EP4414492A1 - Verfahren zum besticken von dreidimensionalen werkstücken - Google Patents
Verfahren zum besticken von dreidimensionalen werkstücken Download PDFInfo
- Publication number
- EP4414492A1 EP4414492A1 EP24155611.7A EP24155611A EP4414492A1 EP 4414492 A1 EP4414492 A1 EP 4414492A1 EP 24155611 A EP24155611 A EP 24155611A EP 4414492 A1 EP4414492 A1 EP 4414492A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- embroidery
- workpiece
- positioning
- frame
- embroidering
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Classifications
-
- D—TEXTILES; PAPER
- D05—SEWING; EMBROIDERING; TUFTING
- D05C—EMBROIDERING; TUFTING
- D05C9/00—Appliances for holding or feeding the base fabric in embroidering machines
- D05C9/22—Adjusting or registering devices for the base fabric, e.g. for alignment with respect to the needles
-
- D—TEXTILES; PAPER
- D05—SEWING; EMBROIDERING; TUFTING
- D05C—EMBROIDERING; TUFTING
- D05C7/00—Special-purpose or automatic embroidering machines
-
- D—TEXTILES; PAPER
- D05—SEWING; EMBROIDERING; TUFTING
- D05B—SEWING
- D05B21/00—Sewing machines with devices for automatically controlling movement of work-carrier relative to stitch-forming mechanism in order to obtain particular configuration of seam, e.g. program-controlled for sewing collars or for attaching pockets
-
- D—TEXTILES; PAPER
- D05—SEWING; EMBROIDERING; TUFTING
- D05B—SEWING
- D05B39/00—Workpiece carriers
-
- D—TEXTILES; PAPER
- D05—SEWING; EMBROIDERING; TUFTING
- D05C—EMBROIDERING; TUFTING
- D05C5/00—Embroidering machines with arrangements for automatic control of a series of individual steps
- D05C5/02—Embroidering machines with arrangements for automatic control of a series of individual steps by electrical or magnetic control devices
-
- D—TEXTILES; PAPER
- D05—SEWING; EMBROIDERING; TUFTING
- D05C—EMBROIDERING; TUFTING
- D05C9/00—Appliances for holding or feeding the base fabric in embroidering machines
-
- D—TEXTILES; PAPER
- D05—SEWING; EMBROIDERING; TUFTING
- D05C—EMBROIDERING; TUFTING
- D05C9/00—Appliances for holding or feeding the base fabric in embroidering machines
- D05C9/02—Appliances for holding or feeding the base fabric in embroidering machines in machines with vertical needles
- D05C9/04—Work holders, e.g. frames
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2501/00—Wearing apparel
- D10B2501/04—Outerwear; Protective garments
- D10B2501/042—Headwear
Definitions
- the present invention relates to a method for embroidering three-dimensional workpieces according to the preamble of patent claim 1.
- the full-surface embroidery of a curved three-dimensional structure using a cost-effective movement device is not possible with an embroidery machine today. Instead, for example, in the case of a cap, only a partial area is embroidered, which corresponds almost to a rectangular section of a cylinder surface.
- the movement for embroidering such a section of a cylinder surface in relation to the needle is derived from an X and Y direction of an embroidery frame that is only partially present. This is done in such a way that the movement in the depth direction Y of the pantograph of the embroidery machine is maintained.
- the lateral movement X of the pantograph is converted into a rotary movement, for example by means of a cable pull.
- the motif to be embroidered on this section is specified to the embroidery machine control in the form of stitch data.
- This stitch data is a sequence of data in the form of a triplet consisting of an adjustment path in the X direction, an adjustment path in the Y direction and the information to create a stitch at the position reached after the adjustment on the cap to be embroidered. A large number of these triplets in an orderly sequence one after the other creates the desired motif on the cap. Since the section to be embroidered is part of a cylinder surface, its development can be viewed as a flat rectangular element. Therefore, to create the stitch data triplet, a motif is simply artistically designed on a rectangular base area, since the transfer to the section of the cylinder surface takes place inherently through the use of the cable pull mechanism mentioned above.
- the present invention is based on the object of eliminating the aforementioned disadvantages and of eliminating the restriction of the embroidery of a workpiece to a rectangular section of a cylinder surface. To this end, the present invention shows how the almost full-surface embroidery of the surface of a workpiece can be advantageously achieved.
- the term Workpiece since the invention presented here is not limited to the embroidery of caps.
- the method according to the invention for embroidering three-dimensional workpieces is carried out using an embroidery machine which comprises at least one embroidery head for embroidering and at least one embroidery frame for positioning the workpiece.
- the present method is characterized in that the workpiece is positioned by means of the embroidery frame at at least two angles with respect to at least two axes which are in relation to the axis of movement of the embroidery head, in order to introduce at least one stitch of an embroidery into the workpiece.
- the present invention thus enables the embroidery of a workpiece (e.g. a cap) in one clamping over almost the entire surface of the workpiece. According to the invention, this is achieved by the method according to the invention and an embroidery frame including drives described in more detail below using a special embodiment of the embroidery machine using the method according to the invention for carrying out the positioning of the workpiece, as it is designed in claim 1 and the subsequent subclaims according to the features listed.
- the embroidery frame 1 according to the invention for positioning a workpiece 2 for carrying out the method according to the invention comprises at least one drive 3, 4, 5 for the driven positioning of the workpiece 2 by the at least two angles ⁇ , ⁇ , ⁇ .
- the present invention relates to an embroidery machine 100 for carrying out the method according to the invention, which comprises at least one embroidery head 101 for embroidering and at least one embroidery frame 1 according to the invention for positioning the workpiece 2.
- such an embroidery machine 100 can also comprise a plurality of embroidery frames 1, wherein each of these multiple embroidery frames 1 is assigned at least one embroidery head 101.
- the embroidery machine 100 is provided with a movement apparatus for the curved three-dimensional workpiece 2, which allows the tilting of the curved workpiece 2 by the two independent but limited angles ⁇ and ⁇ as well as the rotation by the infinite angle of rotation ⁇ .
- This arrangement makes it possible to bring almost any position of the surface of the curved workpiece 2 under the needle position.
- Fig.1 shows a (column) embroidery machine 100 with a control system.
- the (column) embroidery machine 100 is equipped with an embroidery head 101, which is equipped with several needles, whereby only one of the several needles within the embroidery head 101 is connected to the drive mechanism of the embroidery head at any one time.
- By moving the embroidery head 101 sideways it is possible to select another of the several Needles can be selected so that this needle is driven by the drive mechanism of the embroidery head 101. Since the different needles can be equipped with differently colored threads, for example, this makes it possible to create embroidered areas of different colors in order to achieve the artistic impression of the embroidery.
- Fig.1 further shows the embroidery frame 1 according to the invention for full-surface embroidery as well as several drives 3, 4, 5 of the embroidery frame 1.
- Fig.2 the embroidery frame 1 for full-surface embroidery and the drives 3, 4, 5 of the embroidery frame 1 are shown in detail in relation to the embroidery head 101.
- the angle ⁇ denotes a rotation about the X axis
- the angle ⁇ a rotation about the Z axis The angles ⁇ and ⁇ can assume both positive and negative values, but are limited due to the mechanical arrangement.
- the angle ⁇ can also assume positive and negative values and is not limited by the mechanical arrangement, as will be explained further.
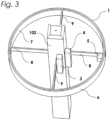
- Fig.3 shows the embroidery frame 1 according to the invention for full-surface embroidery in relation to at least one advantageously provided (hook) column 102.
- the (hook) column 102 accommodates the hook, which accommodates the usual bobbin thread.
- the embroidery frame 1 is preferably suspended in a cardanic manner within the (hook) column 102. This cardanic suspension allows the Fig.2 shown rotations by the angle ⁇ around the X-axis and by the angle ⁇ around the Y-axis as described above.
- the drive 3 is used for angle adjustment ⁇ .
- Performing a positive adjustment of the drive 3 causes the front area of the embroidery frame 1 to swing upwards by the positive angle ⁇ and the rear area of the embroidery frame 1 to swing downwards to the same extent.
- the swing directions are correspondingly reversed when the drive 3 is adjusted negatively.
- the drive 4 is preferably used for angle adjustment ⁇ around the Y-axis. Carrying out a positive adjustment of the drive 4 results in the right area of the embroidery frame 1 swiveling up by the positive angle ⁇ and the left area of the embroidery frame 1 swiveling downwards to the same extent. The swivel directions are accordingly reversed when the drive 4 is adjusted negatively.
- the two drives 3, 4 for the angles ⁇ and ⁇ are advantageously orthogonal to each other, it is thus possible to bring the entire surface of the clamped workpiece 2 under the needle positions for carrying out embroidery.
- the orthogonal arrangement of the drives 3, 4 to each other is one of several possible embodiments.
- FIG.3 shows further elements of the embroidery frame 1 according to the invention for full-surface embroidery.
- a strut 8 connects the fixed inner ring 7 along the X-axis to the cardanic suspension within the (hook) column 102.
- the strut 9 connects the fixed inner ring 7 along the Y-axis to the cardanic suspension within the (hook) column 102.
- a rotatable outer holder 6 serves to hold the workpiece 2 - as in Fig.4 shown - during embroidery and to hold it at the lower edge.
- the rotating outer holder 6 is mounted on the fixed inner ring 7 in such a way that a rotation of the outer holder 6 by the inner fixed ring 7 by the angle ⁇ is possible. This can be achieved, for example, by incorporating a circumferential groove on the inside of the outer holder 6 and by attaching webs on the outside of the fixed ring 7 which engage in the circumferential groove of the holder 6.
- the drive 5 is used to realize the rotation of the outer holder 6 by the angle ⁇ about the Z axis.
- the transmission of the drive energy of the drive 5 to the outer holder 6 can be achieved, for example, by incorporating a gear ring all the way around the inside of the outer holder 6 and a driven gear from the drive 5 engaging in this gear ring and thus transmitting the rotational movement.
- this arrangement allows a continuous, unrestricted rotation of the workpiece 2 about the Z axis.
- the angle of rotation ⁇ can assume any positive or negative value.
- the embroidery of the workpiece according to the invention is advantageously possible in one clamping and over almost the entire surface of the workpiece 2 as well as all the way around.
- the Figures 5 , 6 and 7 each show different positions of the workpiece 2 in relation to the needle position.
- an almost full-surface embroidery of a three-dimensional workpiece 2 is possible using the movement apparatus described here.
- the respective new position of the workpiece 2 is determined from predetermined coordinate triplets and the at least one embroidery frame 1 is controlled by means of the drives 3, 4, 5 such that the positioning of the workpiece 2 is carried out by the angles ⁇ , ⁇ , ⁇ .
- the positioning of the workpiece 2 by the angles ⁇ , ⁇ , ⁇ is calculated and carried out step by step from continuously transmitted coordinates for each stitch of the embroidery.
- the musculoskeletal system is preferably controlled by the drives (drive units) 3, 4 and 5. These can be powered by an electric motor or by any other drive energy.
- a control is preferably provided which determines the new position of the workpiece 2 from predetermined coordinate triplets and sets it using the drives 3, 4, 5.
- the needle By synchronizing the positioning of the workpiece 2 with the drive mechanism of the embroidery head 101, the needle only penetrates the workpiece 2 after it has been positioned and thus carries out an embroidery stitch.
- the embroidery of the entire surface of the workpiece 2 takes place.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Sewing Machines And Sewing (AREA)
Abstract
Description
- Die vorliegende Erfindung betrifft ein Verfahren zum Besticken von dreidimensionalen Werkstücken gemäß dem Oberbegriff des Patentanspruchs 1.
- Aus dem Stand der Technik ist es bekannt, dass Stickmaschinen nicht nur flache Strukturen, sondern auch gekrümmte Strukturen besticken können. Eine Patentschrift dazu findet sich in
DE 44 37 021 C2 . Oftmals sind solche gekrümmte Strukturen Halbschalen und finden Verwendung als Kopfbedeckungen in Form von Kappen. - Im Weiteren sind Nähroboter bekannt, die gewölbte Flächen bearbeiten können. Säulennähmaschinen dienen dazu, Hohlkörper zu nähen und sind ebenfalls als bekannt vorausgesetzt.
- Die vollflächige Bestickung einer gewölbten dreidimensionalen Struktur mittels einer kostengünstigen Bewegungsapparatur ist Stand heute mit einer Stickmaschine nicht möglich. Stattdessen wird z.B. bei einer Kappe nur eine Teilfläche bestickt, die nahezu einem rechteckförmigen Ausschnitt einer Zylinderoberfläche entspricht. Die Bewegung zur Bestickung eines solchen Ausschnitts einer Zylinderoberfläche in Bezug auf die Nadel wird aus einer X- und Y-Richtung eines nur teilweise vorhandenen Stickrahmens abgeleitet. Dies geschieht in der Weise, dass die Bewegung in der Tiefenrichtung Y des Pantographen der Stickmaschine erhalten bleibt. Demgegenüber wird die seitliche Bewegung X des Pantographen z.B. mittels eines Seilzuges in eine Drehbewegung umgewandelt. Dadurch ist es möglich einen Teilbereich einer Kappe zu besticken, wobei dieser Teilbereich durch die Art der Einspannung der Kappe vor dem Stickprozess festgelegt wird. Das auf diesem Teilbereich einzustickende Motiv wird der Steuerung der Stickmaschine in Form von Stichdaten vorgegeben. Diese Stichdaten sind eine Abfolge von Daten in Form eines Tripels bestehend aus einem Verstellweg in X-Richtung, einem Verstellweg in Y-Richtung und der Information einen Einstich an der nach der Verstellung erreichten Position auf der zu bestickenden Kappe zu erzeugen. Eine Vielzahl dieser Tripel in geordneter Abfolge nacheinander erzeugt auf der Kappe das gewünschte Motiv. Da der zu bestickende Ausschnitt ein Teil einer Zylinderoberfläche ist, kann dessen Abwicklung als flaches rechteckförmiges Element betrachtet werden. Daher wird zur Erzeugung der Stichdatentripel einfach ein Motiv in einer rechteckförmigen Grundfläche künstlerisch gestaltet, da durch den Einsatz der vorher genannten Seilzugmechanik inhärent die Übertragung auf den Ausschnitt der Zylinderoberfläche erfolgt.
- Sollen mehrere Teilflächen einer solchen Kappe bestickt werden, so ist dies nur durch aufwändiges Umspannen der Kappe möglich, so dass nacheinander mehrere zylinderförmige Ausschnitte bestickt werden können.
- Der vorliegenden Erfindung liegt die Aufgabe zugrunde, die vorgenannten Nachteile zu beseitigen und die Einschränkung der Bestickung eines Werkstücks auf einen rechteckförmigen Ausschnitt einer Zylinderoberfläche zu beseitigen. Dazu zeigt die vorliegende Erfindung auf, wie die fast vollflächige Bestickung der Oberfläche eines Werkstücks vorteilhaft erreicht werden kann. In der weiteren Beschreibung wird der Begriff Werkstück verwendet, da die hier dargestellte Erfindung nicht nur auf die Bestickung von Kappen beschränkt ist.
- Erfindungsgemäß wird die voranstehende Aufgabe gemäß dem Oberbegriff des Anspruchs 1 in Verbindung mit den kennzeichnenden Merkmalen gelöst. Vorteilhafte Ausgestaltungen und Weiterbildungen des erfindungsgemäßen Verfahrens sind in den abhängigen Unteransprüchen angegeben.
- Das erfindungsgemäße Verfahren zum Besticken von dreidimensionalen Werkstücken erfolgt unter Verwendung einer Stickmaschine, welche mindestens einen Stickkopf zum Besticken und mindestens einen Stickrahmen zur Positionierung des Werkstückes umfasst.
- Gekennzeichnet ist das vorliegende Verfahren dadurch, dass das Werkstück mittels des Stickrahmens um mindestens zwei Winkel in Bezug auf mindestens zwei Achsen, welche in Bezug auf die Bewegungsachse des Stickkopfes stehen, zum Einbringen jedenfalls eines Stiches einer Stickerei in das Werkstück positioniert wird.
- Die vorliegende Erfindung ermöglicht so die Bestickung eines Werkstücks (bspw. einer Kappe) in einer Aufspannung über nahezu der gesamten Oberfläche des Werkstücks. Erfindungsgemäß wird dies durch das erfindungsgemäße Verfahren und einem nachstehend näher beschriebenen Stickrahmen samt Antrieben unter Verwendung einer besonderen Ausführungsform der Stickmaschine unter der Anwendung des erfindungsgemäßen Verfahrens zur Ausführung der Positionierung des Werkstücks erreicht, wie es im Anspruch 1 und den darauf folgenden Unteransprüchen gemäß den aufgeführten Merkmalen ausgestaltet ist.
- Weitere Ziele, Merkmale, Vorteile und Anwendungsmöglichkeiten des erfindungsgemäßen Verfahrens, eines Stickrahmens und einer Stickmaschine ergeben sich aus der nachfolgenden Beschreibung von Ausführungsbeispielen anhand der Zeichnungen.
- In den Zeichnungen zeigen
-
Fig. 1 eine Säulenstickmaschine mit einem Stickrahmen zur vollflächigen Bestickung; -
Fig. 2 einen Stickrahmen zur vollflächigen Bestickung mit den Achsen und Drehwinkeln; -
Fig. 3 einen Stickrahmen zur vollflächigen Bestickung mit seinen Einzelelementen; -
Fig. 4 einen Stickrahmen zur vollflächigen Bestickung mit aufgespanntem Werkstück, hier eine Kappe; -
Fig. 5 einen Stickrahmen zur vollflächigen Bestickung mit aufgespannter Kappe und einer beispielhaft eingestellten Stickposition gemäß der Drehwinkel Θ = +45° µ = 0 ω = 0; -
Fig. 6 einen Stickrahmen zur vollflächigen Bestickung mit aufgespannter Kappe und einer beispielhaft eingestellten Stickposition gemäß der Drehwinkel Θ = 0° µ = -45° ω = 0°; -
Fig. 7 einen Stickrahmen zur vollflächigen Bestickung mit aufgespannter Kappe und einer beispielhaft eingestellten Stickposition gemäß der Drehwinkel Θ = +30° µ = +30° ω = 180°. - Wie aus
Fig. 1 ersichtlich, umfasst der erfindungsgemäße Stickrahmen 1 zur Positionierung eines Werkstücks 2 zur Durchführung des erfindungsgemäßen Verfahrens mindestens jeweils einen Antrieb 3, 4, 5 zur angetriebenen Positionierung des Werkstücks 2 um die mindestens zwei Winkel Θ, µ, ω. - Weiterhin betrifft die vorliegende Erfindung eine Stickmaschine 100 zur Durchführung des erfindungsgemäßen Verfahrens, welche mindestens einen Stickkopf 101 zum Besticken und mindestens einen erfindungsgemäßen Stickrahmen 1 zur Positionierung des Werkstückes 2 umfasst.
- In einer besonders vorteilhaften Ausführung der Erfindung kann eine solche Stickmaschine 100 auch mehrere Stickrahmen 1 umfassen, wobei jedem dieser mehreren Stickrahmen 1 jeweilig mindestens ein Sticckopf 101 zugeordnet ist.
- Erfindungsgemäß wird die Stickmaschine 100 mit einem Bewegungsapparat für das gewölbte dreidimensionale Werkstück 2 versehen, die das Kippen des gewölbten Werkstücks 2 um die beiden unabhängigen, aber beschränkten Winkel Θ und µ sowie die Drehung um den unendlichen Drehwinkel ω erlaubt. Durch diese Anordnung ist es möglich, nahezu jede Position der Oberfläche des gewölbten Werkstücks 2 unter die Nadelposition zu bringen.
-
Fig. 1 zeigt eine (Säulen-) Stickmaschine 100 mit einer Steuerung. Die (Säulen-) Stickmaschine 100 ist mit einem Stickkopf 101 ausgestattet, der mit mehreren Nadeln ausgestattet ist, wobei zu einem Zeitpunkt immer nur eine der mehreren Nadeln innerhalb des Stickkopfes 101 mit der Antriebsmechanik des Stickkopfes verbunden ist. Durch seitliches Verschieben des Stickkopfes 101 besteht die Möglichkeit, eine andere der mehreren Nadeln auszuwählen, sodass diese Nadel durch die Antriebsmechanik des Stickkopfes 101 angetrieben wird. Da die verschiedenen Nadeln beispielsweise mit unterschiedlich gefärbten Fäden bestückt sein können, ergibt sich so die Möglichkeit bestickte Flächen von unterschiedlicher Farbe zu erzeugen, um so den künstlerischen Eindruck der Stickerei zu erreichen. -
Fig. 1 zeigt weiterhin den erfindungsgemäßen Stickrahmen 1 zur vollflächigen Bestickung sowie mehrere Antriebe 3, 4, 5 des Stickrahmens 1. - In
Fig. 2 ist der Stickrahmen 1 zur vollflächigen Bestickung und die Antriebe 3, 4, 5 des Stickrahmens 1 im Detail in Relation zum Stickkopf 101 dargestellt. Zur Orientierung sind die - hier vorteilhaft kartesischen - Achsen X, Y und Z eingezeichnet. Erfindungsgemäß, aber ohne Beschränkung der Allgemeingültigkeit, bezeichnet der Winkel Θ eine Drehung um die X-Achse, der Winkel µ eine Drehung um die Y-Achse und der Winkel ω eine Drehung um die Z-Achse. Die Winkel Θ und µ können sowohl positive als auch negative Werte annehmen, sind aber aufgrund der mechanischen Anordnung beschränkt. Der Winkel ω kann ebenfalls positive und negative Werte annehmen und ist durch die mechanische Anordnung nicht beschränkt, wie weiter ausgeführt wird. -
Fig. 3 zeigt den erfindungsgemäß Stickrahmen 1 zur vollflächigen Bestickung in Relation zu mindestens einer vorteilhaft vorgesehenen (Greifer-) Säule 102. Die (Greifer-) Säule 102 nimmt den Greifer auf, der die übliche Unterfadenspule aufnimmt. Der Stickrahmen 1 ist innerhalb der (Greifer-) Säule 102 vorzugsweise kardanisch aufgehängt. Diese kardanische Aufhängung erlaubt die inFig. 2 dargestellten Drehungen um den Winkel Θ um die X-Achse und um den Winkel µ um die Y-Achse wie zuvor beschrieben. Zur Ausführung der Drehung um die X-Achse dient der Antrieb 3 zur Winkelverstellung Θ. Das Ausführen einer positiven Verstellung des Antriebs 3 führt dazu, dass der vordere Bereich des Stickrahmens 1 um den positiven Winkel Θ hochschwenkt und in gleichem Maße der hintere Bereich des Stickrahmens 1 abwärts schwenkt. Dementsprechend umgekehrt verhalten sich die Schwenkrichtungen bei einer negativen Verstellung des Antriebs 3. - Unabhängig dazu dient der Antrieb 4 vorzugsweise zur Winkelverstellung µ um die Y-Achse. Das Ausführen einer positiven Verstellung des Antriebs 4 führt dazu, dass der rechte Bereich des Stickrahmens 1 um den positiven Winkel µ hochschwenkt und in gleichem Maße der linke Bereich des Stickrahmens 1 abwärts schwenkt. Dementsprechend umgekehrt verhalten sich die Schwenkrichtungen bei einer negativen Verstellung des Antriebs 4.
- Da die beiden Antriebe 3, 4 für die Winkel Θ und µ vorteilhafterweise orthogonal zueinander stehen, ist es somit möglich, die gesamte Oberfläche des eingespannten Werkstücks 2 unter die Nadelpositionen zur Ausführung einer Bestickung zu bringen. Die orthogonale Anordnung der Antriebe 3, 4 zueinander ist eine von mehreren möglichen Ausführungsformen.
-
Fig. 3 zeigt weitere Elemente des erfindungsgemäßen Stickrahmens 1 zur vollflächigen Bestickung. Eine Verstrebung 8 verbindet den feststehenden inneren Ring 7 entlang der X-Achse mit der kardanischen Aufhängung innerhalb der (Greifer-) Säule 102. Dementsprechend verbindet die Verstrebung 9 den feststehenden inneren Ring 7 entlang der Y-Achse mit der kardanischen Aufhängung innerhalb der (Greifer-) Säule 102. - Ein drehbarer äußerer Halter 6 dient dazu, das Werkstück 2 - wie in
Fig. 4 gezeigt - während der Bestickung aufzunehmen und am unteren Rand zu halten. Der drehbare äußere Halter 6 ist so auf dem feststehenden inneren Ring 7 gelagert, dass eine Drehung des äußeren Halters 6 um den inneren feststehenden Ring 7 um den Winkel ω möglich ist. Dies kann beispielsweise dadurch erreicht werden, dass auf der Innenseite des äußeren Halters 6 eine umlaufende Nut eingearbeitet ist und auf der Außenseite des feststehenden Rings 7 Stege angebracht sind, die in die umlaufende Nut des Halters 6 eingreifen. Zur Realisierung der Drehung des äußeren Halters 6 um den Winkel ω um die Z-Achse dient der Antrieb 5. Die Übertragung der Antriebsenergie des Antriebs 5 auf den äußeren Halter 6 kann beispielsweise dadurch erreicht werden, dass auf der Innenseite des äußeren Halters 6 umlaufend ein Zahnkranz eingearbeitet ist und vom Antrieb 5 ein angetriebenes Zahnrad in diesen Zahnkranz eingreift und so die Drehbewegung überträgt. Erfindungsgemäß erlaubt diese Anordnung eine fortlaufende unbeschränkte Drehung des Werkstücks 2 um die Z-Achse. Dabei kann der Drehwinkel ω beliebige positive und negative Werte annehmen. - Durch die Realisierung der drei voneinander unabhängigen Winkelverstellungen Θ, µ und ω ist die erfindungsgemäße Bestickung des Werkstücks vorteilhaft in einer Aufspannung und über fast der gesamten Oberfläche des Werkstücks 2 sowie auch umlaufend möglich.
- Die
Figuren 5 ,6 und 7 zeigen jeweils verschiedene Positionen des Werkstücks 2 in Bezug zur Nadelposition. Somit ist eine fast vollflächige Bestickung eines dreidimensionalen Werkstücks 2 mittels des hier beschriebenen Bewegungsapparats möglich. - Besonders vorteilhaft wird verfahrensgemäß aus vorgegebenen Koordinatentripeln die jeweilige neue Position des Werkstücks 2 ermittelt und der mindestens eine Stickrahmen 1 mittels der Antriebe 3, 4, 5 derart gesteuert, dass die Positionierung des Werkstücks 2 um die Winkel Θ, µ, ω durchgeführt wird.
- Überdies kann es vorteilhaft sein, dass die Positionierung des Werkstücks 2 um die Winkel Θ, µ, ω aus fortlaufend übergebenen Koordinaten für jeden Stich der Bestickung schritthaltend errechnet und durchführt wird.
- Die Ansteuerung des Bewegungsapparats erfolgt vorzugsweise durch die Antriebe (Antriebsaggregate) 3, 4 und 5. Diese können elektromotorisch oder durch eine beliebige andere Antriebsenergie versorgt werden.
- Zur Steuerung der korrekten Bewegung der Antriebe 3, 4, 5 ist vorzugsweise eine Steuerung vorgesehen, die aus vorgegebenen Koordinatentripel die jeweilig neue Position des Werkstücks 2 ermittelt und mittels der Antriebe 3, 4, 5 einstellt. Durch Synchronisierung der Positionierung des Werkstücks 2 mit der Antriebsmechanik des Stickkopfs 101 wird erreicht, dass die Nadel erst nach erfolgter Positionierung des Werkstücks 2 in dieses eindringt und so einen Stich der Bestickung durchführt. Durch fortlaufende Verstellung des Werkstücks 2 und Einbringen der weiteren Stiche anhand der Auswertung der aufeinanderfolgenden Koordinatentripel erfolgt die Bestickung der kompletten Oberfläche des Werkstücks 2.
-
- 1
- Stickrahmen zur vollflächigen Bestickung mit Antrieben
- 2
- Werkstück (Kappe)
- 3
- Antrieb zur Winkelverstellung Θ
- 4
- Antrieb zur Winkelverstellung µ
- 5
- Antrieb zur Winkelverstellung ω
- 6
- Drehbarer äußerer Ring zur Aufnahme des Werkstücks
- 7
- Feststehender innerer Ring
- 8
- Verstrebung X-Richtung
- 9
- Verstrebung Y-Richtung
- 100
- Säulenstickmaschine mit Steuerung
- 101
- Stickkopf
- 102
- (Greifer-) Säule zur Aufnahme des Greifers
Claims (7)
- Verfahren zum Besticken von dreidimensionalen Werkstücken (2) unter Verwendung einer Stickmaschine (100), welche mindestens einen Stickkopf (101) zum Besticken und mindestens einen Stickrahmen (1) zur Positionierung des Werkstückes (2) umfasst,
dadurch gekennzeichnet, dass
das Werkstück (2) mittels des Stickrahmens (1) um mindestens zwei Winkel (Θ, µ, ω) in Bezug auf mindestens zwei Achsen (X, Y, Z), welche in Bezug auf die Bewegungsachse des Stickkopfes (101) stehen, zum Einbringen jedenfalls eines Stiches einer Stickerei in das Werkstück (2) positioniert wird. - Stickrahmen (1) zur Positionierung eines Werkstücks (2) zur Durchführung eines Verfahrens nach Anspruch 1,
dadurch gekennzeichnet, dass
der Stickrahmen (1) mindestens jeweils einen Antrieb (3, 4, 5) zur angetriebenen Positionierung des Werkstücks (2) um die mindestens zwei Winkel (Θ, µ, ω) umfasst. - Stickmaschine (100) zur Durchführung eines Verfahrens nach Anspruch 1, welche mindestens einen Stickkopf (101) zum Besticken und mindestens einen Stickrahmen (1) zur Positionierung des Werkstückes (2) nach Anspruch 2 umfasst.
- Stickmaschine nach Anspruch 3,
dadurch gekennzeichnet, dass
sie mehrere Stickrahmen (1) umfasst und jedem dieser mehreren Stickrahmen (1) jeweilig mindestens ein Stickkopf (101) zugeordnet ist. - Stickmaschine (100) nach einem der Ansprüche 3 oder 4,
dadurch gekennzeichnet, dass
sie (100) mindestens eine Säule (102) umfasst und dadurch als Säulenstickmaschine aufgebaut ist. - Verfahren zur Steuerung einer Stickmaschine (100) nach einem der Ansprüche 3 bis 5,
dadurch gekennzeichnet, dass
aus vorgegebenen Koordinatentripeln die jeweilige neue Position des Werkstücks (2) ermittelt und der mindestens eine Stickrahmen (1) mittels der Antriebe (3, 4, 5) derart gesteuert wird, dass die Positionierung des Werkstücks (2) um die Winkel (Θ, µ, ω) durchgeführt wird. - Verfahren zur Steuerung einer Stickmaschine (100) nach einem der Ansprüche 3 bis 6,
dadurch gekennzeichnet, dass
die Positionierung des Werkstücks (2) um die Winkel (Θ, µ, ω) aus fortlaufend übergebenen Koordinaten für jeden Stich der Bestickung schritthaltend errechnet und durchführt wird.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102023103349.2A DE102023103349B3 (de) | 2023-02-13 | 2023-02-13 | Verfahren zum Besticken von dreidimensionalen Werkstücken |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP4414492A1 true EP4414492A1 (de) | 2024-08-14 |
| EP4414492B1 EP4414492B1 (de) | 2025-08-27 |
Family
ID=89843310
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP24155611.7A Active EP4414492B1 (de) | 2023-02-13 | 2024-02-02 | Verfahren zum besticken von dreidimensionalen werkstücken |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20240271343A1 (de) |
| EP (1) | EP4414492B1 (de) |
| CN (1) | CN118480913A (de) |
| DE (1) | DE102023103349B3 (de) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5884572A (en) * | 1997-03-28 | 1999-03-23 | Brother Kogyo Kabushiki Kaisha | Curved workpiece fabric holder device rotary position adjusting mechanism for rotary frame for use in embroidery machine |
| DE4437021C2 (de) | 1993-10-08 | 2002-02-28 | Tokai Ind Sewing Machine | Näh-und/oder Stickmaschine |
| WO2004031467A1 (ja) * | 2002-10-03 | 2004-04-15 | Tokai Kogyo Mishin Kabushiki Kaisha | ミシン |
| WO2012150536A2 (en) * | 2011-05-03 | 2012-11-08 | Ciucani Mocassino Machinery S.R.L. | A base for sewing machines |
| JP2022015729A (ja) * | 2020-07-09 | 2022-01-21 | トヨタ自動車九州株式会社 | 水平釜ミシンの下糸自動交換装置及び交換方法 |
| US20220290346A1 (en) * | 2019-10-16 | 2022-09-15 | Honda Motor Co., Ltd. | Sewing method and device for same |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6439004B2 (ja) * | 2016-04-28 | 2018-12-19 | 株式会社松屋アールアンドディ | 縫製装置及び縫製方法 |
| JP2018171325A (ja) * | 2017-03-31 | 2018-11-08 | トヨタ自動車九州株式会社 | 縫製システム及び縫製システムの制御プログラム |
| IL275709B2 (en) * | 2018-01-12 | 2025-06-01 | Edwards Lifesciences Corp | Automated heart valve sewing |
-
2023
- 2023-02-13 DE DE102023103349.2A patent/DE102023103349B3/de active Active
-
2024
- 2024-02-02 EP EP24155611.7A patent/EP4414492B1/de active Active
- 2024-02-12 US US18/438,978 patent/US20240271343A1/en not_active Abandoned
- 2024-02-18 CN CN202410181487.1A patent/CN118480913A/zh active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4437021C2 (de) | 1993-10-08 | 2002-02-28 | Tokai Ind Sewing Machine | Näh-und/oder Stickmaschine |
| US5884572A (en) * | 1997-03-28 | 1999-03-23 | Brother Kogyo Kabushiki Kaisha | Curved workpiece fabric holder device rotary position adjusting mechanism for rotary frame for use in embroidery machine |
| WO2004031467A1 (ja) * | 2002-10-03 | 2004-04-15 | Tokai Kogyo Mishin Kabushiki Kaisha | ミシン |
| WO2012150536A2 (en) * | 2011-05-03 | 2012-11-08 | Ciucani Mocassino Machinery S.R.L. | A base for sewing machines |
| US20220290346A1 (en) * | 2019-10-16 | 2022-09-15 | Honda Motor Co., Ltd. | Sewing method and device for same |
| JP2022015729A (ja) * | 2020-07-09 | 2022-01-21 | トヨタ自動車九州株式会社 | 水平釜ミシンの下糸自動交換装置及び交換方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20240271343A1 (en) | 2024-08-15 |
| DE102023103349B3 (de) | 2024-04-18 |
| EP4414492B1 (de) | 2025-08-27 |
| CN118480913A (zh) | 2024-08-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE69126307T2 (de) | Bearbeitungssteuerungsgerät mit numerischer steuerung | |
| DE2533609C3 (de) | Vorrichtung zum selbsttätigen paarweisen Verlöten von Drähten auf Kontaktpositionen von Schaltungskarten und ähnlichen Trägern von Schaltungen | |
| EP3027354A2 (de) | Maschinenkonzept mit bearbeitungsmaschine | |
| DE60102023T2 (de) | Zweifach drehbarer spindelkopf für werkzeugmaschinen | |
| DE3534178A1 (de) | Verfahren zum betreiben einer numerisch gesteuerten werkzeugmaschine | |
| DE112007002134T5 (de) | Drehverfahren und Vorrichtung | |
| DE4118130A1 (de) | Fadenverarbeitende maschine, insbesondere stickmaschine mit einer faden-wechseleinrichtung | |
| DE102018108862A1 (de) | Biegevorrichtung mit Werkstückführung durch Mehrgelenkarmroboter | |
| DE19983601B4 (de) | Steuereinrichtung für eine automatische Nähmaschine | |
| DE102014113652A1 (de) | Werkzeugwechsler mit Abdeckungen | |
| DE102023103349B3 (de) | Verfahren zum Besticken von dreidimensionalen Werkstücken | |
| EP3582043B1 (de) | Verfahren, numerische steuereinrichtung sowie werkzeugmaschine zur bearbeitung eines werkstücks | |
| DE2560217C2 (de) | Automatische Nähmaschine | |
| DE69001703T2 (de) | Verfahren und geraet zur herstellung einer nute in einem werkstueck. | |
| DE2931845A1 (de) | Kopierfraesmaschine | |
| DE2047081A1 (de) | Nahmaschine | |
| EP3958075A1 (de) | Interpolationsdrehen mit variabler winkelgeschwindigkeit | |
| DE4322577C2 (de) | Näh- oder Stickmaschine mit mindestens einer Bohrvorrichtung | |
| DE102008053780A1 (de) | Einfassmaschine | |
| DE102007019521A1 (de) | Vorrichtung und Verfahren zum Überziehen eines Gegenstands, insbesondere zum Beledern eines Fahrzeuglenkrads | |
| DE2950934C2 (de) | Flexibles Fertigungssystem mit einer zentralen, eine vertikale Schaltachse und eine horizontale Werkzeug-Antriebsachse aufweisenden Revolverkopf-Bearbeitungseinheit | |
| EP0002063B1 (de) | Vorrichtung zur Erzeugung einer Auflichtanzeige auf einer zu bestückenden Leiterplatte | |
| EP1068385A1 (de) | Verfahren und vorrichtung zur herstellung von nähnähten | |
| CA3228965A1 (en) | Method for embroidering three-dimensional workpieces | |
| DE3345482A1 (de) | Mustererzeugungseinrichtung einer rechnergesteuerten naehmaschine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC ME MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20241028 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20250401 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20250605 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC ME MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502024000181 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20250827 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20251227 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20251127 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20251229 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250827 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250827 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250827 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20251128 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250827 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250827 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250827 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250827 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20251127 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250827 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250827 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250827 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20260301 Year of fee payment: 3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250827 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250827 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250827 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250827 |