, in particular to the front side and/or to the back side, of the substrate and/or the primer layer of the at least one transfer film and/or the at least one transfer film.
- the UV adhesive of the at least one adhesive layer in particular the adhesive that crosslinks under UV irradiation and/or UV adhesive, is applied to the substrate at least in some areas in an application quantity in the range of 1 g/m 2 to 3 g/m 2.
- the amount of UV adhesive is to be varied in particular depending on the absorbency of the substrate used, with substrates that are less absorbent and/or free of open pores preferably being applied in particular with UV adhesive quantities in the range of 1 g/m 2 to 2 g/m 2 and substrates that are more absorbent and/or have open pores preferably being applied in particular with UV adhesive quantities in the range of 2 g/m 2 to 3 g/m 2 .
- the adhesive and/or UV adhesive used is in particular a varnish that adheres sufficiently to the substrate and later to the at least one decorative layer of the at least one transfer film, in particular a clear or colored and thereby transparent, translucent or opaque screen printing varnish or flexographic printing varnish.
- the UV adhesive is applied in particular as a transparent, translucent or opaque colored layer, several adhesives in different colors and/or grayscale are preferably used in order to form, for example, a multi-colored motif in the form of a symbol, logo, coat of arms, letters or numbers, preferably where the motif is composed of partial surface portions of the individual colors and/or grayscale, more preferably where the surface portions are arranged next to one another and/or overlapping.
- the individual raster points of the color layers are in particular located next to one another and/or on top of one another.
- the at least one transfer film and/or the at least one adhesive layer of the at least one transfer film has a permeability for UV radiation in the wavelength range from 250 nm to 420 nm, preferably in the range from 380 nm to 420 nm, particularly preferably 380 nm to 400 nm, in the range from 5% to 70%, in particular in the range from 20% to 40%.
- This makes it possible to achieve particularly rapid and in particular complete curing of the at least one adhesive layer based on a UV adhesive that crosslinks under UV irradiation on the substrate, in particular as a result of which the adhesion of the at least one adhesive layer to the substrate is improved even further.
- the UV adhesive that crosslinks under UV irradiation is only fully crosslinked and cured when the amount of radiation is sufficiently high, achieving a high adhesive strength, in particular whereby detachment of the areas of the at least one adhesive layer transferred or applied to the substrate and/or the surface of the substrate from the substrate is reliably prevented.
- the UV permeability of a transfer film is preferably determined by the layer of a transfer film which has the lowest UV permeability of all existing layers.
- the metallic layer only has a layer thickness in the range of 8 nm to 15 nm, preferably in the range of 10 nm to 12 nm. It is also possible for the metallic layer to have a layer thickness in the range of 12 nm to 15 nm. In this case, good visibility and decorative effect of the metallic layer in combination with a high Permeability to UV radiation is achieved, in particular with an optical density (OD) of approximately 1.2.
- OD optical density
- metal layers with a thickness in the range of more than 15 nm are usually used, preferably in order to achieve optimum brilliance. Due to the resulting high optical density of approximately 2, such conventional metal layers are not sufficiently UV-permeable for the use of a UV adhesive as a cold adhesive.
- the metallic layer is formed from aluminium, silver, gold, copper, nickel, chromium, tin, indium and/or an alloy comprising at least two of these metals or comprises these metals.
- the at least one decorative layer of the at least one transfer film preferably has further color layers, in particular in addition to or as an alternative to the metallic layer, it is particularly advantageous if the at least one decorative layer as a whole preferably does not exceed an optical density of approximately 1.2, in order in particular to achieve sufficient UV permeability.
- the one or more flexible pressure layers can be translucent or transparent at least for one or more wavelengths of the UV radiation and/or in one or more wavelength ranges of the UV radiation, preferably wherein the one or more flexible pressure layers are arranged at least partially between the at least one UV radiation source, which preferably emits the UV radiation, and the substrate and/or the at least one adhesive layer.
- Transparent is understood here in particular to mean a property, in particular an optical property, which is a measure of the permeability of a layer and/or a body and/or a material for one or more spectral components of the electromagnetic spectrum.
- the transparency of a substance, such as a substrate and/or the one or several flexible pressure layers by a measure referred to as transmittance or transmissivity, wherein the transmittance or transmissivity is in particular a value which preferably indicates the percentage of the one or more spectral components which penetrates through the transparent or translucent substrate and/or through the one or more flexible pressure layers.
- An optical thickness is preferably understood to be a, in particular dimensionless, measure which preferably indicates how much the intensity of an electromagnetic wave or electromagnetic radiation decreases when it penetrates through a substance and/or a material and/or a layer and/or a body.
- the one or more UV LEDs are protected by a transparent layer or protective layer, which consists of or comprises PC, PMMA or glass, for example, in particular with a thickness of between 2 mm and 6 mm, preferably against pressure effects from the one or more flexible pressing layers.
- the at least one pressing body comprises two or more flexible pressing layers, in particular wherein the two or more pressing layers are arranged or formed in a sequence, in particular as a multi-layer structure, such that the degrees of hardness of the two or more pressing layers vary, in particular increase, from pressing layer to pressing layer along a normal vector spanned by the plane of the substrate and/or the at least one adhesive layer, in particular starting from the pressing layer of the two or more pressing layers closest to the substrate and/or the at least one adhesive layer.
- At least one flexible pressure layer of the one or two or more pressure layers of the at least one pressure body is transparent or translucent in a wavelength range from 250 nm to 420 nm, in particular in a range from 380 nm to 420 nm.
- At least one flexible pressure layer of the one or two or more pressure layers of the at least one pressure body has a transmissivity in a range from 30% to 100%, particularly preferably in a range from 40% to 100%, and/or has a layer thickness in a range from 1 mm to 20 mm, in particular from 2 mm to 15 mm, preferably from 3 mm to 10 mm, and/or has a layer thickness of less than or equal to 0.75 mm, in particular less than or equal to 0.5 mm, preferably less than or equal to 0.25 mm.
- At least one flexible pressure layer of the one or two or more pressure layers of the at least one pressure body is flat and/or curved and/or three-dimensionally formed and/or is in particular curved and/or bent at least in regions and/or has at least partially a structured and/or textured surface.
- At least one flexible pressure layer of the one or two or more pressure layers of the at least one pressure body comprises silicone or consists of silicone.
- the silicone has a hardness in a range from 5° Shore A to 90° Shore A, in particular from 10° Shore A to 75° Shore A, preferably from 20° Shore A to 50° Shore A.
- the Shore hardness and layer thicknesses of the one or more flexible pressure layers are dependent on the relief heights and/or relief depths, in particular in a range of 0.02 to 0.3 mm, preferably a maximum of 1 mm, of the one or more surface structures in the surface of the substrate and/or on the fineness of the one or more surface structures, for example a Engraving representing a motif or an area to be partially decorated, the surface of the substrate.
- At least one flexible pressure layer of the one or two or more pressure layers of the at least one pressure body in particular comprising silicone or consisting of silicone, has a surface facing the substrate and/or the at least one adhesive layer, which surface is in particular flat and/or domed.
- a “cambered” surface is understood here in particular to mean that the surface has an inherent roughness, wherein preferably during pressing and/or hardening in step c) of the method it is avoided that air bubbles form between the at least one adhesive layer and the one or more flexible pressing layers, which could have a particularly detrimental effect on the quality of the body to be produced.
- step c) at least one surface of at least one flexible pressure layer of the one or two or more pressure layers of the at least one pressure body facing the substrate and/or the at least one adhesive layer has, at least in some regions, a height profile which corresponds to or follows a height profile of one or more surface structures of the one or more surface structures, in particular wherein the height profiles vary in one or more directions.
- At least one surface of at least one flexible pressing layer of the one or two or more pressing layers of the at least one pressing body facing the substrate and/or the at least one adhesive layer has an at least partially flat or structured height profile in step c).
- the at least partially flat or structured height profile is equal to or adapts to a height profile of one or more surface structures of the one or more surface structures when pressed in step c). in or on the surface of the substrate in such a way that the at least one adhesive layer has a constant layer thickness after pressing in step c) and/or after curing in step c).
- the at least partially flat or structured height profile of the one or more surface structures in or on the surface of the substrate varies in one or more directions.
- the shape of the one or more flexible pressure layers is flat or three-dimensionally formed, in particular as a three-dimensionally curved or bent contour with a smooth or structured/textured surface.
- a structured and/or textured surface of the one or more flexible pressure layers is advantageous in order to transfer such a structure and/or texture to the surface of the at least one decorative layer during cold embossing. It is also possible that such a structure and/or texture is an endless pattern or endless motif or is a single pattern and/or motif or a combination thereof.
- the surface of a material comprising silicone or consisting of silicone of the one or more flexible pressure layers for the transfer film to be processed is preferably adhesive, in particular wherein the surface roughness, in particular the mean roughness, of such an adhesive surface is, according to experience, below approximately 0.5 ⁇ m, in particular between 0.06 ⁇ m and 0.5 ⁇ m, preferably between approximately 0.1 ⁇ m and 0.5 ⁇ m.
- an intermediate film, in particular made of PET is provided between the pressure layer and the at least one transfer film.
- the Shore A measuring method measures in particular a penetration depth of a test specimen between 0 mm and 2.5 mm and preferably specifies a minimum thickness of the test specimen of 6 mm.
- the Shore A measuring method can be used to determine that the effective hardness of the sandwich is preferably greater than the hardness or degree of hardness of the silicone stamp and that the film preferably dominates and defines the overall hardness of the sandwich, in particular regardless of the thickness of the silicone layer.
- the pressure layer is preferably provided with a non-adhesive surface, in particular where the use of an intermediate film is omitted, preferably where the overall arrangement behaves softer, further preferably where a smaller contact force is sufficient to press the substrate onto the one or more flexible pressure layers.
- a non-adhesive surface in particular where the use of an intermediate film is omitted, preferably where the overall arrangement behaves softer, further preferably where a smaller contact force is sufficient to press the substrate onto the one or more flexible pressure layers.
- the surface roughness, in particular the mean roughness, of such a non-adhesive surface is above approximately 0.5 ⁇ m, in particular between 0.5 ⁇ m and 1 ⁇ m, preferably between approximately 0.6 ⁇ m and 7 ⁇ m, further preferably between approximately 0.8 ⁇ m and 3 ⁇ m.
- the pressing device or the pressing body and/or the one or more flexible pressing layers preferably ensure that the substrate rolls off safely and evenly under defined conditions and compensates for the substrate's shape and movement tolerances.
- the pressing device or the pressing body and/or the one or more flexible pressing layers only have a slight pressing force for substrates made of wood or plastic, for example, as these would otherwise be deformed.
- substrates made of harder or more resistant materials, such as metal, glass, porcelain or ceramic slightly higher pressing forces are also advantageous, particularly as a result of higher shape tolerances and/or higher mechanical stability of the substrate.
- the contact force is preferably approximately 1 N to 1000 N.
- the contact force for substrates made of plastic or wood can be approximately 50 N to 200 N and for substrates made of metal, glass, porcelain or ceramic approximately 75 N to 300 N.
- the substrate to be decorated can be filled with compressed air in an appropriately designed holding device during the embossing process.
- the at least one transfer film comprising at least one decorative layer and at least one carrier layer in step c) or the at least one decorative layer in step c) for UV radiation in the wavelength range from 250 nm to 420 nm, preferably in a wavelength range from 380 nm to 420 nm, has a transmissivity in a range from 5% to 95%, in particular in a wavelength range from 10% to 70%, preferably in a range from 20% to 40%, in particular wherein the UV radiation is provided by the at least one UV radiation source.
- the at least one decorative layer which is particularly included in the at least one transfer film, to generate an optical effect, in particular an optically variable effect, that is recognizable to the human observer and/or an optical sensor in step c).
- the at least one decorative layer preferably comprises a layer with a microscopic or macroscopic surface relief, in particular a diffractive surface relief or a surface relief in the form of a lens structure, a matt structure or a blaze grating.
- the at least one decorative layer may comprise a thin film layer system, in particular a Fabry-Perot thin film system, which has at least one spacer layer of an optical layer thickness in a range of ⁇ 1 ⁇ 2 or ⁇ 1 ⁇ 4 for a wavelength ⁇ in the range of visible light, wherein viewing angle-dependent color shift effects are preferably generated by the thin film layer system.
- These thin film layer systems preferably comprise a spacer layer, in particular arranged between an absorption layer and a reflection layer or can preferably be formed by a layer comprising thin film layer pigments. It is also possible for the at least one decorative layer to comprise one or more volume hologram layers. It is also possible for the at least one decorative layer to have a liquid crystal layer, in particular a cross-linked nematic and/or cholesteric liquid crystal layer, which preferably changes the polarization of the incident light and/or generates viewing angle-dependent color shift effects.
- effect pigments interference layer pigments, liquid crystal pigments
- IR infrared or infrared radiation
- thermochromic pigments thermochromic pigments.
- “Activatable” is understood here in particular as the conversion of the irradiated radiation, which is not visible to the human eye, into radiation visible to the human eye, as is the case, for example, with fluorescence and/or phosphorescence effects.
- the at least one decorative layer to have one or more color layers, in particular color lacquer layers formed in a pattern or layers colored using pigments and/or colorants.
- Refractive index or refractive index or optical density is preferably understood to mean a particularly dimensionless optical material property which indicates in particular the factor by which the wavelength and/or the phase velocity of an electromagnetic wave or electromagnetic radiation is smaller in a material than in a vacuum.
- Refractive index or refractive index or optical density is preferably understood to mean a particularly dimensionless optical material property which indicates in particular the factor by which the wavelength and/or the phase velocity of an electromagnetic wave or electromagnetic radiation is smaller in a material than in a vacuum.
- At least one decorative layer of the at least one decorative layer of the at least one transfer film has, at least in some regions, at least one metallic layer, at least one dielectric layer and/or at least one color layer, in particular at least one transparent, translucent or opaque color layer.
- the at least one decorative layer of the at least one transfer film is preferably designed as a metallic layer or a dielectric layer. It has proven particularly useful if the at least one decorative layer of the at least one transfer film has a thickness in the range from 8 nm to 500 nm.
- the metallic or dielectric layer is preferably colored by additional, in particular transparent or translucent, color layers. It is possible for the at least one decorative layer of the at least one transfer film to preferably have one or more, in particular transparent or translucent, or opaque color layers, preferably without a metallic or dielectric layer.
- the color layers can in particular have been applied by means of a printing process. All common printing processes (for example screen printing, flexographic printing, gravure printing, offset printing, digital printing, inkjet printing) can be used as printing processes for the color layer.
- the at least one decorative layer of the at least one transfer film in particular as an alternative or in addition to metallic or dielectric layers or color layers, to have a varnish with embossed macroscopic, in particular refractively effective, or microscopic, in particular diffractively effective, relief structures.
- These relief structures can, for example, be refractively effective lens or prism structures or diffractively effective, i.e. diffractively effective grating structures such as a hologram, a KINEGRAMO.
- the relief structures in particular also or alternatively, to be designed as isotropically or anisotropically scattering matt structures or regularly or irregularly constructed anti-reflection structures.
- Macroscopic relief structures have, in particular, approximate or average sizes (structure period or spatial frequency, structure depth or relief depth or relief height) of approximately 1 ⁇ m to 1000 ⁇ m.
- microscopic relief structures have, preferably approximate or average, sizes (structure period or spatial frequency, structure depth or relief depth or relief height) of about 10 nm to about 100 ⁇ m.
- the dielectric layer preferably consists of or comprises at least one material or a material from the group comprising metal oxide, polymer or lacquer.
- SiO x SiO x , MgO, TiO x , Al 2 O 3 , ZnO, ZnS, has proven particularly useful.
- the at least one decorative layer of the at least one transfer film is formed from an HRI material which is permeable and/or transparent in one or more UV wavelength ranges, such as CdSe, CeTe, Ge, HfO 2 , PbTe, Si, Te, TiCl or ZnTe.
- an HRI material which is permeable and/or transparent in one or more UV wavelength ranges, such as CdSe, CeTe, Ge, HfO 2 , PbTe, Si, Te, TiCl or ZnTe.
- the metallic or dielectric layer preferably serves as a reflection layer for the above-mentioned relief structures and in particular is or will be applied directly to the relief structures, in particular vapor-deposited, and in this case follows in particular the surface shape or the height profile of the molded-in relief structure.
- the at least one decorative layer of the at least one transfer film may have the dielectric, metallic or colour layers mentioned over the entire surface and in a uniformly applied layer thickness.
- the motif is composed of partial surface areas of the individual layers, in particular with the individual layers being formed next to one another and/or overlapping.
- the individual raster points of the color layers are preferably located next to each other and/or on top of each other.
- the color layers preferably have metallic and/or optically variable, in particular viewing angle-dependent, pigments or dyes, in particular fluorescent and/or phosphorescent dyes.
- step c) at least one decorative layer of the at least one decorative layer of the at least one transfer film is formed by a replication lacquer layer with a surface relief molded into the replication lacquer layer, in particular wherein the surface relief molded into the replication lacquer layer is formed at least in regions by an optically active surface structure selected from: diffractive surface structure, in particular hologram, zero-order diffraction structures, matt structure, in particular isotropic or anisotropic matt structure, blaze grating, lens structure, microlens structure, microprism structure, micromirror structure, and/or a combination of two or more of these optically active surface structures.
- an optically active surface structure selected from: diffractive surface structure, in particular hologram, zero-order diffraction structures, matt structure, in particular isotropic or anisotropic matt structure, blaze grating, lens structure, microlens structure, microprism structure, micromirror structure, and/or a combination of two or more of these optically active
- the at least one transfer film has at least one carrier layer and at least one, in particular transparent, replication lacquer layer or embossing lacquer layer applied thereto, preferably wherein one or more relief structures or surface reliefs of the one or more relief structures or surface reliefs are embossed into the replication lacquer layer or embossing lacquer layer.
- the replication lacquer layer or embossing lacquer layer with the relief structures or surface reliefs is preferably an outer layer of the at least one transfer film, in particular wherein the relief structures or surface reliefs are embossed on the side or surface of the replication lacquer layer or embossing lacquer layer facing away from the at least one carrier layer.
- a very thin anti-stick layer preferably with a layer thickness equal to or less than 1 ⁇ m
- the replication lacquer layer or embossing lacquer layer is preferably a UV-cured or electron beam-cured lacquer layer.
- the relief structures or surface reliefs are or will be embossed directly or immediately into the at least one carrier layer, in particular without using an additional replication lacquer layer or embossing lacquer layer.
- a very thin anti-stick layer preferably with a layer thickness equal to or less than 1 ⁇ m, is or will be applied to the relief structures or surface reliefs.
- the at least one decorative layer of the at least one transfer film has a motif
- Positional accuracy is also referred to as register accuracy.
- the at least one decorative layer of the at least one transfer film preferably has register marks in its edge region, which are preferably read out optically by appropriately arranged sensors.
- the feeding or positioning of the at least one transfer film can be controlled, for example by means of servomotors, in such a way that in particular a motif on the at least one transfer film is positioned with precise registration to a position of the substrate that is also set accordingly, and then the at least one carrier layer is preferably pressed onto the substrate.
- At least one decorative layer of the at least one decorative layer of the at least one transfer film is applied in step c) with a register accuracy of ⁇ 1 mm, in particular of ⁇ 0.5 mm, preferably of less than or equal to +0.3 mm and/or greater than or equal to -0.3 mm, to the substrate and/or to the at least one adhesive layer when the at least one transfer film is pressed on.
- the at least one decorative layer the at least one decorative layer of the at least one transfer film in step c) is applied to one or more first regions of the one or more first regions of the surface of the substrate comprising the one or more surface structures and/or to one or more second regions of the one or more second regions of the surface of the substrate comprising the at least one adhesive layer.
- Register or register accuracy or register accuracy or position accuracy is the positional accuracy of two or more elements and/or layers relative to one another.
- the register accuracy should be within a specified tolerance and as high as possible.
- the register accuracy of several elements and/or layers relative to one another is an important feature in order to increase process reliability.
- Accurate positioning can be achieved in particular by means of sensory, preferably optically detectable, register marks or position markings. These register marks or position markings can either represent special separate elements or areas or layers or can themselves be part of the elements or areas or layers to be positioned.
- one or more position markings in the substrate are introduced into the substrate as depressions before step a), the depressions having a depth of at least 0.025 ⁇ m, in particular of at least 0.05 ⁇ m, preferably of at least 0.1 ⁇ m. It is also possible for one or more position markings in the substrate to be introduced into the substrate as elevations before step a), the elevations having a height of at least 0.025 ⁇ m, in particular of at least 0.05 ⁇ m, preferably of at least 0.1 ⁇ m.
- the substrate has a feed rate in one or more steps of steps a), b) and/or c), in particular wherein the Feed speed runs parallel to one of the edges of the substrate, preferably wherein the feed direction determines the direction of the feed speed.
- the feed speed is preferably more than 1 m/min, preferably more than 100 m/min, more preferably more than 100 m/min.
- the application speed is preferably 2 to 150 strokes per minute, more preferably 10 to 100 strokes per minute.
- the substrate is preferably advanced accordingly and/or preferably replaced and a new stroke takes place in particular.
- the pressing device prefferably be moved and/or displaced in such a way that the surface speed of the pressing device corresponds in particular to the feed speed of the substrate and/or of the at least one transfer film, preferably wherein the at least one transfer film is moved in such a way that preferably the feed speed of the at least one transfer film corresponds to the feed speed of the substrate.
- steps a), b) and/or c) are carried out in a sequence, in particular in a temporal sequence, such that the resulting process is preferably an inline process.
- the substrate is designed as a three-dimensional object and/or film and/or has a web-like or strip-like shape, in particular wherein a first spatial extension of the substrate parallel to a first direction in the case of a design as a film and/or a web-like or strip-like shape is greater than a second spatial extension of the Substrate parallel to a second direction, preferably wherein the first direction is arranged in particular perpendicular to the second direction.
- one or more first regions of the surface of the substrate comprise the one or more surface structures and one or more second regions of the surface of the substrate comprise the at least one adhesive layer, wherein one or more first regions of the one or more first regions in particular partially overlap or completely overlap one or more second regions of the one or more second regions.
- one or more third regions of the surface of the substrate and/or of the surface of the at least one adhesive layer facing away from the substrate have the at least one transfer film, wherein one or more third regions of the one or more third regions, in particular one or more first regions of the one or more first regions of the surface of the substrate comprising the one or more surface structures partially overlap or completely overlap and/or one or more second regions of the one or more second regions of the surface of the substrate comprising the at least one adhesive layer partially overlap and/or completely overlap.
- At least one surface structure of the one or more surface structures in the one or more first regions of the surface of the substrate has a relief depth and/or a relief height of less than or equal to 1 mm, in particular less than or equal to 0.75 mm, preferably less than or equal to 0.5 mm, more preferably from a range of 0.02 mm to 0.3 mm, and/or has a depth-to-width ratio, in particular an average depth-to-width ratio, between 0.05 and 10, in particular between 0.1 and 5.
- one or more surface structures of the one or more surface structures in the one or more first areas of the Surface of the substrate are formed as one or more surface reliefs, in particular wherein one or more surface reliefs of the one or more surface reliefs have a depth-to-width ratio, preferably an average depth-to-width ratio, between 0.05 and 10, particularly preferably between 0.1 and 5, and/or are formed as engravings and/or comprise one or more of the following design elements: alphanumeric character, character, symbol, micro-font, image, photo, logo, portrait, pictogram, pattern, in particular endless pattern, and/or motif.
- the first work station has one or more further printing devices, in particular for at least partially applying one or more further adhesive layers to the surface of the substrate and/or to at least one surface of the at least one adhesive layer facing away from the substrate.
- the at least one adhesive layer applied at least in regions to the surface of the substrate by the printing device and/or the further printing devices has a viscosity between 200 mPa ⁇ s and 2000 mPa ⁇ s, in particular between 500 mPa ⁇ s and 1500 mPa ⁇ as, preferably between 800 mPa ⁇ s and 1200 mPa ⁇ as.
- the at least one adhesive layer and/or the one or more further adhesive layers are applied at least in regions by the printing device and/or the further printing devices to the surface of the substrate in such a way that the at least one adhesive layer and/or the one or more further adhesive layers, in particular each, have a constant Layer thickness or a layer thickness varying by a maximum of 10%, in particular by a maximum of 20%, in particular with partial or complete overlap of one or more regions of the surface of the substrate comprising the at least one adhesive layer and/or the one or more further adhesive layers with one or more regions of the surface of the substrate comprising the one or more surface structures, in particular in each case, a constant layer thickness or a layer thickness varying by a maximum of 10%, in particular by a maximum of 20%, preferably wherein the at least one adhesive layer and/or the one or more further adhesive layers, in particular in each case, have a layer thickness between 3 ⁇ m and 30 ⁇ m, in particular between 2 ⁇ m and 20 ⁇ m, preferably between 1 ⁇ m and 10
- the at least one adhesive layer and/or the one or more further adhesive layers are applied to the surface of the substrate at least in regions by the printing device and/or the further printing devices in such a way that the at least one adhesive layer and/or the one or more further adhesive layers in or on one or more regions of the surface of the substrate have or have a first layer thickness in a first group of one or more regions of the one or more regions and have or have a second layer thickness in a second group of one or more regions of the one or more regions, in particular wherein the first layer thickness and the second layer thickness differ from one another, preferably wherein the first layer thickness and/or the second layer thickness are each constant and/or the first and the second layer thickness differ from one another by less than 10%, in particular by less than 20%, preferably wherein the first layer thickness and/or the second layer thickness are from a range of 3 ⁇ m to 30 ⁇ m, in particular from 2 ⁇ m to 20 ⁇ m, preferably from 1 ⁇ m to 10 ⁇ m is selected.
- the surface structure of the adhesive layer can vary by a maximum of 10%, in particular by a maximum of 20%, compared to the surface structure of the substrate.
- the surface structure of the substrate will also be present in the same or similar form in the transfer film, ie the surface structure of the transfer film can preferably vary by a maximum of 10%, in particular by a maximum of 20%, compared to the surface structure of the substrate.
- the at least one adhesive layer and/or the one or more further adhesive layers applied at least partially to the surface of the substrate by the printing device and/or the further printing devices are designed as UV adhesives.
- the second work station prefferably has one or more further pressing devices, in particular for at least partially pressing the at least one transfer film and/or one or more further transfer films onto the surface of the at least one adhesive layer facing away from the substrate and/or the surface of the substrate, and/or for the second work station to have one or more further irradiation devices, in particular for at least partially irradiating the at least one adhesive layer applied at least partially to the surface of the substrate and/or one or more further adhesive layers applied at least partially to the surface of the substrate and/or onto at least one further surface of the at least one adhesive layer applied at least partially to the surface of the substrate.
- the pressing device and/or the one or more further pressing devices in particular each, have at least one pressing body, in particular wherein the at least one pressing body comprises one or more flexible pressing layers, preferably wherein the one or several flexible pressure layers are translucent or transparent at least for one or more wavelengths of UV radiation and/or in one or more wavelength ranges of UV radiation.
- the at least one pressing body comprises two or more flexible pressing layers, in particular wherein the two or more flexible pressing layers are arranged or formed in a sequence, in particular as a multi-layer structure, such that the degrees of hardness of the two or more pressing layers vary, in particular increase, from pressing layer to pressing layer along a normal vector spanned by the plane of the substrate and/or the at least one adhesive layer, starting from a pressing layer of the two or more pressing layers closest to the substrate and/or the at least one adhesive layer.
- At least one flexible pressure layer of the one or two or more pressure layers of the at least one pressure body is transparent or translucent in a wavelength range from 250 nm to 420 nm, in particular in a wavelength range from 380 nm to 420 nm.
- At least one flexible pressure layer of the one or two or more pressure layers of the at least one pressure body has a transmissivity in a range from 30% to 100%, particularly preferably in a range from 40% to 100%, and/or has a layer thickness in a range from 1 mm to 20 mm, in particular from 2 mm to 15 mm, preferably from 3 mm to 10 mm, and/or has a layer thickness of less than or equal to 0.75 mm, in particular less than or equal to 0.5 mm, preferably less than or equal to 0.25 mm.
- At least one flexible pressure layer of the one or two or more pressure layers of the at least one pressure body is flat, curved and/or three-dimensionally formed, in particular at least in regions curved and/or bent and/or has at least partially a structured and/or textured surface.
- At least one flexible pressure layer of the one or two or more pressure layers of the at least one pressure body comprises silicone or consists of silicone, in particular wherein the silicone has a hardness or a degree of hardness in a range from 5° Shore A to 90° Shore A, preferably from 10° Shore A to 75° Shore A, more preferably from 20° Shore A to 50° Shore A.
- At least one flexible pressure layer of the one or two or more pressure layers of the at least one pressure body in particular comprising silicone or consisting of silicone, has a surface facing the substrate and/or the at least one adhesive layer, which surface is in particular flat and/or domed.
- At least one surface of at least one flexible pressing layer of the one or two or more pressing layers of the at least one pressing body has, at least in some regions, a height profile which is deformed during at least some region-by-region pressing such that this height profile corresponds to or follows a height profile of one or more surface structures of the one or more surface structures in or on the surface of the substrate, in particular wherein the height profiles vary in one or more directions.
- At least one surface of at least one flexible pressing layer of the one or two or more pressing layers of the at least one pressing body has at least one height profile, in particular at least one height profile that is structured or flat in at least some areas, which is deformed when pressed at least in some areas in such a way that this at least one height profile when pressed at least in some areas a height profile of one or more surface structures of the one or more surface structures in or on the surface of the substrate and/or that the at least one adhesive layer and/or the one or more further adhesive layers have or have a constant layer thickness during irradiation, preferably wherein the height profile of the one or more surface structures of the one or more surface structures varies in one or more directions.
- the one or two or more flexible pressure layers are at least partially arranged between the at least one UV radiation source and the substrate and/or the at least one adhesive layer and/or the one or more further adhesive layers.
- the curing of the at least one adhesive layer can take place by irradiation with UV radiation in or by the irradiation device and/or in or by the one or more further irradiation devices, preferably wherein the UV radiation is generated and/or emitted by at least one UV radiation source, further preferably wherein the UV radiation has a wavelength or an intensity maximum in a wavelength range from 250 nm to 420 nm, preferably in a wavelength range from 380 nm to 420 nm.
- the at least one transfer film comprising the at least one decorative layer and the at least one carrier layer or that the at least one decorative layer for UV radiation in the wavelength range from 250 nm to 420 nm, preferably in the wavelength range from 380 nm to 420 nm, has a transmissivity in a range from 5% to 95%, in particular in a range from 10% to 70%, preferably in a range from 20% to 40%, in particular wherein the UV radiation is provided by the at least one UV radiation source.
- At least one decorative layer of the at least one decorative layer of the at least one transfer film has, at least in some regions, at least one metallic layer, at least one dielectric layer and/or at least one color layer, in particular at least one transparent, translucent or opaque color layer.
- the body is a multilayer film element and/or a multilayer body, preferably the body being particularly flexible, stretchable and/or elastic.
- the body is provided in particular as a multilayer plate, preferably the plate being preferably rigid, inelastic and/or stretchable.
- the multilayer film element and/or the multilayer body preferably have one or more decorative layers, metal layers, metal oxide layers, in particular reflective layers, optically active layers, in particular optically variable layers, electrically conductive layers, colored layers, in particular colored lacquer layers, at least partially or completely translucent layers, release layers, barrier layers, adhesive layers, adhesion promoter layers and/or plastic layers applied over the entire surface or only in certain areas.
- the body is produced as a transfer film comprising the at least one decorative layer and/or comprising the at least one carrier layer, in particular wherein the at least one carrier layer is detached from the at least one decorative layer during the transfer and the at least one decorative layer is transferred during the transfer.
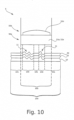
- the pressing of the at least one transfer film in step c) of the method onto the one or more third regions of the substrate takes place in that the substrate is rotated in particular about an axis, preferably wherein the at least one transfer film is guided tangentially to the outer circumference of the substrate, preferably wherein the substrate and/or the at least one transfer film, preferably each, is attached to one or more cylindrical Rollers and/or cylinders or on a circumference of one or more cylindrical rollers and/or cylinders and/or rotatable cylinders and that the one or more flexible pressing layers and/or the pressing body of the pressing device presses the at least one transfer film onto the substrate and/or the at least one adhesive layer and/or onto the one or more third regions of the surface of the substrate along the contact line or contact surface between the substrate and the at least one transfer film.
- one or more cylindrical rollers and/or cylinders of the one or more cylindrical rollers and/or cylinders comprise quartz glass or preferably one or more cylindrical rollers and/or cylinders of the one or more cylindrical rollers and/or cylinders are made of quartz glass.
- the pressing device is moved and/or displaced such that the surface speed of the pressing device corresponds to the surface speed and/or feed speed of the substrate, preferably wherein the at least one transfer film is moved and/or displaced such that the surface speed of the transfer film preferably corresponds to the surface speed and/or feed speed of the substrate.
- the pressing device has at least one cylinder rotatable about the cylinder axis or at least one flat plate.
- the pressing device is in particular a cylinder that can be rotated about the cylinder axis
- the pressing of the at least one transfer film onto the substrate and/or onto the one or more third areas of the surface of the substrate preferably takes place in that in particular the transfer film is guided between the cylinder and the substrate while the rotatable cylinder rotates about a cylinder axis and the substrate rotates about the axis of rotation.
- the curing of the at least one adhesive layer by means of UV radiation preferably takes place through the transparent cylinder wall from the inside of the cylinder.
- an opaque diaphragm or opaque mask with transparent areas is used which preferably shield the corresponding areas of the adhesive layer from the radiation.
- the pressing of the at least one transfer film onto the substrate and/or onto the one or more third regions of the surface of the substrate preferably takes place in that the at least one transfer film is preferably arranged in the direction of the normal vector of the substrate between the pressing device and the substrate and the pressing device preferably moves back and forth in the direction of the normal vector of the substrate and presses the at least one transfer film in particular onto a third region of the substrate.
- the curing of the at least one adhesive layer by means of UV radiation preferably takes place through the transparent pressing device.
- an opaque aperture or opaque mask with transparent regions, which preferably shields the corresponding regions of the adhesive layer from the radiation.
- the at least one transfer film is pressed onto the substrate in that, in particular, the cylinder is guided linearly over the, preferably stationary, substrate while simultaneously rotating the cylinder about the cylinder axis.
- the pressing of the at least one transfer film onto the substrate is carried out by preferably rotating the substrate about the axis of rotation and/or by guiding the at least one transfer film tangentially to the outer circumference of the substrate and/or by moving the pressing device along the Contact line or contact surface between the substrate and the at least one transfer film which presses at least one transfer film onto the substrate.
- one or more further work stations are arranged after the second work station for pressing on the at least one transfer film and for hardening the at least one adhesive layer and/or for an additional coating of the substrate, the at least one adhesive layer and/or the at least one transfer film, in particular the at least one decorative layer, in particular wherein one or more further work stations of the one or more work stations apply one or more additional coatings at least in regions or over the entire surface in or on one or more first regions of the one or more first regions and/or in or on one or more second regions of the one or more second regions and/or in or on one or more third regions of the one or more third regions and/or in or on regions adjacent to the first, second and/or third regions or over the entire surface.
- the coating includes the application of one or more additional transparent, translucent or opaque lacquer layers.
- a further coating of the substrate takes place, in particular by means of screen printing, flexographic printing, inkjet printing and/or digital printing.
- first work station for applying the adhesive the second work station for pressing the at least one transfer film and for hardening the at least one adhesive layer and/or all other work stations that may be present are arranged inline.
- the first work station is a pad printing station, in particular wherein the UV adhesive or the at least one adhesive layer is applied to the substrate by means of a pad.
- the first work station prefferably be a flexographic printing station, in particular where the UV adhesive or the at least one adhesive layer is applied to the substrate by means of a printing plate attached to the printing form cylinder. It is also possible for the first work station to also have a screen printing station or a digital printing station, in particular an inkjet printing station.
- the substrate is preferably a coin made of at least one metal or metal alloy with a relief embossed into the metal during coin production.
- the relief here represents a motif in particular and can, for example, have several motif areas, for example a portrait or a coat of arms against a background pattern. Only certain motif areas can now be partially coated with the at least one adhesive layer, in particular by means of pad printing, for example only the portrait or only the coat of arms and not the background pattern, or vice versa only the background pattern and not the portrait or the coat of arms.
- Pad printing is preferably particularly well suited here because the elastic pad provided with UV adhesive can cling in particular to the relief unevenness and can therefore preferably also apply an adhesive layer in recessed relief areas.
- the UV adhesive can be applied in particular by means of inkjet printing, preferably whereby the liquid drops can reach and in particular cover every relief area.
- the adhesive layer is adapted to the relief shape in a quasi "automatic" manner.
- the at least one transfer film can be applied in particular to the at least one adhesive layer, preferably wherein the at least one flexible pressure layer of the at least one pressure body in turn adheres to the can conform to relief irregularities and in doing so preferably achieves a film transfer in recessed relief areas, so that in particular there the at least one decorative layer adheres to the at least one adhesive layer and preferably at the same time the at least one decorative layer follows the relief contour and further preferably at least partially the original relief contour is still present on the outer free surface of the at least one decorative layer and is in particular optically effective.
- the substrate prefferably be wood or veneer with a natural grain.
- the natural grain can be given an artificial roughness or smoothness, in particular through additional processing.
- the relief preferably represents irregular depressions and elevations, in particular at least the so-called "tick" of the wood.
- An adhesive layer can now preferably be applied partially, in particular by means of pad printing, for example in the form of a motif and/or in the form of a pattern.
- Pad printing is particularly suitable here because the elastic pad provided with UV adhesive can preferably cling to the relief unevenness and can in particular apply an adhesive layer in recessed relief areas.
- the UV adhesive can also preferably be applied by means of inkjet printing, preferably whereby the liquid drops can reach and more preferably cover every relief area.
- the at least one adhesive layer is adapted to the relief shape in inkjet printing in a quasi "automatic" manner.
- the at least one transfer film can then be applied in particular to the at least one adhesive layer, preferably whereby the at least one flexible pressure layer of the at least one pressure body can in turn cling to the relief unevennesses and in this case preferably achieves a film transfer in recessed relief areas, so that more preferably the at least one decorative layer adheres there to the at least one adhesive layer and in particular at the same time the at least one decorative layer follows the relief contour and in particular preferably at least partially the original relief contour on the outer free surface of at least one decorative layer is still present and optically effective.
- the at least one adhesive layer can fill and even out the original relief form, particularly in the case of relief forms with very low relief depths.
- partially smooth, shiny or otherwise optically and/or functionally contrasting areas, preferably coated with transfer film can be created on a rough natural wood surface.
- the substrate is in particular a plastic molded part or a metal molded part, which was preferably produced by 3D printing. It is known that such molded parts often have a rough, unsightly surface, preferably directly after 3D printing, which more preferably requires complex post-treatment.
- the relief represents, for example, the largely regular layer sequence of the 3D printing from a large number of plastic layers or, for example, other regular and/or irregular process traces of the 3D printing.
- an adhesive layer can be applied partially, in particular by pad printing, for example in the form of a motif and/or in the form of a pattern.
- Pad printing is particularly suitable here because the elastic pad provided with UV adhesive can preferably cling to the relief unevenness and can also preferably apply an adhesive layer in recessed relief areas.
- the UV adhesive can, however, be applied in particular by inkjet printing, preferably whereby the liquid drops can reach and more preferably cover every relief area.
- the adaptation of the adhesive layer to the relief shape is preferably done "automatically" in inkjet printing.
- the adhesive layer it is possible for the adhesive layer to be applied in such a layer thickness that the relief is in particular evened out and preferably filled in, so that more preferably there is a largely smooth outer free surface of the adhesive layer.
- the adhesive layer is at least approximately as thick as the relief depth.
- the at least one transfer film can then be applied in particular to the adhesive layer, preferably whereby the at least one transfer film is applied to the largely smooth adhesive layer and in particular thereafter the decorative layer is also largely smooth and in particular preferably flat on its outer free surface. This allows on the one hand in particular a decoration of the molded part to take place and preferably at the same time complex post-processing of the surface of the molded part becomes unnecessary.
- one or more steps a, b, c of the method are an inline process or part of an inline process.
- the individual process steps preferably take place directly one after the other in such a way that in particular no temporary and local intermediate storage of the substrate is carried out.
- the different work stations are combined in a common device and preferably the substrate is transported from one work station to a subsequent work station.
- the process steps in an offline process preferably take place decoupled from one another and preferably with temporary and local intermediate storage of the substrate.
- the Figure 2 shows a substrate 10 which has a surface structure 11, wherein the substrate 10 is provided in particular in step a of the method.
- the surface 10a of the substrate 10 has the surface structure 11 over its entire surface, preferably wherein the height profile of the surface structure 11 has a sinusoidal or cosinusoidal height profile.
- the maximum relief depth of the surface structure 11 is in the Figure 2 marked with h 1 and the width of the relief depressions of the surface structure 11 is in the Figure 2 characterized by b 1 , in particular wherein the width b 1 of the relief depressions is determined at half a maximum relief depth h 1 .
- the Figure 3 shows a substrate 10 which has a surface structure 11, wherein the substrate 10 is provided in particular in step a of the method.
- the surface 10a of the upper side of the substrate 10 has the surface structure 11 over its entire surface, preferably wherein the height profile of the surface structure 11 has a height profile consisting of the repeating sequence "deep plateau - rising flank - high plateau - descending flank".
- the surface 10b of the underside of the substrate 10 has no surface structure or no surface structures.
- the maximum relief depth of the surface structure 11 is in the Figure 3 marked with h 1 and the width of the relief depressions of the surface structure 11 is in the Figure 3 characterized by b 1 , in particular wherein the width b 1 of the relief depressions is determined at half a maximum relief depth h 1 .
- the Figure 4 shows a substrate 10 which has a surface structure 11, wherein the substrate 10 is provided in particular in step a of the method.
- the surface 10a of the substrate 10 has the surface structure 11 completely or in a first region 100, preferably wherein the height profile and/or the depth-to-width ratio of the surface structure 10a varies pseudo-randomly or randomly over the surface 10a.
- Random or pseudo-random variation is understood here to mean in particular that the one or more surface structures have random or pseudo-random heights and/or depths along at least one direction perpendicular to the plane spanned by the substrate.
- the substrate 10 in steps a, b and/or c is designed as a three-dimensional object and/or as a film and/or has a web-like or strip-like shape, in particular wherein a first spatial extension of the substrate 10 is parallel to a first direction R1 when designed as a film and/or when designed as a web-like or strip-like shape is greater than a second spatial extension of the substrate 10 parallel to a second direction R2, preferably wherein the first direction R1 is arranged perpendicular to the second direction R2.
- the substrate is an endless belt or comprises a sequence of one or more sheets.
- the substrate is a coin, preferably a coin comprising metal and/or at least one metal layer, wherein at least one surface of the coin has a surface structure which is designed, for example, as an engraving, wherein the engraving represents a motif and/or a portrait.
- the substrate provided in step a is provided as a roll or as a sheet.
- the substrate is provided as a roll.
- the substrate it is also possible for the substrate to be provided as one or more sheets, wherein the one or more sheets are preferably flat.
- the substrate provided in step a to comprise one or more plastics, papers and/or metals and/or metal oxides.
- the substrate comprises in particular one or more of the metals selected from: chromium, aluminum, gold, copper, tin, indium, silver and/or an alloy of one or more of the above metals. It is also possible for the substrate provided in step a to comprise one or more layers. In particular, these layers comprise the same or different materials and/or the same or different optical properties. It is also possible for the substrate provided in step a to comprise one or more position markings.
- the substrate 10 in steps a, b and/or c consists of one or more of the following materials or comprises one or more of the following materials: plastic film, in particular a PET film, PMMA, PC, PEC, ABS, ABS-PC, PE, PS, PVC, polyamides, PAN, SAN, SBS, PSU, PES, PEEK, PP and/or PET-G, paper, paper composite materials, glass fiber, carbon fiber, metal, metal alloys, wood, concrete, stone.
- plastic film in particular a PET film, PMMA, PC, PEC, ABS, ABS-PC, PE, PS, PVC, polyamides, PAN, SAN, SBS, PSU, PES, PEEK, PP and/or PET-G, paper, paper composite materials, glass fiber, carbon fiber, metal, metal alloys, wood, concrete, stone.
- At least one surface structure of the one or more surface structures 11 in the one or more first regions of the surface 10a of the substrate 10 in step a of the method has a relief depth and/or a relief height of less than or equal to 1 mm, in particular less than or equal to 0.75 mm, preferably less than or equal to 0.5 mm, more preferably from a range of 0.02 mm to 0.3 mm, and/or a depth-to-width ratio, in particular an average depth-to-width ratio, between 0.05 and 10, in particular between 0.1 and 5.
- the depth, in particular the maximum depth, of the surface structure 11 of the substrate 10 is designated by h 1.
- the depth h 1 is preferably the distance between the maximum elevation and the minimum depression of the surface structure, preferably with the distance being aligned parallel to a normal vector which is in particular perpendicular to the plane spanned by the substrate 10 and/or by the two largest extensions of the substrate 10.
- one or more surface structures of the one or more surface structures 11 in the one or more first regions of the surface 10a of the substrate 10 in step a of the method are formed as one or more surface reliefs, in particular wherein one or more surface reliefs of the one or more surface reliefs have a depth-to-width ratio, in particular an average depth-to-width ratio, between 0.05 and 10, in particular between 0.1 and 5, and/or are designed as engravings and/or comprise one or more of the following design elements: alphanumeric character, character, symbol, micro-writing, image, photo, logo, portrait, pictogram, pattern, in particular endless pattern, and/or motif.
- the Figure 5 shows this in the Figure 4 shown substrate 10, except that the surface 10a of the substrate 10 has an adhesive layer 20 over its entire surface or in a region 200, which is applied to the surface 10a of the substrate 10 in particular in step b of the method. More preferably, the first region 100 comprising the surface structure 10a and the second region 200 comprising the adhesive layer 20 completely overlap.
- the adhesive layer 20 has a largely constant layer thickness h 2 , in particular a constant layer thickness h 2 , over the entire region 100 of the surface 10a of the substrate 10.
- step b one or more second regions of the one or more second regions 200 of the surface 10a of the substrate 10, to which the at least one adhesive layer 20 is applied and/or which comprise the at least one adhesive layer 20, partially or completely overlap one or more first regions of the one or more first regions 100 of the surface 10a of the substrate 10 comprising the one or more surface structures 11.
- step c one or more third regions of the one or more third regions 300 of the surface 10a of the substrate 10 comprising the at least one transfer film 30 and/or the surface of the at least one adhesive layer 20 facing away from the substrate 10 comprising the at least one transfer film 30, one or more first regions of the one or more first regions 100 of the surface 10a of the substrate 10 comprising the one or more surface structures 11 partially overlap or completely overlap and/or one or more second regions of the one or more second regions of the Surface 10a of the substrate 10 comprising the at least one adhesive layer 20 partially or completely.
- the at least one adhesive layer 20 is applied to the one or more second regions 200 of the surface 10a of the substrate 10 in step b of the method by means of inkjet printing, pad printing, in particular with a pad hardness between 5 Shore A and 20 Shore A, screen printing, flexographic printing and/or digital printing.
- the at least one adhesive layer 20 in steps b and c of the method is designed as a UV adhesive, in particular wherein the curing of the at least one adhesive layer 20 takes place by irradiation with UV radiation, preferably wherein the UV radiation is generated by at least one UV radiation source 51b, further preferably wherein the UV radiation has a wavelength or an intensity maximum in a wavelength range from 250 nm to 420 nm, preferably in the wavelength range from 380 nm to 420 nm.
- the at least one adhesive layer 20, when applied to the one or more second regions 200 of the surface 10a of the substrate 10 in step b of the method, has a viscosity which is between 200 mPa ⁇ s and 2000 mPa ⁇ s, in particular between 500 mPa ⁇ s and 1500 mPa ⁇ s, preferably between 800 mPa ⁇ s and 1200 mPa ⁇ s.
- the adhesive layer is distributed when pressed in step c of the method, preferably runs and/or is distributed over the elevations and/or depressions of the surface structure 10a in such a way that an adhesive layer 20 is formed which preferably has a constant layer thickness.
- the Figure 6 shows this in the Figure 5 shown substrate 10 and the adhesive layer 20, except that a transfer film 30, in particular comprising at least one decorative layer and/or at least one carrier layer, is pressed onto the surface of the adhesive layer 20 facing away from the substrate 10.
- the pressing of the transfer film 30 preferably takes place in step c of the method, in particular by means of a pressing device 50a comprising a pressing body 51a.
- the region 100 comprising the surface structures 11 in or on the surface 10a of the substrate 10 provided in step a of the method, the region 200 comprising the adhesive layer 20 applied to the surface 10a of the substrate 10 in step b of the method and a region 300 in which the transfer film 30 is preferably pressed onto the surface 10a of the substrate 10 and/or onto the surface of the adhesive layer 20 facing away from the substrate 10 in step c of the method, correspond in particular to one another, preferably as in the Figure 6 shown.
- the pressing body 51a preferably has one or more pressing layers 52a.
- the pressure or the force per area is preferably conveyed via the one or more pressing layers 52a of the pressing body 51a, in particular with the surface or surfaces of the one or more pressing layers 52a facing the substrate 10 and/or the adhesive layer 20 being in direct contact with the transfer film 30.
- the transfer film 30, in particular the surface of the transfer film 30 facing the substrate 10 is preferably in direct contact with the adhesive layer 20, in particular with the surface of the adhesive layer 20 facing away from the substrate 10, and/or the substrate 10, in particular the surface 10a of the substrate 10, when pressed in step c of the method.
- the layer thickness of the Figure 6 The adhesive layer 20 shown varies in particular along at least one direction R3.
- step c of the method takes place simultaneously with the curing of the adhesive layer 20 by irradiating the adhesive layer 20 with UV radiation, which is preferably carried out by one or more irradiation devices 50b comprising one or more UV radiation sources 51b.
- the pressing of the at least one transfer film 30 in step c is mediated by at least one pressing body 51a, in particular wherein the at least one pressing body 51a comprises one or more flexible pressing layers 52a, preferably wherein the one or more flexible pressing layers 52a are translucent or transparent at least for one or more wavelengths of the UV radiation and/or in one or more wavelength ranges of the UV radiation, preferably wherein the one or more flexible pressing layers 52a are arranged at least partially between the at least one UV radiation source, which preferably emits the UV radiation, and the substrate and/or the at least one adhesive layer 20.
- the at least one pressing body 51a to comprise two or more flexible pressing layers 52a, in particular wherein the two or more pressing layers are arranged or formed in a sequence, in particular as a multi-layer structure, such that the degrees of hardness of the two or more pressing layers vary, in particular increase, from pressing layer to pressing layer along a normal vector spanned by the plane of the substrate 10 and/or the at least one adhesive layer 20, in particular starting from the pressing layer of the two or more pressing layers closest to the substrate and/or the at least one adhesive layer 20.
- At least one flexible pressure layer of the one or two or more pressure layers 52a of the at least one pressure body 51a in a wavelength range of 250 nm to 420 nm, in particular in a range from 380 nm to 420 nm, is transparent or translucent, preferably has a transmissivity in a range from 30% to 100%, particularly preferably in a range from 40% to 100%, and/or has layer thicknesses in a range from 1 mm to 20 mm, in particular from 2 mm to 15 mm, preferably from 3 mm to 10 mm, and/or has layer thicknesses of less than or equal to 0.75 mm, in particular less than or equal to 0.5 mm, preferably less than or equal to 0.25 mm.
- At least one flexible pressure layer of the one or two or more pressure layers 52a of the at least one pressure body 51a is flat and/or curved and/or three-dimensionally formed, in particular at least partially curved and/or bent and/or has at least partially a structured and/or textured surface.
- At least one flexible pressure layer of the one or two or more pressure layers 52a of the at least one pressure body 51a comprises silicone or consists of silicone, in particular wherein the silicone has a hardness or a degree of hardness in a range from 5° Shore A to 90° Shore A, in particular from 10° Shore A to 75° Shore A, preferably from 20° Shore A to 50° Shore A.
- At least one flexible pressure layer of the one or two or more pressure layers 52a of the at least one pressure body 51a in particular comprising silicone or consisting of silicone, has a surface facing the substrate and/or the at least one adhesive layer 20, which surface is in particular flat and/or cambered.
- At least one surface facing the substrate 10 and/or one of the at least one adhesive layer 20 of at least one flexible pressure layer of the one or two or more pressure layers 52a of the at least one pressure body 51a in step c of the method at least has a height profile in some areas which corresponds to or follows a height profile of at least one surface structure of the one or more surface structures 11, in particular wherein the height profile varies in one or more directions.
- At least one surface of at least one flexible pressing layer of the one or two or more pressing layers 52a of the at least one pressing body 51a facing the substrate and/or the at least one adhesive layer 20 has an at least partially flat or structured height profile in step c of the method, in particular wherein the at least partially flat or structured height profile adjusts or matches a height profile of one or more surface structures 11 of the one or more surface structures 11 in or on the surface 10a of the substrate 10 when pressed in step c such that the at least one adhesive layer 20 has a constant layer thickness after pressing in step c and/or after curing in step c, preferably wherein the at least partially flat or structured height profile of the one or more surface structures 11 of the one or more surface structures 11 in or on the surface 10a of the substrate 10 varies in one or more directions.
- the Figure 7 shows this in the Figure 6 shown substrate 10, the adhesive layer 20 and the transfer film 30 after pressing and hardening or after step c of the method, in particular wherein the substrate 10, the adhesive layer 20 and the transfer film 30 form a body.
- the adhesive layer 20 is partially or completely hardened in step c of the method, in particular when the transfer film 30 is pressed onto the substrate 10 and/or the adhesive layer 20, preferably simultaneously and/or by means of UV radiation.
- the adhesive layer 20 preferably has a constant layer thickness h 2 over the entire surface 10a of the substrate 10, so that the surface structure in the surface of the transfer film 30 facing away from the substrate preferably corresponds to the surface structure 11 in the surface 10a of the substrate 10 due to the constant layer thickness h 2 of the adhesive layer 20.
- the region 100 comprising the surface structures 11 in or on the surface 10a of the substrate 10 provided in step a of the method
- the region 200 comprising the adhesive layer 20 applied to the surface 10a of the substrate 10 in step b of the method and a region 300 in which the transfer film 30 is preferably pressed and hardened onto the surface 10a of the substrate 10 and/or onto the surface of the adhesive layer 20 facing away from the substrate 10 in step c of the method, in particular correspond to one another.
- the layer thickness of the Figure 7 The adhesive layer 20 shown varies in particular along at least one direction R4.
- the layer thickness h 2 extends, as for example in the Figure 5 shown, preferably after step b of the method and/or after step c of the method, particularly preferably after the at least partial and/or regional hardening, the at least one adhesive layer 20 extends at at least one point of the surface 10a of the substrate 10 along the direction of a normal vector at this point and/or preferably wherein the layer thickness h 2 at at least one point of the surface 10a of the substrate 10 along a direction of a curvature vector at this point.
- the at least one adhesive layer 20 which is applied in step b of the method to the one or more second regions of the surface 10a of the substrate 10, preferably after step b of the method and/or after step c of the method, has a constant layer thickness h 2 or has a layer thickness h 2 varying by a maximum of 10%, in particular by a maximum of 20%, in particular in the one or more first regions of the surface 10a of the substrate 10 comprising the one or more surface structures 11, has a constant layer thickness h 2 or a layer thickness h 2 varying by a maximum of 10%, in particular by a maximum of 20%, preferably with partial or complete overlap of one or more second regions of the one or more second regions 200 of the surface 10a of the substrate 10 comprising the at least one adhesive layer 20 with one or more first regions of the one or more first regions 100 of the surface 10a of the substrate 10 comprising the one or more surface structures 11, has a constant layer thickness h 2 or a layer thickness h 2 varying by a maximum of 10%, in particular by
- the at least one adhesive layer which is applied to the one or more second regions of the surface 10a of the substrate 10 in step b of the method preferably after step b of the method and/or after step c of the method, to have a first layer thickness in a first group of one or more first and/or second regions of the one or more first and second regions 100, 200 and to have a second layer thickness in a second group of one or more first and/or second regions of the one or more first and second regions 100, 200, in particular wherein the first layer thickness and the second layer thickness differ from one another, preferably wherein the first layer thickness and/or the second layer thickness are each constant and/or the first and second layer thicknesses differ from one another by less than 10%, in particular by less than 20%.
- the at least one adhesive layer 20 is at least partially cured in step c of the method, in particular wherein the at least one carrier layer 32 of the at least one transfer film 30 is peeled off after the at least partial curing of the at least one adhesive layer 20 and the Substrate 10 and/or the at least one adhesive layer 20 is subsequently, in particular in a further step, cured once or repeatedly, in particular irradiated with UV radiation.
- Partial curing of the adhesive layer 20 may be advantageous in that a partially cured adhesive layer 20 can be deformed and/or reshaped in one or more further steps and/or intermediate steps.
- the at least one transfer film 30 comprising at least one decorative layer 31 and at least one carrier layer 32 or that the at least one decorative layer 31 for UV radiation in the wavelength range from 250 nm to 420 nm, preferably in a wavelength range from 380 nm to 420 nm, has a transmissivity in a range from 5% to 95%, in particular in a wavelength range from 10% to 70%, preferably in a range from 20% to 40%, in particular wherein the UV radiation is provided by the at least one UV radiation source 51b.
- step c of the method at least one decorative layer of the at least one decorative layer 31 of the at least one transfer film 30 has, at least in some regions, at least one metallic layer, at least one dielectric layer and/or at least one color layer, in particular at least one transparent, translucent or opaque color layer.
- At least one decorative layer of the at least one decorative layer 31 of the at least one transfer film 30 is formed by a replication lacquer layer with a surface relief molded into the replication lacquer layer, in particular wherein the surface relief molded into the replication lacquer layer is formed at least in regions by an optically active surface structure selected from: diffractive surface structure, in particular hologram, zero-order diffraction structures, matt structure, in particular isotropic or anisotropic matt structure, blazed grating, lens structure, microlens structure, microprism structure, micromirror structure, and/or a combination of two or more of these optically active surface structures.
- an optically active surface structure selected from: diffractive surface structure, in particular hologram, zero-order diffraction structures, matt structure, in particular isotropic or anisotropic matt structure, blazed grating, lens structure, microlens structure, microprism structure, micromirror structure, and/or a combination of two or more of these optically active
- At least one decorative layer of the at least one decorative layer 31 of the at least one transfer film 30 is applied in step c of the method with a register accuracy of ⁇ 1 mm, in particular of ⁇ 0.5 mm, preferably of less than or equal to +0.3 mm and/or greater than or equal to -0.3 mm, to the substrate and/or to the at least one adhesive layer 20 when the at least one transfer film 30 is pressed on, preferably to one or more first regions 100 of the one or more first regions 100 of the surface 10a of the substrate 10 comprising the one or more surface structures 11 and/or to one or more second regions of the one or more second regions 200 of the surface 10a of the substrate 10 comprising the at least one adhesive layer 20.
- the Figure 4a shows this in the Figure 4 shown substrate 10, which has a surface structure 11, wherein the substrate 10 is provided in particular in step a of the method.
- the surface 10a of the substrate 10 has the surface structure 11 over its entire surface, preferably wherein the height profile and/or the depth-to-width ratio of the surface structure 10a varies pseudo-randomly or randomly over the surface 10a.
- the Figure 5a shows this in the Figure 4a shown substrate 10, wherein the surface 10a of the substrate 10 has an adhesive layer 20 over its entire surface, which is applied to the surface 10a of the substrate 10, in particular in one or more passes, in particular in step b of the method. More preferably, the surface structure 10a of the substrate 10 and the adhesive layer 20 completely overlap. In particular, the adhesive layer 20 has a varying layer thickness h 2 over the entire surface 10a of the substrate 10.
- the Figure 6a shows this in the Figure 5a shown substrate 10 and the adhesive layer 20, wherein a transfer film 30, in particular comprising at least one decorative layer and/or at least one carrier layer, is pressed onto the surface of the adhesive layer 20 facing away from the substrate 10.
- the pressing of the transfer film 30 preferably takes place in step c of the method, in particular by means of a pressing device 50a comprising a pressing body 51a, in particular wherein the pressing body 51a has one or more flexible pressing layers 52a.
- the adhesive layer 20 preferably has a varying layer thickness h 2 over the entire surface 10a of the substrate 10.
- the Figure 7a shows this in the Figure 6a shown substrate 10, the adhesive layer 20 and the transfer film 30 after pressing and hardening or after step c of the method, in particular wherein the substrate 10, the adhesive layer 20 and the transfer film 30 form a body.
- the adhesive layer 20 is partially or completely hardened in step c of the method, in particular when the transfer film 30 is pressed onto the substrate 10 and/or the adhesive layer 20, preferably simultaneously and/or by means of UV radiation.
- the adhesive layer 20 preferably has a varying layer thickness h 2 over the entire surface 10a of the substrate 10, so that the surface structure in the surface of the transfer film 30 facing away from the substrate is preferably similar to the surface structure 11 in the surface 10a of the substrate 10, but does not correspond to this, in particular due to the varying layer thickness h 2 of the adhesive layer 20.
- the Figure 8 shows a second work station 5 of a device comprising a pressing device 50a and an irradiation device 50b.
- the pressing device 50a is arranged and/or mounted so as to be movable, in particular parallel to a direction R5.
- the Figure 8 shown pressing device 50a has a pressing body 51a, in particular wherein the pressing body 51a has a pressing layer 52a and a UV-transparent or UV-translucent protective layer 53a, in particular wherein the protective layer 53a is a glass layer.
- the irradiation device 50b shown has a UV radiation source 51b and a power supply S, which preferably emits and/or radiates and/or generates UV radiation from one or more wavelength ranges and/or energy ranges of the ultraviolet and/or electromagnetic spectrum.
- the pressing device 50a and/or the irradiation device 50b and/or the second work station 5 are arranged parallel to a Figure 8 movable and/or travelable in the direction shown R5.
- the Figure 8 a multilayer body, which, starting from the pressure layer 52a, has the following sequence of layers: transfer film 30, in particular comprising at least one decorative film and/or at least one carrier layer, an adhesive layer 20, which is formed in particular in three regions 200, a substrate 10, wherein the Figure 8 The substrate 10 shown in particular has no surface structures.
- the transfer film 30 is preferably pressed by the pressing device 50a by means of the pressing body 51a comprising the pressing layer 52a onto the substrate 10 and/or the adhesive layer 20, which is present in particular in the areas 200, preferably wherein the adhesive layer 20, which is present in particular in the areas 200, is irradiated by UV radiation from the UV radiation source 51b included in the irradiation device 50b, whereby the adhesive layer 20 hardens in particular at least in regions and/or at least partially.
- the flexible pressing layer 52a, the pressing body 51a, the transfer film 30 and/or the adhesive layer 20 are hereby designed for UV radiation, preferably for UV radiation emitted by the UV radiation source 51b. at least partially, preferably partially or completely, permeable.
- the device which in particular the Figure 8 shown second work station 5, is preferably suitable for decorative cold stamping and/or preferably for producing a body and/or preferably for carrying out the above method, preferably wherein the device has a first work station 4 comprising a printing device 40 for at least partially applying at least one adhesive layer 20 to a surface 10a of the substrate 10, wherein the surface 10a of the substrate 10 has at least partially one or more surface structures 11, and wherein the device has a second work station 5 comprising a pressing device 50a for at least partially pressing at least one transfer film 30 comprising at least one decorative layer 31 and at least one carrier layer 32 onto the surface 10a of the substrate 10 and/or a surface of the at least one adhesive layer 20 facing away from the substrate 10, and has an irradiation device 50b for at least partially and/or at least partially hardening the at least one adhesive layer, wherein the second work station 5 is designed such that the at least partially Pressing of the at least one transfer film 30 and the at least partial hardening of the at least one adhesive layer 20 takes place
- the Figure 9 shows a second work station 5 of a device, in particular of the above device, in particular wherein the second work station 5 comprises a pressing device 50a and an irradiation device 51a.
- the section A2 of the Figure 9 is an enlarged view of section A1 of the Figure 9 .
- the pressing device 50a shown has a pressing body 51a, preferably wherein the pressing body 51a has one or more flexible pressing layers 52a.
- the irradiation device 50b shown comprises a UV radiation source 51b, in particular wherein the UV radiation source 51b produces and/or generates UV radiation 52b and radiates and/or emits it in the direction of the adhesive layer 20.
- the substrate 10 shown has surface structures 11 in a region 100 in or on the surface 10a of the substrate 10.
- the Figure 9 The adhesive layer 20 shown is applied in an area 200 to the surface 10a of the Figure 9 shown substrate is placed and/or applied.
- the Figure 9 shown transfer film 30 is placed and/or applied and/or applied to the surface of the adhesive layer 20 facing away from the substrate 10 in an area 300, which corresponds in particular to the area 200.
- the transfer film 30 is preferably pressed by the pressing device 50a by means of the pressing body 51a comprising the flexible pressing layers 52a onto the substrate 10 and/or the adhesive layer 20, which is present in particular in the region 200, preferably wherein the adhesive layer 20 is irradiated by UV radiation from the UV radiation source 51b included in the irradiation device 50b, whereby the adhesive layer 20 hardens in particular at least in regions and/or at least partially and/or in the region 100.
- the flexible pressing layers 52a, the pressing body 51a, the transfer film 30 and/or the adhesive layer 20 are hereby permeable to UV radiation, preferably to UV radiation emitted by the UV radiation source 51b, at least in regions, preferably partially or completely.
- the substrate 10 is designed as a three-dimensional object and/or film and/or a web- or band-shaped shape in particular wherein a first spatial extent of the substrate 10 parallel to a first direction R1 in a design as a film and/or a web- or band-shaped shape is greater than a second spatial extent of the substrate 10 parallel to a second direction R2, preferably wherein the first direction R1 is arranged in particular perpendicular to the second direction R2.
- one or more first regions 100 of the surface 10a of the substrate 10 comprise the one or more surface structures 11 and one or more second regions of the surface 10a of the substrate 10 comprise the at least one adhesive layer 20, wherein one or more first regions of the one or more first regions 100, in particular one or more second regions of the one or more second regions 200, partially overlap or completely overlap.
- one or more third regions 300 of the surface 10a of the substrate 10 and/or of the surface of the at least one adhesive layer 20 facing away from the substrate 10 to have the at least one transfer film 30, wherein one or more third regions of the one or more third regions 300, in particular one or more first regions of the one or more first regions 100 of the surface 10a of the substrate 10 comprising the one or more surface structures 11, partially overlap or completely overlap and/or one or more second regions of the one or more second regions 200 of the surface 10a of the substrate 10 comprising the at least one adhesive layer 20 partially overlap and/or completely overlap.
- At least one surface structure of the one or more surface structures 11 in the one or more first regions 100 of the surface 10a of the substrate 10 has a relief depth and/or a relief height of less than or equal to 1 mm, in particular less than or equal to 0.75 mm, preferably less than or equal to 0.5 mm, more preferably from a range of 0.02 mm to 0.3 mm, and/or a depth-to-width ratio, in particular an average depth-to-width ratio, between 0.05 and 10, in particular between 0.1 and 5.
- At least one surface structure of the one or more surface structures 11 in the one or more first regions 100 of the surface 10a of the substrate 10 is formed as one or more surface reliefs, in particular wherein one or more surface reliefs of the one or more surface reliefs have a depth-to-width ratio, in particular an average depth-to-width ratio, between 0.05 and 10, in particular between 0.1 and 5, and/or are formed as engravings and/or comprise one or more of the following design elements: alphanumeric character, character, symbol, micro-font, image, photo, logo, portrait, pictogram, pattern, in particular endless pattern, and/or motif.
- the first work station 4 prefferably has one or more further printing devices, in particular for at least partially applying one or more further adhesive layers to the surface 10a of the substrate 10 and/or to at least one surface of the at least one adhesive layer 20 facing away from the substrate 10.
- the at least one adhesive layer 20 applied at least in regions to the surface 10a of the substrate 10 by the printing device 40 and/or the further printing devices has a viscosity between 200 mPa ⁇ s and 2000 mPa ⁇ s, in particular between 500 mPa ⁇ s and 1500 mPa ⁇ s, preferably between 800 mPa ⁇ s and 1200 mPa ⁇ s.
- the at least one adhesive layer 20 and/or the one or more further adhesive layers are applied at least partially by the printing device 40 and/or the further printing devices to the Surface 10a of the substrate 10 is applied such that the at least one adhesive layer 20 and/or the one or more further adhesive layers, in particular each have a constant layer thickness or a layer thickness varying by a maximum of 10%, in particular by a maximum of 20%, in particular in the case of partial or complete overlap of one or more areas of the surface 10a of the substrate 10 comprising the at least one adhesive layer 20 and/or the one or more further adhesive layers with one or more areas of the surface 10a of the substrate 10 comprising the one or more surface structures 11, in particular each have a constant layer thickness or a layer thickness varying by a maximum of 10%, in particular by a maximum of 20%, preferably wherein the at least one adhesive layer 20 and/or the one or more further adhesive layers, in particular each have a layer thickness between 3 ⁇ m and 30 ⁇ m, in particular between 2 ⁇ m and 20 ⁇ m,
- the at least one adhesive layer 20 and/or the one or more further adhesive layers are applied at least in regions by the printing device 40 and/or the further printing devices to the surface 10a of the substrate 10 in such a way that the at least one adhesive layer 20 and/or the one or more further adhesive layers in or on one or more regions of the surface 10a of the substrate 10 in a first group of one or more regions of the one or more regions has a first layer thickness and in a second group of one or more regions of the one or more regions has a second layer thickness, in particular wherein the first layer thickness and the second layer thickness differ from one another, preferably wherein the first layer thickness and/or the second layer thickness are each constant and/or the first and the second layer thickness differ from one another by less than 10%, in particular by less than 20%, preferably wherein the first layer thickness and/or the second layer thickness is from a range of 3 ⁇ m to 30 ⁇ m, in particular from 2 ⁇ m to 20 ⁇ m, preferably from 1 ⁇ m to 10 ⁇ m.
- the at least one adhesive layer 20 and/or the one or more further adhesive layers applied at least partially to the surface 10a of the substrate 10 by the printing device 40 and/or the further printing devices are designed as UV adhesives.
- the second work station 5 prefferably has one or more further pressing devices, in particular for at least partially pressing the at least one transfer film 30 and/or one or more further transfer films onto the surface of the at least one adhesive layer 20 facing away from the substrate 10 and/or the surface 10a of the substrate 10, and/or for the second work station 5 to have one or more further irradiation devices, in particular for at least partially irradiating the at least one adhesive layer 20 applied at least partially to the surface 10a of the substrate 10 and/or one or more further adhesive layers 20 applied at least partially to the surface 10a of the substrate 10 and/or onto at least one further surface of the at least one adhesive layer 20 applied at least partially to the surface 10a of the substrate 10.
- the pressing device 50a and/or the one or more further pressing devices each have, in particular, at least one pressing body 51a, in particular wherein the at least one pressing body 51a comprises one or more flexible pressing layers 52a, preferably wherein the one or more flexible pressing layers 52a are translucent or transparent at least for one or more wavelengths of the UV radiation and/or in one or more wavelength ranges of the UV radiation.
- the at least one pressing body 51a comprises two or more flexible pressing layers 52a, in particular wherein the two or more flexible pressing layers 52a are arranged in a sequence, in particular as Multilayer structures, are arranged or designed such that the degrees of hardness or hardnesses of the two or more flexible pressure layers 52a vary, in particular increase, from pressure layer to pressure layer along a normal vector spanned by the plane of the substrate 10 and/or the at least one adhesive layer 20, starting from a pressure layer of the two or more pressure layers 52a closest to the substrate 10 and/or the at least one adhesive layer 20.
- At least one flexible pressure layer of the one or two or more pressure layers 52a of the at least one pressure body 51a is transparent or translucent in a wavelength range from 250 nm to 420 nm, in particular in a wavelength range from 380 nm to 420 nm, preferably has a transmissivity in a range from 30% to 100%, particularly preferably in a range from 40% to 100%, and/or has a layer thickness in a range from 1 mm to 20 mm, in particular from 2 mm to 15 mm, preferably from 3 mm to 10 mm, and/or has a layer thickness of less than or equal to 0.75 mm, in particular less than or equal to 0.5 mm, preferably less than or equal to 0.25 mm.
- At least one flexible pressure layer of the one or two or more pressure layers 52a of the at least one pressure body 51a is flat, curved and/or three-dimensionally formed, in particular arched and/or bent at least in regions, and/or has at least partially a structured and/or textured surface.
- At least one flexible pressure layer of the one or two or more pressure layers 52a of the at least one pressure body 51a comprises silicone or consists of silicone, in particular wherein the silicone has a hardness or a degree of hardness in a range from 5° Shore A to 90° Shore A, in particular from 10° Shore A to 75° Shore A, preferably from 20° Shore A to 50° Shore A.
- At least one flexible pressure layer of the one or two or more pressure layers 52a of the at least one pressure body 51a in particular comprising silicone or consisting of silicone, has a surface facing the substrate and/or the at least one adhesive layer 20, which are in particular flat and/or domed.
- At least one surface of at least one flexible pressure layer of the one or two or more pressure layers 52a of the at least one pressure body 51a has, at least in some regions, a height profile which is deformed during at least some region-wise pressing such that this height profile corresponds to or follows a height profile of one or more surface structures of the one or more surface structures 11 in or on the surface 10a of the substrate 10, in particular wherein the height profiles vary in one or more directions.
- At least one surface of at least one flexible pressure layer of the one or two or more pressure layers 52a of the at least one pressure body 51a has, at least in some areas, a height profile, in particular a height profile that is structured or flat in some areas, which is deformed when pressed at least in some areas in such a way that this height profile, when pressed at least in some areas, adjusts or matches a height profile of one or more surface structures of the one or more surface structures 11 in or on the surface 10a of the substrate 10 and/or that the at least one adhesive layer 20 and/or the one or more further adhesive layers have a constant layer thickness during irradiation, preferably wherein the height profile of the one or more surface structures of the one or more surface structures 11 varies in one or more directions.
- the one or two or more flexible pressure layers 52a of the at least one pressure body 51a are at least partially between the at least one UV radiation source 51b and the substrate 10 and/or the at least one adhesive layer 20 and/or the one or more further adhesive layers.
- the curing of the at least one adhesive layer 20 to take place by irradiation with UV radiation in or by the irradiation device 50b and/or in or by the one or more further irradiation devices, preferably wherein the UV radiation is generated and/or emitted by at least one UV radiation source 51b, further preferably wherein the UV radiation has a wavelength or an intensity maximum in a wavelength range from 250 nm to 420 nm, preferably in a wavelength range from 380 nm to 420 nm.
- the at least one transfer film 30 comprising the at least one decorative layer 31 and the at least one carrier layer 32 or the at least one decorative layer 31 for UV radiation in the wavelength range from 250 nm to 420 nm, preferably in the wavelength range from 380 nm to 420 nm, has a transmissivity in a range from 5% to 95%, in particular in a range from 10% to 70%, preferably in a range from 20% to 40%, in particular wherein the UV radiation is provided by the at least one UV radiation source 51b.
- At least one decorative layer of the at least one decorative layer 31 of the at least one transfer film 30 has, at least in some regions, at least one metallic layer, at least one dielectric layer and/or at least one color layer, in particular at least one transparent, translucent or opaque color layer.
- the Figure 10 shows a second work station 5 of a device, in particular of the above device, in particular wherein the second work station 5 comprises a pressing device 50a and an irradiation device 51a.
- the pressing device 50a shown has a pressing body 51a, preferably wherein the pressing body 51a has one or more flexible pressing layers 52a.
- the irradiation device 50b shown comprises a UV radiation source 51b, in particular wherein the UV radiation source 51b produces and/or generates UV radiation and radiates and/or emits it in the direction of the adhesive layer 20.
- the substrate 10 shown has surface structures 11 in two areas 100 in or on the surface 10a of the substrate 10 and has no surface structures in three areas 101 in or on the surface 10a of the substrate 10.
- the adhesive layer 20 shown is applied in a region 200 over the entire surface 10a of the Figure 10 shown substrate 10 is placed and/or applied and/or applied.
- the Figure 10 shown transfer film 30 is placed and/or applied in a region 300, which in particular overlaps the two regions 100 and at least partially the three regions 101, on the surface of the adhesive layer 20 facing away from the substrate 10.
- the Figure 10 The area 200 shown overlaps the area shown in the Figure 10 shown area 300 completely.
- the transfer film 30 is preferably pressed by the pressing device 50a by means of the pressing body 51a comprising the flexible pressing layers 52a onto the substrate 10 and/or the adhesive layer 20, which is present in particular in the region 300, preferably wherein the adhesive layer 20 is irradiated by UV radiation from the UV radiation source 51b included in the irradiation device 50b, whereby the adhesive layer 20 hardens in particular at least in regions and/or at least partially and/or in the region 300.
- the flexible pressing layers 52a, the pressing body 51a, the transfer film 30 and/or the adhesive layer 20 are permeable to UV radiation, preferably to UV radiation emitted by the UV radiation source 51b, at least in regions, preferably partially or completely.
- Figure 11 shows a body 1 comprising at least one substrate, at least one adhesive layer and at least one transfer film, preferably comprising at least one decorative layer, and/or at least one decorative layer.
- the body 1 no longer has the at least one carrier layer, since this is removed and/or peeled off, in particular after step c of the method, preferably for producing such a body 1.
- the body 1 shown in the drawing has a surface structure 11 in two areas 100 and in three areas 101 the body 1 has no surface structure 11.
- the body 1 shown in the drawing has Figure 11
- the body 1 shown in the region 200 has at least one adhesive layer of the at least one adhesive layer, preferably wherein this at least one adhesive layer is arranged between the at least one substrate and the at least one decorative layer, and/or the at least one decorative layer.
- the body shown in the Figure 11 The body 1 shown preferably has the at least one decorative layer in a region 300.
- the region 200 corresponds to the region 300 in the Figure 11 , preferably wherein the regions 200 and 300 correspond to the regions 100 and 101 in the Figure 11 are equivalent to.
- the body 1 is produced in particular according to the above method and/or preferably by one of the above devices, wherein the body 1 is preferably designed as a multilayer body 1a, in particular wherein the multilayer body 1a has a sequence of layers, preferably in the following order: substrate, in particular wherein a surface 10a of the substrate 10 has at least partially one or more surface structures 11, at least one adhesive layer 20, in particular wherein the adhesive layer 20 is at least partially and/or at least partially hardened, at least one decorative layer, preferably wherein the substrate 10 is formed as a three-dimensional object and/or as a film and/or has a web-like or band-like shape.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Laminated Bodies (AREA)
- Decoration By Transfer Pictures (AREA)
Claims (7)
- Procédé d'estampage à froid décoratif, dans lequel pour le procédé, les étapes suivantes sont réalisées dans l'ordre suivant :a) la fourniture d'un substrat (10), dans lequel une ou plusieurs premières zones (100) d'une surface (10a) du substrat (10) présentent une ou plusieurs structures de surface (11),b) l'application d'au moins une couche de colle (20) sur une ou plusieurs deuxièmes zones de la surface (10a) du substrat (10),c) le pressage au moins d'un film de transfert (30) comprenant au moins une couche de décor et au moins une couche de support sur une ou plusieurs troisièmes zones (300) de la surface (10a) du substrat (10) et/ou une surface éloignée du substrat (10) de l'au moins une couche de colle (20) et le durcissement au moins partiel et/ou par endroits de l'au moins une couche de colle (20),dans lequel les une ou plusieurs structures de surface (11) sont maintenues par le procédé d'estampage à froid au moins par endroits dans la surface du film de transfert (30) et/ou dans l'au moins une couche de décor, eten ce que dans l'étape a), une ou plusieurs structures de surface (11) des unes ou plusieurs structures de surface (11) dans les une ou plusieurs premières zones de la surface (10a) du substrat (10) présentent une profondeur de relief et/ou une hauteur de relief inférieure ou égale à 1 mm, et/ou présentent un rapport profondeur-largeur entre 0,05 et 10, eten ce que dans l'étape a), une ou plusieurs structures de surface (11) des une ou plusieurs structures de surface (11) dans les une ou plusieurs premières zones de la surface (10a) du substrat (10) sont formées comme un ou plusieurs reliefs de surface, et/ou sont réalisées comme gravures et comprennent un ou plusieurs des éléments de conception suivants : caractère alphanumérique, caractère, symbole, microécriture, image, photo, logo, portrait, pictogramme, schéma, en particulier schéma infini et/ou motif, eten ce que le pressage de l'au moins un film de transfert (30) dans l'étape c) est transmis par le biais d'au moins un corps de pressage (51a), dans lequel l'au moins un corps de pressage (51a) comprend une ou plusieurs couches de pressage (52a) souples.
- Procédé selon la revendication 1,
caractérisé en ce que
la profondeur de relief et/ou la hauteur de relief est inférieure ou égale à 0,75 mm, de préférence inférieure ou égale à 0,5 mm, de manière encore préférée d'une plage de 0,02 mm à 0,3 mm et/ou en ce que le rapport profondeur-largeur, en particulier un rapport profondeur-largeur médian est entre 0,1 et 5, et/ou en ce qu'un ou plusieurs reliefs de surface des un ou plusieurs reliefs de surface présentent un rapport profondeur-largeur, en particulier un rapport profondeur-largeur médian entre 0,05 et 10, en particulier entre 0,1 et 5. - Procédé selon l'une quelconque des revendications précédentes,
caractérisé en ce que
l'au moins une couche de colle (20) présente lors de l'application sur les une ou plusieurs deuxièmes zones (200) de la surface (10a) du substrat (10) dans l'étape b) une viscosité qui se trouve entre 200 mPa·s et 2000 mPa·s, en particulier entre 500 mPa·s et 1500 mPa·s, de préférence entre 800 mPa·s et 1200 mPa·s. - Procédé selon l'une quelconque des revendications précédentes,
caractérisé en ce quel'au moins une couche de colle (20) qui est appliquée dans l'étape b) sur les une ou plusieurs deuxièmes zones de la surface (10a) du substrat (10), présente une épaisseur de couche constante ou une épaisseur de couche variant de 10 % au maximum, en particulier de 20 % au maximum, en particulier dans les une ou plusieurs premières zones de la surface (10a) du substrat (10) comprenant les une ou plusieurs structures de surface (11) présente une épaisseur de couche constante ou une épaisseur de couche variant de 10 % au maximum, en particulier de 20 % au maximum, de préférence lors du chevauchement partiel ou complet des une ou plusieurs deuxièmes zones des une ou plusieurs deuxièmes zones (200) de la surface (10a) du substrat (10) comprenant l'au moins une couche de colle (20) avec une ou plusieurs premières zones des une ou plusieurs premières zones (100) de la surface (10a) du substrat (10) comprenant les une ou plusieurs structures de surface (11) présente une épaisseur de couche constante ou une épaisseur de couche variant de 10 % au maximum, en particulier de 20 % au maximum, et/ouen ce que l'au moins une couche de colle qui est appliquée dans l'étape b) sur les une ou plusieurs deuxièmes zones de la surface (10a) du substrat (10), dans un premier groupe des une ou plusieurs premières et/ou deuxièmes zones des une ou plusieurs premières ou deuxièmes zones (100, 200) présente une première épaisseur de couche et dans un second groupe des une ou plusieurs premières et/ou secondes zones des une ou plusieurs premières ou deuxièmes zones (100, 200) présente une seconde épaisseur de couche, en particulier dans lequel la première épaisseur de couche et la seconde épaisseur de couche se distinguent l'une de l'autre, de préférence dans lequel la première épaisseur de couche et/ou la seconde épaisseur de couche est respectivement constante et/ou la première et la seconde épaisseur de couche se distinguent de moins de 10 %, en particulier de moins de 20 % l'une de l'autre, et/ouen ce que l'au moins une couche de colle (20) est appliquée dans l'étape b) au moyen de l'impression à jet d'encre, tampographie, en particulier avec une dureté de tampon entre 5 Shore A et 20 Shore A, sérigraphie, flexographie et/ou impression numérique sur les une ou plusieurs deuxièmes zones (200) de la surface (10a) du substrat (10), et/ouen ce que l'au moins une couche de colle (20) est réalisée dans les étapes b) et c) comme colle UV, en particulier dans lequel le durcissement de l'au moins une couche de colle (20) est effectué par irradiation avec un rayonnement UV, de préférence dans lequel le rayonnement UV est généré par au moins une source de rayonnement UV (51b), encore de préférence dans lequel le rayonnement UV présente une longueur d'onde ou un maximum d'intensité dans une plage de longueur d'onde de 250 nm à 420 nm, de préférence dans la plage de longueur d'onde de 380 nm à 420 nm. - Procédé selon l'une quelconque des revendications précédentes,
caractérisé en ce que
l'au moins une couche de colle (20) est durcie au moins partiellement dans l'étape c), en particulier dans lequel l'au moins une couche de support de l'au moins un film de transfert (30) est retirée après le durcissement au moins partiel de l'au moins une couche de colle (20) et le substrat (10) et/ou l'au moins une couche de colle (20) ensuite est durcie, en particulier dans une autre étape, simplement ou à maintes reprises, en particulier est irradiée avec un rayonnement UV. - Procédé selon l'une quelconque des revendications précédentes,
caractérisé en ce que
les une ou plusieurs couches de pressage (52a) souples au moins pour une ou plusieurs longueurs d'onde du rayonnement UV et/ou dans une ou plusieurs plages de longueur d'onde du rayonnement UV sont translucides ou transparentes, de préférence dans lequel les une ou plusieurs couches de pressage (52a) souples sont agencées au moins partiellement entre l'au moins une source de rayonnement UV qui émet de préférence le rayonnement UV, et le substrat et/ou l'au moins une couche de colle (20). - Procédé selon l'une quelconque des revendications précédentes,
caractérisé en ce quedans l'étape c), au moins une surface tournée vers le substrat (10) et/ou une de l'au moins une couche de colle (20) des une ou plusieurs couches de pressage souples des une ou deux ou plusieurs couches de pressage (52a) de l'au moins un corps de pressage (51a) présente au moins par endroits un profil de hauteur qui correspond ou suit un profil de hauteur des une ou plusieurs structures de surface (11) des une ou plusieurs structures de surface (11), en particulier dans lequel les profils de hauteur varient dans un ou plusieurs sens, et/ouen ce que dans l'étape c), au moins une surface tournée vers le substrat et/ou l'au moins une couche de colle (20) des une ou plusieurs couches de pressage souples des une ou deux ou plusieurs couches de pressage (52a) de l'au moins un corps de pressage (51a) présente un profil de hauteur au moins par endroits plan ou structuré, en particulier dans lequel le profil de hauteur au moins par endroits plan ou structuré égalise ou s'adapte lors du pressage dans l'étape c) à un profil de hauteur des une ou plusieurs structures de surface (11) des une ou plusieurs structures de surface (11) dans ou sur la surface (10a) du substrat (10) de telle manière que l'au moins une couche de colle (20) présente après le pressage dans l'étape c) et/ou après le durcissement dans l'étape c) une épaisseur de couche constante, de préférence dans lequel le profil de hauteur au moins par endroits plan ou structuré des une ou plusieurs structures de surface (11) des une ou plusieurs structures de surface (11) dans ou sur la surface (10a) du substrat (10) varie dans un ou plusieurs sens.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102019115530.4A DE102019115530A1 (de) | 2019-06-07 | 2019-06-07 | Verfahren, Vorrichtung und Körper |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3747666A1 EP3747666A1 (fr) | 2020-12-09 |
| EP3747666B1 true EP3747666B1 (fr) | 2024-06-05 |
Family
ID=70977376
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20177945.1A Active EP3747666B1 (fr) | 2019-06-07 | 2020-06-03 | Procédé de gaufrage à froid |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP3747666B1 (fr) |
| DE (1) | DE102019115530A1 (fr) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102020129632A1 (de) | 2020-11-10 | 2022-05-12 | Illinois Tool Works Inc. | Verfahren und vorrichtung zum bearbeiten und insbesondere veredeln von druckobjekten |
| EP4314638A1 (fr) | 2021-03-30 | 2024-02-07 | Sioptica GmbH | Dispositif d'éclairage pour un mode de visualisation libre et un mode de visualisation restreinte |
| DE102021108786B4 (de) | 2021-04-08 | 2023-03-02 | Sioptica Gmbh | Beleuchtungseinrichtung für einen Bildschirm für einen freien und einen eingeschränkten Sichtmodus und Verwendung einer solchen Beleuchtungseinrichtung |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102011108239A1 (de) * | 2011-07-21 | 2013-01-24 | Giesecke & Devrient Gmbh | Datenträger mit taktilem Sicherheitsmerkmal |
| DE102017207309A1 (de) * | 2016-05-31 | 2017-11-30 | Heidelberger Druckmaschinen Ag | Verfahren zum bildgemäßen Dekorieren eines Abschnitts einer zumindest teilweise gekrümmten Objektoberfläche |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102008047095A1 (de) * | 2008-09-12 | 2010-03-18 | Leonhard Kurz Stiftung & Co. Kg | Transferfolie zur Verwendung in einem Kaltfolientransferverfahren |
| TWI764875B (zh) * | 2015-11-03 | 2022-05-21 | 德商利昂哈德 庫爾茲公司 | 用於將薄膜上的轉印層施覆在底材上的方法及其施覆裝置 |
| DE102016107180A1 (de) * | 2016-04-19 | 2017-10-19 | Lisa Dräxlmaier GmbH | Herstellen eines Fahrzeuginterieur-Teils |
| DE102017112259B3 (de) * | 2017-06-02 | 2018-08-23 | Isimat Gmbh Siebdruckmaschinen | Vorrichtung und Verfahren zur Dekoration von Objekten |
-
2019
- 2019-06-07 DE DE102019115530.4A patent/DE102019115530A1/de not_active Ceased
-
2020
- 2020-06-03 EP EP20177945.1A patent/EP3747666B1/fr active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102011108239A1 (de) * | 2011-07-21 | 2013-01-24 | Giesecke & Devrient Gmbh | Datenträger mit taktilem Sicherheitsmerkmal |
| DE102017207309A1 (de) * | 2016-05-31 | 2017-11-30 | Heidelberger Druckmaschinen Ag | Verfahren zum bildgemäßen Dekorieren eines Abschnitts einer zumindest teilweise gekrümmten Objektoberfläche |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102019115530A1 (de) | 2020-12-10 |
| EP3747666A1 (fr) | 2020-12-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2938496B1 (fr) | Procédé et dispositif d'estampage à froid sur des objets tridimensionnels | |
| EP3370973B1 (fr) | Rocédé d'application permettant d'appliquer une couche de transfert d'un film sur un substrat | |
| EP3331699B1 (fr) | Procédé et dispositif de fabrication d'une feuille multicouche | |
| EP3390069B1 (fr) | Procédé de fabrication d'un élément de sécurité et film de transfert | |
| EP3183124B1 (fr) | Film de transfert et procédé pour produire un film de transfert | |
| EP2886356B1 (fr) | Procédé de fabrication d'un document de valeur et d'un élément de sécurité et dispositif d'exécution du procédé | |
| EP2172347B1 (fr) | Film de transfert et procédé de transfert de films à froid | |
| EP3747666B1 (fr) | Procédé de gaufrage à froid | |
| WO2000061386A1 (fr) | Film decoratif | |
| WO2019224159A1 (fr) | Procédé de fabrication d'un élément stratifié et d'un film stratifié ainsi qu'élément stratifié et film stratifié | |
| EP4069522B1 (fr) | Film décoratif, procédé de fabrication d'un film décoratif et procédé de décoration d'un substrat cible | |
| WO2021008923A1 (fr) | Procédé et dispositif de transfert d'une couche de transfert d'un film de transfert sur un substrat | |
| DE102015118841A1 (de) | Verfahren und Applikationsvorrichtung zum Applizieren einer Übertragungslage einer Folie auf ein Substrat | |
| DE202021107042U1 (de) | Versiegelungsetikett | |
| EP4200135A1 (fr) | Corps multicouche et procédé de production d'un corps multicouche | |
| EP3279003A1 (fr) | Élément de sécurité et procédé de fabrication d'un élément de sécurité | |
| WO2026061633A1 (fr) | Feuille décorative et son procédé de fabrication, et procédé de décoration de substrat cible | |
| EP4202889A1 (fr) | Étiquette d'étanchéité, procédé de fabrication d'une étiquette d'étanchéité et utilisation | |
| DE102021134470A1 (de) | Versiegelungsetikett, Verfahren zur Herstellung eines Versiegelungsetiketts sowie Verwendung | |
| EP4067104A1 (fr) | Procédé de fabrication pour un élément de sécurité optiquement variable | |
| DE2415915C3 (de) | Retroref taktierender Film | |
| EP4067103A1 (fr) | Procédé de fabrication pour un élément de sécurité optiquement variable | |
| EP3271191A1 (fr) | Élément de sécurité |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20210129 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20220331 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20240126 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502020008185 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240605 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20240605 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240605 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240605 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240906 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240605 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240605 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240905 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240605 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240605 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240906 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240605 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240605 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240605 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240905 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240605 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240605 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241007 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241007 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240605 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240605 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241005 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240605 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240605 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240605 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240605 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240605 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240605 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240605 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240605 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241005 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240605 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240605 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502020008185 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240605 |
|
| 26N | No opposition filed |
Effective date: 20250306 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20250515 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20250627 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240605 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20250630 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20250701 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240605 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20250603 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20250603 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20250630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20250603 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20250603 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20250630 |