EP3969401B1 - Aufzuglaufrolle für eine aufzuganlage, aufzuganlage mit zumindest einer solchen aufzuglaufrolle und verfahren zum herstellen einer aufzuglaufrolle - Google Patents
Aufzuglaufrolle für eine aufzuganlage, aufzuganlage mit zumindest einer solchen aufzuglaufrolle und verfahren zum herstellen einer aufzuglaufrolle Download PDFInfo
- Publication number
- EP3969401B1 EP3969401B1 EP20724877.4A EP20724877A EP3969401B1 EP 3969401 B1 EP3969401 B1 EP 3969401B1 EP 20724877 A EP20724877 A EP 20724877A EP 3969401 B1 EP3969401 B1 EP 3969401B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- elevator
- roller
- shell
- roller body
- profile
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B66—HOISTING; LIFTING; HAULING
- B66B—ELEVATORS; ESCALATORS OR MOVING WALKWAYS
- B66B15/00—Main component parts of mining-hoist winding devices
- B66B15/02—Rope or cable carriers
Definitions
- a method for producing an elevator roller for an elevator installation wherein a shell made of a POM material forming a running surface of the elevator roller is connected to a contact surface of a roller body made of a metal material, wherein the contact surface has a corrugated profile running in the circumferential direction and a V-ribbed profile of the shell running in the circumferential direction on the running surface has a rib spacing which substantially corresponds to a corrugation spacing of the corrugated profile.
- the POM material can be a polyoxymethylene material.
- the POM material can comprise high-molecular-weight polyoxymethylene.
- the POM material can be a POM copolymer (POM-C).
- POM-C POM copolymer
- Such a POM material can have a particularly low coefficient of friction when in contact with, for example, PU (polyurethane).
- PU polyurethane
- the coefficient of friction of the POM material can be largely constant relative to PU, regardless of surface pressure, and/or largely independent of prevailing temperature and humidity.
- little or no electrostatic charging can occur when the POM material comes into contact with PU.
- the roller body can be essentially circular-cylindrical or have a circular-cylindrical peripheral surface.
- the metal material from which the roller body is made or constructed can be steel, for example.
- the steel can be hardened.
- the casing can be annular.
- the casing can be directly connected to the roller body in the radial direction.
- the outer circumferential surface of the casing can form the running surface of the elevator roller.
- the running surface can be rotationally symmetrical to a rotational axis of the elevator roller.
- the circumferential surface of the roller body forms the contact surface at which the radially inner roller body adjoins the radially outer shell.
- An opposite wave profile can have a positive side and a negative side.
- the positive and negative sides can fit together exactly.
- a circumferential direction can be tangential to the axis of rotation.
- a wave profile can have peaks running in the circumferential direction and valleys running in the circumferential direction between the peaks.
- a V-ribbed profile can have wedge-shaped ribs running in the circumferential direction and wedge-shaped spaces between the ribs. The ribs can be aligned at the peaks.
- a rib spacing can describe a distance between two ribs, in particular between the centers of two ribs. The rib spacing is sometimes also referred to as rib pitch.
- a wave spacing can describe a distance between two peaks or between two valleys, in particular between the centers of two peaks or valleys. The wave spacing is sometimes also referred to as wave pitch.
- the approach presented here enables good lateral guidance of the belt on the elevator pulley. If an angular misalignment occurs between the belt and the elevator pulley, the POM material casing results in low friction between the belt and the POM material. Due to the low friction, the belt ribs can slide into the spaces between the ribs of the V-ribbed profile with a low friction force. Due to the low friction force created, it is possible, for example, to prevent a support belt that may be arranged slightly diagonally across the running surface of the elevator pulley from moving in an axial direction of the elevator pulley over time and ultimately slipping off the elevator pulley. Instead, the support belt is guided by the V-ribbed profile that the casing forms on the running surface and is prevented from shifting in the axial direction of the elevator pulley. The low friction and the resulting suppression of skew also lead to a reduction in noise generation.
- the profiled contact surface of the roller body also ensures emergency running properties even if the casing is damaged, as the belt is also guided laterally in the shaft profile of the roller body.
- the V-ribbed profile formed on the running surface of the casing has a rib spacing that corresponds to the shaft spacing of the shaft profile at the contact surface between the The shaft and the roller body correspond to the diameter of the ribbed belt.
- a ribbed carrying belt can therefore normally engage with the V-ribbed profile of the shaft and be guided by it.
- the V-ribbed profile can also interact with the shaft profile on the remaining roller body and be guided by it.
- the corrugated profile also enables increased durability of the casing, as there is an approximately constant material thickness between the corrugated profile and the V-ribbed profile.
- the shell can be molded onto the roller body using an injection molding process.
- the opposite wave profile can be formed by the wave profile of the roller body.
- the V-ribbed profile of the running surface can be formed by an injection molding tool used in the injection molding process.
- the contact surface of the roller body can be a boundary surface of a mold cavity of the injection molding tool.
- a plasticized POM material can mold the positive wave profile of the roller body as the negative wave profile of the shell, and the positive V-ribbed profile in the injection molding tool as the negative V-ribbed profile of the shell.
- the casing can have a material thickness between 1 mm and 5 mm in the area of the running surface.
- the material thickness of the casing can be between 0.1% and 10%, preferably between 1% and 5%, of the diameter of the elevator pulley.
- the casing is therefore not a thin coating of the pulley body, but rather a component of substantial thickness and is therefore abrasion-resistant.
- the casing is a load-bearing component of the elevator pulley.
- the material thickness can vary at different positions along a longitudinal direction of the shell by less than 30%, preferably by less than 20%, and more preferably by less than 10%.
- the material thickness can thus be substantially uniform along the axial length of the shell's running surface. Material accumulations are avoided.
- the uniform material thickness results in uniform thermal shrinkage of the POM material during cooling. This can simplify and increase the reliability of the production of the elevator roller, as well as Properties of the casing can be improved, for example with regard to load capacity or wear.
- the POM material can exhibit a material friction coefficient of between 0.1 and 0.6 against a PU material. Due to the low material friction coefficient, only a small portion of the resulting normal force between the belt and the running surface acts as friction. Low friction leads to low abrasion and low heating of the involved components. Furthermore, the profiled belt can be prevented from running into the complementarily profiled running surface of the elevator pulley, for example, in the case of a slightly angled belt, thus reducing the tendency of the angled belt to slide off the elevator pulley in the axial direction.
- the peak radii of the peaks can be smaller than the valley radii of the valleys.
- the wave profile at the contact surface between the roller body and the casing can be more curved in the peak area than in the valley area.
- Large valley radii can reduce stress-increasing notch effects.
- larger valley radii can prevent crack formation.
- An extrusion surface of the POM material can be unprocessed, at least in the area of the running surface.
- the extrusion surface can be understood to be an exposed surface of the POM material, as it is typically formed by an extrusion process, in particular an injection molding process used to form the casing.
- An extrusion surface can be particularly smooth because, on the one hand, the mold cavity of the injection molding tool can be polished and, on the other hand, a smooth surface is created on the tool by the solidification process of the plastic melt.
- the extrusion surface can be pore-free.
- the elevator roller can be used as it is removed from the injection molding tool.
- the extrusion surface can have a low coefficient of friction.
- the casing may have at least one edge disc made of POM material laterally adjacent to the running surface.
- the edge disc may be manufactured by injection molding.
- the edge disc may be molded together with the rest of the The casing can be manufactured in a single injection molding process.
- the running surface and the edge washer can thus be made from a single piece.
- the edge washer can be used as a safety element to reliably prevent the belt from sliding sideways.
- At least one edge disc of the casing can be molded onto the roller body with an outward tilt. This tilt can be compensated for by thermal shrinkage of the casing during a cooling phase after removal from the injection mold.
- An extrusion surface of the POM material, at least in the area of the inner side of the edge disc facing the running surface, can be left unmachined. The mutual compensation of the tilt and the shrinkage eliminates the need for post-processing.
- An outer ring of a bearing of the elevator pulley can form the roller body.
- the outer ring can have the wave profile.
- a bearing can have an inner ring and an outer ring.
- Rolling elements of a rolling bearing can be arranged between the inner ring and the outer ring.
- the rolling elements can be balls, barrels, rollers, or needles, for example.
- the outer ring can have a greater wall thickness than that of a standard bearing.
- the outer ring can be machined, for example, by turning. This results in a two-part construction of the elevator pulley, with the first part being formed by the rolling bearing and the second part by the shell.
- the roller body can have a fitting surface for an outer ring of a bearing of the elevator pulley on a side opposite the contact surface.
- the bearing can be pressed into the roller body.
- the roller body can be essentially hollow cylindrical.
- the bearing can be secured against lateral movement. With a large elevator running pulley, there may be enough space between the running surface and the bearing to use an easily manufactured roller body. This results in a three-part construction of the elevator pulley, with the first part being formed by the rolling bearing, the second part by the outer ring, also known as the sleeve, and the third part by the casing.
- the bearing can be a sealed, double-row cage ball bearing in an O-arrangement.
- a sealed bearing can have two seals. The seals can close a gap between the outer ring and the inner ring on both sides.
- a sealed bearing can be insensitive to dirt.
- the sealed bearing can be filled with a lubricant. The lubricant can be enclosed in the gap by the seals.
- a double-row rolling bearing can have two rows of rolling elements rolling one behind the other. The double-row rolling bearing can support an axial force in addition to a radial force.
- a cage rolling bearing has a cage for the rolling elements. The cage is arranged in the gap between the inner ring and the outer ring. The cage has regularly arranged recesses for the rolling elements.
- a ball bearing has balls as rolling elements.
- An O-arrangement enables a double-row rolling bearing to support an axial force and thus an increased torque.
- the bearing may have a specific bearing clearance.
- Bearing clearance can occur when the bearing is in a relaxed state. When the bearing is installed, the bearing clearance decreases. When the sleeve is applied to the contact surface, the bearing clearance decreases. A supported radial force reduces the bearing clearance on one side while increasing it on the opposite side. The bearing clearance can be adjusted to the expected radial force.
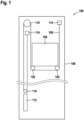
- Fig. 1 shows an illustration of an elevator system 100 with at least two elevator rollers 102 according to an exemplary embodiment.
- the elevator rollers 102 can be referred to as pulleys of the elevator system 100.
- the elevator system 100 has a car 104, which is suspended vertically movably in an elevator shaft 106 by one or more belts 108. Guide rails for guiding the car 104 in the elevator shaft 106 are not shown here for the sake of simplicity.
- the elevator pulleys 102 are arranged in the area of a floor of the car 104, and the belt 108 runs over the elevator pulleys 102.
- the belt 108 connects the car 104 to a drive 110 of the elevator system 100 and a counterweight 112 of the elevator system 100.
- the belt 108 is attached at both ends to a fixed point 114 of the elevator shaft 106.
- the fixed points 114 are arranged in an upper end region of the elevator shaft 106.
- the belt 108 runs from one fixed point 114 on one side of the car 104 vertically downward to one of the elevator pulleys 102.
- the elevator pulley 102 is arranged in a lower lateral corner of the car 104.
- the belt 108 is deflected horizontally and runs horizontally under the car 104 to the other elevator pulley 102.
- the other elevator pulley 102 is arranged in an opposite lower lateral corner of the car 104.
- the belt 108 is deflected vertically again and runs vertically upward on the other side of the car 104. to a drive pulley of the drive 110.
- the belt 108 is deflected by 180° and runs vertically downwards to a deflection pulley 116 connected to the counterweight 112.
- the belt 108 is again deflected by 180° and runs vertically upwards again to the other fixed point 114.
- the belt 108 here is a V-ribbed belt with at least one V-ribbed surface. Therefore, at least the elevator rollers 102 have a V-ribbed profile on one running surface.
- the V-ribbed surface engaging the V-ribbed profile guides the belt 108 laterally in the elevator rollers 102, i.e., in an axial direction of the elevator rollers 102 and thus transversely to a longitudinal direction of the V-ribbed profile.
- the elevator rollers 102 have edge pulleys as additional lateral guidance.
- FIGS. 2a and 2b show a sectional view of an elevator roller 102 according to an embodiment.
- Fig. 2a shows the cross-sectional view of the entire elevator pulley.
- Fig. 2b shows an enlarged view of detail A of the sectional view in Fig. 2a .
- the elevator roller 102 essentially corresponds to one of the elevator rollers in Fig. 1
- the elevator roller 102 is shown cut centrally along a rotation axis.
- the elevator roller 102 has a roller body 200 and a casing 202.
- the casing 202 forms a running surface 204 of the elevator roller 102.
- the roller body 200 is made of a metal material, in particular steel.
- the casing 202 is made of a POM material.
- a POM material is referred to as a polyoxymethylene material.
- a contact surface 206 between the casing 202 and the roller body 200 is partially wave-shaped in a circumferential direction of the elevator roller 102.
- the roller body 200 thus has a positive wave profile 208, while the casing 202 has a negative wave profile 210 that is opposite to this.
- the POM material is referred to as PAS-L material, in particular PAS-L69.
- PAS-L material is offered by Faigle (based in Hard, Austria). Information on this POM material is available, among other places, at www.faigle.com, in particular at www.faigle.com/presse/die-pas-l-materialfamilie/.
- the density of such POM material can be approximately 1.41 g/cm 3 .
- the maximum permissible compressive load can be 16 N/ mm2 (static).
- the pv value i.e., the product of the specific load (p) and the sliding speed (v), determines the suitability of the material. Both influencing factors interact with each other.
- the value for dry running against steel can be between 0.1 and 0.15.
- a dynamic friction coefficient, for example, is 0.3, although this value is an average for dry running on steel.
- the POM material is injection-molded onto the roller body 200 to produce the elevator roller 102.
- the roller body 200 is arranged in a receptacle of an injection mold for producing the shell 202. Closing the injection mold creates a mold cavity for the shell 202.
- the POM material is injected in plasticized form into the mold cavity, replicates it, and bonds with the contact surface 206.
- the plasticized POM material can be injected into the mold cavity via at least three evenly distributed sprues. Alternatively, the POM material can be injected into the mold cavity via an annular umbrella sprue. After the mold cavity is completely filled, the POM material cools below a plasticizing temperature and solidifies in the mold cavity. After solidification, the injection mold is opened, and the elevator roller 102 is removed. The POM material continues to cool after removal and thus achieves its desired properties.
- the positive wave profile 208 of the roller body 200 has peaks 212 and valleys 214.
- the peaks 212 of the positive wave profile 208 have a smaller peak radius than the valley radius of the valleys 214 of the positive wave profile 208. Peak radii and valley radii merge directly into one another.
- the oppositely identical negative wave profile 210 of the shell 202 also has peaks 215 and valleys 213, with the peaks 215 of the negative wave profile 210 each having a peak radius corresponding to the valley radius of the positive wave profile 208, and the valleys 213 of the negative wave profile 210 each having a valley radius corresponding to the peak radius of the positive wave profile 208.
- the peaks 215 of the negative wave profile 210 therefore have a larger peak radius than the valley radius of the valleys 213 of the negative wave profile 210.
- the positive wave profile 208 of the roller body 200 here has six valleys 214 and five peaks 212.
- the outer valleys 214 each terminate in an unprofiled shoulder area 216 of the roller body 200.
- the casing 202 has a V-ribbed profile 218 on the running surface 204.
- the V-ribbed profile 218 has five ribs 220.
- the ribs 220 are radially aligned with the peaks 212 of the positive wave profile 108 of the roller body 200.
- a rib spacing 222 between two ribs 220 of the V-ribbed profile 218 is, within a processing tolerance, equal to a wave spacing 224 between two peaks 212 of the wave profile 208.
- the V-ribbed profile 218 provides lateral guidance for the belt, which is designed with V-ribbed sections.
- the peaks 212 of the positive wave profile 108 have a radius of one millimeter.
- the valleys 214 of the positive wave profile 108 have a radius of 1.85 millimeters.
- the bearing 232 is a rolling bearing.
- the bearing 232 is designed as a double-row ball bearing in an O-arrangement. A gap between the outer ring 230 and an inner ring 234 of the bearing 232 is sealed.
- the tread 204 has a smaller width x than in Fig. 2 .
- the V-ribbed profile 218 has the same rib spacing as in Fig. 2 . Therefore, the elevator roller in this embodiment has only three ribs.
- the roller body 200 has the same width as in Fig. 2 . Therefore, the edge discs 226 are wider than in Fig. 2 designed to compensate for the width difference between the running surface 204 and the roller body 200.
- the positive wave profile 208 of the roller body 200 has, as in Fig. 2 five peaks and essentially the same wave spacing. The two outermost valleys of the positive wave profile 208 therefore lie outside the running surface 204.
- the width x can be varied within a variance 306.
- Two or more pulleys with different diameters can be manufactured.
- a three-part construction consisting of a steel ring with a plastic running surface and a bearing is used to achieve the diameter.
- the same rolling bearing can be used for different belt widths; only the plastic outer geometry is varied.
- the roller body has rounded V-grooves, which results in an improved notch effect in the notch root.
- the bearing can be overmolded fully assembled.
- the bearing can be pressed into the roller body as a sleeve.
- the roller body can be coated before injection molding for better plastic bonding.
Landscapes
- Lift-Guide Devices, And Elevator Ropes And Cables (AREA)
- Rolling Contact Bearings (AREA)
- Cage And Drive Apparatuses For Elevators (AREA)
- Pulleys (AREA)
Description
- Die Erfindung betrifft eine Aufzuglaufrolle für eine Aufzuganlage, eine Aufzuganlage mit zumindest einer solchen Aufzuglaufrolle und ein Verfahren zum Herstellen einer Aufzuglaufrolle.
- In Aufzuganlagen werden bewegbare Komponenten wie Aufzugkabinen und Gegengewichte meist mithilfe von Tragmitteln beispielsweise in Form von Trageriemen gehalten und vertikal durch einen Aufzugschacht bewegt. Dabei sind an den bewegbaren und stehenden Komponenten oft Aufzuglaufrollen rotierfähig angebracht, wobei die Tragmittel entlang der Aussenumfangsflächen der Aufzuglaufrollen verlaufen. Das Tragmittel kann dabei ein Gewicht der bewegbaren Komponente vollständig tragen. Das Tragmittel läuft über zumindest eine Aufzuglaufrolle. Die Aufzuglaufrolle kann als Pulley bezeichnet werden. Die Aufzuglaufrollen können unterhalb der Kabine, oberhalb der Kabine oder des Gegengewichts, sowie als Umlenkscheibe am Antrieb des Aufzuges angeordnet sein. Eine Aufzugsanlage kann eine beliebige Anzahl Aufzuglaufrollen aufweisen um die gewünschte Aufhängung der Anlage zu ermöglichen. Dem Fachmann sind solche Aufzugaufhängungstopologien bestens bekannt.
- Eine herkömmliche Aufzuglaufrolle für einen Tragriemen einer Aufzuganlage kann eine ebene oder mit in Umfangsrichtung verlaufenden Rillen versehene, im wesentlichen profilierte, beispielsweise zylinderförmige oder glatte Lauffläche aufweisen, die an gegenüberliegenden Seiten durch je eine Randscheibe begrenzt wird. Die Randscheiben verhindern ein seitliches Ablaufen des Tragriemens bei einem Winkelfehler zwischen der Aufzuglaufrolle und dem Tragriemen. Die Aufzuglaufrolle kann beispielsweise aus Metall bestehen. Um eine möglichst geringe Reibung zwischen den Randscheiben und dem Tragriemen zu erreichen, können die Kontaktflächen zur Riemenseite speziell bearbeitet, das heisst beispielsweise fein-gedreht, geschliffen, gestrahlt oder poliert sein.
- Aufzugsrollen sind aus der
EP2684831A1 und derWO2016019135A1 bekannt. - Es kann unter anderem ein Bedarf an Aufzuglaufrollen bestehen, mithilfe derer sich Tragmittel effizient halten und führen lassen, welche verschleissarm und robust sind und/oder welche sich einfach und/oder kostengünstig herstellen lassen. Ferner kann ein Bedarf an einer mit solchen Aufzuglaufrollen ausgestatteten Aufzuganlage sowie einem Verfahren zum Fertigen solcher Aufzuglaufrollen bestehen.
- Einem solchen Bedarf kann durch den Gegenstand eines der unabhängigen Ansprüche entsprochen werden. Vorteilhafte Ausführungsformen sind in den abhängigen Ansprüchen sowie der nachfolgenden Beschreibung definiert.
- Gemäss einem ersten Aspekt der Erfindung wird eine Aufzuglaufrolle für eine Aufzuganlage vorgestellt, wobei die Aufzuglaufrolle einen Rollenkörper aus einem Metallmaterial und einen eine Lauffläche der Aufzuglaufrolle ausbildenden Mantel aus einem POM-Material aufweist, wobei der Mantel und der Rollenkörper auf einer gemeinsamen Kontaktfläche je ein in Umfangsrichtung verlaufendes, gegengleiches Wellenprofil aufweisen, wobei der Mantel auf der Lauffläche ein an dem Wellenprofil des Rollenkörpers ausgerichtetes Keilrippenprofil aufweist, welches einen Rippenabstand aufweist, der einem Wellenabstand des Wellenprofils im Wesentlichen entspricht.
- Gemäss einem zweiten Aspekt der Erfindung wird eine Aufzugsanlage mit zumindest einer Aufzuglaufrolle gemäss einer Ausführungsform des ersten Aspekts der Erfindung vorgestellt, wobei ein Riemen mit einer keilrippenförmigen Oberfläche aus einem PU-Material in der Umfangsrichtung über die Lauffläche der Aufzuglaufrolle geführt ist.
- Gemäss einem dritten Aspekt der Erfindung wird ein Verfahren zum Herstellen einer Aufzuglaufrolle für eine Aufzuganlage vorgestellt, wobei ein eine Lauffläche der Aufzuglaufrolle ausbildender Mantel aus einem POM-Material mit einer Kontaktfläche eines Rollenkörpers aus einem Metallmaterial verbunden wird, wobei die Kontaktfläche ein in Umfangsrichtung verlaufendes Wellenprofil aufweist und ein auf der Lauffläche in Umfangsrichtung verlaufendes Keilrippenprofil des Mantels einen Rippenabstand aufweist, der einem Wellenabstand des Wellenprofils im Wesentlichen entspricht.
- Ideen zu Ausführungsformen der vorliegenden Erfindung können unter anderem und ohne die Erfindung einzuschränken als auf den nachfolgend beschriebenen Gedanken und Erkenntnissen beruhend angesehen werden.
- Verkürzend zusammengefasst wird vorgeschlagen, eine Aufzuglaufrolle aus zumindest zwei Bestandteilen zusammenzusetzen. Dabei wird ein innenliegender Rollenkörper an seinem Aussenumfang mit einem Mantel versehen, der eine aussenliegende Lauffläche der Aufzugrolle bilden soll. Der Rollenkörper besteht aus einem Metallmaterial, wohingegen der Mantel aus einem speziell für diesen Zweck ausgewählten Kunststoff in Form eines POM-Materials bestehen soll bzw. ein solches POM-Material aufweisen soll.
- Das POM-Material kann ein Polyoxymethylen-Material sein. Insbesondere kann das POM-Material hoch-molekulares Polyoxymethylen umfassen. Insbesondere kann das POM-Material ein POM Copolymer (POM-C) sein. Ein solches POM-Material kann einen besonders kleinen Reibwert bei Kontakt mit beispielsweise PU (Polyurethan) aufweisen. Ferner kann der Reibwert des POM-Materials unabhängig von einer Flächenpressung gegenüber PU weitgehend gleichbleibend sein und/oder weitgehend unabhängig von einer herrschenden Temperatur und Feuchte sein. Ausserdem kann bei Kontakt des POM-Materials mit PU wenig oder sogar keine elektrostatische Aufladung erfolgen.
- Der Rollenkörper kann im Wesentlichen kreiszylindrisch sein bzw. eine kreiszylindrische Umfangsfläche aufweisen. Das Metallmaterial, aus dem der Rollenkörper besteht bzw. mit dem der Rollenkörper aufgebaut ist, kann beispielsweise Stahl sein. Der Stahl kann gehärtet sein.
- Der Mantel kann ringförmig sein. Der Mantel kann sich in Radialrichtung unmittelbar an den Rollenkörper anschliessen. Die aussenliegende Umfangsfläche des Mantels kann die Lauffläche der Aufzuglaufrolle bilden. Die Lauffläche kann rotationssymmetrisch zu einer Rotationsachse der Aufzuglaufrolle sein.
- Die Umfangsfläche des Rollenkörpers bildet die Kontaktfläche, an der der radial weiter innen liegende Rollenkörper an den radial weiter aussen liegenden Mantel angrenzt.
- An der Kontaktfläche weisen der Rollenkörper und der Mantel gegengleiche Wellenprofile auf. Ein gegengleiches Wellenprofil kann eine positive Seite und eine negative Seite aufweisen. Die positive und negative Seite können genau zusammenpassen. Eine Umfangsrichtung kann tangential zu der Rotationsachse sein. Ein Wellenprofil kann in der Umfangsrichtung verlaufende Berge und zwischen den Bergen in der Umfangsrichtung verlaufende Täler aufweisen. Ein Keilrippenprofil kann in der Umfangsrichtung verlaufende keilförmige Rippen und keilförmige Zwischenräume zwischen den Rippen aufweisen. Die Rippen können an den Bergen ausgerichtet sein. Ein Rippenabstand kann eine Distanz zwischen zwei Rippen, insbesondere zwischen den Mitten zweier Rippen, beschreiben. Der Rippenabstand wird teilweise auch als Rippenteilung bezeichnet. Ein Wellenabstand kann eine Distanz zwischen zwei Bergen oder zwischen zwei Tälern, insbesondere zwischen den Mitten zweier Berge bzw. Täler, beschreiben. Der Wellenabstand wird teilweise auch als Wellenteilung bezeichnet.
- Durch den hier vorgestellten Ansatz kann eine gute Seitenführung des Riemens auf der Aufzuglaufrolle erreicht werden. Falls ein Winkelfehler zwischen dem Riemen und der Aufzuglaufrolle eintritt, resultiert durch den Mantel aus dem POM-Material eine geringe Reibung zwischen dem Riemen und dem POM-Material. Durch die geringe Reibung können Rippen des Riemens mit einer geringen Reibkraft in die Zwischenräume zwischen den Rippen des Keilrippenprofils rutschen. Aufgrund der bewirkten geringen Reibkraft kann somit beispielsweise vermieden werden, dass ein eventuell leicht schräg über die Lauffläche der Aufzuglaufrolle angeordneter Tragriemen sich im Laufe der Zeit in einer Axialrichtung der Aufzuglaufrolle bewegt und letztendlich von der Aufzuglaufrolle abrutschen kann. Stattdessen wird der Tragriemen von dem Keilrippenprofil, das der Mantel an der Lauffläche bildet, geführt und an einer Verlagerung in Axialrichtung der Aufzuglaufrolle gehindert. Die geringe Reibung und die dadurch bewirkte Unterdrückung des Schräglaufs führt ebenfalls zu einer Reduzierung der Geräuschentwicklung.
- Durch die profilierte Kontaktfläche des Rollenkörpers ergeben sich ferner auch bei einer Zerstörung des Mantels Notlaufeigenschaften, denn der Riemen wird auch in dem Wellenprofil des Rollenkörpers seitlich geführt. Dabei kann sich vorteilhaft auswirken, dass das an der Lauffläche des Mantels gebildete Keilrippenprofil einen Rippenabstand aufweist, der dem Wellenabstand des Wellenprofils an der Kontaktfläche zwischen dem Mantel und dem Rollenkörper entspricht. Ein mit Rippen versehener Tragriemen kann somit im Normalfall in das Keilrippenprofil des Mantels eingreifen und von diesem geführt werden. Für den Fall, dass der Mantel zerstört wird bzw. wegfällt, kann das Keilrippenprofil jedoch auch mit dem Wellenprofil an dem verbleibenden Rollenkörper zusammenwirken und von diesem geführt werden.
- Das Wellenprofil ermöglicht weiterhin eine erhöhte Haltbarkeit des Mantels, da sich zwischen dem Wellenprofil und dem Keilrippenprofil eine näherungsweise konstante Materialstärke ergibt.
- Der Mantel kann unter Verwendung eines Spritzgussprozesses an den Rollenkörper angespritzt werden. Auf der Kontaktfläche des Mantels zum Rollenkörper kann das gegengleiche Wellenprofil durch das Wellenprofil des Rollenkörpers geformt werden. Das Keilrippenprofil der Lauffläche kann durch ein im Spritzgussprozess verwendetes Spritzgusswerkzeug geformt werden. Die Kontaktfläche des Rollenkörpers kann eine Begrenzungsfläche eines Formhohlraums des Spritzgusswerkzeugs sein. Ein plastifiziertes POM-Material kann das positive Wellenprofil des Rollenkörpers als negatives Wellenprofil des Mantels und das positive Keilrippenprofil im Spritzgusswerkzeug als negatives Keilrippenprofil des Mantels abformen.
- Der Mantel kann im Bereich der Lauffläche eine Materialstärke zwischen 1mm und 5mm aufweisen. Insbesondere kann die Materialstärke des Mantels zwischen 0,1% und 10%, bevorzugt zwischen 1% und 5%, eines Durchmessers der Aufzuglaufrolle betragen. Der Mantel ist somit keine dünne Beschichtung des Rollenkörpers, sondern stellt eine Komponente substantieller Dicke dar und ist daher abriebfest. Der Mantel ist ein tragfähiger Bestandteil der Aufzuglaufrolle.
- Die Materialstärke kann an verschiedenen Positionen entlang einer Längsrichtung des Mantels um weniger als 30 %, vorzugsweise um weniger als 20 % und stärker bevorzugt um weniger als 10 %, variieren. Die Materialstärke kann somit entlang der axialen Länge der Lauffläche des Mantels im Wesentlichen gleichmässig sein. Materialanhäufungen werden vermieden. Durch die gleichmässige Materialstärke ergibt sich ein gleichmässiger thermischer Schwund des POM-Materials beim Abkühlen. Hierdurch kann sowohl eine Fertigung der Aufzuglaufrolle vereinfacht werden bzw. zuverlässiger werden als auch Eigenschaften des Mantels hinsichtlich beispielsweise einer Belastbarkeit oder seines Verschleisses verbessert werden.
- Das POM-Material kann einen Materialreibwert gegen ein PU-Material zwischen 0,1 und 0,6 aufweisen. Durch den niedrigen Materialreibwert wirkt nur ein geringer Anteil einer resultierenden Normalkraft zwischen dem Riemen und der Lauffläche als Reibung. Geringe Reibung führt zu geringem Abrieb und geringer Erwärmung der beteiligten Partner. Ausserdem kann ein Auflaufen des profilierten Riemens auf die komplementär profilierte Lauffläche der Aufzuglaufrolle beispielsweise bei einem leicht schräg angeordneten Riemen vermieden werden und somit eine Neigung des schräg angeordneten Riemens, von der Aufzuglaufrolle in Axialrichtung abzugleiten, vermindert werden.
- Im Rollenkörper können Bergradien der Berge kleiner als Talradien der Täler sein. Anders ausgedrückt kann das Wellenprofil an der Kontaktfläche zwischen dem Rollenkörper und dem Mantel im Bereich der Berge stärker gekrümmt sein als im Bereich der Täler. Durch grosse Talradien kann eine spannungserhöhende Kerbwirkung verringert werden. Insbesondere bei einem gehärteten Material des Rollenkörpers kann durch die grösseren Talradien eine Rissbildung verhindert werden.
- Eine Extrusionsoberfläche des POM-Materials kann zumindest im Bereich der Lauffläche unbearbeitet sein. Unter der Extrusionsoberfläche kann dabei eine freiliegende Oberfläche des POM-Materials verstanden werden, wie sie sich durch einen Extrusionsvorgang, insbesondere einen zur Bildung des Mantels eingesetzten Spritzgussvorgang, typischerweise bildet. Eine Extrusionsoberfläche kann besonders glatt sein, da zum einen der Formhohlraum des Spritzgusswerkzeugs poliert sein kann und zum anderen durch den Erstarrungsprozess an der Kunststoffschmelze am Werkzeug eine glatte Oberfläche entsteht. Die Extrusionsoberfläche kann porenfrei sein. Die Aufzuglaufrolle kann so, wie sie aus dem Spritzgusswerkzeug entnommen wird, verwendet werden. Die Extrusionsoberfläche kann einen geringen Reibwert aufweisen.
- Der Mantel kann zumindest eine seitlich an die Lauffläche anschliessende Randscheibe aus dem POM-Material aufweisen. Die Randscheibe kann im Spritzgussprozess hergestellt werden. Insbesondere kann die Randscheibe zusammen mit dem Rest des Mantels in einem gemeinsamen Spritzgussprozess hergestellt werden. Die Lauffläche und die Randscheibe können somit aus einem Stück sein. Die Randscheibe kann als Sicherheitselement verwendet werden, um das seitliche Ablaufen des Riemens sicher zu verhindern.
- Zumindest eine Randscheibe des Mantels kann mit einer Vorneigung nach aussen an den Rollenkörper angespritzt werden. Die Vorneigung kann nach dem Entnehmen aus dem Spritzgusswerkzeug durch einen thermischen Schwund des Mantels während einer Abkühlphase kompensiert werden. Eine Extrusionsoberfläche des POM-Materials zumindest im Bereich einer der Lauffläche zugewandten Innenseite der Randscheibe kann unbearbeitet sein. Durch die gegenseitige Kompensation der Vorneigung und des Schwunds kann eine Nachbearbeitung entfallen.
- Ein Aussenring eines Lagers der Aufzugsrolle kann den Rollenkörper ausbilden. Der Aussenring kann das Wellenprofil aufweisen. Ein Lager kann einen Innenring und einen Aussenring aufweisen. Zwischen dem Innenring und dem Aussenring können Wälzkörper eines Wälzlagers angeordnet sein. Die Wälzkörper können beispielsweise Kugeln, Tonnen oder Walzen oder Nadeln sein. Durch die Verwendung des Aussenrings als Rollenkörper kann ein gross dimensioniertes Lager verwendet werden. Der Aussenring kann eine grössere Wandstärke aufweisen, als bei einem Standardlager. Der Aussenring kann beispielsweise durch Drehen mechanisch bearbeitet werden. Es ergibt sich so also ein zweiteiliger Aufbau der Aufzugsrolle, wobei der erste Teil durch das Wälzlager und der zweite Teil durch den Mantel ausgebildet wird.
- Alternativ kann der Rollenkörper auf einer der Kontaktfläche gegenüberliegenden Seite eine Passungsfläche zu einem Aussenring eines Lagers der Aufzugrolle aufweisen. Das Lager kann in den Rollenkörper eingepresst werden. Der Rollenkörper kann im Wesentlichen hohlzylindrisch sein. Das Lager kann gegen eine seitliche Bewegung gesichert werden. Bei einer grossen Aufzuglaufrolle kann genug Platz zwischen der Lauffläche und dem Lager sein, um einen einfach herstellbaren Rollenkörper zu verwenden. Es ergibt sich so also ein dreiteiliger Aufbau der Aufzugsrolle, wobei der erste Teil durch das Wälzlager, der zweite Teil durch den Aussenring, welcher auch als Hüsle bezeichnet wird und der dritte Teil durch den Mantel ausgebildet wird.
- Das Lager kann ein gedichtetes, zweireihiges Käfigkugellager in O-Anordnung sein. Ein gedichtetes Lager kann zwei Dichtungen aufweisen. Die Dichtungen können einen Spalt zwischen dem Aussenring und dem Innenring auf beiden Seiten verschliessen. Ein gedichtetes Lager kann schmutzunempfindlich sein. Das gedichtete Lager kann mit einem Schmierstoff gefüllt sein. Der Schmierstoff kann durch die Dichtungen im Spalt eingeschlossen sein. Ein zweireihiges Wälzlager kann zwei Reihen von hintereinander abrollenden Wälzkörpern aufweisen. Das zweireihige Wälzlager kann zusätzlich zu einer radialen Kraft eine axiale Kraft abstützen. Ein Käfigwälzlager weist einen Käfig für die Wälzkörper auf. Der Käfig ist in dem Spalt zwischen dem Innenring und dem Aussenring angeordnet. Der Käfig weist regelmässig angeordnete Aussparungen für die Wälzkörper auf. Ein Kugellager weist Kugeln als Wälzkörper auf. Eine O-Anordnung ermöglicht einem zweireihigen Wälzlager eine axiale Kraft und damit ein vergrössertes Drehmoment abzustützen. Das Lager kann ein spezielles Lagerspiel aufweisen. Ein Lagerspiel kann sich in entspanntem Zustand des Lagers einstellen. Wenn das Lager eingebaut wird, verkleinert sich das Lagerspiel. Wenn der Mantel auf die Kontaktfläche aufgebracht wird, verkleinert sich das Lagerspiel. Durch eine abgestützte radiale Kraft verringert sich das Lagerspiel einseitig, während es sich auf einer gegenüberliegenden Seite vergrössert. Das Lagerspiel kann auf die erwartete radiale Kraft abgestimmt sein.
- Es wird darauf hingewiesen, dass einige der möglichen Merkmale und Vorteile der Erfindung hierin mit Bezug auf unterschiedliche Ausführungsformen beschrieben sind. Ein Fachmann erkennt, dass die Merkmale der Aufzuglaufrolle, der Aufzuganlage und des Verfahrens zum Herstellen der Aufzuglaufrolle in geeigneter Weise kombiniert, angepasst oder ausgetauscht werden können, um zu weiteren Ausführungsformen der Erfindung zu gelangen.
- Nachfolgend werden Ausführungsformen der Erfindung unter Bezugnahme auf die beigefügten Zeichnungen beschrieben, wobei weder die Zeichnungen noch die Beschreibung als die Erfindung einschränkend auszulegen sind.
-
Fig. 1 zeigt eine Darstellung einer Aufzuganlage mit zumindest einer Aufzuglaufrolle gemäss einem Ausführungsbeispiel; -
Fig. 2a zeigt eine Schnittdarstellung einer Aufzuglaufrolle gemäss einem Ausführungsbeispiel; -
Fig. 2b zeigt eine Detaildarstellung eines an einem Wellenprofil ausgerichteten Keilrippenprofils einer Aufzuglaufrolle gemäss einem Ausführungsbeispiel; -
Fig. 3 zeigt eine Schnittdarstellung einer mehrteiligen Aufzuglaufrolle gemäß einem Ausführungsbeispiel. - Die Figuren sind lediglich schematisch und nicht massstabsgetreu. Gleiche Bezugszeichen bezeichnen in den Figuren gleiche oder gleichwirkende Merkmale.
-
Fig. 1 zeigt eine Darstellung einer Aufzuganlage 100 mit zumindest zwei Aufzuglaufrollen 102 gemäss einem Ausführungsbeispiel. Die Aufzuglaufrollen 102 können als Pulleys der Aufzuganlage 100 bezeichnet werden. Die Aufzuganlage 100 weist eine Kabine 104 auf, die in einem Aufzugschacht 106 an einem oder mehreren Riemen 108 vertikal beweglich aufgehängt ist. Führungsschienen zum Führen der Kabine 104 im Aufzugschacht 106 sind hier zur Vereinfachung nicht dargestellt. - Die Aufzuglaufrollen 102 sind im Bereich eines Bodens der Kabine 104 angeordnet und der Riemen 108 läuft über die Aufzuglaufrollen 102. Der Riemen 108 verbindet die Kabine 104 mit einem Antrieb 110 der Aufzuganlage 100 und einem Gegengewicht 112 der Aufzuganlage 100. Der Riemen 108 ist an beiden Enden an je einem Fixpunkt 114 des Aufzugschachts 106 befestigt. Die Fixpunkte 114 sind in einem oberen Endbereich des Aufzugschachts 106 angeordnet.
- Der Riemen 108 verläuft von dem einen Fixpunkt 114 auf einer Seite der Kabine 104 vertikal nach unten zu einer der Aufzuglaufrollen 102. Die Aufzuglaufrolle 102 ist in einem seitlichen unteren Eckbereich der Kabine 104 angeordnet. An der Aufzuglaufrolle 102 wird der Riemen 108 in die Horizontale umgelenkt und verläuft horizontal unter der Kabine 104 hindurch zu der anderen Aufzuglaufrolle 102. Die andere Aufzuglaufrolle 102 ist an einem gegenüberliegenden seitlichen unteren Eckbereich der Kabine 104 angeordnet. An der anderen Aufzuglaufrolle 102 wird der Riemen 108 wieder in die Vertikale umgelenkt und verläuft vertikal auf der anderen Seite der Kabine 104 nach oben zu einer Antriebsrolle des Antriebs 110. An der Antriebsrolle wird der Riemen 108 um 180° umgelenkt und verläuft vertikal nach unten zu einer mit dem Gegengewicht 112 verbundenen Umlenkrolle 116. An der Umlenkrolle 116 wird der Riemen 108 erneut um 180° umgelenkt und verläuft wieder vertikal nach oben zum anderen Fixpunkt 114.
- Der Riemen 108 ist hier ein Keilrippenriemen mit zumindest einer keilrippenförmigen Oberfläche. Daher weisen zumindest die Aufzuglaufrollen 102 auf einer Lauffläche ein Keilrippenprofil auf. Durch die in das Keilrippenprofil eingreifende keilrippenförmige Oberfläche wird der Riemen 108 in den Aufzuglaufrollen 102 seitlich, das heisst in einer Axialrichtung der Aufzuglaufrollen 102 und somit quer zu einer Längsrichtung des Keilrippenprofils, geführt. Als zusätzliche seitliche Führung weisen die Aufzuglaufrollen 102 Randscheiben auf.
- Die
Figuren 2a und 2b zeigen eine Schnittdarstellung einer Aufzuglaufrolle 102 gemäss einem Ausführungsbeispiel.Fig. 2a zeigt die Schnittdarstellung der gesamten Aufzuglaufrolle.Fig. 2b zeigt eine vergrösserte Darstellung des Details A der Schnittdarstellung inFig. 2a . Die Aufzuglaufrolle 102 entspricht dabei im Wesentlichen einer der Aufzuglaufrollen inFig. 1 . Die Aufzuglaufrolle 102 ist mittig entlang einer Rotationsachse geschnitten dargestellt. - Die Aufzuglaufrolle 102 weist einen Rollenkörper 200 und einen Mantel 202 auf. Der Mantel 202 bildet eine Lauffläche 204 der Aufzuglaufrolle 102 aus. Der Rollenkörper 200 besteht aus einem Metallmaterial, insbesondere Stahl. Der Mantel 202 besteht aus einem POM-Material. Als POM-Material wird ein Polyoxymethylen-Material bezeichnet. Eine Kontaktfläche 206 zwischen dem Mantel 202 und dem Rollenkörper 200 ist in einer Umfangsrichtung der Aufzuglaufrolle 102 bereichsweise wellenförmig profiliert. Der Rollenkörper 200 weist also ein positives Wellenprofil 208 auf, während der Mantel 202 ein dazu gegengleiches negatives Wellenprofil 210 aufweist.
- In einem Ausführungsbeispiel wird das POM-Material als PAS-L-Material, insbesondere PAS-L69, bezeichnet. Ein solches POM-Material wird von der Firma Faigle (ansässig in Hard, Österreich) angeboten. Informationen zu diesem POM-Material sind unter anderem erhältlich unter www.faigle.com, insbesondere unter www.faigle.com/presse/die-pas-l-materialfamilie/. Eine Dichte von solchem POM-Material kann etwa 1,41 g/cm3 betragen.
- Eine maximal zulässige Druckbelastung (dauernd) kann 16 N/mm2 (statisch) betragen. Der p-v-Wert, das heisst das Produkt aus der spezifischen Belastung (p) und der Gleitgeschwindigkeit (v) bestimmt die Einsetzbarkeit des Materials. Beide Einflussgrössen stehen zueinander in Wechselwirkung. Je nach Gleitgeschwindigkeit kann der Wert im Trockenlauf gegen Stahl zwischen 0.1 und 0.15 betragen. Ein dynamischer Reibwert liegt bei beispielsweise bei 0.3, wobei dieser Wert ein Mittelwert bei Trockenlauf auf Stahl ist.
- Das POM-Material wird zur Herstellung der Aufzuglaufrolle 102 an den Rollenkörper 200 angespritzt. Dazu wird der Rollenkörper 200 in einer Aufnahme eines Spritzgusswerkzeugs zum Herstellen des Mantels 202 angeordnet. Durch Schliessen des Spritzgusswerkzeugs wird ein Formhohlraum für den Mantel 202 ausgebildet. Das POM-Material wird in plastifizierter Form in den Formhohlraum gespritzt, bildet diesen ab und verbindet sich mit der Kontaktfläche 206. Das plastifizierte POM-Material kann über zumindest drei gleichmässig verteilte Angüsse in den Formhohlraum gespritzt werden. Alternativ kann das POM-Material über einen ringförmigen Schirmanguss in den Formhohlraum gespritzt werden. Nach dem vollständigen Füllen des Formhohlraums kühlt das POM-Material unter eine Plastifizierungstemperatur ab und erstarrt im Formhohlraum. Nach dem Erstarren wird das Spritzgusswerkzeug geöffnet und die Aufzuglaufrolle 102 entnommen. Das POM-Material kühlt nach dem Entnehmen weiter aus und erreicht so seine gewünschten Eigenschaften.
- Das positive Wellenprofil 208 des Rollenkörpers 200 weist Berge 212 und Täler 214 auf. Die Berge 212 des positiven Wellenprofils 208 weisen einen geringeren Bergradius auf, als ein Talradius der Täler 214 des positiven Wellenprofils 208. Bergradien und Talradien gehen unmittelbar ineinander über. Dementsprechend weist das gegengleiche negative Wellenprofil 210 des Mantels 202 ebenso Berge 215 und Täler 213 auf, wobei die Berge 215 des negativen Wellenprofils 210 je einen dem Talradius des positiven Wellenprofils 208 entsprechenden Bergradius aufweisen und die Täler 213 des negativen Wellenprofils 210 je einen dem Bergradius des positiven Wellenprofils 208 entsprechenden Talradius aufweisen. Die Berge 215 des negativen Wellenprofils 210 weisen also einen grösseren Bergradius auf, als der Talradius der Täler 213 des negativen Wellenprofils 210.
- Das positive Wellenprofil 208 des Rollenkörpers 200 weist hier sechs Täler 214 und fünf Berge 212 auf. Die Aussenliegenden Täler 214 laufen je in einem unprofilierten Schulterbereich 216 des Rollenkörpers 200 aus.
- Der Mantel 202 weist auf der Lauffläche 204 ein Keilrippenprofil 218 auf. Das Keilrippenprofil 218 weist fünf Rippen 220 auf. Die Rippen 220 sind in radialer Richtung an den Bergen 212 des positiven Wellenprofils 108 des Rollenkörpers 200 ausgerichtet. Ein Rippenabstand 222 zwischen zwei Rippen 220 des Keilrippenprofils 218 ist innerhalb einer Verarbeitungstoleranz gleich einem Wellenabstand 224 zwischen zwei Bergen 212 des Wellenprofils 208. Das Keilrippenprofil 218 bietet eine seitliche Führung für den entsprechend mit Keilrippen ausgeführten Riemen.
- In einem Ausführungsbeispiel betragen der Wellenabstand 224 und der Rippenabstand 222 fünf Millimeter. Der Rippenabstand kann jedoch auch grösser oder kleiner sein. Beispielsweise kann der Rippenabstand in einem Bereich von 1 mm bis 20 mm liegen.
- Aufgrund der Ausrichtung des Keilwellenprofils 218 am positiven Wellenprofil 108 weist der Mantel 202 in der dargestellten Schnittebene eine im Wesentlichen gleichbleibende Materialstärke auf.
- In einem Ausführungsbeispiel weist die Aufzuglaufrolle 102 Randscheiben 226 auf. Die Randscheiben 226 begrenzen die Lauffläche 104 seitlich, um ein Ablaufen des Riemens sicher zu verhindern. Die Randscheiben 226 laufen in einer schmalen Schulter aus. Das Keilrippenprofil 218 schliesst an die Schulter an.
- Um eine Nachbearbeitung der Randscheiben 226 unnötig zu machen, werden die Randscheiben beim Spritzgussprozess mit einer Vorneigung entsprechend angespritzt, das heisst beispielsweise mit einer Vorneigung nach aussen angespritzt. Der thermische Schwund des POM-Materials von einer Erstarrungstemperatur bis zur Raumtemperatur kompensiert die Vorneigung beim Erkalten. Die Vorneigung ist in das Spritzgusswerkzeug eingearbeitet.
- In einem Ausführungsbeispiel weisen Flanken der Rippen 220 einen Winkel von 45° auf. Ein Rippenkopf der Rippen 220 ist mit einem Radius von 0,9 Millimetern verrundet. Am Rippenkopf weist der Mantel 202 eine Materialstärke von 3,5 Millimetern auf. An einem Rippenfuss der Rippen 220 ist eine verrundete Nut 228 angeordnet. Die Nut 228 ist mit Radien von 0,5 Millimetern verrundet.
- In einem Ausführungsbeispiel weisen die Berge 212 des positiven Wellenprofils 108 einen Radius von einem Millimeter auf. Die Täler 214 des positiven Wellenprofils 108 weisen einen Radius von 1,85 Millimetern auf.
- In einem Ausführungsbeispiel (siehe
Figur 2a ) bildet ein Aussenring 230 eines Lagers 232 der Aufzuglaufrolle den Rollenkörper 200 aus. Dabei ist das positive Wellenprofil 208 unmittelbar im Aussenring 230 ausgebildet. Dieses Ausführungsbeispiel entspricht einer zweiteiligen Ausfürhungsform. Das Lager 232 mit dem Aussenring 230 bildet den ersten Teil. Der Mantel 202 bildet den zweiten Teil. - Alternativ dazu weist der Rollenkörper 200 in einem Ausführungsbeispiel eine innenliegende zylindrische Aussparung auf, in die eines oder mehrere Lager 232 der Aufzuglaufrolle 102 eingepresst sind.
- In einem Ausführungsbeispiel ist das Lager 232 ein Wälzlager. Hier ist das Lager 232 als zweireihiges Kugellager in O-Anordnung ausgeführt. Ein Spalt zwischen dem Aussenring 230 und einem Innenring 234 des Lagers 232 ist abgedichtet.
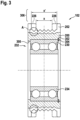
-
Fig. 3 zeigt eine Schnittdarstellung einer mehrteiligen Aufzuglaufrolle 102 gemäss einem Ausführungsbeispiel. Die Aufzuglaufrolle 102 entspricht dabei im Wesentlichen der inFig. 2 dargestellten Aufzuglaufrolle. Der Mantel 202 und der Rollenkörper 200 sind wie inFig. 2 fest miteinander verbunden. Im Gegensatz zur Darstellung inFig. 2 weist die Aufzuglaufrolle 102 hier einen grösseren Durchmesser auf. Dadurch weist der Rollenkörper 200 eine ausreichende Wandstärke auf, um ein herkömmliches Lager 232 einzupressen. Dazu weist der Rollenkörper 200 eine innenliegende, im Wesentlichen zylindrische Aussparung auf, in die eines oder mehrere Lager 232 der Aufzuglaufrolle 102 eingepresst sind. - Der Aussenring 230 des Lagers 323 schliesst dabei über eine Presspassung unmittelbar an den Rollenkörper 200 an. Dieses Ausführungsbeispiel der Aufzugsrolle 102 entspricht einer dreiteiligen Ausführungsform. Das Lager 323, inklusive Aussenring 230, bilden den ersten Teil. Als Unterschied zur zweiteiligen Ausführungsform weist die dreiteilige Ausführungsform weiter einen separaten, nicht auf dem Aussenring 230 des Lagers 232 ausgeführten Rollenkörper 200 auf. Der Rollenkörper 230 ist in diesem Ausfürhungsbeispiel als eine Art Hülse ausgeführt. Der Mantel 202 bildet den dritten Teil. Der Aussenring 230 des Lagers 232 ist in einem Ausführungsbeispiel in axialer Richtung zusätzlich durch einen um die Aussparung in Umfangsrichtung umlaufenden Bund 300 und einen in eine um die Aussparung in Umfangsrichtung umlaufende Nut 302 eingesetzten Sprengring 304 fixiert.
- In einem Ausführungsbeispiel weist die Lauffläche 204 eine geringere Breite x auf, als in
Fig. 2 . Das Keilrippenprofil 218 weist den gleichen Rippenabstand auf, wie inFig. 2 . Daher weist die Aufzuglaufrolle in diesem Ausführungsbeispiel nur drei Rippen auf. Der Rollenkörper 200 weist jedoch die gleiche Breite auf, wie inFig. 2 . Daher sind die Randscheiben 226 breiter, als inFig. 2 ausgeführt, um den Breitenunterschied zwischen der Lauffläche 204 und dem Rollenkörper 200 auszugleichen. Das positive Wellenprofil 208 des Rollenkörpers 200 weist aber wie inFig. 2 fünf Berge und im Wesentlichen den gleichen Wellenabstand auf. Die zwei äussersten Täler des positiven Wellenprofils 208 liegen daher ausserhalb der Lauffläche 204. Durch Anpassungen des Spritzgusswerkzeugs kann die Breite x innerhalb einer Varianz 306 variiert werden. - Abschliessend werden mögliche Ausgestaltungen der hierin vorgeschlagenen Aufzuglaufrolle nochmals mit einer leicht differierenden Wortwahl erläutert.
- Es wird ein Pulley mit einer Plastikbeschichtung vorgestellt. Für die Beschichtung wird dabei high molecular Polyoxymethylene (POM)verwendet. In Kombination mit einem Riemen aus Polyurethan (PU) ergibt sich ein Materialreibwert zwischen 0.1 und 0.6. Der Materialreibwert gegenüber PU ist dabei im Wesentlichen unabhängig von der Flächenpressung, Temperatur und Feuchte. Die Flächenpressung gegen PU vom Riemen liegt bei 0.8 N/mm2 bis 5.0 N/mm2, die Beschichtung kann problemlos bei Temperaturen zwischen 5-40° C und sogar bei Temperaturen zwischen-5 bis 60°C verwendet werden. Die Luftfeuchtigkeit kann kann bis 95% rF betragen. Es erfolgt wenig bis keine elektrostatische Aufladung gegen PU. Das POM-Material weist eine hohe Zähigkeit bis zu -40°C und eine herausragende Verschleissfestigkeit auf. Weiterhin weist das POM-Material gute Gleiteigenschaften, eine grosse Stossfestigkeit und Festigkeit über einen weiten Temperaturbereich auf. Aufgrund der Zähigkeit ergibt sich eine Beständigkeit gegenüber wiederholter Stossbelastung. Das POM-Material weist eine sehr gute Temperaturbeständigkeit und eine ausserordentliche Dimensionsstabilität auf. Weiterhin weist das POM-Material einen dauerhaften Kriechwiderstand und eine hohe Biege-Dauerschwingfestigkeit auf. Ferner weist das POM-Material eine ausgezeichnete Beständigkeit gegen Feuchtigkeit, Chemikalien und Treibstoffe auf. Das POM-Material kann durch Spritzgiessen und Extrusion verarbeitet werden und ist für 2K-Spritzguss geeignet.
- Es können zwei oder mehr Pulleys mit unterschiedlichen Durchmessern (zwischen D85mm und D147mm), zum Beispiel D95, D105, D110, D125, hergestellt werden.. Beim den grösseren Pulleys wird zur Erreichung des Durchmessers ein dreiteiliger Aufbau aus einem Stahlring mit Kunststofflauffläche und einem Lager verwendet. Dadurch kann auch für die grösseren Pulleys dasselbeWälzlager eingesetzt werden. Für verschiedene Riemenbreiten kann das gleiche Wälzlager verwendet werden, hierzu wird nur die Kunststoff Aussengeometrie variiert. Dies hat den Vorteil, dass die Varianz bei den Wälzlagern wegfällt oder zuminest sehr klein ist, das heisst, dass das selbe Wälzlager bei einer Mehrzahl von Pulleydurchmessern verwendet werden kann. So kann die Anzahl von Wälzlagerntypen klein gehalten werden und der Aufwände für das Umrüsten im Produktionsprozess und den Platzbedarf und die Kosten für die Lagerhaltung deutlich verringert werden. Beim Spritzguss können Drücke bis zu 600 bar auftreten. Durch den hohen Druck und die hohe Temperatur wird der Rollenkörper während dem Produktionsvorgang belastet (beispielsweise wird das Lagerspiel eingeengt). Das Kugellager kann vor dem Umspritzen ein auf die Kompression beim Umspritzen abgestimmtes, vergrössertes Lagerspiel aufweisen. Das Kugellager kann nach dem Umspritzen ein optimiertes Lagerspiel aufweisen.
- Der Rollenkörper weist abgerundete V-Rillen auf, woraus eine verbesserte Kerbwirkung im Kerbgrund entsteht.
- Bei dem vorgestellten Herstellungsverfahren wird das Schrumpfverhalten des POMs bei der Formgestaltung einbezogen. Beispielsweise werden die Seitenflansche weiter nach aussen geneigt um die beim Schrumpfen auftretende Veränderung zu kompensieren. Dies hat den Vorteil, dass keine mechanische Nachbearbeitung nötig ist, was die Herstellung vereinfacht und die vorteilhafte Extrusionsoberfläche der Beschichtung erhält.
- Durch das an dem Wellenprofil ausgerichtete Keilrippenprofil ergibt sich eine im Wesentlichen gleichmässige Materialstärke der Kunststofflauffläche. Durch Das Wellenprofil ergibt sich eine profilierte Verbindung zwischen dem Rollenkörper beziehungsweise dem Lager und der Kunststofflauffläche.
- Bei der Herstellung werden für einen gleichmässigen Rundlauf wenigstens drei Anspritzpunkte oder alternativ ein Schirmanguss zum Anspritzen verwendet. Bei kleinen Durchmessern kann das Lager fertig montiert umspritzt werden. Bei grösseren Durchmessern kann das Lager in den Rollenkörper als Hülse eingepresst werden. Der Rollenkörper kann zur besseren Kunststoffanbindung vor dem Spritzguss beschichtet werden.
- Abschliessend ist darauf hinzuweisen, dass Begriffe wie "aufweisend", "umfassend", etc. keine anderen Elemente oder Schritte ausschliessen und Begriffe wie "eine" oder "ein" keine Vielzahl ausschliessen. Bezugszeichen in den Ansprüchen sind nicht als Einschränkung anzusehen.
Claims (15)
- Aufzuglaufrolle (102) für eine Aufzuganlage (100), wobei die Aufzuglaufrolle (102) einen Rollenkörper (200) aus einem Metallmaterial und einen eine Lauffläche (204) der Aufzuglaufrolle (102) ausbildenden Mantel (202) aufweist, wobei der Mantel (202) und der Rollenkörper (200) auf einer gemeinsamen Kontaktfläche (206) je ein in Umfangsrichtung verlaufendes, gegengleiches Wellenprofil (208, 210) aufweisen, wobei der Mantel (202) auf der Lauffläche (204) ein an dem Wellenprofil (208) des Rollenkörpers (200) ausgerichtetes Keilrippenprofil (218) aufweist, welches einen Rippenabstand (222) aufweist, der einem Wellenabstand (224) des Wellenprofils (208) im Wesentlichen entspricht, dadurch gekennzeichnet, dass der Mantel (202) aus einem POM-Material ist .
- Aufzuglaufrolle (102) gemäss Anspruch 1, bei der der Mantel (202) im Bereich der Lauffläche (204) eine Materialstärke zwischen mm und 5 mm aufweist.
- Aufzuglaufrolle (102) gemäss Anspruch 2, bei der die Materialstärke an verschiedenen Positionen entlang einer Längsrichtung des Mantels (202) um weniger als 30% variiert.
- Aufzuglaufrolle (102) gemäss einem der vorhergehenden Ansprüche, bei der das POM-Material einen Materialreibwert gegen ein PU-Material zwischen 0,1 und 0,6 aufweist.
- Aufzuglaufrolle (102) gemäss einem der vorhergehenden Ansprüche, bei der das Wellenprofil (208) des Rollenkörpers (200) in der Umfangsrichtung verlaufende Berge (212) und zwischen den Bergen (212) in der Umfangsrichtung verlaufende Täler (214) aufweist, wobei Bergradien der Berge (212) kleiner als Talradien der Täler (214) sind.
- Aufzuglaufrolle (102) gemäss einem der vorhergehenden Ansprüche, bei der eine Extrusionsoberfläche des POM-Materials zumindest im Bereich der Lauffläche (204) unbearbeitet ist.
- Aufzuglaufrolle (102) gemäss einem der vorhergehenden Ansprüche, bei der der Mantel (202) zumindest eine seitlich an die Lauffläche (204) anschliessende Randscheibe (226) aus dem POM-Material aufweist.
- Aufzuglaufrolle (102) gemäss Anspruch 7, bei der eine Extrusionsoberfläche des POM-Materials zumindest im Bereich einer der Lauffläche (204) zugewandten Innenseite der Randscheibe (226) unbearbeitet ist.
- Aufzuglaufrolle (102) gemäss einem der vorhergehenden Ansprüche, bei der ein Aussenring (230) eines Lagers (232) der Aufzugsrolle (102) den Rollenkörper (200) ausbildet, wobei der Aussenring (230) das Wellenprofil (208) aufweist.
- Aufzuglaufrolle (102) gemäss einem der Ansprüche 1 bis 8, bei der der Rollenkörper (200) auf einer der Kontaktfläche (206) gegenüberliegenden Seite eine Passungsfläche zu einem Aussenring (230) eines Lagers (232) der Aufzugrolle (102) aufweist.
- Aufzuglaufrolle (102) gemäss einem der Ansprüche 8 bis 9, bei der das Lager (232) ein gedichtetes, zweireihiges Käfigkugellager in O-Anordnung ist.
- Aufzuganlage (100) mit zumindest einer Aufzuglaufrolle (102) gemäss einem der Ansprüche 1 bis 11, wobei ein Riemen (108) mit einer keilrippenförmigen Oberfläche aus einem PU-Material in der Umfangsrichtung über die Lauffläche (204) der Aufzuglaufrolle (102) geführt ist.
- Verfahren zum Herstellen einer Aufzuglaufrolle (102) für eine Aufzuganlage (100), wobei ein eine Lauffläche (204) der Aufzuglaufrolle (102) ausbildender Mantel (202) aus einem POM-Material mit einer Kontaktfläche (206) eines Rollenkörpers (200) aus einem Metallmaterial verbunden wird, wobei die Kontaktfläche (206) ein in Umfangsrichtung verlaufendes Wellenprofil (208) aufweist und ein auf der Lauffläche (204) in Umfangsrichtung verlaufendes Keilrippenprofil (218) des Mantels (202) einen Rippenabstand (222) aufweist, der einem Wellenabstand (224) des Wellenprofils (208) im Wesentlichen entspricht.
- Verfahren gemäss Anspruch 13, bei dem der Mantel (202) unter Verwendung eines Spritzgussprozesses an den Rollenkörper (200) angespritzt wird, wobei auf einer Kontaktfläche (206) des Mantels zum Rollenkörper (200) ein gegengleiches Wellenprofil (210) durch das Wellenprofil (208) des Rollenkörpers (200) geformt wird, und das Keilrippenprofil (218) der Lauffläche (204) durch ein im Spritzgussprozess verwendetes Spritzgusswerkzeug geformt wird.
- Verfahren gemäss Anspruch 14, bei dem zumindest eine Randscheibe (226) des Mantels (202) mit einer Vorneigung nach aussen an den Rollenkörper (200) angespritzt wird, wobei die Vorneigung nach dem Entnehmen aus dem Spritzgusswerkzeug durch einen thermischen Schwund des Mantels (202) während einer Abkühlphase kompensiert wird.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP19175138 | 2019-05-17 | ||
| PCT/EP2020/063661 WO2020234172A1 (de) | 2019-05-17 | 2020-05-15 | Aufzuglaufrolle für eine aufzuganlage, aufzuganlage mit zumindest einer solchen aufzuglaufrolle und verfahren zum herstellen einer aufzuglaufrolle |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3969401A1 EP3969401A1 (de) | 2022-03-23 |
| EP3969401B1 true EP3969401B1 (de) | 2025-07-02 |
Family
ID=66589447
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20724877.4A Active EP3969401B1 (de) | 2019-05-17 | 2020-05-15 | Aufzuglaufrolle für eine aufzuganlage, aufzuganlage mit zumindest einer solchen aufzuglaufrolle und verfahren zum herstellen einer aufzuglaufrolle |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US11952240B2 (de) |
| EP (1) | EP3969401B1 (de) |
| CN (1) | CN113767061B (de) |
| AU (1) | AU2020280950B2 (de) |
| BR (1) | BR112021022777A2 (de) |
| WO (1) | WO2020234172A1 (de) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3697714B1 (de) * | 2017-10-17 | 2022-06-15 | Inventio AG | Aufzugsanlage mit umlenkelementen mit verschiedenen rillengeometrien |
| AT528058A1 (de) | 2024-03-11 | 2025-09-15 | Faigle Kunststoffe Gmbh | Laufrolle für ein Zugmittel |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2624886B2 (ja) | 1990-09-19 | 1997-06-25 | 株式会社日立製作所 | エレベータ装置 |
| JP2005509578A (ja) | 2001-11-23 | 2005-04-14 | インベンテイオ・アクテイエンゲゼルシヤフト | ベルト状動力伝達手段、特に支持および/または駆動手段としてのくさび形リブ付きベルトを有するエレベータ |
| CN2908444Y (zh) | 2006-05-23 | 2007-06-06 | 江苏天能集团公司新庄煤矿 | 钢丝绳多元衬地辊 |
| US8348019B2 (en) * | 2007-06-20 | 2013-01-08 | Inventio Ag | Elevator element for driving or reversing an elevator suspension means in an elevator system |
| FI20090273L (fi) | 2009-01-15 | 2010-07-16 | Kone Corp | Hissi |
| CN104321269B (zh) | 2012-05-16 | 2018-01-12 | 奥的斯电梯公司 | 涂层滑轮 |
| EP2684831A1 (de) | 2012-07-13 | 2014-01-15 | Kone Corporation | Aufzugseilrolle |
| CN106573761B (zh) | 2014-07-31 | 2020-01-31 | 奥的斯电梯公司 | 用于电梯系统的滑轮 |
| EP3025998A1 (de) | 2014-11-25 | 2016-06-01 | Inventio AG | Rolle einer Aufzugsanlage |
| WO2017140635A1 (en) | 2016-02-16 | 2017-08-24 | Inventio Ag | Pulley for an elevator with a friction reducing coating and method for manufacturing same |
| US20190077634A1 (en) | 2016-04-04 | 2019-03-14 | Inventio Ag | Belt and sheave arrangement with linear guidance for an elevator |
| CN108715388A (zh) * | 2018-08-03 | 2018-10-30 | 天津市三志电梯有限公司 | 一种无噪音的电梯滚轮组件 |
-
2020
- 2020-05-15 WO PCT/EP2020/063661 patent/WO2020234172A1/de not_active Ceased
- 2020-05-15 EP EP20724877.4A patent/EP3969401B1/de active Active
- 2020-05-15 BR BR112021022777A patent/BR112021022777A2/pt unknown
- 2020-05-15 AU AU2020280950A patent/AU2020280950B2/en active Active
- 2020-05-15 US US17/595,146 patent/US11952240B2/en active Active
- 2020-05-15 CN CN202080032871.5A patent/CN113767061B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| AU2020280950A1 (en) | 2021-12-16 |
| CN113767061B (zh) | 2023-05-16 |
| WO2020234172A1 (de) | 2020-11-26 |
| US20220219944A1 (en) | 2022-07-14 |
| US11952240B2 (en) | 2024-04-09 |
| AU2020280950B2 (en) | 2023-12-14 |
| BR112021022777A2 (pt) | 2022-03-22 |
| EP3969401A1 (de) | 2022-03-23 |
| CN113767061A (zh) | 2021-12-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2236846B1 (de) | Wälzlager | |
| EP0666966B1 (de) | Radialwälzlager | |
| DE10311566B4 (de) | Rollenlagerkäfig und Rollenlager | |
| DE2945594C2 (de) | Linearlager mit vier Kugelumläufen | |
| DE112004000496T5 (de) | Dichtungsring | |
| DE19750345C2 (de) | Rollenlager | |
| DE3308735A1 (de) | Kreuzwalzenlager | |
| WO2014173408A1 (de) | Wälzkörperführungselement, insbesondere für ein kegelrollen-grosswälzlager | |
| WO1993021450A1 (de) | Verfahren zur herstellung eines hülsenförmigen gleitlagers und nach diesem verfahren hergestelltes gleitlager | |
| EP3969401B1 (de) | Aufzuglaufrolle für eine aufzuganlage, aufzuganlage mit zumindest einer solchen aufzuglaufrolle und verfahren zum herstellen einer aufzuglaufrolle | |
| DE69434565T2 (de) | Axiallageranordnung | |
| DE2338686A1 (de) | Verfahren zur herstellung von rollenlagern | |
| DE2156081A1 (de) | Wälzlager | |
| EP0222692B1 (de) | Wälzlager | |
| DE102009053375A1 (de) | Wälzlager mit optimiertem Außenring | |
| EP1430232B1 (de) | Scheibenbremse, insbesondere für ein nutzfahrzeug | |
| DE20301647U1 (de) | Wälzlager, insbesondere für einen Elektromotor | |
| DE4214936A1 (de) | Zapfentyp-spurwaelzlager | |
| DE2123981A1 (de) | Rollenlager | |
| EP2795143B1 (de) | Axialgleitlager | |
| DE102010042849A1 (de) | Lagerkäfig und Verfahren zur Herstellung desselben | |
| DE112015004946T5 (de) | Kegelrollenlager | |
| EP1164302B1 (de) | Axailgleitlager für eine Nasslaufkreiselpumpe | |
| DE102006014108B4 (de) | Wälzlager | |
| DE2625806A1 (de) | Drahtwaelzlager und verfahren zu seiner herstellung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: UNKNOWN |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE INTERNATIONAL PUBLICATION HAS BEEN MADE |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20210915 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| DAV | Request for validation of the european patent (deleted) | ||
| DAX | Request for extension of the european patent (deleted) | ||
| RAP3 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: INVENTIO AG |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20230904 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20250204 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502020011336 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20250702 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20251103 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250702 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20251102 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20251002 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250702 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250702 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20251003 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250702 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250702 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250702 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250702 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250702 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20251002 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250702 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250702 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20260304 Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250702 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250702 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250702 |