EP3748164A1 - Machine à fluide à spirales et procédé de fabrication associé - Google Patents
Machine à fluide à spirales et procédé de fabrication associé Download PDFInfo
- Publication number
- EP3748164A1 EP3748164A1 EP19775943.4A EP19775943A EP3748164A1 EP 3748164 A1 EP3748164 A1 EP 3748164A1 EP 19775943 A EP19775943 A EP 19775943A EP 3748164 A1 EP3748164 A1 EP 3748164A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- housing
- scroll
- dimensional deviation
- fixed
- deviation
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
















Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04C—ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT PUMPS
- F04C18/00—Rotary-piston pumps specially adapted for elastic fluids
- F04C18/02—Rotary-piston pumps specially adapted for elastic fluids of arcuate-engagement type, i.e. with circular translatory movement of co-operating members, each member having the same number of teeth or tooth-equivalents
- F04C18/0207—Rotary-piston pumps specially adapted for elastic fluids of arcuate-engagement type, i.e. with circular translatory movement of co-operating members, each member having the same number of teeth or tooth-equivalents both members having co-operating elements in spiral form
- F04C18/0215—Rotary-piston pumps specially adapted for elastic fluids of arcuate-engagement type, i.e. with circular translatory movement of co-operating members, each member having the same number of teeth or tooth-equivalents both members having co-operating elements in spiral form where only one member is moving
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04C—ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT PUMPS
- F04C2230/00—Manufacture
- F04C2230/10—Manufacture by removing material
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04C—ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT PUMPS
- F04C2230/00—Manufacture
- F04C2230/60—Assembly methods
- F04C2230/603—Centering; Aligning
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04C—ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT PUMPS
- F04C23/00—Combinations of two or more pumps, each being of rotary-piston or oscillating-piston type, specially adapted for elastic fluids; Pumping installations specially adapted for elastic fluids; Multi-stage pumps specially adapted for elastic fluids
- F04C23/008—Hermetic pumps
Definitions
- the present disclosure relates to a scroll fluid machine and a method for manufacturing the same.
- Patent Document 1 discloses a scroll fluid machine (scroll compressor).
- the scroll fluid machine includes a fixed scroll, an orbiting scroll, and a housing.
- a fixed lap formed in the fixed scroll and an orbiting lap formed in the orbiting scroll mesh with each other to form a fluid chamber (compression chamber).
- the fixed scroll is fixed to the housing.
- Patent Document 1 Japanese Unexamined Patent Publication No. 2016-079873
- the fixed scroll, the orbiting scroll, and the housing are combined together.
- the fixed scroll, the orbiting scroll, and the housing each have a dimensional error (i.e., a difference between an actual dimension and a design value). This causes a gap to be formed between the fixed lap of the fixed scroll and the orbiting lap of the orbiting scroll, and fluid leaks from the fluid chamber through the gap.
- An object of the present disclosure is to improve the efficiency of a scroll fluid machine.
- a first aspect of the present disclosure is directed to a scroll fluid machine, including: an orbiting scroll (50) provided with an orbiting lap (52) and a boss (53); a housing (60) provided with a bearing (64) that supports a rotary shaft (25) connected to the boss (53) of the orbiting scroll (50); and a fixed scroll (40) fixed to the housing (60) and provided with a fixed lap (42) that meshes with the orbiting lap (52).
- Each of the fixed scroll (40) and the housing (60) has a plurality of positioning structures (44, 67) for determining a fixed position of the fixed scroll (40) relative to the housing (60).
- a deviation of a center axis of the boss (53) from a center axis of the orbiting lap (52) is defined as a dimensional deviation of the orbiting scroll (50)
- a deviation of a housing-side center axis from a center axis of the bearing (64) is defined as a dimensional deviation of the housing (60)
- the housing-side center axis being a straight line at an equal and shortest distance from the positioning structures (67) of the housing (60)
- a deviation of a center axis of the fixed lap (42) from a fixed-side center axis is defined as a dimensional deviation of the fixed scroll (40)
- the fixed-side center axis being a straight line at an equal and shortest distance from the positioning structures (44) of the fixed scroll (40)
- a sum of the dimensional deviation of the orbiting scroll (50), the dimensional deviation of the housing (60), and the dimensional deviation of the fixed scroll (40) is defined as a total deviation, one of the orbiting scroll (
- the variance of the dimensional deviation of the first component includes the variance of the dimensional deviation of the second component.
- part or all of the dimensional deviation of the second component can be canceled out by the dimensional deviation of the first component.
- the variance of the total deviation is made smaller than that of the dimensional deviation of the first component.
- the variance of the total deviation can be made smaller than that of the first component. Therefore, according to this aspect, the variance of the total deviation can be reduced without making the machining accuracy of the orbiting scroll (50), the housing (60), and the fixed scroll (40) higher than before, and can improve the efficiency of the scroll fluid machine (10).
- a second aspect of the present disclosure is an embodiment of the first aspect.
- one of the fixed scroll (40) or the housing (60) is the first component
- the orbiting scroll (50) is the second component.
- the "variance of the dimensional deviation of the fixed scroll (40)” includes the “variance of the dimensional deviation of the orbiting scroll (50),” and the “variance of the total deviation” is smaller than the "variance of the dimensional deviation of the fixed scroll (40).”
- the housing (60) is the first component and the orbiting scroll (50) is the second component
- the "variance of dimensional deviation of the housing (60)” includes the “variance of dimensional deviation of the orbiting scroll (50),” and the “variance of the total deviation” is smaller than the "variance of the dimensional deviation of the housing (60).
- a third aspect of the present disclosure is an embodiment of the first aspect.
- the fixed scroll (40) is the first component
- the orbiting scroll (50) and the housing (60) are the second components.
- the "variance of the dimensional deviation of the fixed scroll (40)” includes all the “variance of the dimensional deviation of the orbiting scroll (50)” and the “variance of the dimensional deviation of the housing (60),” and the “variance of the total deviation” is smaller than the "variance of the dimensional deviation of the fixed scroll (40).
- a fourth aspect of the present disclosure is an embodiment of the first aspect.
- the housing (60) is the first component
- the orbiting scroll (50) and the fixed scroll (40) are the second components.
- the "variance of the dimensional deviation of the housing (60)” includes all the “variance of the dimensional deviation of the orbiting scroll (50)” and the “variance of the dimensional deviation of the fixed scroll (40),” and the “variance of the total deviation” is smaller than the "variance of the dimensional deviation of the housing (60).”
- a fifth aspect of the present disclosure is directed to a scroll fluid machine, including: an orbiting scroll (50) provided with an orbiting lap (52) and a boss (53); a housing (60) provided with a bearing (64) that supports a rotary shaft (25) connected to the boss (53) of the orbiting scroll (50); and a fixed scroll (40) fixed to the housing (60) and provided with a fixed lap (42) that meshes with the orbiting lap (52).
- Each of the fixed scroll (40) and the housing (60) has a plurality of positioning structures (44, 67) for determining a fixed position of the fixed scroll (40) relative to the housing (60).
- a deviation of a center axis of the boss (53) from a center axis of the orbiting lap (52) is defined as a dimensional deviation of the orbiting scroll (50)
- a deviation of a housing-side center axis from a center axis of the bearing (64) is defined as a dimensional deviation of the housing (60)
- the housing-side center axis being a straight line at an equal and shortest distance from the positioning structures (67) of the housing (60)
- a deviation of a center axis of the fixed lap (42) from a fixed-side center axis is defined as a dimensional deviation of the fixed scroll (40)
- the fixed-side center axis being a straight line at an equal and shortest distance from the positioning structures (44) of the fixed scroll (40)
- a sum of the dimensional deviation of the orbiting scroll (50), the dimensional deviation of the housing (60), and the dimensional deviation of the fixed scroll (40) is defined as a total deviation
- the "variance of the dimensional deviation of the fixed scroll (40)” is made larger than the "variance of the interval between the plurality of positioning structures (44) formed in the fixed scroll (40)."
- the variance of the total deviation can be reduced without making the machining accuracy of the orbiting scroll (50), the housing (60), and the fixed scroll (40) higher than before, and can improve the efficiency of the scroll fluid machine (10).
- a sixth aspect of the present disclosure is directed to a scroll fluid machine, including: an orbiting scroll (50) provided with an orbiting lap (52) and a boss (53); a housing (60) provided with a bearing (64) that supports a rotary shaft (25) connected to the boss (53) of the orbiting scroll (50); and a fixed scroll (40) fixed to the housing (60) and provided with a fixed lap (42) that meshes with the orbiting lap (52).
- Each of the fixed scroll (40) and the housing (60) has a plurality of positioning structures (44, 67) for determining a fixed position of the fixed scroll (40) relative to the housing (60).
- a deviation of a center axis of the boss (53) from a center axis of the orbiting lap (52) is defined as a dimensional deviation of the orbiting scroll (50)
- a deviation of a housing-side center axis from a center axis of the bearing (64) is defined as a dimensional deviation of the housing (60)
- the housing-side center axis being a straight line at an equal and shortest distance from the positioning structures (67) of the housing (60)
- a deviation of a center axis of the fixed lap (42) from a fixed-side center axis is defined as a dimensional deviation of the fixed scroll (40)
- the fixed-side center axis being a straight line at an equal and shortest distance from the positioning structures (44) of the fixed scroll (40)
- a sum of the dimensional deviation of the orbiting scroll (50), the dimensional deviation of the housing (60), and the dimensional deviation of the fixed scroll (40) is defined as a total deviation
- the "variance of the dimensional deviation of the housing (60)” is made larger than the "variance of the interval between the plurality of positioning structures (67) formed in the housing (60)."
- the "variance of the total deviation” can be made smaller than the "variance of the dimensional deviation of the housing (60).” Therefore, according to this aspect, the variance of the total deviation can be reduced without making the machining accuracy of the orbiting scroll (50), the housing (60), and the fixed scroll (40) higher than before, and can improve the efficiency of the scroll fluid machine (10).
- a seventh aspect of the present disclosure is directed to a method for manufacturing a scroll fluid machine including: an orbiting scroll (50) provided with an orbiting lap (52) and a boss (53); a housing (60) provided with a bearing (64) that supports a rotary shaft (25) connected to the boss (53) of the orbiting scroll (50); and a fixed scroll (40) fixed to the housing (60) and provided with a fixed lap (42) that meshes with the orbiting lap (52), each of the fixed scroll (40) and the housing (60) having a plurality of positioning structures (44, 67) for determining a fixed position of the fixed scroll (40) relative to the housing (60).
- the method includes: an orbiting scroll machining step of machining the orbiting lap (52) and boss (53) of the orbiting scroll (50) that is a workpiece; a fixed scroll machining step of machining the fixed lap (42) and positioning structures (44) of the fixed scroll (40) that is a workpiece; and a housing machining step of machining the bearing (64) and positioning structures (67) of the housing (60) that is a workpiece.
- a deviation of a center axis of the boss (53) from a center axis of the orbiting lap (52) is defined as a dimensional deviation of the orbiting scroll (50)
- a deviation of a housing-side center axis from a center axis of the bearing (64) is defined as a dimensional deviation of the housing (60)
- the housing-side center axis being a straight line at an equal and shortest distance from the positioning structures (67) of the housing (60)
- a deviation of a center axis of the fixed lap (42) from a fixed-side center axis is defined as a dimensional deviation of the fixed scroll (40)
- the fixed-side center axis being a straight line at an equal and shortest distance from the positioning structures (44) of the fixed scroll (40)
- one of the orbiting scroll machining step, the fixed scroll machining step, or the housing machining step is defined as a downstream machining step, and at least one of the remaining two is defined as an upstream machining step performed before the
- the upstream machining step, the measurement step, the target setting step, and the downstream machining step are performed in this order.
- the workpiece is machined in the downstream machining step so that the "dimensional deviation of the workpiece" becomes the "target value set in the target setting step.”
- part or all of the dimensional deviation of the workpiece machined in the upstream machining step is canceled out by the dimensional deviation of the workpiece machined in the downstream machining step. Therefore, according to this aspect, the variance of the total deviation can be reduced without making the machining accuracy of the orbiting scroll (50), the housing (60), and the fixed scroll (40) higher than before, and can improve the efficiency of the scroll fluid machine (10).
- the orbiting scroll machining step is the upstream machining step
- the fixed scroll machining step is the downstream machining step
- the dimensional deviation of the orbiting scroll (50) machined in the orbiting scroll machining step is measured in the measurement step
- a target value of the dimensional deviation of the fixed scroll (40) is set in the target setting step so that the dimensional deviation of the orbiting scroll (50) measured in the measurement step is canceled out by the dimensional deviation of the fixed scroll (40)
- the fixed lap (42) and positioning structures (44) of the fixed scroll (40) are machined in the fixed scroll machining step so that the dimensional deviation of the fixed scroll (40) becomes the target value set in the target setting step.
- the dimensional deviation of the fixed scroll (40) machined in the fixed scroll machining step becomes a dimensional deviation that cancels out the dimensional deviation of the orbiting scroll (50) machined in the orbiting scroll machining step (upstream machining step).
- the scroll fluid machine (10) manufactured by the manufacturing method of this aspect part or all of the dimensional deviation of the orbiting scroll (50) is canceled out by the dimensional deviation of the fixed scroll (40).
- a ninth aspect of the present disclosure is an embodiment of the seventh aspect.
- the orbiting scroll machining step is the upstream machining step
- the housing machining step is the downstream machining step
- the dimensional deviation of the orbiting scroll (50) machined in the orbiting scroll machining step is measured in the measurement step
- a target value of the dimensional deviation of the housing (60) is set in the target setting step so that the dimensional deviation of the orbiting scroll (50) measured in the measurement step is canceled out by the dimensional deviation of the housing (60)
- the bearing (64) and positioning structures (67) of the housing (60) are machined in the housing machining step so that the dimensional deviation of the housing (60) becomes the target value set in the target setting step.
- the dimensional deviation of the housing (60) machined in the housing machining step becomes a dimensional deviation that cancels out the dimensional deviation of the orbiting scroll (50) machined in the orbiting scroll machining step (upstream machining step).
- the scroll fluid machine (10) manufactured by the manufacturing method of this aspect part or all of the dimensional deviation of the orbiting scroll (50) is canceled out by the dimensional deviation of the housing (60).
- a tenth aspect of the present disclosure is an embodiment of the seventh aspect.
- the orbiting scroll machining step and the housing machining step are the upstream machining steps
- the fixed scroll machining step is the downstream machining step
- the dimensional deviation of the orbiting scroll (50) machined in the orbiting scroll machining step and the dimensional deviation of the housing (60) machined in the housing machining step are measured in the measurement step
- a target value of the dimensional deviation of the fixed scroll (40) is set in the target setting step so that the dimensional deviation of the orbiting scroll (50) and the dimensional deviation of the housing (60) measured in the measurement step are canceled out by the dimensional deviation of the fixed scroll (40)
- the fixed lap (42) and positioning structures (44) of the fixed scroll (40) are machined in the fixed scroll machining step so that the dimensional deviation of the fixed scroll (40) becomes the target value set in the target setting step.
- the dimensional deviation of the fixed scroll (40) machined in the fixed scroll machining step becomes a dimensional deviation that cancels out the dimensional deviation of the orbiting scroll (50) machined in the orbiting scroll machining step (upstream machining step) and the dimensional deviation of the housing (60) machined in the housing machining step (upstream machining step).
- the scroll fluid machine (10) manufactured by the manufacturing method of this aspect part or all of the dimensional deviations of the orbiting scroll (50) and the housing (60) is canceled out by the dimensional deviation of the fixed scroll (40).
- an eleventh aspect of the present disclosure is an embodiment of the seventh aspect.
- the orbiting scroll machining step and the fixed scroll machining step are the upstream machining steps
- the housing machining step is the downstream machining step
- the dimensional deviation of the orbiting scroll (50) machined in the orbiting scroll machining step and the dimensional deviation of the fixed scroll (40) machined in the fixed scroll machining step are measured in the measurement step
- a target value of the dimensional deviation of the housing (60) is set in the target setting step so that the dimensional deviation of the orbiting scroll (50) and the dimensional deviation of the fixed scroll (40) measured in the measurement step are canceled out by the dimensional deviation of the housing (60)
- the bearing (64) and positioning structures (67) of the housing (60) are machined in the housing machining step so that the dimensional deviation of the housing (60) becomes the target value set in the target setting step.
- the dimensional deviation of the housing (60) machined in the housing machining step (downstream machining step) becomes a dimensional deviation that cancels out the dimensional deviation of the orbiting scroll (50) machined in the orbiting scroll machining step (upstream machining step) and the dimensional deviation of the fixed scroll (40) machined in the fixed scroll machining step (upstream machining step).
- the scroll fluid machine (10) manufactured by the manufacturing method of this aspect part or all of the dimensional deviations of the orbiting scroll (50) and the fixed scroll (40) is canceled out by the dimensional deviation of the housing (60).
- a scroll compressor (10) of a first embodiment will be described below.
- the scroll compressor (10) is a scroll fluid machine, and is connected to a refrigerant circuit (not shown) that circulates a refrigerant to perform a refrigeration cycle, thereby compressing the refrigerant which is a fluid.
- the scroll compressor (10) is a hermetic compressor in which a compression mechanism (30) and an electric motor (20) are housed in a casing (11) which is a closed container.
- the casing (11) is a cylindrical pressure vessel having closed ends.
- the casing (11) is arranged so that its axial direction coincides with a vertical direction.
- a suction pipe (12) for introducing the refrigerant in the refrigerant circuit into the compression mechanism (30) is provided at an upper end of the casing (11).
- the casing (11) is further provided with a discharge pipe (13) for discharging the refrigerant in the casing (11) out of the casing (11).
- the electric motor (20) is arranged below the compression mechanism (30).
- a drive shaft (25) connects the electric motor (20) and the compression mechanism (30).
- the electric motor (20) includes a stator (21) and a rotor (22).
- the stator (21) of the electric motor (20) is fixed to the casing (11).
- the rotor (22) of the electric motor (20) is attached to the drive shaft (25).
- the drive shaft (25) includes a main shaft portion (26) and an eccentric shaft portion (27).
- a center axis of the main shaft portion (26) coincides with a center axis of the drive shaft (25).
- the rotor (22) of the electric motor (20) is attached to the main shaft portion (26).
- Part of the main shaft portion (26) above the rotor (22) is supported by a bearing (64) of a housing (60) which will be described later.
- the eccentric shaft portion (27) is in the shape of a relatively short shaft, and protrudes from an upper end of the main shaft portion (26).
- a center axis of the eccentric shaft portion (27) is substantially parallel to that of the main shaft portion (26), and is eccentric with the center axis of the main shaft portion (26).
- the compression mechanism (30) includes an orbiting scroll (50), a fixed scroll (40), a housing (60), and an Oldham coupling (32).
- the orbiting scroll (50) and the fixed scroll (40) form a compression chamber (31) which is a fluid chamber.
- the housing (60) is fixed to the casing (11).
- the fixed scroll (40) is arranged on an upper surface of the housing (60).
- the orbiting scroll (50) is arranged between the fixed scroll (40) and the housing (60).
- the Oldham coupling (32) is arranged between the orbiting scroll (50) and the housing (60).
- the Oldham coupling (32) engages with key grooves (54), which will be described later, of the orbiting scroll (50), and key grooves (63), which will be described later, of the housing (60), and restricts the autorotation of the orbiting scroll (50).
- the orbiting scroll (50) includes an orbiting end plate (51), an orbiting lap (52), and a boss (53).
- the orbiting end plate (51) is formed into a substantially circular flat plate.
- the orbiting lap (52) is formed in a spiral wall shape that draws an involute curve, and protrudes from a front surface (upper surface in FIG. 3 ) of the orbiting end plate (51).
- the boss (53) is formed in a cylindrical shape protruding from a back surface (lower surface in FIG. 3 ) of the orbiting end plate (51), and is positioned at a center portion of the orbiting end plate (51).
- the boss (53) constitutes a journal bearing.
- the eccentric shaft portion (27) of the drive shaft (25) is inserted into the boss (53) (see FIG. 1 ).
- the orbiting end plate (51) of the orbiting scroll (50) is provided with key grooves (54).
- the key grooves (54) are recessed grooves that open in the back surface of the orbiting end plate.
- the key grooves (54) are positioned to face each other with the boss (53) interposed therebetween.
- a key of the Oldham coupling (32) fits into the key grooves (54).
- a straight line CL OB is a center axis CL OB of the boss (53), and a point CP OB is a point on the center axis CL OB of the boss (53).
- a point CP OW is the center of the orbiting lap (52), and a straight line CL OW is a center axis CL OW of the orbiting lap (52).
- the center of the orbiting lap (52) is the center of a base circle of the involute curve defining the shape of the orbiting lap (52).
- the points CP OB and CP OW are points on a plane orthogonal to the center axis CL OB of the boss (53).
- the center axis CL OW of the orbiting lap (52) is a straight line that passes the point CP OW , and is parallel to the center axis CL OB of the boss (53).
- a dimensional deviation D O of the orbiting scroll (50) is a deviation of the center axis CL OB of the boss (53) from the center axis CL OW of the orbiting lap (52).
- the dimensional deviation D O is a vector that starts from the point CP OW and ends at the point CP OB .
- the dimensional deviation D O of the orbiting scroll (50) is exaggeratedly illustrated.
- the magnitude of the dimensional deviation D O of the orbiting scroll (50) is at most about several 10 ⁇ m.
- the fixed scroll (40) includes a fixed end plate (41), a fixed lap (42), and an outer peripheral wall portion (43).
- the fixed end plate (41) is a relatively thick, flat plate-shaped portion located at an upper portion of the fixed scroll (40).
- the fixed lap (42) is formed in a spiral wall shape that draws an involute curve, and protrudes from a front surface (lower surface in FIG. 5 ) of the fixed end plate (41).
- the outer peripheral wall portion (43) surrounds the outer periphery of the fixed lap (42), and protrudes from the front surface of the fixed end plate (41).
- An end face (lower end face in FIG. 5 ) of the outer peripheral wall portion (43) is a substantially flat surface. Further, the end face of the outer peripheral wall portion (43) is substantially flush with an end face (lower end face in FIG. 5 ) of the fixed lap (42).
- Each positioning hole (44) is a positioning structure that defines a fixed position of the fixed scroll (40) relative to the housing (60).
- Each positioning hole (44) is a hole having a circular cross-section and opens in the end face of the outer peripheral wall portion (43).
- the positioning holes (44) have the respective center axes that are substantially parallel to each other and substantially orthogonal to the end face of the outer peripheral wall portion (43).
- Each positioning hole (44) is located near an outer peripheral edge of the outer peripheral wall portion (43).
- One of the positioning holes (44) is arranged across the fixed lap (42) from the other.
- the "fitting" of each positioning hole (44) and a positioning pin (35) which will be described later is selected such that the fixed position of the fixed scroll (40) relative to the housing (60) is determined with a desired accuracy.
- a straight line CL FP is a fixed-side center axis CL FP
- a point CP FP is a point on the fixed-side center axis CL FP
- the fixed-side center axis CL FP is a straight line that is flush with a plane including center axes CA FP of the two positioning holes (44), and is at an equal distance from the center axes CA FP of the positioning holes (44).
- the fixed-side center axis CL FP is located at an equal distance, and at the shortest distance, from the center axes CA FP of the positioning holes (44).
- a point CP FW is the center of the fixed lap (42), and a straight line CL FW is a center axis CL FW of the fixed lap (42).
- the center of the fixed lap (42) is the center of a base circle of the involute curve defining the shape of the fixed lap (42).
- the points CP FP and CP FW are points on a plane orthogonal to the fixed-side center axis CL FP .
- the center axis CL FW of the fixed lap (42) is a straight line that passes the point CP FW , and is parallel to the fixed-side center axis CL FP .
- a dimensional deviation D F of the fixed scroll (40) is a deviation of the center axis CL FW of the fixed lap (42) from the fixed-side center axis CL FP .
- the dimensional deviation D F is a vector that starts from the point CP FP and ends at the point CP FW .
- the dimensional deviation D F of the fixed scroll (40) is exaggeratedly illustrated.
- the magnitude of the dimensional deviation D F of the fixed scroll (40) is at most about several 10 ⁇ m.
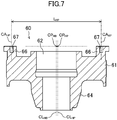
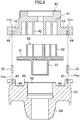
- the housing (60) includes a main body (61), a bearing (64), and retaining protrusions (66).
- the main body (61) is formed in the shape of a thick disk.
- a crank chamber (62) is formed in a center portion of the main body (61).
- the crank chamber (62) is a cylindrical recess that opens in a front surface (upper surface in FIG. 7 ) of the main body (61).
- Key grooves (63) are formed in the main body (61).
- the key grooves (63) are recessed grooves that open in the front surface of the main body (61).
- the key grooves (63) are positioned to face each other with the crank chamber (62) interposed therebetween.
- the key of the Oldham coupling (32) fits into the key grooves (63).
- the bearing (64) is formed in a cylindrical shape protruding from a back surface (lower surface in FIG. 7 ) of the main body (61), and is positioned at a center portion of the main body (61).
- the bearing (64) constitutes a journal bearing.
- a bearing metal (65) is arranged inside the bearing (64) (see FIG. 1 ).
- the main shaft portion (26) of the drive shaft (25) is inserted into the bearing (64).
- the housing (60) is provided with four retaining protrusions (66).
- the retaining protrusions (66) protrude from the front surface of the main body (61). Further, each retaining protrusion (66) is formed to curve along an outer peripheral edge of the main body (61).
- An end face (upper face in FIG. 7 ) of each retaining protrusion (66) is a substantially flat surface. The end faces of the retaining protrusions (66) are substantially flush with each other.
- Each positioning hole (67) is a positioning structure that defines a fixed position of the fixed scroll (40) relative to the housing (60).
- Each positioning hole (67) is a hole having a circular cross-section and opens in the end face of the retaining protrusion (66).
- the positioning holes (67) have the respective center axes that are substantially parallel to each other and substantially orthogonal to the end faces of the retaining protrusions (66).
- One of the positioning holes (67) is arranged across the crank chamber (62) from the other. The "fitting" of each positioning hole (67) and a positioning pin (35) which will be described later is selected such that the fixed position of the fixed scroll (40) relative to the housing (60) is determined with a desired accuracy.
- a straight line CL HB is a center axis CL HB of the bearing (64), and a point CP HB is a point on the center axis CL HB of the bearing (64).
- a straight line CL HP is a housing-side center axis CL HP
- a point CP HP is a point on the housing-side center axis CL HP .
- the housing-side center axis CL HP is a straight line that is located on a plane including center axes CA HP of the two positioning holes (67), and is at an equal distance from the center axes CA HP of the positioning holes (67).
- the housing-side center axis CL HP is located at an equal distance, and at the shortest distance, from the center axes CA HP of the positioning holes (67).
- a dimensional deviation D H of the housing (60) is a deviation of the housing-side center axis CL HP from the center axis CL HB of the bearing (64).
- the dimensional deviation D H is a vector that starts from the point CP HB and ends at the point CP HP .
- the dimensional deviation D H of the housing (60) is exaggeratedly illustrated.
- the magnitude of the dimensional deviation D H of the housing (60) is at most about several 10 ⁇ m.
- the fixed scroll (40) is arranged above the housing (60), and the orbiting scroll (50) is arranged between the fixed scroll (40) and the housing (60).
- the Oldham coupling (32) is arranged between the orbiting scroll (50) and the housing (60).
- each of the positioning pins (35) fits in the positioning holes (44, 67). That is, each of the positioning pins (35) fits in a corresponding pair of the positioning hole (44) of the fixed scroll (40) and the positioning hole (67) of the housing (60) facing each other. Therefore, with the fixed scroll (40) and the housing (60) combined together, the center axis CA FP of each positioning hole (44) of the fixed scroll (40) substantially coincides with the center axis CA HP of the corresponding one of the positioning holes (67) of the housing (60).
- the fixed scroll (40) is fixed to the housing (60) by a plurality of bolts (not shown). When the bolts are tightened, the end face of the outer peripheral wall portion (43) of the fixed scroll (40) comes into close contact with the end faces of the retaining protrusions (66) of the housing (60).
- the fixed scroll (40) is fixed to the housing (60) so that the fixed-side center axis CL FP substantially coincides with the housing-side center axis CL HP .
- a method for manufacturing the scroll compressor (10) will be described below.
- a step of machining components of the compression mechanism (30) a step of assembling the components of the compression mechanism (30) and connecting the components to the drive shaft (25), and a step of housing the compression mechanism (30) and the electric motor (20) in the casing (11) are performed. It will be described below a major part of the step of machining the components of the compression mechanism (30).
- the step of machining the components of the compression mechanism (30) includes an orbiting scroll machining step, a housing machining step, a fixed scroll machining step, a measurement step, and a target setting step.
- the orbiting scroll machining step and the housing machining step are upstream machining steps
- the fixed scroll machining step is a downstream machining step.
- the fixed scroll (40) machined in the downstream machining step is a first component
- the orbiting scroll (50) and the housing (60) machined in the upstream machining steps are second components.
- the orbiting scroll machining step and the housing machining step which are the upstream machining steps are performed before the measurement step and the target setting step.
- the orbiting scroll machining step and the housing machining step which are the upstream machining steps may be performed one after another, or simultaneously in parallel.
- the fixed scroll machining step which is the downstream machining step is performed after the measurement step and the target setting step.
- the orbiting scroll machining step cutting is performed on the surface of the orbiting lap (52), the front surface of the orbiting end plate (51), an inner peripheral surface of the boss (53), and the surfaces of the key grooves (54) (see FIGS. 2 and 3 ).
- the orbiting lap (52) and the boss (53) are machined.
- the conditions for machining the orbiting lap (52) and the boss (53) are set to aim at making the center axis CL OW of the orbiting lap (52) coincide with the center axis CL OB of the boss (53) (i.e., setting a target value of the dimensional deviation D O of the orbiting scroll (50) to zero).
- the housing machining step cutting is performed on the end faces of the retaining projections (66), the surface of the peripheral portion of the crank chamber (62), an inner peripheral surface of the bearing (64), and the surfaces of the key grooves (63) (see FIGS. 6 and 7 ).
- machining is performed to form the positioning holes (67) in the retaining projections (66). Specifically, in the housing machining step, the bearing (64) and the positioning holes (67) are machined.
- the conditions for machining the bearing (64) and the positioning holes (67) are set to aim at making the center axis CL HB of the bearing (64) coincide with the housing-side center axis CL HP (i.e., setting a target value of the dimensional deviation D H of the housing (60) to zero).
- the dimensions of the orbiting scroll (50) machined in the orbiting scroll machining step and the housing (60) machined in the housing machining step are measured. Then, in the measurement step, the dimensional deviation D O of the orbiting scroll (50) and the dimensional deviation D H of the housing (60) are calculated.
- the position of the center CP OW of the orbiting lap (52) and the position of the point CP OB on the center axis CL OB of the boss (53) are calculated based on the measurement value of the dimension of the orbiting scroll (50) (see FIGS. 2 and 3 ).
- the dimensional deviation D O of the orbiting scroll (50) is a vector that starts from the point CP OW and ends at the point CP OB .
- a vector D O which is the dimensional deviation of the orbiting scroll (50) is specified based on the calculated positions of the points CP OW and CP OB .
- the position of the point CP HB on the center axis CL HB of the bearing (64) and the position of the point CP HP on the housing-side center axis CL HP are calculated based on the measurement value of the dimension of the housing (60) (see FIGS. 6 and 7 ).
- the dimensional deviation D H of the housing (60) is a vector that starts from the point CP HB and ends at the point CP HP .
- a vector D H which is the dimensional deviation of the housing (60), is specified based on the calculated positions of the points CP HB and CP HP .
- the target value of the dimensional deviation D F of the fixed scroll (40) machined in the fixed scroll machining step which is the downstream machining step, is set.
- the target setting step will be described below with reference to FIG. 10 .
- FIG. 10 shows a two-dimensional coordinate system whose origin point O is the center CP OW of the orbiting lap (52).
- the dimensional deviation (vector D O ) of the orbiting scroll (50) is a vector that starts from the origin point O and ends at a point A
- the dimensional deviation (vector D H ) of the housing (60) is a vector that starts from the point A and ends at a point B.
- the point A is the point CP OB on the center axis CL OB of the boss (53), and is also the point CP HB on the center axis CL HB of the bearing (64).
- the point B is the point CP HP on the housing-side center axis CL HP .
- the positions of the fixed scroll (40) and the housing (60) are relatively set by the positioning pins (35) each of which fits in the positioning holes (44, 67).
- the point CP FP on the fixed-side center axis CL FP is at an equal distance from the center axes CA FP of the positioning holes (44).
- the point CP HP on the housing-side center axis CL HP is at an equal distance from the center axes CA HP of the positioning holes (67).
- the point CP FP of the fixed scroll (40) coincides with the point CP HP of the housing (60). Therefore, in FIG. 10 , a starting point of the vector D F , which is the dimensional deviation of the fixed scroll (40), is the point B.
- An end point of the vector D F which is the dimensional deviation of the fixed scroll (40), is the center CP FW of the fixed lap (42). Therefore, in order to cancel out the dimensional deviation D O of the orbiting scroll (50) and the dimensional deviation D H of the housing (60) by the dimensional deviation (vector D F ) of the fixed scroll (40), the end point of the vector D F may be set to the origin point O.
- the fixed scroll machining step cutting is performed on the surface of the fixed lap (42), the front surface of the fixed end plate (41), and the front surface of the outer circumferential wall portion (43) (see FIGS. 4 and 5 ).
- machining is performed to form the positioning holes (44) in the outer peripheral wall portion (43).
- the fixed lap (42) and the positioning holes (44) are machined.
- the fixed lap (42) and the positioning holes (44) are machined under the machining conditions in which the vector D F which is the dimensional deviation of the fixed scroll (40) becomes the target vector D F '.
- the scroll compressor (10) manufactured by the manufacturing method of the present embodiment it will be described below the dimensional deviations of the orbiting scroll (50), the fixed scroll (40), and the housing (60), and a total deviation that is the sum of the dimensional deviations.
- the orbiting lap (52) and the boss (53) are machined under the machining conditions aiming at making the center axis CL OW of the orbiting lap (52) coincide with the center axis CL OB of the boss (53).
- FIG. 11 shows the distribution of the dimensional deviations (vectors D O ) of several tens of orbiting scrolls (50) in a two-dimensional coordinate system.
- the origin point of the two-dimensional coordinate system is the point CP OW (i.e., the starting point of the vector D O ) on the center axis CL OW of the orbiting lap (52).
- Each point on the two-dimensional coordinate system is a point CP OB (i.e., the end point of the vector D O ) on the center axis CL OB of the boss (53).
- the x-direction component and y-direction component of the dimensional deviation (vector D O ) of the orbiting scroll (50) have probability distributions which are normal distributions as illustrated in FIG. 11 .
- the variance of the x-direction components is represented by V Ox
- the variance of the y-direction components is represented by V Oy .
- the orbiting lap (52) is machined from the front surface of the orbiting end plate (51), and the boss (53) is machined from the back surface of the orbiting end plate (51).
- a relatively large machining error occurs in the orbiting scroll machining step. Therefore, in general, the variances V Ox and V oy of the x- and y-direction components of the dimensional deviation (vector D O ) of the orbiting scroll (50) are relatively large.
- the bearing (64) and the positioning holes (67) are machined under the machining conditions aiming at making the center axis CL HB of the bearing (64) coincide with the housing-side center axis CL HP .
- FIG. 12 shows the distribution of the dimensional deviations (vectors D H ) of several tens of housings (60) in a two-dimensional coordinate system.
- the origin point of the two-dimensional coordinate system is the point CP HB (i.e., the starting point of the vector D H ) on the center axis CL HB of the bearing (64).
- Each point on the two-dimensional coordinate system is a point CP HP (i.e., the end point of the vector D H ) on the housing-side center axis CL HP .
- the x-direction component and y-direction component of the dimensional deviation (vector D H ) of the housing (60) have probability distributions which are normal distributions as illustrated in FIG. 12 .
- the variance of the x-direction components is represented by V Hx
- the variance of the y-direction components is represented by V Hy .
- the bearing (64) of the housing (60) forms a hole through the main body (61). Therefore, in the housing machining step, with the posture of a workpiece kept fixed, the bearing (64) is measured from the front side of the main body (61) to specify the position of the center axis CL HB , so that the machining position of the positioning hole (67) can be determined based on the specified position of the center axis CL HB . Therefore, the machining error that occurs in the housing machining step is usually smaller than the machining error that occurs in the orbiting scroll machining step.
- the variances V Hx and V Hy of the x- and y-direction components of the dimension deviation (vector D H ) of the housing (60) are respectively smaller than the variances V Ox and V Oy of the dimensional deviation (vector D O ) of the orbiting scroll (50).
- the fixed lap (42) and the positioning holes (44) are machined under the machining conditions aiming at making the dimensional deviation of the fixed scroll (40) coincide with the target vector D F '.
- the target vector D F ' is set so as to cancel out the dimensional deviation D O of the orbiting scroll (50) and the dimensional deviation D H of the housing (60). Therefore, the target vector D F ' includes the machining error occurred in the orbiting scroll machining step and the machining error occurred in the housing machining step. A machining error occurs also in the fixed scroll machining step. For this reason, the dimensional deviation (vector D F ) of the fixed scroll (40) machined in the fixed scroll machining step usually does not coincide with the target vector D F '.
- FIG. 13 shows the distribution of the dimensional deviations (vectors D F ) of several tens of fixed scrolls (40) machined in the fixed scroll machining step of the present embodiment in a two-dimensional coordinate system.
- the origin point of the two-dimensional coordinate system is the point CP FP (i.e., the starting point of the vector D F ) on the fixed-side center axis CL FP .
- Each point on the two-dimensional coordinate system is a point CP FW (i.e., the end point of the vector D F ) on the center axis CL FW of the fixed lap (42).
- the x-direction component and y-direction component of the dimensional deviation (vector D F ) of the fixed scroll (40) have probability distributions which are normal distributions as illustrated in FIG. 13 .
- the variance of the x-direction components is represented by V Fx
- the variance of the y-direction components is represented by V Fy .
- the dimensional deviation (vector D F ) of the fixed scroll (40) machined in the fixed scroll machining step includes the machining error occurred in the orbiting scroll machining step and the machining error occurred in the housing machining step, which are included in the target vector D F ', and the machining error occurred in the fixed scroll machining step.
- the variance V Fx of the x-direction components of the dimensional deviation (vector D F ) of the fixed scroll (40) includes all the variance V Ox of the x-direction components of the dimensional deviation (vector D O ) of the orbiting scroll (50), and the variance V Hx of the x-direction components of the dimension deviation (vector D H ) of the housing (60). More specifically, the variance V Fx is equal to or greater than the sum of the variances V Ox and V Hx (V Fx ⁇ V Ox + V Hx ).
- the variance V Fy of the y-direction components of the dimensional deviation (vector D F ) of the fixed scroll (40) includes all the variance V Oy of the y-direction components of the dimensional deviation (vector D O ) of the orbiting scroll (50), and the variance V Hy of the y-direction components of the dimensional deviation (vector D H ) of the housing (60). More specifically, the variance V Fy is equal to or greater than the sum of the variances V Oy and V Hy (V Fy ⁇ V Oy + V Hy ).
- the variances V Fx and V Fy of the x- and y-direction components of the dimensional deviation (vector D F ) of the fixed scroll (40) are larger than that of an interval L FP between the two positioning holes (44).
- the interval L FP between the positioning holes (44) is a distance between the center axes CA FP of the positioning holes (44) (see FIG. 5 ).
- the machining error that occurs in the fixed scroll machining step of the present embodiment will be described below.
- the machining error that occurs in the fixed scroll machining step of the present embodiment is substantially the same as that occurs in a general fixed scroll machining step.
- FIG. 18 shows the distribution of dimensional deviations (vectors D F ) of several tens of fixed scrolls (40) machined in the general fixed scroll machining step in the two-dimensional coordinate system.
- the two-dimensional coordinate system of FIG. 18 is the same as that illustrated in FIG. 13 .
- both of the fixed lap (42) and the positioning holes (44) are machined from the end face side of the outer peripheral wall portion (43).
- the machining error that occurs in the fixed scroll machining step is usually smaller than the machining error that occurs in the orbiting scroll machining step.
- the variances V Fx and V Fy of the x- and y-direction components of the dimensional deviation (vector D F ) of the fixed scroll (40) are usually respectively smaller than the variances V Ox and V Oy of the dimensional deviation (vector D O ) of the orbiting scroll (50).
- the variances V Fx and V Fy of the x- and y-direction components of the dimensional deviation (vector D F ) of the fixed scroll (40) are respectively smaller than the variances V Hx and V Hy of the dimensional deviation (vector D H ) of the housing (60).
- a total deviation D AS which is the sum of the dimensional deviation (vector D O ) of the orbiting scroll (50), the dimensional deviation (vector D H ) of the housing (60), and the dimensional deviation (vector D F ) of the fixed scroll (40), is the sum of the vectors D O , D H , and D F .
- An end point of a composite vector D AS which is the sum of the vectors D O , D H , and D F , is an end point C of the vector D F that starts from the point B (see FIG. 10 ).
- the total deviation is zero (zero vector).
- the machining error also occurs in the fixed scroll machining step which is the downstream machining step. Therefore, in most cases, the dimensional deviation (vector D F ) of the fixed scroll (40) is different from the target vector D F ', and thus, the total deviation will not be zero.
- the machining error that occurs in the fixed scroll machining step of the present embodiment is substantially the same as that occurs when the fixed scroll (40) is machined under the machining conditions aiming at rendering the dimensional deviation D F of the fixed scroll (40) zero.
- the end point C of the composite vector D AS which is the sum of the vectors D O , D H , and D F , is located in a region A AS1 shown in FIG. 10 .
- the region A AS1 is schematically illustrated as a perfect circle region having the origin point O as its center. In practice, however, the region A AS1 is a slightly distorted circular region, and the center of the region A AS1 slightly deviates from the origin point O.
- the dimensional deviation (vector D O ) of the orbiting scroll (50) and the dimensional deviation (vector D H ) of the housing (60) are canceled out by the dimensional deviation (vector D F ) of the fixed scroll (40). Therefore, only the machining error occurred in the fixed scroll machining step, which is the downstream machining step, causes the total deviation (vector D AS ) in the present embodiment.
- FIG. 14 shows the distribution of total deviations (vectors D AS ) of several ten sets of the orbiting scroll (50), the fixed scroll (40), and the housing (60) in a two-dimensional coordinate system.
- the origin point of the two-dimensional coordinate system is the point CP OW (i.e., a starting point of the vector D AS ) on the center axis CL OW of the orbiting lap (52).
- Each point on the two-dimensional coordinate system is a point CP FW (i.e., the end point of the vector D AS ) on the center axis CL FW of the fixed lap (42).
- the x-direction component and y-direction component of the total deviation (vector D AS ) have probability distributions which are normal distributions as illustrated in FIG. 14 .
- the variance of x-direction components is represented by V ASx
- the variance of y-direction components is represented by V ASy .
- FIG. 18 illustrates the distribution of the dimensional deviation (vector D F ) of the fixed scroll (40) when the fixed lap (42) and the positioning holes (44) are machined under the machining conditions aiming at rendering the dimensional deviation D F of the fixed scroll (40) zero.
- the measurement values of the dimensions include an error of the measuring instrument. Therefore, the variances V ASx and V ASy of the total deviation (vector D AS ) shown in FIG. 14 are not completely the same as the variances V Fx and V Fy of the dimensional deviation (vector D F ) of the fixed scroll (40) shown in FIG. 18 .
- the variance of the dimensional deviation D F of the fixed scroll (40) machined in the fixed scroll machining step of the present embodiment includes all the variance of the dimensional deviation D O of the orbiting scroll (50), and the variance of the dimensional deviation D H of the housing (60).
- the variances V ASx and V ASy of the x- and y-direction components of the total deviation (vector D AS ) shown in FIG. 14 are respectively smaller than the variances V Fx and V Fy of the x- and y-direction components of the dimensional deviation (vector D F ) of the fixed scroll (40) shown in FIG. 13 .
- the method for manufacturing a scroll fluid machine of the present embodiment includes: an orbiting scroll (50) provided with an orbiting lap (52) and a boss (53); a housing (60) provided with a bearing (64) that supports a rotary shaft connected to the boss (53) of the orbiting scroll (50); and a fixed scroll (40) fixed to the housing (60) and provided with a fixed lap (42) that meshes with the orbiting lap (52), each of the fixed scroll (40) and the housing (60) having a plurality of positioning holes (44, 67) for determining a fixed position of the fixed scroll (40) relative to the housing (60).
- the manufacturing method of the present embodiment includes: an orbiting scroll machining step of machining the orbiting lap (52) and boss (53) of the orbiting scroll (50) that is a workpiece; a fixed scroll machining step of machining the fixed lap (42) and positioning holes (44) of the fixed scroll (40) that is a workpiece; and a housing machining step of machining the bearing (64) and positioning holes (67) of the housing (60) that is a workpiece.
- the orbiting scroll machining step and the housing machining step are the upstream machining steps
- the fixed scroll machining step is the downstream machining step.
- a deviation of the center axis CL OB of the boss (53) from the center axis CL OW of the orbiting lap (52) is defined as a dimensional deviation D O of the orbiting scroll (50)
- a deviation of the housing-side center axis CL HP from the center axis CL HB of the bearing (64) is defined as a dimensional deviation D H of the housing (60)
- the housing-side center axis CL HP being a straight line at an equal and shortest distance from the positioning holes (67) of the housing (60)
- a deviation of the center axis CL FW of the fixed lap (42) from the fixed-side center axis CL FP is defined as a dimensional deviation D F of the fixed scroll (40)
- the fixed-side center axis CL FP being a straight line at an equal and shortest distance from the positioning holes (44) of the fixed scroll (40)
- the orbiting scroll machining step and the housing machining step are the upstream machining steps
- the fixed scroll machining step is the downstream machining step.
- the manufacturing method of the present embodiment further includes: a measurement step of measuring the dimensional deviations of the orbiting scroll (50) and the housing (60) which are machined in the upstream machining steps; and a target setting step of setting a target value of a dimensional deviation of the fixed scroll (40) machined in the downstream machining step so that the dimensional deviations of the orbiting scroll (50) and the housing (60) measured in the measurement step are canceled out by the dimensional deviation of the fixed scroll (40) machined in the downstream machining step, the measurement step and the target setting step being performed after the end of the upstream machining step.
- the fixed scroll (40) is machined in the downstream machining step so that the dimensional deviation of the fixed scroll (40) becomes the target value set in the target setting step.
- the orbiting scroll (50), the fixed scroll (40), and the housing (60) are machined under the machining conditions aiming at rendering the dimensional deviations of these components zero.
- the dimensional deviations of the orbiting scroll (50), the fixed scroll (40), and the housing (60) of the scroll compressors may or may not cancel out each other.
- FIG. 19 shows the dimensional deviations (vectors D O , D F , and D H ) of the orbiting scroll (50), fixed scroll (40), and housing (60) of the scroll compressor (10) manufactured by the conventional manufacturing method on the same two-dimensional coordinate system as that shown in FIG. 10 .
- An end point C of a composite vector D AS which is the sum of the vectors D O , D H , and D F , is located in a region A AS5 shown in FIG. 19 .
- FIG. 20 shows a distribution of total deviations (composite vectors D AS ) of the scroll compressors (10) manufactured by the conventional manufacturing method on the same two-dimensional coordinate system as that shown in FIG. 14 .
- the target value of the dimensional deviation D F of the fixed scroll (40) is set in the target setting step, so that the dimensional deviation D O of the orbiting scroll (50) and the dimensional deviation D H of the housing (60) are canceled out by the dimensional deviation D F of the fixed scroll (40).
- the fixed scroll (40) is machined in the fixed scroll machining step, so that the "dimensional deviation (vector D F ) of the fixed scroll (40)" becomes the "target value (target vector D F ') set in the target setting step.”
- the manufacturing method of the present embodiment can greatly reduce the variances V ASx and V ASy of the x- and y-direction components of the total deviation (vector D AS ) as compared to the conventional method.
- the variance of the total deviation D AS can be reduced while the orbiting scroll (50), the housing (60), and the fixed scroll (40) are machined with the machining accuracy at the same level as before. For this reason, the design values of the dimensions of the orbiting scroll (50), the housing (60), and the fixed scroll (40) can be brought close to the ideal dimension values with no machining error. As a result, a gap between the orbiting lap (52) and the fixed lap (42) in an assembled state can be reduced, and the amount of fluid leaking from the compression chamber (31) through the gap can be reduced. Therefore, according to the present embodiment, the efficiency of the scroll compressor (10) can be improved while an increase in the manufacturing cost of the scroll compressor (10) is reduced.
- the variance of the dimensional deviation D F of the fixed scroll (40) includes all the variance of the dimensional deviation D O of the orbiting scroll (50) and the variance of the dimensional deviation D H of the housing (60), and the variance of the total deviation D AS is smaller than the variance of the dimensional deviation D F of the fixed scroll (40).
- the variance of the total deviation D AS can be reduced without making the machining accuracy of the orbiting scroll (50), the housing (60), and the fixed scroll (40) higher than before, and can improve the efficiency of the scroll compressor (10).
- the variance of the dimensional deviation D F of the fixed scroll (40) is made larger than that of the interval L FP between the plurality of positioning holes (44) formed in the fixed scroll (40) so that the variance of the total deviation D AS becomes smaller than the variance of the dimensional deviation D F of the fixed scroll (40).
- the variance of the total deviation D AS can be reduced without making the machining accuracy of the orbiting scroll (50), the housing (60), and the fixed scroll (40) higher than before, and can improve the efficiency of the scroll compressor (10).
- the variances of the dimensional deviations of the orbiting scroll (50), the housing (60), and the fixed scroll (40) can be calculated by measuring the dimensions of the orbiting scrolls (50), the housings (60), and the fixed scrolls (40), approximately 30 pieces each.
- a scroll compressor (10) of a second embodiment and a method for manufacturing the same will be described below. The following description will be focused on the differences of the scroll compressor (10) and its manufacturing method of this embodiment from those of the first embodiment.
- the orbiting scroll machining step and the fixed scroll machining step are the upstream machining steps
- the housing machining step is the downstream machining step.
- the orbiting scroll machining step and the fixed scroll machining step, which are the upstream machining steps, may be performed one after another, or simultaneously in parallel.
- the housing (60) machined in the downstream machining step is a first component
- the orbiting scroll (50) and the fixed scroll (40) machined in the upstream machining steps are second components.
- the orbiting scroll machining step of the present embodiment is the same as that of the first embodiment. Specifically, in the orbiting scroll machining step of this embodiment, the orbiting lap (52) and the boss (53) are machined under the machining conditions aiming at making the center axis CL OW of the orbiting lap (52) coincide with the center axis CL OB of the boss (53) (i.e., setting the target value of the dimensional deviation D O of the orbiting scroll (50) to zero).
- the fixed scroll machining step of the present embodiment is performed under the machining conditions different from those of the fixed scroll machining step of the first embodiment.
- the fixed lap (42) and the positioning holes (44) are machined under the machining conditions aiming at making the fixed-side center axis CL FP coincide with the center axis CL FW of the fixed lap (42) (i.e., setting the dimensional deviation D F of the fixed scroll (40) to zero).
- the dimension of the orbiting scroll (50) machined in the orbiting scroll machining step and the dimension of the fixed scroll (40) machined in the fixed scroll machining step are measured. Then, in the measurement step, the dimensional deviation D O of the orbiting scroll (50) and the dimensional deviation D F of the fixed scroll (40) are calculated.
- the step of calculating the dimensional deviation D O of the orbiting scroll (50) is the same as that in the first embodiment. Specifically, in the measurement step, the position of the center CP OW of the orbiting lap (52) and the position of the point CP oB on the center axis CL OB of the boss (53) are calculated, and a vector D O , which is the dimensional deviation of the orbiting scroll (50), is specified based on the calculated positions.
- the position of the center CP FW of the fixed lap (42) and the position of the point CP FP on the fixed-side center axis CL FP are calculated based on the measurement value of the dimension of the fixed scroll (40) (see FIGS. 4 and 5 ).
- the dimensional deviation D F of the fixed scroll (40) is a vector that starts from the point CP FP and ends at the point CP FW .
- the vector D F which is the dimensional deviation of the fixed scroll (40) is specified based on the calculated positions of the points CP FW and CP FP .
- the target value of the dimensional deviation D H of the housing (60) machined in the housing machining step, which is the downstream machining step, is set.
- the target setting step of the present embodiment will be described with reference to FIG. 15 .
- FIG. 15 is a view corresponding to FIG. 10 related to the first embodiment.
- FIG. 15 shows a two-dimensional coordinate system whose origin point O is the center CP OW of the orbiting lap (52).
- a target vector D H ' which is the target value of the dimensional deviation D H of the housing (60), is set such that the dimensional deviation D O of the orbiting scroll (50) and the dimensional deviation D F of the fixed scroll (40) which are calculated in the measurement step are cancelled out.
- the housing machining step of the present embodiment is performed under the machining conditions different from those of the housing machining step of the first embodiment.
- the bearing (64) and the positioning holes (67) are machined under the machining conditions in which the vector D H which is the dimensional deviation of the housing (60) becomes the target vector D H '.
- the scroll compressor (10) manufactured by the manufacturing method of the present embodiment it will be described below the dimensional deviations of the orbiting scroll (50), the fixed scroll (40), and the housing (60), and a total deviation that is the sum of the dimensional deviations. Since the orbiting scroll (50) has the same dimensional deviation as that of the first embodiment, the description thereof will be omitted.
- the fixed scroll (40) is machined under the machining conditions aiming at rendering the dimensional deviation D F of the fixed scroll (40) zero. Therefore, the dimensional deviation of the fixed scroll (40) machined in the fixed scroll machining step of the present embodiment is the same as the "dimensional deviation of the fixed scroll (40) machined in the general fixed scroll machining step" described in the first embodiment. Specifically, the variances V Fx and V Fy of the x- and y-direction components of the dimension deviation (vector D F ) of the fixed scroll (40) of the present embodiment are respectively smaller than the variances V Ox and V Oy of the dimensional deviation (vector D O ) of the orbiting scroll (50).
- the bearing (64) and the positioning holes (67) are machined under the machining conditions aiming at making the dimensional deviation of the housing (60) coincide with the target vector D H '.
- the target vector D H ' is set so as to cancel out the dimensional deviation D O of the orbiting scroll (50) and the dimensional deviation D F of the fixed scroll (40). Therefore, the target vector D H ' includes the machining error occurred in the orbiting scroll machining step and the machining error occurred in the fixed scroll machining step. A machining error occurs also in the housing machining step. For this reason, the dimensional deviation (vector D H ) of the housing (60) machined in the housing machining step usually does not coincide with the target vector D H '.
- the dimensional deviation (vector D H ) of the housing (60) machined in the housing machining step includes the machining error occurred in the orbiting scroll machining step and the machining error occurred in the housing (60) fixed scroll machining step, which are included in the target vector D H ', and the machining error occurred in the fixed scroll machining step.
- the variance V Hx of the x-direction components of the dimensional deviation (vector D H ) of the housing (60) includes all the variance V Ox of the x-direction components of the dimensional deviation (vector D O ) of the orbiting scroll (50), and the variance V Fx of the x-direction components of the dimension deviation (vector D F ) of the fixed scroll (40). More specifically, the variance V Hx is equal to or greater than the sum of the variances V Ox and V Fx (V Hx ⁇ V Ox + V Fx ).
- the variance V Hy of the y-direction components of the dimensional deviation (vector D H ) of the housing (60) includes all the variance V Oy of the y-direction components of the dimensional deviation (vector D O ) of the orbiting scroll (50), and the variance V Fy of the y-direction components of the dimensional deviation (vector D F ) of the fixed scroll (40). More specifically, the variance V Hy is equal to or greater than the sum of the variances V Oy and V Fy (V Hy ⁇ V Oy + V Fy ).
- the variances V Hx and V Hy of the x- and y-direction components of the dimensional deviation (vector D H ) of the housing (60) are larger than that of an interval L HP between the two positioning holes (67).
- the interval L HP between the positioning holes (67) is a distance between the center axes CA HP of the positioning holes (67) (see FIG. 7 ).
- a total deviation D AS which is the sum of the dimensional deviation (vector D O ) of the orbiting scroll (50), the dimensional deviation (vector D H ) of the housing (60), and the dimensional deviation (vector D F ) of the fixed scroll (40), is the sum of the vectors D O , D H , and D F .
- An end point of a composite vector D AS which is the sum of the vectors D O , D H , and D F , is an end point C of the vector D F that starts from the point B (see FIG. 15 ).
- the dimensional deviation (vector D H ) of the housing (60) coincides with the target vector D H ', the total deviation is zero (zero vector).
- the machining error also occurs in the housing machining step which is the downstream machining step. Therefore, in most cases, the dimensional deviation (vector D H ) of the housing (60) is different from the target vector D H ', and thus, the total deviation will not be zero.
- the machining error that occurs in the housing machining step of the present embodiment is substantially the same as that occurs when the housing (60) is machined under the machining conditions aiming at rendering the dimensional deviation D H of the housing (60) zero.
- the end point B of the vector D H which is dimensional deviation of the housing (60) is located in a region A H in FIG. 15 .
- the end point C of the composite vector D AS which is the sum of the vectors D O , D H , and D F , is located in a region A AS2 shown in FIG. 15 .
- the region A AS2 is schematically illustrated as a perfect circle region having the origin point O as its center. In practice, however, the region A AS2 is a slightly distorted circular region, and the center of the region A AS2 slightly deviates from the origin point O.
- the variance of the dimensional deviation D H of the housing (60) machined in the housing machining step of the present embodiment includes all the variance of the dimensional deviation D O of the orbiting scroll (50), and the variance of the dimensional deviation D F of the fixed scroll (40).
- the variances V ASx and V ASy of the x- and y-direction components of the total deviation (vector D AS ) are respectively smaller than the variances V Hx and V Hy of the x- and y-direction components of the dimensional deviation (vector D H ) of the housing (60).
- the orbiting scroll machining step and the fixed scroll machining step are the upstream machining steps
- the housing machining step is the downstream machining step.
- the manufacturing method of the present embodiment further includes: a measurement step of measuring the dimensional deviations of the orbiting scroll (50) and the fixed scroll (40) which are machined in the upstream machining steps; and a target setting step of setting a target value of a dimensional deviation of the housing (60) machined in the downstream machining step so that the dimensional deviations of the orbiting scroll (50) and the fixed scroll (40) measured in the measurement step are canceled out by the dimensional deviation of the housing (60) machined in the downstream machining step, the measurement step and the target setting step being performed after the end of the upstream machining step.
- the housing (60) is machined so that the dimensional deviation of the housing (60) becomes the target value set in the target setting step.
- the variance of the total deviation D AS can be reduced while the orbiting scroll (50), the housing (60), and the fixed scroll (40) are machined with the machining accuracy at the same level as before. Therefore, according to the present embodiment, just like in the first embodiment, the efficiency of the scroll compressor (10) can be improved while an increase in the manufacturing cost of the scroll compressor (10) is reduced.
- the variance of the dimensional deviation D H of the housing (60) includes all the variance of the dimensional deviation D O of the orbiting scroll (50) and the variance of the dimensional deviation D F of the fixed scroll (40), and the variance of the total deviation D AS is smaller than the variance of the dimensional deviation D H of the housing (60).
- the variance of the total deviation can be reduced without making the machining accuracy of the orbiting scroll (50), the housing (60), and the fixed scroll (40) higher than before, and can improve the efficiency of the scroll compressor (10).
- the variance of the dimensional deviation D H of the housing (60) is made larger than that of the interval L HP between the plurality of positioning holes (67) formed in the housing (60) so that the variance of the total deviation D AS becomes smaller than the variance of the dimensional deviation D H of the housing (60).
- the dimensional deviation D O of the orbiting scroll (50) and the dimensional deviation D F of the fixed scroll (40) are canceled out by the dimensional deviation D H of the housing (60), so that the "variance of the total deviation D AS " can be made smaller than the "variance of the dimensional deviation D H of the housing (60).” Therefore, according to the present embodiment, the variance of the total deviation D AS can be reduced without making the machining accuracy of the orbiting scroll (50), the housing (60), and the fixed scroll (40) higher than before, and can improve the efficiency of the scroll compressor (10).
- a scroll compressor (10) of a third embodiment and a method for manufacturing the same will be described below. The following description will be focused on the differences of the scroll compressor (10) and its manufacturing method of this embodiment from those of the first embodiment.
- the orbiting scroll machining step is the upstream machining step
- the fixed scroll machining step is the downstream machining step.
- the housing machining step may be performed at any time as long as it is performed prior to the assembly of the compression mechanism (30).
- the fixed scroll (40) machined in the downstream machining step is a first component
- the orbiting scroll (50) machined in the upstream machining step is a second component.
- the orbiting scroll machining step of the present embodiment is the same as that of the first embodiment. Specifically, in the orbiting scroll machining step of this embodiment, the orbiting lap (52) and the boss (53) are machined under the machining conditions aiming at making the center axis CL OW of the orbiting lap (52) coincide with the center axis CL OB of the boss (53) (i.e., setting the target value of the dimensional deviation D O of the orbiting scroll (50) to zero).
- the dimension of the orbiting scroll (50) machined in the orbiting scroll machining step is measured to calculate the dimensional deviation D O of the orbiting scroll (50).
- the step of calculating the dimensional deviation D O of the orbiting scroll (50) is the same as that in the first embodiment. Specifically, in the measurement step, the position of the center CP OW of the orbiting lap (52) and the position of the point CP OB on the center axis CL OB of the boss (53) are calculated, and a vector D O , which is the dimensional deviation of the orbiting scroll (50), is specified based on the calculated positions.
- the target value of the dimensional deviation D F of the fixed scroll (40) machined in the fixed scroll machining step which is the downstream machining step, is set.
- the target setting step of the present embodiment will be described with reference to FIG. 16 .
- FIG. 16 is a view corresponding to FIG. 10 related to the first embodiment.
- FIG. 16 shows a two-dimensional coordinate system whose origin point O is the center CP OW of the orbiting lap (52).
- a target vector D F ' which is the target value of the dimensional deviation D F of the fixed scroll (40), is set such that the dimensional deviation D O of the orbiting scroll (50) calculated in the measurement step is cancelled out.
- the fixed lap (42) and the positioning holes (44) are machined under the machining conditions in which the vector D F which is the dimensional deviation of the fixed scroll (40) becomes the target vector D F '.
- the housing machining step of the present embodiment is the same as that of the first embodiment. Specifically, in the housing machining step of this embodiment, the bearing (64) and the positioning holes (67) are machined under the machining conditions aiming at making the center axis CL HB of the bearing (64) coincide with the housing-side center axis CL HP (i.e., setting the target value of the dimensional deviation D H of the housing (60) to zero).
- the scroll compressor (10) manufactured by the manufacturing method of the present embodiment it will be described below the dimensional deviations of the orbiting scroll (50), the fixed scroll (40), and the housing (60), and a total deviation that is the sum of the dimensional deviations. Since the orbiting scroll (50) and the housing (60) have the same dimensional deviations as those of the first embodiment, the description thereof will be omitted.
- the fixed lap (42) and the positioning holes (44) are machined under the machining conditions aiming at making the dimensional deviation of the fixed scroll (40) coincide with a target vector D F '.
- the target vector D F ' is set so as to cancel out the dimensional deviation D O of the orbiting scroll (50). Therefore, the target vector D F ' includes the machining error occurred in the orbiting scroll machining step. A machining error occurs also in the fixed scroll machining step. For this reason, the dimensional deviation (vector D F ) of the fixed scroll (40) machined in the fixed scroll machining step usually does not coincide with the target vector D F '.
- the dimensional deviation (vector D F ) of the fixed scroll (40) machined in the fixed scroll machining step includes the machining error occurred in the orbiting scroll machining step and the machining error occurred in the fixed scroll machining step, which are included in the target vector D F '.
- the variance V Fx of the x-direction components of the dimensional deviation (vector D F ) of the fixed scroll (40) includes the variance V Ox of the x-direction components of the dimensional deviation (vector D O ) of the orbiting scroll (50). More specifically, the variance V Fx is equal to or greater than the variance V Ox (V Fx ⁇ V Ox ).
- the variance V Fy of the y-direction components of the dimensional deviation (vector D F ) of the fixed scroll (40) includes the variance V Oy of the y-direction components of the dimensional deviation (vector D O ) of the orbiting scroll (50). More specifically, the variance V Fy is equal to or greater than the variance V Oy (V Fy ⁇ V Oy ).
- the variances V Fx and V Fy of the x- and y-direction components of the dimensional deviation (vector D F ) of the fixed scroll (40) are larger than that of an interval L FP between the two positioning holes (44).
- a total deviation D AS which is the sum of the dimensional deviation (vector D O ) of the orbiting scroll (50), the dimensional deviation (vector D H ) of the housing (60), and the dimensional deviation (vector D F ) of the fixed scroll (40), is the sum of the vectors D O , D H , and D F .
- An end point of a composite vector D AS which is the sum of the vectors D O , D H , and D F , is an end point C of the vector D F that starts from the point B (see FIG. 16 ).
- the end point C of the composite vector D AS is located in a region A H shown in FIG. 16 .
- the region A H is a region where the end point of a "vector equal to the vector D H (the dimensional deviation of the housing (60)) and starts from the origin point O" may exist.
- a machining error also occurs in the fixed scroll machining step which is the downstream machining step.
- This machining error is indicated by a region A F in FIG. 16 .
- the end point C of the composite vector D AS which is the sum of the vectors D O , D H , and D F , is located in a region A AS3 (i.e., a region including the regions A H and A F ) shown in FIG. 16 .
- the region A AS3 is schematically illustrated as a perfect circle region having the origin point O as its center. In practice, however, the region A AS3 is a slightly distorted circular region, and the center of the region A AS3 slightly deviates from the origin point O.
- the variance of the dimensional deviation D F of the fixed scroll (40) machined in the fixed scroll machining step of the present embodiment includes the variance of the dimensional deviation D O of the orbiting scroll (50).
- the variances V ASx and V ASy of the x- and y-direction components of the total deviation (vector D AS ) are respectively smaller than the variances V Fx and V Fy of the x- and y-direction components of the dimensional deviation (vector D F ) of the fixed scroll (40).
- the orbiting scroll machining step is the upstream machining step
- the fixed scroll machining step is the downstream machining step.
- the manufacturing method of the present embodiment further includes: a measurement step of measuring the dimensional deviation of the orbiting scroll (50) machined in the upstream machining step; and a target setting step of setting a target value of a dimensional deviation of the fixed scroll (40) machined in the downstream machining step so that the dimensional deviation of the orbiting scroll (50) measured in the measurement step is canceled out by the dimensional deviation of the fixed scroll (40) machined in the downstream machining step, the measurement step and the target setting step being performed after the end of the upstream machining step.
- the fixed scroll (40) is machined so that the dimensional deviation of the fixed scroll (40) becomes the target value set in the target setting step.
- the variance of the total deviation D AS can be reduced while the orbiting scroll (50), the housing (60), and the fixed scroll (40) are machined with the machining accuracy at the same level as before. Therefore, according to the present embodiment, just like in the first embodiment, the efficiency of the scroll compressor (10) can be improved while an increase in the manufacturing cost of the scroll compressor (10) is reduced.
- the variance of the dimensional deviation D F of the fixed scroll (40) includes the variance of the dimensional deviation D O of the orbiting scroll (50), and the variance of the total deviation D AS is smaller than the variance of the dimensional deviation D F of the fixed scroll (40).
- the variance of the total deviation can be reduced without making the machining accuracy of the orbiting scroll (50), the housing (60), and the fixed scroll (40) higher than before, and can improve the efficiency of the scroll compressor (10).
- the variance of the dimensional deviation D F of the fixed scroll (40) is made larger than that of the interval L FP between the plurality of positioning holes (44) formed in the fixed scroll (40) so that the variance of the total deviation D AS becomes smaller than that of the dimensional deviation D F of the fixed scroll (40).
- the variance of the total deviation D AS can be reduced without making the machining accuracy of the orbiting scroll (50), the housing (60), and the fixed scroll (40) higher than before, and can improve the efficiency of the scroll compressor (10).
- a scroll compressor (10) of a fourth embodiment and a method for manufacturing the same will be described below. The following description will be focused on the differences of the scroll compressor (10) and its manufacturing method of this embodiment from those of the first embodiment.
- the orbiting scroll machining step is the upstream machining step
- the housing machining step is the downstream machining step.
- the fixed scroll machining step may be performed at any time as long as it is performed prior to the assembly of the compression mechanism (30).
- the housing (60) machined in the downstream machining step is a first component
- the orbiting scroll (50) machined in the upstream machining step is a second component.
- the orbiting scroll machining step of the present embodiment is the same as that of the first embodiment. Specifically, in the orbiting scroll machining step of this embodiment, the orbiting lap (52) and the boss (53) are machined under the machining conditions aiming at making the center axis CL OW of the orbiting lap (52) coincide with the center axis CL OB of the boss (53) (i.e., setting the target value of the dimensional deviation D O of the orbiting scroll (50) to zero).
- the dimension of the orbiting scroll (50) machined in the orbiting scroll machining step is measured to calculate the dimensional deviation D O of the orbiting scroll (50).
- the step of calculating the dimensional deviation D O of the orbiting scroll (50) is the same as that in the first embodiment. Specifically, in the measurement step, the position of the center CP OW of the orbiting lap (52) and the position of the point CP OB on the center axis CL OB of the boss (53) are calculated, and a vector D O , which is the dimensional deviation of the orbiting scroll (50), is specified based on the calculated positions.
- the target value of the dimensional deviation D H of the housing (60) machined in the housing machining step, which is the downstream machining step, is set.
- the target setting step of the present embodiment will be described with reference to FIG. 17 .
- FIG. 17 is a view corresponding to FIG. 10 related to the first embodiment.
- FIG. 17 shows a two-dimensional coordinate system whose origin point O is the center CP OW of the orbiting lap (52).
- a target vector D H ' which is the target value of the dimensional deviation D H of the housing (60), is set such that the dimensional deviation D O of the orbiting scroll (50) calculated in the measurement step is cancelled out.
- the housing machining step of the present embodiment is performed under the machining conditions different from those of the housing machining step of the first embodiment.
- the bearing (64) and the positioning holes (67) are machined under the machining conditions in which the vector D H which is the dimensional deviation of the housing (60) becomes the target vector D H '.
- the fixed scroll machining step of the present embodiment is the same as the housing machining step of the second embodiment. Specifically, in the fixed scroll machining step of the present embodiment, the fixed lap (42) and the positioning holes (44) are machined under the machining conditions aiming at making the fixed-side center axis CL FP coincide with the center axis CL FW of the fixed lap (42) (i.e., setting the dimensional deviation D F of the fixed scroll (40) to zero).
- the scroll compressor (10) manufactured by the manufacturing method of the present embodiment it will be described below the dimensional deviations of the orbiting scroll (50), the fixed scroll (40), and the housing (60), and a total deviation that is the sum of the dimensional deviations. Since the orbiting scroll (50) has the same dimensional deviation as that of the first embodiment, the description thereof will be omitted. Further, since the fixed scroll (40) has the same dimensional deviation as that of the second embodiment, the description thereof will be omitted.
- the bearing (64) and the positioning holes (67) is machined under the machining conditions aiming at making the dimensional deviation of the housing (60) coincide with the target vector D H '.
- the target vector D H ' is set so as to cancel out the dimensional deviation D O of the orbiting scroll (50). Therefore, the target vector D H ' includes the machining error occurred in the orbiting scroll machining step. A machining error occurs also in the housing machining step. For this reason, the dimensional deviation (vector D H ) of the housing (60) machined in the housing machining step usually does not coincide with the target vector D H '.
- the dimensional deviation (vector D H ) of the housing (60) machined in the housing machining step includes the machining error occurred in the orbiting scroll machining step and the machining error occurred in the housing machining step, which are included in the target vector D H '.
- the variance V Hx of the x-direction components of the dimensional deviation (vector D H ) of the housing (60) includes the variance V Ox of the x-direction components of the dimensional deviation (vector D O ) of the orbiting scroll (50). More specifically, the variance V Hx is equal to or greater than the variance V Ox (V Hx ⁇ V Ox ).
- the variance V Hy of the y-direction components of the dimensional deviation (vector D H ) of the housing (60) includes the variance V Oy of the y-direction components of the dimensional deviation (vector D O ) of the orbiting scroll (50). More specifically, the variance V Hy is equal to or greater than the variance V Oy (V Hy ⁇ V Oy ).
- the variances V Hx and V Hy of the x- and y-direction components of the dimensional deviation (vector D H ) of the housing (60) are larger than that of an interval L HP between the two positioning holes (67).
- a total deviation D AS which is the sum of the dimensional deviation (vector D O ) of the orbiting scroll (50), the dimensional deviation (vector D H ) of the housing (60), and the dimensional deviation (vector D F ) of the fixed scroll (40), is the sum of the vectors D O , D H , and D F .
- An end point of a composite vector D AS which is the sum of the vectors D O , D H , and D F , is an end point C of the vector D F that starts from the point B (see FIG. 17 ).
- the end point C of the composite vector D AS is located in a region A F shown in FIG. 17 .
- the region A F is a region where the end point of the vector D F (the dimensional deviation of the fixed scroll (40)) may exist (i.e., a region indicating a machining error that occurs in the fixed scroll machining step).
- the machining error also occurs in the housing machining step which is the downstream machining step. This machining error is indicated by a region A H in FIG. 17 .
- the end point C of the composite vector D AS which is the sum of the vectors D O , D H , and D F , is located in a region A AS4 (i.e., a region including the regions A H and A F ) shown in FIG. 17 .
- the region A AS4 is schematically illustrated as a perfect circle region having the origin point O as its center. In practice, however, the region A AS4 is a slightly distorted circular region, and the center of the region A AS4 slightly deviates from the origin point O.
- the variance of the dimensional deviation D H of the housing (60) machined in the housing machining step of the present embodiment includes the variance of the dimensional deviation D O of the orbiting scroll (50).
- the variances V ASx and V ASy of the x- and y-direction components of the total deviation (vector D AS ) are respectively smaller than the variances V Hx and V Hy of the x- and y-direction components of the dimensional deviation (vector D H ) of the housing (60).
- the orbiting scroll machining step is the upstream machining step
- the housing machining step is the downstream machining step.
- the manufacturing method of the present embodiment further includes: a measurement step of measuring the dimensional deviation of the orbiting scroll (50) machined in the upstream machining step; and a target setting step of setting a target value of a dimensional deviation of the housing (60) machined in the downstream machining step so that the dimensional deviation of the orbiting scroll (50) measured in the measurement step is canceled out by the dimensional deviation of the housing (60) machined in the downstream machining step, the measurement step and the target setting step being performed after the end of the upstream machining step.
- the housing (60) is machined so that the dimensional deviation of the housing (60) becomes the target value set in the target setting step.
- the variance of the total deviation D AS can be reduced while the orbiting scroll (50), the housing (60), and the fixed scroll (40) are machined with the machining accuracy at the same level as before. Therefore, according to the present embodiment, just like in the first embodiment, the efficiency of the scroll compressor (10) can be improved while an increase in the manufacturing cost of the scroll compressor (10) is reduced.
- the variance of the dimensional deviation D H of the housing (60) includes the variance of the dimensional deviation D O of the orbiting scroll (50), and the variance of the total deviation D AS is smaller than that of the dimensional deviation D H of the housing (60).
- the variance of the total deviation can be reduced without making the machining accuracy of the orbiting scroll (50), the housing (60), and the fixed scroll (40) higher than before, and can improve the efficiency of the scroll compressor (10).
- the variance of the dimensional deviation D H of the housing (60) is made larger than that of the interval L HP between the plurality of positioning holes (67) formed in the housing (60) so that the variance of the total deviation D AS becomes smaller than that of the dimensional deviation D H of the housing (60).
- the variance of the total deviation D AS can be reduced without making the machining accuracy of the orbiting scroll (50), the housing (60), and the fixed scroll (40) higher than before, and can improve the efficiency of the scroll compressor (10).
- three or more positioning holes (44, 67) may be formed in each of the fixed scroll (40) and the housing (60). Also in this case, just like in the scroll compressors (10) of the above embodiments, the positioning pins (35) of the same number as the positioning holes (44) of the fixed scroll (40) (or the positioning holes (67) of the housing (60)) may be provided.
- the positioning holes (44, 67) are formed in each of the fixed scroll (40) and the housing (60) as the positioning structure, but the positioning structure is not limited to the positioning holes (44, 67).
- a positioning protrusion as the positioning structure may be formed in one of the fixed scroll (40) or the housing (60), and a positioning hole as the positioning structure in which the positioning protrusion fits may be formed in the other.
- the present disclosure is useful for a scroll fluid machine and a method for manufacturing the same.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Rotary Pumps (AREA)
- Applications Or Details Of Rotary Compressors (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018069933A JP6551569B1 (ja) | 2018-03-30 | 2018-03-30 | スクロール流体機械およびスクロール流体機械の製造方法 |
| PCT/JP2019/007767 WO2019187950A1 (fr) | 2018-03-30 | 2019-02-28 | Machine à fluide à spirales et procédé de fabrication associé |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP3748164A1 true EP3748164A1 (fr) | 2020-12-09 |
| EP3748164A4 EP3748164A4 (fr) | 2020-12-23 |
| EP3748164B1 EP3748164B1 (fr) | 2025-10-15 |
Family
ID=67473339
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19775943.4A Active EP3748164B1 (fr) | 2018-03-30 | 2019-02-28 | Procédés de fabrication de machine à fluide à spirales |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP3748164B1 (fr) |
| JP (1) | JP6551569B1 (fr) |
| CN (1) | CN111989489A (fr) |
| WO (1) | WO2019187950A1 (fr) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024125800A1 (fr) * | 2022-12-15 | 2024-06-20 | Pierburg Gmbh | Compresseur à spirale |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN117669129B (zh) * | 2023-10-19 | 2025-03-25 | 岚图汽车科技有限公司 | 压缩机涡旋盘装配参数确定方法、装置、设备及存储介质 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3136846B2 (ja) * | 1993-07-09 | 2001-02-19 | 松下電器産業株式会社 | スクロール流体機械とスクロールのラッピング加工方法 |
| JP3051701B2 (ja) * | 1997-07-31 | 2000-06-12 | 三菱重工業株式会社 | 密閉型スクロール圧縮機 |
| US6241495B1 (en) * | 1999-11-02 | 2001-06-05 | Rechi Precision Co., Ltd. | Modified positioning mechanism for stationary scroll of scroll compressor |
| JP4120460B2 (ja) * | 2003-04-25 | 2008-07-16 | 三菱電機株式会社 | 軸受調芯方法および軸受調芯組立装置 |
| CN101268280B (zh) * | 2005-06-29 | 2010-08-18 | 株式会社京浜 | 涡旋式压缩机 |
| JP2007113448A (ja) * | 2005-10-19 | 2007-05-10 | Matsushita Electric Ind Co Ltd | スクロール式流体機械およびその製作方法 |
| US8702406B2 (en) * | 2011-04-06 | 2014-04-22 | Emerson Climate Technologies, Inc. | Compressor alignment method and device |
| TWI512198B (zh) * | 2011-11-16 | 2015-12-11 | Ind Tech Res Inst | 壓縮機及其馬達裝置 |
| JP6222033B2 (ja) | 2014-10-15 | 2017-11-01 | ダイキン工業株式会社 | スクロール圧縮機 |
-
2018
- 2018-03-30 JP JP2018069933A patent/JP6551569B1/ja active Active
-
2019
- 2019-02-28 WO PCT/JP2019/007767 patent/WO2019187950A1/fr not_active Ceased
- 2019-02-28 EP EP19775943.4A patent/EP3748164B1/fr active Active
- 2019-02-28 CN CN201980023075.2A patent/CN111989489A/zh active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024125800A1 (fr) * | 2022-12-15 | 2024-06-20 | Pierburg Gmbh | Compresseur à spirale |
Also Published As
| Publication number | Publication date |
|---|---|
| CN111989489A (zh) | 2020-11-24 |
| JP6551569B1 (ja) | 2019-07-31 |
| EP3748164A4 (fr) | 2020-12-23 |
| JP2019178661A (ja) | 2019-10-17 |
| WO2019187950A1 (fr) | 2019-10-03 |
| EP3748164B1 (fr) | 2025-10-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3748164B1 (fr) | Procédés de fabrication de machine à fluide à spirales | |
| JP2003021060A (ja) | 圧縮機、圧縮機のバランス取り方法及び治具 | |
| US9366253B2 (en) | Scroll compressor and processing method of scroll including a projection on a tip seal and a hole in a tip seal groove | |
| EP1279835B1 (fr) | Compresseur à spirales | |
| EP1876356B1 (fr) | Machine a fluide avec volute | |
| JP2002303281A (ja) | スクロール圧縮機 | |
| US8402649B2 (en) | Scroll member, method of manufacturing same, compression mechanism and scroll compressor | |
| EP4293883B1 (fr) | Structure de fixation de noyau de stator, palier magnétique, moteur électrique, moteur sans palier et compresseur centrifuge | |
| US7043817B2 (en) | Method of aligning scroll compressor pump cartridge | |
| KR102097499B1 (ko) | 스크롤형 압축기 | |
| CN111133196A (zh) | 十字滑环、涡旋压缩机 | |
| JPH07310676A (ja) | スクロール型圧縮機 | |
| JP2004245059A (ja) | スクロール式圧縮機及びその圧縮機に使用するスクロールの製造方法 | |
| EP4480611A1 (fr) | Procédé de fabrication d'un rotor en forme de vis, rotor en forme de vis et compresseur à vis | |
| US20260016008A1 (en) | Compressor coupling component for coupling a drive shaft and a movable spiral in a scroll compressor | |
| US10883519B2 (en) | Compressor staking arrangement | |
| JP6610315B2 (ja) | スクロール型圧縮機 | |
| Stosic et al. | Calculation of rotor interference in screw compressors | |
| US6158990A (en) | Scroll member for a scroll type of fluid machinery and scroll type of fluid machinery produced thereby | |
| Stošić et al. | Development of rotor profile for silent screw compressor operation | |
| JP7450753B2 (ja) | スクロール圧縮機およびスクロール圧縮機の組立方法 | |
| EP3480467B1 (fr) | Compresseur à volute | |
| US20200095993A1 (en) | Scroll fluid machine | |
| CN119616863A (zh) | 泵体结构、压缩机、空调器 | |
| EP0855508A1 (fr) | Compresseur à spirales |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE INTERNATIONAL PUBLICATION HAS BEEN MADE |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20200904 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| A4 | Supplementary search report drawn up and despatched |
Effective date: 20201125 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: F04C 18/02 20060101AFI20201119BHEP Ipc: F04C 29/00 20060101ALI20201119BHEP Ipc: F04C 23/00 20060101ALN20201119BHEP |
|
| DAV | Request for validation of the european patent (deleted) | ||
| DAX | Request for extension of the european patent (deleted) | ||
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20210708 |
|
| RAP3 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: DAIKIN INDUSTRIES, LTD. |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230525 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20250605 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: IKEGAYA, TAKUMI Inventor name: KODAMA, AKIRA Inventor name: MATSUMOTO, YOUJI Inventor name: KISHIKAWA, MITSUHIKO Inventor name: HARADA, MASAYUKI |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Ref country code: CH Ref legal event code: F10 Free format text: ST27 STATUS EVENT CODE: U-0-0-F10-F00 (AS PROVIDED BY THE NATIONAL OFFICE) Effective date: 20251015 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602019076919 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20251015 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 1847165 Country of ref document: AT Kind code of ref document: T Effective date: 20251015 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20251015 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20260220 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20251015 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20260115 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20251015 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20251015 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20251015 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20260218 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20260115 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20260215 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20260216 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CZ Payment date: 20260223 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20251015 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20251015 |