EP4327955A1 - Méthode pour étirer, redresser et couper le fil d'acier en barres - Google Patents
Méthode pour étirer, redresser et couper le fil d'acier en barres Download PDFInfo
- Publication number
- EP4327955A1 EP4327955A1 EP23192610.6A EP23192610A EP4327955A1 EP 4327955 A1 EP4327955 A1 EP 4327955A1 EP 23192610 A EP23192610 A EP 23192610A EP 4327955 A1 EP4327955 A1 EP 4327955A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- steel wire
- rollers
- arc
- diameter
- rolling
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES, PROFILES OR LIKE SEMI-MANUFACTURED PRODUCTS OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C3/00—Profiling tools for metal drawing; Combinations of dies and mandrels for metal drawing
- B21C3/02—Dies; Selection of material therefor; Cleaning thereof
- B21C3/08—Dies; Selection of material therefor; Cleaning thereof with section defined by rollers, balls, or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES, PROFILES OR LIKE SEMI-MANUFACTURED PRODUCTS OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C19/00—Devices for straightening wire or like work combined with or specially adapted for use in connection with drawing or winding machines or apparatus
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21F—WORKING OR PROCESSING OF METAL WIRE
- B21F1/00—Bending wire other than coiling; Straightening wire
- B21F1/02—Straightening
- B21F1/026—Straightening and cutting
Definitions
- the invention relates to a method for drawing, straightening and cutting steel wire into bars. More specifically, bars suitable for use in fence panels.
- Steel wire is an important raw material in industry and construction. However, to be useful, the wires must meet certain properties. For example, the wires must be sufficiently deformable and able to withstand high tensile stress.
- the wires typically undergo various processing steps, such as rolling.
- Rolling a steel wire can be used to change the cross-section of the wire and/or to apply a profile to the wire surface. This also allows the mechanical properties of the wire to be changed.
- the wire diameter and therefore the weight of the metal wire is not uniform over the entire length of the wire. Due to the spread of the wire weight, there is a risk that the wire does not have the minimum weight in certain places. This is typically accommodated by producing the wires with a significant margin above the required minimum value. However, providing a margin results in a loss because a shorter wire is obtained for the same weight of metal. It is therefore important to keep the margin as small as possible and to limit the variation in the diameter of the metal wire.
- the invention concerns a method for drawing, straightening and cutting steel wire into bars according to claim 1. Preferred forms of the method are set out in claims 2-12.
- the invention concerns an apparatus for drawing, straightening and cutting steel wire into bars according to claim 13.
- the invention concerns a bar according to claim 14.
- the invention is advantageous because the method is specifically adapted to producing bars for fence panels from steel wire.
- the specific roller profile (grooves in the rollers) ensures that there is hardly any material loss when reducing the diameter of the steel wire. This is because the variation in the diameter of the steel wire is reduced.
- the wire strength of the steel wire is increased for the specific application in fence panels.
- the roller profile has the great advantage that there is less dependence on fluctuations of the incoming raw steel wire and that the rollers can be adjusted more easily and therefore faster in the rolling cassette. This has also resulted in a significantly longer lifespan of the rollers.
- the purpose of the invention is to optimize the drawing, straightening and cutting process of steel wire.
- the invention concerns a method for drawing, straightening and cutting steel wire into bars suitable for use in a fence panel.
- a segment means one or more segments.
- Quoting numeric intervals by the endpoints includes all integers, fractions, and/or real numbers between the endpoints, including those endpoints.
- the invention concerns a method for drawing, straightening and cutting steel wire into bars suitable for use in fence panels.
- the method comprises the sequential steps of:
- the rollers are provided with a contact surface that makes contact with the steel wire, wherein the contact surface is provided with a groove, wherein the cross-section of the groove describes an arc, and wherein the arc is characterized by a radius, a central angle and an arc length.
- the rollers are provided with a contact surface that makes contact with the steel wire, wherein the contact surface is provided with a groove, wherein the cross-section of the groove describes an arc, and wherein the arc is characterized by a radius, a central angle and an arc length, where the radius of the arc of a roller in the second set relates to the radius of the arc of a roller in the first set according to a ratio between 0.5/1 and 0.7/1.
- the roller profile has the great advantage that there is less dependence on fluctuations of the incoming raw steel wire and that the rollers can be adjusted more easily and therefore faster in the rolling cassette. This has also resulted in a significantly longer lifespan of the rollers.
- the method described herein is particularly suitable for rolling a steel wire in a continuous manner.
- the steel wire is transported along a predetermined route in a continuous manner, preferably at a speed in the range of about 10 m/min to about 1000 m/min, more preferably at a speed in the range of about 50 m/min to about 800 m/min, and most preferably at a speed in a range of about 100 m/min to about 700 m/min.
- the transport speed of the steel wire can be about 100 m/min, about 125 m/min, about 150 m/min, about 175 m/min, about 200 m/min, about 250 m/min, about 300 m/min, about 350 m/min, about 400 m/min, about 450 m/min, about 500 m/min, about 550 m/min, about 600 m/min, about 650 m/min, or about 700 m/min.
- the transport speed is between 300 and 400 m/min. Since the current method reduces the diameter of the steel wire, there is a difference between the speed of the steel wire before drawing and the speed of the steel wire after drawing.
- the difference in speed corresponds to the degree of reduction in the diameter of the wire.
- an incoming speed of 300 m/min with a reduction in the diameter of the wire between 5% and 20% will result in a respective outgoing speed of 315 m/min and 360 m/min.
- An incoming speed of 400 m/min and a lengthening of the steel wire between 5% and 20% result in a respective outgoing speed of 420 m/min and 480 m/min.
- the steel wire is continuously transported to the first set of rollers at a speed between 330 m/min and 390 m/min, preferably about 360 m/min.
- the transport speed of the steel wire remains substantially constant during drawing.
- the speed at which the steel wire is transported expressed in unit weight per unit time typically remains constant, while the speed expressed in unit length per unit time can vary between the different steps of the process.
- a steel wire is provided.
- the steel wire can be provided on a coil.
- step (i) thus comprises unrolling a steel wire from a coil.
- the steel wire provided in step (i) is a hot-rolled steel wire.
- Such steel wires are often used as a basic product for further processing.
- the steel wire provided in step (i) is a cold-rolled coil.
- the steel wire provided in step (i) can have a smooth or profiled surface.
- Examples of wires with a profiled surface are ribbed, dented, and slightly dented wires. Such types of wires are well known to those skilled in the art.
- the steel wire provided in step (i) is a smooth steel wire, optionally provided with irregularities on the surface.
- the steel wire provided can have any cross-section such as round, square, rectangular, oval or semi-oval cross-sections.
- the steel wires according to the present invention can be chosen within a wide diameter range lying between 0.1 mm and 50 mm, preferably between 0.5 mm and 30 mm, more preferably between 2 mm and 16 mm, even more preferably between 5 and 9 mm, and most preferably a diameter selected from the list of: about 8.5 mm, about 6.3 mm, or about 5.5 mm.
- the term "diameter” as used herein denotes an equivalent diameter, specifically the nominal diameter of the wire.
- nominal diameter refers to the diameter of an imaginary wire with a circular cross-section of the same length and volume as the actual wire.
- the steel wire is made of unalloyed steel, low-alloy steel or high-alloy steel.
- Steel wire can be made from high or low carbon steel.
- Unalloyed steel contains a maximum of 1.5% of alloying elements (excluding carbon (C)). Unalloyed steel has a carbon percentage of 0.5% to 2%. Low-alloy steel contains between 1.5 and 5% alloying elements (excluding carbon). High-alloy steel contains more than 5% of alloying elements.
- the steel wire is preferably made from unalloyed steel.
- alloying elements refers to the elements that are present in the alloy in addition to iron and carbon. In a preferred form, the steel wire is made of an alloy comprising iron (Fe), carbon (C) and alloying elements.
- the alloy comprises a maximum of 1.5% alloying elements, more preferably a maximum of 1.4%, even more preferably a maximum of 1.3%, even more preferably a maximum of 1.2%, most preferably a maximum of 1.1%.
- the alloy comprises at least 0.5% alloying elements, more preferably at least 0.6%, even more preferably at least 0.7%, even more preferably at least 0.8%, even more preferably at least 0.9%, most preferably at least 1%.
- the alloy comprises between 0.5 and 1.5% alloying elements, preferably between 0.6 and 1.5%, more preferably between 0.7 and 1.4%, even more preferably between 0.8 and 1.3%, even more preferably between 0.9 and 1.2%, most preferably between 1 and 1.1%.
- the alloy comprises a maximum of 0.1% C, more preferably a maximum of 0.09%, even more preferably a maximum of 0.085%, even more preferably a maximum of 0.08%, most preferably a maximum of 0.075%.
- the alloy comprises at least 0.025% C, more preferably at least 0.03%, even more preferably at least 0.035%, even more preferably at least 0.04%, most preferably at least 0.045%.
- the alloy comprises between 0.02 and 0.1% C, preferably between 0.025 and 0.09%, more preferably between 0.035 and 0.085%, even more preferably between 0.04 and 0.08%, most preferably between 0.045 and 0.075%.
- the alloy comprises alloying elements selected from the list of: manganese (Mn), silicon (Si), sulfur (S), phosphorus (P), nitrogen (N), copper (Cu), chromium (Cr), nickel (Ni), niobium (Nb), tin (Sn), aluminum (Al) or any combination thereof.
- the alloy comprises manganese (Mn), silicon (Si), sulfur (S), phosphorus (P), nitrogen (N), copper (Cu), and optionally chromium (Cr), nickel (Ni), niobium (Nb), tin (Sn), aluminum (Al).
- the alloy comprises Mn in an amount between 0.3 and 0.5%, more preferably between 0.35 and 0.45%, Si in an amount between 0.05 and 0.25%, more preferably between 0.1 and 0.2%, S in an amount between 0.01 and 0.045%, more preferably between 0.015 and 0.04%, P in an amount between 0.005 and 0.03%, more preferably between 0.005 and 0.025%, Cu in an amount between 0.2 and 0.4%, more preferably between 0.25 and 0.35%, N in an amount between 0.005 and 0.02%, more preferably between 0.005 and 0.015%, and Cr in an amount of up to 0.15%, more preferably up to 0.1%, Ni in an amount up to 0.15%, more preferably up to 0.1%, and Nb in an amount up to 0.005%, more preferably up to 0.002%, Sn in an amount up to 0.05%, more preferably up to 0.03%, and/or Al in an amount up to 0.005%, more preferably up to 0.003%.
- the method described herein comprises in a step (ii) drawing the steel wire.
- Drawing processes for steel wires are well known to those skilled in the art.
- the wire is guided through a set of typically two, four or six rolls or rollers, reducing the diameter of the wire.
- Rolling is a shaping technique in which a metal wire is deformed by two or more rolls or rollers.
- Rolling a steel wire can be used to change the cross-section of the wire.
- Cold rolling is performed at a temperature below the recrystallization temperature, for example at room temperature, and typically increases the wire strength.
- the rolling cassette comprises two successive sets of three rollers, so that a second set of rollers is positioned downstream of a first set of rollers.
- the rollers are provided with a contact surface that makes contact with the steel wire, wherein the contact surface is provided with a groove, wherein the cross-section of the groove describes an arc, and wherein the arc is characterized by a radius, a central angle and an arc length.
- the groove has a width that corresponds to a rectilinear distance between the end points of the arc.
- the width of the groove of a roller in the first set is between 1 and 10 mm, more preferably between 2 and 9 mm, even more preferably between 3 and 8 mm, preferably between 4.5 and 7.5 mm.
- the width of the groove of a roller in the second set is between 1 and 10 mm, more preferably between 2 and 8 mm, even more preferably between 3 and 7 mm, preferably between 3.5 and 6.5 mm.
- the width of the groove of a roller in the second set relates to the width of the groove of a roller in the first set in a ratio between 0.5/1 and 1/1, preferably between 0. 75/1 and 0.9/1, for example about 0.75/1; 0.76/1; 0.77/1; 0.78/1; 0.79/1; 0.80/1; 0.81/1; 0.82/1; 0.83/1; 0.84/1; 0.85/1; 0.86/1; 0.87/1; 0.88/1; 0.89/1; 0.90/1.
- the radius of the arc of a roller in the first set is related to the width of the groove of a roller in the first set in a ratio between 0.5/1 and 1/1, preferably between 0.75/1 and 0.9/1, for example about 0.75/1; 0.76/1; 0.77/1; 0.78/1; 0.79/1; 0.80/1; 0.81/1; 0.82/1; 0.83/1; 0.84/1; 0.85/1; 0.86/1; 0.87/1; 0.88/1; 0.89/1; 0.90/1.
- the radius of the arc of a roller in the second set is related to the width of the groove of a roller in the second set in a ratio between 0.5/1 and 1/1, preferably between 0.55/1 and 0.65/1, for example about 0.55/1; 0.56/1; 0.57/1; 0.58/1; 0.59/1; 0.60/1; 0.61/1; 0.62/1; 0.63/1; 0.64/1; 0.65/1.
- the rollers proved to be easy to adjust and resulted in a consistent result, even with fluctuating incoming wire rod.
- no edges or lines were noticeable on the steel wires when using this setting.
- central angle refers to the angle between the two lines that run from the ends of the arc to the center of the associated circle.
- the rollers are typically cylindrical or annular, with the jacket forming the contact surface with the steel wire to be rolled and where the jacket is provided with a groove and/or profile.
- the invention preferably concerns annular rollers provided with a groove in the jacket. The rollers are positioned relative to each other so that their grooves together form a gap that is smaller than the diameter of the supplied steel wire, so that the steel wire is deformed as the wire passes through the roller.
- Step (ii) of the method described herein therefore involves rolling the steel wire using two sets of rollers in series, the rolling cassette comprising two successive sets of three rollers, such that a second set of rollers is positioned downstream of a first set of rollers.
- the total deformation of the steel wire by rolling with two sets of rollers usually reduces the diameter of the wire between 1 and 50%, preferably between 2.5% and 35%, preferably between 5% and 20%, more preferably between 10 and 15%, for example about 10%, 11%, 12%, 13%, 14%, 15%, with respect to the wire provided in step (i).
- the rollers belonging to the same set are positioned at an angle of 120° to each other.
- the two sets of rollers are preferably rotated 60° with respect to each other, so that in a front view of the rolling cassette the six rollers are at angles of 60° with respect to each other.
- the total length of the arc lengths of the arcs described by the grooves in the rollers in the first set is between 0.85 and 0.99% of the circumference of the supplied steel wire.
- the total length of the arc lengths of the arcs described by the rollers in the second set is between 0.9 and 0.99% of the circumference of the steel wire with predetermined diameter.
- the radius of the arc of a roller in the second set relates to the radius of the arc of a roller in the first set in a ratio between 0.5/1 and 0.7/1, preferably between 0.55/1 and 0.7/1, for example about 0.55/1; 0.56/1; 0.57/1; 0.58/1; 0.59/1; 0.60/1; 0.61/1; 0.62/1; 0.63/1; 0.64/1; 0.65/1; 0.66/1; 0.67/1; 0.68/1; 0.69/1; 0.70/1.
- the contact surface of the rollers in the first set and the contact surface of the rollers in the second set are between 7 and 9 cm apart on the steel wire.
- the rollers in the second set rotate between 1 and 50% faster, preferably between 2.5% and 35%, preferably between 5% and 20%, more preferably between 10 and 15%, for example about 10%, 11%, 12%, 13%, 14%, 15%, compared to the between 10 and 15%, compared to the rollers in the first set.
- the diameter of the steel wire is continuously measured after the second set of rollers and the rollers are adjusted based on the measured diameter.
- the method described herein can be used for cold or hot rolling of a steel wire.
- the method described herein is a method for cold rolling a steel wire.
- the rolling process is carried out at a temperature below the recrystallization temperature of the metal. More specifically, the rolling process can be carried out at room temperature.
- Cold rolling typically results in an increase in the tensile strength of the steel wire.
- the rolling results in an increase in the temperature of the steel wire to a temperature between 70 and 90°, preferably between 75 and 85°, more preferably about 80°.
- the method described herein further comprises in an embodiment the step of determining or measuring the cross-section or diameter of the drawn or rolled steel wire obtained in step (ii) as described above. Determining or measuring the diameter can be done immediately after rolling, or after any further processing steps such as slackening and/or driving the steel wire. Measuring the diameter can be done in different ways. In certain embodiments, the diameter is determined optically. This can be done by directing a set of one or more light sources (for example laser beams) in one or more directions perpendicular to the wire and detecting the transmitted light. An example of an arrangement based on this principle is described in patent EP0565090 . Such an arrangement allows the ovality and/or other shape parameters of the wire to be measured in addition to the diameter. Suitable setups for measuring the diameter of the rolled wire are commercially available, and available to a skilled person.
- Optical measuring devices are usually able to perform measurements (scans) at a high frequency.
- the diameter of the steel wire is measured at least 100, at least 250, at least 500, or at least 1000 times per second. This is particularly advantageous in a continuous process, where the steel wire is transported at a high speed.
- the distance between two consecutive measuring positions on the steel wire is at most 5 cm, more preferably at most 2 cm, even more preferably at most 1 cm, for example every 6 mm.
- the diameter can be determined in other ways, for example on the basis of the speed of the steel wire before and after rolling.
- the elongation of the wire can be deduced from the change in speed, and therefore also the corresponding reduction in diameter.
- one or more reference measurements of the wire diameter can be performed before rolling. This allows the diameter to be determined more precisely after rolling based on the speed measurements.
- the speed of the steel wire can be measured via contact or non-contact measurements, as known to a person skilled in the art. Suitable non-contact measuring techniques may include, for example, laser Doppler speed measurement.
- multiple reference measurements of the wire diameter can be performed. This allows the diameter to be determined more precisely.
- additional monitoring of the wire diameter can be done by means of a wire drawing system.
- the method described herein comprises controlling the sets of rollers in step (ii) on the basis of the determined diameter. Control can be done on one or two sets of rollers, preferably on the first set or the second set. In certain embodiments, the diameter of the rolled steel wire can be measured after each of the sets of rollers, with the sets being controlled individually based on the diameter measured after the respective roller.
- the control is typically based on the difference between a set value and the measured value, this difference is also called "error signal.” For example, when the measured diameter exceeds the set value, the set of rollers can be positioned closer together, reducing the gap between the rollers and thus the diameter of the wire. Conversely, if the measured diameter is lower than the set value, the gap between the rollers can be increased.
- the selected set value may depend on the minimum required wire diameter. Preferably, the minimum required wire diameter is used as the set value, with an additional margin. Since the method described here allows the spread on the wire diameter to be reduced, a relatively small margin is sufficient.
- a suitable margin is a maximum of 2%, preferably a maximum of 1%, and preferably a maximum of 0.5%.
- the variation in the diameter of the steel wire is reduced to a maximum of 1% and preferably a maximum of 0.5%.
- An alternative or addition to the measurement of the cross-section or diameter of the rolled wire obtained in step (ii) as described above is a measurement of the ovality of the steel wire. This can also be done using the optical method described above. A determination of the ovality can be important to check the quality of the rolled steel wire. During rolling, it is possible that the rollers press too hard on the wire, causing the wire to be deformed and the wire section to become smaller and a seam to form on the wire. The deformed steel wire then has a star-shaped cross-section, and the measured diameter is larger than the actual diameter. The determination of the ovality provides a determination of the quality of the rolled steel wire and can identify errors in the rolling process.
- Adjusting the position of the rollers is preferably done manually, alternatively the control can be done motorically, where the motors can be controlled by a regulator or controller, such as a PID controller.
- a PID controller (where PID stands for Proportional, Integral, Derivative) is a common controller and is well known to a person skilled in the art. However, it is not excluded that in other embodiments, a different controller can be used. Adjusting the position of the rollers can also be done pneumatically or hydraulically.
- the error signal is determined on the basis of a (moving) average of a certain number of measurements of the diameter. This is particularly advantageous when the measurement results show low precision. Due to the large differences between the measuring points, it makes more sense to base the control of the rollers on the average of a number of consecutive data points.
- the diameter of the rolled wire after step (ii) depends not only on the setting of the rollers, but also on the diameter of the steel wire provided in step (i). This diameter can also vary throughout the steel wire. Typically these variations are negligible compared to the change in diameter achieved by rolling. However, in extreme cases it is possible that the intrinsic variation in the steel wire as provided for in step (i) has a non-negligible share contribution to the variation in the diameter measured after rolling. This may mean that the control of the rollers based on the measured diameter is not optimal. It is therefore envisaged that in certain embodiments of the method the diameter of the steel wire is also determined before rolling, for example in step (i) or just before the first set of rollers in step (ii). This makes it possible to make a correction for the intrinsic variation of the diameter before rolling when controlling the rollers based on the measured diameter.
- the diameter of the steel wire before being drawn through the rolling cassette is a maximum of 0.5 mm larger than the predetermined diameter.
- a steel wire with a predetermined diameter of 5.5 mm, 7.5 mm and 4.7 mm will be a maximum of 6 mm, a maximum of 8 mm and a maximum of 5.2 mm at the entrance of the rolling cassette, respectively.
- the diameter of the steel wire after being drawn through the rolling cassette is a maximum of 0.06 mm larger or smaller than the predetermined diameter.
- a steel wire with a predetermined diameter of 5.5 mm, 7.5 mm and 4.7 mm will, after drawing, have a diameter of 5.44-5.56 mm, 7.44-7.56 mm and 4.64-4.76 mm, respectively.
- the diameter of the steel wire after being drawn through the rolling cassette is a maximum of 0.06 mm larger or smaller than the predetermined diameter.
- a steel wire with a predetermined diameter of 5.5 mm, 7.5 mm and 4.7 mm will, after drawing, have a diameter of 5.44-5.56 mm, 7.44-7.56 mm and 4.64-4.76 mm, respectively.
- the ovality of the steel wire after being drawn through the rolling cassette is between -0.05 and 0.05 mm, preferably between -0.04 and 0.04 mm, more preferably between -0.03 and 0.03 mm, most preferably between -0.025 and 0.025 mm.
- the method described herein provides a drive for the steel wire.
- the steel wire is driven by a drive installation positioned after the rolling apparatus.
- the steel wire is pulled through the rolling apparatus in this way.
- the steel wire is preferably driven by means of one or more drawing blocks positioned along the production process and preferably after the rolling apparatus.
- the method described herein comprises coating the steel wire.
- the steel wire can be provided with a lubricant. This can be used to promote the rolling process and possible slackening. Suitable lubricants are well known to those skilled in the art.
- the wire is provided with a drawing soap such as sodium stearate or calcium stearate.
- the wire is provided with a lubricant as part of step (i), i.e. before rolling the steel wire.
- the lubricant can be applied in a continuous manner by spraying, dipping, brushing, or other techniques known to those skilled in the art.
- the steel wire is immersed in a bath with drawing soap, preferably drawing soap comprising sodium stearate.
- drawing soap preferably drawing soap comprising sodium stearate.
- the steel wire is pulled through the bath, whereby the drawing soap is applied to the steel wire.
- step i or prior to step ii the steel wire is drawn through a bath with drawing soap, whereby after drawing between 15 and 25 kg of steel wire through the bath, the bath is refreshed, with between 15 and 20 m% of the drawing soap being recovered.
- Refreshing the bath involves emptying and refilling the bath with fresh drawing soap, where the term "fresh drawing soap” refers to drawing soap that has not yet been used for the treatment of steel wire, i.e. as purchased.
- fresh drawing soap refers to drawing soap that has not yet been used for the treatment of steel wire, i.e. as purchased.
- after a passage of between 15 and 25 tons of steel wire between 80 and 85 m% of the drawing soap is removed from the bath and replaced with fresh drawing soap.
- the steel wire has a round cross-section after drawing.
- the steel wire obtained after step (ii) can cover a wide diameter range between 0.1 mm and 50 mm, preferably between 0.5 mm and 30 mm, more preferably between 2 mm and 16 mm, even more preferably between 4 and 8 mm, and most preferably a diameter selected from the list of: about 7.5 mm, about 5.5 mm, or about 4.7 mm.
- the wire strength is increased by drawing the steel wire to a wire strength between 500 and 1000 N/mm 2 , more preferably between 500 and 750 N/mm 2 .
- Steel wire such as hot-rolled steel wire
- the method described herein includes in step (iii) winding up, coiling up or rolling up the rolled steel wire onto a coil or into a bundle at the end of the process.
- the steel wire is rolled up on a coil.
- between 3 and 5.5 tons of steel wire are rolled up per coil, preferably between 3.5 and 5 tons, more preferably between 4 and 4.5 tons, even more preferably between 4.1 and 4.3 tons.
- the steel wire is rolled up on a coil with a diameter between 500 and 800 mm, more preferably between 550 and 750 mm, even more preferably between 600 and 700 mm, most preferably about 640 mm.
- the steel wire After the steel wire has been rolled up, it is cooled in the air in step (iii) (free convection). Preferably the wire is cooled for between 20 and 50 hours, more preferably between 30 and 50 hours, more preferably about 40 hours. Cooling is necessary because the steel wire also heats up due to the straightening operation during straightening in step (iv). The steel wire is therefore preferably cooled for at least 24 hours, so that the steel wire is sufficiently cooled everywhere on the coil or in the bundle. Preferably, cooling takes place until the steel wire is approximately room temperature.
- the steel wire is cooled for at least 40 hours. This is necessary to allow the material to cool and rest before the wire is straightened and cut. Forty hours of cooling provides sufficient cooling at both summer and winter temperatures
- the steel wire After cooling in step (iii), the steel wire is again unrolled and straightened in step (iv).
- the steel wire also heats up during straightening.
- the steel wire heats up during straightening to a temperature between 55 and 65°C, more preferably between 56 and 64°C, even more preferably between 57 and 63°C, most preferably between 58 and 62°C.
- straightening continues at a throughput speed between 20 and 150 m/min, preferably between 30 and 140 m/min, more preferably between 40 and 130 m/min, even more preferably between 50 and 120 m/min, even more preferably between 60 and 110 m/min, most preferably between 70 and 100 m/min.
- Straightening is done using drive rollers, where the pressure on the drive rollers is preferably between 1 and 10 bar, more preferably between 1 and 9 bar, even more preferably between 1 and 8 bar, even more preferably between 1 and 7 bar, even more preferably between 1 and 6 bar, even more preferably between 1 and 5 bar, most preferably between 1 and 4 bar.
- the steel wire is cut into bars in step (v).
- the straightening (step (iv)) and the cutting (step (v)) occur simultaneously.
- the bars obtained via the method described herein are specific for use in fence panels.
- the bars have a length between 600 and 3000 mm, preferably selected from the list of: 606, 608, 630, 806, 808, 830, 1006, 1008, 1030, 1206, 1208, 1230, 1406, 1408, 1430, 1606, 1608, 1630, 1806, 1808, 1830, 2006, 2008, 2030, 2206, 2208, 2230, 2406, 2408, 2430, 2508 or 2510 mm.
- the bars are smooth bars.
- the steel wire After the steel wire has been straightened and cut into bars, it is cooled in the air (free convection). Preferably the bars are cooled for between 10 and 40 hours, more preferably between 20 and 30 hours, more preferably about 24 hours.
- the bars can then be welded into a fence panel, preferably a twin-wire or double-wire fence panel.
- a fence panel preferably a twin-wire or double-wire fence panel.
- parallel vertical bars are welded to horizontal bars, with the vertical bars being welded at the same height between two horizontal bars.
- the invention concerns an apparatus for drawing, straightening and cutting steel wire into bars, suitable for use in fence panels.
- the apparatus according to the second aspect is suitable for carrying out a method according to the first aspect of the invention.
- the straightening apparatus and the cutting apparatus are part of a simultaneous straightening and cutting apparatus, positioned downstream of the drawing apparatus, suitable for simultaneously straightening and cutting the steel wire into bars.
- the invention concerns a smooth bar suitable for use in a fence panel.
- the invention concerns a smooth bar in which the variation in the diameter of the bar is a maximum of 1%.
- the smooth bar according to the third aspect is obtained through the use of an apparatus according to the second aspect or a method according to the first aspect.
- the bar has a wire strength between 500 and 1000 N/mm 2 , more preferably between 500 and 750 N/mm 2 .
- the apparatus also comprises at least one of the following: an unrolling apparatus for unrolling steel wire, positioned upstream of the rolling apparatus; an unrolling apparatus for unrolling steel wire, positioned upstream of the rolling apparatus; a drawing block for driving the steel wire; - at least one measuring apparatus for measuring the diameter of the steel wire and/or the rolled steel wire; and - a control of the set of rollers from the measuring apparatus.
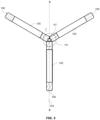
- the steel wire (101) is supplied according to the indicated transport direction (102).
- a second set of rollers (104) is located downstream of a first set of rollers (103).
- Each set consists of three rollers (105) provided with a groove (106), whereby the rollers (105) belonging to the same set (103, 104) are positioned at an angle of 120° to each other.
- the groove forms the contact surface (107) that makes contact with the steel wire, wherein the cross-section of the groove (106) describes an arc (108), and wherein the arc (108) is characterized by a radius, a central angle and an arc length.
- There is a gap (111) between the rollers of the same set so that the rollers do not damage each other.
- Table 1 shows the characteristics of the rollers for three different supplied steel wires (Examples 1-3).
- TABLE 1 Supply diameter Intended diameter Arc length 1 st set Arc length 2 nd set Gap 1 st set Gap 2 nd set
- Example 1 8.3 mm 7.5 mm 7.72 mm 7.46 mm 0.68 mm 0.36 mm
- Example 2 6.3 mm 5.5 mm 5.86 mm 5.43 mm 0.51 mm 0.33 mm
- Example 3 5.5 mm 4.7 mm 5.31 mm 4.52 mm 0.12 mm 0.39 mm
- Table 2 shows the reduction in diameter during the drawing of the steel wire for three different supplied steel wires (Examples 4-6). TABLE 2 Supply diameter Intended diameter Maximum diameter at the entrance of the rolling cassette Obtained diameter
- Example 4 8.3 mm 7.5 mm 8.0 mm 7.44 - 7.56 mm
- Example 5 6.3 mm 5.5 mm 6.0 mm 5.44 - 5.56 mm
- Example 6 5.5 mm 4.7 mm 5.2 mm 4.64 - 4.76 mm
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Wire Processing (AREA)
- Metal Extraction Processes (AREA)
- Metal Rolling (AREA)
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| BE20225652A BE1030793B1 (nl) | 2022-08-22 | 2022-08-22 | Werkwijze voor het trekken, richten en knippen van staaldraad tot spijlen |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP4327955A1 true EP4327955A1 (fr) | 2024-02-28 |
Family
ID=83115504
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP23192610.6A Pending EP4327955A1 (fr) | 2022-08-22 | 2023-08-22 | Méthode pour étirer, redresser et couper le fil d'acier en barres |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP4327955A1 (fr) |
| BE (1) | BE1030793B1 (fr) |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3552164A (en) * | 1967-03-29 | 1971-01-05 | Ilario Properzi | Rolling mill |
| US3981752A (en) * | 1973-11-15 | 1976-09-21 | Bethlehem Steel Corporation | Method for controlling the temperature of steel during hot-rolling on a continuous hot-rolling mill |
| US4141071A (en) * | 1977-03-17 | 1979-02-20 | Bethlehem Steel Corporation | Automatic diametric dimension control for mill for rolling round bars |
| JPS61159217A (ja) * | 1984-12-29 | 1986-07-18 | Asahi Chem Ind Co Ltd | 線材の高速伸線設備 |
| JPH04200803A (ja) * | 1990-11-29 | 1992-07-21 | Nippon Steel Corp | 2ロール圧延機に組み込み可能な3ロール圧延機 |
| EP0565090A1 (fr) | 1992-04-10 | 1993-10-13 | Zumbach Electronic Ag | Procédé et dispositif pour mesurer les dimensions d'un objet |
| US5305624A (en) * | 1991-05-22 | 1994-04-26 | Mannesmann Aktiengesellschaft A Corp. Of The Federal Republic Of Germany | Sizing-stand group |
| BE1021090B1 (nl) | 2014-05-28 | 2015-05-12 | Intersig Nv | Werkwijze voor het walsen van een metaaldraad |
| JP2020062649A (ja) * | 2018-10-16 | 2020-04-23 | 日本製鉄株式会社 | 仕上圧延用スタンド |
-
2022
- 2022-08-22 BE BE20225652A patent/BE1030793B1/nl active IP Right Grant
-
2023
- 2023-08-22 EP EP23192610.6A patent/EP4327955A1/fr active Pending
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3552164A (en) * | 1967-03-29 | 1971-01-05 | Ilario Properzi | Rolling mill |
| US3981752A (en) * | 1973-11-15 | 1976-09-21 | Bethlehem Steel Corporation | Method for controlling the temperature of steel during hot-rolling on a continuous hot-rolling mill |
| US4141071A (en) * | 1977-03-17 | 1979-02-20 | Bethlehem Steel Corporation | Automatic diametric dimension control for mill for rolling round bars |
| JPS61159217A (ja) * | 1984-12-29 | 1986-07-18 | Asahi Chem Ind Co Ltd | 線材の高速伸線設備 |
| JPH04200803A (ja) * | 1990-11-29 | 1992-07-21 | Nippon Steel Corp | 2ロール圧延機に組み込み可能な3ロール圧延機 |
| US5305624A (en) * | 1991-05-22 | 1994-04-26 | Mannesmann Aktiengesellschaft A Corp. Of The Federal Republic Of Germany | Sizing-stand group |
| EP0565090A1 (fr) | 1992-04-10 | 1993-10-13 | Zumbach Electronic Ag | Procédé et dispositif pour mesurer les dimensions d'un objet |
| BE1021090B1 (nl) | 2014-05-28 | 2015-05-12 | Intersig Nv | Werkwijze voor het walsen van een metaaldraad |
| JP2020062649A (ja) * | 2018-10-16 | 2020-04-23 | 日本製鉄株式会社 | 仕上圧延用スタンド |
Non-Patent Citations (2)
| Title |
|---|
| AMMERLING W J: "ENERGY SAVING IN 3-ROLL MILLS FOR WIRE ROD AND BAR", STEEL TIMES, FUEL & METALLURGICAL JOURNALS LTD. LONDON, GB, vol. 221, no. 6, 1 June 1993 (1993-06-01), pages 256, 259 - 260, XP000387220, ISSN: 0039-095X * |
| HAGIHARA H ET AL: "DEVELOPMENT OF HIGH PERFORMANCE STEEL BARS USING "4-ROLL ROLLING TECHNOLOGY" AND TMCP", REVUE DE METALLURGIE- CAHIERS D'INFORMATIONS TECHNIQUES,, vol. 96, no. 7/08, 1 July 1999 (1999-07-01), pages 911 - 918, XP000865196, ISSN: 0035-1563 * |
Also Published As
| Publication number | Publication date |
|---|---|
| BE1030793B1 (nl) | 2024-03-18 |
| BE1030793A1 (nl) | 2024-03-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2216416C2 (ru) | Установка и способ горячей прокатки плоского проката | |
| RU2316401C2 (ru) | Способ и литейно-прокатный агрегат для полубесконечной или бесконечной прокатки литого металла, в частности непрерывно-литой стальной заготовки, которая после кристаллизации в случае необходимости разрезается поперек | |
| CN106623421A (zh) | 一种变厚度型材的连续生产方法及连续生产线 | |
| JPH09122713A (ja) | 鋼管の絞り圧延方法および設備 | |
| CN110883086B (zh) | 一种钛及钛合金型材与型钢共线生产方法 | |
| EP1196256B1 (fr) | Procede de laminage a chaud en ligne et de moulage continu integre, ainsi que procede correspondant avec bobinage intermediaire et deroulage du pre-feuillard | |
| EP4327955A1 (fr) | Méthode pour étirer, redresser et couper le fil d'acier en barres | |
| KR100983762B1 (ko) | 냉간 압연강의 연속 제조방법 | |
| WO2002092250A1 (fr) | Fil d'acier deforme par traitement thermique et procede et appareil de fabrication d'un tel fil d'acier | |
| US4174981A (en) | Method of manufacturing springs, including the production of rod therefor | |
| US5058410A (en) | Method and apparatus fo producing thin wire, rod, tube, and profiles, from steels and alloys with low deformability, particularly hardenable steels | |
| US5727412A (en) | Method and apparatus for rolling strip or plate | |
| KR19980032838A (ko) | 스테인레스 강 스트립의 제조 방법 | |
| EP0314667B2 (fr) | Procédé et dispositif pour la fabrication de fils, de barres, de tuyaux et de profilés minces en aciers ou alliages difficilement déformables, notamment en aciers durcissables | |
| EP0665296A1 (fr) | Procédé et installation pour la production de bandes d'acier laminées à chaud | |
| CA2986646C (fr) | Procede de laminage a gradins d'un feuillard metallique | |
| EP2543449A1 (fr) | Procédé destiné à la fabrication dýune bande de magnésium | |
| KR100990865B1 (ko) | 금속 스트립의 연속 제조 방법 및 장치 | |
| CN1097659A (zh) | 螺纹钢筋的温轧方法 | |
| EP4098378B1 (fr) | Installation de fabrication de bande d'acier laminée à froid et procédé de fabrication de bande d'acier laminée à froid | |
| CN114570854A (zh) | 一种变截面弹簧钢丝及其制造方法和装置 | |
| EP2937154A1 (fr) | Mandrin de caisse à rouleaux | |
| JP2003305515A (ja) | 形鋼の矯正装置 | |
| JP3848618B2 (ja) | 冷間圧延工程における板幅制御方法 | |
| RU2195379C2 (ru) | Линия рулонного производства биметалла |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC ME MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20240614 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC ME MK MT NL NO PL PT RO RS SE SI SK SM TR |