EP3882178A1 - Feuille à emboutir - Google Patents
Feuille à emboutir Download PDFInfo
- Publication number
- EP3882178A1 EP3882178A1 EP21160890.6A EP21160890A EP3882178A1 EP 3882178 A1 EP3882178 A1 EP 3882178A1 EP 21160890 A EP21160890 A EP 21160890A EP 3882178 A1 EP3882178 A1 EP 3882178A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- film
- deep
- seam
- material section
- printed material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D77/00—Packages formed by enclosing articles or materials in preformed containers, e.g. boxes, cartons, sacks or bags
- B65D77/22—Details
- B65D77/24—Inserts or accessories added or incorporated during filling of containers
- B65D77/28—Cards, coupons, or drinking straws
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D77/00—Packages formed by enclosing articles or materials in preformed containers, e.g. boxes, cartons, sacks or bags
- B65D77/10—Container closures formed after filling
- B65D77/20—Container closures formed after filling by applying separate lids or covers, i.e. flexible membrane or foil-like covers
- B65D77/2024—Container closures formed after filling by applying separate lids or covers, i.e. flexible membrane or foil-like covers the cover being welded or adhered to the container
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B47/00—Apparatus or devices for forming pockets or receptacles in or from sheets, blanks, or webs, comprising essentially a die into which the material is pressed or a folding die through which the material is moved
- B65B47/04—Apparatus or devices for forming pockets or receptacles in or from sheets, blanks, or webs, comprising essentially a die into which the material is pressed or a folding die through which the material is moved by application of mechanical pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B7/00—Closing containers or receptacles after filling
- B65B7/16—Closing semi-rigid or rigid containers or receptacles not deformed by, or not taking-up shape of, contents, e.g. boxes or cartons
- B65B7/162—Closing semi-rigid or rigid containers or receptacles not deformed by, or not taking-up shape of, contents, e.g. boxes or cartons by feeding web material to securing means
- B65B7/164—Securing by heat-sealing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D1/00—Rigid or semi-rigid containers having bodies formed in one piece, e.g. by casting metallic material, by moulding plastics, by blowing vitreous material, by throwing ceramic material, by moulding pulped fibrous material or by deep-drawing operations performed on sheet material
- B65D1/22—Boxes or like containers with side walls of substantial depth for enclosing contents
- B65D1/26—Thin-walled containers, e.g. formed by deep-drawing operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D25/00—Details of other kinds or types of rigid or semi-rigid containers
- B65D25/20—External fittings
- B65D25/205—Means for the attachment of labels, cards, coupons or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2203/00—Decoration means, markings, information elements, contents indicators
- B65D2203/02—Labels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2203/00—Decoration means, markings, information elements, contents indicators
- B65D2203/12—Audible, olfactory or visual signalling means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2577/00—Packages formed by enclosing articles or materials in preformed containers, e.g. boxes, cartons, sacks, bags
- B65D2577/10—Container closures formed after filling
- B65D2577/20—Container closures formed after filling by applying separate lids or covers
Definitions
- the invention relates to a deep-drawn film packaging with a packaging body composed of a shell and a cover film, the cover film closing the shell and the shell being formed from a deep-drawn film.
- Such deep-drawn film packaging are usually used for the packaging of foodstuffs, medical products or the like, the packaged products being protected by the shell formed from a deep-drawing film and being able to be presented to the user in an attractive manner. After opening the thermoformed film packaging, the products can be removed.
- the tray and the cover film form a packaging body which is designed in such a way that a reliable closure is ensured and the end user can easily open the tear-open packaging.
- This is usually done by means of a correspondingly detachable closure seam which connects the shell and the cover film to one another and securely closes the packaging body.
- an unconnected section is then usually left at a corner of the cover film, which is arranged outside the sealing seam and which can be gripped by the end user and from which the cover film can be removed from the tray by loosening the sealing seam.
- Such detachable seams are also referred to as peelable seams.
- non-peelable seams can no longer be opened, so that in the case of deep-drawn film packaging designed in this way, removal of the products packaged therein is only possible by destroying the cover film in particular.
- the deep-drawn film is made significantly more rigid than the cover film, so that the shell of the Thermoforming film packaging gives a certain degree of stability, the cover film lying flat or essentially flat on the tray and only having a two-dimensional structure.
- the material used for the cover film is usually a lamination composite with an inner film made of polyethylene (PE) and at least one outer film made of polyethylene terephthalate (PET), the inner film made of polyethylene having very good sealing properties, so that the cover film is heat-sealed over the inner film with the shell can be.
- PE polyethylene
- PET polyethylene terephthalate
- a connection is made without an additional layer of adhesive, the material of both the shell and the cover film melting slightly and a material connection is established between the two layers.
- a printing layer can also be provided, which is preferably arranged between the inner film and the outer film, so that it is protected by the adjacent layers both inwards and outwards and thus a high-quality appearance is guaranteed over a long period of time. So that the printed layer remains visible from the outside, at least the outer film is transparent.
- the printing layer can be printed on both the inner and the outer film. If necessary, the film to be printed can be subjected to a corona treatment beforehand, as a result of which the adhesion for the printing layer is improved.
- further film layers can also be present.
- thermoformed packagings are usually as single-use items and are no longer readily materially recyclable after their use and are usually incinerated so that at least thermal recycling is still possible.
- the plastic waste can be jointly recycled, but then the printing ink of the printing layer, which is often provided on the cover sheet, also impairs or even prevents joint recycling, since no transparent recyclate can be formed.
- an effort is always made to provide a large part of the packaging with one type of material and, in particular, only to provide printing in a small area.
- optically appealing packaging should be created for advertising purposes, so that printing cannot be entirely dispensed with.
- the end user must be provided with information about the packaged product as well as any ingredients and expiry dates.
- the present invention is based on the object of improving the use and design possibilities of generic deep-drawn film packaging and, in particular, of improving the recyclability.
- the object of the invention and the solution to the problem is therefore a deep-drawn film packaging according to claim 1.
- a printed material section is accordingly arranged on the packaging body and only attached to a part of a circumferential edge with a fastening seam on the packaging body.
- fastening seam does not relate to a specific embodiment. Rather, any flat fastening, for example heat-sealed seams or adhesive seams, can be referred to as a fastening seam.
- the circumferential edge refers to a section of the printed material section. Since, accordingly, fastening only takes place on the circumferential edge, areas remain between the edge that lie unsecured on the packaging body. These unsecured sections lie flat on the packaging body and do not form any functional space, e.g. to accommodate any objects. Rather, the fastening seam should only extend over a small proportion of the area of the printed material section, so that the printed material section can be removed as completely and easily as possible.
- the fastening seam preferably runs over a proportion of less than 20%, particularly preferably less than 15%, of the area of the unprinted material section.
- the invention thus differs from label solutions in which labels, for example made of a high-density polyethylene (HDPE), are attached to the packaging body via an adhesive surface arranged over the entire area on the back of the label.
- labels for example made of a high-density polyethylene (HDPE)
- the printing can preferably be arranged completely on the additional material section, which then contains all essential information, for example about the packaging content, the ingredients of the packaged products, expiry dates, advertising information or the like. It is therefore not absolutely necessary that the packaging body also has printing, so that the Packaging body can be recycled in a simple manner and to a high degree.
- a comparable solution is, for example, from the EP 3 594 144 A1 known, but in contrast to the above invention, an additional printed material section is provided on a film packaging which, compared to a deep-drawn film packaging, does not provide for any separation of the individual front walls from one another.
- the packaging body described there thus already forms a structural unit in which the material section is also preferably firmly or non-peelably connected to the front walls, so that perforation holes are provided for removing this material section.
- a peelable connection is preferably provided between the cover film and the shell, so that the printed material section, when arranged on the cover film, is arranged on a component of the packaging body that is in any case in the course of opening the shell is removed. Accordingly, the invention deliberately accepts that if the individual fastening seams and sealing seams are not designed carefully, the deep-drawn film packaging can be inadvertently torn open in order, in return, to significantly simplify the recycling of the packaging.
- the fastening seam Since the fastening seam does not run along the entire circumferential edge, the material section can also be grasped from behind in a simple manner, so that easy removal of the material section from the packaging body is possible.
- the fastening seam is preferably designed in such a way that it can be separated relatively easily.
- Such a peelable fastening can be set, for example, by precisely selected parameters, the material section on the one hand being fastened so strongly to the packaging body that an unintentional cut off is prevented as far as possible and on the other hand, the material section can be cut off by targeted reaching behind without great effort. This can be made possible, for example, by the type of fastening but also by the number of fastening points. Accordingly, it is provided that the fastening seam can be formed either continuously or discontinuously from several fastening points.
- the material section can also be attached to the packaging body with a permanent or non-peelable fastening seam, in which case the printed material section preferably has a material weakening adjacent to the fastening seam, e.g. in the form of perforations, so that the material section can then also be removed to a large extent.
- the fastening seam extends over a proportion between 5 and 80%, preferably between 10 to 60%, particularly preferably between 15 and 50% of the circumferential edge.
- the edge has an unconnected section between 20 and 95%, preferably between 40 and 90%, particularly preferably between 50 and 85%, wherein the printed material section can be reached behind and removed via the unconnected section of the peripheral edge.
- a preferred embodiment of the invention provides that the printed material section is arranged on the cover film, the material section only covering the cover film to a proportion of between 30 and 80%, preferably between 40 and 70%. It goes without saying that it is also within the scope of the invention that the printed material section rests on the shell or on the side walls of the shell, but an arrangement on the cover film enables a significantly more attractive appearance, because then the material section lies flat and the printed information is more visible.
- deep-drawn film packs are usually stacked one on top of the other on a shelf, with the cover film facing upwards and thus the printed material section is directly visible from the outside and the information printed on it can be read. If the printed material section is nevertheless arranged on the deep-drawing film of the shell, the specified values relate to a projected area of the shell, which usually corresponds to the area of the cover film.
- a configuration with a cover film or deep-drawing film that is not completely covered is particularly useful if, according to a further development, the cover film and / or the deep-drawing film are designed to be transparent. In this case, it is ensured that despite the use of an additional printed material section, it is possible to inspect the deep-drawn film packaging, so that, for example, the end user can immediately see what type of packaged product it is and does not have to rely solely on the information on the printed material section .
- both the shell and the cover film are transparent, it is basically sufficient if only the cover film or the deep-drawing film are transparent.
- the printed material section can also be transparent outside the printing.
- the printed material section is also arranged on the cover film and covers it over the entire surface, the printed material section having a print that covers the material section only to a proportion between 30 and 80%, preferably between 40 and 70%.
- a print that covers the material section only to a proportion between 30 and 80%, preferably between 40 and 70%.
- the deep-drawing film and / or the cover film are designed to be heat-sealable on the outside of the packaging, so that the fastening seam can be designed as a heat-sealed seam, preferably as a detachable heat-sealed seam.
- the deep-drawing film and the cover film are designed to be heat-sealable on at least one inside of the packaging, the shell and the cover film then being able to be connected to one another via a sealing seam running along a circumferential side edge of the packaging body, the sealing seam also being designed as a heat-sealed seam.
- both the fastening seam and the sealing seam can be formed in just one sealing process, which in particular significantly reduces the process steps for producing the deep-drawn film packaging.
- the cover film, the deep-drawing film and also the printed material section are at least partially made of a sealable material or at least the film layers adjoining the heat-sealed seams are made of such a sealable material.
- polyolefins such as polyethylene (PE) or polypropylene (PP) are particularly suitable.
- sealable materials generally only have poor printability, so that the printed surface of the material section either has to be formed from a different material or has to be subjected to a so-called corona treatment, which significantly increases the printability.
- corona treatment can be omitted from heat-sealed seams, since although the printability is increased, the sealability is reduced at the same time.
- the fastening seam can also be designed as an adhesive seam, so that the printed material section is then fastened to the packaging body, in particular to the cover film, with the inclusion of an adhesive layer.
- This has the advantage that non-heat-sealable materials can also be attached to the packaging body.
- the packaging body itself is still preferably designed to be heat-sealable, so that the closure seam can be designed as a heat-sealed seam and the fastening can be designed as an adhesive seam.
- a detachable or peelable closure seam or heat-seal seam is particularly suitable, wherein, according to a particularly preferred embodiment, the closure seam has a securing section in which the closure seam is formed permanently and the closure seam is designed releasably outside the securing section.
- the detachable section allows the deep-drawn film packaging to be opened easily, while at the same time the securing section ensures that the cover film continues to adhere to the tray even in an open state.
- the entire packaging body can be jointly recycled, which is particularly useful in the case of a single-type design of the packaging body.
- the fastening seam is completely detachable and the closure seam is at least partially detachable.
- the circumferential side edge preferably runs at least in sections along a circumferential side edge of the packaging body and the The fastening seam is at least partially congruent with the closure seam.
- this has the particular advantage that the closure seam and the fastening seam can be designed together as a heat-sealed seam. But even if the fastening seam is designed as a glued seam, this ensures that the fastening seam is provided at a point at which the deep-drawn film packaging is particularly stable.
- the packaging body has a rectangular shape, the circumferential side edge being formed from two opposing first and two opposing second edge sections, the fastening seam being arranged only on the first edge sections.
- the first edge sections can, for example, be long or short sides of the packaging body, the packaging body also being able to have a square shape so that all edge sections have the same length, the fastening seam always being formed from two opposing sections.
- the present invention can be used particularly advantageously if the deep-drawing film and the cover film are of a single type.
- the deep-drawing film and the cover film are the same material or are materials which can be disposed of together.
- the material recyclability can be improved even further in that the packaging body is essentially unprinted.
- unprinted means that at least more than 90%, preferably more than 95%, particularly preferably more than 99% of the area of the packaging body has no printing.
- Slight printing can be in the form of positioning marks for production, in batch numbers or, for example, also in expiry dates. Nevertheless, the printed surface sections are chosen to be so small that, despite the printing, joint material recycling is possible.
- the shell can have an embossing, in particular an information embossing.
- information embossing can contain, for example, the brand name of the packaged product or else contain other information which should still be present even after the printed material section has been removed.
- the embossing can be formed, for example, by using stamping tools or also by a vacuum process in which the still molten or at least soft material of the deep-drawing film is formed in the course of the formation of the shell by introducing local vacuum zones with embossing.
- the printed material section preferably consists of a material selected from the group consisting of film, nonwoven, coated paper and multilayer laminate.
- a material selected from the group consisting of film, nonwoven, coated paper and multilayer laminate Particularly preferred is an embodiment in which the material for the tray, the cover film and the unprinted material section are identical, and thus the entire film packaging is made of one type of material with regard to the material. Material recycling is then only impaired by the printing of the printed material section.
- Such a configuration has the advantage that the use of non-detachable fastening seams is also possible, with the area in the fastening seams then correspondingly being unprinted according to such a configuration.
- the material section can then be along the fastening seams are removed, in which case material weaknesses, for example in the form of perforation lines, are preferably directly adjacent to the fastening seams.
- material weaknesses for example in the form of perforation lines, are preferably directly adjacent to the fastening seams.
- the deep-drawing film has a thickness between 50 and 500 ⁇ m, in particular between 100 and 350 ⁇ m.
- the cover film and / or the printed material section preferably have a thickness between 20 and 150 ⁇ m, in particular between 60 and 100 ⁇ m, and can be identical in terms of thickness as well as in terms of the specific design, but also differently.
- the cover film and / or the printed material section and / or the deep-drawing film are multilayered and can have at least one, but preferably two, outer layers made of a polyolefin, in particular of polyethylene or polypropylene. These layers are particularly suitable for sealing, so that both the fastening seam and the sealing seam can be designed as a heat-sealed seam.
- the outer layers can also be designed to be peelable.
- the multilayer films are preferably designed as coextrusion films.
- the multilayer films are formed by blow extrusion or by flat film extrusion or cast extrusion.
- the printed material section can be, for example, an unstretched, multi-layer, for example three-layer, cast film, all layers preferably being formed on the basis of polypropylene.
- homopolymers and copolymers are used as polypropylene, this being in outer layers
- the polypropylene used is preferably lower-melting than in the inner layers.
- the individual layers can alternatively also be welded, laminated or laminated to one another, in particular laminated with adhesive.
- adhesive lamination a two-component adhesive based on polyurethane is used in particular.
- the cover film and / or the printed material section and / or the deep-drawing film can have a barrier layer.
- This barrier layer is preferably arranged between an outer layer and an inner layer.
- the barrier layer can, for example, be provided directly as a coextrusion layer, e.g. made of ethylene-vinyl alcohol copolymer (EVOH), this then preferably having a thickness between 0.5 and 20 ⁇ m, preferably between 1 and 10 ⁇ m.
- EVOH ethylene-vinyl alcohol copolymer
- the barrier layer can also be applied as a coating to at least one of the outer layers.
- Suitable materials for this are silicon dioxide (SiOx) or aluminum dioxide (AlOx), the coating preferably having a thickness of less than 120 nm, preferably less than 100 nm, particularly preferably less than 80 nm.
- the polyvinyl alcohol coating preferably has a basis weight of 0.2 to 2.8 g / m 2 .
- the basis weight is particularly preferably less than 1.5 g / m 2 , in particular less than 1 g / m 2 .
- a metal layer can also be used as a barrier layer.
- the barrier layer preferably having a thickness of less than 220 nm, preferably less than 200 nm, preferably less than 180 nm.
- the barrier layer has the disadvantage that it can impair the visual appearance, since the barrier layer is preferably made transparent. However, this is not possible with a metallized barrier layer.
- the barrier layers can thus be made very thin, so that they only make up a small proportion of contaminants in the corresponding film composite.
- a barrier layer made of ethylene-vinyl alcohol copolymer with a proportion of ethylene of less than 35% by weight, preferably less than 30% by weight and particularly preferably less than 27% by weight is also used. % used.
- the proportion of polypropylene can be more than 90% by weight, preferably more than 95% by weight, based on the entire deep-drawn film packaging.
- the printed material section preferably has a coating with a sealing wax. This can be arranged over the entire surface of the material section. Alternatively, a coating that is only partially, e.g., in the form of a strip, is sufficient, in which case a coating is then carried out at the points where sealing is required.
- an adhesive layer is also provided between the cover film or the deep-drawing film and the printed material section, the adhesive layer preferably made of an adhesive based on polyurethane (PU), in particular a two-component polyurethane , consists.
- PU polyurethane
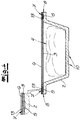
- the Fig. 1 shows a deep-drawn film packaging according to the invention with a packaging body 1 comprising a shell 2 and a cover film 3 which closes the shell 2.
- the shell 2 has previously been brought into a three-dimensional structure from a deep-drawing film, which enables a product 4 to be received.
- the shell 2 and the cover film 3 are connected to one another via a sealing seam 5, the sealing seam 5 being designed as a heat-sealed seam and a gas-tight and fluid-tight closure of the packaging body 1 is guaranteed.
- both the shell 2 and the cover film 3 and thus the entire packaging body 1 have no printing whatsoever, although it is fundamentally within the scope of the invention that minor impressions such as batch numbers, expiry dates or position marks are printed on the packaging body 1 .
- the entire information-relevant printing is arranged on an additional printed material section 6, which rests flat on the cover film 3 and is connected to it via a fastening seam 7.
- the fastening seam 7 extends only along part of the circumferential edge of the printed material section 6 and is divided into two fastening seam sections 7a, 7b, these fastening seam sections 7a, 7b running in sections along a circumferential side edge of the packaging body 1 and at least in sections congruent with the sealing seam 5 are.
- the packaging body 1 has a rectangular shape, the circumferential side edge being formed from two opposing first edge sections 8 and two opposing second edge sections 9.
- the fastening seam sections 7a, 7b are only arranged on the first edge sections 8, the first edge sections 8 forming the short side and the second edge sections 9 forming the long side of the deep-drawn film packaging or the packaging body 1.
- the fastening seam sections 7a, 7b each extend over 30 to 60%, so that a relatively large area of the cover film 3 is not covered by the printed material section 6 and is therefore visible from the outside.
- Such a configuration is particularly useful because the Cover film 3 is designed to be transparent and thus the product 4 is visible through the cover film 3. As a result, the end user can recognize which product 4 is involved, even without looking at the printing on the printed material section 6.
- thermoformed packaging can be determined by the Fig. 2 are removed, which the thermoformed packaging according to the Fig. 1 shows in a cross section. It can be seen here that the closure seam 5 and the fastening seam 7 are congruent on top of one another and both are designed as heat-sealed seams. As a result, both the sealing seam 5 and the fastening seam 7 can be formed in just one sealing step, which reduces the number of individual method steps.
- both the printed material section 6 and the cover film 3 are made of the same material, which consists of a layer made of a biaxially oriented polypropylene (BOPP) and a sealing layer, which is made of a two-component polyurethane adhesive (2K-PUR) are laminated with each other.
- the sealing layer is a coextrusion layer (PP-EVOH), with a comparatively thin layer of ethylene-vinyl alcohol copolymer (EVOH) being arranged between two layers of polypropylene (PP).
- the layer made of ethylene vinyl alcohol copolymer (EVOH) forms a gas barrier layer that at least makes it difficult for oxygen to penetrate, which, for example, can extend the shelf life of food.
- EVOH ethylene vinyl alcohol copolymer
- HV adhesion promoter layer
- the deep-drawing film of the shell 2 is designed as a coextrusion film (PP-EVOH), which was produced in particular by blown film extrusion.
- PP-EVOH coextrusion film
- a tubular preform is formed, this preform being formed from a layer of ethylene-vinyl alcohol copolymer (EVOH) and two layers of polypropylene (PP), the layers of polypropylene including the layer of the ethylene-vinyl alcohol copolymer .
- the tubular preform is then laid flat, the layers of polypropylene lying on top of one another then blocking one another, so that the layer thickness is double and the barrier layer can be divided into two layers. This allows the thickness tolerances of the individual layers to be improved.
- the layer structure of the deep-drawing film given in Table 1 relates to the preform.
- the specified thickness of the deep-drawing film corresponds to the actual film thickness or the thickness of the preform laid flat with a doubled layer structure.
- the deep-drawing film can also be produced by cast film extrusion.
- the fastening seam 6 is formed on a layer of biaxially oriented polypropylene (BOPP) and on a coextrusion layer (PP-EVOH).
- the sealing seam 5 is correspondingly formed on two layers of polypropylene (PP).
- the sealing layers can be composed in a known manner in such a way as to reduce the seal seam strength and to enable easy separation.
- the shell 2 has an information embossing 10 on an underside, via which information can be introduced into the packaging body 1 without additional printing.
- This can be, for example, the brand name or a logo. Additionally or alternatively, the embossing can also be a symbol for the main plastic class of the material or materials used from which the deep-drawn film packaging was formed.
- the show an alternative embodiment Fig. 3 and 4th wherein the printed material section 6 now extends over the entire surface of the cover film 3 and is fastened to the cover film 3 along the first edge sections 8 via a fastening seam 7.
- the first edge sections 8 now relate to a long side of the packaging body 1.
- the individual fastening seam sections 7A, 7B are not designed as a heat-sealed seam but as an adhesive seam, so that an adhesive layer is accordingly arranged between the cover sheet 3 and the printed material section 6.
- the material section 6 also has printing, which does not, however, extend over the entire surface of the printed material section 6, so that when the cover sheet 3 and the printed sheet are made transparent Material section 6 is still a view of the packaging body 1 and thus of the packaged product 4 is possible.
- the exact structure is based in particular on Fig. 4 and Table 2, the structure only differing in the printed material section 6 from the configuration according to FIG Fig. 2 differs. Since the material section 6 is connected to the cover film 3 via a fastening seam 7 designed as an adhesive seam, the material section 6 can be formed exclusively from a biaxially oriented polypropylene film (BOPP) without an additional sealing layer.
- BOPP biaxially oriented polypropylene film
- the fastening seam 7 extends only along a section of the circumferential edge of the printed material section 6, the fastening seam 7 being designed in such a way that the printed material section 6 can be removed relatively easily by reaching behind it, so that it is independent of the packaging body 1 can be recycled. Accordingly, the fastening seams 7 are designed to be detachable. Alternatively, it is also possible to make this non-releasable, but then at least one perforation should be provided so that the printed material section 6 outside the fastening seams 7 can be removed. In such a case, however, at least the areas of the printed material section 6 on which the fastening seam sections 7a, 7b run should be unprinted, so that they can be recycled together with the shell 2 and the cover film 3 in a single-type configuration.
- the closure seam 5 is also designed to be detachable in the examples shown, with at least a section of this closure seam 5 as a securing section is formed and cannot be solved in this area. This ensures that the cover film 3 remains on the shell 2 even after the packaging body 1 has been opened and can thus be disposed of and recycled together.
- FIG. 11 shows an exemplary method for producing a deep-drawn film packaging according to FIG Fig. 1 , wherein several packaging bodies 1 run in the machine direction MD, wherein in a first step only the trays 2 are supplied from a deep-drawing film and are covered with the cover film 3 and the printed material section 6 in a second step. Both the cover film 3 and the printed material section 6 are provided in the form of endless belts and are each removed from rolls 11.
- both the cover film 3 with the shell 2 and the printed material section 6 with the cover film 3 are then sealed in a sealing station 12, with both the closure seam 5 and the fastening seam 7 with the fastening seam sections 7a, 7b being formed.
- the fastening seam sections 7a, 7b run congruently with the closing seam 5 in the area of the first edge sections 8, which run in a transverse direction CD in such a method.
- the second edge sections 9 accordingly run in the machine direction MD.
- the packaging bodies 1 are separated from one another by severing the cover film 3 and the printed material section 6, with the corners of the deep-drawn film packaging also being able to be trimmed at the same time.
- a trimming process between 10 and 20 mm can be removed from the edge sections 8, 9 in order to avoid any incorrect positioning between the cover film 3 and the shell 2 balance.
- trimming is preferably carried out only on the second edge sections 9.
- the corners between the first and second edge sections 8, 9 can also be punched in a rounded manner.
- FIG. 11 shows an alternative method for producing a deep-drawn film packaging according to FIG Fig. 3 .
- the shells 2 are fed in a machine direction MD and then covered with a composite of a cover film 3 and the printed material section 6.
- the cover film 3 has already been connected to the printed material section 6 via an adhesive layer 13, so that the composite of the cover film 3 and the material section 6 can be supplied from a roll 11 in the form of a common endless belt.
- the adhesive layer 13 has only been applied to the first edge sections 8, the first edge sections 8 now extending in the form of two strips in the machine direction MD. and the cover film is also dimensioned in such a way that it covers the cover film 3 over the entire surface.
- a fastening seam 7 is then formed over the adhesive layer 13 between the cover film 3 and the printed material section 6, the fastening seam sections 7a, 7b extending in the machine direction MD.
- a sealing station 12 the cover film 3 is then sealed to the shell 2, so that a sealing seam 5 is formed along the circumferential side edge.
- the individual thermoformed film packaging is separated and the circumferential side edges are trimmed.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Ceramic Engineering (AREA)
- Wrappers (AREA)
- Packages (AREA)
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102020107324.0A DE102020107324A1 (de) | 2020-03-17 | 2020-03-17 | Tiefziehfolienverpackung |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3882178A1 true EP3882178A1 (fr) | 2021-09-22 |
| EP3882178B1 EP3882178B1 (fr) | 2024-12-25 |
Family
ID=74859257
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP21160890.6A Active EP3882178B1 (fr) | 2020-03-17 | 2021-03-05 | Feuille à emboutir |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20210292071A1 (fr) |
| EP (1) | EP3882178B1 (fr) |
| DE (1) | DE102020107324A1 (fr) |
| ES (1) | ES3010233T3 (fr) |
| HU (1) | HUE070565T2 (fr) |
| PL (1) | PL3882178T3 (fr) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| PT3956241T (pt) * | 2019-04-19 | 2023-12-28 | Siropack Italia S R L | Método de fabricação de um recipiente para produtos alimentares |
| JP2023056958A (ja) * | 2021-10-08 | 2023-04-20 | ジャパンアグリテック株式会社 | 菌床連結シート、その製造方法および菌床連結シートを用いたキノコ類の栽培方法 |
| DE102022122331A1 (de) * | 2022-09-02 | 2024-03-07 | Constantia Teich Gmbh | Blisterverschlussfolie und Blisterverpackung sowie Verfahren zu deren Herstellung |
| DE102023134626A1 (de) * | 2023-12-11 | 2025-06-12 | Multivac Marking & Inspection Gmbh & Co. Kg | Verpackung und Verfahren zum Herstellen einer Verpackung |
| DE102024105269A1 (de) * | 2024-02-26 | 2025-08-28 | Multivac Marking & Inspection Gmbh & Co. Kg | Verpackung und Verfahren zum Herstellen einer Verpackung |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1171966A (en) * | 1913-02-24 | 1916-02-15 | American Key Can Company | Decorated can. |
| CH566896A5 (fr) * | 1974-08-08 | 1975-09-30 | Alusuisse | |
| EP1584569A1 (fr) * | 2004-04-06 | 2005-10-12 | Intersnack Knabber-Gebäck GmbH & Co. KG | Barquette d'emballage avec habillage |
| US20150136637A1 (en) * | 2012-07-23 | 2015-05-21 | Henkel Ag & Co. Kgaa | Water-soluble packaging and production method thereof |
| EP3594144A1 (fr) | 2018-07-13 | 2020-01-15 | Mondi AG | Sachet recyclable |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BR7905505A (pt) | 1978-08-28 | 1980-05-13 | Kemicron Oy | Embalagem de porcao descartavel |
| US4896775A (en) | 1988-06-29 | 1990-01-30 | Zip-Pak Incorporated | Zippered thermal form tray system |
| US20100065582A1 (en) * | 2003-12-02 | 2010-03-18 | The Tapemark Company | Dispensing package |
| DE202012002078U1 (de) | 2012-03-01 | 2012-05-10 | Franz Tress GmbH & Co. KG | Verpackung |
| US11225355B2 (en) * | 2017-11-08 | 2022-01-18 | Sonoco Development, Inc. | Membrane lid with integrated peelable portion |
-
2020
- 2020-03-17 DE DE102020107324.0A patent/DE102020107324A1/de active Pending
-
2021
- 2021-03-05 ES ES21160890T patent/ES3010233T3/es active Active
- 2021-03-05 HU HUE21160890A patent/HUE070565T2/hu unknown
- 2021-03-05 EP EP21160890.6A patent/EP3882178B1/fr active Active
- 2021-03-05 PL PL21160890.6T patent/PL3882178T3/pl unknown
- 2021-03-16 US US17/202,404 patent/US20210292071A1/en not_active Abandoned
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1171966A (en) * | 1913-02-24 | 1916-02-15 | American Key Can Company | Decorated can. |
| CH566896A5 (fr) * | 1974-08-08 | 1975-09-30 | Alusuisse | |
| EP1584569A1 (fr) * | 2004-04-06 | 2005-10-12 | Intersnack Knabber-Gebäck GmbH & Co. KG | Barquette d'emballage avec habillage |
| US20150136637A1 (en) * | 2012-07-23 | 2015-05-21 | Henkel Ag & Co. Kgaa | Water-soluble packaging and production method thereof |
| EP3594144A1 (fr) | 2018-07-13 | 2020-01-15 | Mondi AG | Sachet recyclable |
Also Published As
| Publication number | Publication date |
|---|---|
| HUE070565T2 (hu) | 2025-06-28 |
| EP3882178B1 (fr) | 2024-12-25 |
| US20210292071A1 (en) | 2021-09-23 |
| DE102020107324A1 (de) | 2021-09-23 |
| PL3882178T3 (pl) | 2025-04-07 |
| ES3010233T3 (en) | 2025-04-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3882178B1 (fr) | Feuille à emboutir | |
| EP2321195B1 (fr) | Opercule destiné à refermer un récipient | |
| EP1559658B1 (fr) | Elément de fermeture étampé, en forme de couvercle à double couche | |
| EP1089912B1 (fr) | Emballage alimentaire etanche aux gaz, ainsi que procede et plateau pour sa fabrication | |
| DE60125590T2 (de) | Verfahren und vorrichtung zur herstellung eines verpackungsmaterials | |
| CH684081A5 (de) | Durchdrückpackung. | |
| CH692980A5 (de) | Verpackung. | |
| DE3708780C2 (fr) | ||
| CH683175A5 (de) | Verpackung. | |
| EP2439149B1 (fr) | Emballage de sac | |
| DE102010006036A1 (de) | Behälter für Nahrungsmittel aus einem aluminiumfreien flächenförmigen Verbund mit einem überzogenen Loch als Teil eines Verschlusssystems | |
| EP2586606B1 (fr) | Matériau d'emballage | |
| EP0946391B1 (fr) | Méthode pour la production d'un emballage etanche à l'oxygene, appareil pour appliquer ladite méthode | |
| DE102016209237A1 (de) | Behältervorläufer mit Aufformkoeffizienten, insbesondere für einen einzelnen formstabilen Nahrungsmittelbehälter | |
| DE68922441T2 (de) | Behälter, Schneidverfahren und Vorrichtung zur seiner Herstellung. | |
| EP0798108B1 (fr) | Couvercle pour emballage et procédé pour sa fabrication | |
| DE102016209235A1 (de) | Verfahren zum Herstellen eines Behältervorläufers, insbesondere für einen einzelnen formstabilen Nahrungsmittelbehälter, ohne Umfalten des Behältervorläufers | |
| EP1475223B1 (fr) | Feuille composite pour emballages déchirables et procédé d'obtention | |
| EP2377682B1 (fr) | Procédé de fabrication d'une feuille d'emballage multicouche | |
| WO2021018997A1 (fr) | Dispositif ayant un outil de poinçonnage formant un trajet de transport | |
| DE4218998A1 (de) | Behälter für die Verpackung von Lebensmitteln, Verfahren zur Herstellung eines solchen Behälters und Vorrichtung zur Durchführung dieses Verfahrens | |
| DE102011051509A1 (de) | Folienmaterial zur Herstellung einer Verpackung | |
| DE102004059138A1 (de) | Verbundfolie, insbesondere Tubenverbundfolie und Verfahren zu ihrer Herstellung | |
| CH686939A5 (de) | Verfahren zur Herstellung von Durchdrueckpackungen | |
| DE102004008568A1 (de) | Aufreißstreifen und seine Verwendung zur Herstellung von Folienverpackungen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20220225 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20230421 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230504 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20240508 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAJ | Information related to disapproval of communication of intention to grant by the applicant or resumption of examination proceedings by the epo deleted |
Free format text: ORIGINAL CODE: EPIDOSDIGR1 |
|
| GRAL | Information related to payment of fee for publishing/printing deleted |
Free format text: ORIGINAL CODE: EPIDOSDIGR3 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTC | Intention to grant announced (deleted) | ||
| INTG | Intention to grant announced |
Effective date: 20240909 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502021006176 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: FP |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 3010233 Country of ref document: ES Kind code of ref document: T3 Effective date: 20250401 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241225 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241225 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241225 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250325 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250326 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241225 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20250221 Year of fee payment: 5 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250325 |
|
| REG | Reference to a national code |
Ref country code: HU Ref legal event code: AG4A Ref document number: E070565 Country of ref document: HU |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241225 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20250429 Year of fee payment: 5 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250425 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250428 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241225 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241225 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241225 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241225 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502021006176 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241225 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241225 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: H13 Free format text: ST27 STATUS EVENT CODE: U-0-0-H10-H13 (AS PROVIDED BY THE NATIONAL OFFICE) Effective date: 20251024 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20250305 |
|
| 26N | No opposition filed |
Effective date: 20250926 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20250331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20250331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20250331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20250305 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20260319 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20260324 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20260325 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20260320 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20260324 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: HU Payment date: 20260323 Year of fee payment: 6 Ref country code: NL Payment date: 20260319 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20260323 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: TR Payment date: 20260226 Year of fee payment: 6 |