EP4023797A1 - Fil de polyéthylène, son procédé de fabrication et tissu à sensation de refroidissement comprenant ledit fil - Google Patents
Fil de polyéthylène, son procédé de fabrication et tissu à sensation de refroidissement comprenant ledit fil Download PDFInfo
- Publication number
- EP4023797A1 EP4023797A1 EP19957329.6A EP19957329A EP4023797A1 EP 4023797 A1 EP4023797 A1 EP 4023797A1 EP 19957329 A EP19957329 A EP 19957329A EP 4023797 A1 EP4023797 A1 EP 4023797A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- polyethylene
- yarn
- polyethylene yarn
- fabric
- thermal shrinkage
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Classifications
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D15/00—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used
- D03D15/20—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the material of the fibres or filaments constituting the yarns or threads
- D03D15/283—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the material of the fibres or filaments constituting the yarns or threads synthetic polymer-based, e.g. polyamide or polyester fibres
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/08—Melt spinning methods
- D01D5/088—Cooling filaments, threads or the like, leaving the spinnerettes
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/08—Melt spinning methods
- D01D5/098—Melt spinning methods with simultaneous stretching
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/12—Stretch-spinning methods
- D01D5/16—Stretch-spinning methods using rollers, or like mechanical devices, e.g. snubbing pins
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F6/00—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof
- D01F6/02—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from homopolymers obtained by reactions only involving carbon-to-carbon unsaturated bonds
- D01F6/04—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from homopolymers obtained by reactions only involving carbon-to-carbon unsaturated bonds from polyolefins
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G3/00—Yarns or threads, e.g. fancy yarns; Processes or apparatus for the production thereof, not otherwise provided for
- D02G3/02—Yarns or threads characterised by the material or by the materials from which they are made
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G3/00—Yarns or threads, e.g. fancy yarns; Processes or apparatus for the production thereof, not otherwise provided for
- D02G3/22—Yarns or threads characterised by constructional features, e.g. blending, filament/fibre
- D02G3/26—Yarns or threads characterised by constructional features, e.g. blending, filament/fibre with characteristics dependent on the amount or direction of twist
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G3/00—Yarns or threads, e.g. fancy yarns; Processes or apparatus for the production thereof, not otherwise provided for
- D02G3/44—Yarns or threads characterised by the purpose for which they are designed
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D1/00—Woven fabrics designed to make specified articles
- D03D1/0035—Protective fabrics
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D13/00—Woven fabrics characterised by the special disposition of the warp or weft threads, e.g. with curved weft threads, with discontinuous warp threads, with diagonal warp or weft
- D03D13/008—Woven fabrics characterised by the special disposition of the warp or weft threads, e.g. with curved weft threads, with discontinuous warp threads, with diagonal warp or weft characterised by weave density or surface weight
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D15/00—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used
- D03D15/40—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the structure of the yarns or threads
- D03D15/41—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the structure of the yarns or threads with specific twist
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D15/00—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used
- D03D15/40—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the structure of the yarns or threads
- D03D15/44—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the structure of the yarns or threads with specific cross-section or surface shape
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D15/00—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used
- D03D15/50—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the properties of the yarns or threads
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D15/00—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used
- D03D15/50—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the properties of the yarns or threads
- D03D15/567—Shapes or effects upon shrinkage
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D15/00—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used
- D03D15/50—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the properties of the yarns or threads
- D03D15/573—Tensile strength
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2321/00—Fibres made from polymers obtained by reactions only involving carbon-to-carbon unsaturated bonds
- D10B2321/02—Fibres made from polymers obtained by reactions only involving carbon-to-carbon unsaturated bonds polyolefins
- D10B2321/021—Fibres made from polymers obtained by reactions only involving carbon-to-carbon unsaturated bonds polyolefins polyethylene
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2501/00—Wearing apparel
Definitions
- the present invention relates to a polyethylene yarn, a method for manufacturing the same, and a skin cooling fabric including the same. More particularly, the present invention relates to a polyethylene yarn which enables the manufacture of a skin cooling fabric having a dimensional stability and having improved weavability which can provide a user with a soft tactile sensation as well as a cooling feeling or a cooling sensation, a method for manufacturing the same, and a skin cooling fabric including the same.
- Factors that can be considered in developing fabrics that can be used to overcome the intense heat include (i) removal of factors that cause intense heat and (ii) removal of heat from the user's skin.
- a method focused on the removal of factors of intense heat a method of reflecting light by applying an inorganic compound to the surface of the fiber (for example, see JP 4227837B ), a method of scattering light by dispersing inorganic fine particles inside and on the surface of the fiber (for example, see JP 2004-292982A ) and the like have been proposed.
- blocking these external factors can only prevent additional intense heat, and for users who already feel heat, there is a limit that not only can it not be a significant solution, but also the tactile sensation of the fabric is degraded.
- JP 2010-236130A proposes manufacturing fabrics using ultra-high strength polyethylene fibers (Dyneema ® SK60) having high thermal conductivity.
- Dyneema ® SK60 fiber used in JP 2010-236130A is an Ultra High Molecular Weight Polyethylene (UHMWPE) fiber having a weight average molecular weight of 600,000 g/mol or more. Even if it exhibits high thermal conductivity, since it can be produced only by a gel spinning method due to the high melt viscosity of UHMWPE, there is a problem that environmental problems are caused and considerable costs are required to recover the organic solvent. Further, since Dyneema ® SK60 fiber has high strength of 28 g/d or more, a high tensile modulus of 759 g/d or more, and a low elongation at break of 3 to 4 %, the weavability is not good. In addition, since Dyneema ® SK60 fiber has excessively high stiffness, it is unsuitable for use in the manufacture of skin cooling fabrics that are intended for contacting with the user's skin.
- UHMWPE Ultra High Molecular Weight Polyethylene
- yarns for skin cooling fabrics are made of polyethylene having a relatively lower weight average molecular weight than that of UHMWPE, excessively high shrinkage stress, dry thermal shrinkage, and wet thermal shrinkage at high temperatures may result in deformation of the fabric during the dyeing and heat setting processes of the fabric and during the washing of the final product.
- the present invention is directed to providing a polyethylene yarn that can prevent one or more of the problems due to limitations and disadvantages of the related arts, a method for manufacturing the same, and a skin cooling fabric including the same.
- An aspect of the present invention is to provide a polyethylene yarn capable of providing a user with a soft tactile sensation as well as a cooling feeling or a cooling sensation, and also having improved weavability that enables the manufacture of a skin cooling fabrics having excellent dimensional stability.
- Another aspect of the present invention is to provide a method for manufacturing a polyethylene yarn capable of providing a user with a soft tactile sensation as well as a cooling feeling or a cooling sensation, and also having improved weavability that enables the manufacture of a skin cooling fabrics having excellent dimensional stability.
- Yet another aspect of the present invention is to provide a fabric capable of providing a user with a soft tactile sensation as well as a cooling feeling or a cooling sensation, and also having excellent dimensional stability.
- a polyethylene yarn is provided, wherein,
- the polyethylene yarn may have an interlacing number of 10 to 40 ea/m.
- Oil pick-up (OPU) of the polyethylene yarn may be 1 to 4 wt%.
- the polyethylene yarn may be a twisted yarn having a twist number of 50 to 300 TPM (twists per meter) in the Z direction.
- the polyethylene yarn may have tensile strength of more than 4 g/d and 6 g/d or less, a tensile modulus of 15 to 80 g/d, elongation at break of 14 to 55 %, and crystallinity of 60 to 85 %.
- the polyethylene yarn may have a weight average molecular weight (Mw) of 50,000 to 99,000 g/mol.
- the polyethylene yarn may have total fineness of 75 to 450 denier, and the polyethylene yarn may include a plurality of filaments each having a DPF (denier per filament) of 1 to 5 denier.
- the polyethylene yarn may have a circular cross-section.
- a skin cooling fabric including the polyethylene yarns as a weft yarn and a warp yarn is provided, wherein
- the dry thermal shrinkage rate and the wet thermal shrinkage rate are measured according to the ASTM D 1776 method.
- the skin cooling fabric at 20 °C may have a thickness direction thermal conductivity of 0.0001 W/cm ⁇ °C, a thickness direction heat transfer coefficient of 0.001 W/cm 2 ⁇ °C, and a contact cold sensation (Q max ) of 0.1 W/cm 2 or more.
- the area density of the skin cooling fabric may be 75 to 800 g/m 2 .
- a method for manufacturing a polyethylene yarn including the steps of:
- Equation 1 OFR is the overfeed ratio
- V 1 is the speed of the last godet roller of the multistage drawing part
- V 2 is the speed of the winder.
- the polyethylene yarn for a skin cooling fabric of the present invention has high thermal conductivity, shrinkage properties adjusted to an appropriate range, and excellent weavability, and can be easily manufactured at a relatively low cost without causing environmental problems.
- the skin cooling fabric woven from the polyethylene yarn of the present invention (i) can consistently provide a user with a cooling sensation regardless of external factors such as humidity, (ii) can continuously provide a user with a sufficient cooling sensation without sacrificing air permeability, (iii) can provide a soft tactile sensation to a user, and (iv) does not cause deformation due to post-processing such as dyeing, heat setting, etc., as well as washing of the final product.
- the yarns used in the manufacture of the skin cooling fabric are preferably polymer yarns having high thermal conductivity.
- heat is generally transferred through the movement of free electrons and lattice vibrations called "phonon".
- heat is transferred in the solid mainly by the movement of free electrons.
- heat is mainly transferred through the phonon within the solid (especially in the direction of the molecular chains connected via covalent bonds).
- high density polyethylene in order to produce a polymer yarn having such high crystallinity, high density polyethylene (HDPE) is used.
- HDPE high density polyethylene
- LDPE low density polyethylene
- LLDPE linear low density polyethylene
- the high density polyethylene (HDPE) yarn may be classified into an ultra high molecular weight polyethylene (UHMWPE) yarn and a high molecular weight polyethylene (HMWPE) yarn according to their weight average molecular weight (Mw).
- UHMWPE generally refers to a linear polyethylene having a weight average molecular weight (Mw) of 600,000 g/mol or more
- HMWPE generally refers to a linear polyethylene having a weight average molecular weight (Mw) of 20,000 to 250,000 g/mol.
- the polyethylene yarn for a skin cooling fabric of the present invention is a yarn formed of HMWPE.
- the polyethylene yarn of the present invention has the following shrinkage properties:
- the shrinkage stress at 70 °C and the shrinkage stress at 100 °C of the polyethylene yarn are preferably 0.005 g/d or more, respectively.
- the shrinkage stress at 70 °C and the shrinkage stress at 100 °C are preferably 0.075 g/d or less, respectively.
- the polyethylene yarn has shrinkage stress at 70 °C of 0.005 to 0.075 g/d, 0.005 to 0.050 g/d, 0.007 to 0.025 g/d, or 0.007 to 0.015 g/d.
- the polyethylene yarn has a shrinkage stress at 100 °C of 0.005 to 0.075 g/d, 0.015 to 0.060 g/d, 0.025 to 0.050 g/d, or 0.030 to 0.045 g/d.
- the dry thermal shrinkage rate at 70 °C of the polyethylene yarn is preferably 0.1 % or more.
- the dry thermal shrinkage rate at 70 °C of the polyethylene yarn is preferably 0.5 % or less.
- the polyethylene yarn may have a dry thermal shrinkage rate at 70 °C of 0.10 to 0.50 %, 0.20 to 0.50 %, 0.20 to 0.40 %, or 0.20 to 0.35 %.
- the dry thermal shrinkage rate at 100 °C of the polyethylene yarn is lower, it is more advantageous in terms of dimensional stability. However, shrinkage due to heat is insufficient, and thus the tensile strength and tear strength of the final fabric become insufficient, such that a phenomenon in which the fabric is easily torn occurs. Therefore, the dry thermal shrinkage rate at 100 °C of the polyethylene yarn is preferably 0.5 % or more.
- the dry thermal shrinkage rate at 100 °C is too high, excessive shrinkage due to heat occurs during the heat treatment step or the post-dyeing heat treatment step in the fabric manufacturing process, the fabric becomes stiffer, and the tactile sensation of the final fabric is reduced. In addition, it is difficult to accurately match the final fabric density and the fabric width to be designed. Therefore, the dry thermal shrinkage rate at 100 °C of the polyethylene yarn is preferably 1.5 % or less.
- the polyethylene yarn may have a dry thermal shrinkage rate at 100 °C of 0.50 to 1.50 %, 0.75 to 1.50 %, 0.75 to 1.25 %, or 0.80 to 1.00 %.
- the wet thermal shrinkage rate at 100 °C of the polyethylene yarn is lower, it is more advantageous in terms of dimensional stability. However, shrinkage due to heat is insufficient, and thus the tensile strength and tear strength of the final fabric become insufficient, such that a phenomenon in which the fabric is easily torn occurs. Therefore, the wet thermal shrinkage rate at 100 °C of the polyethylene yarn is preferably 0.1 % or more.
- the wet thermal shrinkage rate at 100 °C is too high, not only is the fabric size reduced or the fabric becomes stiffer due to excessive shrinkage of the yarn when performing the post-dyeing heat treatment step, but also the fabric is deformed when end consumers wash the fabric. Therefore, the wet thermal shrinkage rate at 100 °C of the polyethylene yarn is preferably 1 % or less.
- the polyethylene yarn may have a wet thermal shrinkage rate at 100 °C of 0.10 to 1.00 %, 0.50 to 1.00 %, 0.50 to 0.90 %, or 0.70 to 0.85 %.
- the polyethylene yarn may have an interlacing number of 10 to 40 ea/m.
- the interlacing is performed to strengthen the convergence between filaments forming the yarn.
- the interlacing number was at the level of 3 to 5 ea/m because of the high risk of causing pills or yarn breakage in the interlacing process.
- the polyethylene yarn of the present invention since the polyethylene yarn of the present invention has relatively low strength and relatively high elongation, a high level of interlacing (i.e., 10 ea/m or more) can be imparted without causing pills or yarn breakage. However, even in the case of polyethylene yarn of the present invention, if the interlacing number exceeds 40 ea/m, there is a risk of causing pills or yarn breakage.
- the polyethylene yarn according to one embodiment of the present invention can satisfy the required convergence even without a separate twisting step, because of the high interlacing number of 10 ea/m or more, and thus the productivity of the yarn can be improved.
- the polyethylene yarn of the present invention is not limited to untwisted yarn, and in order to further improve the convergence of the filaments, it may be a twisted yarn.
- the polyethylene yarn of the present invention may be a twisted yarn having a twist number of 50 to 300 TPM (twists per meter) in the Z direction. If the twist number is less than 50 TPM, a satisfactory convergence strengthening effect cannot be achieved. On the other hand, if the twist number exceeds 300 TPM, not only does the final fabric become stiffer but also the smoothness of the fabric surface is degraded, which is disadvantageous in terms of cooling sensation.
- the oil pick-up (OPU) of the polyethylene yarn may be 1 to 4 wt%.
- the emulsion attached to the filaments forming the yarn is to improve the weavability of the yarn. If the OPU is less than 1 wt%, continuous weaving is impossible due to generation of pills or yarn breakage in the weaving step. On the other hand, when the OPU exceeds 4 wt%, an excessive amount of emulsion causes oil to adhere continuously to the loom body when weaving the fabric with the yarn, causing problems in weavability. In the refining and dyeing step, the emulsion is not properly removed, or there is a burden of having to perform many washing steps for complete removal.
- the polyethylene yarn according an embodiment of the present invention has tensile strength of 4 g/d or more and 6 g/d or less, a tensile modulus of 15 to 80 g/d, elongation at break of 14 to 55 %, and crystallinity of 60 to 85 %.
- the polyethylene yarn has tensile strength of 4.5 g/d to 5.5 g/d, a tensile modulus of 40 to 60 g/d, elongation at break of 20 to 35 %, and crystallinity of 70 to 80 %.
- the tensile strength is more than 6 g/d, the tensile modulus is more than 80 g/d, or the elongation at break is less than 14 %, not only is the weavability of the polyethylene yarn not good, but also the fabric produced using the yarn is excessively stiff, such that the user may feel discomfort.
- the tensile strength is 4 g/d or less, the tensile modulus is less than 15 g/d, or the elongation at break exceeds 55 %, pills may form on fabrics and even breakage of the fabric occurs when the user continuously uses fabrics made from these polyethylene yarns.
- the skin cooling fabric produced using the same may have thermal conductivity in the thickness direction of 0.0001 W/cm ⁇ °C or more, a heat transfer coefficient in the thickness direction of 0.001 W/cm 2 ⁇ °C or more at 20 °C, and a contact cold sensation (Qmax) of 0.1 W/cm 2 or more.
- the polyethylene yarn according to an embodiment of the present invention has a weight average molecular weight (Mw) of 50,000 to 99,000 g/mol.
- the weight average molecular weight (Mw) of the polyethylene yarn is closely related to the physical properties of polyethylene used as a raw material.
- the polyethylene yarn of the present invention may have a DPF (Denier Per Filament) of 1 to 5. That is, the polyethylene yarn may include a plurality of filaments each having a fineness of 1 to 5 denier. In addition, the polyethylene yarn of the present invention may have total fineness of 75 to 450 denier.
- DPF Denier Per Filament
- the DPF can be adjusted through the discharge amount per hole of a spinneret (hereinafter, referred to as the "single-hole discharge amount") and the draw ratio.
- the polyethylene yarn of the present invention may have a circular cross-section or a non-circular cross-section, but it is desirable to have a circular cross-section from the viewpoint that it can provide an uniform cooling sensation to the user.
- the skin cooling fabric of the present invention made from the polyethylene yarn described above may be a woven or knitted fabric having a weight per unit area (i.e., area density) of 75 to 800 g/m 2 . If the area density of the fabric is less than 75 g/m 2 , the denseness of the fabric will be insufficient and there will be many voids in the fabric. These voids reduce the cooling sensation of the fabric. On the other hand, if the area density of the fabric exceeds 800 g/m 2 , the fabric is very stiff due to the excessively dense fabric structure, causing a problem in the tactile sensation felt by the user, and the high weight causes a problem in use.
- the skin cooling fabric of the present invention includes the above-mentioned polyethylene yarns of the present invention as a warp yarn and a weft yarn, and may be a fabric having a cover factor of 400 to 2000 according to Equation 2 below.
- CF W D * W T 1 / 2 + F D * F T 1 / 2
- Equation 2 CF is a cover factor, W D is a warp density (ea/inch), W T is a weft fineness (denier), F D is a weft density (ea/inch), and F T is a weft fineness (denier).
- the cover factor is less than 400, there is a problem that the denseness of the fabric is insufficient, and the cooling sensation of the fabric is lowered due to too many voids existing in the fabric.
- the cover factor is more than 2000, the denseness of the fabric is excessively high, the tactile sensation of the fabric becomes worse, and a problem in use can occur due to the high fabric weight.
- the skin cooling fabric of the present invention has the following features:
- the dry thermal shrinkage rate and the wet thermal shrinkage rate of the fabric are measured according to the ASTM D 1776 method.
- the skin cooling fabric according to one embodiment of the present invention has, at 20 °C:
- a chip-shaped polyethylene is injected into an extruder 100 and melted.
- the polyethylene used as a raw material for the manufacture of the polyethylene yarn of the present invention has a density of 0.941 to 0.965 g/cm 3 , a weight average molecular weight (Mw) of 50,000 to 99,000 g/mol, and a melt index (MI) (at 190 °C) of 6 to 21 g/10 min.
- the polyethylene yarn In order to manufacture a fabric that provides a high cooling sensation, the polyethylene yarn needs to have a high crystallinity of 60 to 85 %, and in order to manufacture a polyethylene yarn having such a high crystallinity, it is essential to use a high density polyethylene (HDPE) having a density of 0.941 to 0.965 g/cm 3 .
- HDPE high density polyethylene
- the weight average molecular weight (Mw) of polyethylene used as a raw material is less than 50,000 g/mol, the finally obtained polyethylene yarn is made difficult to express a strength of 4 g/d or more and a tensile modulus of 15 g/d or more, and as a result, pills may form on fabrics.
- the weight average molecular weight (Mw) of the polyethylene exceeds 99,000 g/mol, the weavability of polyethylene yarn is not good due to the excessively high strength and tensile modulus, the stiffness is too high, and it is unsuitable for use in the manufacture of skin cooling fabrics that are intended for contacting with the user's skin.
- melt index (MI) of polyethylene used as a raw material is less than 6 g/10 min, it is difficult to ensure smooth flowability in an extruder 100 due to the high viscosity and low flowability of the molten polyethylene, and the uniformity and processability of the extrudate are reduced, thus increasing the risk of yarn breakage during the spinning process.
- the melt index (MI) of the polyethylene exceeds 21 g/10min, the flowability in the extruder 100 becomes relatively good, but it may be difficult for the finally obtained polyethylene yarn to have strength of greater than 4 g/d and a tensile modulus of 15 g/d or more.
- a fluorine-based polymer can be added to polyethylene.
- the method of adding the fluorine-based polymer (i) a method of injecting a master batch containing polyethylene and a fluorine-based polymer together with a polyethylene chip into the extruder 100 and then melting them therein, or (ii) a method of injecting the fluorine-based polymer into an extruder 100 through a side feeder while injecting the polyethylene chip into the extruder 100, and then melting them together, may be mentioned.
- the fluorine-based polymer added to the polyethylene may be a tetrafluoroethylene copolymer.
- the fluorine-based polymer may be added to the polyethylene in such amount that the content of fluorine in the finally produced yarn becomes 50 to 2500 ppm.
- the molten polyethylene is transferred to a spinneret 200 by a screw (not shown) in the extruder 100, and extruded through a plurality of spinning holes formed in the spinneret 200.
- the number of holes in the spinneret 200 may be determined according to the DPF and the total fineness of the produced yarn. For example, when manufacturing a yarn having total fineness of 75 denier, the spinneret 200 may have 20 to 75 holes. Further, when manufacturing a yarn having total fineness of 450 denier, the spinneret 200 may have 90 to 450 holes, preferably 100 to 400 holes.
- the melting step in the extruder 100 and the extrusion step through the spinneret 200 are preferably performed at 150 to 315 °C, preferably 250 to 315 °C, more preferably 265 to 310 °C. That is, the extruder 100 and the spinneret 200 are preferably maintained at 150 to 315 °C, preferably 250 to 315 °C, more preferably 265 to 310 °C.
- the spinning temperature is less than 150 °C, the spinning temperature is low so that the HDPE may not be uniformly melted and thus spinning may be difficult.
- the spinning temperature exceeds 315 °C, the polyethylene may be thermally decomposed and it may be difficult to express the high strength.
- L/D which is the ratio of the hole length L to the hole diameter D of the spinneret 200, may be 3 to 40.
- L/D is less than 3
- a die swell phenomenon occurs during melt extrusion, and it becomes difficult to control the elastic behavior of polyethylene, resulting in a poor spinning property.
- the L/D exceeds 40, a non-uniform discharge phenomenon may occur due to a pressure drop along with yarn breakage caused by a necking phenomenon of the molten polyethylene passing through the spinneret 200.
- the solidification of the polyethylene is started by the difference between the spinning temperature and the ambient temperature, and simultaneously a semi-solidified filament is formed.
- filament not only the semi-solidified filament but also the completely solidified filament are collectively referred to as "filament”.
- the plurality of filaments 11 are completely solidified by being cooled in a quenching zone 300.
- the cooling of the filaments 11 may be performed by an air cooling method.
- the cooling of the filaments 11 is preferably performed so as to be cooled to 15 to 40 °C using cooling air having a wind speed of 0.2 to 1 m/s.
- the cooling temperature is less than 15 °C, the elongation may be insufficient due to over-cooling, which may cause yarn breakage in the drawing process.
- the cooling temperature exceeds 40 °C, the fineness deviation between filaments 11 increases due to non-uniform solidification which may cause yarn breakage in the drawing process.
- the filaments 11 that are cooled and completely solidified are converged by a converging part 400 to form a multifilament 10.
- the method of the present invention may further include a step of applying an emulsion onto the cooled filaments 11 using an oil roller (OR) or oil jet, before forming the multifilament 10.
- the emulsion applying step may be performed through a metered oiling (MO) method.
- the step of forming the multifilament 10 through a converging part 400 and the step of applying the emulsion may be performed at the same time.
- the oil may be applied to the filaments 11 according to the dual roller system, which is a two-stage system.
- the amount of oil pick-up (OPU) can be adjusted to 1 to 4 wt% by setting the rotation speed to 5 to 20 rpm.
- the polyethylene yarn of the present invention may be produced via a direct spinning drawing (DSD) process.
- the multifilament 10 is directly transferred to a multistage drawing part 500 including a plurality of godet roller parts GR1... GRn and multistage-drawn at a total draw ratio of 2.5 to 8.5, preferably 3.5 to 7.5, and then wound on a winder 600.
- the undrawn yarn can be drawn, thereby manufacturing the polyethylene yarn of the present invention.
- the polyethylene yarn of the present invention may be manufactured through a two-step process of first melt spinning polyethylene to produce an undrawn yarn and then drawing the undrawn yarn.
- the total draw ratio applied in the drawing process is less than 3.5, in particular, less than 2.5, (i) the finally obtained polyethylene yarn cannot have crystallinity of 60 % or more, and thus the fabric made from the yarn cannot provide a user with a sufficient cooling sensation, and (ii) the polyethylene yarn cannot have strength of greater than 4 g/d, a tensile modulus of 15 g/d or more, and elongation at break of 55 % or less, and as a result, pills may form on the fabric produced from the yarn.
- the finally obtained polyethylene yarn cannot have strength of 6 g/d or less, a tensile modulus of 80 g/d or less, and elongation at break of 14 % or more. Therefore, not only is the weavability of the polyethylene yarn not good, but also the fabric produced using the yarn becomes excessively stiff, thus making the user feel discomfort.
- the linear velocity of the remaining godet roller parts is appropriately determined so that in the multistage drawing part 500, a total draw ratio of 2.5 to 8.5, preferably 3.5 to 7.5, can be applied to the multifilament 10.
- heat-setting of the polyethylene yarn may be performed through the multistage drawing part 500.
- the temperature of the first godet roller part (GR1) may be 40 to 80 °C
- the temperature of the last godet roller part (GRn) may be 110 to 140 °C.
- the temperature of each of the godet roller parts excluding the first and last godet roller parts (GR1, GRn) may be set to be equal to or higher than the temperature of the godet roller part immediately before.
- the temperature of the last godet roller part (GRn) may be set to be equal to or higher than the temperature of the godet roller part immediately before, but may be set slightly lower than that temperature.
- Interlacing of the multifilament 10 that has passed through the multistage drawing part 500 may be performed.
- the nozzle pressure of an interlacing apparatus is adjusted so that the number of interlacings may be 10 to 40 ea/m.
- the multifilament 10 is wound on the winder 600, thereby completing the manufacture of the polyethylene yarn for a skin cooling fabric of the present invention.
- a step of twisting the polyethylene yarn with a twist number of 50 to 300 TPM (twists per meter) in the Z direction may be further performed in addition to the interlacing step.
- the over feed ratio defined by Equation 1 below is 6 to 10 %.
- OFR % 100 ⁇ V 1 / V 2 ⁇ 100 in Equation 1, OFR is the overfeed ratio, V 1 is the speed of the last godet roller (GRn), and V 2 is the speed of the winder 600.
- a polyethylene yarn containing 200 filaments and having total fineness of 400 denier was produced using the apparatus illustrated in FIG. 1 .
- a polyethylene chip having a density of 0.961 g/cm 3 , a weight average molecular weight (Mw) of 87,660 g/mol, a polydispersity index (PDI) [ratio (Mw/Mn) of weight average molecular weight (Mw) to number average molecular weight (Mn)] of 6.4, and a melt index (MI at 190 °C) of 11.9 g/10 min was injected into an extruder 100 and melted.
- the molten polyethylene was extruded through a spinneret 200 having 200 holes.
- L/D which is the ratio of the hole length L to the hole diameter D of the spinneret 200, was 5.0.
- the spinneret temperature was 270 °C.
- the filaments 11 formed while being discharged from the spinneret 200 were finally cooled to 25 °C by cooling air having a wind speed of 0.5 m/s in a quenching zone 300, and were converged into a multifilament 10 by the converging unit 400 and moved to the multistage drawing part 500. Simultaneously with the converging step, a step of applying oil through the MO (Metered Oiling) method was performed.
- MO Metal Oiling
- the multistage drawing part 500 was composed of a total of five stage godet rollers, the temperature of the godet roller parts was set to 80 to 125 °C, and the temperature of the rear stage roller part was set to be higher than the temperature of the roller part immediately before.
- a polyethylene yarn was obtained in the same manner as in Example 1, except that a polyethylene chip having a density of 0.958 g/cm 3 , a weight average molecular weight (Mw) of 98,290 g/mol, a polydispersity index (PDI) of 8.4, and a melt index (MI at 190 °C) of 6.1 g/10 min was used, the spinneret temperature was 275 °C and the overfeed ratio was 7.5 %.
- Mw weight average molecular weight
- PDI polydispersity index
- MI at 190 °C melt index
- a polyethylene yarn was obtained in the same manner as in Example 1, except that a polyethylene chip having a density of 0.948 g/cm 3 , a weight average molecular weight (Mw) of 78,620 g/mol, a polydispersity index (PDI) of 8.2, and a melt index (MI at 190 °C) of 15.5 g/10 min was used, the spinneret temperature was 260 °C, and the total draw ratio was 7.0.
- a polyethylene yarn was obtained in the same manner as in Example 1, except that a polyethylene chip having a density of 0.962 g/cm 3 , a weight average molecular weight (Mw) of 98,550 g/mol, a polydispersity index (PDI) of 4.9, and a melt index (MI at 190 °C) of 6.1 g/10 min was used, the spinneret temperature was 280 °C, and the overfeed ratio was 2.0 %.
- a polyethylene yarn was obtained in the same manner as in Example 1, except that a polyethylene chip having a density of 0.961 g/cm 3 , a weight average molecular weight (Mw) of 98,230 g/mol, a polydispersity index (PDI) of 7.0, and a melt index (MI at 190 °C) of 2.9 g/10 min was used, the spinneret temperature was 295 °C, the total draw ratio was 8.2, and the overfeed ratio was 3.0 %.
- Mw weight average molecular weight
- PDI polydispersity index
- MI at 190 °C melt index
- a polyethylene yarn was obtained in the same manner as in Example 1, except that a polyethylene chip having a density of 0.961 g/cm 3 , a weight average molecular weight (Mw) of 180,550 g/mol, a polydispersity index (PDI) of 6.4, and a melt index (MI at 190 °C) of 0.6 g/10 min was used, the spinneret temperature was 295 °C, it was drawn at a total draw ratio of 14 through the multistage drawing part 500 composed of a total of eight stage godet roller parts, the temperature of the godet roller parts was set to 70 to 130 °C, and the overfeed ratio was 2.5 %.
- Mw weight average molecular weight
- PDI polydispersity index
- MI at 190 °C melt index
- the polyethylene yarn was cut to prepare a sample having a length of 1000 mm.
- a thermal stress tester Kelvin, KE-22 was used to obtain a graph showing the shrinkage stress of the sample according to the temperature rise.
- the initial load was 0.1 g/d and the temperature rising rate was 2.5 °C/s. From the graph, the shrinkage stresses at 70 °C and 100 °C were obtained, respectively.
- the dry thermal shrinkage rate of the polyethylene yarn was measured using Testrite MK-V (Testrite Ltd.).
- the polyethylene yarn was cut to prepare a sample having a length (L 0 ) of 1000 mm.
- the sample was placed in air at 70 °C (or 100 °C) for 15 minutes under a load of 0.1 g/d and removed, and then left at room temperature for 10 minutes.
- the length of the sample i.e., length L 1 after shrinkage
- the polyethylene yarn was cut to prepare a sample having a length (L 0 ) of 1000 mm.
- the sample was completely immersed in hot water at 100 °C for 30 minutes under a load of 0.1 g/d and removed, and then left at room temperature for 120 minutes. Then, the length of the sample (i.e., length L 1 after shrinkage) was measured, and the wet thermal shrinkage rate was calculated by Equation 4 below.
- Wet Thermal Shrinkage Rate at 100 ° C % L 0 ⁇ L 1 / L 0 ⁇ 100 where L 0 is the length before shrinkage, and L 1 is the length after shrinkage.
- the tensile strength, tensile modulus, and elongation at break of the polyethylene yarns were determined using an Instron universal tensile tester (Instron Engineering Corp., Canton, Mass) in accordance with ASTM D885 (sample length: 250 mm, tensile speed: 300 mm/min, and initial load: 0.05 g/d).
- the crystallinity of the polyethylene yarn was measured using an XRD instrument (X-ray diffractometer) (manufacturer: PANalytical, model name: EMPYREAN).
- XRD instrument X-ray diffractometer
- PANalytical model name: EMPYREAN
- the polyethylene yarn was cut to prepare a sample having a length of 2.5 cm. The sample was fixed to a sample holder and then measurement was performed under the following conditions.
- Example 1 Example 2
- Example 3 PE Density (g/cm 3 ) 0.961 0.958 0.948 Mw (g/mol) 87,660 98,290 78,620 PDI 6.4 8.4 8.2 MI (g/10min) 11.9 6.1 15.5 Spinneret temperature (°C) 270 275 260 Total draw ratio 7.5 7.5 7.0 Over feed ratio (%) 6.5 7.5 6.5 PE yarn Shrinkage stress (g/d) at 70 °C 0.008 0.011 0.007 Shrinkage stress (g/d) at 100 °C 0.035 0.045 0.034 Dry thermal shrinkage rate (%) at 70 °C 0.25 0.35 0.23 Dry thermal shrinkage rate (%) at 100 °C 0.85 0.97 0.83 Wet thermal shrinkage
- the plain weave was performed using the polyethylene yarn of Example 1 as a warp yarn and a weft yarn, thereby manufacturing a fabric having a warp density of 30 ea/inch and a weft density of 30 ea/inch.
- a fabric was manufactured in the same manner as in Example 4, except that the polyethylene yarn of Example 2 was used instead of the polyethylene yarn of Example 1.
- a fabric was manufactured in the same manner as in Example 4, except that the polyethylene yarn of Example 3 was used instead of the polyethylene yarn of Example 1.
- a fabric was manufactured in the same manner as in Example 4, except that the polyethylene yarn of Comparative Example 1 was used instead of the polyethylene yarn of Example 1.
- a fabric was manufactured in the same manner as in Example 4, except that the polyethylene yarn of Comparative Example 2 was used instead of the polyethylene yarn of Example 1.
- a fabric was manufactured in the same manner as in Example 4, except that the polyethylene yarn of Comparative Example 3 was used instead of the polyethylene yarn of Example 1.
- the contact cold sensation (Q max ), thermal conductivity (thickness direction), heat transfer coefficient (thickness direction), stiffness, dry thermal shrinkage rate (at 70 °C & 100 °C), and wet thermal shrinkage rate (at 100 °C) of the fabrics respectively manufactured by Examples 4 to 6 and Comparative Examples 4 to 6 were measured as follows, and the results are shown in Tables 3 and 4 below.
- a fabric sample having a size of 20 cm ⁇ 20 cm was prepared, and then allowed to stand for 24 hours under the conditions of a temperature of 20 ⁇ 2 °C and a RH of 65 ⁇ 2 %. Then, the contact cold sensation (Q max ) of the fabric was measured using a KES-F7 THERMO LABO II (Kato Tech Co., LTD.) apparatus under the test environment of a temperature of 20 ⁇ 2 °C and 65 ⁇ 2 % RH.
- the fabric sample 23 was placed on a base plate (also referred to as "Water-Box") 21 maintained at 20 °C, and a T-Box 22a (contact area: 3 cm ⁇ 3 cm) heated to 30 °C was placed on the fabric sample 23 for only 1 second. That is, the other surface of the fabric sample 23 whose one surface was in contact with the base plate 21 was brought into instantaneous contact with the T-Box 22a.
- the contact pressure applied to the fabric sample 23 by the T-Box 22a was 6 gf/cm 2 .
- the Q max value displayed on a monitor (not shown) connected to the apparatus was recorded. Such a test was repeated 10 times and the arithmetic mean value of the obtained Qmax values was calculated.
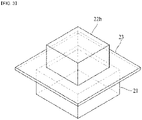
- a fabric sample having a size of 20 cm ⁇ 20 cm was prepared and then allowed to stand for 24 hours under the conditions of a temperature of 20 ⁇ 2 °C and a RH of 65 ⁇ 2 %. Then, the thermal conductivity and heat transfer coefficient of the fabric were measured using a KES-F7 THERMO LABO II (Kato Tech Co., LTD.) apparatus under the test environment of a temperature of 20 ⁇ 2 °C and 65 ⁇ 2 % RH.
- the fabric sample 23 was placed on a base plate 21 maintained at 20 °C, and the T-Box 22b (contact area: 5 cm ⁇ 5 cm) heated to 30 °C was placed on the fabric sample 23 for 1 minute. Even while the BT-Box 22b was in contact with the fabric sample 23, heat was continuously supplied to the BT-Box 22b so that the temperature could be maintained at 30 °C.
- the amount of heat (i.e., heat flow loss) supplied to maintain the temperature of the BT-Box 22b was displayed on a monitor (not shown) connected to the apparatus. Such a test was repeated 5 times and the arithmetic mean value of the obtained heat flow loss was calculated.
- K K / D
- the stiffness of the fabric was measured by the circular bend method using a stiffness measuring device in accordance with ASTM D 4032. As the stiffness (kgf) is lower, the fabric has softer properties.
- a fabric was cut to prepare a sample having a size of 20 cm x 20 cm (warp direction length x weft direction length). Lines having a length of 20 cm (i.e., "length before shrinkage", L 0 ) in the warp and weft directions were marked on the sample, respectively.
- a fabric was cut to prepare a sample having a size of 20 cm ⁇ 20 cm (warp direction length ⁇ weft direction length). Lines having a length of 20 cm (i.e., "length before shrinkage", L 0 ) in the warp and weft directions were marked on the sample, respectively.
- the sample was treated with hot water at 100 °C for 30 minutes using an IR dyeing machine, and then left at ambient temperature for 120 minutes. Then, the lengths of the lines displayed on the sample (i.e., "length after shrinkage", L 1 ) were respectively measured, and the wet thermal shrinkage rate was calculated by Equation 8 below with respect to each of the warp direction and the weft direction.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Artificial Filaments (AREA)
- Yarns And Mechanical Finishing Of Yarns Or Ropes (AREA)
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/KR2019/018559 WO2021132769A1 (fr) | 2019-12-27 | 2019-12-27 | Fil de polyéthylène, son procédé de fabrication et tissu à sensation de refroidissement comprenant ledit fil |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP4023797A1 true EP4023797A1 (fr) | 2022-07-06 |
| EP4023797A4 EP4023797A4 (fr) | 2023-05-24 |
Family
ID=76574800
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19957329.6A Pending EP4023797A4 (fr) | 2019-12-27 | 2019-12-27 | Fil de polyéthylène, son procédé de fabrication et tissu à sensation de refroidissement comprenant ledit fil |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20220341066A1 (fr) |
| EP (1) | EP4023797A4 (fr) |
| CN (1) | CN114502784B (fr) |
| MY (1) | MY199171A (fr) |
| PH (1) | PH12022551326A1 (fr) |
| WO (1) | WO2021132769A1 (fr) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102480920B1 (ko) * | 2021-12-08 | 2022-12-26 | 코오롱인더스트리 주식회사 | 치수안정성이 향상된 폴리에틸렌 원사 및 이를 포함하는 기능성 원단 |
Family Cites Families (38)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3855776A (en) * | 1971-06-22 | 1974-12-24 | Asahi Chemical Ind | Synthetic thermoplastic multifilament yarns |
| JPS5927410B2 (ja) * | 1978-12-15 | 1984-07-05 | 帝人株式会社 | 多層構造嵩高紡績糸およびその製造方法 |
| JPH04327259A (ja) * | 1991-04-26 | 1992-11-16 | Kondo Toshio | 立体模様を有する布帛の製造方法 |
| JP3796522B2 (ja) * | 1994-01-05 | 2006-07-12 | Kbセーレン株式会社 | ポリエステル異収縮混繊糸 |
| JP3733696B2 (ja) * | 1997-05-22 | 2006-01-11 | 東レ株式会社 | 仮撚加工糸およびその製造方法 |
| JP2000345428A (ja) * | 1999-06-07 | 2000-12-12 | Kansai Research Institute | ポリオレフィン系繊維の製造方法 |
| US6391443B1 (en) * | 2000-05-29 | 2002-05-21 | Chisso Corporation | Polyethylene composite fiber and a non-woven fabric using the same |
| JP2002266206A (ja) | 2001-03-14 | 2002-09-18 | Mitsubishi Rayon Co Ltd | アセテート複合織編物 |
| JP2004292982A (ja) | 2003-03-27 | 2004-10-21 | Toray Ind Inc | ポリアミド繊維を用いて得られるインナーウェア |
| JP4227837B2 (ja) * | 2003-05-21 | 2009-02-18 | グンゼ株式会社 | 涼感付与繊維、涼感付与繊維の製造方法、及び、涼感付与繊維製品 |
| JP4565325B2 (ja) * | 2003-12-12 | 2010-10-20 | 東洋紡績株式会社 | 高強度ポリエチレンマルチフィラメント |
| JP2006045752A (ja) * | 2003-12-12 | 2006-02-16 | Toyobo Co Ltd | 高強度ポリエチレン繊維 |
| JP2009024272A (ja) | 2007-07-18 | 2009-02-05 | Teijin Fibers Ltd | 冷感に優れた編地および繊維製品 |
| BRPI0905682A2 (pt) * | 2008-07-10 | 2015-07-07 | Dow Global Technologies Inc | Composição de polietileno, processo para produzir um composição de polietileno, fibra, processo para preparar uma fibra, processo para fabricar um tecido e tecido |
| JP2012503686A (ja) * | 2008-09-25 | 2012-02-09 | バーゼル・ポリオレフィン・ゲーエムベーハー | 耐衝撃性lldpe組成物及びそれから製造されるフィルム |
| US8623982B2 (en) * | 2008-12-01 | 2014-01-07 | Fina Technology, Inc. | Polyethylene fibers and processes of forming the same |
| JP4911190B2 (ja) | 2009-03-31 | 2012-04-04 | 東洋紡績株式会社 | 快適性布帛 |
| JP4816798B2 (ja) * | 2010-02-19 | 2011-11-16 | 東洋紡績株式会社 | 成型加工性に優れた高機能ポリエチレン繊維 |
| US11155936B2 (en) * | 2011-03-03 | 2021-10-26 | Toyobo Co., Ltd. | Highly functional polyethylene fiber, and dyed highly functional polyethylene fiber |
| JP2012207328A (ja) * | 2011-03-29 | 2012-10-25 | Du Pont-Toray Co Ltd | 接触冷感と耐切創性に優れた防護布帛 |
| EP2742175A4 (fr) * | 2011-09-07 | 2015-09-16 | Invista Technologies Srl | Tissu durable comprenant un fil gonflant et enchevêtré |
| JP5819735B2 (ja) * | 2012-01-05 | 2015-11-24 | 帝人株式会社 | 冷感に優れた混繊糸 |
| IL218082A0 (en) * | 2012-02-13 | 2012-03-29 | Nilit Ltd | Cooling polyamide yarn |
| CN103720092A (zh) * | 2012-10-10 | 2014-04-16 | 东丽纤维研究所(中国)有限公司 | 一种polo衫用冷感面料 |
| JP6044309B2 (ja) * | 2012-12-07 | 2016-12-14 | 東洋紡株式会社 | ポリエチレンテープ、ポリエチレンスプリットヤーン及びそれらの製造方法 |
| JP2015089981A (ja) * | 2013-11-06 | 2015-05-11 | 帝人株式会社 | 仮撚ポリオレフィン繊維 |
| JP2015089980A (ja) * | 2013-11-06 | 2015-05-11 | 帝人株式会社 | ポリエチレン繊維 |
| KR20160135211A (ko) * | 2014-02-20 | 2016-11-25 | 릴라이언스 인더스트리즈 리미티드 | 고강도 고모듈러스 초고 분자량 폴리에틸렌섬유 |
| CN104389074A (zh) * | 2014-11-17 | 2015-03-04 | 江阴市红柳被单厂有限公司 | 超高分子量聚乙烯(uhmwpe) 纤维纺织品及其制造方法与在制造接触凉感织物上的应用 |
| KR101775142B1 (ko) * | 2014-11-19 | 2017-09-05 | 주식회사 휴비스 | 고강도 폴리에틸렌 멀티필라멘트 섬유 및 제조방법 |
| JP6447190B2 (ja) * | 2015-01-30 | 2019-01-09 | 三菱ケミカル株式会社 | ポリエチレン繊維含有複合糸および織編物 |
| WO2017200121A1 (fr) * | 2016-05-18 | 2017-11-23 | 주식회사 휴비스 | Fibre multi-filament en polyéthylène haute résistance et son procédé de fabrication |
| KR20170135342A (ko) * | 2016-05-31 | 2017-12-08 | 동명기술 주식회사 | 고분자량 폴리에틸렌 섬유의 제조 방법 및 이로부터 제조된 섬유 |
| US20180171049A1 (en) * | 2016-12-16 | 2018-06-21 | Exxonmobil Chemical Patents Inc. | Methods for Making High Density Polyethylene Compositions |
| CN108866708A (zh) * | 2017-05-15 | 2018-11-23 | 中国石化仪征化纤有限责任公司 | 一种超高分子量聚乙烯网络复合纱线及其制备方法 |
| KR102167737B1 (ko) * | 2018-09-28 | 2020-10-19 | 코오롱인더스트리 주식회사 | 폴리에틸렌 원사, 그 제조방법, 및 이를 포함하는 냉감성 원단 |
| KR102137243B1 (ko) * | 2018-10-17 | 2020-07-23 | 코오롱인더스트리 주식회사 | 폴리에틸렌 원사, 그 제조방법, 및 이를 포함하는 냉감성 원단 |
| CN210257537U (zh) * | 2019-07-09 | 2020-04-07 | 青岛正鸿祥贸易有限公司 | 一种聚乙烯纱单向透湿冷感面料 |
-
2019
- 2019-12-27 WO PCT/KR2019/018559 patent/WO2021132769A1/fr not_active Ceased
- 2019-12-27 MY MYPI2022001755A patent/MY199171A/en unknown
- 2019-12-27 PH PH1/2022/551326A patent/PH12022551326A1/en unknown
- 2019-12-27 CN CN201980100903.8A patent/CN114502784B/zh active Active
- 2019-12-27 EP EP19957329.6A patent/EP4023797A4/fr active Pending
- 2019-12-27 US US17/764,546 patent/US20220341066A1/en active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| CN114502784B (zh) | 2023-06-09 |
| EP4023797A4 (fr) | 2023-05-24 |
| WO2021132769A1 (fr) | 2021-07-01 |
| MY199171A (en) | 2023-10-18 |
| US20220341066A1 (en) | 2022-10-27 |
| PH12022551326A1 (en) | 2023-11-20 |
| CN114502784A (zh) | 2022-05-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102137243B1 (ko) | 폴리에틸렌 원사, 그 제조방법, 및 이를 포함하는 냉감성 원단 | |
| KR102167737B1 (ko) | 폴리에틸렌 원사, 그 제조방법, 및 이를 포함하는 냉감성 원단 | |
| KR102202592B1 (ko) | 냉감성 원단과 이를 위한 폴리에틸렌 원사 및 폴리에틸렌 원사 제조방법 | |
| EP3943647B1 (fr) | Fil de polyéthylène, son procédé de fabrication et tissu à sensation rafraîchissante le comprenant | |
| EP3879017A1 (fr) | Fil traité par étirage, produit fibreux, filière composite et procédé de production de fibre composite | |
| EP4023800B1 (fr) | Tissu à sensation de refroidissement, fil de polyéthylène associé, et procédé de fabrication de fil de polyéthylène | |
| JP7760056B2 (ja) | 製織性が向上したポリエチレン原糸およびこれを含む機能性生地 | |
| KR100422029B1 (ko) | 폴리트리메틸렌 테레프탈레이트 이형사 | |
| TWI841993B (zh) | 具有改善的後加工性之聚乙烯紗線以及包括其之布料 | |
| JP7770569B2 (ja) | 寸法安定性が向上したポリエチレン原糸およびこれを含む機能性生地 | |
| CN116324056A (zh) | 耐切割性聚乙烯纱线 | |
| TWI727576B (zh) | 聚乙烯紗線、製造該聚乙烯紗線的方法、及包含該聚乙烯紗線的皮膚冷感布 | |
| EP4023797A1 (fr) | Fil de polyéthylène, son procédé de fabrication et tissu à sensation de refroidissement comprenant ledit fil | |
| TWI727575B (zh) | 聚乙烯紗線、製造該聚乙烯紗線的方法、及包含該聚乙烯紗線的皮膚冷感布 | |
| TWI794573B (zh) | 皮膚冷感布、用於該布的聚乙烯紗線、及製造聚乙烯紗線的方法 | |
| KR102795769B1 (ko) | 제직성이 향상된 폴리에틸렌 원사 및 이를 포함하는 기능성 원단 | |
| KR102144201B1 (ko) | 폴리프로필렌 필라멘트 탄성사와 그를 이용한 섬유원단 및 그의 제조방법 | |
| BR112022000141B1 (pt) | Fio de polietileno, tecido de resfriamento da pele que o compreende e método para fabricar o dito fio | |
| KR20260031187A (ko) | 표면 거칠기도가 저감된 폴리에틸렌 원사의 제조방법 | |
| WO2005087990A1 (fr) | Fibre polyester fibrillaire et methode de fabrication de semblable |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE INTERNATIONAL PUBLICATION HAS BEEN MADE |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20220330 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| DAV | Request for validation of the european patent (deleted) | ||
| DAX | Request for extension of the european patent (deleted) | ||
| A4 | Supplementary search report drawn up and despatched |
Effective date: 20230420 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: D01D 5/16 20060101ALI20230414BHEP Ipc: D01D 5/098 20060101ALI20230414BHEP Ipc: D01D 5/088 20060101ALI20230414BHEP Ipc: D02G 3/26 20060101ALI20230414BHEP Ipc: D01F 6/04 20060101AFI20230414BHEP |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20240122 |