EP3894206B1 - Vorrichtung mit guillotine-ablängvorrichtung zum fertigen eines verpackungsmaterialerzeugnisses aus einem faserausgangsmaterial und verfahren zum fertigen eines verpackungsmaterialerzeugnisses - Google Patents
Vorrichtung mit guillotine-ablängvorrichtung zum fertigen eines verpackungsmaterialerzeugnisses aus einem faserausgangsmaterial und verfahren zum fertigen eines verpackungsmaterialerzeugnisses Download PDFInfo
- Publication number
- EP3894206B1 EP3894206B1 EP19827660.2A EP19827660A EP3894206B1 EP 3894206 B1 EP3894206 B1 EP 3894206B1 EP 19827660 A EP19827660 A EP 19827660A EP 3894206 B1 EP3894206 B1 EP 3894206B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- cutting
- packaging material
- slit
- downstream
- upstream
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31D—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER, NOT PROVIDED FOR IN SUBCLASSES B31B OR B31C
- B31D5/00—Multiple-step processes for making three-dimensional [3D] articles
- B31D5/0039—Multiple-step processes for making three-dimensional [3D] articles for making dunnage or cushion pads
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31D—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER, NOT PROVIDED FOR IN SUBCLASSES B31B OR B31C
- B31D2205/00—Multiple-step processes for making three-dimensional articles
- B31D2205/0005—Multiple-step processes for making three-dimensional articles for making dunnage or cushion pads
- B31D2205/0011—Multiple-step processes for making three-dimensional articles for making dunnage or cushion pads including particular additional operations
- B31D2205/0058—Cutting; Individualising the final products
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31D—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER, NOT PROVIDED FOR IN SUBCLASSES B31B OR B31C
- B31D2205/00—Multiple-step processes for making three-dimensional articles
- B31D2205/0005—Multiple-step processes for making three-dimensional articles for making dunnage or cushion pads
- B31D2205/0076—Multiple-step processes for making three-dimensional articles for making dunnage or cushion pads involving particular machinery details
- B31D2205/0094—Safety devices
Definitions
- the invention relates to a device for producing a packaging material product from a fiber starting material, such as a single- or multi-layer paper web or a corrugated cardboard web, in particular from recycled paper.
- the invention also relates to methods for producing a packaging material product.
- Devices of this type are set up, for example, in logistics centers as a mobile, portable unit in order to provide packaging material products cut to length when packaging an object.
- a packaging material strand can in particular mean a paper padding strand which is obtained from a single- or multi-layer paper web, in particular made of recycled paper, which is space-saving compared to the paper padding strand, in the form of a material web roll or a zigzag-folded packaging material stack, which is also referred to as a Leporello stack.
- a packaging material product can be understood to mean in particular a paper cushioning product, in particular of a certain length, that has been separated from a paper cushioning strand.
- a packaging material strand can also be understood to mean in particular a corrugated cardboard web.
- the packaging material product can be a corrugated cardboard web section that has been separated from the corrugated cardboard web. For sustainability reasons, corrugated cardboard web sections are also preferably made from recycled paper.
- a device for manufacturing a packaging material product is, for example, DE 697 35 564 T2
- a paper web is formed into a three-dimensional packaging material strand via a forming station and the packaging material strand is given a certain Form stability is ensured.
- Packaging material products are then separated from the deformation wheel pair using a scissor-cutting arrangement and are then discharged from the device via a safety discharge chute.
- Conveyor wheels can be provided in the safety chute for the removal of the packaging material products.
- DE 10 2014 016 874 A1 a generic device for manufacturing a packaging material product.
- This comprises a rotary cutter and a pair of conveyor wheels upstream and downstream of the rotary cutter.
- it is proposed to coordinate the two pairs of conveyor wheels in such a way that the cushioning material is under tension before the cut. This is achieved in particular by different conveying speeds of the two pairs of conveyor wheels or by temporarily increasing the distance between the two pairs of conveyor wheels.
- the risk of blockages in the device could be reduced in particular by a higher conveying speed of the pair of conveyor wheels downstream of the rotary cutter in the conveying direction and by a rotary cutter with a stripping device.
- the disadvantage of this type of device is its complexity.
- the use of a rotary cutter with a stripping device entails high manufacturing and maintenance costs.
- the known concept entails increased development costs when developing new devices for certain paper materials and certain forms of packaging material.
- the kinematics and the forces occurring between the cutter and the stripper during separation must be taken into account when designing the device. of the device.
- the rotating parts of the scraper and rotary cutter provide dust-collecting surfaces on the one hand and are susceptible to blockages caused by dust deposits on the other.
- the elastic scraper also risks becoming porous or losing elasticity if too much dust deposits, which can have a negative impact on the risk of jams.
- Another disadvantage is that if a paper jam occurs despite the proposed measures, it can only be cleared by manual intervention by an operator, which can increase the time required to clear the jam and also entails increased requirements for safety regulations for the device.
- a device for producing packaging material in which a cutting device is arranged between two pairs of conveyor wheels, the cutting device having a cutting edge that moves in a translatory manner.
- Another device with a cutting device arranged between two pairs of conveyor wheels is known from US 6 168 560 B1 known.
- the device for producing a packaging material product from a fiber starting material comprises a cutting device for cutting the packaging material product from a packaging material strand, such as a corrugated cardboard web or a three-dimensional paper cushioning strand formed in the device from the fiber starting material.
- a feed wheel pair arranged upstream of the cutting device in the conveying direction for conveying the packaging material strand and a feed wheel pair arranged upstream of the cutting device in the conveying direction for conveying the packaging material strand and a feed wheel pair arranged upstream of the cutting device in the conveying direction for conveying the packaging material strand are provided.
- a pair of conveyor wheels arranged downstream in the conveying direction is provided for conveying away the packaging material strand.
- the packaging material product is made in particular from recycled paper.
- Recycled paper is in particular paper materials with a small proportion (less than 50%) of paper material containing fresh fibers. In particular, paper materials that contain 70% to 100% waste paper are preferred.
- the recycled paper in the sense of this invention should be paper material that can have a tensile strength index along the machine direction of at most 90 Nm/g, preferably a tensile strength of 15 Nm/g to 60 Nm/g and a tensile strength index across the machine direction of at most 60 Nm/g, preferably a tensile strength of 5 Nm/g to 40 Nm/g.
- a standard DIN EN ISO 1924-2 or DIN EN ISO 1924-3 can be used to determine the tensile strength or the tensile strength index.
- a recycled paper property or waste paper property can be characterized by the so-called bursting resistance.
- a material in this sense is recycled paper with a bursting index of no more than 3.0 kPa*m ⁇ 2/g, preferably with a bursting index of 0.8 kPa*m ⁇ 2/g to 2.5 kPa*m ⁇ 2/g.
- the DIN EN ISO 2758 standard is used to determine the bursting index.
- the packaging material has a mass per unit area of in particular 40 g/m ⁇ 2 to a maximum of 140 g/m ⁇ 2.
- the fiber starting material can in particular be a single or multi-layer paper web or a corrugated cardboard web.
- the fiber starting material can be in the form of a roll of material web or as a zigzag-folded stack of packaging material, which is also known as a Leporello stack.
- a cushioning material production device is to be understood in particular as a device in which a three-dimensional cushioning strand, in particular a three-dimensional paper cushioning strand, is produced from a single- or multi-layer web of starting material, in particular from a single- or multi-layer paper web.
- the device is a device for producing a packaging material product in the form of a three-dimensional paper cushioning product.
- a single- or multi-layered paper web is formed into a paper cushioning strand and then the paper cushioning product is separated from the paper cushioning strand via the cutting device.
- a forming device is provided, which is preferably arranged upstream of the feed wheel pair.
- the forming device can, for example, be a funnel-shaped wall section of the device which tapers in the conveying direction towards the feed wheel pair.
- a separate forming device such as a forming funnel
- a separate forming device can be attached to the device and/or to the funnel-shaped wall section of the device upstream of the feed wheel pair in the conveying direction.
- a forming device can be provided downstream of the cutting device in the conveying direction.
- Such a forming device arranged downstream of the cutting device can, for example, be formed by a funnel-shaped wall section of the device which tapers in the conveying direction.
- a forming device arranged downstream of the cutting device is arranged between the cutting device and the discharge wheel pair, in particular adjoins the discharge wheel pair in the conveying direction.
- the cutting device preferably comprises a guide which guides the cutting edge in such a way that it cuts through the material cushioning strand in a translational manner during the cutting engagement.
- the cutting engagement is to be understood in particular as the point in time at which the cutting edge dips into the material strand.
- the cutting edge dips into the material strand over its entire depth during the cutting engagement. This is to be understood in particular as meaning that the cutting edge runs straight in depth, in particular the tip of the cutting edge extends in depth at a height in the cutting direction.
- the depth direction is understood to mean in particular the direction which runs transversely, in particular orthogonally, to the cutting direction and the conveying direction.
- Tearing occurs particularly when the material strand is subjected to a voltage before it is cut. For example, cutting can be achieved simply by applying a high voltage, which causes the material strand to tear. However, tearing produces more dust than cutting with a blade, which must be avoided, particularly for safety and maintenance reasons.
- the packaging material strand can tear to a certain extent. For example, tearing occurs when the packaging material strand is put under tension before it is severed and the blade, such as in a scissor cut, dips into the material strand from one side and cuts through the material in the depth direction during the cutting process.
- the tension in the packaging material strand can lead to the section that has not yet been cut tearing.
- the blade By dipping the blade into the material strand in the depth direction over the entire depth of the material strand, if possible during the cutting engagement, dust formation can be reduced in particular.
- the material strand By translatory cutting through the packaging material strand in the cutting engagement transversely to the conveying direction, the material strand is subjected to a cutting force transversely to the conveying direction. This cutting force can preferably cause the packaging material strand to be tensioned between the conveyor wheel pairs, particularly before the actual cutting.
- the cutting force applied to the paper cushioning strand before it is actually cut through can be increased and thus the tension of the packaging material strand in particular can be increased.
- a translatorily guided cutting edge transverse to the conveying direction has the advantage that the applied force also acts transversely to the conveying direction, preferably orthogonal to the conveying direction, on the packaging material strand and tensions it between the conveyor wheel pairs.
- the cutting edge moves purely translationally when moving from a cutting start position to a cutting end position.
- the cutting edge particularly preferably cuts through and/or passes through the packaging material strand and/or the conveyor channel transversely, preferably orthogonally, to the packaging material strand extending between the conveyor wheel pairs. It has also proven advantageous to design the cutting device without a counter-cutting edge. This can reduce the development costs and maintenance costs for the device in particular, since the interaction of the cutting edge and the counter-cutting edge generally requires compliance with narrow tolerances. This also increases the requirements for the guidance of the cutting edge and/or the counter-cutting edge in relation to one another, so that the cutting without a counter-cutting edge can again reduce the manufacturing and maintenance costs. Furthermore, the use of a counter-cutting edge can increase the wear on the cutting edges.
- the close interaction between the cutting edge and the counter-cutting edge can lead to an increased occurrence of packaging material blockages.
- the counter-cutting edge in particular can be compensated by tensioning the packaging material strand. Since tensioning the packaging material strand particularly supports the separation, the requirements for the quality of the cutting edge are reduced.
- cheaper cutting edges for example those with less hardness, can be used, in particular without reducing the service life of the cutting edge, so that the manufacturing and maintenance costs for the device are reduced.
- cutting teeth make it possible, on the one hand, to immerse the packaging material strand over the entire depth of the cutting engagement, thus enabling separation to be as dust-free as possible, particularly with new, sharp cutting edges.
- the cutting teeth make it possible to penetrate into the paper cushioning strand even with stepped cutting edges, thus enabling cutting to be as dust-free as possible.
- the device comprises a conveying channel which extends in the conveying direction at least at the conveying direction height of the cutting device and which is delimited by a boundary wall.
- the device according to the present invention comprises a gap formed in the boundary wall which is designed in such a way that a cutting edge of the cutting device can move into and out of the gap without contact.
- a contact-free movement into and out of the gap is to be understood in particular as meaning that the cutting edge remains contact-free with the counter edges which delimit the gap in the conveying direction.
- the gap is formed at the conveying direction height of the cutting device.
- the gap is designed in such a way that the cutting edge can cut the packaging material strand in a translational manner during cutting engagement, in particular in a purely translational manner from a cutting start position to a cutting end position, and can move into and out of the gap without contact, in particular the cutting tip of the cutting edge can leave the conveying channel without contact.
- the gap is in particular an elongated opening. This means in particular that the extent of the gap in one longitudinal direction of the gap is significantly greater than in the other directions.
- the longitudinal direction of the gap corresponds in particular to the depth direction.
- the gap extends in the depth direction by at least 200%, 300%, 400% or 500% of the gap extent in the cutting direction and in the conveying direction.
- the gap extends in the depth direction over at least 60%, 80%, 90% or 95%, in particular at least 100%, of the extent of the conveying channel, the cutting edge, the upstream wall section and/or the downstream wall section in the depth direction. In the conveying direction, the gap extends in particular between the upstream and the downstream counter edge.
- the gap extends in particular between the boundary surface of the Boundary wall, in particular the boundary surface of the upstream wall section that delimits the conveying channel in the cutting direction, and the surface facing away from the conveying channel, in particular the outer surface, of the boundary wall, in particular the surface of the downstream wall section facing away from the conveying channel that delimits the conveying channel in the cutting direction.
- the gap extends in the cutting direction and/or in the conveying direction by a maximum of 50%, 30%, 20% or 10% of the extent of the gap in the depth direction.
- the insertion of the cutting edge into the gap is to be understood in particular as a movement of the cutting edge in the cutting direction beyond the boundary surface of the boundary wall facing the conveying channel, in particular of the upstream wall section that delimits the conveying channel in the cutting direction.
- the extension of the cutting edge out of the gap is understood to mean in particular a movement of the cutting edge in the cutting direction beyond the outer surface of the boundary wall facing away from the conveyor channel, in particular the downstream wall section that delimits the conveyor channel in the cutting direction.
- the gap extension in the cutting direction can be increased by offsetting the downstream counter edge to the upstream counter edge in the cutting direction.
- the conveying direction height of the cutting device means in particular the height in the conveying direction at which the cutting edge, in particular the cutting tip, of the cutting device is in cutting engagement with the packaging material strand.
- the cutting edge moves purely translationally in the cutting direction at the conveying direction height of the cutting device, wherein the cutting direction preferably runs transversely, in particular orthogonally, to the conveying direction.
- the conveying channel at the conveying direction height of the cutting device extends in the conveying direction, in particular downstream and upstream of the cutting edge, particularly preferably at least as far as the conveying wheel pairs.
- the conveying channel is delimited in particular by the boundary wall.
- the boundary wall encloses the conveying channel upstream and/or downstream of the cutting device.
- the conveying channel is open in the conveying direction and in the cutting direction and in the depth of the device is limited, in particular enclosed, by the boundary wall.
- the boundary wall can have wall sections that are opposite one another in the cutting direction and/or in the depth direction and that delimit the conveying channel.
- the conveying channel does not necessarily have to be enclosed by the boundary wall. It can also be formed, for example, by two opposing walls that run in particular parallel to one another in the cutting direction or in the depth direction, while the conveying channel is open in the other direction.
- the conveying channel is particularly preferably limited by upper and lower wall sections that are opposite one another, preferably extending parallel to one another, and that delimit the conveying channel in the depth direction.
- the upper and lower wall sections particularly preferably extend in the conveying direction between the conveying wheel pairs, in particular at least from the feed wheel pair to the discharge wheel pair.
- the cutting edge is preferably guided over the upper and lower wall sections in the conveying direction, in particular at the level of the cutting device, in particular when moving from a cutting start position to a cutting end position.
- the boundary wall comprises an upstream wall section.
- the conveying channel is delimited in the conveying direction upstream of the gap by the upstream wall section, which has an upstream counter edge delimiting the gap upstream in the conveying direction.
- the upstream wall section delimits the conveying channel in the cutting direction.
- the upstream wall section extends from the gap in the direction opposite to the conveying direction and in the depth direction.
- the upstream wall section extends from the gap in the direction opposite to the conveying direction by at least 40%, 60%, 80% or 100% of the distance between the gap and one, in particular both, axes of rotation of the feed wheel pair in the conveying direction.
- the upstream wall section extends in the depth direction by at least 100%, 120%, 140%, 160%, 180% or 200% of the extension of the feed wheel pair in the depth direction.
- the upstream wall section extends in the depth direction by at least 60%, 80%, 100%, 120% or 140% of the extension of the packaging material strand in the depth direction.
- the upstream wall section extends in the depth direction and in the direction opposite to the conveying direction in such a way that the packaging material strand is prevented from emerging in the cutting direction from the conveying channel between the gap and the feed wheel pair.
- the upstream wall section defines the conveyor channel in the cutting direction in such a way that the packaging material strand is prevented from becoming entangled with the rotation axes of the feed wheel pair.
- the rotation axes of the feed wheel pair are arranged outside the conveyor channel.
- the upstream wall section which delimits the conveyor channel in the cutting direction, extends over the entire surface in the depth direction and in the direction opposite to the cutting direction.
- the upstream wall section can extend as a continuous wall over at least 40%, 60%, 80% or 100% of the width of the conveyor channel in the depth direction and, starting from the gap in the direction opposite to the conveying direction, over at least 40%, 60%, 80% or 100% of the distance between the gap and the rotation axes of the feed wheel pair.
- the boundary wall comprises two upstream wall sections opposite one another in the cutting direction.
- a first of the two upstream wall sections is designed according to one or more of the features described above.
- the second of the two upstream wall sections limits the conveyor channel in the direction opposite to the cutting direction.
- the second upstream wall section is designed according to one or more of the features of the upstream wall section described above.
- the two upstream wall sections are spaced apart from one another in the cutting direction by at least 100%, 120% or 150% and/or by at most 400%, 300%, 250% or 200% of the extension of the packaging material strand in the cutting direction.
- the two upstream wall sections extend in the cutting direction between the axes of rotation of the feed wheel pair.
- the conveyor channel is delimited in the conveying direction between the rotation axes of the feed wheel pair and the gap by the two upstream wall sections.
- two upstream wall sections extend in the conveying direction and in the depth direction in such a way that they prevent the packaging material strand from escaping from the conveyor channel.
- the conveyor channel is formed in particular by the space through which the packaging material strand passes between the feed wheel pair and the discharge wheel pair during the manufacture of the packaging material product.
- the conveyor channel extends in the cutting direction and in the depth direction in particular over at least 100%, 120%, 140% or 160% of the extension of the packaging material strand in the cutting direction and in the depth direction.
- the conveyor channel extends in Cutting direction maximum over the extension of the feed wheel pairs, preferably over less than 100%, 90% or 80% of the extension of both feed wheels of the feed wheel pair in the cutting direction.
- the conveyor channel is additionally delimited by two upstream upper and lower wall sections that are opposite one another in the depth direction.
- the upper and lower wall sections can in particular provide guide surfaces for the cutting edge.
- the upper and lower wall sections can be used as mounting walls for fastening the feed wheel pair.
- the upper and lower upstream wall sections delimit the conveyor channel in the depth direction.
- the upstream upper and lower wall sections can in particular connect in the depth direction to the upstream wall section, in particular to both upstream wall sections that delimit the conveyor channel in the cutting direction.
- the conveyor channel can be delimited by three upstream wall sections that form a U-shaped delimiting wall upstream of the gap, in particular by a wall section delimiting the conveyor channel in the cutting direction and two wall sections delimiting the conveyor channel in the depth direction.
- the conveying channel is particularly preferably delimited by four upstream wall sections which form a substantially closed profile cross-section upstream of the gap.
- the four upstream wall sections upstream of the gap form an angular, in particular rectangular, upstream boundary wall which essentially encloses the conveying channel upstream of the gap in the cutting direction and in the depth direction.
- the boundary wall encloses the conveying channel between the feed wheel pair and the gap in the depth direction and in the cutting direction by at least 70%, 80%, 90% or 95%.
- the conveying channel between the feed wheel pair and the gap is particularly preferably 100% enclosed by the upstream boundary wall in the depth direction and in the cutting direction.
- the gap particularly in the directions orthogonal to the cutting direction, is designed such that the packaging material strand and/or the packaging material product do not get jammed in the gap. In order to prevent this, the configurations of the gap described below have proven to be advantageous.
- the conveying channel is delimited in the conveying direction upstream of the gap by an upstream wall section which has an upstream counter edge delimiting the gap upstream in the conveying direction.
- the upstream counter edge differs from a counter blade in particular in that it has a minimum distance of at least 0.1 mm, 0.3 mm, 0.5 mm, 0.7 mm, 1.0 mm, 2 mm, 3 mm or 5 mm when the blade is moved into and out of the gap.
- the counter edge preferably differs from a counter blade in that the packaging material strand is contact-free with the upstream counter edge when the packaging material certificate is severed.
- the upstream counter edge can preferably also form a contact edge that supports the separation.
- the distance in the conveying direction and in the direction opposite to the conveying direction between the cutting edge and the upstream and/or downstream counter edge is selected such that cutting residues adhering to the cutting edge are stripped off at the upstream and/or downstream counter edge when the cutting edge re-enters the gap, in particular the conveying channel. In particular, this can further reduce the accumulation of cutting residues in the conveying channel.
- An edge is understood to mean, in particular, a line that is formed by two abutting planes.
- an edge extends essentially in an edge direction, namely in the direction of the theoretical two-dimensional line that is formed by the two abutting planes.
- an edge can be a rounded transition surface between the two abutting planes.
- a counter edge is understood to mean, in particular, an edge or a section of an edge that remains contact-free with the cutting edge when the cutting edge moves into and out of the gap.
- the direction (edge direction) in which the upstream counter edge extends is, in particular, the depth direction.
- the upstream counter edge extends in the depth direction by at least 40%, 60%, 80%, 90% or 95%, in particular by at least 100%, of the conveyor channel.
- the upstream counter edge extends over the entire extent of the upstream wall section in the depth direction, which limits the conveying channel in the cutting direction.
- the upstream counter edge is formed by a boundary surface of the upstream wall section facing the conveyor channel, which boundary surface delimits the conveyor channel in the cutting direction, and by the end surface of the upstream wall section facing the gap, which boundary surface delimits the conveyor channel in the cutting direction.
- the end surface of the upstream wall section facing the gap and the boundary surface of the upstream wall section facing the conveyor channel extend in the depth direction by at least 40%, 60%, 80%, 90% or 95%, in particular by at least 100%, of the conveyor channel and/or by at least 40%, 60%, 80%, 90% or 95%, in particular by at least 100%, of the extension of the cutting edge in the depth direction.
- the cutting edge is spaced apart from the upstream counter edge when moving into and out of the gap in the conveying direction.
- the distance is preferably 0.1 mm to 50 mm, 0.5 mm to 30 mm or 1.0 mm to 15 mm.
- the distance between the cutting edge and the upstream counter edge in the conveying direction is particularly preferably constant when moving into and out of the gap, in particular over the entire travel path from a cutting start position to a cutting end position.
- the cutting edge extends beyond the upstream counter edge when moving into and out of the gap, particularly in the cutting direction.
- the cutting edge preferably extends beyond the upstream counter edge by 0.1 to 200 mm, 0.5 to 100 mm or 5.0 to 50 mm.
- the conveying channel is delimited in the conveying direction downstream of the gap by a downstream wall section.
- the downstream wall section preferably has a downstream counter edge delimiting the gap downstream in the conveying direction.
- the boundary wall comprises a downstream wall section.
- the conveying channel is delimited in the conveying direction downstream of the gap by the downstream wall section, which has a downstream counter edge delimiting the gap in the conveying direction downstream.
- the downstream wall section delimits the conveying channel in the cutting direction.
- the downstream wall section extends from the gap in the conveying direction and in the depth direction.
- the downstream wall section extends from the gap in the conveying direction by at least 40%, 60%, 80% or 100% of the distance between the gap and one, in particular both, axes of rotation of the conveyor wheel pair in the conveying direction.
- the downstream wall section extends in the depth direction by at least 100%, 120%, 140%, 160%, 180% or 200% of the extent of the conveyor wheel pair in the depth direction.
- the downstream wall section extends in the depth direction by at least 60%, 80%, 100%, 120% or 140% of the extent of the packaging material strand in the depth direction.
- the downstream wall section extends in the depth direction and in the conveying direction in such a way that an exit of the packaging material strand in the cutting direction from the conveying channel between the gap and the conveyor wheel pair is prevented.
- the downstream wall section limits the conveyor channel in the cutting direction in such a way that the packaging material strand is prevented from becoming entangled with the rotation axes of the discharge wheel pair.
- the rotation axes of the discharge wheel pair are arranged outside the conveyor channel.
- the downstream wall section which limits the conveyor channel in the cutting direction, extends over the entire surface in the depth direction and in the direction opposite to the cutting direction.
- the downstream wall section can extend as a continuous wall over at least 40%, 60%, 80% or 100% of the width of the conveyor channel in the depth direction and, starting from the gap in the conveying direction, over at least 40%, 60%, 80% or 100% of the distance between the gap and the rotation axes of the feed wheel pair.
- the boundary wall comprises two downstream wall sections opposite one another in the cutting direction.
- a first of the two downstream wall sections is designed according to one or more of the features described above.
- the second of the two downstream wall sections limits the conveyor channel in the direction opposite to the cutting direction.
- the second downstream wall section is designed according to one or more of the features of the downstream wall section described above.
- the two downstream wall sections are spaced apart from one another in the cutting direction by at least 100%, 120% or 150% and/or by at most 400%, 300%, 250% or 200% of the extension of the packaging material strand in the cutting direction.
- the two downstream wall sections extend in the cutting direction between the axes of rotation of the conveyor wheel pair.
- the conveyor channel is limited in the conveying direction between the rotation axes of the conveyor wheel pair and the gap by the two downstream wall sections.
- two downstream wall sections extend in the conveying direction and in the depth direction in such a way that they prevent the packaging material strand from escaping from the conveyor channel.
- the conveyor channel extends in the cutting direction at most over the extent of the conveyor wheel pair, preferably over less than 100%, 90% or 80% of the extent of both conveyor wheels of the conveyor wheel pair in the cutting direction.
- the conveyor channel is additionally delimited by two downstream upper and lower wall sections that are opposite one another in the depth direction.
- the upper and lower wall sections can in particular provide guide surfaces for the cutting edge.
- the upper and lower wall sections can be used as mounting walls for fastening the conveyor wheel pair.
- the upper and lower downstream wall sections delimit the conveyor channel in the depth direction.
- the downstream upper and lower wall sections can in particular connect in the depth direction to the downstream wall section, in particular to both downstream wall sections that delimit the conveyor channel in the cutting direction.
- downstream upper and lower wall sections can merge into one another.
- the downstream upper and lower wall sections can merge into the upstream upper and lower wall sections without a gap at the conveying direction height of the cutting device.
- the upper and lower wall sections can each extend as a continuous wall from the feed wheel pairs to the discharge wheel pair, thereby forming the upstream and downstream upper and lower wall sections.
- the upstream and downstream wall sections can merge into one another without offset in the depth direction.
- the upstream and downstream upper and/or lower wall sections can each be formed as one piece.
- the conveying channel can be limited by three downstream wall sections which form a U-shaped boundary wall downstream of the gap, in particular by a wall section which limits the conveying channel in the cutting direction and two wall sections which limit the conveying channel in the depth direction.
- Wall sections. The conveyor channel is particularly preferably delimited by four downstream wall sections which form a substantially closed profile cross-section downstream of the gap.
- the four downstream wall sections downstream of the gap form an angular, in particular rectangular, downstream boundary wall which essentially encloses the conveyor channel downstream of the gap in the cutting direction and in the depth direction.
- essentially means that the boundary wall encloses the conveyor channel between the discharge wheel pair and the gap in the depth direction and in the cutting direction by at least 70%, 80%, 90% or 95%.
- the conveyor channel between the discharge wheel pair and the gap is particularly preferably 100% enclosed by the downstream boundary wall in the depth direction and in the cutting direction.
- the cutting edge is spaced apart from the downstream counter edge when moving into and out of the gap in the conveying direction.
- the distance is particularly preferably 0.1 mm to 200 mm, 0.5 mm to 100 mm or 5.0 mm to 50 mm.
- the distance between the cutting edge and the upstream counter edge in the conveying direction is particularly preferably constant when moving into and out of the gap, in particular over the entire travel path from a cutting start position to a cutting end position.
- the cutting edge moves beyond the downstream counter edge in the cutting direction when moving into and out of the gap.
- the cutting edge preferably moves beyond the downstream counter edge by 0.1 to 150 mm, 0.5 to 70 mm or 5.0 to 30 mm.
- the direction (edge direction) in which the downstream counter edge extends is in particular the depth direction.
- the downstream counter edge extends in the depth direction by at least 40%, 60%, 80%, 90% or 95%, in particular by at least 100%, of the conveying channel.
- the downstream counter edge extends over the entire extent of the downstream wall section in the depth direction, which delimits the conveying channel in the cutting direction.
- the downstream counter edge is formed by a boundary surface of the downstream wall section facing the conveying channel and by the end face of the downstream wall section facing the gap.
- the downstream counter edge is offset from the upstream counter edge in the cutting direction.
- the offset is preferably 0.1 mm to 200 mm, 0.1 mm to 100 mm, 0.1 mm to 50 mm, 0.5 mm to 30 mm or 5 mm to 10 mm.
- the downstream counter edge and the upstream counter edge are offset from one another in such a way that the packaging material strand and/or the packaging material product remain contact-free with the downstream wall section, in particular the downstream counter edge, when the packaging material product is severed.
- the cutting edge moves out of the conveyor channel when moving into and out of the gap.
- the cutting edge preferably moves out of the conveyor channel in such a way that dust and/or scraps created during separation are thrown out of the conveyor channel.
- the cutting edge can protrude from the conveyor channel by 0.1 to 150 mm, 0.5 to 70 mm or 5.0 to 30 mm in a cutting end position. This is to be understood in particular that the end of the cutting edge in the cutting direction, in particular the cutting tip, protrudes from the conveyor channel by 0.1 to 150 mm, 0.5 to 70 mm or 5.0 to 30 mm.
- This distance is measured in particular between the end of the cutting edge in the cutting direction, in particular the cutting tip, and the boundary surface of the downstream boundary wall facing the conveyor channel, in particular the downstream counter edge.
- the cutting edge can protrude in the cutting direction by 0.1 mm to 200 mm, 0.5 mm to 100 mm or 5.0 mm to 50 mm beyond the upstream counter edge in a cutting end position.
- the previously described design of the gap can in particular ensure that the dust and chips generated during cutting are largely conveyed out of the conveyor channel and at the same time cutting residues and chips adhering to the cutting edge are removed when re-entering the gap, in particular in the conveyor channel, on the boundary wall, in particular on at least one counter edge.
- the gap is introduced into the boundary wall in such a way that the cutting edge comes into cutting engagement with the packaging material strand before it enters the gap.
- the packaging material product is particularly preferably severed from the packaging material strand before the cutting edge is introduced into the gap. This can in particular reduce the risk of the packaging material product or the packaging material strand becoming jammed in the gap. This can be achieved in particular by designing the conveyor channel in the cutting direction in such a way that the packaging material strand is held between the conveyor wheel pairs at a distance from the boundary wall, in particular from the gap.
- the packaging material strand can be tensioned before it is severed so that the packaging material strand is pressed in the cutting direction at most to just before the gap under the influence of the force exerted on the packaging material strand by the cutting edge.
- the device comprises a retraction gap formed in the boundary wall, which is designed such that the cutting edge can move in and out of the conveyor channel, in particular without contact.
- the retraction gap is preferably formed on a section of the boundary wall opposite the gap in the cutting direction.
- the retraction gap and/or the opposite section of the boundary wall is designed like the gap and/or like the wall sections surrounding the gap.
- the cutting edge is preferably guided such that the cutting edge, in particular the cutting tip, is arranged outside the conveyor channel in a cutting start position, which the cutting edge assumes in particular before the paper cushioning product is separated.
- the cutting tip preferably extends in the direction opposite to the cutting direction above a counter edge of the upstream section of the boundary wall that delimits the retraction gap upstream. This ensures in particular that the paper cushioning strand does not get caught on the cutting edge during conveying and removal.
- the formation of the retraction gap and the Sections of the boundary wall as in the case of the gap it is to be understood in particular that the previously described distances of the cutting edge to the upstream and downstream counter edges of the gap when entering and exiting the gap and/or the conveyor channel are preferably also maintained with regard to the retraction gap.
- the retraction gap and the gap are designed in the boundary wall in such a way that the cutting edge can move into the conveyor channel via the retraction gap when moving from a cutting start position to a cutting end position and can move out of the conveyor channel via the gap, in particular on a side of the conveyor channel opposite in the cutting direction.
- the retraction gap and the gap are designed in the boundary wall in such a way that the cutting edge first moves into the conveyor channel via the retraction gap when moving from a cutting start position to a cutting end position, comes into cutting engagement with the packaging material strand in the conveyor channel and moves out of the conveyor channel via the gap.
- the retraction gap and the gap are alternatively or additionally designed in the boundary wall in such a way that the cutting edge can move out of the conveyor channel via the retraction gap when moving from a cutting end position to a cutting start position.
- the retraction gap and the gap are preferably designed opposite one another, in particular aligned with one another in the cutting direction.
- the gap and the retraction gap extend parallel to one another and/or form a through gap extending transversely to the conveying direction, in particular orthogonal to the conveying direction, interrupting the boundary wall, in particular in the cutting direction and in the direction opposite to the cutting direction.
- the cutting edge moves in and out of the through gap without contact when moving from a cutting start position to a cutting end position.
- the gap and/or the retraction gap When forming the gap and/or the retraction gap, it is particularly advantageous if it is limited by a counter edge both upstream and downstream of the cutting edge.
- One advantage of the counter edges formed on both sides of the gap and/or the retraction gap is that cutting residues and/or cutting snippets adhering to the cutting edge can be stripped off when re-entering the gap and/or the retraction gap.
- the cutting edge can be completely extended via the retraction gap from the conveying channel section adjacent to the cutting edge in the conveying direction.
- the retraction gap extends transversely, preferably orthogonally, to the conveying direction and/or the cutting direction.
- the gap extends transversely, preferably orthogonally, to the conveying direction and/or the cutting direction.
- the feed wheel pair, the discharge wheel pair and the cutting device are coordinated with one another in such a way that the packaging material strand is under tension, in particular when the packaging material product is being cut off.
- This can be achieved, for example, by the packaging material strand being under tension throughout as it is conveyed between the feed wheel pairs.
- this can be achieved by the discharge wheel pair imparting a higher conveying speed to the paper cushioning strand than the feed wheel pair.
- this embodiment can lead to increased slippage and therefore increased dust formation, which is why it is not preferred.
- the feed wheel pair and the discharge wheel pair are each assigned their own drive for independently driving and/or braking at least one conveyor wheel of the respective conveyor wheel pair.
- the drives are driven and/or braked independently of one another, in particular via a higher-level control unit, in such a way that the feed wheel pair and the discharge wheel pair tension the packaging material strand before the packaging material product is separated.
- This can be achieved, for example, by the discharge wheel pair driving the packaging material strand more strongly than the feed wheel pair before separation.
- the stronger driving can, for example, be in a higher conveying speed that the discharge wheel pair communicates to the packaging material strand.
- the stronger driving can be in a greater conveying force that is communicated to the packaging material strand and/or in a greater rotary movement of at least one driven discharge wheel of the discharge wheel pair compared to the rotary movement of at least one driven feed wheel of the feed wheel pair. It is particularly preferable to brake the conveyor wheel pairs, especially to stop them before the packaging material strand is tensioned. In particular, excessive slippage and the associated dust formation must be avoided.
- conveyor wheel pairs is particularly advantageous for the present invention because it reduces the friction between the packaging material strand and the conveyor device, in particular slippage can be reduced, and thereby in particular the formation of dust during the manufacture of packaging material products can be reduced.
- the feed wheel pair and/or the discharge wheel pair grasps the packaging material strand between two conveyor wheels and conveys the packaging material strand along or against the conveying direction.
- the feed wheel pair and/or the discharge wheel pair conveys the packaging material strand along or against a feed-through direction defined by a common tangent on a respective outer circumference of the conveyor wheels.
- the conveyor wheels of the feed wheel pair and/or the discharge wheel pair are braced against each other.
- the conveyor wheels of the feed wheel pair and/or the discharge wheel pair are braced against each other with a force of at least 1 Newton, 50 Newton, 100 Newton or 150 Newton, of at least 250 Newton, 350 Newton or 450 Newton or of at least 550 Newton, 700 Newton or 900 Newton.
- the wheel axle distance of the conveyor wheels of each wheel pair is undersized such that the wheels are elastically pre-tensioned against each other.
- the wheel axes of at least one, preferably both conveyor wheel pairs run parallel to each other.
- the wheel axes of at least one, preferably both conveyor wheel pairs run transversely, preferably orthogonally, to the conveying direction or a feed-through direction defined by a common tangent to a respective outer circumference of the conveyor wheels and/or along a plane that extends transversely, preferably orthogonally, to the conveying direction or a feed-through direction defined by a common tangent to a respective outer circumference of the conveyor wheels.
- the conveyor wheel pairs are aligned in particular in alignment with one another along a plane which has a wheel axis of a conveyor wheel pair, preferably both wheel axes of both conveyor wheel pairs, as a normal vector.
- At least one wheel of at least one front wheel pair comprises an elastically deformable pickup region, wherein the wheel is preferably formed by an elastomer body, such as a PU foam body, or has a corresponding outer coating.
- the device according to the invention can preferably be used to manufacture a packaging material product from starting material in general, i.e. from fiber starting material, from fiber-free starting material, such as plastic, and/or from composite material, such as combinations of fiber starting material and fiber-free starting material.
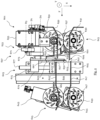
- Fig. 1 shows a view from below of a preferred embodiment of a device 601 for manufacturing packaging material products, in which a lower and upper boundary wall, in particular of the conveyor channel 619, is hidden in order to show the individual components of the device 601.
- Fig. 1 shows the device 601 with the cutting edge 605 of a cutting device 603 in a preferred cutting start position.
- Fig. 2 shows the device Fig. 1 with the cutting edge 605 in a middle position between a preferred cutting start position and a preferred cutting end position.
- Fig. 3A shows the device 601 from Fig. 1 with the cutting edge 605 in a preferred cutting end position.
- Fig. 3B shows an enlarged view of area A from Fig. 3A .
- Fig. 4 shows a perspective view of Fig. 3A
- the device 601 comprises a cutting device 603 for cutting the packaging material product (in the Figures 1 to 4 not shown) from a three-dimensional packaging material strand 611, such as a paper padding strand formed in the device 601 from a single or multi-layer paper web.
- a feed wheel pair 613 is arranged for conveying the packaging material strand (in the Figures 1 to 4 not shown).
- a discharge wheel pair 615 is arranged for conveying away the packaging material strand.
- the feed wheel pair 613 is driven by a drive 635, in particular in the form of an electric motor.
- the output of the drive 635 of the feed wheel pair 613 is coupled via a gear 637, in particular a worm gear, to the feed wheel pair 613, in particular to a drive shaft 639 of a feed wheel, in particular of the driven feed wheel 641.
- the conveying direction F preferably means the direction in which the packaging material strand 611 is conveyed from the feed wheel pair 613 to the discharge wheel pair 615.
- the packaging material strand 611 is conveyed directly, i.e. without deflection, from the feed wheel pair 613 to the discharge wheel pair 615.
- the packaging material strand 611 can also be deflected between the conveyor wheel pairs 613, 615.
- the conveying direction F is therefore to be understood as the direction in which the packaging material strand 611 is conveyed upstream and downstream of the conveyor device, in particular the cutting edge 605.
- the conveying direction F would be defined by the direction in which the packaging material strand 611 is conveyed by the deflection device located upstream of the cutting edge 605 and the deflection device located downstream of the cutting edge 605.
- the state of cutting in which the cutting edge 605 comes into cutting engagement with the packaging material strand 611 should preferably always be taken into account.
- a straight line extending along the cutting direction S can thus be regarded as a reference for the upstream and downstream arrangement of components.
- a line extending in the cutting direction S at the time of cutting engagement must be taken into account for assessing the upstream and downstream positioning of components relative to the cutting edge 605.
- the cutting direction S is the direction in which the cutting edge 605 penetrates the packaging material strand 611 during cutting engagement.
- the tangent during cutting engagement would therefore have to be taken into account as the cutting direction S.
- the conveyor wheel pair is driven by its own drive 643, in particular an electric motor.
- the output of the drive 643 is coupled via a gear 645 to the output wheel pair 615, in particular to a drive shaft 647 of a driven conveyor wheel 649.
- the cutting device 603 is driven by a drive 651, in particular in the form of an electric motor.
- the electric motor 651 of the cutting device 603 extends into the plane of the drawing and in the cutting direction S.
- the output of the drive 651 of the cutting device 603 is coupled to the cutting device 603 via a gear 653, in particular a gear of the cutting device itself.
- the gear 653 of the cutting device 603 comprises a transmission gear 655 for increasing or decreasing the output movement of the drive 651.
- the gear 653 of the cutting device itself comprises a conversion gear 657 for converting a rotary movement into a translatory movement, in particular in the cutting direction S.
- the cutting edge 605 preferably has a plurality of cutting teeth 663.
- the cutting edge 605 preferably has seven cutting teeth 663.
- the cutting teeth adjoin one another in particular in a direction transverse to the conveying direction F, in particular orthogonal thereto, and transverse to the cutting direction S, in particular orthogonal thereto.
- the teeth can extend over the entire depth T of the cutting edge 605.
- the depth T of the paper cushioning machine is the direction pointing out of the plane of the drawing.
- the depth T preferably runs transversely, in particular orthogonally, to the cutting direction S and to the conveying direction F.
- the teeth 663 extend essentially over the entire depth T of the conveying channel 619.
- the entire depth T does not mean that the cutting edge 605 grinds along the upper and lower boundary walls (not shown). Rather, a corresponding gap is preferably provided in the transition region between the upper and lower boundary walls and the cutting edge, so that the cutting edge 605 moves without contact with the upper and lower boundary walls.
- Cutting teeth 663 are preferably designed as triangles that taper to a point in the cutting direction S and preferably taper in a pyramid shape in the conveying direction F over the thickness of the cutting edge. The cutting teeth that adjoin the upper and lower boundary walls at the depth T merge, in particular in alignment, into an assembly section 665 of the cutting edge 605 in the direction opposite to the cutting direction S.
- the cutting edge 605 is connected, in particular screwed, to a carriage 667 of the cutting device 603, in particular via the mounting section 665.
- holes 669 are preferably provided in the mounting section 665 of the cutting edge 605.
- the cutting edge is connected to the carriage 667 of the cutting edge via the holes 669, preferably with screws or rivets.
- the carriage moves in particular in the cutting direction S.
- the conversion gear 657 of the cutting device 603 preferably comprises two joint sections 671, 673 which are connected to one another in a rotationally movable manner, in particular about a rotation axis D1 extending in the conveying direction F.
- the joint sections 671, 673 are each preferably connected to one another via one end.
- One joint section 673 faces the carriage 667 in the conveying direction.
- the other drive 651 faces in particular the transmission gear 655 of the drive 651.
- the joint section 673 facing the carriage 667 is movably connected to the carriage 667 at its end facing away from the rotation axis D1 via a rotation axis D2 extending in particular in the conveying direction F.
- the drive 651, in particular the joint section 671 facing the transmission gear 655, is articulated to the transmission gear 655 via a rotation axis D3 extending in particular in the conveying direction F.
- the cutting device 603 preferably has a guide 675 in the cutting direction S.
- the guide preferably comprises a cylinder 677 extending in particular in the cutting direction S and a slide shoe 679 that can be moved in the cutting direction S along the cylinder 677.
- the slide shoe 679 is preferably firmly connected to the slide 667.
- the guide of the cutting edge 605 is arranged downstream of the cutting edge 605 in the conveying direction F and the gear 653, in particular the conversion gear 657, is arranged upstream of the cutting edge 605 in the conveying direction F.
- a transmission gear 655 for translating the drive rotary movement is provided between the rotation axis D3 and the drive 651.
- the transmission gear 655 is a worm gear.
- the gear 655 can additionally be designed to offset the axis of rotation of the drive 651, in particular to offset it by 90° on the axis of rotation D3.
- one of the feed wheels of the feed wheel pair is not directly driven by the drive 635.
- the feed wheel 301 that is not directly driven is preferably driven indirectly via the driven feed wheel 641. This is particularly preferably achieved by the non-driven feed wheel 301 being preloaded against the driven feed wheel 641.
- the pre-tension is achieved in particular by under-dimensioning the distance between the wheel axles 303, 305.
- the conveyor wheels are elastically pre-tensioned against each other.
- at least one of the feed wheels 641, 301 can be moved relative to the other feed wheel or clamped to it.
- a clamping device 307 is provided for this purpose, with which one of the feed wheels 641, 301 can be clamped to the other feed wheel 301, 641 via wall sections of the device 601.
- the clamping device preferably comprises a wheel holder 309 connecting the feed wheel 301 to the lower and upper boundary wall (not shown) and at least one, preferably two, fastening means 313 connecting the wheel shaft 311 of the feed wheel 301 to the wheel holder 309, such as a screw 313 (only shown for the discharge wheel pair 615).
- the clamping device 307 is preferably attached to the non-driven feed wheel 301.
- the feed wheel axle distance ZA for example, by actuating the fastening means 313, while the driven feed wheel 641 remains in a constant position relative to the drive 635.
- the tension between the feed wheels can be adjusted, in particular depending on the fiber starting material to be processed or the desired packaging material product geometry, in particular without significantly increasing the development effort of the device 601.
- the discharge wheels 649, 315 are braced against each other.
- the tension between the discharge wheels 315, 649 is set via an undersized discharge wheel axis distance AA between the wheel axis 317 of the driven discharge wheel 649 and the wheel axis 319 of the non-driven discharge wheel 315.
- the discharge wheel axis distance AA can be set via a clamping device 321 as described for the feed wheel pair 613.
- the clamping device 321 of the discharge wheel pair 615 preferably also has a wheel holder 323 with which the output shaft 325 of an output wheel 315, 649 is attached to the device 601 and a connecting means 313 for connecting the wheel shaft 325 to the wheel holder 323 of the clamping device 321.
- An under-dimensioned wheel axle distance is to be understood in particular as meaning that the distance between the wheel axles 303, 305, 317, 319 of a wheel pair is smaller than the sum of the radii of both wheels, in particular when dismantled. This can be ensured in particular by a certain elasticity of the conveyor wheels. It is therefore preferable to form the conveyor wheels from an elastomer body, such as a PU foam body, or to provide them with an elastically deformable rolling area on their outer circumference. The elasticity of the conveyor wheels can also be increased by introducing several, in particular between six and fourteen, recesses 327, in particular recesses 327 evenly distributed in the circumferential direction. In order to ensure that the conveyor wheels are as elastic as possible, independent of the rotational position, the recesses 327 are preferably introduced into the conveyor wheels evenly in the circumferential direction.
- the device 601 shown shows the state in which no packaging material strand 611 is in engagement with the conveyor wheel pairs 613, 615.
- the wheels of the conveyor wheel pairs preferably contact each other by mutual tension in a particularly circular or elliptical contact surface. If, however, the conveyor wheel pairs 613, 615 are in engagement with the packaging material strand, the respective conveyor wheels are preferably separated from one another by the packaging material strand. In a less preferred embodiment, the conveyor wheels merely touch one another or are spaced apart from one another, so that a force transmission between the conveyor wheels of a conveyor wheel pair 613, 615 only occurs when the packaging material strand 611 is in engagement with the respective conveyor wheel pair.
- the wheel axes 317, 319 of the discharge wheel pair and/or the wheel axes 303, 305 of the feed wheel pair are aligned with one another in such a way that the tangent TAZ of the feed wheel pair and/or the tangent of the discharge wheel pair TAA run parallel to the conveying direction F.
- tangent should not be understood exclusively to mean that the conveyor wheels merely touch each other; rather, in the preferred embodiment in which a contact surface is created between the conveyor wheels, a line extending in the conveying direction between the first contact point and the last contact point should also be regarded as a tangent.
- the wheel axles 303, 305, 317, 319 of a wheel pair 615, 613 can be offset from one another in such a way that the tangent TAZ of the feed wheel pair and/or the tangent TAA of the discharge wheel pair are inclined relative to the conveying direction F.
- the wheel axles of a feed wheel pair are particularly preferably arranged in such a way that the tangents TAZ and TAA run parallel to one another and are particularly preferably identical. This can be achieved in particular by arranging the wheel axles 303, 305, 317, 319 of a wheel pair 613, 615 one above the other, in particular in the cutting direction S.
- a conveyor channel 619 extends in the conveying direction F at the level of the cutting device 603 and is delimited by a boundary wall 617.
- the conveyor channel 619 preferably extends in the conveying direction upstream and downstream of the cutting device up to the feed wheel pair 613 and the discharge wheel pair 615, preferably beyond the feed wheel pairs.
- a gap 629 is designed in the boundary wall 617 such that the cutting edge 605 can move in and out of the gap 629 without contact.
- the packaging material strand 611 extends between the conveyor wheel pairs 613, 615.
- the cutting edge 605 preferably moves through the conveying channel 619 in a purely translational manner.
- the cutting edge 605 moves transversely, preferably orthogonally to the conveying direction.
- the device is preferably oriented such that the cutting edge 605 moves through the conveying channel 619 horizontally.
- the term "moving through” is to be understood in particular as meaning that the cutting edge, when moving from the cutting start position to the cutting end position in the cutting direction S, enters the conveying channel 619 from one side and exits the conveying channel 619 via the opposite side in the cutting direction S. Entry into the conveying channel 619 takes place in particular via a retraction gap 633 which is introduced into the boundary wall 617. Exiting from the conveying channel 619 takes place in particular via a gap 629 which is introduced into the boundary wall 617.
- the configurations of the gap 629 and the retraction gap 633 are described in detail in connection with the schematic representation in Fig. 5 described.
- the gap 629 and the retraction gap 633 are aligned with each other in the cutting direction S, so that the cutting edge 605 can move in and out of the conveying channel 619 in a translational manner, in particular purely translational.
- the counter edges 623, 623', 627, 627' are preferably adapted to the guide of the cutting edge 605 in such a way that the cutting edge 605 can move in and out of the conveying channel 619 without contact.
- the distance a between the counter edge 623 delimiting the gap 629 upstream in the conveying direction F and the cutting edge 605 in the conveying direction F can be designed to be smaller than the distance a' between the counter edge 623' delimiting the retraction gap 633 upstream in the conveying direction and the cutting edge 605 in the conveying direction.
- the distance a is designed to be too small, however, the risk of the packaging material strand 611 being jammed in the gap 629 and a packaging material blockage occurring as a result can be increased.
- the previously mentioned preferred dimensions of the distance a therefore represent a preferred compromise between these two effects.
- the counter edge 623' limiting the retraction gap 633 upstream does not have the same effect of supporting the separation process, so that the distance a' in the conveying direction can be designed to be larger.
- the counter edge 623' causes in particular a stripping off of snippets adhering to the cutting edge 605 or the packaging material strand 611.
- the conveyor channel 619 is delimited in the conveying direction F upstream of the gap 605 by an upstream wall section 621 and downstream of the gap 629 by a downstream wall section 625. If previously or subsequently reference is made to a passage through the conveyor channel 619 in the cutting direction S, this is to be understood in particular that the cutting edge passes through the section of the conveyor channel 619 delimited by the upstream wall section 621. In particular, the cutting edge should be located outside the conveyor channel 619 in the cutting start position in the cutting direction S in order to avoid getting caught on the cutting edge 605, in particular on the cutting tip 631, when the packaging material strand 611 is conveyed between the conveyor wheel pairs 613, 615.
- the cutting tip 631 of the cutting edge 605 should protrude significantly, particularly in the cutting end position, in particular by the distance d between the cutting tip 631 and the counter edge 623 delimiting the gap 629 upstream.
- the distance d is greater than a distance c between the counter edges 623 and 627 delimiting the gap 629, so that the tip 631 of the cutting edge 605 in the cutting end position also extends beyond the counter edge 627, in particular by the distance e.
- the distance c between the upstream counter edge 623 and the downstream counter edge 627 serves in particular to ensure that the packaging material strand 611 when separating the packaging material product 619 may come into contact with the wall section 621 upstream in the conveying direction F, but remains contact-free with the wall section 625 arranged downstream of the gap 629 in the conveying direction. This can in particular reduce the risk that the packaging material strand 611 or the packaging material product 609 is drawn into the gap 629 and thereby causes a blockage. The same applies to the distance c' between the counter edges 623' and 627' delimiting the retraction gap 633. Overall, it is advantageous if the section of the conveying channel 619 formed downstream of the cutting edge 605 in the conveying direction F is widened in the cutting direction compared to the section of the conveying channel 619 formed upstream of the cutting edge 605.
- the boundary wall 617 has a funnel-shaped section 659, 661 in the conveying direction F upstream of the feed wheel pair 613 and/or the discharge wheel pair 615, which tapers in the conveying direction F.
- the taper of the funnel-shaped section 659, 661 occurs in the cutting direction S.
- the taper can be formed in a direction orthogonal to the conveying direction and the cutting direction.
- the funnel-shaped section 659, 661 can be round or square. In the embodiment shown here, the funnel-shaped section is square and only has a taper in the cutting direction S.
- the taper of the conveying channel 619 is preferably formed in the region of the conveying channel 619 in which the packaging material strand 611 engages with the feed wheel pair 613 and/or the discharge wheel pair 615.
- Fig. 5 shows a schematic representation of a device 601 for manufacturing a packaging material product 609 (in Fig. 5 not shown) from a fiber starting material, in particular from a paper cushioning strand formed in the device from a single or multi-layer paper web (in Fig. 5 not shown).
- the device has a cutting edge 605 of a cutting device for cutting the packaging material product 609 from a packaging material strand 611.
- a feed wheel pair 613 is arranged for conveying the packaging material strand 611.
- a discharge wheel pair 615 is arranged for discharging the packaging material strand 611.
- the in Fig. 5 The position of the cutting edge 605 shown is a schematic representation of the preferred cutting end position.
- the cutting edge 605 preferably moves purely translationally from a cutting start position in the cutting direction S to the cutting end position.
- the cutting direction S is particularly preferably transverse or orthogonal to the conveying direction F.
- the cutting edge can also be guided in such a way that it at least moves through the packaging material strand 611 in a translational manner, in particular in the cutting direction S, when separating the packaging material product 609.
- the cutting edge 605 can also be guided at least in such a way that it cuts the packaging material strand 611 in a translational manner transversely to the conveying direction when cutting.
- the cutting edge does not necessarily have to move translationally through the entire packaging material strand 611, but can in particular also move translationally only when cutting with the packaging material strand 611. It is preferred that the cutting direction S runs transversely, particularly preferably orthogonally, to the conveying direction F and/or runs horizontally.
- the device 601 has a conveyor channel 619 which is delimited by a boundary wall 617.
- the conveyor channel 619 particularly preferably extends in the conveying direction F at least between the two conveyor wheel pairs 613, 615. In a less preferred embodiment, the conveyor channel extends at least at the conveying direction height of the cutting device or the cutting edge 605. It is particularly important to delimit the conveyor channel 619, in particular immediately upstream and downstream of the cutting edge 605.
- the conveyor channel 619 is delimited by a boundary wall 617.
- a gap 629 is designed in the boundary wall 617 such that the cutting edge 605 can move into and out of the gap 627 without contact.
- the conveying channel In the conveying direction F upstream of the gap 629, the conveying channel is delimited by a wall section 621 which has an upstream counter edge 623 which delimits the gap upstream in the conveying direction F.
- the conveying channel 619 In the conveying direction downstream of the gap 629, the conveying channel 619 is delimited by a downstream wall section 625 which has a downstream counter edge 627 which delimits the gap 629 downstream in the conveying direction F.
- the cutting edge 605 is spaced apart from the downstream counter edge 627 and the upstream counter edge 623 when moving into and out of the gap 629 in the conveying direction F.
- Fig. 5 The particularly preferred embodiment is shown in which the cutting edge 605 moves from the cutting start position to the cutting end position purely translationally and orthogonally to the Conveying direction F, so that the distances of the counter edges 623, 627 to the cutting edge 605 in the conveying direction F are constant.
- the cutting edge can also move at an obtuse or acute angle transverse to the conveying direction F or partially rotate.
- the position of the cutting edge 605 when entering and exiting the gap is relevant for determining the distance between the cutting edge and the counter edge.
- the position of the cutting edge when entering and exiting the gap is identical.
- the entry into the gap 629 is defined by the position of the cutting edge 605 in which the cutting edge reaches the height of the first counter edge, here the upstream counter edge 623, when moving from a cutting start position to a cutting end position with the cutting tip 631.
- the exit from the gap 629 is in turn determined by the position of the cutting edge 605 in which the cutting tip 631 reaches the height of the second counter edge, here the downstream counter edge 627, when moving from the cutting start position to the cutting end position.
- the cutting edge moves into the gap without contact and also moves out of the gap 629 without contact.
- the distance between the upstream counter edge 623 and the cutting edge 605 when moving in and out of the gap is in Fig. 5 with the reference number a.
- the distance of the downstream counter edges 627 to the cutting edge when entering and exiting the gap 629 is shown in Fig. 5 with the reference number b.
- the preferred distance between the upstream counter edge 623 and the downstream counter edge 627 in the cutting direction is in Fig. 5 with the reference number c.
- the distance over which the cutting edge 605 moves beyond the upstream counter edge 623 when entering the gap in the cutting direction S is shown in Fig. 5 with the reference number d.
- the distance by which the cutting edge 605 extends beyond the downstream counter edge 627 during retraction and extension, particularly in the cutting end position, is shown in Fig. 5 marked with the reference number e.
- the device 601 can additionally have a retraction gap 633 formed in the boundary wall 617, which is designed such that the cutting edge can move in and out of the conveying channel 619, in particular without contact.
- the retraction gap 633 is preferably formed on a section of the boundary wall 617 opposite the gap in the cutting direction S.
- the retraction gap 633 and/or the section opposite the gap 629 are particularly preferably Section of the boundary wall 617 is designed like the gap 629 and/or like the wall sections surrounding the gap.
- conveying channel 619 is delimited in the conveying direction F upstream of the retraction gap 633 by an upstream wall section 621' which has an upstream counter edge 623' delimiting the retraction gap 633 upstream in the conveying direction.
- this is to be understood as meaning that the conveying channel 619 is delimited in the conveying direction F downstream of the retraction gap 633 by a downstream wall section 625' which has a downstream counter edge 627' delimiting the retraction gap 633 downstream in the conveying direction F.
- the cutting edge 605 is spaced apart from the upstream counter edge 623' in the conveying direction F when moving into and out of the gap and/or is spaced apart from the downstream counter edge 627' in the conveying direction F.
- downstream counter edge 627' and upstream counter edge 623' are spaced apart from one another in the cutting direction, in particular the downstream counter edge 627' is further spaced from the cutting tip 631 in a cutting end position in the cutting direction S than the upstream counter edge 623'.
- the distance between the upstream counter edge 623' and the downstream counter edge 627' in the cutting direction is in Fig. 5 under reference symbol c'.
- the distance between the cutting edge 605 when entering and exiting the retraction gap 633 to the upstream counter edge 623 is shown in Fig. 5 with the reference number a'.
- the distance between the downstream counter edge 627' and the cutting edge 605 when moving in and out of the retraction gap 633 is shown in Fig. 5 marked with the reference number b'.
- FIGS 6 to 9 show schematically the sequence of a preferred method for manufacturing a packaging material product 609.
- the conveying of the packaging material strand between two conveying devices in the form of conveyor wheel pairs 613, 615 is shown.
- the packaging material strand 611 is fed to a cutting device 603 via a feed wheel pair 613.
- only one cutting edge 605 of the cutting device 603 is indicated in the form of an arrow.
- the packaging material strand 611 is conveyed in the conveying direction F over the cutting edge 605 of the cutting device to a discharge device.
- the discharge device is shown here in the previously described preferred embodiment of a discharge wheel pair 615.
- the packaging material strand 611 is conveyed in the conveying direction until it comes into engagement with the discharge wheel pair 615.
- the feed wheel pair and the discharge wheel pair are each driven at a feed speed n zu and a discharge speed n ab .
- the speeds n zu and n ab can be set as desired both in terms of their level and in relation to one another.
- the Figures 6 to 9 show a preferred embodiment of a method for manufacturing packaging material products.
- This method relates to the manufacture of a packaging material product 609, in which a packaging material strand 611 is fed to a cutting device via a feed device 613, the packaging material product 609 is severed from the packaging material strand 611 using the cutting device 603 and the packaging material product 609 is removed via the removal device 615.
- the feed device 613 and the removal device 615 are used before the packaging material product 609 is separated, as described in particular in connection with Fig. 7 described, are driven and/or braked independently of one another such that the packaging material strand 611 is stretched between the conveying devices 613, 615.
- Fig. 7 shows a preferred embodiment of the tensioning of the packaging material strand 611, in which the feed wheel pair 613 is braked, in particular stopped, and the discharge wheel pair 615 is driven over a predetermined angle ⁇ ist,ab .
- the predetermined angle ⁇ ist,ab by which the driven discharge wheel 649 is rotated, is smaller than a target angle ⁇ soll,ab , with which the discharge wheel pair 615, in particular the driven discharge wheel 649, is driven.
- the difference between the predetermined angle ⁇ ist,ab and the target angle ⁇ soll,ab arises in particular because the feed wheel pair 613 is braked, in particular stopped, in such a way that the wheels 641, 301 of the feed wheel pair do not at least completely follow the rotational movement of the wheels 649, 315 of the discharge wheel pair.
- the wheels of the feed wheel pair 613 can also be rotated, in particular rotated by an angle ⁇ ist,zu, by the tension transmitted to the feed wheel pair 613 via the packaging material strand 611.
- the drive wheels 641, 301 are braked or stopped in such a way that the predetermined angle ⁇ ist,zu of the feed wheels is smaller than the predetermined angle ⁇ ist,ab of the discharge wheels, so that tension is created in the packaging material strand 611.
- Braking can be carried out, for example, by a drive driving the feed wheel pair 613 imparting a braking torque to the feed wheel pair 613 in the opposite direction to the conveying direction F.
- the feed wheel pair 613 can also be braked by stopping the feed wheel pair 613.
- the feed wheels 301, 641 of the feed wheel pair can be clamped against each other in such a way that even if the feed wheel pair is not driven at the time of clamping, there is a resistance to a rotational movement of the feed wheels, so that the feed wheels 641, 301 do not move over the entire path specified by the discharge wheel pair 615.
- the tensioning of the packaging material strand 611 can also be carried out in an analogous manner by braking, in particular stopping, the discharge wheel pair 615 and by driving the feed wheel pair 613 in the direction opposite to the conveying direction F.
- the tensioning can also be carried out by driving both feed wheel pairs at different speeds, or by driving the conveyor wheel pairs in different directions, in particular the feed wheel pair in the direction opposite to the conveying direction F and the discharge wheel pair 615 in the conveying direction F.
- Figure 8 shows the separation of the packaging material product 609 from the packaging material strand 611. The position shown is that in which the cutting edge 605 has already penetrated the packaging material strand 611, but has not yet completely severed it.
- the cutting edge 605 imparts a force in the cutting direction S to the packaging material strand 611, which imparts a torque to the conveyor wheels of the feed wheel pair 613 and the discharge wheel pair 615.
- the insertion of the cutting edge 605 into the packaging material strand 611 can also cause a rotational movement of the feed conveyor wheel pair by a differential angle ⁇ S,zu and/or the discharge conveyor wheel pair 615 by a differential angle ⁇ S,ab .
- the separation can thereby cause an increase in the difference between the target angles ⁇ S,zu , ⁇ S,ab and the predetermined actual angles ⁇ ist,zu and ⁇ ist,ab .
- Figure 9 shows a preferred state after the separation process, in which the packaging material strand 611 and the packaging material product 609 are preferably located centrally in the conveying channel, in particular outside the gap 629.
- This state can be achieved in particular by setting the target angles ⁇ soll,zu and ⁇ soll,ab as a result of the separation of the packaging material product and thereby conveying the packaging material product 609 in the conveying direction F and/or the packaging material strand 611 in the direction opposite to the conveying direction F, in particular pulling it out of the gap 629.
- a mechanism in particular an automatic one, for avoiding packaging material blockages can be integrated into a method and/or into a device for producing packaging material.
- this mechanism can be individually adjusted depending on the fiber starting material to be processed and the desired packaging material product to be produced by adjusting the target angles and, if necessary, the braking torques.
Landscapes
- Making Paper Articles (AREA)
Description
- Die Erfindung betrifft eine Vorrichtung zum Fertigen eines Verpackungsmaterialerzeugnisses aus einem Faserausgangsmaterial, wie einer ein- oder mehrlagigen Papierbahn oder einer Wellpappenbahn, insbesondere aus Recyclingpapier. Außerdem betrifft die Erfindung Verfahren zum Fertigen eines Verpackungsmaterialerzeugnisses. Gattungsgemäße Vorrichtungen werden beispielsweise in Logistikzentren als ortsveränderliche, mobile Einheit aufgestellt, um beim Verpacken eines Gegenstands längenkonfektionierte Verpackungsmaterialerzeugnisse bereitzustellen. Unter Verpackungsmaterialstrang kann insbesondere ein Papierpolsterstrang gemeint sein, der aus einer im Vergleich zum Papierpolsterstrang raumsparenden ein- oder mehrlagigen Papierbahn, insbesondere aus Recyclingpapier, in Form einer Materialbahnrolle oder eines zick-zack-gefalteten Verpackungsmaterialstapels, der auch als Leporello-Stapel bezeichnet wird, gewonnen wird. Zur Fertigung des Papierpolsterstrangs wird die Papierbahn von einer Rolle oder einem Leporello-Stapel abgezogen und derart umgeformt, dass sich Lufteinschlüsse bilden, die eine Dämpfung zwischen dem zu verpackenden Gegenstand und der Außenverpackung bewirken. Unter Verpackungsmaterialerzeugnis kann insbesondere ein Papierpolstererzeugnis, insbesondere einer bestimmten Länge, verstanden werden, dass von einem Papierpolsterstrang abgetrennt wurde. Unter Verpackungsmaterialstrang kann aber auch insbesondere eine Wellpappenbahn verstanden werden. Im Fall der Wellpappenbahn kann das Verpackungsmaterialerzeugnis ein Wellpappenbahnabschnitt sein, das von der Wellpappenbahn abgetrennt wurde. Wellpappenbahnabschnitte werden aus Nachhaltigkeitsgründen bevorzugt ebenfalls aus Recyclingpapier hergestellt.
- Eine Vorrichtung zum Fertigen eines Verpackungsmaterialerzeugnisses ist beispielsweise aus
DE 697 35 564 T2 bekannt. Darin wird eine Papierbahn über eine Umformstation in einen dreidimensionalen Verpackungsmaterialstrang umgeformt und dem Verpackungsmaterialstrang über ein Deformationsradpaar eine gewisse Formstabilität gegeben. Anschließend werden mit einer Scherenschnittanordnung Verpackungsmaterialerzeugnisse von dem Deformationsradpaar abgetrennt, die anschließend über eine Sicherheitsausgaberutsche aus der Vorrichtung abgeführt werden. Für die Abförderung der Verpackungsmaterialerzeugnisse können in der Sicherheitsrutsche Förderräder vorgesehen sein. - Nachteilig an solchen Vorrichtungen ist, dass die Scherenschnittanordnung zum einen verschleißanfällig ist und zum anderen die Bildung von Schneidschipseln bedingt. Ferner hat sich gezeigt, dass der Verpackungsmaterialstrang und das Verpackungsmaterialerzeugnis zwischen den kooperierenden Schneiden der Scherenschnittanordnung eingeklemmt werden und dadurch ein Verstopfen der Vorrichtung hervorrufen kann. Ein weiterer Nachteil besteht darin, dass der Verschleiß der Scherenschnittanordnung hohe Austauschraten der Schneiden erfordert, um ein zuverlässiges Abtrennen des Verpackungsmaterials zu gewährleisten.
- Um diesen Problemen von bekannten Vorrichtungen zu begegnen, schlägt
DE 10 2014 016 874 A1 eine gattungsgemäße Vorrichtung zum Fertigen eines Verpackungsmaterialerzeugnisses vor. Diese umfasst einen Rotationsschneider und jeweils ein dem Rotationsschneider vorgelagertes und nachgelagertes Förderradpaar. Zur Erhöhung der Präzision beim Abtrennen des Polstermaterials und zur Reduzierung des Verschleißes an dem Rotationsschneider wird vorgeschlagen die zwei Förderradpaare derart aufeinander abzustimmen, dass das Polstermaterial vor dem Schnitt unter Spannung steht. Dies wird insbesondere durch unterschiedliche Fördergeschwindigkeiten der zwei Förderradpaare oder durch temporäres Erhöhen des Abstandes zwischen beiden Förderradpaaren erreicht. Ferner konnte insbesondere durch eine höhere Fördergeschwindigkeit des dem Rotationsschneider in Förderrichtung nachgelagerten Förderradpaares und durch einen Rotationsschneider mit Abstreifvorrichtung das Risiko reduziert werden, dass Verstopfungen in der Vorrichtung auftreten. - Nachteilig an der gattungsgemäßen Vorrichtung ist die Komplexität derselben. Zum einen bringt die Verwendung eines Rotationsschneiders mit Abstreifvorrichtung große Herstellungs- und Wartungskosten mit sich. Zum anderen birgt das bekannte Konzept einen erhöhten Entwicklungsaufwand bei der Entwicklung neuer Vorrichtungen für bestimmte Papiermaterialien und bestimmte Formen eines Verpackungsmaterialerzeugnisses. So müssen die Kinematik und die zwischen Schneide und Abstreifer beim Abtrennen auftretenden Kräfte bereits bei der Auslegung der Vorrichtung berücksichtigt werden. Ferner bieten die rotierenden Teile des Abstreifers und des Rotationsschneiders einerseits Staubfangflächen und sind andererseits anfällig für Blockaden durch Staubablagerung. Auch der elastische Abstreifer droht bei zu viel Staubablagerung porös zu werden oder an Elastizität einzubüßen, was sich negativ auf die Staubildungsgefahr auswirken kann. Ein weiterer Nachteil besteht darin, dass, sofern trotz der vorgeschlagenen Maßnahmen, Papierstau auftritt, dieser nur durch manuellen Eingriff einer Bedienperson beseitigt werden kann, was zum einen die für die Staubeseitigung erforderliche Zeit erhöhen kann und zum anderen erhöhte Anforderungen an Sicherheitsvorschriften für die Vorrichtung mit sich bringt.
- Aus
US 2007/117703 A1 ist eine Vorrichtung zum Herstellen von Verpackungsmaterial bekannt, bei der eine Schneidvorrichtung zwischen zwei Förderradpaaren angeordnet ist, wobei die Schneidvorrichtung eine translatorisch verfahrende Schneide aufweist. Eine weitere Vorrichtung mit zwischen zwei Förderradpaaren angeordneter Schneidvorrichtung ist ausUS 6 168 560 B1 bekannt. - Es ist Aufgabe der Erfindung, die Nachteile des Standes der Technik zu überwinden, insbesondere eine Vorrichtung zum Fertigen eines Verpackungsmaterialerzeugnisses aus einem Faserausgangsmaterial und ein Verfahren zum Fertigen eines Verpackungsmaterialerzeugnisses bereitzustellen, wobei der Entwicklungs-, Fertigungs-und/oder Wartungsaufwand für die Vorrichtung reduziert werden und das Risiko der Staubildung und/oder der Staubablagerung in der Vorrichtung nicht erhöht, insbesondere reduziert, werden soll und/oder die Staubeseitigung erleichtert, insbesondere sicherer gemacht, werden soll.
- Diese Aufgabe wird gelöst durch den Gegenstand des unabhängigen Anspruchs 1. Gemäß der vorliegenden Erfindung umfasst die Vorrichtung zum Fertigen eines Verpackungsmaterialerzeugnisses aus einem Faserausgangsmaterial, wie einer ein- oder mehrlagigen Papierbahn oder einer Wellpappenbahn, insbesondere aus Recyclingpapier, eine Ablängvorrichtung zum Abtrennen des Verpackungsmaterialerzeugnisses von einem Verpackungsmaterialstrang, wie einer Wellpappenbahn oder einem in der Vorrichtung aus dem Faserausgangsmaterial umgeformten, dreidimensionalen Papierpolsterstrang . Ferner ist erfindungsgemäß ein der Ablängvorrichtung in Förderrichtung flussaufwärts angeordnetes Zuförderradpaar zum Fördern des Verpackungsmaterialstrangs und ein der Ablängvorrichtung in Förderrichtung flussabwärts angeordnetes Abförderradpaar zum Abfördern des Verpackungsmaterialstrangs vorgesehen.
- Das Verpackungsmaterialerzeugnis ist insbesondere aus Recyclingpapier hergestellt. Recyclingpapier sind insbesondere Papiermaterialien mit einem geringen Anteil (weniger als 50%) an frischfaserhaltigem Papiermaterial. Insbesondere Papiermaterialien, die 70% bis 100% Altpapier enthalten, sind bevorzugt. Das Recyclingpapier im Sinne dieser Erfindung soll Papiermaterial sein, das einen Zugfestigkeitsindex längs zur Maschinenlaufrichtung von höchstens 90 Nm/g aufweisen kann, vorzugsweise eine Zugfestigkeit von 15 Nm/g bis 60 Nm/g und einen Zugfestigkeitsindex quer zur Maschinenlaufrichtung von höchstens 60 Nm/g aufweisen kann, vorzugsweise eine Zugfestigkeit von 5 Nm/g bis 40 Nm/g . Zur Bestimmung der Zugfestigkeit bzw. des Zugfestigkeitsindex kann eine Norm DIN EN ISO 1924-2 oder DIN EN ISO 1924-3 herangezogen werden. Zudem oder alternativ kann eine Recyclingpapiereigenschaft oder Altpapiereigenschaft durch den sogenannten Berstwiderstand charakterisiert werden. Ein Material in diesem Sinne ist Recyclingpapier mit einem Berstindex von höchstens 3,0 kPa*m^2/g, vorzugsweise mit einem Berstindex von 0,8 kPa*m^2/g bis 2,5 kPa*m^2/g. Zur Bestimmung des Berstindex wird die Norm DIN EN ISO 2758 herangezogen. Weiterhin weist das Verpackungsmaterial eine flächenbezogene Masse von insbesondere 40 g/m^2 bis max. 140 g/m^2 auf. Das Faserausgangsmaterial kann insbesondere eine ein- oder mehrlagige Papierbahn oder eine Wellpappenbahn sein. Ferner kann das Faserausgangsmaterial als Materialbahnrolle oder als zick-zack-gefalteter Verpackungsmaterialstapel vorliegen, der auch als Leporello-Stapel bezeichnet wird.
- Insbesondere betrifft die im Zusammenhang mit der vorliegenden Erfindung beschriebene Vorrichtung eine Polstermaterialerzeugungsvorrichtung. Unter einer Polstermaterialerzeugungsvorrichtung ist insbesondere ein Vorrichtung zu verstehen, bei der aus einer ein- oder mehrlagigen Bahn von Ausgangsmaterial, insbesondere aus einer ein- oder mehrlagigen Papierbahn, ein dreidimensionaler Polsterstrang, insbesondere ein dreidimensionaler Papierpolsterstrang, erzeugt wird.
- Vorzugsweise ist die Vorrichtung eine Vorrichtung zum Fertigen eines Verpackungsmaterialerzeugnisses in Form eines dreidimensionalen Papierpolstererzeugnisses. Dabei wird vorzugsweise eine ein- oder mehrlagige Papierbahn in einen Papierpolsterstrang umgeformt und anschließend über die Ablängvorrichtung das Papierpolstererzeugnis von dem Papierpolsterstrang abgetrennt. Für die Umformung in den Papierpolsterstrang ist vorzugsweise eine Umformvorrichtung vorgesehen, die vorzugsweise in Förderrichtung flussaufwärts des Zuförderradpaares angeordnet ist. Die Umformvorrichtung kann beispielsweise ein trichterförmiger Wandungsabschnitt der Vorrichtung sein, der sich in Förderrichtung zum Zuförderradpaar hin verjüngt. Alternativ oder zusätzlich kann eine separate Umformvorrichtung, wie ein Umformtrichter in Förderrichtung stromaufwärts des Zuförderradpaars an die Vorrichtung und/oder an den trichterförmigen Wandungsabschnitt der Vorrichtung angebracht sein. Alternativ oder zusätzlich kann eine Umformvorrichtung in Förderrichtung stromabwärts der Ablängvorrichtung vorgesehen sein. Eine derartige stromabwärts der Ablängvorrichtung angeordnete Umformvorrichtung kann beispielsweise durch einen trichterförmigen Wandungsabschnitt der Vorrichtung ausgebildet sein, der sich in Förderrichtung verjüngt. Vorzugsweise ist eine stromabwärts der Ablängvorrichtung angeordnete Umformvorrichtung zwischen der Ablängvorrichtung und dem Abförderradpaar angeordnet, schließt insbesondere in Förderrichtung an das Abförderradpaar an.
- Ferner umfasst die Ablängvorrichtung vorzugsweise eine Führung, die die Schneide derart führt, dass sie den Materialpolsterstrang im Schnitteingriff, translatorisch durchtrennt. Unter dem Schnitteingriff ist insbesondere der Zeitpunkt zu verstehen, indem die Schneide in den Materialstrang eintaucht. Besonders bevorzugt taucht die Schneide im Schnitteingriff über ihre gesamte Tiefe in den Materialstrang ein. Darunter ist insbesondere zu verstehen, dass die Schneide in der Tiefe gerade verläuft, insbesondere die Spitze der Schneide sich in der Tiefe auf einer Schneidrichtungshöhe erstreckt. Durch das eintauchen der Schneide über ihre gesamte Tiefe im Schnitteingriff kann insbesondere gewährleistet werden, dass der Verpackungsmaterialstrang möglichst gleichmäßig, insbesondere zeitgleich, über die in Tiefenrichtung gesamte Erstreckung des Verpackungsmaterialstrangs durchtrennt wird. Dadurch wird insbesondere das Reißen des Papierpolsterstrangs beim Abtrennen reduziert, vorzugsweise vermieden.
- Unter Tiefenrichtung ist insbesondere die Richtung zu verstehen, die quer, insbesondere orthogonal, zur Schneidrichtung und zur Förderrichtung verläuft.
- Reißen tritt insbesondere dann auf, wenn der Materialstrang vor dem Durchtrennen mit einer Spannung beaufschlagt wird. So kann beispielsweise das Trennen allein durch Aufbringen einer hohen Spannung realisiert werden, aufgrund derer der Materialstrang reißend durchtrennt wird. Allerdings entsteht beim Reißen gegenüber dem Schneiden mit einer Schneide vermehrt Staub, den es insbesondere aus sicherheitstechnischen Gründen und Wartungsgründen zu vermeiden gilt. Aber auch beim Schneiden mit einer Schneide kann der Verpackungsmaterialstrang zu einem gewissen Maß reißen. Beispielsweise tritt Reißen auf, wenn der Verpackungsmaterialstrang vor dem Abtrennen unter Spannung gesetzt wird und die Schneide, wie beispielsweise beim Scherenschnitt, in der über eine Seite in den Materialstrang eintaucht und das Material über den Schneidvorgang in Tiefenrichtung durchtrennt. Ab einem gewissen Fortschritt der Durchtrennung, insbesondere in Tiefenrichtung, kann die Spannung in dem Verpackungsmaterialstrang zum Reißen des noch nicht geschnittenen Abschnitts führen. Dadurch, dass die Schneide in Tiefenrichtung möglichst im Schnitteingriff über die gesamte Tiefe des Materialstrangs in diesen eintaucht, kann daher insbesondere die Staubbildung reduziert werden. Durch das translatorische Durchtrennen des Verpackungsmaterialstrangs im Schnitteingriff quer zur Förderrichtung wird der Materialstrang quer zur Förderrichtung insbesondere mit einer Schneidekraft beaufschlagt. Diese Schneidkraft kann vorzugsweise, insbesondere vor dem eigentlichen Durchtrennen, ein Spannen des Verpackungsmaterialstrangs zwischen den Förderradpaaren bewirken. Insbesondere bei der Ausführung, in der die Schneide derart ausgebildet und/oder geführt ist, dass sie gleichmäßig, insbesondere zeitgleich, über die gesamte Tiefe des Papierpolsterstrangs eindringt, kann die vor dem eigentlich Durchtrennen auf den Papierpolsterstrang aufgebrachte Schneidkraft erhöht und somit insbesondere die Spannung des Verpackungsmaterialstrangs erhöht werden. Gegenüber Rotationsschneidern oder scherenartig kooperierenden Schneiden weist eine translatorisch geführte Schneide quer zur Förderrichtung den Vorteil auf, dass auch die aufgebrachte Kraft quer zur Förderrichtung, vorzugsweise orthogonal zur Förderrichtung, auf den Verpackungsmaterialstrangs wirkt und diesen zwischen den Förderradpaaren spannt.
- Es hat sich als besonders bevorzugt herausgestellt, dass die Schneide beim Verfahren aus einer Schneidstartstellung in eine Schneidendstellung rein translatorisch verfährt.
- Besonders bevorzugt durchtrennt und/oder durchfährt die Schneide den Verpackungsmaterialstrang und/oder den Förderkanal quer, vorzugsweise orthogonal, zu dem sich zwischen den Förderradpaaren erstreckenden Verpackungsmaterialstrang. Ferner hat es sich als vorteilhaft herausgestellt, die Ablängvorrichtung frei einer Gegenschneide auszuführen. Dadurch können insbesondere die Entwicklungskosten und die Wartungskosten für die Vorrichtung reduziert werden, da das Zusammenwirken von Schneide und Gegenschneide in der Regel das Einhalten von engen Toleranzen erfordert. Dies erhöht auch die Anforderungen an die Führung der Schneide und/oder der Gegenschneide zueinander, sodass durch das gegenschneidfreie abtrennen abermals die Herstellungs- und Wartungskosten reduziert werden können. Ferner kann durch den Einsatz einer Gegenschneide der Verschleiß der Schneiden verstärkt werden. Darüber hinaus kann es insbesondere aufgrund des engen Zusammenwirkens zwischen Schneide und Gegenschneide zu vermehrten Auftreten von Verpackungsmaterialverstopfungen kommen. Durch das translatorische Durchtrennen des Verpackungsmaterialstrangs quer zur Förderrichtung kann insbesondere die Gegenschneide durch Spannen des Verpackungsmaterialstrangs kompensiert werden. Da das Spannen des Verpackungsmaterialstrangs insbesondere das Abtrennen unterstützt, sinken insbesondere die Anforderungen an die Qualität der Schneide. So können insbesondere günstigere Schneiden, beispielsweise geringerer Härte, eingesetzt werden, insbesondere ohne die Standzeiten der Schneide zu verringern, sodass die Fertigungs- und Wartungskosten für die Vorrichtung reduziert sind.
- Mit dem über die Zeit zwangsläufig eintretenden Verschleiß der Schneide kann sich insbesondere das Verhältnis zwischen Schneiden und Reißen beim Abtrennen des Verpackungsmaterialzeugnisses hin zum Reißen verschieben, was insbesondere die Staubbildung fördern kann. Ein Vorteil der Verwendung von Schneidzacken liegt insbesondere darin, dass durch die in Schneidrichtung spitz zulaufende Form der Zacken auch bei eine abgestumpften Schneide noch ein Eindringen in den Verpackungsmaterialstrangs gewährleistet werden kann. Dadurch kann insbesondere vermieden werden, dass zum aufrechterhalten des Abtrennens die Spannung in dem Verpackungsmaterialstrangs übermäßig erhöht werden muss, sodass eine übermäßige Staubbildung vermieden werden kann. Die Verwendung von Schneidzacken ermöglicht insbesondere einerseits, dass ein Eintauchen in den Verpackungsmaterialstrangs über die gesamte der Tiefe im Schnitteingriff realisiert werden kann, und somit insbesondere bei neuen, scharfen Schneiden ein möglichst staubfreies Abtrennen ermöglicht wird. Andererseits ermöglichen die Schneidzacken gegenüber einer glatten Schneide, dass auch bei abgestuften Schneiden noch ein Eindringen in den Papierpolsterstrang und dadurch ein möglichst staubfreies Schneiden ermöglicht wird.
- Erfindungsgemäß umfasst die Vorrichtung einen sich zumindest auf Förderrichtungshöhe der Ablängvorrichtung in Förderrichtung erstreckenden Förderkanal, der durch eine Begrenzungswandung begrenzt ist. Außerdem umfasst die Vorrichtung gemäß der vorliegenden Erfindung einen in der Begrenzungswandung ausgebildeten Spalt, der derart ausgestaltet ist, dass eine Schneide der Ablängvorrichtung kontaktfrei in den Spalt ein- und ausfahren kann. Unter einem kontaktfreien Ein- und Ausfahren in den Spalt ist insbesondere zu verstehen, dass die Schneide kontaktfrei gegenüber den den Spalt in Förderrichtung begrenzenden Konterkanten verbleibt.
- Vorzugsweise ist der Spalt auf Förderrichtungshöhe der Ablängvorrichtung ausgebildet.
- Besonders bevorzugt ist der Spalt derart ausgebildet, dass die Schneide den Verpackungsmaterialstrang im Schnitteingriff translatorische Durchtrennen, insbesondere rein translatorisches aus einer Schneidstartstellung in eine Schneidendstellung Verfahren, kann und kontaktfrei in den Spalt ein- und ausfahren kann, insbesondere die Schneidespitze der Schneide den Förderkanal kontaktfrei verlassen kann.
- Der Spalt ist insbesondere eine längliche Öffnung. Darunter ist insbesondere zu verstehen, dass die Erstreckung des Spaltes in eine Spaltlängsrichtung deutlich größer ist als in die anderen Richtungen. Die Spaltlängsrichtung entspricht insbesondere der Tiefenrichtung. Insbesondere erstreckt sich der Spalt in Tiefenrichtung um wenigstens 200 %, 300%, 400% oder 500 % der Spalterstreckung in Schneidrichtung und in Förderrichtung. Insbesondere erstreckt sich der Spalt in Tiefenrichtung über wenigstens 60 %, 80 %, 90% oder 95%, insbesondere wenigstens 100%, der Erstreckung des Förderkanals, der Schneide, des flussaufwärtigen Wandungsabschnitts und/oder des flussabwärtigen Wandungsabschnitt in Tiefenrichtung. In Förderrichtung erstreckt sich der Spalt insbesondere zwischen der flussaufwärtigen und der flussabwärtigen Konterkante. In Schneidrichtung erstreckt sich der Spalt insbesondere zwischen der dem Förderkanal zugewandten Begrenzungsfläche der Begrenzungswandung, insbesondere der Begrenzungsfläche des stromaufwärtigen Wandungsabschnitts, der den Förderkanal in Schneidrichtung begrenzt, und der dem Förderkanal abgewandten Fläche, insbesondere Außenfläche, der Begrenzungswandung, insbesondere der dem Förderkanal abgewandten Fläche des stromabwärtigen Wandungsabschnitts, der den Förderkanal in Schneidrichtung begrenzt. Insbesondere erstreckt sich der Spalt in Schneidrichtung und/oder in Förderrichtung um höchsten 50%, 30%, 20 % oder 10 % der Erstreckung des Spaltes in Tiefenrichtung. Unter dem Einfahren der Schneide in den Spalt ist insbesondere ein Verfahren der Schneide in Schneidrichtung über die dem Förderkanal zugewandte Begrenzungsfläche der Begrenzungswandung, insbesondere des den Förderkanal in Schneidrichtung begrenzenden flussaufwärtigen Wandungsabschnitts, hinaus zu verstehen. Unter dem Ausfahren der Schneide aus dem Spalt ist insbesondere ein Verfahren der Schneide in Schneidrichtung über die dem Förderkanal abgewandte Außenfläche der Begrenzungswandung, insbesondere des den Förderkanal in Schneidrichtung begrenzenden flussabwärtigen Wandungsabschnitts, hinaus zu verstehen. Insbesondere durch den Versatz der stromabwärtigen Konterkante zu der stromaufwärtigen Konterkante in Schneidrichtung kann die Spalterstreckung in Schneidrichtung vergrößert werden. Ein Verfahren der Schneide aus dem Förderkanal heraus wird insbesondere dann erreicht, wenn die Schneide, insbesondere die Schneidspitze, über die den Förderkanal in Schneidrichtung begrenzende Begrenzungswand, insbesondere die dem Förderkanal in Schneidrichtung zugewandte Begrenzungsfläche der flussaufwärtigen und/oder flussabwärtigen Begrenzungswandung, hinaus verfährt.
- Unter Förderrichtungshöhe der Ablängvorrichtung ist insbesondere die Höhe in Förderrichtung gemeint, auf der die Schneide, insbesondere die Schneidspitze, der Ablängvorrichtung sich im Schnitteingriff mit dem Verpackungsmaterialstrang befindet. Vorzugsweise verfährt die Schneide auf der Förderrichtungshöhe der Ablängvorrichtung rein translatorisch in Schneidrichtung, wobei die Schneidrichtung vorzugweise quer, insbesondere orthogonal, zur Förderrichtung verläuft. Der Förderkanal auf Förderrichtungshöhe der Ablängvorrichtung erstreckt sich in Förderrichtung insbesondere stromabwärts und stromaufwärts der Schneide, besonders bevorzugt wenigstens bis zu den Förderradpaaren. Dabei wird der Förderkanal insbesondere von der Begrenzungswandung begrenzt. Vorzugsweise umschließt die Begrenzungswandung den Förderkanal stromaufwärts und/oder stromabwärts der Ablängvorrichtung umfänglich. Darunter ist insbesondere zu verstehen, dass der Förderkanal in Förderrichtung offen und in Schneidrichtung sowie in der Tiefe der Vorrichtung von der Begrenzungswandung begrenzt, insbesondere umschlossen ist. Beispielsweise kann die Begrenzungswandung sich in Schneidrichtung und/oder in Tiefenrichtung gegenüberliegende Wandungsabschnitte aufweisen, die den Förderkanal begrenzen. Der Förderkanal muss jedoch nicht zwangsläufig von der Begrenzungswandung umschlossen werden. Er kann beispielsweise auch durch zwei sich gegenüberliegende, insbesondere parallel zueinander verlaufende, Wandungen in Schneidrichtung oder in Tiefenrichtung, gebildet sein, während der Förderkanal in der jeweils anderen Richtung offen ist. Besonders bevorzugt wird der Förderkanal von sich gegenüberliegenden, vorzugsweise sich parallel zueinander erstreckenden, oberen und unteren Wandungsabschnitten begrenzt, die den Förderkanal in Tiefenrichtung begrenzen. Besonders bevorzugt erstrecken sich die oberen und unteren Wandungsabschnitte in Förderrichtung zwischen den Förderradpaaren, insbesondere wenigstens von dem Zuförderradpaar bis zu dem Abförderradpaar. Vorzugsweise wird die Schneide insbesondere auf Höhe der Ablängvorrichtung in Förderrichtung über die oberen und unteren Wandungsabschnitte geführt, insbesondere beim Verfahren aus einer Schneidstartstellung eine Schneidendstellung.
- Insbesondere umfasst die Begrenzungswandung einen flussaufwärtigen Wandungsabschnitt. Insbesondere ist der Förderkanal in Förderrichtung flussaufwärts des Spaltes von dem flussaufwärtigen Wandungsabschnitt begrenzt, der eine den Spalt in Förderrichtung flussaufwärts begrenzende flussaufwärtige Konterkante aufweist. Insbesondere begrenzt der flussaufwärtigen Wandungsabschnitt den Förderkanal in Schneidrichtung. Insbesondere erstreckt sich der flussaufwärtige Wandungsabschnitt ausgehend vom Spalt in die zur Förderrichtung entgegengesetzte Richtung und in Tiefenrichtung. Insbesondere erstreckt sich der flussaufwärtige Wandungsabschnitt ausgehend vom Spalt in die zur Förderrichtung entgegengesetzte Richtung um wenigstens 40 %, 60 %, 80 % oder 100 % des Abstandes zwischen dem Spalt und einer, insbesondere beider, Rotationsachse des Zuförderradpaares in Förderrichtung. Insbesondere erstreckt sich der flussaufwärtige Wandungsabschnitt in Tiefenrichtung um wenigstens 100 %, 120 %, 140 %, 160 % 180 % oder 200 % der Erstreckung des Zuförderradpaares in Tiefenrichtung. Insbesondere erstreckt sich der flussaufwärtige Wandungsabschnitt in Tiefenrichtung um wenigstens 60 %, 80 %, 100 %, 120 % oder 140 % der Erstreckung des Verpackungsmaterialstranges in Tiefenrichtung. Insbesondere erstreckt sich der flussaufwärtige Wandungsabschnitt in Tiefenrichtung und in zur Förderrichtung entgegensetzten Richtung derart, dass ein Austritt des Verpackungsmaterialstranges in Schneidrichtung aus dem Förderkanal heraus zwischen dem Spalt und dem Zuförderradpaar verhindert wird. Insbesondere begrenzt der flussaufwärtige Wandungsabschnitt den Förderkanal in Schneidrichtung derart, dass ein Verfangen des Verpackungsmaterialstranges mit den Rotationsachsen des Zuförderradpaares verhindert wird. Insbesondere sind die Rotationsachsen des Zuförderradpaares außerhalb des Förderkanals angeordnet. Insbesondere erstreckt sich der flussaufwärtige Wandungsabschnitt, der den Förderkanal in Schneidrichtung begrenzt, in Tiefenrichtung und in die zur Schneidrichtung entgegengesetzte Richtung vollflächig. Beispielsweise kann der flussaufwärtige Wandungsabschnitt sich als durchgehende Wandung flächig über wenigstens 40%, 60%, 80% oder 100 % der Breite des Förderkanals in Tiefenrichtung und ausgehend vom Spalt in die zur Förderrichtung entgegengesetzte Richtung über wenigstens 40%, 60%, 80% oder 100 % des Abstandes zwischen dem Spalt und den Rotationsachsen des Zuförderradpaares erstrecken.
- Insbesondere umfasst die Begrenzungswandung zwei einander in Schneidrichtung gegenüberliegende flussaufwärtige Wandungsabschnitte. Insbesondere ist ein erster der zwei flussaufwärtigen Wandungsabschnitte gemäß einem oder mehreren der zuvor beschriebenen Merkmale ausgestaltet. Insbesondere begrenzt der zweite der zwei flussaufwärtige Wandungsabschnitte den Förderkanal in die zur Schneidrichtung entgegengesetzte Richtung. Insbesondere ist der zweite flussaufwärtige Wandungsabschnitt gemäß einem oder mehreren der zuvor beschriebenen Merkmale des flussaufwärtigen Wandungsabschnitts ausgestaltet. Insbesondere sind die zwei flussaufwärtigen Wandungsabschnitte in Schneidrichtung um wenigstens 100%, 120% oder 150% und/oder um höchstens 400%, 300%, 250% oder 200 % der Erstreckung des Verpackungsmaterialstrangs in Schneidrichtung voneinander beabstandet. Insbesondere erstrecken sich die zwei flussaufwärtigen Wandungsabschnitte in Schneidrichtung zwischen den Rotationsachsen des Zuförderradpaares.
- Insbesondere wird der Förderkanal in Förderrichtung zwischen den Rotationsachsen des Zuförderradpaares und dem Spalt von den zwei flussaufwärtigen Wandungsabschnitten begrenzt. Insbesondere erstrecken sich zwei flussaufwärtige Wandungsabschnitte in Förderrichtung und in Tiefenrichtung derart flächig, dass Sie einen Austritt des Verpackungsmaterialstrangs aus dem Förderkanal verhindern. Der Förderkanal wird insbesondere durch den Raum gebildet, den der Verpackungsmaterialstrang bei der Fertigung des Verpackungsmaterialerzeugnisses zwischen dem Zuförderradpaar und dem Abförderradpaar durchfährt. Der Förderkanal erstreckt sich in Schneidrichtung und in Tiefenrichtung insbesondere über wenigstens 100%, 120%, 140% oder 160% der Erstreckung des Verpackungsmaterialstrangs in Schneidrichtung und in Tiefenrichtung. Insbesondere erstreckt sich der Förderkanal in Schneidrichtung maximal über die Erstreckung der Zuförderradpaare, vorzugsweise über weniger als 100%, 90% oder 80% der Erstreckung beider Förderräder des Zuförderradpaares in Schneidrichtung.
- In einer bevorzugten Ausführungsform ist der Förderkanal zusätzlich durch zwei sich in Tiefenrichtung gegenüberliegende flussaufwärtige obere und untere Wandungsabschnitte begrenzt. Die oberen und unteren Wandungsabschnitte können insbesondere Führungsflächen für die Schneide bereitstellen. Ferner können die oberen und unteren Wandungsabschnitte als Montagewandungen zur Befestigung des Zuförderradpaares eingesetzt werden. Insbesondere begrenzen der obere und der untere flussaufwärtige Wandungsabschnitt den Förderkanal in Tiefenrichtung. Die flussaufwärtigen oberen und unteren Wandungsabschnitte können insbesondere in Tiefenrichtung an den flussaufwärtigen Wandungsabschnitt, insbesondere an beide flussaufwärtige Wandungsabschnitte, anschließen, die den Förderkanal in Schneidrichtung begrenzen. Insbesondere kann der Förderkanal durch drei flussaufwärtige Wandungsabschnitte begrenzt werden, die flussaufwärts des Spaltes eine U-förmige Begrenzungswandung bilden, insbesondere durch einen den Förderkanal in Schneidrichtung begrenzenden Wandungsabschnitt und zwei den Förderkanal in Tiefenrichtung begrenzenden Wandungsabschnitte. Besonders bevorzugt wird der Förderkanal durch vier flussaufwärtige Wandungsabschnitte begrenzt, die flussaufwärts des Spaltes einen im Wesentlichen geschlossenen Profilquerschnitt bilden. Insbesondere bilden die vier flussaufwärtigen Wandungsabschnitte flussaufwärts des Spaltes eine eckige, insbesondere rechteckige, flussaufwärtige Begrenzungswandung, die den Förderkanal flussaufwärts des Spaltes in Schneidrichtung und in Tiefenrichtung im Wesentlichen umschließt. Unter im Wesentlichen ist in diesem Zusammenhang insbesondere zu verstehen, dass die Begrenzungswandung den Förderkanal zwischen dem Zuförderradpaar und dem Spalt in Tiefenrichtung und in Schneidrichtung zu wenigstens 70%, 80%, 90% oder 95% umschließt. Besonders bevorzugt ist der Förderkanal zwischen dem Zuförderradpaar und dem Spalt in Tiefenrichtung und in Schneidrichtung zu 100 % von der flussaufwärtigen Begrenzungswandung umschlossen. Vorzugsweise ist der Spalt, insbesondere in den zur Schneidrichtung orthogonalen Richtungen, derart ausgestaltet, dass der Verpackungsmaterialstrang und/oder das Verpackungsmaterialerzeugnis sich nicht in dem Spalt verklemmen. Um dies zu verhindern haben sich die nachfolgend beschriebene Ausgestaltungen des Spaltes als vorteilhaft erwiesen.
- Gemäß einer vorteilhaften Ausführungsform der vorliegenden Erfindung ist der Förderkanal in Förderrichtung flussaufwärts des Spaltes von einem flussaufwärtigen Wandungsabschnitt begrenzt, der eine den Spalt in Förderrichtung flussaufwärts begrenzende flussaufwärtige Konterkante aufweist.
- Die flussaufwärtige Konterkante unterscheidet sich insbesondere dadurch von einer Gegenschneide, dass diese beim ein und Ausfahren der Schneide in den Spalt einen Mindestabstand, von wenigstens 0,1 mm, 0,3 mm, 0,5 mm, 0,7 mm, 1,0 mm, 2 mm, 3 mm oder 5 mm aufweist. Je nach Spannung, unter der der Verpackungsmaterialstrang beim Schneiden steht, und/oder Schärfe der Schneide und/oder Ausgestaltung des Förderkanals unterscheidet sich die Konterkante vorzugsweise dadurch von einer Gegenschneide, dass der Verpackungsmaterialstrang beim Abtrennen des Verpackungsmaterialzeugnisses kontaktfrei gegenüber der stromaufwärtigen Konterkante ist. Insbesondere bei stumpfen Schneiden kann die stromaufwärtige Konterkante jedoch vorzugsweise auch eine das Abtrennen unterstützende Anlagekante bilden. Alternativ oder zusätzlich ist der Abstand in Förderrichtung und in zur Förderrichtung entgegengesetzten Richtung zwischen der Schneide und der flussaufwärtigen und/oder der flussabwärtigen Konterkante derart gewählt, dass an der Schneide haftende Schneidreste beim Widereinfahren der Schneide in den Spalt, insbesondere in den Förderkanal, an der flussaufwärtigen und/oder der flussabwärtigen Konterkante abgestriffen werden. Insbesondere dadurch kann die Ansammlung von Schneidresten in dem Förderkanal weiter reduziert werden.
- Unter einer Kante ist insbesondere eine Linie zu verstehen, die durch zwei aneinanderstoßende Ebenen gebildet wird. Insbesondere erstreckt sich eine Kante im Wesentlichen in eine Kantenrichtung, nämlich in Richtung der theoretischen zweidimensionalen Linie, die durch die zwei aneinanderstoßenden Ebenen gebildet wird. Insbesondere kann eine Kante eine abgerundete Übergangsfläche zwischen den zwei aneinanderstoßenden Ebenen sein. Unter einer Konterkante ist insbesondere eine Kante oder ein Abschnitt einer Kante zu verstehen, die beim Ein- und Ausfahren der Schneide in den Spalt kontaktfrei gegenüber der Schneide verbleibt. Die Richtung (Kantenrichtung), in die sich die flussaufwärtige Konterkante erstreckt ist insbesondere die Tiefenrichtung. Insbesondere erstreckt sich die flussaufwärtige Konterkante in Tiefenrichtung um wenigstens 40%, 60%, 80 %, 90% oder 95%, insbesondere um wenigstens 100%, des Förderkanals. Insbesondere erstreckt sich die flussaufwärtige Konterkante über die gesamte Erstreckung des flussaufwärtigen Wandungsabschnittes in Tiefenrichtung, der den Förderkanal in Schneidrichtung begrenzt. Insbesondere wird die flussaufwärtige Konterkante durch eine dem Förderkanal zugewandte Begrenzungsfläche des flussaufwärtigen Wandungsabschnitts, der den Förderkanal in Schneidrichtung begrenzt, und durch die dem Spalt zugewandte Stirnfläche des flussaufwärtigen Wandungsabschnitts, der den Förderkanal in Schneidrichtung begrenzt, gebildet. Insbesondere erstreckt sich die dem Spalt zugewandte Stirnfläche des flussaufwärtigen Wandungsabschnitts und die dem Förderkanal zugewandte Begrenzungsfläche des flussaufwärtigen Wandungsabschnitts in Tiefenrichtung um wenigstens 40%, 60%, 80 %, 90% oder 95%, insbesondere um wenigstens 100%, des Förderkanals und/oder um wenigstens 40%, 60%, 80 %, 90% oder 95%, insbesondere um wenigstens 100%, der Erstreckung der Schneide in Tiefenrichtung.
- Gemäß einer vorteilhaften Ausführung der vorliegenden Erfindung ist die Schneide beim Ein- und Ausfahren in den Spalt in Förderrichtung von der flussaufwärtigen Konterkante beabstandet. Vorzugsweise beträgt der Abstand 0,1 mm bis 50 mm, 0,5 mm bis 30 mm oder 1,0 mm bis 15 mm. Besonders bevorzugt ist der Abstand zwischen Schneide und der flussaufwärtigen Konterkante in Förderrichtung beim Ein- und Ausfahren in den Spalt, insbesondere über den gesamten Verfahrweg von einer Schneidstartstellung in eine Schneidendstellung, konstant.
- Ferner ist es bevorzugt, dass die Schneide beim Ein- und Ausfahren in den Spalt insbesondere in Schnittrichtung über die flussaufwärtige Konterkante hinausfährt. Dabei fährt die Schneide vorzugsweise um 0,1 bis 200 mm, 0,5 bis 100 mm oder 5,0 bis 50 mm über die flussaufwärtige Konterkante hinaus.
- In einer weiteren vorteilhaften Ausführung der vorliegenden Erfindung ist der Förderkanal in Förderrichtung flussabwärts des Spaltes von einem flussabwärtigen Wandungsabschnitt begrenzt. Der flussabwärtige Wandungsabschnitt weist vorzugsweise eine den Spalt in Förderrichtung flussabwärts begrenzende flussabwärtige Konterkante auf.
- Insbesondere umfasst die Begrenzungswandung einen flussabwärtigen Wandungsabschnitt. Insbesondere ist der Förderkanal in Förderrichtung flussabwärts des Spaltes von dem flussabwärtigen Wandungsabschnitt begrenzt, der eine den Spalt in Förderrichtung flussabwärts begrenzende flussabwärtige Konterkante aufweist. Insbesondere begrenzt der flussabwärtige Wandungsabschnitt den Förderkanal in Schneidrichtung. Insbesondere erstreckt sich der flussabwärtige Wandungsabschnitt ausgehend vom Spalt in Förderrichtung und in Tiefenrichtung. Insbesondere erstreckt sich der flussabwärtige Wandungsabschnitt ausgehend vom Spalt in Förderrichtung um wenigstens 40 %, 60 %, 80 % oder 100 % des Abstandes zwischen dem Spalt und einer, insbesondere beider, Rotationsachse des Abförderradpaares in Förderrichtung. Insbesondere erstreckt sich der flussabwärtige Wandungsabschnitt in Tiefenrichtung um wenigstens 100 %, 120 %, 140 %, 160 % 180 % oder 200 % der Erstreckung des Abförderradpaars in Tiefenrichtung. Insbesondere erstreckt sich der flussabwärtige Wandungsabschnitt in Tiefenrichtung um wenigstens 60 %, 80 %, 100 %, 120 % oder 140 % der Erstreckung des Verpackungsmaterialstranges in Tiefenrichtung. Insbesondere erstreckt sich der flussabwärtige Wandungsabschnitt in Tiefenrichtung und in Förderrichtung derart, dass ein Austritt des Verpackungsmaterialstranges in Schneidrichtung aus dem Förderkanal heraus zwischen dem Spalt und dem Abförderradpaar verhindert wird. Insbesondere begrenzt der flussabwärtige Wandungsabschnitt den Förderkanal in Schneidrichtung derart, dass ein Verfangen des Verpackungsmaterialstranges mit den Rotationsachsen des Abförderradpaares verhindert wird. Insbesondere sind die Rotationsachsen des Abförderradpaares außerhalb des Förderkanals angeordnet. Insbesondere erstreckt sich der flussabwärtige Wandungsabschnitt, der den Förderkanal in Schneidrichtung begrenzt, in Tiefenrichtung und in die zur Schneidrichtung entgegengesetzte Richtung vollflächig. Beispielsweise kann der flussabwärtige Wandungsabschnitt sich als durchgehende Wandung flächig über wenigstens 40%, 60%, 80% oder 100 % der Breite des Förderkanals in Tiefenrichtung und ausgehend vom Spalt in Förderrichtung über wenigstens 40%, 60%, 80% oder 100 % des Abstandes zwischen dem Spalt und den Rotationsachsen des Zuförderradpaares erstrecken.
- Insbesondere umfasst die Begrenzungswandung zwei einander in Schneidrichtung gegenüberliegende flussabwärtige Wandungsabschnitte. Insbesondere ist ein erster der zwei flussabwärtigen Wandungsabschnitte gemäß einem oder mehreren der zuvor beschriebenen Merkmale ausgestaltet. Insbesondere begrenzt der zweite der zwei flussabwärtigen Wandungsabschnitte den Förderkanal in die zur Schneidrichtung entgegengesetzte Richtung. Insbesondere ist der zweite flussabwärtige Wandungsabschnitt gemäß einem oder mehreren der zuvor beschriebenen Merkmale des flussabwärtigen Wandungsabschnitts ausgestaltet. Insbesondere sind die zwei flussabwärtigen Wandungsabschnitte in Schneidrichtung um wenigstens 100%, 120% oder 150% und/oder um höchstens 400%, 300%, 250% oder 200 % der Erstreckung des Verpackungsmaterialstrangs in Schneidrichtung voneinander beabstandet. Insbesondere erstrecken sich die zwei flussabwärtigen Wandungsabschnitte in Schneidrichtung zwischen den Rotationsachsen des Abförderradpaares.
- Insbesondere wird der Förderkanal in Förderrichtung zwischen den Rotationsachsen des Abförderradpaares und dem Spalt von den zwei flussabwärtigen Wandungsabschnitten begrenzt. Insbesondere erstrecken sich zwei flussabwärtige Wandungsabschnitte in Förderrichtung und in Tiefenrichtung derart flächig, dass Sie einen Austritt des Verpackungsmaterialstrangs aus dem Förderkanal verhindern. Insbesondere erstreckt sich der Förderkanal in Schneidrichtung maximal über die Erstreckung des Abförderradpaares, vorzugsweise über weniger als 100%, 90% oder 80% der Erstreckung beider Förderräder des Abförderradpaares in Schneidrichtung.
- In einer bevorzugten Ausführungsform ist der Förderkanal zusätzlich durch zwei sich in Tiefenrichtung gegenüberliegende flussabwärtige obere und untere Wandungsabschnitte begrenzt. Die oberen und unteren Wandungsabschnitte können insbesondere Führungsflächen für die Schneide bereitstellen. Ferner können die oberen und unteren Wandungsabschnitte als Montagewandungen zur Befestigung des Abförderradpaares eingesetzt werden. Insbesondere begrenzen der obere und der untere flussabwärtige Wandungsabschnitt den Förderkanal in Tiefenrichtung. Die flussabwärtigen oberen und unteren Wandungsabschnitte können insbesondere in Tiefenrichtung an den flussabwärtigen Wandungsabschnitt, insbesondere an beide flussabwärtige Wandungsabschnitte, anschließen, die den Förderkanal in Schneidrichtung begrenzen.
- Insbesondere können die flussabwärtigen oberen und unteren Wandungsabschnitte ineinander übergehen. Insbesondere können die flussabwärtigen oberen und unteren Wandungsabschnitte auf Förderrichtungshöhe der Ablängvorrichtung spaltfrei in die flussaufwärtigen oberen und unteren Wandungsabschnitte übergehen. Insbesondere können sich jeweils obere und untere Wandungsabschnitte als durchgehende Wandung von den Zuförderradpaaren bis zu dem Abförderradpaar erstrecken und dabei die flussaufwärtigen und die flussabwärtigen oberen und unteren Wandungsabschnitte ausbilden. Insbesondere können die flussaufwärtigen und die flussabwärtigen Wandungsabschnitte in Tiefenrichtung versatzfrei ineinander übergehen. Insbesondere können die flussaufwärtigen und die flussabwärtigen oberen und/oder unteren Wandungsabschnitte jeweils einstückig ausgebildet sein.
- Insbesondere kann der Förderkanal durch drei flussabwärtige Wandungsabschnitte begrenzt werden, die flussabwärts des Spaltes eine U-förmige Begrenzungswandung bilden, insbesondere durch einen den Förderkanal in Schneidrichtung begrenzenden Wandungsabschnitt und zwei den Förderkanal in Tiefenrichtung begrenzende Wandungsabschnitte. Besonders bevorzugt wird der Förderkanal durch vier flussabwärtige Wandungsabschnitte begrenzt, die flussabwärts des Spaltes einen im Wesentlichen geschlossenen Profilquerschnitt bilden. Insbesondere bilden die vier flussabwärtigen Wandungsabschnitte flussabwärts des Spaltes eine eckige, insbesondere rechteckige, flussabwärtige Begrenzungswandung, die den Förderkanal flussabwärts des Spaltes in Schneidrichtung und in Tiefenrichtung im Wesentlichen umschließen. Unter im Wesentlichen ist in diesem Zusammenhang zu verstehen, dass die Begrenzungswandung den Förderkanal zwischen dem Abförderradpaar und dem Spalt in Tiefenrichtung und in Schneidrichtung zu wenigstens 70%, 80%, 90% oder 95% umschließt. Besonders bevorzugt ist der Förderkanal zwischen dem Abförderradpaar und dem Spalt in Tiefenrichtung und in Schneidrichtung zu 100 % von der flussabwärtigen Begrenzungswandung umschlossen.
- Weiterhin ist es vorteilhaft, dass die Schneide beim Ein- und Ausfahren in den Spalt in Förderrichtung von der flussabwärtigen Konterkante beabstandet ist. Besonders bevorzugt beträgt der Abstand 0,1 mm bis 200 mm, 0,5 mm bis 100 mm oder 5,0 mm bis 50 mm. Besonders bevorzugt ist der Abstand zwischen Schneide und der flussaufwärtigen Konterkante in Förderrichtung beim Ein- und Ausfahren in den Spalt konstant, insbesondere über den gesamten Verfahrweg von einer Schneidstartstellung in eine Schneidendstellung.
- In einer vorteilhaften Ausführungsform fährt die Schneide beim Ein- und Ausfahren in den Spalt in Schnittrichtung über die flussabwärtige Konterkante hinaus. Dabei fährt die Schneide vorzugsweise um 0,1 bis 150 mm, 0,5 bis 70 mm oder 5,0 bis 30 mm über die flussabwärtige Konterkante hinaus.
- Die Richtung (Kantenrichtung), in die sich die flussabwärtige Konterkante erstreckt ist insbesondere die Tiefenrichtung. Insbesondere erstreckt sich die flussabwärtige Konterkante in Tiefenrichtung um wenigstens 40%, 60%, 80 %, 90% oder 95%, insbesondere um wenigstens 100%, des Förderkanals. Insbesondere erstreckt sich die flussabwärtige Konterkante über die gesamte Erstreckung des flussabwärtigen Wandungsabschnittes in Tiefenrichtung, der den Förderkanal in Schneidrichtung begrenzt. Insbesondere wird die flussabwärtige Konterkante durch eine dem Förderkanal zugewandte Begrenzungsfläche des flussabwärtigen Wandungsabschnitts und durch die dem Spalt zugewandte Stirnfläche des flussabwärtigen Wandungsabschnitts gebildet. Insbesondere erstreckt sich die dem Spalt zugewandte Stirnfläche des flussabwärtigen Wandungsabschnitts und die dem Förderkanal zugewandte Begrenzungsfläche des flussabwärtigen Wandungsabschnitts in Tiefenrichtung um wenigstens 40%, 60%, 80 %, 90% oder 95%, insbesondere um wenigstens 100%, des Förderkanals und/oder um wenigstens 40%, 60%, 80 %, 90% oder 95%, insbesondere um wenigstens 100%, der Erstreckung der Schneide in Tiefenrichtung.
- Es hat sich als vorteilhaft herausgestellt, dass die flussabwärtige Konterkante gegenüber der flussaufwärtigen Konterkante in Schneidrichtung versetzt ist. Vorzugsweise beträgt der Versatz 0,1 mm bis 200 mm, 0,1 mm bis 100 mm, 0,1 mm bis 50 mm, 0,5 mm bis 30 mm oder 5 mm bis 10 mm. Alternativ oder zusätzlich sind die flussabwärtige Konterkante und die flussaufwärtige Konterkante derart zueinander versetzt, dass der Verpackungsmaterialstrang und/oder das Verpackungsmaterialerzeugnis beim Abtrennen des Verpackungsmaterialerzeugnisses kontaktfrei gegenüber dem flussabwärtigen Wandungsabschnitt, insbesondere der flussabwärtigen Konterkante, verbleiben.
- Es hat sich als besonders bevorzugt herausgestellt, wenn die Schneide beim Ein- und Ausfahren in den Spalt aus dem Förderkanal herausfährt. Dabei fährt die Schneide vorzugsweise derart aus dem Förderkanal heraus, dass beim Abtrennen entstehender Staub und/oder Schnipsel aus dem Förderkanal herausgeschleudert werden. Alternativ oder zusätzlich kann die Schneide in eine Schneidendstellung um 0,1 bis 150 mm, 0,5 bis 70 mm oder 5,0 bis 30 mm aus dem Förderkanal herausragen. Darunter ist insbesondere zu verstehen, dass das Ende der Schneide in Schneidrichtung, insbesondere die Schneidspitze um 0,1 bis 150 mm, 0,5 bis 70 mm oder 5,0 bis 30 mm aus dem Förderkanal herausragt. Dieser Abstand wird insbesondere zwischen dem Ende der Schneide in Schneidrichtung, insbesondere der Schneidspitze, und der dem Förderkanal zugewandten Begrenzungsfläche der flussabwärtigen Begrenzungswandung, insbesondere der flussabwärtigen Konterkante, gemessen. Alternativ oder zusätzlich kann die Schneide in einer Schneidendstellung in Schnittrichtung um 0,1 mm bis 200 mm, 0,5 mm bis 100 mm oder 5,0 mm bis 50 mm über die flussaufwärtige Konterkante hinausragen.
- Mit der zuvor beschriebenen Ausgestaltung des Spaltes kann insbesondere bewirkt werden, dass beim Abtrennen entstehender Staub und Schnipsel größtenteils aus dem Förderkanal herausgefördert werden und gleichzeitig an der Schneide haftende Schneidreste und Schnipsel beim Wiedereinfahren in den Spalt, insbesondere in den Förderkanal, an der Begrenzungswandung, insbesondere an wenigstens einer Konterkante, abgestriffen werden.
- Gemäß der Erfindung ist der Spalt derart in der Begrenzungswandung eingebracht, dass die Schneide vor dem Einfahren in den Spalt im Schnitteingriff mit dem Verpackungsmaterialstrang kommt. Besonders bevorzugt wird das Verpackungsmaterialerzeugnis von dem Verpackungsmaterialstrang abgetrennt bevor die Schneide in den Spalt einführt. Dadurch kann insbesondere das Risiko reduziert werden, dass das Verpackungsmaterialerzeugnis oder der Verpackungsmaterialstrangs in den Spalt eingeklemmt werden. Dies kann insbesondere dadurch realisiert werden, dass der Förderkanal in Schneidrichtung derart ausgestaltet ist, dass der Verpackungsmaterialstrang zwischen den Förderradpaaren in einem Abstand zur Begrenzungswandung, insbesondere zum Spalt gehalten wird. Alternativ oder zusätzlich kann der Verpackungsmaterialstrang vor dem Abtrennen gespannt werden, sodass der Verpackungsmaterialstrang unter Einfluss der durch die Schneide auf den Verpackungsmaterialstrangs ausgeübten Kraft in Schneidrichtung höchstens bis kurz vor den Spalt gedrückt wird.
- In einer bevorzugten Ausführungsform der vorliegenden Erfindung umfasst die Vorrichtung einen in der Begrenzungswandung ausgebildeten Rückzugsspalt, der derart ausgestaltet ist, dass die Schneide, insbesondere kontaktfrei, in den Förderkanal ein- und ausfahren kann. Vorzugsweise ist der Rückzugsspalt an einem den Spalt in Schneidrichtung gegenüberliegenden Abschnitt der Begrenzungswandung ausgebildet. Besonders bevorzugt ist der Rückzugsspalt und/oder der gegenüberliegende Abschnitt der Begrenzungswandung wie der Spalt und/oder wie die den Spalt umgebenden Wandungsabschnitte ausgebildet. Vorzugsweise ist die Schneide derart geführt, dass die Schneide, insbesondere die Schneidespitze, in einer Schneidstartstellung, die die Schneide insbesondere vor dem Abtrennen des Papierpolstererzeugnisses einnimmt, außerhalb des Förderkanals angeordnet ist.
- Dabei erstreckt sich vorzugsweise die Schneidespitze in der zur Schneidrichtung entgegengesetzten Richtung oberhalb einer den Rückzugsspalt stromaufwärts begrenzenden Konterkante des stromaufwärtigen Abschnitts der Begrenzungswandung. Dadurch kann insbesondere gewährleistet werden, dass der Papierpolsterstrang beim Fördern und Abfördern nicht an der Schneide hängenbleibt. Unter der Ausbildung des Rückzugsspalt und der den Rückzugsspalt begrenzenden Abschnitte der Begrenzungswandung wie bei dem Spalt ist insbesondere zu verstehen, dass die zuvor beschriebenen Abstände der Schneide zu den flussaufwärtigen und flussabwärtigen Konterkante des Spaltes beim Ein- und Ausfahren in den Spalt und/oder in den Förderkanal vorzugsweise auch im Hinblick auf den Rückzugsspalt eingehalten werden.
- Besonders bevorzugt ist der Rückzugsspalt und der Spalt derart in der Begrenzungswandung ausgebildet, dass die Schneide beim Verfahren aus einer Schneidstartstellung in eine Schneidendstellung über den Rückzugsspalt in den Förderkanal einfahren und insbesondere an einer in Schneidrichtung gegenüberliegenden Seite des Förderkanals, über den Spalt aus dem Förderkanal ausfahren kann. Alternativ oder zusätzlich sind der Rückzugsspalt und der Spalt derart in der Begrenzungswandung ausgebildet, dass die Schneide beim Verfahren aus einer Schneidstartstellung in eine Schneidendstellung zuerst über den Rückzugsspalt in den Förderkanal einfährt, in dem Förderkanal in Schneideingriff mit dem Verpackungsmaterialstrang gerät und über den Spalt aus dem Förderkanal ausfährt. Ferner sind der Rückzugsspalt und der Spalt alternativ oder zusätzlich derart in der Begrenzungswandung ausgebildet, dass die Schneide beim Verfahren aus einer Schneidendstellung in eine Schneidstartstellung über den Rückzugsspalt aus dem Förderkanal ausfahren kann.
- Dafür sind der Rückzugsspalt und der Spalt vorzugsweise einander gegenüberliegend, insbesondere zueinander in Schneidrichtung fluchtend, ausgebildet. Besonders bevorzugt erstrecken sich der Spalt und der Rückzugsspalt parallel zueinander und/oder bilden eine sich quer zur Förderrichtung, insbesondere orthogonal zur Förderrichtung, erstreckenden die Begrenzungswandung insbesondere in Schneidrichtung und in zur Schneidrichtung entgegengesetzten Richtung unterbrechenden Durchgangsspalt. Vorzugsweise verfährt die Schneide beim Verfahren aus einer Schneidstartstellung in eine Schneidendstellung kontaktfrei in den Durchgangsspalt ein und aus.
- Bei der Ausbildung des Spaltes und/oder des Rückzugsspalt es ist es besonders vorteilhaft, wenn dieser sowohl stromaufwärts als auch stromabwärts der Schneide durch jeweils eine Konterkante begrenzt wird. Ein Vorteil der beidseitig des Spaltes und/oder des Rückzugsspaltes ausgebildeten Konterkanten ist insbesondere das an der Schneide haftende Schneidereste und/oder Schneidschnipsel beim Wiedereinfahren in den Spalt und/oder in den Rückzugsspalt abgestriffen werden können.
- Vorzugsweise kann die Schneide über den Rückzugsspalt vollständig aus dem an die Schneide in Förderrichtung anschließenden Förderkanalabschnitt ausgefahren werden.
- In einer bevorzugten Ausführungsform erstreckt sich der Rückzugsspalt quer, vorzugsweise orthogonal, zur Förderrichtung und/oder zur Schneidrichtung.
- In einer bevorzugten Ausführungsform erstreckt sich der Spalt quer, vorzugsweise orthogonal, zur Förderrichtung und/oder zur Schneidrichtung.
- In einer vorteilhaften Ausführungsform der vorliegenden Erfindung sind das Zuförderradpaar, das Abförderradpaar und die Ablängvorrichtung derart aufeinander abgestimmt, dass der Verpackungsmaterialstrang insbesondere beim Abtrennen des Verpackungsmaterialerzeugnisses unter Spannung steht. Dies kann beispielsweise dadurch realisiert werden, dass der Verpackungsmaterialstrang beim Fördern zwischen den Förderradpaaren durchgängig unter Spannung steht. Beispielsweise kann dies dadurch realisiert werden, dass das Abförderradpaar den Papierpolsterstrang eine größere Fördergeschwindigkeit mitteilt, als das Zuförderradpaar. Allerdings kann diese Ausführungsform insbesondere zu erhöhtem Schlupf dadurch zu erhöhter Staubbildung führen, weswegen sie nicht bevorzugt ist.
- Bevorzugt ist es hingegen dem Zuförderradpaar und dem Abförderradpaar jeweils einen eigenen Antrieb zum voneinander unabhängigen Antreiben und/oder Abbremsen zumindest eines Förderrades des jeweiligen Förderradpaares zuzuordnen. Vorzugsweise werden die Antriebe derart unabhängig voneinander, insbesondere über eine übergeordnete Steuereinheit, angetrieben und/oder abgebremst, dass das Zuförderradpaar und das Abförderradpaar den Verpackungsmaterialstrang vor dem Abtrennen des Verpackungsmaterialerzeugnisses spannen. Dies kann Beispielsweise dadurch realisiert werden, dass das Abförderradpaar den Verpackungsmaterialstrang vor dem Abtrennen stärker antreibt als das Zuförderradpaar. Das stärkere Antreiben kann beispielsweise in einer größeren Fördergeschwindigkeit liegen, die das Abförderradpaar dem Verpackungsmaterialstrang mitteilt. Alternativ oder zusätzlich kann das stärkere Antreiben in einer größeren Förderkraft, die dem Verpackungsmaterialstrang mitgeteilt wird und/oder in einer größeren Drehbewegung wenigstens eines angetriebenen Abförderrades des Abförderradpaars gegenüber der Drehbewegung wenigstens eines angetriebenen Zuförderrades des Zuförderradpaars liegen. Besonders bevorzugt werden die Förderradpaare abgebremst, insbesondere angehalten bevor der Verpackungsmaterialstrang gespannt wird. Dadurch kann insbesondere übermäßiger Schlupf und die damit einhergehende Staubbildung vermieden werden.
- Die Verwendung von Förderradpaare ist insbesondere deswegen für die vorliegende Erfindung von Vorteil, weil dadurch die Reibung zwischen dem Verpackungsmaterialstrangs und der Fördereinrichtung reduziert, insbesondere Schlupf reduziert werden kann, und dadurch insbesondere die Staubbildung beim Fertigen von Verpackungsmaterialerzeugnissen reduziert werden kann.
- In einer vorteilhaften Ausführungsform der vorliegenden Erfindung erfasst das Zuförderradpaar und/oder das Abförderradpaar den Verpackungsmaterialstrang zwischen zwei Förderrädern und fördert den Verpackungsmaterialstrang entlang oder entgegen der Förderrichtung. Alternativ oder zusätzlich fördert das Zuförderradpaar und/oder das Abförderradpaar den Verpackungsmaterialstrang entlang oder entgegen einer durch eine gemeinsame Tangente an einem jeweiligen Außenumfang der Förderräder definierten Durchführrichtung.
- In einer weiteren vorteilhaften Ausführungsform der vorliegenden Erfindung sind die Förderräder des Zuförderradpaars und/oder des Abförderradpaars gegeneinander verspannt. Vorzugsweise sind die Förderräder des Zuförderradpaars und/oder des Abförderradpaars mit einer Kraft von wenigstens 1 Newton, 50 Newton, 100 Newton oder 150 Newton, von wenigstens 250 Newton, 350 Newton oder 450 Newton oder von wenigstens 550 Newton, 700 Newton oder 900 Newton gegeneinander verspannt. Alternativ oder zusätzlich ist der Radachsabstand der Förderräder zueinander jeweils eines Radpaares derart unterdimensioniert, dass die Räder gegeneinander elastisch vorgespannt sind.
- In einer bevorzugten Ausführungsform verlaufen die Radachsen wenigstens eines, vorzugsweise beide Förderradpaare jeweils parallel zueinander. Alternativ oder zusätzlich verlaufen die Radachsen wenigstens eines, vorzugsweise beider Förderradpaare, jeweils quer, vorzugsweise orthogonal, zur Förderrichtung oder einer durch eine gemeinsame Tangente an einem jeweiligen Außenumfang der Förderräder definierten Durchführrichtung und/oder entlang eine Ebene, die sich quer, vorzugsweise orthogonal, zur Förderrichtung oder eine durch eine gemeinsame Tangente in einen jeweiligen Außenumfang der Förderräder definierten Durchführrichtung erstreckt.
- In einer bevorzugten Ausführungsform sind die Förderradpaare insbesondere zueinander fluchtend entlang einer Ebene ausgerichtet, welche eine Radachse eines Förderradpaares, vorzugsweise jeweils beide Radachsen beider Förderradpaare, als Normalvektor aufweist.
- In einer besonders bevorzugten Ausführungsform der vorliegenden Erfindung umfasst wenigstens ein Rad wenigstens eines Vorderradpaares einen elastisch deformierbaren Abholbereich, wobei das Rad vorzugsweise durch einen Elastomerkörper, wie einen PU-Schaumkörper, gebildet ist oder eine entsprechende Außenbeschichtung aufweist.
- Wenn im Zusammenhang der vorliegenden Erfindung von Faserausausgangsmaterial gesprochen wird handelt es sich insbesondere um eine bevorzugte Ausführungsform bzw. um ein bevorzugtes Einsatzgebiet der vorliegenden Erfindung. Vorzugsweise kann die erfindungsgemäße Vorrichtung zum Fertigen eines Verpackungsmaterialerzeugnisses aus Ausgangsmaterial im Allgemeinen, also aus Faserausgangsmaterial, aus faserfreiem Ausgangsmaterial, wie Kunststoff, und/oder aus Verbundmaterial, wie Kombinationen aus Faserausgangsmaterial und faserfreiem Ausgangsmaterial, eingesetzt werden.
- Weitere Vorteile, Effekte und Ausführungsformen der vorliegenden Erfindung werden aus den weiter unten abgebildeten Figuren ersichtlich. Darin zeigt:
- Fig. 1
- eine Ansicht von unten in eine erfindungsgemäße Vorrichtung, wobei die untere und obere Begrenzungswandung zur Veranschaulichung der einzelnen Bestandteile entfernt ist und die Schneide sich in einer Schneidstartstellung befindet;
- Fig. 2
- die Vorrichtung aus
Fig. 1 , wobei sich die Schneide in einer Schneidmittelstellung befindet; - Fig. 3A
- die Vorrichtung aus
Fig. 1 , wobei sich die Schneide in einer Schneidendstellung befindet; - Fig. 3B
- einen vergrößerter Ausschnitt des Bereiches A aus
Fig. 3A ; und - Fig. 4
- eine perspektivische Ansicht der Vorrichtung aus
Fig. 1 . - Fig. 5
- eine schematische Darstellung einer Vorrichtung zum Fertigen von Verpackungsmaterial;
- Fig. 6
- eine schematische Darstellung der Förderung eines Verpackungsmaterialstrangs zwischen zwei Förderradpaaren;
- Fig. 7
- eine schematische Darstellung des Spannens eines Verpackungsmaterialstrangs zwischen zwei Förderradpaaren;
- Fig. 8
- eine schematische Darstellung des Abtrennens eines Verpackungsmaterialerzeugnisses von einem Verpackungsmaterialstrang durch Verfahren einer Schneide zwischen zwei Förderradpaaren;
- Fig. 9
- eine schematische Darstellung des Verpackungsmaterialerzeugnisses und des Verpackungsmaterialstrangs unmittelbar nach dem Abtrennen des Verpackungsmaterialerzeugnisses;
-
Fig. 1 zeigt eine Ansicht von unten auf eine bevorzugte Ausführungsform einer Vorrichtung 601 zum Fertigen von Verpackungsmaterialerzeugnissen, bei der eine untere und obere Begrenzungswandung, insbesondere des Förderkanals 619, ausgeblendet ist, um die einzelnen Bestandteile der Vorrichtung 601 zu zeigen.Fig. 1 zeigt die Vorrichtung 601 mit der Schneide 605 einer Ablängvorrichtung 603 in einer bevorzugten Schneidstartstellung.Fig. 2 zeigt die Vorrichtung ausFig. 1 mit der Schneide 605 in einer Mittelstellung zwischen einer bevorzugten Schneidstartstellung und einer bevorzugten Schneidendstellung.Fig. 3A zeigt die Vorrichtung 601 ausFig. 1 mit der Schneide 605 in einer bevorzugten Schneidendstellung.Fig. 3B zeigt eine vergrößerte Ansicht des Bereichs A ausFig. 3A .Fig. 4 zeigt eine perspektivische Ansicht vonFig. 3A - Die Vorrichtung 601 umfasst eine Ablängvorrichtung 603 zum Abtrennen des Verpackungsmaterialerzeugnisses (in den
Figuren 1 bis 4 nicht dargestellt) von einem dreidimensionalen Verpackungsmaterialstrang 611, wie einem in der Vorrichtung 601 aus einer ein- oder mehrlagigen Papierbahn umgeformten Papierpolsterstrang. In Förderrichtung flussaufwärts F der Ablängvorrichtung 603 ist ein Zuförderradpaar 613 zum Fördern des Verpackungsmaterialstrangs (in denFiguren 1 bis 4 nicht dargestellt) angeordnet. In Förderrichtung F flussabwärts der Ablängvorrichtung 603 ist ein Abförderradpaar 615 zum Abfördern des Verpackungsmaterialstrangs angeordnet. Das Zuförderradpaar 613 wird von einem Antrieb 635, insbesondere in Form eines Elektromotors, angetrieben. Der Abtrieb des Antriebs 635 des Zuförderradpaars 613 ist über ein Getriebe 637, insbesondere ein Schneckengetriebe, mit dem Zuförderradpaar 613, insbesondere mit einer Antriebswelle 639 eines Zuförderrades, insbesondere des angetriebenen Zuförderrades 641, gekoppelt. - Mit Förderrichtung F ist vorzugsweise die Richtung gemeint, in die der Verpackungsmaterialstrang 611 von dem Zuförderradpaar 613 zu dem Abförderradpaar 615 gefördert wird. In der hier dargestellten bevorzugten Ausführungsform wird der Verpackungsmaterialstrang 611 direkt, d.h. ohne Umlenkung desselben, von dem Zuförderradpaar 613 zum dem Abförderradpaar 615 gefördert. Es sei jedoch klar, dass in einer weniger bevorzugten Ausführungsform der Verpackungsmaterialstrang 611 zwischen den Förderradpaaren 613, 615 auch umgelenkt werden kann. Im weiteren Sinn ist daher unter Förderrichtung F die Richtung zu verstehen, in die der Verpackungsmaterialstrang 611 flussaufwärts und flussabwärts der Fördereinrichtung, insbesondere der Schneide 605, gefördert wird. Beispielsweise wäre bei mehreren Umlenkvorrichtungen zwischen den Förderradpaaren 613, 615 die Förderrichtung F durch die Richtung definiert, in die der Verpackungsmaterialstrang 611 von der der Schneide 605 stromaufwärts nahestehen und der der Schneide 605 stromabwärts nahestehenden Umlenkvorrichtung gefördert wird. Bei den vorherigen und den nachfolgenden Angaben zur Anordnung in Förderrichtung F flussaufwärts und flussabwärts der Ablängvorrichtung bzw. der Schneide 605 ist vorzugsweise stets der Zustand des Schneidens zu berücksichtigen, in dem die Schneide 605im Schnitteingriff mit dem Verpackungsmaterialstrang 611 gerät. Bei der bevorzugten Ausführungsform, bei der die Schneide 605 translatorisch verfährt, kann somit eine sich entlang der Schneidrichtung S erstreckende Gerade als Referenz für die flussaufwärtige und flussabwärtige Anordnung von Bauteilen angesehen werden. Bei Ausführungsformen, bei denen die Schneide nur im Schnitteingriff translatorisch verfährt oder auch entgegen dem ersten Aspekt der vorliegenden Erfindung rein rotatorisch verfährt, ist für die Beurteilung der stromaufwärtigen und stromabwärtigen Positionierung von Bauteilen zur Schneide 605 eine sich zum Zeitpunkt des Schnitteingriffes in Schnittrichtung S erstreckende Linie zu berücksichtigen. Die Schnittrichtung S ist die Richtung, in die die Schneide 605 im Schnitteingriff mit dem Verpackungsmaterialstrang 611 in diesen eindringt. Bei einer, entgegen dem ersten Aspekt der vorliegenden Erfindung, rein rotatorisch geführten Schneide 605 wäre demnach die Tangente im Schnitteingriff als Schneidrichtung S zu berücksichtigen.
- Das Abförderradpaar wird über einen eigenen Antrieb 643, insbesondere Elektromotor, angetrieben. Der Abtrieb des Antriebs 643 ist über ein Getriebe 645 mit dem Abtriebsradpaar 615, insbesondere mit einer Antriebswelle 647 eines angetriebenen Abförderrades 649, gekoppelt.
- Die Ablängvorrichtung 603 wird über einen Antrieb 651, insbesondere in Form eines Elektromotors, angetrieben. In den
Fig.1 bis 3 erstreckt sich der Elektromotor 651 der Ablängvorrichtung 603 in die Zeichenebene und in Schneidrichtung S. Der Abtrieb des Antriebs 651 der Ablängvorrichtung 603 ist über ein Getriebe 653, insbesondere ein ablängvorrichtungseigenes Getriebe, mit der Ablängvorrichtung 603 gekoppelt. In der hier dargestellten Ausführungsform umfasst das Getriebe 653 der Ablängvorrichtung 603 ein Übersetzungsgetriebe 655, zum Übersetzen oder Untersetzen der Abtriebsbewegung des Antriebs 651. Ferner umfasst das ablängvorrichtungseigene Getriebe 653 ein Umwandlungsgetriebe 657 zum Umwandeln einer Drehbewegung in eine translatorische Bewegung, insbesondere in Schneidrichtung S. - Vorzugsweise weist die Schneide 605 mehrere Schneidzacken 663 auf. Vorzugsweise weist die Schneide 605 sieben Schneidzacken 663 auf. Die Schneidzacken schließen insbesondere in einer Richtung quer zur Förderrichtung F, insbesondere orthogonal dazu, und quer zur Schneidrichtung S, insbesondere orthogonal dazu aneinander an. Dabei können sich die Zacken über die gesamte Tiefe T der Schneide 605 erstrecken. Die Tiefe T der Papierpolstererzeugnismaschine ist in den Zeichnungen die aus der Zeichenebene herauszeigende Richtung. Die Tiefe T verläuft vorzugsweise quer, insbesondere orthogonal, zur Schneidrichtung S und zur Förderrichtung F.
- Besonders bevorzugt erstrecken sich die Zacken 663 im Wesentlichen über die gesamte Tiefe T des Förderkanals 619. Unter der gesamten Tiefe T ist nicht zu verstehen, dass die Schneide 605 entlang der nicht dargestellten oberen und unteren Begrenzungswandung schleifen. Vielmehr ist vorzugsweise im Übergangsbereich zwischen der oberen und unteren Begrenzungswandung und der Schneide ein entsprechender Spalt vorgesehen, sodass die Schneide 605 gegenüber der oberen und unteren Begrenzungswandung kontaktfrei verfährt. Schneidzacken 663 sind vorzugsweise als in Schneidrichtung S spitz zulaufende Dreiecke ausgebildet, die sich vorzugsweise pyramidenförmig in Förderrichtung F über die Dicke der Schneide verjüngen. Die in der Tiefe T an die obere und untere Begrenzungswandung anschließenden Schneidzacken gehen in der zur Schneidrichtung S entgegengesetzten Richtung insbesondere fluchtend in einen Montageabschnitt 665 der Schneide 605 über. Die Schneide 605 ist, insbesondere über den Montageabschnitt 665 mit einem Schlitten 667 der Ablängvorrichtung 603 verbunden, insbesondere verschraubt. Für die Befestigung der Schneide 605 an dem Schlitten 667 sind vorzugsweise Bohrungen 669 im Montageabschnitt 665 der Schneide 605 vorgesehen. Über die Bohrungen 669 ist die Schneide vorzugsweise mit Schrauben oder Nieten mit dem Schlitten 667 der Schneide verbunden. Der Schlitten fährt insbesondere in Schneidrichtung S.
- Das Umwandlungsgetriebe 657 der Ablängvorrichtung 603 umfasst vorzugsweise zwei drehbeweglich, insbesondere um eine sich in Förderrichtung F erstreckende Drehachse D1, miteinander verbundene Gelenksabschnitte 671, 673. Die Gelenksabschnitte 671, 673 sind jeweils vorzugsweise über ein Ende miteinander verbunden. Ein Gelenksabschnitt 673 ist in Förderrichtung dem Schlitten 667 zugewandt. Der andere Antrieb 651 ist insbesondere dem Übersetzungsgetriebe 655 des Antriebs 651 zugewandt. Der dem Schlitten 667 zugewandte Gelenksabschnitt 673 ist an seinem der Drehachse D1 abgewandten Ende über eine, sich insbesondere in Förderrichtung F erstreckende Drehachse D2 beweglich an den Schlitten 667 angelenkt. Der dem Antrieb 651, insbesondere dem Übersetzungsgetriebe 655 zugewandte Gelenksabschnitt 671 ist über eine sich insbesondere in Förderrichtung F erstreckende Drehachse D3 an das Übersetzungsgetriebe 655 angelenkt. Ferner weist die Ablängvorrichtung 603 vorzugsweise eine Führung 675 in Schneidrichtung S auf. Die Führung umfasst vorzugsweise einen sich insbesondere in Schneidrichtung S erstreckenden Zylinder 677 und einen in Schneidrichtung S entlang des Zylinders 677 verfahrbaren Schlittenschuh 679. Der Schlittenschuh 679 ist vorzugsweise fest mit dem Schlitten 667 verbunden. Besonders bevorzugt ist die Führung der Schneide 605 in Förderrichtung F stromabwärts der Schneide 605 und das Getriebe 653, insbesondere das Umwandlungsgetriebe 657, in Förderrichtung F stromaufwärts des Schneide 605 angeordnet. In der dargestellten Ausführungsform ist zwischen der Drehachse D3 und dem Antrieb 651 ein Übersetzungsgetriebe 655 zum Übersetzen der Antriebsdrehbewegung vorgesehen. Vorzugsweise ist das Übersetzungsgetriebe 655 ein Schneckengetriebe. Ferner kann das Getriebe 655 zusätzlich dazu ausgelegt sein, die Drehachse des Antriebs 651 zu versetzen, insbesondere um 90° auf die Drehachse D3 zu versetzen.
- Vorzugsweise ist eines der Zuförderräder des Zuförderradpaars nicht direkt von dem Antrieb 635 angetrieben. Das nicht direkt angetriebene Zuförderrad 301 wird vorzugsweise indirekt über das angetriebene Zuförderrad 641 angetrieben. Besonders bevorzugt wird dies dadurch erreicht, dass das unangetriebene Zuförderrad 301 gegen das angetriebene Zuförderrad 641 vorgespannt ist. Wie insbesondere in den
Figuren 1 bis 3a zu sehen ist, wird die Vorspannung insbesondere durch Unterdimensionierung des Abstandes der Radachsen 303, 305 zueinander realisiert. Durch die Unterdimensionierung des Zuförderradachsabstandes ZA werden die Förderräder elastisch gegeneinander vorgespannt. Zur Einstellung des Zuförderradachsabstandes ZA kann vorzugsweise wenigstens eines der Zuförderräder 641, 301 relativ zu dem anderen Zuförderrad bewegt bzw. mit diesem verspannt werden. Vorzugsweise ist dafür eine Spannvorrichtung 307 vorgesehen, mit der eines der Zuförderräder 641, 301 über Wandungsabschnitte der Vorrichtung 601 mit dem anderen Zuförderrad 301, 641 verspannt werden. Die Spannvorrichtung umfasst vorzugsweise ein das Zuförderrad 301 mit der nicht dargestellten unteren und oberen Begrenzungswandung verbindende Radaufnahme 309 und wenigstens ein, vorzugsweise zwei, die Radwelle 311 des Zuförderrades 301 mit der Radaufnahme 309 verbindendes Befestigungsmittel 313, wie eine Schraube 313 (nur bei dem Abförderradpaar 615 gezeigt). Wie inFigur 1 dargestellt, ist die Spannvorrichtung 307 vorzugsweise an dem nicht angetriebenen Zuförderrad 301 angebracht. Somit kann der Zuförderradachsabstand ZA, beispielsweise durch Betätigen des Befestigungsmittels 313 angepasst werden, während das angetriebene Zuförderrad 641 gegenüber dem Antrieb 635 in einer konstanten Stellung verbleibt. Somit kann insbesondere die Spannung zwischen den Zuförderrädern, insbesondere in Abhängigkeit des zu verarbeitenden Faserausgangsmaterials oder der gewünschten Verpackungsmaterialerzeugnisgeometrie angepasst werden, insbesondere ohne den Entwicklungsaufwand der Vorrichtung 601 wesentlich zu erhöhen. - Alternativ oder zusätzlich sind die Abförderräder 649, 315 gegeneinander verspannt. Besonders bevorzugt wird die Spannung zwischen den Abförderrädern 315, 649 über einen unterdimensionierten Abförderradachsabstand AA zwischen der Radachse 317 des angetriebenen Abförderrades 649 und der Radachse 319 des unangetriebenen Abförderrades 315 eingestellt. Der Abförderradachsabstand AA kann wie für das Zuförderradpaar 613 beschrieben über eine Spannvorrichtung 321 eingestellt werden. Die Spannvorrichtung 321 des Abförderradpaares 615 weist vorzugsweise ebenfalls eine Radaufnahme 323 auf, mit der die Abtriebswelle 325 eines Abtriebsrades 315, 649 an der Vorrichtung 601 befestigt wird und ein Verbindungsmittel 313 zum Verbinden der Radwelle 325 mit der Radaufnahme 323 der Spannvorrichtung 321.
- Unter einem unterdimensionierten Radachsabstand ist insbesondere zu verstehen, dass der Abstand der Radachsen 303, 305, 317, 319 eines Radpaares kleiner ist, als die Summe der Radien beider Räder, insbesondere im demontierten Zustand. Dies kann insbesondere durch eine gewisse Elastizität der Förderräder gewährleistet werden. Daher ist es bevorzugt, die Förderräder aus einem Elastomerkörper, wie einem PU-Schaumkörper auszubilden oder diese mit einem elastisch deformierbaren Abrollbereich an deren Außenumfang zu versehen. Die Elastizität der Förderräder kann ferner dadurch erhöht werden, dass mehrere, insbesondere zwischen sechs und vierzehn, Ausnehmungen 327, insbesondere in Umfangsrichtung gleichmäßig verteilte Ausnehmungen 327, eingebracht sind. Um eine weitestgehend drehstellungsunabhängige Elastizität der Förderräder zu gewährleisten, sind die Ausnehmungen 327 vorzugsweise in Umfangsrichtung gleichmäßig in die Förderräder eingebracht.
- Die in den
Figuren 1 bis 4 dargestellte Vorrichtung 601 zeigt den Zustand, in dem sich kein Verpackungsmaterialstrang 611 im Eingriff mit den Förderradpaaren 613, 615 befindet. In diesem Zustand kontaktieren sich die Räder der Förderradpaare vorzugsweise durch die gegenseitige Verspannung in einer insbesondere kreisförmigen oder ellipsenförmigen Kontaktfläche. Sind die Förderradpaare 613, 615 hingegen im Eingriff mit dem Verpackungsmaterialstrang, so sind die jeweiligen Förderräder vorzugsweise durch den Verpackungsmaterialstrang voneinander getrennt. In einer weniger bevorzugten Ausführungsform tangieren die Förderräder sich lediglich oder sind voneinander beabstandet, sodass eine Kraftübertragung zwischen den Förderrädern eines Förderradpaars 613, 615 erst entsteht, wenn der Verpackungsmaterialstrang 611 mit dem jeweiligen Förderradpaar in Eingriff ist. Vorzugsweise sind die Radachsen 317, 319 des Abförderradpaars und/oder die Radachsen 303, 305 des Zuförderradpaars derart zueinander ausgerichtet, dass die Tangente TAZ des Zuförderradpaars und/oder die Tangente des Abförderradpaars TAA parallel zur Förderrichtung F verlaufen. Unter Tangente soll in diesem Zusammenhang insbesondere nicht ausschließlich verstanden werden, dass sich die Förderräder lediglich tangieren, vielmehr soll auch bei der bevorzugten Ausführungsform, bei der eine Kontaktfläche zwischen den Förderrädern entsteht, eine sich in Förderrichtung zwischen dem ersten Kontaktpunkt und dem letzten Kontaktpunkt erstreckende Linie als Tangente angesehen werden. - In weniger bevorzugten Ausführungsformen können die Radachsen 303, 305, 317, 319 jeweils eines Radpaares 615, 613 derart zueinander versetzt sein, dass die Tangente TAZ des Zuförderradpaars und/oder die Tangente TAA des Abförderradpaars gegenüber der Förderrichtung F geneigt sind. Besonders bevorzugt sind die Radachsen jeweils eines Zuförderradpaars derart zueinander angeordnet, dass die Tangenten TAZ und TAA parallel zueinander verlaufen und besonders bevorzugt identisch sind. Dies kann insbesondere dadurch erreicht werden, dass die Radachsen 303, 305, 317, 319 jeweils eines Radpaares 613, 615 insbesondere in Schneidrichtung S übereinander angeordnet sind.
- In Förderrichtung F auf Höhe der Ablängvorrichtung 603 erstreckt sich ein Förderkanal 619, der durch eine Begrenzungswandung 617 begrenzt ist. Vorzugsweise erstreckt sich der Förderkanal 619 in Förderrichtung stromaufwärts und stromabwärts der Ablängvorrichtung bis zu dem Zuförderradpaar 613 und dem Abförderradpaar 615, vorzugsweise über die Förderradpaare hinaus. In der Begrenzungswandung 617 ist ein Spalt 629 derart ausgestaltet, dass die Schneide 605 kontaktfrei in den Spalt 629 ein- und ausfahren kann.
- Vor dem Abtrennen des Verpackungsmaterialerzeugnisses 609 von dem Verpackungsmaterialstrang 611 erstreckt sich der Verpackungsmaterialstrang 611 zwischen den Förderradpaaren 613, 615. Wie im Vergleich der
Figuren 1 bis 3 zu sehen, durchfährt die Schneide 605 den Förderkanal 619 vorzugsweise rein translatorisch. Insbesondere verfährt die Schneide 605 dabei quer, vorzugsweise orthogonal zur Förderrichtung. Vorzugsweise ist die Vorrichtung derart orientiert, dass die Schneide 605 den Förderkanal 619 horizontal durchfährt. Unter Durchfahren ist dabei insbesondere zu verstehen, dass die Schneide beim Verfahren aus der Schneidstartstellung in die Schneidendstellung in Schneidrichtung S von einer Seite in den Förderkanal 619 einfährt und über die gegenüberliegende Seite in Schneidrichtung S aus dem Förderkanal 619 ausfährt. Das Einfahren in den Förderkanal 619 erfolgt insbesondere über einen Rückzugsspalt 633, der in der Begrenzungswandung 617 eingebracht ist. Das Ausfahren aus dem Förderkanal 619 erfolgt insbesondere über einen Spalt 629, der in der Begrenzungswandung 617 eingebracht ist. Die Ausgestaltungen des Spaltes 629 und des Rückzugsspaltes 633 sind im Detail im Zusammenhang mit der schematischen Darstellung inFig. 5 beschrieben. - Vorzugsweise sind der Spalt 629 und der Rückzugsspalt 633 in Schneidrichtung S zueinander fluchtend ausgebildet, so dass die Schneide 605 translatorisch, insbesondere rein translatorisch, in den Förderkanal 619 ein- und ausfahren kann. Die Konterkanten 623, 623', 627, 627' sind vorzugsweise derart auf die Führung der Schneide 605 angepasst, dass die Schneide 605 kontaktfrei in den Förderkanal 619 ein- und ausfahren kann. Wie insbesondere in den
Fig. 3a und 3b ersichtlich, kann der Abstand a der den Spalt 629 in Förderrichtung F flussaufwärts begrenzenden Konterkante 623 zu der Schneide 605 in Förderrichtung F kleiner ausgelegt sein als der Abstand a' zwischen der den Rückzugsspalt 633 in Förderrichtung flussaufwärts begrenzenden Konterkante 623' und der Schneide 605 in Förderrichtung. Durch einen möglichst kleinen Abstand a zwischen der stromaufwärtigen Konterkante 623 und der Schneide 605 in Förderrichtung F beim Einfahren in den Spalt 629 kann die Funktion der Konterkante 623 als das Abtrennen unterstützende Anlagekante verstärkt werden. Eine zu kleine Ausgestaltung des Abstandes a kann jedoch auch das Risiko erhöhen, dass der Verpackungsmaterialstrang 611 in den Spalt 629 eingeklemmt wird und dadurch eine Verpackungsmaterialverstopfung entsteht. Die zuvor genannten bevorzugten Bemaßungen des Abstandes a stellen daher einen bevorzugten Kompromiss zwischen diesen zwei Effekten dar. Demgegenüber kommt der dem Rückzugsspalt 633 stromaufwärts begrenzenden Konterkante 623' zumindest nicht die gleiche den Abtrennvorgang unterstützende Wirkung zu, so dass der Abstand a' in Förderrichtung größer ausgelegt werden kann. Die Konterkante 623' bewirkt insbesondere ein Abstreifen von an der Schneide 605 anhaftenden Schnipsel oder des Verpackungsmaterialstrangs 611. - Wie zuvor beschrieben, wird der Förderkanal 619 in Förderrichtung F flussaufwärts des Spaltes 605 durch einen flussaufwärtigen Wandungsabschnitt 621 und flussabwärts des Spaltes 629 durch einen flussabwärtigen Wandungsabschnitt 625 begrenzt. Wenn zuvor oder nachfolgend von einem Durchfahren des Förderkanals 619 in Schneidrichtung S die Rede ist, ist darunter insbesondere zu verstehen, dass die Schneide den durch den flussaufwärtigen Wandungsabschnitt 621 begrenzten Abschnitt des Förderkanals 619 durchfährt. Insbesondere soll sich die Schneide in der Schneidstartstellung in Schneidrichtung S außerhalb des Förderkanals 619 befinden, um beim Fördern des Verpackungsmaterialstrangs 611 zwischen den Förderradpaaren 613, 615 ein Hängenbleiben an der Schneide 605, insbesondere an der Schneidspitze 631 zu vermeiden.
- Wie insbesondere in
Fig. 3B zu erkennen, soll die Schneidspitze 631 der Schneide 605 insbesondere in der Schneidendstellung deutlich, insbesondere um den Abstand d zwischen der Schneidspitze 631 und der den Spalt 629 flussaufwärts begrenzenden Konterkante 623 hinausragen. Vorzugsweise ist der Abstand d größer als ein Abstand c zwischen der den Spalt 629 begrenzenden Konterkanten 623 und 627, so dass die Spitze 631 der Schneide 605 in der Schneidendstellung auch über die Konterkante 627, insbesondere um den Abstand e, hinausfährt. Durch das Herausfahren der Schneidspitze 631 aus dem Förderkanal 619 wird insbesondere gewährleistet, dass beim Abtrennen des Verpackungsmaterialerzeugnisses 609 von dem Verpackungsmaterialstrang 611 entstehender Staub und Schneidschnipsel aus dem Förderkanal 619 herausgefördert werden, insbesondere herausgeschleudert werden und/oder beim Wiedereinfahren in den Förderkanal an den Konterkanten 623, 627 abgestriffen werden, so dass diese nicht wieder in den Förderkanal 619 eintreten. Die zuvor beschriebenen bevorzugten Abmaße der Abstände d, e, a und b stellen daher einen vorteilhaften Kompromiss zwischen den Vorteilen der Staub- und Schnipselabführung und der Unterstützung des Abtrennens durch die Konterkante 623 und dem Risiko der Bildung von Verstopfungen sowie des Verschleißes der Schneide 605 dar. - Der Abstand c zwischen der stromaufwärtigen Konterkante 623 und der stromabwärtigen Konterkante 627, dient insbesondere dazu, dass der Verpackungsmaterialstrang 611 beim Abtrennen des Verpackungsmaterialerzeugnisses 619 gegebenenfalls in Kontakt mit dem in Förderrichtung F flussaufwärtigen Wandungsabschnitt 621 kommt, jedoch kontaktfrei gegenüber dem in Förderrichtung flussabwärts des Spaltes 629 angeordneten Wandungsabschnitt 625 verbleibt. Dadurch kann insbesondere das Risiko reduziert werden, dass der Verpackungsmaterialstrang 611 oder das Verpackungsmaterialerzeugnis 609 in den Spalt 629 gezogen wird und dadurch eine Verstopfung hervorruft. Gleiches gilt für den Abstand c' zwischen den den Rückzugsspalt 633 begrenzenden Konterkanten 623' und 627'. Insgesamt ist es vorteilhaft, wenn der der Schneide 605 in Förderrichtung F stromabwärts ausgebildete Abschnitt des Förderkanals 619 gegenüber dem stromaufwärts der Schneide 605 ausgebildeten Abschnitt des Förderkanals 619 in Schneidrichtung geweitet ist.
- Vorzugsweise weist die Begrenzungswandung 617 in Förderrichtung F stromaufwärts des Zuförderradpaars 613 und/oder des Abförderradpaars 615 einen trichterförmigen Abschnitt 659, 661 auf, der sich in Förderrichtung F verjüngt. Vorzugsweise tritt die Verjüngung des trichterförmigen Abschnitts 659, 661 in Schneidrichtung S auf. Alternativ oder zusätzlich kann die Verjüngung in eine zur Förderrichtung und zur Schneidrichtung orthogonale Richtung ausgebildet sein. Der trichterförmige Abschnitt 659, 661 kann rund oder eckig sein. In der hier dargestellten Ausführungsform ist der trichterförmige Abschnitt eckig und weist lediglich eine Verjüngung in Schneidrichtung S auf. Die Verjüngung des Förderkanals 619 ist vorzugsweise in dem Bereich des Förderkanals 619 ausgebildet, in dem der Verpackungsmaterialstrang 611 mit dem Zuförderradpaar 613 und/oder dem Abförderradpaar 615 in Eingriff kommt. Durch die Verjüngung des Förderkanals 619 kann einerseits der Umformgrad von der im Wesentlichen zweidimensionalen Papierbahn in dem dreidimensionalen Verpackungsmaterialstrang erhöht werden und der Eingriff mit den Förderradpaaren 613, 615 erleichtert werden.
-
Fig. 5 zeigt eine schematische Darstellung einer Vorrichtung 601 zum Fertigen eines Verpackungsmaterialerzeugnisses 609 (inFig. 5 nicht dargestellt) aus einem Faserausgangsmaterial, insbesondere aus einem in der Vorrichtung aus einer ein- oder mehrlagigen Papierbahn geformten Papierpolsterstrang (inFig. 5 nicht dargestellt). Die Vorrichtung weist eine Schneide 605 einer Ablängvorrichtung zum Abtrennen des Verpackungsmaterialerzeugnisses 609 von einem Verpackungsmaterialstrang 611 auf. Flussaufwärts der Schneide 605 in Förderrichtung F ist ein Zuförderradpaar 613 zum Fördern des Verpackungsmaterialstrangs 611 angeordnet. Ferner ist in Förderrichtung F flussabwärts der Schneide 605 ein Abförderradpaar 615 zum Abfördern des Verpackungsmaterialstrangs 611 angeordnet. - Die in
Fig. 5 dargestellte Position der Schneide 605 ist eine schematische Darstellung der bevorzugten Schneidendstellung. Vorzugsweise verfährt die Schneide 605 rein translatorisch von einer Schneidstartstellung in Schnittrichtung S in die Schneidendstellung. Besonders bevorzugt ist dabei die Schneidrichtung S quer bzw. orthogonal zur Förderrichtung F. Die Schneide kann auch derart geführt sein, dass sie zumindest den Verpackungsmaterialstrang 611 beim Trennen des Verpackungsmaterialerzeugnisses 609 translatorisch, insbesondere in Schneidrichtung S, durchfährt. Die Schneide 605 kann auch wenigstens derart geführt werden, dass sie im Schnitteingriff den Verpackungsmaterialstrang 611 quer zur Förderrichtung translatorisch durchtrennt. Dabei muss die Schneide nicht zwangsläufig translatorisch durch den gesamten Verpackungsmaterialstrang 611 verfahren, sondern kann insbesondre auch lediglich im Schnitteingriff mit dem Verpackungsmaterialstrang 611 translatorisch verfahren. Es ist bevorzugt, dass die Schnittrichtung S quer, besonders bevorzugt orthogonal, zur Förderrichtung F verläuft und/oder horizontal verläuft. - Die Vorrichtung 601 weist einen Förderkanal 619 auf, der durch eine Begrenzungswandung 617 begrenzt ist. Besonders bevorzugt erstreckt sich der Förderkanal 619 in Förderrichtung F wenigstens zwischen den zwei Förderradpaaren 613, 615. In einer weniger bevorzugten Ausführungsform erstreckt sich der Förderkanal zumindest auf Förderrichtungshöhe der Ablängvorrichtung bzw. der Schneide 605. Dabei kommt es insbesondere darauf an, den Förderkanal 619 insbesondere unmittelbar stromaufwärts und stromabwärts der Schneide 605 zu begrenzen. Der Förderkanal 619 ist durch eine Begrenzungswandung 617 begrenzt. In der Begrenzungswandung 617 ist ein Spalt 629 derart ausgestaltet, dass die Schneide 605 kontaktfrei in den Spalt 627 ein- und ausfahren kann. In Förderrichtung F flussaufwärts des Spaltes 629 ist der Förderkanal durch einen Wandungsabschnitt 621 begrenzt, der eine den Spalt in Förderrichtung F flussaufwärts begrenzende flussaufwärtige Konterkante 623 aufweist. In Förderrichtung flussabwärts des Spaltes 629 ist der Förderkanal 619 durch einen flussabwärtigen Wandungsabschnitt 625 begrenzt, der eine den Spalt 629 in Förderrichtung F flussabwärts begrenzende flussabwärtige Konterkante 627 aufweist.
- Vorzugsweise ist die Schneide 605 beim Ein- und Ausfahren in den Spalt 629 in Förderrichtung F von der flussabwärtigen Konterkante 627 und von der flussaufwärtigen Konterkante 623 beabstandet. In
Fig. 5 ist die besonders bevorzugte Ausführungsform dargestellt, bei der die Schneide 605 beim Verfahren aus der Schneidstartstellung in die Schneidendstellung rein translatorisch und orthogonal zur Förderrichtung F verfährt, dargestellt, so dass die Abstände der Konterkanten 623, 627 zur Schneide 605 in Förderrichtung F konstant sind. In weniger vorteilhaften Ausführungsformen kann die Schneide jedoch auch in einem stumpfen oder spitzen Winkel quer zur Förderrichtung F verfahren oder teilweise rotatorisch verfahren. Bei solchen Ausführungsformen ist zur Ermittlung des Abstandes zwischen Schneide und Konterkante die Position der Schneide 605 beim Ein- und Ausfahren in den Spalt relevant. Sofern die Konterkanten 623 und 627 in Schneidrichtung S auf gleicher Höhe liegen, ist die Position der Schneide beim Ein- und Ausfahren in den Spalt identisch. Sind die Konterkanten 623, 627 jedoch wie inFig. 5 dargestellt in Schneidrichtung zueinander versetzt, ist das Einfahren in den Spalt 629 durch die Position der Schneide 605 definiert, in der die Schneide beim Verfahren aus einer Schneidstartstellung in eine Schneidendstellung mit der Schneidspitze 631 die Höhe der ersten Konterkante, hier der flussaufwärtigen Konterkante 623, erreicht. Das Ausfahren aus dem Spalt 629 ist wiederum durch die Position der Schneide 605 bestimmt, bei der die Schneidspitze 631 beim Verfahren aus der Schneidstartstellung in die Schneidendstellung die Höhe der zweiten Konterkante, hier der flussabwärtigen Konterkante 627, erreicht. - Gemäß dem zweiten Aspekt der vorliegenden Erfindung fährt die Schneide sowohl kontaktfrei in den Spalt ein als auch kontaktfrei aus dem Spalt 629 wieder heraus. Der Abstand der flussaufwärtigen Konterkante 623 zu der Schneide 605 beim Ein- und Ausfahren aus dem Spalt ist in
Fig. 5 mit der Bezugsziffer a eingezeichnet. Der Abstand der flussabwärtigen Konterkanten 627 zur Schneide beim Ein- und Ausfahren aus dem Spalt 629 ist inFig. 5 mit der Bezugsziffer b eingezeichnet. Der bevorzugte Abstand zwischen der stromaufwärtigen Konterkante 623 und der stromabwärtigen Konterkante 627 in Schneidrichtung ist inFig. 5 mit der Bezugsziffer c dargestellt. Der Abstand über den die Schneide 605 beim Einfahren in den Spalt in Schnittrichtung S über die flussaufwärtige Konterkante 623 hinausfährt, ist inFig. 5 mit der Bezugsziffer d eingezeichnet. Der Abstand, um den die Schneide 605 beim Ein- und Ausfahren, insbesondere in der Schneidendstellung über die flussabwärtige Konterkante 627 hinausfährt, ist inFig. 5 mit der Bezugsziffer e eingezeichnet. - Die Vorrichtung 601 kann zusätzlich einen in der Begrenzungswandung 617 ausgebildeten Rückzugsspalt 633 aufweisen, der derart ausgestaltet ist, dass die Schneide, insbesondere kontaktfrei, in den Förderkanal 619 ein- und ausfahren kann. Der Rückzugsspalt 633 ist vorzugsweise an einem dem Spalt in Schneidrichtung S gegenüberliegenden Abschnitt der Begrenzungswandung 617 ausgebildet. Besonders bevorzugt ist der Rückzugsspalt 633 und/oder der dem Spalt 629 gegenüberliegende Abschnitt der Begrenzungswandung 617 wie der Spalt 629 und/oder wie die den Spalt umgebenden Wandungsabschnitte ausgebildet. Darunter ist insbesondere zu verstehen, dass der Förderkanal 619 in Förderrichtung F flussaufwärts des Rückzugsspaltes 633 von einem flussaufwärtigen Wandungsabschnitt 621' begrenzt ist, der eine dem Rückzugsspalt 633 in Förderrichtung flussaufwärts begrenzende flussaufwärtige Konterkante 623' aufweist.
- Alternativ oder zusätzlich ist darunter zu verstehen, dass der Förderkanal 619 in Förderrichtung F flussabwärts des Rückzugsspaltes 633 von einem flussabwärtigen Wandungsabschnitt 625' begrenzt ist, der eine den Rückzugsspalt 633 in Förderrichtung F flussabwärts begrenzende flussabwärtige Konterkante 627' aufweist.
- Vorzugsweise ist die Schneide 605 beim Ein- und Ausfahren in den Spalt in Förderrichtung F von der flussaufwärtigen Konterkante 623' beabstandet und/oder in Förderrichtung F von der flussabwärtigen Konterkante 627' beabstandet.
- Ferner ist alternativ oder zusätzlich darunter zu verstehen, dass die flussabwärtige Konterkante 627' und flussaufwärtige Konterkante 623' in Schneidrichtung voneinander beabstandet sind, insbesondere die flussabwärtige Konterkante 627' von der Schneidspitze 631 in eine Schneidendstellung in Schneidrichtung S weiter beabstandet ist als die flussaufwärtige Konterkante 623'. Der Abstand zwischen der flussaufwärtigen Konterkante 623' und der flussabwärtigen Konterkante 627' in Schneidrichtung ist in
Fig. 5 unter Bezugszeichen c' eingezeichnet. Der Abstand zwischen der Schneide 605 beim Ein- und Ausführen in den Rückzugsspalt 633 zur flussaufwärtigen Konterkante 623 ist inFig. 5 mit der Bezugsziffer a' eingezeichnet. Der Abstand zwischen der flussabwärtigen Konterkante 627' und der Schneide 605 beim Ein- und Ausfahren in den Rückzugsspalt 633 ist inFig. 5 mit der Bezugsziffer b' eingezeichnet. - Die vorstehend und folgend beschriebenen Ausgestaltungsformen der Wandungsschnitte, der Konterkanten und der Abstände zwischen den Wandungsabschnitten, insbesondere den Konterkanten und der Schneide im Bereich des Spaltes 629 stellen Ausgestaltungen der entsprechenden Bauteile im Bereich des Rückzugsspaltes 633 und umgekehrt dar. Bei Abständen, die in Schnittrichtung S angegeben sind, ist, wie aus
Fig. 5 ersichtlich, jedoch darauf zu achten, dass die Position der stromaufwärtigen und stromabwärtigen Konterkanten 623', 627' jeweils in die entgegengesetzte Richtung auszuführen sind, wie die Abstände der Konterkanten 623, 627 in Schneidrichtung S. - Die
Figuren 6 bis 9 zeigen schematisch den Ablauf eines bevorzugten Verfahrens zum Fertigen eines Verpackungsmaterialerzeugnisses 609. InFigur 6 ist das Fördern des Verpackungsmaterialstrangs zwischen zwei Fördervorrichtungen in Form von Förderradpaaren 613, 615 dargestellt. Darin wird der Verpackungsmaterialstrang 611 über ein Zuförderradpaar 613 einer Ablängvorrichtung 603 zugeführt. In denFiguren 6 bis 9 ist lediglich eine Schneide 605 der Ablängvorrichtung 603 in Form eines Pfeils angedeutet. Wie inFigur 6 zu sehen, wird der Verpackungsmaterialstrang 611 in Förderrichtung F über die Schneide 605 der Ablängvorrichtung hinaus bis zu einer Abfördervorrichtung gefördert. Die Abfördervorrichtung ist hier in der zuvor beschriebenen bevorzugten Ausführungsform eines Abförderradpaares 615 dargestellt. Vorzugsweise wird der Verpackungsmaterialstrang 611 soweit in Förderrichtung gefördert, bis er in Eingriff mit dem Abförderradpaar 615 gerät. Beim Fördern des Verpackungsmaterialstrangs 611 werden das Zuförderradpaar und das Abförderradpaar jeweils mit einer Zuförderdrehzahl nzu und einer Abförderdrehzahl nab angetrieben. Durch das unabhängige Antreiben des Zuförderradpaars 613 und des Abförderradpaars 615, können die Drehzahlen nzu und nab sowohl in ihrer Höhe als auch im Verhältnis zueinander beliebig eingestellt werden. Je nach Material des Verpackungsmaterialstrangs kann es von Vorteil sein, die Drehzahl nzu und nab derart aufeinander abzustimmen, dass der Verpackungsmaterialstrang 611 bereits beim Fördern unter Spannung steht. - Die
Figuren 6 bis 9 zeigen eine bevorzugte Ausführungsform eines Verfahrens zur Fertigung von Verpackungsmaterialerzeugnissen. Dieses Verfahren betrifft die Fertigung eines Verpackungsmaterialerzeugnisses 609, bei dem ein Verpackungsmaterialstrang 611 über eine Zufördervorrichtung 613, einer Ablängvorrichtung zugeführt, das Verpackungsmaterialerzeugnis 609 mit der Ablängvorrichtung 603 von dem Verpackungsmaterialstrang 611 abgetrennt und das Verpackungsmaterialerzeugnis 609 über die Abfördervorrichtung 615 abgefördert wird. Dabei wird die Zufördervorrichtung 613 und die Abfördervorrichtung 615 vor dem Abtrennen des Verpackungsmaterialerzeugnisses 609, wie insbesondere in Zusammenhang mitFig. 7 beschrieben, derart unabhängig voneinander angetrieben und/oder abgebremst, dass der Verpackungsmaterialstrang 611 zwischen den Fördervorrichtungen 613, 615 gespannt wird. -
Fig. 7 zeigt eine bevorzugte Ausführungsform des Spannens des Verpackungsmaterialstrangs 611, bei dem das Zuförderradpaar 613 abgebremst, insbesondere angehalten, wird und das Abförderradpaar 615 über einen vorbestimmten Winkel ϕ ist,ab angetrieben wird. Vorzugsweise ist der vorbestimmte Winkel ϕ ist,ab, um den das angetriebene Abförderrad 649 gedreht, wird kleiner als ein Soll-Winkel ϕ soll,ab, mit dem das Abförderradpaar 615, insbesondere das angetriebene Abförderrad 649, angetrieben wird. Die Differenz zwischen dem vorbestimmten Winkel ϕ ist,ab und dem Soll-Winkel ϕ soll,ab entsteht insbesondere dadurch, dass das Zuförderradpaar 613 derart abgebremst, insbesondere angehalten, wird, dass die Räder 641, 301 des Zuförderradpaars der Drehbewegung der Räder 649, 315 des Abförderradpaares zumindest nicht vollständig folgen. Wie inFig. 7 zu sehen ist, können die Räder des Zuförderradpaars 613 durch die über den Verpackungsmaterialstrang 611 auf das Zuförderradpaar 613 übertragende Spannung ebenfalls gedreht, insbesondere um einen Winkel ϕ ist,zu gedreht werden. Jedoch werden die Antriebsräder 641, 301 derart abgebremst, bzw. angehalten, dass der vorbestimmte Winkel ϕ ist,zu der Zuförderräder kleiner ist als der vorbestimmte Winkel ϕ ist,ab der Abförderräder, sodass eine Spannung in dem Verpackungsmaterialstrang 611 entsteht. Das Abbremsen kann beispielsweise dadurch erfolgen, dass ein das Zuförderradpaar 613 antreibender Antrieb dem Zuförderradpaar 613 ein in zur Förderrichtung F entgegengesetztes Bremsmoment mitteilt. Alternativ oder zusätzlich kann das Abbremsen des Zuförderradpaars 613 auch durch Anhalten des Zuförderradpaars 613 erfolgen. Beispielsweise können die Zuförderräder 301, 641 des Zuförderradpaars derart gegeneinander verspannt sein, dass selbst bei einem zum Zeitpunkt des Spannens nicht angetriebenen Zuförderradpaar ein Widerstand gegen eine Drehbewegung der Zuförderräder besteht, sodass die Zuförderräder 641, 301 sich nicht über den gesamten Weg mitbewegen, den das Abförderradpaar 615 vorgibt. - Alternativ zu der in
Fig. 7 gezeigten Ausführungsform kann die Spannung des Verpackungsmaterialstrangs 611 auch durch Abbremsen, insbesondere Anhalten, des Abförderradpaares 615 und durch Antreiben des Zuförderradpaars 613 in die zur Förderrichtung F entgegengesetzte Richtung in analoger Weise erfolgen. Darüber hinaus kann das Spannen auch durch Antreiben beider Zuförderradpaare mit unterschiedlicher Geschwindigkeit erfolgen, oder durch Antreiben der Förderradpaare in unterschiedliche Richtungen, insbesondere des Zuförderradpaars in zur Förderrichtung F entgegengesetzter Richtung und des Abförderradpaares 615 in Förderrichtung F. -
Figur 8 zeigt das Abtrennen des Verpackungsmaterialerzeugnisses 609 von dem Verpackungsmaterialstrang 611. Gezeigt ist die Stellung, in der die Schneide 605 bereits in den Verpackungsmaterialstrang 611 eingedrungen ist, diesen jedoch noch nicht vollständig durchtrennt hat. Beim Eindringen der Schneide in den Verpackungsmaterialstrang teilt die Schneide 605 dem Verpackungsmaterialstrang 611 eine Kraft in Schneidrichtung S mit, die den Förderrädern des Zuförderradpaars 613 und des Abförderradpaares 615 ein Drehmoment mitteilt. Je nach Schärfe der Schneide 605, ggf. Abbremsmoment des angehaltenen bzw. angebremsten Förderradpaars und/oder der Kraft, mit der die Förderradpaare ggf. gegeneinander verspannt sind, kann das Einfahren der Schneide 605 in den Verpackungsmaterialstrang 611 ebenfalls eine Drehbewegung des Zuförderradpaars um einen Differenzwinkel Δϕ S,zu und/oder des Abförderradpaares 615 um einen Differenzwinkel Δϕ S,ab bewirken. Wie durch den Vergleich durchFig. 7 und Fig. 8 deutlich wird, kann das Abtrennen dadurch eine Vergrößerung der Differenz zwischen den Soll-Winkeln Δϕ S,zu, Δϕ S,ab und den vorbestimmten Ist-Winkeln ϕ ist,zu und ϕ ist,ab bewirken. -
Figur 9 zeigt einen bevorzugten Zustand nach dem Abtrennvorgang, in dem der Verpackungsmaterialstrang 611 und das Verpackungsmaterialerzeugnis 609 sich vorzugsweise mittig in dem Förderkanal, insbesondere außerhalb des Spaltes 629 befinden. Dieser Zustand kann insbesondere dadurch erreicht werden, dass die Soll-Winkel ϕ soll,zu und ϕ soll,ab sich in Folge des Abtrennens des Verpackungsmaterialerzeugnisses einstellen und dabei das Verpackungsmaterialerzeugnis 609 in Förderrichtung F und/oder den Verpackungsmaterialstrang 611 in zur Förderrichtung F entgegengesetzten Richtung fördern, insbesondere aus dem Spalt 629 herausziehen. Somit kann durch Abstimmung der vorbestimmten Winkel ϕ ist,zu und ϕ ist,ab das Zuförderradpaar 613 und das Abförderradpaar 615 und der Soll-Winkel ϕ soll,zu und ϕ soll,ab der Förderradpaare 613, 615 ein, insbesondere automatisch erfolgender, Mechanismus zur Vermeidung von Verpackungsmaterialverstopfungen in ein Verfahren und/oder in eine Vorrichtung zur Fertigung von Verpackungsmaterial integriert werden. Insbesondere durch das unabhängige Antreiben der Förderradpaare, kann dieser Mechanismus je nach dem zu verarbeitenden Faserausgangsmaterial und dem gewünschten zu erzeugenden Verpackungsmaterialerzeugnis durch Anpassen der Soll-Winkel und ggf. der Abbremsmomente individuell eingestellt werden. - Die in der vorstehenden Beschreibung, den Figuren und den Ansprüchen offenbarten Merkmale können sowohl einzeln als auch in beliebiger Kombination für die Realisierung der Erfindung in den verschiedenen Ausgestaltungen von Bedeutung sein.
-
- 301
- unangetriebenes Zuförderraad
- 303
- Radachse des unangetriebenen Zuförderrades
- 305
- Radachse des angetriebenen Zuförderrades
- 307
- Spannvorrichtung des Zuförderradpaars
- 309
- Radaufnahme der Spannvorrichtung 307
- 311
- Radwelle des unangetriebenen Zuförderrades 301
- 313
- Verbindungsmittel der Spannvorrichtung
- 315
- unangetriebenes Abförderrad
- 317
- Radachse des angetriebenen Abförderrades
- 319
- Radachse des unangetriebenen Abförderrades
- 321
- Spannvorrichtung des Abförderradpaars
- 323
- Radaufnahme der Spannvorrichtung 321
- 325
- Radwelle des unangetriebenen ab Förderrades
- 327
- Ausnehmung in Förderrad
- 601
- Vorrichtung
- 603
- Ablängvorrichtung
- 605
- Schneide
- 609
- Verpackungsmaterialererzeugnis
- 611
- Verpackungsmaterialstrang
- 613
- Zuförderradpaar
- 615
- Abförderradpaar
- 617
- Begrenzungswandung
- 619
- Förderkanal
- 621, 621'
- flussaufwärtiger Wandungsabschnitt
- 623,623'
- flussaufwärtige Konterkante
- 625,625'
- flussabwärtiger Wandungsabschnitt
- 627,627'
- flussabwärtige Konterkante
- 629
- Spalt
- 631
- Schneidspitze
- 633
- Rückzugsspalt
- 635
- Antrieb, Elektromotor des Zuförderradpaars
- 637
- Getriebe des Zuförderradpaars
- 639
- Antriebswelle des angetriebenen Zuförderradpaars
- 641
- angetriebenes Zuförderrad
- 643
- Antrieb, Elektromotor des Abförderradpaars
- 645
- Getriebe des Abförderradpaars
- 647
- Antriebswelle des angetriebenen Abförderradpaars
- 649
- angetriebenes Abförderrad
- 651
- Antrieb, Elektromotor der Ablängvorrichtung
- 653
- Getriebe der Ablängvorrichtung
- 655
- Übersetzungsgetriebe
- 657
- Umwandlungsgetriebe
- 659
- trichterförmiger Abschnitt des Zuförderradpaars
- 661
- trichterförmiger Abschnitt des Abförderradpaars
- 663
- Schneidzacken
- 665
- Montageabschnitt der Schneide
- 667
- Schlitten der Schneide
- 669
- Bohrungen in Schneide
- 671
- Gelenksabschnitt (dem Übersetzungsgetriebe 655 zugewandt)
- 673
- Gelenksabschnitt (dem Schlitten 667 zugewandt)
- 675
- Führung der Schneide in Schneidrichtung
- 677
- Führungszylinder
- 679
- Schlittenschuh
- T
- Tiefe der Papierpolstererzeugnismaschine
- F
- Förderrichtung
- S
- Schneidrichtung
- AA
- Abförderradachsabstand
- ZA
- Zuförderradachsabstand
- TAZ
- Tangente des Zuförderradpaars
- TAA
- Tangente des Abförderradpaars
- D1
- Drehachse zwischen den zwei Gelenksabschnitten 671 und 673
- D2
- Drehachse zwischen dem Gelenksabschnitt 673 und dem Schlitten 667
- D3
- Drehachse zwischen dem Gelenksabschnitt 671 und dem Übersetzungsgetriebe 655
- a, a'
- Abstand zwischen flussaufwärtiger Konterkante und Schneide in Schneidrichtung
- b, b'
- Abstand zwischen flussabwärtiger Konterkante und Schneide in Schneidrichtung
- c, c'
- Abstand zwischen flussabwärtige Konterkante und flussaufwärtige Konterkante in Schneidrichtung
- d
- Abstand zwischen Schneidespitze und flussaufwärtige Konterkante in Schneidendstellung der Schneide
- e
- Abstand zwischen Schneidespitze und flussabwärtige Konterkante in Schneidendstellung der Schneide.
- nzu
- Zuförderdrehzahl
- nab
- Abförderdrehzahl
- ϕ ist,zu
- vorbestimmte Winkel des Zuförderradpaars
- ϕ ist,ab
- vorbestimmte Winkel des Abförderradpaars
- ϕ soll,zu
- Soll Winkel des Zuförderradpaars
- ϕ soll,ab
- Soll Winkel des Abförderradpaars
- Δϕ S,zu
- Differenzwinkel durch den Schneidvorgang am Zuförderradpaar
- Δϕ S,ab
- Differenzwinkel durch den Schneidvorgang am Abförderradpaar
- t1
- Beginn des Fertigungsverfahrens
- t2
- Beginn des spannen
- t3
- Beginn des Abtrennens
- t4
- Schnitteingriff
Claims (15)
- Vorrichtung (601) zum Fertigen eines Verpackungsmaterialerzeugnisses (609) aus einem Faserausgangsmaterial, wie einer ein- oder mehrlagigen Papierbahn oder einer Wellpappenbahn, insbesondere aus Recyclingpapier, umfassend:eine Ablängvorrichtung (603) zum Abtrennen des Verpackungsmaterialerzeugnisses (609) von einem Verpackungsmaterialstrang, wie einer Wellpappenbahn oder einem in der Vorrichtung (601) aus dem Faserausgangsmaterial umgeformten, dreidimensionalen Papierpolsterstrang (611);ein der Ablängvorrichtung (603) in Förderrichtung (F) flussaufwärts angeordnetes Zuförderradpaar (613) zum Fördern des Verpackungsmaterialstrangs (611);ein der Ablängvorrichtung (603) in Förderrichtung (F) flussabwärts angeordnetes Abförderradpaar (615) zum Abfördern des Verpackungsmaterialstrangs (611);einen sich zumindest auf Förderrichtungshöhe der Ablängvorrichtung (603) in Förderrichtung (F) erstreckenden Förderkanal, der durch eine Begrenzungswandung (617) begrenzt ist; undeinen in der Begrenzungswandung (617) ausgebildeten Spalt (629), der derart ausgestaltet ist, dass eine Schneide der Ablängvorrichtung (603) kontaktfrei in den Spalt (629) ein- und ausfahren kann,dadurch gekennzeichnet, dass der Spalt (629) derart in die Begrenzungswandung (617) eingebracht ist, dass die Schneide vor dem Einfahren in den Spalt (629) in Schnitteingriff mit dem Verpackungsmaterialstrang (611) kommt.
- Vorrichtung (601) nach Anspruch 1, wobei der Förderkanal (619) in Förderrichtung (F) flussaufwärts des Spaltes (629) von einem flussaufwärtigen Wandungsabschnitt (621) begrenzt ist, der eine den Spalt (629) in Förderrichtung (F) flussaufwärts begrenzende flussaufwärtige Konterkante (623) aufweist.
- Vorrichtung (601) nach Anspruch 2, wobei die Schneide beim Ein- und Ausfahren in den Spalt (629) in Förderrichtung (F) von der flussaufwärtigen Konterkante (623) beabstandet ist, vorzugsweise um 0,1 mm bis 50 mm, 0,5 mm bis 30 mm oder 1,0 mm bis 15 mm beabstandet ist, wobei vorzugsweise der Abstand (a) zwischen Schneide und der flussaufwärtigen Konterkante (623) in Förderrichtung (F) beim Ein- und Ausfahren in den Spalt (629), besonders bevorzugt über den gesamten Verfahrweg von einer Schneidstartstellung in eine Schneidendstellung, konstant ist.
- Vorrichtung (601) nach Anspruch 2 oder 3, wobei
die Schneide (605) beim Ein- und Ausfahren in den Spalt (629) insbesondere in Schnittrichtung (S) über die flussaufwärtige Konterkante (623) hinaus fährt, vorzugsweise um 0,1 mm bis 200 mm, 0,5 mm bis 100 mm oder 5,0 mm bis 50 mm über die flussaufwärtige Konterkante (623) hinaus fährt. - Vorrichtung (601) nach einem der Ansprüche 2 bis 4, wobei der Förderkanal (619) in Förderrichtung (F) flussabwärts des Spaltes (629) von einem flussabwärtigen Wandungsabschnitt (625) begrenzt ist, der eine den Spalt (629) in Förderrichtung (F) flussabwärts begrenzende flussabwärtige Konterkante (627) aufweist.
- Vorrichtung (601) nach Anspruch 5, wobei die Schneide beim Ein- und Ausfahren in den Spalt (629) in Förderrichtung (F) von der flussabwärtigen Konterkante (627) beabstandet ist, vorzugsweise um 0,1 mm bis 200 mm, 0,5 mm bis 100 mm oder 5,0 mm bis 50 mm beabstandet ist, wobei vorzugsweise der Abstand (b) zwischen Schneide und der flussabwärtigen Konterkante (627) in Förderrichtung (F) beim Ein- und Ausfahren in den Spalt (629), besonders bevorzugt über den gesamten Verfahrweg von einer Schneidstartstellung in eine Schneidendstellung, konstant ist.
- Vorrichtung (601) nach Anspruch 5 oder 6, wobei
die Schneide (605) beim Ein- und Ausfahren in den Spalt (629) insbesondere in Schnittrichtung (S) über die flussabwärtige Konterkante (627) hinaus fährt, vorzugsweise um 0,1 mm bis 150 mm, 0,5 mm bis 70 mm oder 5,0 mm bis 30 mm über die flussabwärtige Konterkante (627) hinaus fährt. - Vorrichtung (601) nach einem der Ansprüche 5 bis 7, wobei
die flussabwärtige Konterkante (627) gegenüber der flussaufwärtigen Konterkante (623) in Schneidrichtung (S) versetzt ist, vorzugsweise um 0,1 mm bis 200 mm, 0,1 mm bis 100 mm, 0,1 mm bis 50 mm, 0,5 mm bis 30 mm oder 5 mm bis 10 mm versetzt ist und/oder derart versetzt ist, dass der Verpackungsmaterialstrang und/oder das Verpackungsmaterialerzeugnis beim Abtrennen des Verpackungsmaterialerzeugnisses kontaktfrei gegenüber dem flussabwärtigen Wandungsabschnitt (625), insbesondere der flussabwärtigen Konterkante (627), verbleiben. - Vorrichtung (601) nach einem der Ansprüche 1 bis 8, wobei die Schneide beim Ein- und Ausfahren in den Spalt (629) aus dem Förderkanal (619) herausfährt und/oder die Schneide in einer Schneidendstellung um 0,1 bis 150 mm, 0,5 bis 70 mm, oder 5,0 bis 30 mm aus dem Förderkanal (619) herausragt.
- Vorrichtung (601) nach einem der Ansprüche 1 bis 9, wobei der Spalt (629) derart in die Begrenzungswandung (617) eingebracht ist, insbesondere die Begrenzungswandung derart ausgestaltet ist (617), dass das Verpackungsmaterialerzeugnis abgetrennt wird bevor die Schneide (605) in den Spalt (629) einfährt.
- Vorrichtung (601) nach einem der Ansprüche 1 bis 10, die einen in der Begrenzungswandung (617) ausgebildeten Rückzugsspalt (633) umfasst, der derart ausgestaltet ist, dass die Schneide, insbesondere kontaktfrei, in den Förderkanal (619) ein- und ausfahren kann, wobei der Rückzugsspalt (633) vorzugsweise an einem dem Spalt (629) in Schneidrichtung (S) gegenüberliegenden Abschnitt der Begrenzungswandung (617) ausgebildet ist, wobei der Rückzugsspalt (633) und/oder der gegenüberliegende Abschnitt der Begrenzungswandung (617) vorzugsweise wie der Spalt (629) und/oder die den Spalt (629) umgebenden Wandungsabschnitte (621, 625) ausgebildet ist.
- Vorrichtung (601) nach Anspruch 11, wobei der Rückzugsspalt (633) und der Spalt (629) derart in der Begrenzungswandung (617) ausgebildet sind, dass die Schneide beim Verfahren aus einer Schneidstartstellung in eine Schneidendstellung über den Rückzugsspalt (633) in den Förderkanal (619) einfahren und, insbesondere an einer in Schneidrichtung (S)gegenüberliegenden Seite des Förderkanals (619), über den Spalt (629) aus dem Förderkanal (619) ausfahren kann und/oder dassdie Schneide beim Verfahren aus einer Schneidstartstellung in eine Schneidendstellung zuerst über den Rückzugspalt (633) in den Förderkanal (619) einfährt, in dem Förderkanal (619) in Schneideingriff mit dem Verpackungsmaterialstrang gerät und über den Spalt (629) aus dem Förderkanal (619) ausfährt und/oder dassdie Schneide beim Verfahren aus einer Schneidendstellung in eine Schneidstartstellung über den Rückzugsspalt (633) aus dem Förderkanal (619) ausfahren kann.
- Vorrichtung (601) nach Anspruch 11 oder 12, wobei die Schneide über den Rückzugsspalt (633) vollständig aus dem an die Schneide in Förderrichtung (F) anschließenden Förderkanalabschnitt ausgefahren werden kann.
- Vorrichtung (601) nach einem der Ansprüche 11 bis 13, wobei sich der Rückzugsspalt (633) quer, vorzugsweise orthogonal, zur Förderrichtung (F) und/oder zur Schneidrichtung (S)erstreckt.
- Vorrichtung (601) nach einem der Ansprüche 1 bis 14, wobei sich der Spalt (629) quer, vorzugsweise orthogonal, zur Förderrichtung (F) und/oder zur Schneidrichtung (S)erstreckt.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102018009678.6A DE102018009678A1 (de) | 2018-12-11 | 2018-12-11 | Vorrichtung mit Guillotine-Ablängvorrichtung zum Fertigen eines Verpackungsmaterialerzeugnisses aus einem Faserausgangsmaterial und Verfahren zum Fertigen eines Verpackungsmaterialerzeugnisses |
| PCT/EP2019/084653 WO2020120579A1 (de) | 2018-12-11 | 2019-12-11 | Vorrichtung mit guillotine-ablängvorrichtung zum fertigen eines verpackungsmaterialerzeugnisses aus einem faserausgangsmaterial und verfahren zum fertigen eines verpackungsmaterialerzeugnisses |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3894206A1 EP3894206A1 (de) | 2021-10-20 |
| EP3894206B1 true EP3894206B1 (de) | 2025-02-19 |
Family
ID=69005707
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19827660.2A Active EP3894206B1 (de) | 2018-12-11 | 2019-12-11 | Vorrichtung mit guillotine-ablängvorrichtung zum fertigen eines verpackungsmaterialerzeugnisses aus einem faserausgangsmaterial und verfahren zum fertigen eines verpackungsmaterialerzeugnisses |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US12545002B2 (de) |
| EP (1) | EP3894206B1 (de) |
| DE (1) | DE102018009678A1 (de) |
| PL (1) | PL3894206T3 (de) |
| WO (1) | WO2020120579A1 (de) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112192907B (zh) * | 2020-11-02 | 2022-11-04 | 安徽六安市成林包装有限公司 | 一种集折边叠合输送打包于一体的双层牛皮纸垫生产线 |
| DE102022114014A1 (de) * | 2022-06-02 | 2023-12-07 | Storopack Hans Reichenecker Gmbh | Vorrichtung zum Umwandeln eines Ausgangsmaterials in ein Polstermaterial zum Füllen des Leervolumens in einem Behälter, sowie Verfahren zum Betreiben einer solchen Vorrichtung |
Family Cites Families (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3613522A (en) * | 1969-09-12 | 1971-10-19 | Arpax Co | Method of producing cushioning dunnage |
| JPS62205943A (ja) * | 1986-03-04 | 1987-09-10 | Minolta Camera Co Ltd | 自動給紙装置 |
| US5712020A (en) * | 1990-06-14 | 1998-01-27 | Ranpak Corp. | Resilient packing product and method and apparatus for making the same |
| US6311596B1 (en) * | 1990-10-05 | 2001-11-06 | Ranpak Corp. | Cutting assembly for a cushioning conversion machine |
| US5123889A (en) * | 1990-10-05 | 1992-06-23 | Ranpak Corporation | Downsized cushioning dunnage conversion machine and cutting assemblies for use on such a machine |
| US5203761A (en) * | 1991-06-17 | 1993-04-20 | Sealed Air Corporation | Apparatus for fabricating dunnage material from continuous web material |
| US5840004A (en) * | 1994-07-22 | 1998-11-24 | Ranpak Corp. | Cushioning conversion machine and method |
| FR2734750B1 (fr) * | 1995-05-31 | 1997-11-07 | Naturembal Sa | Dispositif de separation procedant par arrachage |
| JP2000506076A (ja) * | 1996-02-28 | 2000-05-23 | ランパック コーポレイション | 緩衝変換機 |
| EP1393888B1 (de) | 1996-06-28 | 2006-03-29 | Ranpak Corp. | Polsterumwandlungsmaschine |
| US6468197B1 (en) * | 1996-07-10 | 2002-10-22 | Ranpak Corp. | Cushioning conversion machine with severing mechanism |
| US6033353A (en) * | 1997-02-26 | 2000-03-07 | Ranpak Corp. | Machine and method for making a perforated dunnage product |
| US5906569A (en) * | 1997-09-30 | 1999-05-25 | Ranpak Corp. | Conversion machine and method for making folded strips |
| US6168560B1 (en) * | 1998-04-17 | 2001-01-02 | Ranpak Corp | Cushioning conversion machine and method with pad transferring device |
| US7083560B2 (en) * | 1999-09-09 | 2006-08-01 | Ranpak Corp. | Cushioning conversion machine having heavy duty characteristics |
| US20070021286A1 (en) * | 1999-09-03 | 2007-01-25 | Kobben Pierre H G | Cushioning conversion machine having heavy duty characteristics |
| US6918489B2 (en) * | 2002-04-22 | 2005-07-19 | Ranpak Corp. | Dunnage converter system |
| US20070117703A1 (en) * | 2005-11-22 | 2007-05-24 | Sealed Air Corporation | Machine and method for converting a web of material into dunnage |
| KR101599390B1 (ko) * | 2007-09-24 | 2016-03-14 | 랜팩 코포레이션 | 깔개 전환 장치, 깔개 전환 장치의 로딩 방법, 및 깔개 제품의 분배 방법 |
| EP2536556B1 (de) * | 2010-02-15 | 2014-11-19 | Ranpak Corp. | Maschine und system zur umwandlung von packmaterial für hohlraumfüllung |
| US8348818B2 (en) * | 2010-05-27 | 2013-01-08 | Sealed Air Corporation (Us) | Machine for producing packaging cushioning |
| US9884465B2 (en) * | 2011-06-16 | 2018-02-06 | Ranpak Corp. | Dunnage conversion machine and method with downstream feed monitor |
| DE102012218683A1 (de) * | 2012-10-12 | 2014-04-17 | Storopack Hans Reichenecker Gmbh | Vorrichtung zur Herstellung eines Polsterungsprodukts aus Papier |
| DE102014016874A1 (de) * | 2014-11-14 | 2016-05-19 | Sprick Gmbh Bielefelder Papier- Und Wellpappenwerke & Co. | Vorrichtung zum maschinellen Fertigen eines Füllmaterialerzeugnisses |
| US10093487B2 (en) * | 2016-04-25 | 2018-10-09 | Kamran Ramezani | Motor shaped as a roller |
| MX2019003999A (es) * | 2016-10-11 | 2019-08-12 | Sealed Air Corp | Maquina y metodo para producir material de empaque de relleno de vacio. |
| CA3039609C (en) * | 2016-10-11 | 2020-01-07 | Ranpak Corp. | Dunnage conversion machine and method |
| DE102017109842A1 (de) * | 2017-05-08 | 2018-11-08 | Sprick Gmbh Bielefelder Papier- Und Wellpappenwerke & Co. | Vorrichtung und Verfahren zum Fertigen eines Polsterkissens aus einer ein- oder mehrlagigen kontinuierlichen Papierbahn |
| DE102018009733A1 (de) * | 2018-12-11 | 2020-06-18 | Sprick Gmbh Bielefelder Papier- Und Wellpappenwerke & Co. | Vorrichtung mit Elektromotor zum Bereitstellen von Verpackungsmaterial und Verfahren zum Betreiben einer Verpackungsmaterialbereitstellungsvorrichtung |
-
2018
- 2018-12-11 DE DE102018009678.6A patent/DE102018009678A1/de not_active Withdrawn
-
2019
- 2019-12-11 EP EP19827660.2A patent/EP3894206B1/de active Active
- 2019-12-11 US US17/312,790 patent/US12545002B2/en active Active
- 2019-12-11 WO PCT/EP2019/084653 patent/WO2020120579A1/de not_active Ceased
- 2019-12-11 PL PL19827660.2T patent/PL3894206T3/pl unknown
Also Published As
| Publication number | Publication date |
|---|---|
| US12545002B2 (en) | 2026-02-10 |
| PL3894206T3 (pl) | 2025-06-16 |
| DE102018009678A1 (de) | 2020-06-18 |
| EP3894206A1 (de) | 2021-10-20 |
| WO2020120579A1 (de) | 2020-06-18 |
| US20220242082A1 (en) | 2022-08-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE102012222805B3 (de) | Verfahren und Vorrichtung zum Herstellen eines Polsterungserzeugnisses sowie Polsterungserzeugnis | |
| EP3269265B1 (de) | Schneiden eines belagpapierstreifens der tabak verarbeitenden industrie | |
| DE102008033776B4 (de) | Wellpappe-Anlage | |
| EP3542648B1 (de) | Vorrichtung und verfahren zum herstellen eines strangs aus bahnmaterial | |
| DE19926461A1 (de) | Vorrichtung zum Aufschneiden von Lebensmittelprodukten | |
| EP3894206B1 (de) | Vorrichtung mit guillotine-ablängvorrichtung zum fertigen eines verpackungsmaterialerzeugnisses aus einem faserausgangsmaterial und verfahren zum fertigen eines verpackungsmaterialerzeugnisses | |
| CH649446A5 (de) | Verfahren zum behandeln von ueber transporteinrichtungen herangefuehrten und zwischen zwei foerderbaendern gehaltenen fruechten, insbesondere nuessen. | |
| EP0997417A1 (de) | Verfahren und Vorrichtung zum Durchtrennen einer laufenden Materialbahn | |
| EP2140773A1 (de) | Strangmaterialabfördervorrichtung der Tabak verarbeitenden Industrie | |
| WO2019158404A1 (de) | Vorrichtung zur längstrennung eines rohres | |
| EP4026690A2 (de) | Vorrichtung mit mehreren antrieben zum fertigen eines verpackungsmaterialerzeugnisses aus einem faserausgangsmaterial, verfahren zum fertigen eines verpackungsmaterialerzeugnisses und verfahren zum beseitigen von verpackungsmaterialverstopfungen | |
| DE102008033775B4 (de) | Wellpappe-Anlage mit einer Schleusen-Einrichtung und Verfahren zum Ausschleusen von Stücken einer Wellpappe-Bahn | |
| DE69903819T2 (de) | Verfahren sowie vorrichtung zum unterteilen eines langen bandes oder stranges eines gummiproduktes in einzelportionen | |
| EP1084975A2 (de) | Verfahren und Vorrichtung zum Durchtrennen einer laufenden Materialbahn | |
| EP3797949B1 (de) | Vorrichtung und verfahren zum perforieren eines ettikettenbandes | |
| EP3083463B1 (de) | Vorrichtung zum automatischen schneiden und abführen einer materialbahn sowie verfahren hierzu | |
| EP3820310B1 (de) | Vorrichtung und verfahren zum abtrennen von stabförmigen segmenten der tabak verarbeitenden industrie von einem strang | |
| DE10348179B3 (de) | Vorrichtung und Verfahren zum Herstellen mindestens zweier Banderolenbahnen aus einem bahnförmigen Material | |
| DE102024120283B4 (de) | Vorrichtung zum Auftrennen einer Flachbahn sowie Vorrichtung zum Herstellen eines Strangs | |
| EP1924733B1 (de) | Verfahren zur herstellung einer gewebebahn, insbesondere eines bandgewebes, mit einer samtkante, sowie vorrichtung zur durchführung des verfahrens | |
| DE102008002260A1 (de) | Vorrichtung zum Führen bzw. Überführen einer Faserstoffbahn | |
| WO2003066222A1 (de) | Feinschnitt-schneidwerk für aktenvernichter | |
| DE102006021599B3 (de) | Vorrichtung zum gleichzeitigen Verpacken von Gegenständen | |
| DE10220558A1 (de) | Schneidwerk für einen Dokumentenvernichter | |
| DE102021118030A1 (de) | Verfahren zur Herstellung eines gerafften Materials |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: UNKNOWN |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE INTERNATIONAL PUBLICATION HAS BEEN MADE |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20210630 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| DAV | Request for validation of the european patent (deleted) | ||
| DAX | Request for extension of the european patent (deleted) | ||
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230526 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20240930 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502019012972 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502019012972 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20250219 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250519 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250219 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250219 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250619 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250519 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250219 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250219 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250620 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250219 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250219 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250520 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250219 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250219 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250219 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250219 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250219 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250219 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250219 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502019012972 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20251218 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20251218 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CZ Payment date: 20251128 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20251201 Year of fee payment: 7 |
|
| 26N | No opposition filed |
Effective date: 20251120 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20251222 Year of fee payment: 7 Ref country code: IE Payment date: 20260311 Year of fee payment: 7 |