EP4483738A2 - Gesichtsschutzmaske, verfahren zur herstellung von gesichtsschutzmasken und vorrichtung zur herstellung von gesichtsschutzmasken - Google Patents
Gesichtsschutzmaske, verfahren zur herstellung von gesichtsschutzmasken und vorrichtung zur herstellung von gesichtsschutzmasken Download PDFInfo
- Publication number
- EP4483738A2 EP4483738A2 EP24213643.0A EP24213643A EP4483738A2 EP 4483738 A2 EP4483738 A2 EP 4483738A2 EP 24213643 A EP24213643 A EP 24213643A EP 4483738 A2 EP4483738 A2 EP 4483738A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- elastic
- woven fabric
- mask
- continuous
- face protection
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images








Classifications
-
- A—HUMAN NECESSITIES
- A41—WEARING APPAREL
- A41D—OUTERWEAR; PROTECTIVE GARMENTS; ACCESSORIES
- A41D13/00—Professional, industrial or sporting protective garments, e.g. surgeons' gowns or garments protecting against blows or punches
- A41D13/05—Professional, industrial or sporting protective garments, e.g. surgeons' gowns or garments protecting against blows or punches protecting only a particular body part
- A41D13/11—Protective face masks, e.g. for surgical use, or for use in foul atmospheres
- A41D13/1107—Protective face masks, e.g. for surgical use, or for use in foul atmospheres characterised by their shape
- A41D13/1115—Protective face masks, e.g. for surgical use, or for use in foul atmospheres characterised by their shape with a horizontal pleated pocket
-
- A—HUMAN NECESSITIES
- A41—WEARING APPAREL
- A41D—OUTERWEAR; PROTECTIVE GARMENTS; ACCESSORIES
- A41D13/00—Professional, industrial or sporting protective garments, e.g. surgeons' gowns or garments protecting against blows or punches
- A41D13/05—Professional, industrial or sporting protective garments, e.g. surgeons' gowns or garments protecting against blows or punches protecting only a particular body part
- A41D13/11—Protective face masks, e.g. for surgical use, or for use in foul atmospheres
- A41D13/1161—Means for fastening to the user's head
-
- A—HUMAN NECESSITIES
- A41—WEARING APPAREL
- A41H—APPLIANCES OR METHODS FOR MAKING CLOTHES, e.g. FOR DRESS-MAKING OR FOR TAILORING, NOT OTHERWISE PROVIDED FOR
- A41H43/00—Other methods, machines or appliances
- A41H43/02—Handling garment parts or blanks, e.g. feeding, piling, separating or reversing
- A41H43/0235—Feeding or advancing
-
- A—HUMAN NECESSITIES
- A41—WEARING APPAREL
- A41H—APPLIANCES OR METHODS FOR MAKING CLOTHES, e.g. FOR DRESS-MAKING OR FOR TAILORING, NOT OTHERWISE PROVIDED FOR
- A41H43/00—Other methods, machines or appliances
- A41H43/04—Joining garment parts or blanks by gluing or welding ; Gluing presses
Definitions
- the present invention relates to a face protection mask and a method for producing face protection masks.
- the invention has been developed with particular regard to producing disposable surgical masks, however, the invention can also be used for producing face protection masks of other types, such as masks having a mask body to which at least one elastic element is fixed for its use.
- a widely used type of disposable surgical mask comprises a mask body, typically formed of a multilayer rectangular panel of non-woven fabric with a series of parallel folds, and two C-shaped elastic threads attached to opposite sides of the mask body, which form two loops for the ears that are placed around the user's ears to hold the mask body in position in front of the user's mouth and nose.
- Further known embodiments envisage the mask body being connected to elastic bands which - in use - are arranged around the back of the head and/or around the back of the neck.
- Another problem of the face protection masks according to the prior art is the difficulty of supplying the elastic threads used for producing the elastic loops for the ears.
- Another problem of the known solutions is that it is not possible to quickly and efficiently produce masks having elastic threads with different elastic properties.
- US2015238783A1 discloses a mask including a mask body and one or more elastic straps that are secured to the mask body on opposing sides.
- the elastic straps have an openwork construction and include a netting that has an array of polymeric strands periodically joined together at bond regions throughout the array.
- the present invention relates to a face protection mask according to claim 1 and a method for producing said protection masks according to claim 6 and aims to provide a face protection mask that can be produced with higher speeds than the face protection masks according to the prior art and that is not affected by problems of finding raw materials.
- the invention has the object of making face protection masks by processing the elastic bands directly in line, adapting the specific elastic characteristics according to the specific batch to be made each time.
- numeral 10 indicates a face protection mask according to an embodiment of the present invention.
- the mask 10 comprises a mask body 12 and at least one elastic band 14.
- the mask 10 comprises two elastic bands 14, each of which is adjacent to a respective major side of the mask body 12.
- the two elastic bands 14 are positioned at different heights on the user's head to keep the mask body 12 in position in front of the nose and mouth.
- the upper elastic band 14 is positioned on the nape and the lower elastic band 14 is positioned behind the user's neck.
- the mask 10 may comprise only one elastic band 14.
- the single elastic band 14 may have a greater width than each of the elastic bands 14 illustrated in Figures 1-3 , and can be arranged in a central area of the mask body 12.
- the single elastic band 14 may have a longitudinal cut that divides the elastic band into two branches that can be arranged at different heights on the user's head.
- the mask body 12 is formed by one or more layers of non-woven fabric. In an extended position, the mask body 12 has a flat shape elongated along a longitudinal axis A, and has two longitudinal edges 16 and two side edges 18.
- the mask body 12 may be constituted by three layers of non-woven fabric superimposed on each other.
- the inner layer may be made of a Thermal-Bond material, the intermediate layer of a Meltblown material and the outer layer of a Spunbond material.
- the mask body 12 has a series of folds 20 parallel to the longitudinal axis A that extend for the entire length of the mask body 12.
- the mask body 12 may comprise a nose clip 21 formed by a bar of plastically-deformable material, arranged parallel to the upper longitudinal edge 16 and having the object of shaping the upper edge of the mask body 12 around the user's nose.
- the nose clip 21 may, for example, consist of a thin metal bar coated with a plastic material, for example polyethylene.
- the nose clip 21 may be held inside a folded longitudinal edge 16 of the mask body 12.
- the folded longitudinal edge 16 may be attached to the outer face or the inner face of the mask body 12 by ultrasonic welding, glue or thermal welding.
- both longitudinal edges 16 of the mask body 12 can be folded and fixed to the outer face or the inner face of the mask body 12 by ultrasonic welding, glue or thermal welding.
- the mask body 12 has a rectangular shape wherein the two longitudinal edges 16 are straight and parallel to the longitudinal axis A, and the two side edges 18 are straight and perpendicular to the longitudinal axis A.
- the elastic bands 14 have the same length as the mask body 12.
- the longitudinal edges 16 and/or the transverse edges 18 can be non-straight, and can be shaped in various ways.
- the side edges 18 of the mask body 12 may have respective central recessed sections 22, with a C-shape facing outwards.
- the central recessed portions 22 of the side edges 18 are comprised between the two elastic bands 14.
- the elastic bands 14 have a length that is greater than the length of the central part of the mask body 12 comprised between the central recessed portions 22 of the side edges 18.
- Each elastic band 14 is parallel to the longitudinal axis A, and may have an outer longitudinal edge parallel and aligned with a corresponding longitudinal edge 16 of the mask body.
- the elastic bands 14 have respective opposite ends which are fixed to the mask body 12 along respective attachment areas 24', 24" located in the vicinity of the respective side edges 18 of the mask body 12.
- the attachment of the opposite ends of each elastic band 14 to the mask body 12 may be carried out by means of glue, ultrasonic welding or thermal welding.
- the attachment areas 24' of the lower elastic band 14 (the one located along the longitudinal edge 16 opposite to the one bearing the nose clip 21) have an extension in the longitudinal direction greater than the attachment areas 24" of the upper elastic band 14 (the one located along the longitudinal edge 16 carrying the nose clip 21).
- the lower elastic band 14, which in use is positioned on the user's neck has a lower effective length than the upper elastic band 14, which in use is positioned on the user's nape and must be lengthened to a greater extent than the lower elastic band 14.
- the attachment areas 24' of the lower elastic band 14 can extend substantially for the entire length of the section of the mask body 12 that extends laterally beyond the recessed part 22.
- the elastic bands 14 in addition to being fixed to the mask body 12 in the side attachment areas 24', 24" may also be fixed to the mask body 12 in intermediate areas between the side attachment areas 24', 24" by means of technical connecting points, for example, by means of technical welding points or by means of technical glue points, which form temporary connecting points intended to be interrupted with a weak release force. In this way, the elastic bands 14 remain adherent to the mask body 12 during production and packaging.
- the technical connecting points keep the elastic bands 14 neatly in the packaging and before use the technical connecting points can be easily detached.
- the elastic bands 14 are in a non-tensioned state. Therefore, in the extended configuration of the mask body 12, the elastic bands 14 do not apply any force to the mask body 12. This prevents the mask body 12 from assuming an arcuate shape at rest. Therefore, at rest, the mask body 12 has a planar configuration, which simplifies the production and packaging operations.
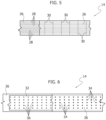
- Each elastic band 14 comprises two layers of non-woven fabric 26, and at least one elastic element sandwiched between the two layers of non-woven fabric 26.
- the two layers of non-woven fabric 26 of each elastic band 14 can be formed by a single sheet of non-woven fabric folded along a longitudinal edge.
- the layers of non-woven fabric 26 may be of Spunbonded-Meltblown-Spunbonded (SMS) material, or of Thermal Bond material, and may have a grammage measured according to the EDANA NWSP 130.1 regulation between 10 and 20 g/cm 2 , in particular, between 12 and 15 g/cm 2 .
- SMS Spunbonded-Meltblown-Spunbonded
- the layers of non-woven fabric 26 of the elastic bands 14 can be pleated.
- each elastic band 14 comprises a plurality of elastic threads 28, parallel to each other, fixed to the two layers of non-woven fabric 26 by joining lines 30.
- the joining lines 30 may have a transverse trend and are spaced apart from each other in the longitudinal direction.
- the joining lines 30 are formed by welding points that weld the two layers of non-woven fabric 26 together and anchor the elastic threads 28 to the two layers of non-woven fabric 26.
- the welding points are spaced apart from each other in a transverse direction by a distance smaller than the diameter of the non-tensioned elastic threads.
- the elastic threads 28 can be arranged between the two layers of non-woven fabric 26 in a tensioned state and, while the elastic threads 28 are tensioned, the two layers of non-woven fabric 26 are welded together by means of welding points arranged on opposite sides of the tensioned elastic threads 28, and spaced apart from each other by a distance smaller than the diameter of the non-tensioned elastic threads. When the tension of the elastic threads is released, the elastic threads remain anchored to the layers of non-woven fabric 26 at the welding points.
- the layers of non-woven fabric 26 may be welded together with a welding pattern comprising anchor welds spaced apart in a transverse direction by a distance less than the diameter of the non-tensioned elastic wires, and welds of containment spaced apart from each other in a transverse direction by a distance greater than the diameter of the non-tensioned elastic threads.
- the layers of non-woven fabric 26 can be fixed to each other by means of transverse glue lines spaced apart from each other in the longitudinal direction.
- the elastic threads 28 can be made of Lycra ® and may have a denier between 480 and 1500 dtex, or between 800 and 1200 dtex.
- each elastic band 14 comprises a laminar elastic element 32 arranged sandwiched between the two layers of non-woven fabric 26, and fixed thereto by means of a plurality of welding points 34, which join together the two layers of non-woven fabric 26 on opposite sides of the laminar elastic element 32.
- the welding points 34 may form corresponding through-holes 36 through the laminar elastic element 32 that make the elastic band 14 breathable.
- the laminar elastic element may consist of an elastic polyolefin film.
- Continuous flow apparatus means an apparatus in which the semi-finished products move continuously without pauses or stops until the finished product is obtained.
- the second forming unit 64 is configured to enclose at least one continuous elastic element 68 between two continuous layers of non-woven fabric 70.
- the continuous elastic element 68 can be formed by a plurality of continuous elastic threads parallel to each other or by a film of continuous laminar material.
- the second forming unit 64 may comprise two applicator rollers 72, which apply the two continuous layers of non-woven fabric 70 on opposite sides of the continuous elastic element 68.
- the continuous elastic element 68 may be fed to the applicator rollers 72 by means of a feeding device indicated schematically with 74, which can be configured to feed the continuous elastic element 68 in a tensioned state.
- the ultrasonic welding unit 82 is configured to attach the elastic bands 14 to the respective mask bodies 12 with a complete absence of elastic tension of the elastic bands 14.
- the cancellation of the elastic tension of the continuous elastic bands 66 is obtained by advancing the continuous elastic bands 66 upstream of the ultrasonic welding device 86 at a speed greater than the feed rate of the mask bodies 12.
- the difference between the feed rate of the continuous elastic bands 66 and that of the mask bodies 12 may be obtained by holding the continuous elastic bands 66 in contact with the outer surface of the anvil wheel 84, and by driving the anvil wheel 84 in rotation with a rotation speed such that the peripheral speed of the anvil wheel 84 is greater than the speed of advancement in the machine direction X of the continuous web of non-woven fabric 44.
- the apparatus 40 may comprise one or more conveyors 88 arranged between the slowing device 78 and the anvil wheel 84, and configured to guide the continuous elastic bands 66 towards the outer surface of the anvil wheel 84.
- Each of the conveyors 88 may comprise two closed-loop conveyor belts that tighten the elastic bands 66 together.
- the cutting unit 90 makes the cut along a cutting path including two straight portions at the elastic bands 66 and a closed loop path at the continuous sheet of non-woven fabric 44 between the two elastic bands 66.
- a scrap is formed with a shape corresponding to that of the closed-loop cutting path between each pair of masks 10 adjacent to each other.
- the scraps can be evacuated by means of a suction device.
- the continuous sheet of non-woven fabric 44 can be cut to form individual mask bodies 12 upstream of the welding unit 82.
- the continuous elastic bands 66 may be cut so as to form individual elastic bands 14 upstream or downstream of the welding device 86.
- the two wavy non-woven fabric sheets 70 are fixed together by welding or glue to anchor the elastic element 68 between the two wavy non-woven fabric sheets 70.
- a pleated elastic band 66 is thus obtained having the shape shown in Figure 16 .
- the forming unit 64 can be configured to form two elastic bands 66 parallel to each other.
- the continuous elastic element 68 can be fed between the two wavy non-woven fabric sheets 70 in a non-tensioned state.
- at the outlet of the forming unit 64 at least one pleated elastic band 66 is obtained wherein the elastic elements 68 are tension-free.
- the at least one elastic band 66 may be fed directly to the anvil wheel 84 without first passing through a slowing device 78.
- the continuous elastic element 68 can be fed between the two wavy non-woven fabric sheets 70 in a tensioned state. This can be achieved by operating the feeding device 74 so that it feeds the continuous elastic element 68 at a speed lower than the speed of the two wavy non-woven fabric sheets 70. In this way, at the outlet of the forming unit 64, at least one wavy elastic band 66 is obtained in which the elastic elements 68 are tensioned. This allows obtainment of elastic bands 66 wherein the undulations of the non-woven fabric sheets 70 are particularly compact.
- FIG 17 schematically illustrates a system that makes it possible to obtain two continuous elastic bands 66 starting from a single sheet of non-woven fabric 98.
- the non-woven fabric sheet 98 is cut in a longitudinal direction so as to form two longitudinal sections 100.
- a continuous elastic element 68 is applied that can be formed by a plurality of elastic threads 28 parallel to each other or by a laminar elastic film.
- Each continuous elastic element 68 occupies only one half of the respective longitudinal section 100.
- each longitudinal section 100 is folded around a longitudinal line 102 so as to enclose the continuous elastic element 68 between two layers of non-woven fabric formed by two overlapping halves of the longitudinal section 100.
- the apparatus not forming part of the present invention makes it possible to carry out a continuous cycle production process with a production speed in the order of 800-1000 pieces/1'.
- the apparatus not forming part of the present invention and the method according to the present invention allow production of the finished masks without any direct human contact with the products. It is, therefore, possible to pack the masks in sterile packages and ensure the absence of contamination.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Health & Medical Sciences (AREA)
- General Health & Medical Sciences (AREA)
- Physical Education & Sports Medicine (AREA)
- Respiratory Apparatuses And Protective Means (AREA)
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| IT102020000008890A IT202000008890A1 (it) | 2020-04-24 | 2020-04-24 | Mascherina di protezione facciale |
| IT102020000008908A IT202000008908A1 (it) | 2020-04-24 | 2020-04-24 | Mascherina di protezione facciale, procedimento e apparecchiatura per la produzione di mascherine di protezione facciale |
| IT102020000008899A IT202000008899A1 (it) | 2020-04-24 | 2020-04-24 | Procedimento per la produzione di mascherine di protezione facciale |
| PCT/IB2021/053283 WO2021214679A1 (en) | 2020-04-24 | 2021-04-21 | A face protection mask, a method for producing face protection masks and an apparatus for producing face protection masks |
| EP21726189.0A EP4138599A1 (de) | 2020-04-24 | 2021-04-21 | Gesichtsschutzmaske, verfahren zur herstellung von gesichtsschutzmasken und vorrichtung zur herstellung von gesichtsschutzmasken |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP21726189.0A Division EP4138599A1 (de) | 2020-04-24 | 2021-04-21 | Gesichtsschutzmaske, verfahren zur herstellung von gesichtsschutzmasken und vorrichtung zur herstellung von gesichtsschutzmasken |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP4483738A2 true EP4483738A2 (de) | 2025-01-01 |
| EP4483738A3 EP4483738A3 (de) | 2025-03-12 |
Family
ID=75954151
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP24213643.0A Pending EP4483738A3 (de) | 2020-04-24 | 2021-04-21 | Gesichtsschutzmaske, verfahren zur herstellung von gesichtsschutzmasken und vorrichtung zur herstellung von gesichtsschutzmasken |
| EP21726189.0A Pending EP4138599A1 (de) | 2020-04-24 | 2021-04-21 | Gesichtsschutzmaske, verfahren zur herstellung von gesichtsschutzmasken und vorrichtung zur herstellung von gesichtsschutzmasken |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP21726189.0A Pending EP4138599A1 (de) | 2020-04-24 | 2021-04-21 | Gesichtsschutzmaske, verfahren zur herstellung von gesichtsschutzmasken und vorrichtung zur herstellung von gesichtsschutzmasken |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US20230157388A1 (de) |
| EP (2) | EP4483738A3 (de) |
| WO (1) | WO2021214679A1 (de) |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20150238783A1 (en) | 2014-02-27 | 2015-08-27 | 3M Innovative Properties Company | Respirator Having Elastic Straps Having Openwork Structure |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3468748A (en) * | 1965-04-14 | 1969-09-23 | Johnson & Johnson | Nonwoven fabric with machine direction elasticity |
| US3575782A (en) * | 1967-05-19 | 1971-04-20 | Minnesota Mining & Mfg | Elastic shirred web product |
| US5385775A (en) * | 1991-12-09 | 1995-01-31 | Kimberly-Clark Corporation | Composite elastic material including an anisotropic elastic fibrous web and process to make the same |
| US5724677A (en) * | 1996-03-08 | 1998-03-10 | Minnesota Mining And Manufacturing Company | Multi-part headband and respirator mask assembly and process for making same |
| WO1997040890A2 (en) * | 1996-04-30 | 1997-11-06 | Procare, Inc. | Mask with elastic webbing |
| US6332465B1 (en) * | 1999-06-02 | 2001-12-25 | 3M Innovative Properties Company | Face masks having an elastic and polyolefin thermoplastic band attached thereto by heat and pressure |
| EP3904057B1 (de) * | 2016-09-30 | 2023-05-24 | Dukane IAS, LLC | Vorrichtung und verfahren zur herstellung eines elastischen vliesstoffes |
| DE102021107927A1 (de) * | 2021-03-29 | 2022-09-29 | Skylotec Gmbh | Schutzmaske und Verfahren zum Erhalten einer Schutzmaske |
-
2021
- 2021-04-21 WO PCT/IB2021/053283 patent/WO2021214679A1/en not_active Ceased
- 2021-04-21 EP EP24213643.0A patent/EP4483738A3/de active Pending
- 2021-04-21 EP EP21726189.0A patent/EP4138599A1/de active Pending
- 2021-04-21 US US17/920,421 patent/US20230157388A1/en active Pending
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20150238783A1 (en) | 2014-02-27 | 2015-08-27 | 3M Innovative Properties Company | Respirator Having Elastic Straps Having Openwork Structure |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2021214679A1 (en) | 2021-10-28 |
| US20230157388A1 (en) | 2023-05-25 |
| EP4483738A3 (de) | 2025-03-12 |
| EP4138599A1 (de) | 2023-03-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US11639282B2 (en) | Apparatus and method for applying parallel flared elastics to disposable products and disposable products containing parallel flared elastics | |
| CN102458337B (zh) | 用于制造包括非连续弹性线的弹性幅的方法和设备 | |
| US10377085B2 (en) | Device and method for forming ultrasonic welds on web materials in continuous movement | |
| CN106137542A (zh) | 制造吸收性卫生用品的方法和设备以及吸收性卫生用品 | |
| CN101166685B (zh) | 卷幅处理工艺及设备 | |
| EP4483738A2 (de) | Gesichtsschutzmaske, verfahren zur herstellung von gesichtsschutzmasken und vorrichtung zur herstellung von gesichtsschutzmasken | |
| US12257131B2 (en) | Method for producing an elastic composite web and elastic composite web | |
| US12397523B2 (en) | Method and apparatus for producing face protection masks | |
| IT202000008908A1 (it) | Mascherina di protezione facciale, procedimento e apparecchiatura per la produzione di mascherine di protezione facciale | |
| IT202000008890A1 (it) | Mascherina di protezione facciale | |
| IT202000008899A1 (it) | Procedimento per la produzione di mascherine di protezione facciale | |
| CN104797222A (zh) | 伸缩性片的制造装置及制造方法 | |
| JP6140443B2 (ja) | 伸縮性シートの製造装置、及び製造方法 | |
| US12370092B2 (en) | Plant and process for producing pull-up diapers | |
| EP4595936A1 (de) | Vorrichtung und verfahren zur herstellung elastischer segmente | |
| EP3533428B1 (de) | Vorrichtung zum auftragen von gummibänder auf einwegprodukte | |
| IT202000008881A1 (it) | Procedimento e apparecchiatura per la produzione di mascherine di protezione facciale, mascherina di protezione facciale e confezione di mascherine di protezione facciale | |
| JP6134512B2 (ja) | 伸縮性シートの製造装置、及び製造方法 | |
| HK1156834A1 (en) | An elastic composite having cross-directional elasticity and a system and method for making the elastic composite |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 4138599 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R079 Free format text: PREVIOUS MAIN CLASS: A41H0043000000 Ipc: A41D0013110000 |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: A41H 43/00 20060101ALI20250204BHEP Ipc: A41D 13/11 20060101AFI20250204BHEP |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20250418 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: A41D 13/11 20060101AFI20251015BHEP Ipc: A41H 43/00 20060101ALI20251015BHEP |
|
| INTG | Intention to grant announced |
Effective date: 20251028 |