EP4386098A1 - Tôle d'acier à haute résistance, tôle d'acier plaquée à haute résistance, procédés de production de celles-ci et élément - Google Patents
Tôle d'acier à haute résistance, tôle d'acier plaquée à haute résistance, procédés de production de celles-ci et élément Download PDFInfo
- Publication number
- EP4386098A1 EP4386098A1 EP22864011.6A EP22864011A EP4386098A1 EP 4386098 A1 EP4386098 A1 EP 4386098A1 EP 22864011 A EP22864011 A EP 22864011A EP 4386098 A1 EP4386098 A1 EP 4386098A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- less
- high strength
- steel sheet
- grain boundary
- content
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images
Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D3/00—Electroplating: Baths therefor
- C25D3/02—Electroplating: Baths therefor from solutions
- C25D3/22—Electroplating: Baths therefor from solutions of zinc
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/005—Heat treatment of ferrous alloys containing Mn
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/008—Heat treatment of ferrous alloys containing Si
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0236—Cold rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0263—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment following hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0268—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment between cold rolling steps
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0273—Final recrystallisation annealing
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0278—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips involving a particular surface treatment
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/005—Ferrous alloys, e.g. steel alloys containing rare earths, i.e. Sc, Y, Lanthanides
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/008—Ferrous alloys, e.g. steel alloys containing tin
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/08—Ferrous alloys, e.g. steel alloys containing nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/16—Ferrous alloys, e.g. steel alloys containing copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/20—Ferrous alloys, e.g. steel alloys containing chromium with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/26—Ferrous alloys, e.g. steel alloys containing chromium with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/28—Ferrous alloys, e.g. steel alloys containing chromium with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/34—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/38—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/44—Ferrous alloys, e.g. steel alloys containing chromium with nickel with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/48—Ferrous alloys, e.g. steel alloys containing chromium with nickel with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/50—Ferrous alloys, e.g. steel alloys containing chromium with nickel with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/58—Ferrous alloys, e.g. steel alloys containing chromium with nickel with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/60—Ferrous alloys, e.g. steel alloys containing lead, selenium, tellurium, or antimony, or more than 0.04% by weight of sulfur
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/02—Pretreatment of the material to be coated, e.g. for coating on selected surface areas
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/02—Pretreatment of the material to be coated, e.g. for coating on selected surface areas
- C23C2/022—Pretreatment of the material to be coated, e.g. for coating on selected surface areas by heating
- C23C2/0224—Two or more thermal pretreatments
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/04—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the coating material
- C23C2/06—Zinc or cadmium or alloys based thereon
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/26—After-treatment
- C23C2/28—Thermal after-treatment, e.g. treatment in oil bath
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/34—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the shape of the material to be treated
- C23C2/36—Elongated material
- C23C2/40—Plates; Strips
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/002—Bainite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/008—Martensite
Definitions
- the present disclosure relates to a high strength steel sheet, a method of producing the same, and a member.
- Automotive steel sheets are required to have higher strength to improve fuel efficiency by reducing the weight of the automotive body.
- High strength steel sheets with a tensile strength of 1180 MPa or higher are required for frame parts.
- high bendability is required for steel sheets to be subjected to press working and formed into desired shapes.
- the use of steel sheets with a high yield ratio is desirable for such automotive parts.
- high toughness is required to ensure that automotive parts do not fracture in a collision.
- JP5728108B discloses a high strength steel sheet with excellent formability and low-temperature toughness and a method of producing the same.
- JP6597939B discloses a high strength steel sheet with excellent formability and anti-crash property, and a method of producing a high strength steel sheet with excellent formability and anti-crash property.
- JP6700398B discloses a high yield ratio type high strength steel sheet and a method of producing the same.
- high strength means that a tensile strength TS measured in accordance with JIS Z2241 is 1180 MPa or higher.
- Excellent bendability means that a bending test specimen does not crack at the ridge of a tip thereof in a bend test conducted in accordance with JIS Z2248.
- Excellent toughness means that the brittle-ductile transition temperature is -40 °C or lower in a Charpy impact test conducted in accordance with JIS Z2242.
- a high yield ratio means that a ratio YS/TS of yield stress to tensile strength measured in accordance with JIS Z2241 is 0.80 or more.
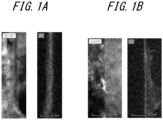
- FIG. 1A and FIG. 1B are drawings illustrating an example of C-concentrated regions.
- C has the effect of strengthening the grain boundary by segregating at dislocations accumulated near the prior austenite grain boundary, thereby increasing bendability, toughness, and yield ratio.
- the C content is less than 0.10 %, the area ratios of martensite and bainite decrease, and a TS of 1180 MPa or higher cannot be obtained.
- the C content exceeds 0.30 %, carbon borides with B and iron are formed during annealing, and a sufficient amount of B cannot be segregated at the prior austenite grain boundary.
- the C content is preferably 0.11 % or more.
- the C content is preferably 0.28 % or less.
- Si 0.20 % or more and 1.20 % or less
- Si is an element effective for solid solution strengthening and requires an addition of 0.20 % or more.
- Si is an element that stabilizes ferrite and raises the transformation temperature. Therefore, when the Si content exceeds 1.20 %, it is difficult to make the prior austenite grain size 10 ⁇ m or less.
- the Si content is preferably 0.50 % or more.
- the Si content is preferably 1.10 % or less.
- Mn 2.5 % or more and 4.0 % or less
- Mn is effective in improving hardenability.
- the Mn content is less than 2.5 %, the area ratios of martensite and bainite decrease, resulting in lower strength.
- the Mn content exceeds 4.0 %, the segregated portions are excessively hardened, resulting in lower bendability.
- the Mn content is preferably 2.8 % or more.
- the Mn content is preferably 3.5 % or less.
- the P content is 0.050 % or less because P segregates at the prior austenite grain boundary and reduces toughness. No particular lower limit is placed on the P content, which may be 0 %. However, the P content is preferably 0.001 % or more because a P content of less than 0.001 % increases the production cost. The P content is preferably 0.025 % or less.
- the S content is 0.020 % or less because S segregates at the prior austenite grain boundary and reduces toughness. No particular lower limit is placed on the S content. However, the S content is preferably 0.0001 % or more because a S content of less than 0.0001 % increases the production cost. The S content is preferably 0.018 % or less.
- Al is an element that acts as a deoxidizing material. To obtain such an effect, the Al content is preferably 0.005 % or more. On the other hand, when the Al content exceeds 0.10 %, ferrite is easily generated, and strength is reduced. The Al content is preferably 0.05 % or less.
- the N content is 0.01 % or less. No particular lower limit is placed on the N content. However, from the viewpoint of production cost, the N content is preferably 0.0001 % or more.
- Ti has the effect of fixing N in steel as TiN and inhibiting the generation of BN and NbN.
- the Ti content is preferably 0.005 % or more.
- the Ti content exceeds 0.100 %, coarse Ti carbides are formed on the grain boundary, and toughness is reduced.
- the Ti content is preferably 0.05 % or less.
- Nb 0.002 % or more and 0.050 % or less
- Nb precipitates as a solute or fine carbides and inhibits the growth of austenite grains during annealing.
- the Nb content is 0.002 % or more.
- the Nb content exceeds 0.050 %, not only does the effect saturate, but coarse Nb carbides precipitate and the toughness is reduced.
- the Nb content is preferably 0.005 % or more.
- the Nb content is preferably 0.040 % or less.
- the B content is 0.0005 % or more.
- carbon borides are formed, and toughness is reduced.
- the B content is preferably 0.0010 % or more.
- the B content is preferably 0.0030 % or less. % N / 14 / % Ti / 47.9 ⁇ 1.0
- N which readily combines with these elements, needs to be fixed by Ti. Therefore, the mole fraction of N is set to be smaller than the mole fraction of Ti. In other words, the N content and the Ti content in the steel are adjusted to satisfy the above formula (1).
- [%N] and [%Ti] indicate the N content and the Ti content in the steel (mass%), respectively.
- the high strength cold-rolled steel sheet according to the embodiment may further contain at least one element selected from, in mass%: V: 0.100 % or less; Mo: 0.500 % or less; Cr: 1.00 % or less; Cu: 1.00 % or less; Ni: 0.50 % or less; Sb: 0.200 % or less; Sn: 0.200 % or less; Ta: 0.200 % or less; W: 0.400 % or less; Zr: 0.0200 % or less; Ca: 0.0200 % or less; Mg: 0.0200 % or less; Co: 0.020 % or less; REM: 0.0200 % or less; Te: 0.020 % or less; Hf: 0.10 % or less; or Bi: 0.200 % or less, in addition to the above-described chemical composition.
- V 0.100 % or less
- V has the effect of forming fine carbides and increasing strength.
- the V content exceeds 0.100 %, coarse V carbides precipitate, and toughness is reduced. No particular lower limit is placed on the V content, which may be 0.000 %.
- the V content is preferably 0.001 % or more because V has the effect of forming fine carbides and increasing strength.
- Mo has the effect of improving hardenability and increasing the fractions of bainite and martensite.
- Mo content exceeds 0.500 %, the effect is saturated. No particular lower limit is placed on the Mo content, which may be 0.000 %.
- the Mo content is preferably 0.010 % or more because Mo has the effect of improving hardenability and increasing the fractions of bainite and martensite.
- Cr has the effect of improving hardenability and increasing the fractions of bainite and martensite.
- the Cr content exceeds 1.00 %, the effect is saturated. No particular lower limit is placed on the Cr content, which may be 0.000 %.
- the Cr content is preferably 0.01 % or more because Cr has the effect of improving hardenability and increasing the fractions of bainite and martensite.
- Cu has the effect of increasing strength by the formation of a solute.
- the Cu content exceeds 1.00 %, intergranular cracking tends to be generated.
- No particular lower limit is placed on the Cu content, which may be 0.000 %.
- the Cu content is preferably 0.01 % or more because Cu has the effect of increasing strength by the formation of a solute.
- Ni has the effect of improving hardenability. However, when the Ni content exceeds 0.50 %, the effect is saturated. No particular lower limit is placed on the Ni content, which may be 0.000 %. However, the Ni content is preferably 0.01 % or more because Ni has the effect of improving hardenability.
- Sb has the effect of suppressing surface oxidation, nitriding, and decarburization of steel sheets.
- the Sb content exceeds 0.200 %, the effect is saturated. No particular lower limit is placed on the Sb content, which may be 0.000 %.
- the Sb content is preferably 0.001 % or more because Sb has the effect of suppressing surface oxidation, nitriding, and decarburization of steel sheets.
- Sn like Sb, has the effect of suppressing surface oxidation, nitriding, and decarburization of steel sheets.
- Sn content exceeds 0.200 %, the effect is saturated. No particular lower limit is placed on the Sn content, which may be 0.000 %.
- the Sn content is preferably 0.001 % or more because Sn has the effect of suppressing surface oxidation, nitriding, and decarburization of steel sheets.
- Ta has the effect of forming fine carbides and increasing strength.
- the Ta content exceeds 0.200 %, coarse Ta carbides precipitate, and toughness is reduced.
- No particular lower limit is placed on the Ta content, which may be 0.000 %.
- the Ta content is preferably 0.001 % or more because Ta has the effect of forming fine carbides and increasing strength.
- W has the effect of forming fine carbides and increasing strength.
- the W content exceeds 0.400 %, coarse W carbides precipitate, and toughness is reduced. No particular lower limit is placed on the W content, which may be 0.000 %.
- the W content is preferably 0.001 % or more because W has the effect of forming fine carbides and increasing strength.
- Zr has the effect of spheronizing the shape of inclusions, suppressing stress concentration, and improving toughness.
- the Zr content exceeds 0.0200 %, a large amount of inclusions are formed, and toughness is reduced. No particular lower limit is placed on the Zr content, which may be 0.000 %.
- the Zr content is preferably 0.0001 % or more because Zr has the effect of spheronizing the shape of inclusions, suppressing stress concentration, and improving toughness.
- Ca can be used as a deoxidizing material.
- the Ca content exceeds 0.0200 %, a large amount of Ca-based inclusions are formed, and toughness is reduced. No particular lower limit is placed on the Ca content, which may be 0.000 %.
- the Ca content is preferably 0.0001 % or more because Ca can be used as a deoxidizing material.
- Mg can be used as a deoxidizing material.
- the Mg content exceeds 0.0200 %, a large amount of Mg-based inclusions are formed, and toughness is reduced. No particular lower limit is placed on the Mg content, which may be 0.000 %.
- the Mg content is preferably 0.0001 % or more because Mg can be used as a deoxidizing material.
- Co has the effect of increasing strength by solid solution strengthening.
- the Co content exceeds 0.020 %, the effect is saturated. No particular lower limit is placed on the Co content, which may be 0.000 %.
- the Co content is preferably 0.001 % or more because Co has the effect of increasing strength by solid solution strengthening.
- REM has the effect of spheronizing the shape of inclusions, suppressing stress concentration, and improving toughness.
- the REM content exceeds 0.0200 %, a large amount of inclusions are formed, and toughness is reduced. No particular lower limit is placed on the REM content, which may be 0.000 %.
- the REM content is preferably 0.0001 % or more because REM has the effect of spheronizing the shape of inclusions, suppressing stress concentration, and improving toughness.
- Te has the effect of spheronizing the shape of inclusions, suppressing stress concentration, and improving toughness.
- Te content exceeds 0.020 %, a large amount of inclusions are formed, and toughness is reduced. No particular lower limit is placed on the Te content, which may be 0.000 %.
- the Te content is preferably 0.001 % or more because Te has the effect of spheronizing the shape of inclusions, suppressing stress concentration, and improving toughness.
- Hf has the effect of spheronizing the shape of inclusions, suppressing stress concentration, and improving toughness.
- the Hf content exceeds 0.10 %, a large amount of inclusions are formed, and toughness is reduced. No particular lower limit is placed on the Hf content, which may be 0.000 %.
- the Hf content is preferably 0.01 % or more because Hf has the effect of spheronizing the shape of inclusions, suppressing stress concentration, and improving toughness.
- Bi has the effect of reducing segregation and improving bendability.
- the Bi content exceeds 0.200 %, a large amount of inclusions are formed, and bendability is reduced. No particular lower limit is placed on the Bi content, which may be 0.000 %.
- the Bi content is preferably 0.001 % or more because Bi has the effect of reducing segregation and improving bendability.
- the balance other than the above-described components is Fe and inevitable impurities.
- the effect of this disclosure is not impaired when each of the contents of the above optional components is less than the lower limit.
- these optional components are treated as inevitable impurities when they are contained with a content that is less than the lower limit.
- Martensite and bainite total area ratio of 95 % or more
- the total area ratio of martensite and bainite is 95 % or more.
- the total area ratio of martensite and bainite is preferably 96 % or more. No particular upper limit is placed on the total area ratio of martensite and bainite, which may be 100 %.
- the steel microstructure may contain residual microstructures other than martensite and bainite.
- the residual microstructures include ferrite, residual austenite, and cementite.
- the residual microstructures are 5 % or less of the total area ratio.
- the area ratio of each microstructure is measured as follows.
- the area ratio of residual austenite is obtained by chemically polishing the rolled surface of a test specimen taken from each steel sheet up to 1/4t of the sheet thickness, measuring the X-ray diffraction intensity and diffraction peak positions of the polished surface using an X-ray diffraction (XRD) device, calculating the volume fraction, and considering the volume fraction as the area ratio of residual austenite.
- XRD X-ray diffraction
- the total area ratio of martensite, bainite, and residual austenite and the area ratio of microstructures (ferrite and cementite) other than martensite, bainite, and residual austenite are determined by image analysis of the obtained SEM images.
- the area ratio of martensite and bainite is determined by subtracting the area ratio of residual austenite obtained by XRD from the area ratio of martensite, bainite, and residual austenite obtained by image analysis.
- the average value of the three fields of view is taken as the area ratio of the microstructure.
- Average grain size of prior austenite grains 10 ⁇ m or less
- the average grain size of prior austenite grains needs to be 10 ⁇ m or less.
- the average grain size of prior austenite grains is preferably 9 ⁇ m or less. No particular lower limit is placed on the average grain size of prior austenite grains.
- the average grain size of prior austenite grains is preferably 1 ⁇ m or more.
- the average grain size of prior austenite grains is measured as follows. A cross section of each steel sheet taken in the sheet thickness direction parallel to the rolling direction is polished and then etched with picral, and three-fields-of-view SEM images are taken of the microstructure at the 1/4t position of the sheet thickness with a magnification of 2000x in three fields of view. The grain size of each prior austenite grain is determined from the obtained microstructure image by image analysis, and the average value of the three fields of view is considered as the average grain size of prior austenite grains.
- B can strengthen the grain boundary by segregating at the prior austenite grain boundary and improve toughness and bendability. This effect can be achieved when the B concentration at the prior austenite grain boundary is 0.10 % or more in mass%.
- the B concentration at the prior austenite grain boundary is preferably 0.15 % or more, and more preferably 0.20 % or more in mass%. No upper limit is placed on the B concentration at the prior austenite grain boundary.
- the B concentration at the prior austenite grain boundary is preferably less than 20 % to suitably prevent precipitation of hard carbon borides on the grain boundary and to further improve toughness.
- the B concentration at the prior austenite grain boundary is measured as follows.
- a needle sample is prepared from the region containing the prior austenite grain boundary by the SEM-Focused Ion Beam (FIB) method.
- the obtained needle sample is subjected to 3DAP analysis using a 3Dimensional Atom Probe (3DAP) instrument (LEAP 4000X Si, made by AMETEK).
- 3DAP 3Dimensional Atom Probe
- the B concentration at the prior austenite grain boundary is determined from the number of B ions and the number of other ions, which are detected from the prior austenite grain boundary.
- FIG. 1A and FIG. 1B each illustrate an example of the C-concentrated region.
- FIG. 1A illustrates an observation result of a C-concentrated region that exists in the block grain boundary and the packet grain boundary.
- FIG. 1B illustrate an observation result of a C-concentrated region that exists in the prior austenite grain boundary.
- the drawing on the left is an example of the observation result using a scanning transmission electron microscope (STEM), indicating the presence of a martensitic grain boundary in the center of the drawing.
- the drawing on the right is an example of the observation result of the C concentration amount using the STEM. From these drawings, it can be seen that there is a C-concentrated region along the martensitic grain boundary and across the base metals sandwiching the martensitic grain boundary.
- the C concentration in the C-concentrated region is preferably 4.5 times or more than the C content in the steel. No particular upper limit is placed on the C concentration in the C-concentrated region. However, the C concentration is preferably 6 % or less to suitably prevent cementite precipitation and suitably prevent decrease in solute C concentration.
- C-concentrated region Concentration width of 3 nm or more and 100 nm or less in direction perpendicular to martensitic grain boundary
- the C-concentrated region is formed in a direction perpendicular to the martensitic grain boundary with a concentration width of 3 nm or more and 100 nm or less.
- concentration width of the C-concentrated region is less than 3 nm, the above effect is small.
- width of the C-concentrated region exceeds 100 nm, C cannot be sufficiently concentrated at the grain boundary and near the grain boundary.
- the width of the C-concentrated region is preferably 3.5 nm or more.
- the width of the C-concentrated region is preferably 80 nm or less.
- C-concentrated region Length of 100 nm or more in direction parallel to martensitic grain boundary
- the C-concentrated region is formed with a length of 100 nm or more in a direction parallel to the martensitic grain boundary.
- the C-concentrated region preferably exists with a length of 120 nm or more in the direction parallel to the martensitic grain boundary. No upper limit is placed on the length of the C-concentrated region along the martensitic grain boundary.
- the C-concentrated region may exist so as to cover the entire length of the martensitic grain boundary.
- the C concentration, concentration width, and length of the C-concentrated region are measured as follows.
- a thin film sample is prepared from the region including the martensite grain boundary by the SEM-FIB method and the area analysis of C is performed by STEM and energy dispersive X-ray spectroscopy (EDS).
- An analytical transmission electron microscope Talos F200X (made by FEI) is used for the analysis.
- the thin film sample is tilted so that the martensitic grain boundary is parallel to the electron beam, and the area analysis in a region of 200 nm ⁇ 500 nm is performed.
- the analysis length in the direction parallel to the martensitic grain boundary is 500 nm.
- the area analysis data is integrated in the direction parallel to the martensitic grain boundary to obtain a line profile with a length of 200 nm in the direction perpendicular to the martensitic grain boundary.
- the line profile of C concentration the half value of the maximum value of the line profile is determined, and the width that is equal to or more than the half value on the line profile is considered as the concentration width of the C-concentrated region.
- the C concentration in the C-concentrated region is determined by quantitative analysis of EDS for the concentration width.
- the length of the C-concentrated region is measured in the direction parallel to the martensitic grain boundary in the area analysis of C. The obtained length is considered as the length of the C-concentrated region along the martensitic grain boundary.
- a high strength steel sheet with a tensile strength of 1180 MPa or higher.
- the tensile strength of the high strength steel sheet is preferably 1250 MPa or higher.
- the above-described high strength steel sheet may have a coated or plated layer on at least one surface.
- a hot-dip galvanized layer, a galvannealed layer, and an electrogalvanized layer is preferred as the coated or plated layer.
- No particular limitation is placed on the composition of the coated or plated layer. Any known composition can be used.
- the coated or plated layer contains: Fe: 20 mass% or less; and Al: 0.001 mass% or more and 1.0 mass% or less, and further contains one or two or more selected from the group consisting of Pb, Sb, Si, Sn, Mg, Mn, Ni, Cr, Co, Ca, Cu, Li, Ti, Be, Bi, and REM by the total content thereof in the range of 0 mass% or more and 3.5 mass% or less, with the balance being Zn and inevitable impurities.
- the Fe content in the coated or plated layer is less than 7 mass%.
- the Fe content in the coated or plated layer is 7 mass% or more and 15 mass% or less. More preferably, the Fe content in the coated or plated layer is 8 mass% or more, and the Fe content in the coated or plated layer is 13 mass% or less.
- the coating weight per one surface of the high strength steel sheet is preferably 20 g/m 2 or more, and the coating weight per one surface of the high strength steel sheet is preferably 80 g/m 2 or less.
- the coated or plated layer is formed on the front and back surfaces of the high strength steel sheet.
- a steel slab having the above-described chemical composition is produced.
- Steel materials are first smelted to produce molten steel having the above-described chemical composition.
- No particular limitation is placed on the smelting method. Any of known smelting methods, such as converter smelting and electric furnace smelting, can be applied.
- the resulting molten steel is solidified to produce a steel slab (slab).
- No particular limitation is placed on the method of producing a steel slab from molten steel. Continuous casting, ingot casting, thin slab casting, or other methods can be used.
- the steel slab may be cooled once and then heated again before hot rolling, or a casted steel slab may be continuously hot rolled without cooling it to room temperature.
- the slab heating temperature is preferably 1100 °C or higher, and the slab heating temperature is preferably 1300 °C or lower.
- the slab heating method can be heated in a heating furnace in accordance with a conventional method.
- the heated steel slab is hot rolled to form a hot-rolled sheet.
- Hot rolling may be performed in accordance with a conventional method.
- No particular limitation is placed on the cooling after hot rolling.
- the hot-rolled sheet is cooled to a coiling temperature.
- the hot-rolled sheet is then coiled in a coil form.
- the coiling temperature is preferably 400 °C or higher. This is because coiling is easier without increasing the strength of the hot-rolled sheet when the coiling temperature is 400 °C or higher.
- the coiling temperature is more preferably 550 °C or higher.
- the coiling temperature is preferably 750 °C or lower to suitably prevent generation of thick scale and to further improve yield.
- the hot-rolled sheet may be subjected to heat treatment to be softened.
- scale is removed from the hot-rolled sheet that has been coiled in a coil form.
- pickling is preferably performed while rewinding the hot-rolled coil to completely remove scale.
- pickling method may be performed in accordance with a conventional method.
- the hot-rolled sheet which has been optionally descaled, is cleaned as appropriate, and then cold-rolled to form a cold-rolled sheet.
- Cold rolling may be performed in accordance with a conventional method.
- an annealing process is performed, in which the cold-rolled sheet is heated to a first heating temperature of 850 °C or higher and 920 °C or lower and held for 10 seconds or longer, then the temperature is raised to a second heating temperature of 1000 °C or higher and 1200 °C or lower at an average heating rate of 50 °C/s or more, and the sheet is cooled to 500 °C or lower at a cooling rate of 50 °C/s or more within 5 seconds after reaching the second heating temperature.
- the cold-rolled sheet is then heated to the first heating temperature of 850 °C or higher and 920 °C or lower and held for 10 seconds or longer.
- annealing is performed at the first heating temperature in the austenite single phase region.
- the first heating temperature is less than 850 °C, ferrite is generated, and strength is reduced.
- the austenite grain size exceeds 10 ⁇ m, and bendability, toughness, and yield ratio are reduced because the subsequent processes cannot reduce the grain size
- the first heating temperature is preferably 860 °C or higher.
- the first heating temperature is preferably 900 °C or lower.
- Holding time at first heating temperature 10 seconds or longer
- the holding time at the first heating temperature is 10 seconds or longer.
- the holding time at the first heating temperature is preferably 60 seconds or shorter.
- the holding time at the first heating temperature is preferably 20 seconds or longer.
- Second heating temperature 1000 °C or higher and 1200 °C or lower
- the sheet After holding the sheet at the first heating temperature, the sheet is annealed at high temperature while maintaining the austenite grain boundary at 10 ⁇ m or less to cause a sufficient amount of B to segregate at the grain boundary.
- the second heating temperature is less than 1000 °C, B diffusion is slow, and grain boundary segregation is insufficient.
- austenite grain growth is rapid, and the austenite grain size exceeds 10 ⁇ m.
- the second heating temperature is preferably 1020 °C or higher.
- the second heating temperature is preferably 1150 °C or lower.
- Average heating rate 50 °C/s or more
- An average heating rate from the first heating temperature to the second heating temperature is 50 °C/s or more.
- the austenite grain size grows to more than 10 ⁇ m .
- No particular upper limit is placed on the average heating rate from the first heating temperature to the second heating temperature.
- the average heating rate is preferably 120 °C/s or less because excessive rapid heating is difficult to control.
- the average heating rate from the first heating temperature to the second heating temperature is preferably 80 °C/s or more.
- rapid cooling is started within 5 seconds after reaching the second heating temperature without holding the sheet at the second heating temperature, and the rapid cooling is performed at an average cooling rate of 50 °C/s or more to 500 °C or lower.
- This can produce a steel microstructure with an austenite grain size of 10 ⁇ m or less and B segregated at the grain boundary by 0.1 % or more. Cooling is started immediately after the second heating temperature is reached because grain growth starts quickly after holding the sheet at the second heating temperature.
- Average cooling rate 50 °C/s or more
- an average cooling rate from the second heating temperature to 500 °C or lower is 50 °C/s or more.
- the average cooling rate from the second heating temperature to 500 °C or lower is less than 50 °C/s, grain growth occurs during cooling.
- No particular upper limit is placed on the average cooling rate from the second heating temperature to 500 °C or lower.
- the average cooling rate is preferably 120 °C/s or less to facilitate control.
- the average cooling rate from the second heating temperature to 500 °C or lower is preferably 80 °C/s or more.
- Cooling stop temperature 500 °C or lower
- the cooling stop temperature is preferably 450 °C or lower. No particular lower limit is placed on the cooling stop temperature. However, the cooling stop temperature is preferably 100 °C or higher.
- a coating or plating process may be performed, in which at least one surface of the high strength steel sheet is subjected to coating or plating treatment to obtain a high strength coated or plated steel sheet.
- the high strength coated or plated steel sheet may be subjected to heat treatment to alloy the coated or plated layer of the high strength coated or plated steel sheet, resulting in a galvannealed steel sheet.
- a rolling process is performed, in which the cold-rolled sheet is rolled at an elongation rate of 0.5 % or more to obtain a second cold-rolled sheet.
- the cold-rolled sheet obtained in the preceding process contains many mobile dislocations.
- the mobile dislocations accumulate at the grain boundary and become entangled to form immobile dislocations.
- the elongation rate in the rolling process is preferably 0.6 % or more. No particular upper limit is placed on the elongation rate in the rolling process.
- the elongation rate is preferably 2 % or less, for example, to reduce the load on the equipment.
- reheating process in which second cold-rolled sheet is held at reheating temperature of 70 °C or higher and 200 °C or lower for 600 seconds or longer
- the second cold-rolled sheet is tempered at low temperature in order to segregate C on the dislocations accumulated near the grain boundary or to generate clusters.
- the reheating temperature is less than 70 °C, C diffusion is slow, and C is not concentrated near the grain boundary to a sufficient amount.
- the reheating temperature exceeds 200 °C, tempering excessively proceeds, and cementite precipitates.
- the cementite precipitated at the grain boundary is likely to be a fracture origin, and the C concentration of the matrix phases around the cementite is reduced, resulting in reduced bendability and toughness.
- the reheating temperature is preferably 90 °C or higher.
- the reheating temperature is preferably 190 °C or lower.
- the holding time at the reheating temperature is less than 600 seconds, C diffusion is slow, and a sufficient amount of C concentration is not obtained. No particular upper limit is placed on the holding time at the reheating temperature.
- the holding time is preferably 43200 seconds (0.5 days) or shorter to prevent cementite precipitation.
- the holding time at the reheating temperature is preferably 800 seconds or longer.
- Production conditions other than those described above can be determined in accordance with conventional methods.
- the above-described high strength steel sheet or high strength coated or plated steel sheet can be formed into a desired shape by press working, in an example, to form an automotive part.
- the automotive part may contain steel sheets other than the high strength steel sheet or high strength coated or plated steel sheet according to this embodiment, as its materials.
- This high strength steel sheet or high strength coated or plated steel sheet can be suitably used for automotive parts, in particular, members used as skeletal structural parts or reinforcement parts in general.
- the hot-dip galvanized steel sheets were immersed in a plating bath at 460 °C to achieve a coating weight of 35 g/m 2 per surface.
- the galvannealed steel sheets were produced by adjusting the coating weight to 45 g/m 2 per surface, followed by alloying treatment at 520 °C for 40 seconds.
- the resulting steel sheets were subjected to rolling and reheat treatment under the conditions presented in Table 2.
- the total area ratio of martensite and bainite, the prior austenite grain size, the B concentration at the prior austenite grain boundary, the C concentration in the C-concentrated region at the martensitic grain boundary (mass%)/the C content in the steel (mass%), the concentration width of the C-concentrated region, and the length along the martensite grain boundary in the C-concentrated region were evaluated according to the above-described methods.
- the tensile strength, yield ratio, toughness, and bendability were also evaluated according to the methods described below. The results are presented in Table 3.
- the resulting steel sheets were subjected to a tensile test in accordance with JIS Z 2241.
- JIS No. 5 tensile test specimens were taken having a longitudinal direction perpendicular to the rolling direction, and the tensile test was conducted to measure the tensile strength (TS) and yield stress (YS).
- the tensile strength was considered good when the tensile strength TS was 1180 MPa or higher.
- Charpy impact test was conducted in accordance with JIS Z 2242. From each resulting steel sheet, a test specimen with a width of 10 mm, a length of 55 mm, and a 90° V-notch with a notch depth of 2 mm at the center of the length was taken such that the direction perpendicular to the rolling direction of the steel sheet was a V-notching direction. The Charpy impact test was then conducted in a test temperature range of -120 °C to +120 °C. The transition curve was determined from the obtained percent brittle fracture, and the temperature at which the percent brittle fracture reaches 50 % was determined as a brittle-ductile transition temperature.
- the toughness was considered good when the brittle-ductile transition temperature obtained from the Charpy test was -40 °C or lower.
- brittle-ductile transition temperatures of -40 °C or lower were indicated as “Excellent” for toughness, and brittle-ductile transition temperatures exceeding -40 °C were indicated as “Poor” for toughness.
- Bend test was conducted in accordance with JIS Z 2248. From each resulting steel sheet, a strip test specimen with a width of 30 mm and a length of 100 mm was taken such that the direction parallel to the rolling direction of the steel sheet was the axial direction in the bend test. Then, 90° V-bend test was conducted under a set of conditions including a pushing load of 100 kN and a pressing holding time of 5 seconds. The bendability was evaluated by the pass rate in the bend test. The bend test for five samples was conducted at the maximum R where R/t, the value obtained by dividing the bend radius (R) by the sheet thickness (t), is 5 or less (e.g., when the sheet thickness is 1.2 mm, the bend radius is 7.0 mm).
- Table 3 presents that the examples each have a TS of 1180 MPa or higher, a yield ratio of 0.80 or higher, and excellent bendability and toughness. On the other hand, one or more of the TS, yield ratio, bendability, and toughness are poor in the comparative examples.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Mechanical Engineering (AREA)
- Thermal Sciences (AREA)
- Physics & Mathematics (AREA)
- Crystallography & Structural Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- Heat Treatment Of Sheet Steel (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021140360 | 2021-08-30 | ||
| PCT/JP2022/024762 WO2023032423A1 (fr) | 2021-08-30 | 2022-06-21 | Tôle d'acier à haute résistance, tôle d'acier plaquée à haute résistance, procédés de production de celles-ci et élément |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP4386098A1 true EP4386098A1 (fr) | 2024-06-19 |
| EP4386098A4 EP4386098A4 (fr) | 2024-12-25 |
Family
ID=85412036
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP22864011.6A Pending EP4386098A4 (fr) | 2021-08-30 | 2022-06-21 | Tôle d'acier à haute résistance, tôle d'acier plaquée à haute résistance, procédés de production de celles-ci et élément |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20240360532A1 (fr) |
| EP (1) | EP4386098A4 (fr) |
| JP (1) | JP7255759B1 (fr) |
| KR (1) | KR20240035536A (fr) |
| CN (1) | CN117716060A (fr) |
| MX (1) | MX2024002275A (fr) |
| WO (1) | WO2023032423A1 (fr) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4656760A1 (fr) * | 2023-03-28 | 2025-12-03 | JFE Steel Corporation | Feuille d'acier plaquée, élément et leurs procédés de production |
| KR20250150644A (ko) * | 2023-03-28 | 2025-10-20 | 제이에프이 스틸 가부시키가이샤 | 강판, 부재 및 그들의 제조 방법 |
| CN116417099B (zh) * | 2023-04-04 | 2024-01-26 | 哈尔滨工业大学 | 马氏体钢蠕变过程中晶界处孔洞形核和长大的模拟方法 |
| JP7673875B1 (ja) * | 2023-06-09 | 2025-05-09 | Jfeスチール株式会社 | 高強度鋼板、高強度めっき鋼板及びそれらの製造方法並びに部材 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5728108U (fr) | 1980-07-23 | 1982-02-15 | ||
| JP5662920B2 (ja) * | 2011-11-11 | 2015-02-04 | 株式会社神戸製鋼所 | 耐遅れ破壊性に優れた高強度鋼板およびその製造方法 |
| JP5728108B2 (ja) | 2013-09-27 | 2015-06-03 | 株式会社神戸製鋼所 | 加工性および低温靭性に優れた高強度鋼板、並びにその製造方法 |
| KR101767780B1 (ko) | 2015-12-23 | 2017-08-24 | 주식회사 포스코 | 고항복비형 고강도 냉연강판 및 그 제조방법 |
| JP6477570B2 (ja) * | 2016-03-31 | 2019-03-06 | Jfeスチール株式会社 | 熱延鋼板およびその製造方法 |
| JP6524978B2 (ja) * | 2016-07-05 | 2019-06-05 | Jfeスチール株式会社 | 高強度鋼板およびその製造方法 |
| US10982297B2 (en) * | 2016-09-28 | 2021-04-20 | Jfe Steel Corporation | Steel sheet and method for producing the same |
| JP6372632B1 (ja) * | 2016-11-16 | 2018-08-15 | Jfeスチール株式会社 | 高強度鋼板およびその製造方法 |
| JP6597939B1 (ja) | 2018-12-11 | 2019-10-30 | 日本製鉄株式会社 | 成形性及び耐衝撃性に優れた高強度鋼板、及び、成形性及び耐衝撃性に優れた高強度鋼板の製造方法 |
| US11905570B2 (en) * | 2019-02-06 | 2024-02-20 | Nippon Steel Corporation | Hot dip galvanized steel sheet and method for producing same |
| US11926881B2 (en) * | 2019-08-20 | 2024-03-12 | Jfe Steel Corporation | High-strength cold-rolled steel sheet and method for manufacturing the same |
-
2022
- 2022-06-21 WO PCT/JP2022/024762 patent/WO2023032423A1/fr not_active Ceased
- 2022-06-21 MX MX2024002275A patent/MX2024002275A/es unknown
- 2022-06-21 JP JP2022560997A patent/JP7255759B1/ja active Active
- 2022-06-21 CN CN202280052709.9A patent/CN117716060A/zh active Pending
- 2022-06-21 US US18/681,864 patent/US20240360532A1/en active Pending
- 2022-06-21 KR KR1020247004725A patent/KR20240035536A/ko active Pending
- 2022-06-21 EP EP22864011.6A patent/EP4386098A4/fr active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| JP7255759B1 (ja) | 2023-04-11 |
| JPWO2023032423A1 (fr) | 2023-03-09 |
| US20240360532A1 (en) | 2024-10-31 |
| MX2024002275A (es) | 2024-03-06 |
| KR20240035536A (ko) | 2024-03-15 |
| EP4386098A4 (fr) | 2024-12-25 |
| CN117716060A (zh) | 2024-03-15 |
| WO2023032423A1 (fr) | 2023-03-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3309273B1 (fr) | Tôle d'acier galvanisée et procédé pour sa fabrication | |
| EP3399062B1 (fr) | Tôle en acier à haute résistance, tôle en acier galvanisé à haute résistance, et procédé de fabrication associé | |
| EP3336212B1 (fr) | Matériau pour tôle d'acier à haute résistance, matériau laminé à chaud pour tôle d'acier à haute résistance, matériau recuit après laminage à chaud et pour tôle d'acier à haute résistance, tôle d'acier à haute résistance, tôle d'acier galvanisé à chaud à haute résistance, tôle d'acier galvanisé à haute résistance et leur procédé de fabrication | |
| EP3971308B1 (fr) | Élément à haute résistance, procédé de fabrication d'élément à haute résistance et procédé de fabrication de tôle d'acier pour élément à haute résistance | |
| EP3178955B1 (fr) | Tôle d'acier à haute résistance ainsi que procédé de fabrication de celle-ci, et procédé de fabrication de tôle d'acier galvanisé à haute résistance | |
| EP3257962B1 (fr) | Tôle d'acier galvanisée par immersion à chaud à haute résistance et procédé de fabrication s'y rapportant | |
| EP3467135B1 (fr) | Tôle d'acier mince, et procédé de fabrication de celle-ci | |
| EP3178957B1 (fr) | Tôle d'acier à haute résistance ainsi que procédé de fabrication de celle-ci, et procédé de fabrication de tôle d'acier galvanisé à haute résistance | |
| EP3733897B1 (fr) | Tôle d'acier laminée à froid à haute résistance et son procédé de fabrication | |
| EP3757242B1 (fr) | Tôle d'acier à haute résistance et son procédé de fabrication | |
| EP4386098A1 (fr) | Tôle d'acier à haute résistance, tôle d'acier plaquée à haute résistance, procédés de production de celles-ci et élément | |
| EP3287539A1 (fr) | Plaque d'acier plaquée | |
| EP2530180A1 (fr) | Feuille d'acier et son procédé de production | |
| EP3476962B1 (fr) | Tôle d'acier mince, et procédé de fabrication de celle-ci | |
| EP3822382B1 (fr) | Tôle d'acier à haute résistance et procédé pour la fabriquer | |
| EP4043596B1 (fr) | Tôle d'acier et son procédé de fabrication | |
| EP3257961B1 (fr) | Tôle d'acier galvanisée par immersion à chaud à haute résistance et procédé de fabrication s'y rapportant | |
| EP4386099A1 (fr) | Tôle d'acier à haute résistance, tôle d'acier plaquée à haute résistance, son procédé de production et élément | |
| EP3896186B1 (fr) | Tôle d'acier galvanisée à chaud à haute résistance et son procédé de fabrication | |
| EP4242336A1 (fr) | Tôle d'acier, élément, et procédés de fabrication de ceux-ci | |
| EP4194578A1 (fr) | Tôle d'acier laminée à froid hautement résistante ainsi que procédé de fabrication de celle-ci, et tôle d'acier plaquée hautement résistante ainsi que procédé de fabrication de celle-ci | |
| EP4194577A1 (fr) | Tôle d'acier laminée à froid hautement résistante ainsi que procédé de fabrication de celle-ci, tôle d'acier plaquée hautement résistante ainsi que procédé de fabrication de celle-ci, et composant automobile | |
| EP4079884A1 (fr) | Tôle d'acier, élément et procédés respectivement pour la production de ladite tôle d'acier et dudit élément | |
| EP3929314A1 (fr) | Élément pressé à chaud, procédé de fabrication d'un tel élément pressé à chaud, et procédé de fabrication de tôle d'acier destinée à des éléments pressés à chaud | |
| EP4242337A1 (fr) | Tôle d'acier, élément, et procédés de fabrication de ceux-ci |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE INTERNATIONAL PUBLICATION HAS BEEN MADE |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20240312 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R079 Free format text: PREVIOUS MAIN CLASS: C22C0038000000 Ipc: C21D0006000000 Ref country code: DE Ref legal event code: R079 Ref document number: 602022036589 Country of ref document: DE Free format text: PREVIOUS MAIN CLASS: C22C0038000000 Ipc: C21D0006000000 |
|
| DAV | Request for validation of the european patent (deleted) | ||
| DAX | Request for extension of the european patent (deleted) | ||
| A4 | Supplementary search report drawn up and despatched |
Effective date: 20241125 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: C22C 38/20 20060101ALI20241119BHEP Ipc: C22C 38/16 20060101ALI20241119BHEP Ipc: C23C 2/02 20060101ALI20241119BHEP Ipc: C22C 38/14 20060101ALI20241119BHEP Ipc: C22C 38/12 20060101ALI20241119BHEP Ipc: C22C 38/34 20060101ALI20241119BHEP Ipc: C23C 2/40 20060101ALI20241119BHEP Ipc: C22C 38/08 20060101ALI20241119BHEP Ipc: C22C 38/38 20060101ALI20241119BHEP Ipc: C22C 38/06 20060101ALI20241119BHEP Ipc: C22C 38/28 20060101ALI20241119BHEP Ipc: C23C 2/28 20060101ALI20241119BHEP Ipc: C23C 2/06 20060101ALI20241119BHEP Ipc: C22C 38/26 20060101ALI20241119BHEP Ipc: C22C 38/04 20060101ALI20241119BHEP Ipc: C22C 38/02 20060101ALI20241119BHEP Ipc: C22C 38/00 20060101ALI20241119BHEP Ipc: C21D 9/46 20060101ALI20241119BHEP Ipc: C21D 8/02 20060101ALI20241119BHEP Ipc: C21D 6/00 20060101AFI20241119BHEP |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20251218 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |