Domaine technique
-
La présente invention se rapporte au domaine du contrôle et de la fabrication de pièces pour l'horlogerie. L'invention concerne plus particulièrement un procédé de contrôle et de fabrication de balanciers pour une pièce d'horlogerie, autrement appelés éléments inertiels.
Etat de la technique
-
Les mouvements de montres mécaniques sont régulés au moyen d'un régulateur mécanique comprenant un élément inertiel accouplé à un organe élastique de rappel (c'est-à-dire un composant déformable élastiquement chargé de rappeler l'élément inertiel dans une position neutre) et dont les oscillations déterminent la marche de la montre. De nombreuses montres comportent par exemple un régulateur comprenant un spiral comme organe élastique de rappel, monté sur l'axe d'un balancier supportant par ailleurs un balancier, le tout étant mis en oscillations entretenues grâce à un échappement et une ancre. La fréquence propre du couple balancier-spiral permet de réguler la montre et dépend notamment de la raideur du spiral et de l'inertie du balancier.
En effet, la fréquence f de l'organe régulateur formé par le spiral de raideur R accouplé à un balancier d'inertie I est donnée par la formule :
-
La géométrie et/ou le matériau déterminant l'inertie du balancier définissent également ses caractéristiques vibratoires intrinsèques, comme la fréquence propre et les fréquences de résonance de la pièce seule (également influencées par les conditions d'attache de la pièce).
-
Dans la présente demande, la fréquence propre d'un élément inertiel ou d'un couple élément inertiel/organe élastique de rappel est la fréquence à laquelle oscille ce système lorsqu'il est en évolution libre, c'est-à-dire sans force excitatrice.
-
Par ailleurs, une fréquence de résonance d'un système élastique (typiquement une pièce comme l'élément inertiel seul) soumis à une force excitatrice est une fréquence à laquelle on peut mesurer un maximum local d'amplitude de déplacement pour un point donné du système élastique. En d'autres termes, si le système élastique est excité avec une source d'excitation de fréquence variable au cours du temps, l'amplitude de déplacement suit une pente ascendante avant cette fréquence de résonance, et suit une pente descendante après, en tout point qui ne correspond pas à un noeud de vibration. Typiquement, lors d'un tel essai, l'enregistrement au cours du temps de l'amplitude de déplacement en fonction de la fréquence d'excitation présente au moins un pic d'amplitude de déplacement ou pic de résonance qui est associé ou qui caractérise la fréquence de résonance.
-
L'inertie d'un élément inertiel dépend typiquement des caractéristiques de son matériau (sa densité), ainsi que de ses dimensions. Le moment d'inertie I
gz d'un solide par rapport à un axe z passant par son centre de gravité est donné plus spécifiquement par :
avec :
- r, la distance d'un volume élémentaire à l'axe z
- Δm, la masse du volume élémentaire.
-
La fréquence propre de l'organe régulateur formé par le spiral de raideur R accouplé à un balancier d'inertie I est notamment proportionnelle à la racine carrée de la raideur du spiral et à l'inverse de la racine carrée de l'inertie Igz. La spécification principale d'un balancier est son inertie Igz, qui doit se trouver dans un intervalle bien défini pour pouvoir être appairé avec un ressort spiral, ayant une raideur donnée. Cette opération d'appairage est indispensable pour régler précisément la fréquence d'un oscillateur mécanique. Pour mesurer l'inertie d'un balancier, on peut accoupler avec un spiral de raideur connue et de référence, pour mesurer la fréquence d'oscillation. On peut aussi, selon la méthode Jaquerod et Defossez, accoupler un balancier à mesurer avec un oscillateur complet de référence d'inertie connue, qui présente un axe de balancier modifié avec un pivot supérieur allongé qui peut recevoir le balancier à mesurer. Une mesure de fréquence d'oscillation avec et sans le balancier à mesurer permet de déduire l'inertie du balancier à mesurer.
-
Ainsi, il n'est pas possible de mesurer aisément et rapidement l'inertie d'un balancier, sans devoir l'accoupler à un élément de référence, spiral ou oscillateur. Dans une production industrielle de balanciers, ceux-ci sont fabriqués par décolletage et leur inertie est mesurée par échantillonnage, afin de contrôler les dérives, notamment liées à l'usure des outils de coupe. La durée requise par les opérations de mesure peut entraîner des pertes de production, si un contrôle révèle un balancier en dehors des spécifications, tandis que la production continue pendant le contrôle. Il n'est pas non plus aisé de déterminer le moment à partir duquel les pièces produites ne sont plus dans les spécifications prévues.
-
Aussi, il existe un grand intérêt pour une nouvelle méthode de contrôle d'un élément inertiel ou d'une ébauche d'élément inertiel, qui puisse être menée sur l'élément inertiel seul ou sur une ébauche d'élément inertiel seul.
-
La présente invention a pour but de proposer une approche exempte des inconvénients ci-dessus, qui permette un flux de production plus rapide et/ou avec moins de risques de pollution(s), et/ou un échantillonnage plus important, et/ou une mesure plus précise de l'inertie.
Divulguation de l'invention
-
De façon plus précise, l'invention concerne un procédé de contrôle d'un élément inertiel, ou d'une ébauche d'un élément inertiel, d'un oscillateur horloger, l'élément inertiel ou l'ébauche d'élément inertiel devant présenter au moins une inertie prédéterminée et/ou au moins une fréquence de résonance prédéterminée, le procédé de contrôle comportant les étapes suivantes :
- a. appliquer à l'élément inertiel, ou à l'ébauche d'élément inertiel, une excitation vibratoire variable au cours du temps pour couvrir une plage fréquentielle prédéterminée,
- b. identifier au moins une caractéristique de fréquence de résonance, telle qu'un pic de résonance, de l'élément inertiel ou de l'ébauche d'élément inertiel, lors de l'excitation vibratoire sur la plage fréquentielle prédéterminée,
- c. soumettre à une machine de prédiction ladite au moins une caractéristique de fréquence de résonance identifiée à l'étape b. pour déterminer une inertie de l'élément inertiel ou de l'ébauche d'élément inertiel et/ou déterminer si une correction dimensionnelle de l'élément inertiel ou de l'ébauche d'élément inertiel est nécessaire pour obtenir l'inertie prédéterminée.
-
Le procédé selon la mise en oeuvre ci-dessus comprend une étape d'excitation vibratoire de l'élément inertiel ou de l'ébauche d'élément inertiel et la mesure d'une caractéristique d'une fréquence de résonance, pour en déduire ensuite par prédiction une inertie et/ou si une correction dimensionnelle est nécessaire. Il n'y a pas de montage avec un organe élastique de rappel ou un autre composant, ce qui permet de gagner du temps.
-
De plus, selon un mode de réalisation, la mesure peut être effectuée sur les éléments inertiels seuls ou les ébauches seul(es), ce qui limite les erreurs induites par d'autres composants ou leur montage, ainsi que des pollutions éventuelles. La précision de mesure est améliorée car il y a moins de sources de variabilité dues à d'autres composants ou à des pollutions. Autrement dit, l'élément inertiel ou l'ébauche d'élément inertiel est testé(e) seul(e). L'excitation vibratoire est appliquée à la pièce ou à l'ébauche unitaire, non accouplée à un quelconque ressort, ou élément élastique de rappel pour former un oscillateur. Le procédé permet de contrôler les pièces unitaires et éventuellement libres (c'est-à-dire des pièces avec au moins une portion libre, et à tout le moins des pièces non attachées à un quelconque mécanisme ou ressort), ce qui apporte au moins des avantages de gains de productivité (pas de montage avec un ressort d'un système oscillant), des gains de qualité (pas de pollution des pièces, ni de casse, et plus de pièces peuvent être testées dans le même budget), un gain de précision (pas d'erreur liée à d'autres composants d'un système oscillant).
-
De manière avantageuse, le procédé selon l'invention trouve à s'appliquer pour des éléments inertiels ou des ébauches d'éléments inertiels produits en lot sur une plaquette, notamment par des techniques de microfabrication. Une estimation ou mesure intermédiaire de l'inertie peut permettre de déterminer s'il faut prévoir ou quantifier une correction individualisée des éléments inertiels et/ou d'effectuer une telle correction individualisée des éléments inertiels, pouvant être produits sur une plaquette.
-
L'invention peut être ensuite définie avec les caractéristiques suivantes, prises individuellement ou en combinaison.
-
Selon un mode de réalisation, l'élément inertiel est un balancier d'un oscillateur horloger, et l'ébauche d'élément inertiel est une ébauche d'un balancier d'un oscillateur horloger.
-
En particulier, l'élément inertiel peut comprendre au moins :
- une serge ou une jante, et/ou
- un moyeu, et/ou
- une planche ou des rayons reliant le moyeu à la serge ou à la jante.
-
En particulier, l'élément inertiel peut comprendre au moins :
- une partie réalisée en silicium, et/ou
- une partie réalisée en métal, et/ou
- une partie formée par fabrication additive.
-
Selon un mode de réalisation, l'excitation vibratoire est appliquée à l'élément inertiel ou à l'ébauche d'élément inertiel ayant au moins une extrémité ou au moins une portion fixée à une plaquette ou à une pince. D'un point de vue mécanique, on peut considérer schématiquement que l'excitation vibratoire est appliquée à une masse (située au centre de gravité de l'élément inertiel) reliée à un référentiel (une pince de préhension pour un élément inertiel seul, ou le reste d'un substrat ou d'une plaquette pour une ébauche par exemple en silicium et pas détachée) par un ressort (le corps de l'élément inertiel). L'excitation vibratoire met en mouvement la masse suspendue reliée au châssis par le ressort (formé par le corps de l'élément inertiel). Selon un mode de réalisation, l'excitation vibratoire est appliquée à l'élément inertiel ou à l'ébauche d'élément inertiel ayant au moins deux portions fixées à une plaquette ou à une pince. Selon un mode de réalisation, l'excitation vibratoire est appliquée à l'élément inertiel ou à l'ébauche d'élément inertiel ayant au moins trois portions fixées à une plaquette ou à une pince.
-
On peut aussi noter que s'il est déterminé qu'il faut apporter une correction dimensionnelle à la pièce testée (ou à l'ensemble des pièces unitaires attachées à une même plaquette, ou encore aux pièces unitaires attachées à une zone d'une plaquette, incluant ou non la pièce testée), cela peut se faire sur la (ou les) pièce(s) unitaire(s) sans redémonter quoi que ce soit (on peut prévoir par exemple d'appliquer directement en sortie de test une opération d'ajout ou de retrait de matière). On peut donc prévoir d'apporter ou d'enlever de la matière sur la (ou les) pièce(s) unitaire(s) pour faire varier son inertie intrinsèque. Autrement dit, la correction dimensionnelle peut être effectuée sur la (ou les) pièce(s) unitaire(s), en changeant ses dimensions (typiquement la largeur et/ou l'épaisseur de parties de l'élément inertiel). On peut aussi prévoir de déposer de la matière sur des parties particulières (par déposition catalytique ou par dépôt physique par phase vapeur par exemple), ou d'enlever de la matière sur des parties particulières (par gravure chimique, par oxydation par exemple).
-
Le procédé selon la mise en oeuvre ci-dessus permet donc de tester des ébauches d'élément inertiel en cours de fabrication en limitant les risques de pollution ou d'erreurs de montage. Une correction dimensionnelle (de section, de hauteur et/ou d'épaisseur ou par apport ou retrait de matière) est alors possible. Le procédé selon la mise en oeuvre ci-dessus permet tout aussi bien de tester des éléments inertiels terminés pour par exemple effectuer un classement par incréments d'inertie, afin de prévoir un appairage avec un élément de rappel élastique (typiquement un ressort spiral) d'une classe particulière. Comme mentionné ci-dessus, dans le cas d'un oscillateur horloger, l'élément inertiel est accouplé à un organe élastique de rappel.
-
Bien entendu, la plage fréquentielle du spectre obtenu ne dépend pas que de la source d'excitation vibratoire mais aussi du capteur de l'instrument de mesure utilisé. Ainsi, la plage fréquentielle est liée à la fois à la plage fréquentielle d'excitation et à la plage fréquentielle sur laquelle l'instrument de mesure de l'amplitude d'oscillation (vibromètre ou autre) est sensible. Cependant, la plage fréquentielle d'excitation sera choisie de sorte à inclure au moins une fréquence de résonance de l'élément inertiel ou de l'ébauche testé(e).
-
La fréquence de résonance prédéterminée (fonction de l'inertie prédéterminée) que doit présenter l'élément inertiel une fois fini peut être une fréquence propre cible ou une fréquence de résonance cible, ou une plage de fréquence propre cible, ou une plage de fréquence de résonance cible définies par une tolérance autour d'une valeur cible. En tout état de cause, la fréquence de résonance prédéterminée que doit présenter l'élément inertiel une fois fini est fonction ou représente une inertie ou plus précisément le moment d'inertie de l'élément inertiel autour son axe de rotation une fois monté dans la pièce d'horlogerie. En particulier, la demanderesse s'est aperçue que l'on pouvait très précisément corréler le moment d'inertie de l'élément inertiel autour son axe de rotation une fois monté dans la pièce d'horlogerie avec au moins une fréquence de résonance observée lors de la mise en vibration de l'élément inertiel (ou de son ébauche) attaché à un châssis de mesure par une pince ou par de ponts avec une plaquette ou un substrat si la pièce est fabriquée par une technique de gravure (gravure du silicium par réaction ionique profonde par exemple).
-
La correction dimensionnelle prédite par la machine de prédiction peut être typiquement une correction de la section de parties formant l'élément inertiel ou l'ébauche d'élément inertiel, c'est-à-dire une correction soit de la hauteur, soit de l'épaisseur, soit les deux. On peut aussi prévoir de n'intervenir (ajouter / retirer de la matière) que sur certaines parties de l'élément inertiel, comme par exemple la serge.
-
Dans le procédé ci-dessus, la caractéristique d'une fréquence de résonance est une caractéristique de la réponse oscillatoire mesurée sur une plage fréquentielle prédéterminée, comprenant au moins une fréquence de résonance. Une telle caractéristique est typiquement identifiée après traitement d'un signal brut de mesure (par exemple mesure des amplitudes ou vitesses ou accélérations de déplacement de certains points de l'élément inertiel ou de l'ébauche d'élément inertiel), le traitement pouvant inclure par exemple une transformée de Fourier pour identifier des pics de résonance et donc des fréquences de résonance.
-
On peut noter que le procédé peut déterminer une inertie pour ensuite opérer un classement de la pièce, et/ou pour ensuite calculer/déduire un niveau de correction dimensionnelle à appliquer pour obtenir une inertie cible. On peut toutefois prendre uniquement en compte la fréquence de résonance identifiée pour directement calculer / déduire un niveau de correction dimensionnelle à appliquer pour obtenir une inertie cible.
-
Selon un mode de réalisation, à l'étape a, la plage fréquentielle est appliquée simultanément à une pluralité d'éléments inertiels ou d'ébauches d'élément inertiel. La rapidité est améliorée, car on peut typiquement imposer l'excitation vibratoire à une plaquette supportant plusieurs centaines d'ébauches d'élément inertiel, qui seraient par exemple encore attachées à la plaquette.
-
Selon un mode de réalisation, la plage fréquentielle est prédéterminée pour englober au moins une plage de fréquences :
- centrée sur la fréquence de résonance prédéterminée, et
- d'une étendue d'au moins 30% de la fréquence de résonance prédéterminée, c'est-à-dire ±15% de la fréquence de résonance prédéterminée. Par exemple, si la fréquence de résonance prédéterminée est de 20 kHz, alors la plage fréquentielle ira de 17000 Hz à 23000 Hz.
-
Selon un mode de réalisation, l'élément inertiel ou l'ébauche d'élément inertiel présente au moins deux fréquences de résonance prédéterminées, et la plage fréquentielle est prédéterminée pour couvrir au moins les deux fréquences de résonance prédéterminées. En couvrant ou balayant une large plage de fréquences, on peut mesurer plusieurs pics de résonance (ou fréquences de résonance), ce qui peut apporter une meilleure précision.
-
Selon un mode de réalisation, l'étape a comprend l'utilisation d'une source d'excitation vibratoire, telle qu'une source piézo-électrique, permettant d'induire ou imposer une excitation acoustique sur une plaquette (par exemple sa tranche) supportant l'ébauche d'élément inertiel, ou de manière préférée sur, ou encore sous l'élément inertiel ou l'ébauche d'élément inertiel à exciter spécifiquement.
-
Selon un mode de réalisation, la source d'excitation vibratoire peut être une source acoustique accouplée à un cône d'excitation choisi pour exciter au moins un élément inertiel ou une ébauche d'élément inertiel. Préférentiellement, si une plaquette supporte plusieurs ébauches d'élément inertiel, alors la source acoustique peut être accouplée à un cône d'excitation choisi pour exciter au moins une partie et de préférence la totalité des ébauches d'élément inertiel.
-
Selon un mode de réalisation, la source acoustique peut être choisie et/ou réglée pour générer l'excitation vibratoire variable au cours du temps pour couvrir la plage fréquentielle prédéterminée :
- avec une amplitude suffisante pour générer des vibrations de l'élément inertiel ou de l'ébauche d'élément inertiel d'amplitude suffisante pour être détectées par le moyen de mesure d'amplitude ou de vitesse ou d'accélération de déplacement d'au moins un point de l'élément inertiel ou de l'ébauche d'élément inertiel et/ou
- pendant une durée suffisante pour en déduire des spectres vibratoires de l'élément inertiel ou de l'ébauche d'élément inertiel.
-
Selon un mode de réalisation, l'étape a comprend l'utilisation d'une source d'excitation vibratoire, telle qu'un pot vibrant avec bobine traversée par un courant électrique et placée dans un champ magnétique. On peut prévoir un amplificateur électronique de forte puissance nécessaire à l'alimentation de la bobine, un accéléromètre et un contrôleur qui permettent d'asservir les vibrations.
-
Selon un mode de réalisation, l'étape b comprend l'utilisation d'un moyen de mesure optique, tel qu'un vibromètre laser par effet Doppler.
-
Selon un mode de réalisation, l'étape b est basée sur une mesure au cours du temps d'une amplitude ou d'une vitesse, ou encore d'une accélération de déplacement d'au moins un point de l'élément inertiel ou de l'ébauche d'élément inertiel, effectuée de préférence au moins partiellement pendant l'étape a.
-
Selon un mode de réalisation, l'étape b comprend :
- une étape d'identification d'une fréquence de résonance de l'élément inertiel ou de l'ébauche d'élément inertiel en fonction d'une déformée opérationnelle ou modale d'au moins un point de l'élément inertiel ou de l'ébauche d'élément inertiel. Une déformée opérationnelle ou modale est typiquement définie par une amplitude ou vitesse de déplacement ou encore d'une accélération et une direction d'oscillation (hors ou dans un plan particulier) en fonction de la fréquence d'excitation.
-
Selon un mode de réalisation, l'élément inertiel ou l'ébauche d'élément inertiel est contenu dans un plan de base, et l'étape b comprend :
- une étape b' de mesure d'une amplitude ou d'une vitesse ou d'une accélération de déplacement d'au moins un point de l'élément inertiel ou de l'ébauche d'élément inertiel selon une direction normale au plan de base, et/ou
- une étape b" de mesure d'une amplitude ou d'une vitesse ou d'une accélération de déplacement d'au moins un point de l'élément inertiel ou de l'ébauche d'élément inertiel selon une direction contenue dans le plan de base.
-
Les mesures de déplacements ou de vitesses selon plusieurs directions permettent de mieux identifier les pics et fréquences de résonance.
-
Selon un mode de réalisation :
- pour une première fréquence de résonance prédéterminée, seule l'étape b' de mesure d'un déplacement ou d'une vitesse d'au moins un point de l'élément inertiel ou de l'ébauche d'élément inertiel selon une direction normale au plan de base est effectuée,
et/ou - pour une deuxième fréquence de résonance prédéterminée, seule l'étape b" de mesure d'un déplacement ou d'une vitesse d'au moins un point de l'élément inertiel ou de l'ébauche d'élément inertiel selon une direction contenue dans le plan de base est effectuée.
-
Selon la fréquence de résonance, on peut choisir de mesurer dans une direction ou dans une autre, pour mesurer les plus grands déplacements ou vitesses possibles, de sorte à minimiser l'erreur de mesure. En effet, en fonction de la géométrie de l'élément inertiel ou de l'ébauche d'élément inertiel, le mode de vibration (typiquement la direction de vibration) en réponse à l'excitation vibratoire peut varier.
-
Selon un mode de réalisation, l'étape b comprend une étape de traitement du signal de mesure avec par exemple une transformée de Fourier, pour identifier des pics de résonance d'amplitude de déplacement ou de vitesse ou d'accélération, et/ou de phase, en fonction de la fréquence d'excitation.
-
Selon un mode de réalisation, l'étape b comprend :
- une étape d'identification d'un pic de résonance de l'élément inertiel ou de l'ébauche d'élément inertiel en fonction d'une amplitude ou d'une vitesse de déplacement d'au moins un point de l'élément inertiel ou de l'ébauche d'élément inertiel.
-
Selon un mode de réalisation, la fréquence de résonance est identifiée sur la base de la largeur du pic de résonance ou d'amplitude, à mi-hauteur de la valeur maximale du pic de résonance d'amplitude. Cette méthode de traitement permet de limiter les erreurs de calcul qui pourraient être effectuées en se basant uniquement sur l'identification de la position fréquentielle du pic défini par sa valeur maximale.
-
Selon un mode de réalisation, l'étape c comprend une étape de calcul d'une inertie de l'élément inertiel ou de l'ébauche d'élément inertiel. Le calcul de l'inertie permet de déterminer avec une précision améliorée une conformité, une classe de l'élément inertiel, et/ou si une correction dimensionnelle est nécessaire, et de quelle valeur doit être cette correction. De plus, cela permet aussi de pré-dimensionner ou de choisir un organe élastique de rappel pour accoupler l'élément inertiel une fois qu'il sera fini de fabriquer.
-
Selon un mode de réalisation, si une correction dimensionnelle est nécessaire, alors le procédé comprend une étape :
d. calculer, avec la machine de prédiction, la modification dimensionnelle (modification de section, de hauteur et/ou d'épaisseur, quantité de matière à ajouter, à retirer, endroit de la pièce où faire l'apport ou le retrait de matière) à appliquer à partir de la caractéristique de fréquence de résonance identifiée à l'étape b.
-
Selon un mode de réalisation, l'étape b comprend une pluralité de mesures au cours du temps d'une amplitude ou d'une vitesse, ou encore d'une accélération de déplacement chacune effectuée sur un point particulier et spécifique de l'élément inertiel ou de l'ébauche d'élément inertiel, effectuées de préférence au moins partiellement pendant l'étape a. Selon ce mode de réalisation, on peut prévoir de mesurer les déplacements, vitesses, accélération sur plusieurs points d'une même pièce (simultanément ou de manière séquentielle), par exemple pour identifier un balourd ou pour déterminer si une répartition de la masse de l'élément inertiel est homogène autour de l'axe de rotation de l'élément inertiel une fois monté dans la pièce d'horlogerie.
-
Selon un mode de réalisation, la machine de prédiction met en oeuvre une formule polynomiale pour prédire une inertie ou si une correction dimensionnelle est nécessaire. On peut par exemple effectuer une modélisation par régression linéaire.
-
Selon un mode de réalisation, la machine de prédiction met en oeuvre une classification effectuée par exemple par un réseau de neurones pour prédire une inertie ou si une correction dimensionnelle est nécessaire.
-
Selon un mode de réalisation, la machine de prédiction met en oeuvre une classification basée sur un partitionnement en k-moyennes ou en k-médianes pour prédire une inertie ou si une correction dimensionnelle est nécessaire.
-
Selon un mode de réalisation, l'ébauche d'élément inertiel étant formée sur une plaquette comprenant une pluralité d'ébauches d'élément inertiel réparties sur plusieurs secteurs de la plaquette,
- l'étape b comprend une étape consistant à identifier au moins une caractéristique d'une fréquence de résonance d'au moins une ébauche d'élément inertiel pour chaque secteur,
- et l'étape c comprend une étape consistant à déterminer une inertie de l'ébauche d'élément inertiel et/ou à déterminer pour les ébauches d'élément inertiel de chaque secteur si une correction dimensionnelle est nécessaire. La précision de la correction dimensionnelle (section, hauteur et/ou épaisseur) est améliorée en affinant l'analyse par secteurs de la plaquette.
-
Selon un mode de réalisation, le procédé de contrôle comprend une étape de calcul, avec la machine de prédiction, de l'inertie ou de la modification dimensionnelle à appliquer pour les ébauches d'élément inertiel de chaque secteur.
-
Selon un mode de réalisation, l'étape a comprend une étape consistant à modifier une direction d'excitation vibratoire au cours du temps, de préférence dans une direction pointant sur l'élément inertiel ou l'ébauche d'élément inertiel dont la caractéristique de fréquence de résonance est identifiée à l'étape b.
-
Selon un mode de réalisation, le procédé de contrôle comprend une étape préliminaire consistant à prendre en compte une géométrie et/ou une matière de l'élément inertiel ou de l'ébauche d'élément inertiel, et à ajuster une amplitude maximale de l'excitation vibratoire et/ou une plage de fréquence de la plage fréquentielle prédéterminée en fonction de la géométrie et/ou de la matière de l'élément inertiel ou de l'ébauche d'élément inertiel.
-
Selon un mode de réalisation, la plage fréquentielle s'étend sur une plage de fréquence allant de 0 Hz à 500 kHz, et/ou de 0 Hz à 100 kHz, et/ou de 100 kHz à 200 kHz, et/ou de 200 kHz à 300 kHz, et/ou de 300 kHz à 400 kHz, et/ou de 400 kHz à 500 kHz, de préférence de 5 kHz à 150 kHz, plus préférentiellement de 5 kHz à 100 kHz, et très préférentiellement de 10 kHz à 80 kHz. La demanderesse s'est aperçue que la précision de la prédiction pouvait être meilleure pour les pics ou fréquences de résonance situées sur une plage de fréquences élevées. En effet, si on s'attache à l'inertie, et en considérant la masse de l'élément inertiel, l'excitation et la mesure sont plus fiables et efficaces dans des gammes de fréquences hautes (par exemple entre 10 kHz et 100 kHz), si bien que la sensibilité et la précision sont meilleures sur cette plage particulière.
-
Selon un mode de réalisation, l'étape a et l'étape b sont répétées au moins plusieurs fois pour un même point de mesure de l'élément inertiel ou de l'ébauche d'élément inertiel.
-
Selon un mode de réalisation, l'étape a et l'étape b sont synchronisées. Une telle synchronisation procure la possibilité de détecter un déphasage, ou une atténuation, ou un couplage dont la prise en compte peut améliorer la précision de la prédiction, ou permettre de régler ou recaler la source d'excitation vibratoire.
-
Un deuxième aspect de l'invention est relatif à un procédé de fabrication d'un élément inertiel présentant au moins une inertie prédéterminée, comprenant les étapes consistant à :
- former au moins un élément inertiel ou une ébauche d'élément inertiel pour obtenir un élément inertiel ou une ébauche d'élément inertiel ayant une inertie et/ou une matière et/ou des dimensions comprises dans des tolérances prédéterminées nécessaires pour obtenir la fréquence de résonance prédéterminée,
- contrôler l'élément inertiel ou l'ébauche d'élément inertiel selon le procédé de contrôle du premier aspect.
-
Selon un mode de réalisation, le procédé de fabrication comprend une étape consistant à :
- corriger au moins une dimension de l'ébauche d'élément inertiel formée lors de l'étape a., selon le calcul de l'étape d., afin d'obtenir un élément inertiel présentant l'inertie prédéterminée.
-
On peut corriger les dimensions (la section, la hauteur et/ou l'épaisseur) par retrait ou par ajout de matière. On peut prévoir d'ajouter ou retirer une matière spécifique dans le cas d'une pièce composite. On peut prévoir d'ajouter ou retirer une matière spécifique à des endroits spécifiques de la pièce considérée (en particulier, on peut prévoir d'agir sur la serge de balancier, et/ou sur des zones périphériques de l'élément inertiel).
-
Selon un mode de réalisation, l'élément inertiel ou l'ébauche d'élément inertiel est formée en silicium, ou en verre, ou en céramique, ou en métal, ou en nanotubes de carbone. On peut en particulier tester des éléments inertiels conventionnels en métal (acier, alliage nickel-phosphore...). Dans ce cas, l'élément inertiel métallique est pincé ou pris en référence par un outillage qui le positionne en regard de la source d'excitation vibratoire et de l'appareil de mesure de déplacement.
-
Selon un mode de réalisation, l'ébauche d'élément inertiel est formée sur une plaquette, avec une pluralité d'autres ébauches d'élément inertiel.
-
Un troisième aspect de l'invention se rapporte à un procédé d'apprentissage d'une machine de prédiction pour mettre en oeuvre l'étape c du procédé de contrôle du premier aspect, comprenant les étapes consistant à :
- i- former des éléments inertiels ou des ébauches d'élément inertiel,
- ii- appliquer à chacun des éléments inertiels ou à chacune des ébauches d'élément inertiel une excitation vibratoire variable au cours du temps pour couvrir une plage fréquentielle prédéterminée,
- iii- identifier au moins une caractéristique d'une fréquence de résonance de chaque élément inertiel ou chaque ébauche d'élément inertiel lors de l'excitation vibratoire sur la plage fréquentielle prédéterminée,
- iv'- monter une pluralité d'éléments inertiels ou d'ébauches d'élément inertiel dans un mécanisme oscillant avec un organe élastique de rappel de référence (ayant une raideur connue) de sorte à mesurer pour chaque élément inertiel ou chaque ébauche d'élément inertiel une fréquence libre d'oscillation ou une inertie,
et/ou - iv"- modéliser dans un outil de simulation une pluralité d'éléments inertiels ou d'ébauches d'élément inertiel dans un mécanisme oscillant avec un organe élastique de rappel de référence de sorte à calculer pour chaque élément inertiel ou chaque ébauche d'élément inertiel une fréquence libre d'oscillation ou une inertie,
- v- fournir à la machine de prédiction, et pour chaque élément inertiel ou chaque ébauche d'élément inertiel:
- la caractéristique de la fréquence de résonance identifiée à l'étape iii- ;
- la fréquence libre d'oscillation ou l'inertie mesurée(s) à l'étape iv'- et/ou calculée(s) à l'étape iv"-.
-
Préférentiellement, il sera choisi d'utiliser un instrument de mesure suffisamment sensible sur la plage fréquentielle choisie, et en s'assurant que le comportement vibratoire de l'élément inertiel soit exploitable sur cette plage fréquentielle choisie.
-
Selon un mode de réalisation, l'étape iii- comprend une phase préliminaire d'identification de points de mesure de référence avec :
- la mesure d'un déplacement ou d'une vitesse de déplacement d'une pluralité de points prédéterminés de l'élément inertiel ou de l'ébauche d'élément inertiel,
- l'identification de noeuds parmi la pluralité de points prédéterminés, qui présentent à au moins une fréquence ou pic de résonance une amplitude de déplacement nulle ou inférieure à une première valeur de pic seuil,
- la sélection de points de référence à mesurer lors du contrôle parmi la pluralité de points prédéterminés, qui sont différents des noeuds identifiés, et qui de préférence présentent chacun un pic d'amplitude de déplacement supérieur à une deuxième valeur de pic seuil.
-
Une telle étape d'identification des points de référence permet d'éliminer les points ou les zones qui sont des noeuds (c'est-à-dire des points immobiles) à une ou plusieurs fréquences de résonance.
-
Selon un mode de réalisation, l'élément inertiel ou l'ébauche d'élément inertiel présente un rayon Ra défini entre une portion centrale libre (typiquement le centre du balancier, ou supporté lors du test vibratoire) et une portion périphérique encastrée, et au moins deux points de référence, et de préférence quatre points de référence sont choisis et localisés :
- dans une première zone à moins de 0.20 x Ra, ou
- dans une deuxième zone entre 0.05 x Ra et 0.30 x Ra, ou
- dans une troisième zone entre 0.35 x Ra et 0.65 x Ra, ou
- dans une quatrième zone entre 0.65 x Ra et 0.85 x Ra.
-
Le choix de ces zones garantit que les points dont les déplacements sont suivis présentent une amplitude de déplacement suffisante pour être mesurée correctement et avec une bonne précision.
-
Alternativement, on peut prévoir de ne mesurer les déplacements / mouvements / vibrations que sur un point particulier situé de préférence sur une zone de la pièce qui présente de grandes dimensions et/ou qui ne se déforme pas (ou de manière marginale par rapport aux déformations liées aux oscillations de l'élément inertiel). En particulier, on peut prévoir de pointer la mesure sur un point du moyeu ou de la serge de l'élément inertiel ou de l'ébauche d'élément inertiel. En effet, d'une part le moyeu ou la serge présente de grandes dimensions par rapport aux rayons ce qui rend la visée de l'outil de mesure plus facile, et d'autre part, le moyeu ou la serge peut être considérée indéformable lors de l'excitation vibratoire et tous les points du moyeu (ou éventuellement de la serge) présentent des déplacements / mouvements / vibrations similaires. En conséquence, la visée du point de mesure (d'une taille de 4 µm pour un capteur laser par exemple) sur le moyeu ou la serge sera plus aisée, et/ou une petite erreur de localisation du point de mesure sur le moyeu ou la serge aura peu de conséquences sur le résultat final. Par ailleurs, en ayant choisi un point particulier de mesure sur la pièce, on peut identifier et choisir une plage de fréquence particulière pour conduire la prédiction d'inertie.
-
Selon un mode de réalisation dans lequel plusieurs pièces encore attachées à un substrat ou à un outillage sont à tester en série, on peut prévoir :
- une étape de capture d'image des pièces à tester,
- une étape d'analyse de l'image pour par exemple reconnaître chaque type de pièce, et/ou la position et/ou l'orientation de chaque pièce,
- une étape de sélection d'un ou plusieurs points à mesurer pour chaque pièce, et/ou de sélection d'un spectre vibratoire d'excitation à imposer pour chaque pièce et/ou chaque point sélectionné,
- pour chaque pièce à tester, une étape de mise en position du substrat ou de l'outillage supportant les pièces à tester dans un appareil d'excitation vibratoire et de mesure. Selon cette mise en oeuvre, on peut automatiser l'excitation et la mesure dans le cas d'une plaquette qui porte encore les ébauches d'élément inertiel :
- une ou plusieurs images de la plaquette sont prises,
- une analyse automatique d'image est effectuée pour connaitre au moins la position X-Y de chaque pièce (on peut aussi faire une reconnaissance du type ou modèle de pièce),
- en fonction de la position et/ou de l'orientation et/ou du type de pièce reconnues, des points particuliers de mesure préétablis sont identifiés ou sélectionnés (par exemple sur le moyeu ou la serge), on peut aussi sélectionner un cycle d'excitation particulier en fonction du type de pièce ou d'un point particulier,
- avec par exemple un outillage qui porte la plaquette et qui comprend une table mobile en X-Y, chaque ébauche d'élément inertiel est successivement placée automatiquement en regard de la source d'excitation vibratoire et de l'appareil de mesure pour être testée en visant le bon point de mesure et en appliquant la bonne spécification d'excitation. Optionnellement, on peut effectuer une étape d'autofocus, c'est-à-dire d'un ajustement de la position relative selon z de la position de la tête du vibromètre, permettant d'obtenir l'image la plus nette possible de la pièce observée. Le faisceau laser est ainsi focalisé exactement sur la surface de la pièce, à la condition que les plans focaux du faisceau laser et de la caméra d'observation soient confondus, ou que leur décalage soit connu et compensé systématiquement.
-
Selon un mode de réalisation, en fonction du point de mesure sélectionné sur la pièce à tester et/ou en fonction de la fréquence d'excitation, et/ou en fonction du modèle de pièce à tester, on peut prévoir une étape consistant à donner une orientation particulière à la direction d'excitation et/ou à la direction de mesure. A cet effet, on peut choisir une direction d'excitation (ou une direction axiale de la source d'excitation vibratoire) perpendiculaire à la pièce à tester pour maximiser les déplacements perpendiculaires au plan formé par la pièce au repos. On peut choisir une direction d'excitation (ou une direction axiale de la source d'excitation vibratoire) inclinée par rapport à la pièce à tester pour maximiser des déplacements contenus dans le plan formé par la pièce au repos. En ce qui concerne la mesure, on peut choisir une direction de mesure (ou une direction axiale d'un faisceau laser de l'appareil de mesure) perpendiculaire à la pièce à tester pour maximiser la précision de mesure des déplacements perpendiculaires au plan formé par la pièce au repos. On peut choisir une direction de mesure (ou une direction axiale d'un faisceau laser de l'appareil de mesure) inclinée par rapport à la pièce à tester pour maximiser la précision de mesure des déplacements contenus dans le plan formé par la pièce au repos. Dans le cas d'une mesure selon un axe incliné, on peut prévoir un capteur de réception adapté pour recevoir le signal réfléchi, en fonction de la rugosité des pièces : pour des pièces « miroir » peu rugueuses, on peut prévoir un capteur de réception avec un cône de collection important (qui couvre de préférence au moins deux fois l'angle d'inclinaison), ou décalé, tandis que pour des pièces « rugueuses », on peut prévoir le capteur de réception confondu avec la source d'émission de lumière.
-
Selon un mode de réalisation dans lequel plusieurs pièces sont attachées à un substrat tel qu'une plaquette, on peut prévoir d'effectuer un échantillonnage en détachant une ou quelques pièces pour les tester de manière unitaire, et en déduire une fréquence d'excitation particulière à appliquer, et/ou un point de mesure particulier à utiliser, et/ou un domaine particulier du spectre vibratoire à prendre en compte pour en tirer la caractéristique de fréquence de résonance voulue. Autrement dit, cet échantillonnage préliminaire permet de tester dans de bonnes conditions des pièces seules (les erreurs de mesure et parasitages sont limités) pour choisir les meilleures conditions de test pour les pièces restées solidaires du substrat. Dans le cas de l'excitation de pièces attachées à un substrat, on peut prévoir d'exciter et mesurer la réponse du substrat, afin d'identifier et d'exclure par la suite les plages spectrales sur lesquelles celui-ci vibre.
Brève description des dessins
-
D'autres détails de l'invention apparaîtront plus clairement à la lecture de la description qui suit, faite en référence au dessin annexé dans lequel :
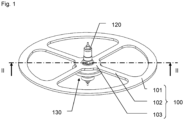
- La figure 1 représente une vue en perspective d'un élément inertiel,
- les figures 2A-2F sont une représentation simplifiée d'un procédé de fabrication d'un élément inertiel, ici un balancier, sur une plaquette,
- la figure 3 représente schématiquement la mise en oeuvre de l'évaluation de l'inertie d'ébauches d'élément inertiel par analyse vibratoire,
- la figure 4 représente un exemple de fréquences appliquées à une plaquette de silicium supportant des ébauches d'élément inertiel, pour imposer une excitation vibratoire,
- la figure 5 représente un exemple de mesure des amplitudes de déplacement d'un point d'une ébauche d'élément inertiel, en réponse à la plage fréquentielle imposée de la figure 4,
- la figure 6 représente en détail un pic de résonance identifié à une fréquence particulière sur la figure 5,
- la figure 7 représente des pics de résonance mesurés sur plusieurs pièces et superposés pour la fréquence particulière de la figure 6,
- la figure 8 représente un exemple modèle de prédiction construit à partir de données extraites de la figure 7.
Mode de réalisation de l'invention
-
la figure 1 représente une vue en perspective d'un élément inertiel 100 (ici un balancier) accouplé à un axe de balancier 120. L'axe de balancier 120 supporte un double plateau 130 de manière classique. Pour former un résonnateur ou un oscillateur, l'élément inertiel 100 monté sur son axe de balancier 120 doit encore être accouplé à un organe élastique de rappel, typiquement un ressort spiral, qui n'est pas représenté figure 1.
-
L'élément inertiel 100 comprend dans cet exemple une serge 101, des bras 102 et un moyeu central 103. L'élément inertiel 100 peut être réalisé en matière métallique, mais peut aussi être réalisé en matière non-métallique, comme par exemple en silicium, en carbone, en verre. On peut prévoir un élément inertiel 100 composite, c'est-à-dire formé de plusieurs matières : la serge 101 peut être revêtue d'une matière dense pour procurer une inertie particulière par exemple. On peut prévoir un élément inertiel 100 formé par un assemblage de plusieurs pièces. En particulier, on peut prévoir par exemple de fixer des masselottes sur la serge 101.
-
Dans le cas où l'élément inertiel 100 est en silicium, les figures 2A-2F sont une représentation simplifiée d'un procédé de fabrication d'un élément inertiel 100 sur une plaquette 10.
-
La plaquette 10 est illustrée à la figure 2A en tant que wafer SOI (« silicon on insulator ») et comprend un substrat ou « handler » 20 portant une couche d'oxyde de silicium (SiO2) sacrificielle 30 et une couche de silicium monocristallin 40. A titre d'exemple, le substrat 20 peut avoir une épaisseur de 500 µm, la couche sacrificielle 30 peut avoir une épaisseur de 2 µm et la couche en silicium 40 peut avoir une épaisseur de 120 µm à 500 µm. La couche de silicium monocristallin 40 peut avoir une orientation cristalline quelconque.
-
Une étape de lithographie est montrée aux figures 2B et 2C. Par « lithographie », on entend l'ensemble des opérations permettant de transférer une image ou motif sur ou au-dessus de la plaquette 10 vers cette dernière. En se référant à la figure 2B, dans ce mode de réalisation exemplaire, la couche 40 est recouverte d'une couche de protection 50, par exemple en une résine polymérisable. Cette couche 50 est structurée, typiquement par une étape de photolithographie utilisant une source de lumière ultraviolette ainsi que, par exemple, un photo-masque (ou un autre type de masque d'exposition) ou un système de stepper et réticule. Cette structuration par lithographie forme les motifs pour la pluralité d'éléments inertiels dans la couche 50, comme illustrée à la figure 2C.
-
Par la suite, dans l'étape de la figure 2D, les motifs sont usinés, notamment gravés, pour former la pluralité d'éléments inertiels 100 dans la couche 40. La gravure peut être effectuée par une technique de gravure ionique réactive profonde (également connue sous l'acronyme DRIE pour « Deep Reactive Ion Etching »). Après la gravure, la partie restante de la couche de protection 50 est subséquemment éliminée.
-
A la figure 2E, les d'éléments inertiels 100 sont libérés du substrat 20 en retirant localement la couche sacrificielle 30 voire en gravant tout ou partie du silicium du substrat ou handler 20. On obtient à ce stade des ébauches d'élément inertiel 100. Un lissage (non illustré) des surfaces gravées peut également avoir lieu avant l'étape de libération, par exemple par une étape d'oxydation thermique suivie par une étape de désoxydation, constituée par exemple de la gravure par voie humide à base d'acide fluorhydrique (HF). On peut aussi prévoir de former une couche d'oxyde de silicium sur les pièces.
-
La figure 2F montre un élément inertiel 100 avec, dans la coupe considérée, la serge 101 et le moyeu 103. On peut noter que les bras 102 relient évidemment la serge 101 et le moyeu 103 et sont dans un autre plan que le plan de coupe de la figure 2F. On peut noter également que l'élément inertiel 100 reste attaché à la plaquette 10 par des ponts non visibles sur la figure 2F.
-
La présente invention propose de déterminer au moins une inertie d'un échantillon d'éléments inertiels 100 sur la plaquette à l'étape 2E et si une correction géométrique des éléments inertiels 100 est nécessaire. Dans l'affirmative, la présente invention peut proposer de calculer précisément une épaisseur de matériau à modifier (à retirer ou à ajouter) pour obtenir les dimensions conduisant à obtenir l'inertie (réglant la fréquence propre et/ou les fréquences de résonance) correspondant à des valeurs cibles, selon une méthode plus performante que les méthodes de l'art antérieur.
-
Ainsi, l'invention propose de déterminer au moins une caractéristique d'une fréquence de résonance d'un échantillon d'éléments inertiels 100 par mesure vibratoire et appliquer une méthode prédictive (par exemple un modèle numérique ou une méthode de classification ou de catégorisation) pour relier le résultat de ladite mesure vibratoire à l'inertie des éléments inertiels 100 et/ou à la correction géométrique nécessaire.
-
On exploite ainsi les propriétés modales de l'élément inertiel 100 encore attaché à la plaquette 10. Lors d'une phase d'apprentissage, et par une approche analytique et numérique, il est possible de mettre en place une machine de prédiction de l'inertie en établissant un modèle prédictif reliant les dimensions (notamment l'épaisseur) et/ou l'inertie à certaines fréquences (fréquence propre ou fréquences de résonance associées à un pic de résonance ou à une largeur à mi-hauteur) spécifiquement choisies.
-
Une fois la phase d'apprentissage terminée (une fois les modes à exploiter ainsi que les fréquences d'excitation déterminées), il est possible de passer à une phase de prédiction et d'utiliser la machine de prédiction en exploitant le modèle prédictif pour contrôler les éléments inertiels 100 d'une plaquette produite, afin de prédire leur inertie, et/ou effectuer une classification et/ou déterminer si une correction des dimensions est nécessaire, et le cas échéant, calculer ou prédire la correction exacte à apporter aux dimensions des éléments inertiels 100 (par retrait si l'ébauche est réalisée avec des dimensions supérieures aux dimensions finales requises, ou par ajout de matière si l'ébauche est réalisée avec des dimensions inférieures aux dimensions finales requises, par exemple).
-
Ainsi, il est possible d'intégrer le procédé de contrôle dans un procédé de fabrication pour corriger si nécessaire les caractéristiques vibratoires des éléments inertiels 100 (fréquence propre et/ou fréquences de résonance, et/ou inertie) pour obtenir une fréquence propre d'oscillation particulière et prédéterminée, une fois les éléments inertiels 100 chacun accouplés à un organe élastique de rappel d'un mécanisme de montre donné.
Excitation vibratoire
-
La mesure de la réponse vibratoire des éléments inertiels 100 permet de déduire au moins une caractéristique d'une fréquence de résonance, comme par exemple une valeur d'une fréquence de résonance (un pic de résonance). Dans le détail, on doit d'abord imposer une excitation vibratoire à la plaquette. Plusieurs options sont offertes :
- a. Mesures dans le domaine fréquentiel :
- 1- Utiliser une source piézo-électrique (ou toute autre source d'excitation vibratoire - par exemple un électroaimant - permettant d'induire ou imposer une excitation vibratoire comme une excitation acoustique) sur la tranche de la plaquette 10, sur, ou sous l'ébauche d'élément inertiel 100 à exciter spécifiquement (préférentiel) qui excite à une fréquence particulière f0 (excitation mono-fréquentielle continue). Dans cette variante, l'excitation est entretenue.
- 2- En variante, on peut aussi utiliser la source piézo-électrique (ou toute autre source d'excitation vibratoire - par exemple un électroaimant - permettant d'induire ou imposer une excitation vibratoire comme une excitation acoustique) sur la tranche de la plaquette 10, sur, ou sous l'ébauche d'élément inertiel 100 à exciter spécifiquement (préférentiel) qui excite à une fréquence variable dans le temps pour couvrir une plage fréquentielle prédéterminée, allant par exemple de 0 à 500 kHz, de préférence de 0 à 100 kHz, de préférence de 5 kHz à 100 kHz, de préférence de 5kHz à 80 kHz, et de préférence de 10 kHz à 80 kHz. La totalité de la plage fréquentielle peut être balayée ou couverte dans un intervalle de temps pouvant aller d'une fraction de seconde à quelques secondes. Par exemple, on peut prévoir de balayer ou couvrir la plage de fréquences de la plage fréquentielle en moins de 0.5 s, moins de 1 s, ou moins de 1.5 s. Dans cette variante, la fréquence d'excitation change de manière continue ou selon un profil variable.
- b. Mesures dans le domaine temporel : utiliser un marteau d'excitation (ou toute autre source d'excitation vibratoire permettant d'induire une excitation vibratoire impulsionnelle, voire une excitation acoustique impulsionnelle) sur la tranche de la plaquette 10, sur, ou sous l'élément inertiel 100 à exciter spécifiquement (préférentiel) qui donne une impulsion acoustique la plus courte possible (excitation impulsionnelle multi-fréquentielle). Dans cette variante, l'excitation est ponctuelle et non entretenue.
-
Par ailleurs, les mesures peuvent être effectuées en suivant un échantillonnage particulier, par exemple selon une gamme d'échantillonnage de 4, 2 ou 1 Hz. En effet, la résolution pour traiter les données d'acquisition selon par exemple une transformée de Fourier dépend directement de la durée et de la fréquence de cette acquisition.
-
Par ailleurs, on peut choisir une fréquence d'échantillonnage du signal d'au moins 200 kHz si la plage fréquentielle s'étend jusqu'à 100 kHz par exemple.
-
D'une manière générale, on peut prévoir enfin de changer la direction d'excitation, c'est-à-dire la direction des mouvements imposés par la source d'excitation vibratoire (on peut imposer des vibrations selon une ou plusieurs direction(s) axiale(s), et faire évoluer cette ou ces direction(s) dans le temps). Dans le cas où on excite une plaquette 10 comprenant une pluralité d'ébauches d'élément inertiel 100, on peut prévoir de régler la direction des vibrations de sorte à pointer sur l'un ou l'autre des éléments inertiels 100, en fonctions des mesures d'amplitude de déplacement décrites ci-dessous.
-
Enfin, on peut prévoir d'accoupler la source acoustique à un cône divergent dirigé vers les ébauches d'élément inertiel 100 à exciter, et de régler la source acoustique pour émettre un signal d'excitation avec une amplitude suffisante pour imposer une excitation vibratoire de la ou des ébauches d'élément inertiel 100 et ayant une amplitude suffisante pour être détectée et mesurée de manière précise par les instruments de mesure choisis.
Mesure d'amplitude ou de vitesse, ou accélération de déplacement
-
Durant l'excitation, on enregistre, via un moyen de mesure adapté, l'amplitude et la phase (par rapport à la source d'excitation vibratoire) d'oscillation dans les 3 directions X, Y (dans le plan) et Z (hors plan) de l'élément inertiel excité spécifiquement. De manière non limitative, on peut citer les moyens de mesures possibles suivants :
- Méthodes optiques par interférométrie :
- a. Par effet Doppler 3D (vibromètre laser par effet Doppler),
- b. Holographique,
- Méthodes optiques stroboscopiques,
- Profilométrie confocale chromatique haute résolution temporelle,
- Réflectométrie optique :
- a. Analyse de vibration par déflection de faisceau sur détecteur multi-cadrans ou caméra,
- b. Analyse par analyse temporelle type TCSPC,
- Méthodes acoustiques par ultrason par effet Doppler.
-
La figure 3 représente de manière schématique une plaquette de silicium 10 sur laquelle sont formées une pluralité d'ébauches d'élément inertiel 100. Une source d'excitation vibratoire 300 est accouplée à la plaquette 10, de sorte à pouvoir imposer une excitation vibratoire. En conséquence, chaque ébauche d'élément inertiel 100 va entrer en vibration, et un vibromètre laser 200, ici focalisé sur un point de l'ébauche d'élément inertiel 100 de droite va pouvoir mesurer au cours du temps les amplitudes de vibration du point de mesure. On peut prévoir de mesurer les déplacements selon une direction normale au plan de la plaquette 10, mais on peut tout aussi bien mesurer les déplacements selon une ou plusieurs directions contenues dans le plan de la plaquette 10. On peut bien sûr prévoir une source d'excitation vibratoire 300 détachée ou décollée de la plaquette 10 pour générer une excitation acoustique de tout ou partie des ébauches d'élément inertiel 100.
-
Une fois un point particulier étudié, on peut déplacer le vibromètre laser 200 sur un autre point de mesure de l'ébauche d'élément inertiel 100, ou passer à une autre ébauche d'élément inertiel 100 de la plaquette 10. Bien entendu, on peut alternativement déplacer l'ébauche d'élément inertiel 100 par rapport au vibromètre laser.
-
La figure 4 représente un exemple d'excitation vibratoire au cours du temps. Dans l'exemple donné, la fréquence d'excitation varie au cours du temps, entre 0 Hz et 50 kHz, et on peut imposer une succession de fronts montants, chacun espacé d'une période de repos sans excitation. Pour chaque point de mesure sur l'ébauche d'élément inertiel 100, on peut imposer une pluralité de front montants (entre 2 fronts montants et 60 fronts montants), chacun durant entre 0.5 s et 2 s par exemple.
Sélection de points de référence à mesurer
-
En ce qui concerne la mesure d'amplitude de déplacement, pendant la phase d'apprentissage, on peut prévoir une étape consistant à identifier des points de l'élément inertiel 100 pour lesquels la réponse vibratoire est significative. En effet, dans le cas d'un élément inertiel auquel une vibration est imposée, surtout si la fréquence varie au cours du temps, la réponse vibratoire va faire apparaître sur l'élément inertiel 100 des noeuds, c'est-à-dire des points particuliers de l'élément inertiel 100 dont l'amplitude de déplacement est faible ou nulle. Si une mesure de déplacement est effectuée sur un point de l'élément inertiel qui s'avère être un noeud à une ou plusieurs fréquence(s) particulière(s), l'identification de caractéristiques de fréquences de résonance sera affectée négativement.
-
Ainsi, il est avantageux de prévoir une étape préliminaire de mesure de déplacement sur une pluralité de points prédéterminés de l'élément inertiel 100, par exemple au moins une dizaine de points prédéterminés, de préférence au moins une vingtaine de points prédéterminés, et très préférentiellement au moins une trentaine de points prédéterminés. On peut prévoir de sélectionner les points prédéterminés agencés sur un repère orthonormé X-Y dans le plan de l'élément inertiel.
-
A l'issue de cette étape préliminaire de mesure d'amplitude sur les points prédéterminés, on peut prévoir d'identifier pour chaque point de mesure des fréquences de résonance, et ensuite une étape de sélection de points de référence pour lesquels la mesure d'amplitude de déplacement au cours de l'excitation montre qu'ils ne sont pas des noeuds à ces fréquences de résonance. Autrement dit, les noeuds identifiés présentent, à au moins une fréquence de résonance, une amplitude de déplacement nulle ou inférieure à une première valeur de pic seuil, et ces points formant des noeuds sont écartés des points de référence à considérer pour les mesures ultérieures. On peut aussi noter que les points de référence peuvent être différents en fonction de la position de l'ébauche d'élément inertiel 100 sur la plaquette 10.
-
Typiquement, on peut considérer qu'au moins deux points de référence seront sélectionnés, et de préférence au moins quatre points de référence seront sélectionnés. Dans le cas où l'élément inertiel 100 présente un rayon Ra et se trouve ancré ou encastré sur la plaquette 10 par un pont, on peut sélectionner de préférence quatre points de référence choisis et localisés :
- dans une première zone à moins de 0.20 x Ra (par exemple sur le moyeu 103), ou
- dans une deuxième zone entre 0.05 x Ra et 0.30 x Ra (par exemple sur les bras 102), ou
- dans une troisième zone entre 0.35 x Ra et 0.65 x Ra (par exemple sur les bras 102, surtout si ces derniers n'ont pas une section transversale constante), ou
- dans une quatrième zone entre 0.65 x Ra et 0.85 x Ra (par exemple sur la serge 101).
Aussi, les points de référence peuvent être choisis pour être éloignés de la partie ancrée sur la plaquette 10 et peuvent présenter naturellement une capacité de déplacement oscillatoire importante, ce qui assure une meilleure précision de la mesure de déplacement.
-
Par ailleurs, on peut aussi mesurer les déplacements d'un point du corps de la plaquette, et/ou d'un point de la source d'excitation vibratoire, pour identifier ou mesurer par exemple un décalage de phase ou une atténuation vibratoire, ou encore une résonance issue d'un couplage vibratoire ou bien de la plaquette 10. Ces mesures complémentaires permettent de s'assurer que les pics identifiés sont bien ceux de l'élément inertiel seul. On peut également synchroniser la mesure d'amplitude de déplacement et l'excitation vibratoire.
Détermination des caractéristiques vibratoires
-
On a alors plusieurs scénarios en fonction du domaine choisi préalablement pour l'excitation :
- a. Mesures dans le domaine fréquentiel
- 1- variante avec excitation entretenue :
- i. Intégrer temporellement l'amplitude et la phase d'oscillation suffisamment longtemps pour avoir une bonne résolution spectrale à la fréquence d'excitation f0,
- ii. Décaler la fréquence d'oscillation de delta f pour exciter à la fréquence f0 + Δ f et répéter l'étape i d'intégration,
- iii. Reconstruire les spectres d'amplitude et de phase d'oscillation en fonction de la fréquence d'excitation (possiblement avec plusieurs pics à plusieurs fréquences).
- 2- variante avec excitation dont la fréquence varie au cours du temps :
- i. Enregistrer temporellement l'amplitude et la phase d'oscillation au cours du balayage fréquentiel de la plage fréquentielle,
- ii. Réitérer l'étape i- au moins une fois, de préférence au moins trois fois,
- iii. Reconstruire les spectres d'amplitude et de phase d'oscillation en fonction de la fréquence d'excitation (possiblement avec plusieurs pics à plusieurs fréquences).
- b. Mesures dans le domaine temporel :
- i. Enregistrer le déplacement temporel du point de mesure selon X, Y et Z sur une durée suffisamment longue de manière à obtenir un signal suffisamment représentatif, comme par exemple quelques secondes.
- ii. On peut choisir d'enregistrer le signal pour en faire un signal de référence à comparer avec d'autres signaux mesurés sur d'autres pièces. On peut aussi choisir de faire un traitement du signal de type transformée de Fourier pour identifier des fréquences de résonance dans le signal enregistré.
-
En conséquence, on peut identifier au moins un pic de résonance pour chaque ébauche d'élément inertiel ou chaque élément inertiel excité, et il est proposé de déterminer la fréquence de résonance non pas sur la base du sommet du pic de résonance, c'est-à-dire sur l'amplitude maximum, mais plutôt sur une zone de la courbe située entre 25% et 75% de la valeur d'amplitude maximale du pic de résonance, par exemple à partir de sa largeur à mi-hauteur. En effet, cette méthode de traitement qui se focalise sur une partie de la courbe entre 25% et 75% de la valeur d'amplitude maximale du pic de résonance permet de limiter les erreurs dues à la singularité du point d'amplitude maximum et aux calculs d'approximation pour reconstruire la partie sommitale du pic de résonance. La zone de la courbe située entre 25% et 75% de la valeur d'amplitude maximale du pic de résonance présente une meilleure précision que la partie supérieure à 75% (typiquement le pic), ce qui offre une meilleure précision sur la fréquence exacte de résonance déterminée. On peut prendre par exemple le milieu du segment reliant les deux points à mi-hauteur du pic de résonance pour déterminer la fréquence de résonance associée au pic en question.
-
La figure 5 représente un exemple de spectre vibratoire pour un point d'une ébauche d'élément inertiel 100 de la figure 1 ou 3, reconstruit à partir des mesures d'amplitude de déplacement du point de mesure considéré en réponse à l'excitation vibratoire de la figure 4, entre 15 kHz et 65 kHz. On peut noter la présence de trois pics d'amplitude, à environ 25 kHz, 37 kHz, et 53 kHz. Bien que cela ne soit pas représenté, on peut typiquement identifier entre 10 et 30 pics d'amplitude si l'excitation vibratoire balaye une plage de fréquence comprise entre 0 Hz et 50 kHz. Chaque pic d'amplitude possède une fréquence de résonance, et les amplitudes maximales varient fortement.
-
La figure 6 représente en détail le traitement que l'on peut faire sur un pic d'amplitude, celui à 37.5 kHz par exemple. Le but est de trouver la fréquence de résonance et de lui donner une valeur aussi précise que possible. Au lieu de baser ce traitement sur la valeur maximale du pic, la demanderesse s'est aperçue qu'une meilleure précision pouvait être atteinte en déterminant la longueur du segment reliant la partie montante et la partie descendante de la courbe, à mi-hauteur du pic. La fréquence de résonance étant typiquement la valeur au milieu de ce segment. Cependant, on peut effectuer une interpolation sur des points au voisinage du pic de résonance pour améliorer la précision, et décaler le point choisi sur le segment, qui ne sera pas le milieu, en particulier si la position réelle du pic de résonance est décalée par exemple en raison de la fréquence d'échantillonnage choisie.
-
La figure 7 représente, pour l'exemple d'un pic d'amplitude à 37 kHz environ, les pics d'amplitudes construits pour une dizaine d'ébauches d'élément inertiel 100 testées. On peut noter que d'une ébauche d'élément inertiel à l'autre, la position en fréquence du pic d'amplitude varie (de 37 kHz à 38 kHz environ), et que l'amplitude maximale de déplacement varie dans un rapport de 1 à 5 environ. Les sommets de pics d'amplitude n'étant pas vraiment symétriques, il apparaît judicieux de déterminer la fréquence de résonance sur la base de la largeur du pic à mi-hauteur.
Détermination de l'inertie et/ou des dimensions réelles des éléments inertiels testés
-
Pour établir un modèle de prédiction qui puisse recevoir en entrée les caractéristiques vibratoires (typiquement une fréquence de résonance) et donner en sortie une inertie et/ou une correction dimensionnelle, il faut, lors de la phase d'apprentissage, fournir les données relatives à l'inertie réelle et/ou les dimensions réelles des éléments inertiels testés pour les relier aux fréquences de résonance de la figure 7 par exemple. Aussi, à cet effet, on peut prévoir de mesurer concrètement une fréquence propre d'oscillation d'un système spiral - balancier dans un environnement similaire à celui d'un mécanisme de montre particulier.
-
Selon une alternative, on peut finir de fabriquer les éléments inertiels testés, afin de les monter ou les accoupler avec un organe élastique de rappel de référence (de raideur connue) de manière individuelle pour mesurer ici encore une fréquence propre d'oscillation du couple organe élastique de rappel de référence - élément inertiel.
-
On peut passer par une étape intermédiaire de détermination de l'inertie de chaque élément inertiel, et ensuite déterminer l'inertie et/ou les dimensions réelles des éléments inertiels testés. En d'autres termes, il est possible de déterminer la fréquence propre ou une fréquence de résonance et ensuite l'inertie ou les dimensions de l'élément inertiel en analysant les oscillations libres d'un élément inertiel couplé à un organe élastique de rappel de référence. Dans cette approche, un laser pointé sur les bras du balancier enregistre les temps de passage des bras du balancier ou d'un détrompeur. On en déduit alors une estimation de la période, puis de la fréquence et enfin l'inertie et/ou les dimensions réelles. Les données recueillies sont essentiellement des nuages de points des instants de passage.
-
D'autre part, on peut prévoir d'estimer par simulation une fréquence propre et/ou une fréquence de résonance et/ou l'inertie pour chaque élément inertiel ou ébauche d'élément inertiel testé sur la plaquette. À cet effet, on peut effectuer des mesures dimensionnelles de chaque élément inertiel ou ébauche d'élément inertiel testé pour reconstruire par modélisation numérique la pièce en question afin de simuler par calcul numérique sa réponse vibratoire au spectre imposé, et de trouver par ailleurs l'inertie de l'élément inertiel ou de l'ébauche d'élément inertiel.
-
Une approche par tomographie 3D par rayon X à haute résolution permettrait d'extraire des nuages de points donnant la densité de matière 3D des éléments inertiels, et, moyennant une reconstruction des images adaptée, une cartographie de la section des éléments inertiels. Ces différents types de données permettent de déduire les dimensions des éléments inertiels et d'estimer l'inertie des éléments inertiels par une approche géométrique combinée à une pesée et/ou en connaissant la densité du matériau des éléments inertiels.
-
Une autre approche consiste à analyser les oscillations forcées d'un élément inertiel accouplé à un organe élastique de rappel de référence et à un échappement. Une mesure laser des temps de passage des bras du balancier (nuages de points), telle que présentée plus haut, permet de mesurer la fréquence et d'en déduire l'inertie. Une alternative peut être envisagée à partir d'une acquisition acoustique (micro de type Witschi) qui enregistre les chocs des différentes phases de fonctionnement du système échappement/ancre. Les données mesurées sont soit des nuages de points des instants de passage des bras du balancier, soit l'évolution temporelle du niveau de pression acoustique. Ces types de données expérimentales permettent de déduire la période, puis la fréquence, ensuite l'inertie et enfin les dimensions du barreau de l'élément inertiel.
Établissement du modèle de prédiction
-
Lors de la phase d'apprentissage, les mesures d'amplitudes d'oscillations sont effectuées sur des éléments inertiels physiques, et des fréquences de résonance sont identifiées (voir la figure 7 par exemple). Afin de pouvoir ultérieurement relier les fréquences de résonance mesurées sur des éléments inertiels à des inerties et/ou des corrections de dimension à apporter, il faut prévoir une phase de corrélation au cours de laquelle un modèle prédictif est construit.
-
Les opérations décrites ci-dessus (mesures vibratoire, identification des pics de résonance, largeur de bande à mi-hauteur et sa valeur milieu ou corrigée, détermination de l'inertie et/ou des dimensions des éléments inertiels) permet d'alimenter une base de données pouvant mettre en relation la position de l'élément inertiel sur la plaquette, des spectres ou périodes d'oscillation ou largeur de bande à mi-hauteur et sa valeur milieu ou corrigée avec les inerties et/ou dimensions effectives de l'élément inertiel. Comme vu ci-dessus, cette base de données peut être construite à partir de simulations numériques sur un modèle par éléments finis de l'élément inertiel. Ces simulations permettent de générer des spectres ou périodes d'oscillation de références associés des inerties. Cette base de données peut également être complétée par des mesures expérimentales en mesurant des spectres de vibrations, périodes d'oscillation et les positions d'éléments inertiels sur la plaquette ainsi que leurs inerties associées. L'un des avantages de cette approche réside dans le fait que la base de données d'apprentissage s'enrichit au fur et à mesure des essais. Ceci peut permettre d'avoir un modèle adaptatif selon les plaquettes et les éléments inertiels et contribue à la réduction de l'écart-type en inertie sur les plaquettes.
-
Cette base de données peut servir à bâtir un modèle de prédiction, et plusieurs solutions sont offertes.
-
On peut construire un modèle numérique, par exemple polynomial, pour calculer, en fonction d'une valeur de fréquence de résonance, une dimension réelle, une correction dimensionnelle ou une inertie réelle.
-
On peut aussi effectuer une catégorisation en effectuant un partitionnement en k-moyennes des données d'entrée (les résultats des mesures vibratoires, typiquement la fréquence des pics de résonance) et des données de sortie (l'inertie, et/ou les dimensions des éléments inertiels) et de les relier entre elles pour établir une correspondance.
-
On peut également prévoir de traiter les images des pics de résonance par un réseau de neurones, par exemple un perceptron, pour effectuer une classification selon des inerties ou des dimensions des éléments inertiels, les classes pouvant être définies par des incréments de valeurs.
-
En résumé, la phase d'apprentissage comprend une phase de test (excitation des éléments inertiels ou des ébauches d'élément inertiel avec mesure des caractéristiques vibratoires pour reconstruire un spectre vibratoire et identifier des fréquences de résonance). Une phase de mesure des inerties et/ou des dimensions des éléments inertiels est également effectuée. Une fois les données d'entrée (les fréquences de résonance) et les données de sortie (les inerties et/ou les dimensions des éléments inertiels) pour un échantillon significatif disponible, la phase de construction du modèle de prédiction peut être effectuée.
-
On peut noter qu'il peut être avantageux de vérifier que le modèle de prédiction établi présente une bonne sensibilité, c'est-à-dire que pour deux valeurs d'entrées différentes, le modèle donne deux valeurs de sortie distinctes. La demanderesse s'est aperçue que la sensibilité du modèle de prédiction n'était pas la même pour tous les pics de résonance. En particulier, on peut se référer à la figure 8 qui représente une construction graphique de la formule de prédiction établie avec les données de la figure 7, où on peut noter un coefficient directeur est 0.0034 mg.cm2/Hz et une ordonnée à l'origine de -114.46 mg.cm2 pour les pics de résonance situés autour de 37kHz.
-
D'une part, la demanderesse s'est aperçue que le coefficient directeur pouvait être plus grand pour les fréquences de résonance élevées, ce qui procure une meilleure sensibilité de prédiction, pour prédire des valeurs d'inertie ou de correction dimensionnelles distinctes, même à partir de valeurs de fréquences de résonance proches. Il est avantageux de prévoir, lors de la phase d'apprentissage, une étape de comparaison de la sensibilité de la prédiction pour vérifier / confirmer qu'il est préférable de considérer et choisir certains pics de résonance aux fréquences élevées (par exemple au-delà de 10 kHz, de préférence au-delà de 20 kHz) pour prédire ensuite de manière la plus précise possible une inertie et/ou une correction dimensionnelle en fonction de la réponse vibratoire mesurée.
-
D'autre part, la demanderesse s'est aussi aperçue que même pour des fréquences de résonance proches, les modes de résonance (notamment les modes de déformation et/ou de déplacement des éléments inertiels) pouvaient différer de manière significative, ce qui peut également affecter la sensibilité de la prédiction d'inertie et/ou de correction dimensionnelle. Il est avantageux de prévoir, lors de la phase d'apprentissage, une étape de comparaison de la sensibilité de la prédiction pour choisir de considérer ultérieurement telle ou telle fréquence de résonance et pas une autre pour prédire de manière la plus précise possible une inertie et/ou une correction dimensionnelle en fonction de la réponse vibratoire.
-
Des remarques ci-dessus relatives à l'étude de la sensibilité de la prédiction, on peut prévoir, lors de la phase d'apprentissage, de classer les différents pics de résonance identifiés selon la sensibilité de prédiction de l'inertie et/ou de la correction dimensionnelle. On peut prévoir ensuite de définir la plage fréquentielle d'excitation (qui sera appliquée pendant une phase de prédiction pure) pour inclure au moins un ou plusieurs pics ou fréquences de résonance qui donne(nt) la meilleure sensibilité. Ainsi, imposer une excitation vibratoire variable sur la plage fréquentielle ainsi prédéterminée va garantir de pouvoir faire une prédiction précise pour le pic de résonance identifié ou des prédictions pour chacun des pics de résonance identifiés, qui se recoupent ou se confortent.
-
De manière générale, la phase d'apprentissage permet de choisir soit des pics de résonance aux fréquences élevées et/ou des pics de résonance qui correspondent à des modes de résonance particuliers permettant de prédire des valeurs précises et fiables, et la plage fréquentielle sera prédéterminée pour inclure au moins un pic de résonance et de préférence plusieurs, pour pouvoir faire soit une seule prédiction aussi précise que possible, soit plusieurs prédictions (une par pic de résonance jugé intéressant) pour effectuer ensuite des recoupements, des moyennes ou encore des recalages des valeurs prédites.
-
On peut par exemple prévoir de prédire plusieurs valeurs d'inertie ou de corrections dimensionnelles à partir de plusieurs pics ou fréquences de résonances, et ensuite calculer une valeur définitive, en effectuant, à partir des valeurs prédites, une moyenne pondérée en attribuant des poids à chaque valeur prédite, chaque poids étant déterminé en fonction de la sensibilité identifiée pour chaque pic ou fréquence de résonance correspondant(e).
-
Alternativement et de manière préférée, on peut prévoir de n'avoir qu'un seul modèle qui prend tous les pics ou fréquences de résonance en entrée et qui renvoie l'inertie ou la correction dimensionnelle, la phase d'apprentissage du modèle servant précisément à calculer les pondérations sur les pics ou fréquences de résonance d'entrée.
Phase de prédiction
-
Une fois la phase d'apprentissage terminée, on peut passer à une phase de prédiction, par exemple lors d'un procédé de contrôle des éléments inertiels. On peut typiquement effectuer le procédé de contrôle sur des ébauches d'élément inertiel réalisées sur une plaquette et encore attachées à cette plaquette, de sorte à estimer l'inertie et/ou les dimensions des éléments inertiels de l'échantillon, afin de déterminer si une correction dimensionnelle est à apporter.
-
Une fois le modèle entrainé, la procédure de contrôle à déployer est la suivante :
- 1) Repérage de la position de l'élément inertiel sur la plaquette, mesure vibratoire des spectres ou période d'oscillation (comme décrit plus haut),
- 2) Prédiction de l'inertie et/ou des dimensions de l'élément inertiel par application du modèle prédictif,
- 3) Déterminer si une correction dimensionnelle est nécessaire pour atteindre la fréquence propre ou l'inertie cible.
-
Lors du procédé de contrôle, il est possible aussi de quantifier la correction exacte à apporter, de sorte que le procédé de fabrication peut inclure, en plus du contrôle ci-dessus :
- 1) Connaissant l'inertie effective de l'élément inertiel estimée selon le modèle et l'inertie cible et/ou les dimensions cibles : appliquer la dose de correction nécessaire.
Réitérer l'étape 1) et l'étape 2) du procédé de contrôle pour contrôler l'inertie / les dimensions de l'élément inertiel et confirmer que les valeurs cibles sont atteintes, à un seuil de tolérance près, ou répéter ces étapes et la correction dimensionnelle jusqu'à ce que l'inertie/dimension prédite par le modèle atteigne les valeurs cibles.
Échantillonnage
-
On sait qu'on réalise plusieurs centaines d'éléments inertiels sur une plaquette et que les dimensions des éléments inertiels réalisés peuvent varier selon les régions de la plaquette. Si l'évaluation d'inertie peut être effectuée sur un seul élément inertiel, en pratique, elle sera effectuée sur un échantillon d'éléments inertiels, répartis sur la plaquette.
-
A partir des évaluations effectuées, les corrections peuvent être effectuées pour toute la plaquette de manière homogène, ou bien différenciées par région, si les résultats obtenus varient d'un élément inertiel à un autre. On peut ainsi réduire l'écart-type de la dispersion des inerties sur une même plaquette. Par ailleurs, si on connait les inerties de tous les éléments inertiels par application du modèle, on peut déterminer la correction optimale permettant de réduire la dispersion globale.
-
On peut même envisager d'aller jusqu'à une évaluation de tous les éléments inertiels de la plaquette, notamment avec une évaluation vibratoire, car celle-ci est très rapide à effectuer.
-
On peut prévoir une fabrication d'éléments inertiels présentant des dimensions initiales plus grandes que les dimensions cibles et l'étape de correction peut consister alors à retirer de la matière (par dissolution contrôlée en fonction du temps, par oxydation contrôlée en fonction du temps...). Alternativement on peut également prévoir de réaliser des éléments inertiels présentant des dimensions ou une masse plus petites que les dimensions ou que la masse cibles et l'étape de correction peut consister alors à ajouter de la matière (par revêtement contrôlé en fonction du temps...).
-
La méthode, consistant à identifier des fréquences de résonance en imposant une excitation vibratoire sur les ébauches d'élément inertiel seules permet de rapidement obtenir des données de mesure, sans devoir par exemple faire des opérations de montage avec un organe élastique de rappel, tout en limitant les erreurs de mesure car seule l'ébauche d'élément inertiel est testée (il n'y a pas d'erreur pouvant être liée à l'organe élastique de rappel, comme sa raideur, sa position de montage, sa longueur libre, des pollutions etc.).