EP4574444A1 - Vorrichtung und verfahren zur mechanischen mattierung von fasen an dekorpanelkanten sowie dekorpaneel mit mechanisch mattierter fase - Google Patents
Vorrichtung und verfahren zur mechanischen mattierung von fasen an dekorpanelkanten sowie dekorpaneel mit mechanisch mattierter fase Download PDFInfo
- Publication number
- EP4574444A1 EP4574444A1 EP23217740.2A EP23217740A EP4574444A1 EP 4574444 A1 EP4574444 A1 EP 4574444A1 EP 23217740 A EP23217740 A EP 23217740A EP 4574444 A1 EP4574444 A1 EP 4574444A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- bevel
- embossing
- decorative panel
- matted
- pressure
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44B—MACHINES, APPARATUS OR TOOLS FOR ARTISTIC WORK, e.g. FOR SCULPTURING, GUILLOCHING, CARVING, BRANDING, INLAYING
- B44B5/00—Machines or apparatus for embossing decorations or marks, e.g. embossing coins
- B44B5/0047—Machines or apparatus for embossing decorations or marks, e.g. embossing coins by rolling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44B—MACHINES, APPARATUS OR TOOLS FOR ARTISTIC WORK, e.g. FOR SCULPTURING, GUILLOCHING, CARVING, BRANDING, INLAYING
- B44B5/00—Machines or apparatus for embossing decorations or marks, e.g. embossing coins
- B44B5/02—Dies; Accessories
- B44B5/026—Dies
Definitions
- the present invention relates to a device and a method for mechanically matting bevels on a decorative panel edge.
- the invention relates to a device and a method for inline matting of bevels on a profile edge of a decorative panel.
- the present invention relates to a mechanically matted bevel on a decorative panel and to a decorative panel with a mechanically matted bevel.
- the term "decorative panel” refers to wall, ceiling, door, or floor panels that feature a decorative pattern applied to a carrier plate.
- Decorative panels are used in a variety of ways, both in the interior design of rooms and for the decorative cladding of buildings, for example, in trade fair construction.
- One of the most common uses for decorative panels is as floor coverings or for cladding ceilings, walls, or doors. These decorative panels often feature a pattern and surface structure intended to imitate a natural material.
- Decorative panels usually consist of a carrier or core made of a solid material, for example a wood-based material such as a medium-density fiberboard (MDF) or high-density fiberboard (HDF), a wood-plastic composite material (WPC) or a mineral-plastic composite material (MPC), which is provided on at least one side with a decorative layer and a cover layer and optionally with further layers, for example a wear layer arranged between the decorative layer and the cover layer.
- MDF medium-density fiberboard
- HDF high-density fiberboard
- WPC wood-plastic composite material
- MPC mineral-plastic composite material
- the decorative layer is usually applied to a printing substrate arranged on the substrate, which can be formed, for example, from a paper layer.
- Decorative panels are typically profiled at their edges.
- the resulting profiles are suitable for connecting decorative panels to one another, thus creating a mechanically connected surface that corresponds to a multiple of a single decorative panel.
- the corresponding connecting profiles can be designed as a single piece or to accommodate a separate connecting element.
- Chamfers are often incorporated into the upper edge of the connecting profile closest to the decorative layer to create a more pleasing visual appearance and, in particular, to visually minimize any height offset that may occur at the connection point between adjacent decorative panels.
- This chamfer can encompass a wear-resistant layer applied to the decorative panel, the decorative layer, and/or the carrier.
- Appropriate bevels can be introduced into the decorative panel edge, for example, by milling, cutting, pressing or compacting the corresponding area.
- thermoplastic layer for example made of PVC
- a wear layer it is also known to use a Part of the topcoat layer is removed from the edge of the plate to create a depressed edge in the form of a bevel that extends below the printing level. Such a bevel can then be covered with a separate decorative coating. Such a bevel can create the impression of inauthenticity and detract from an otherwise well-executed replica on the top of the plate.
- WO 2006/066776 It is known to create a bevel by deforming the substrate, with the print and the wear layer, in this case, for example, a thermosetting wear layer, extending continuously from the central upper surface of the panels above the aforementioned bevel.
- the production of such a bevel is complex.
- the present invention is primarily aimed at cutting tools that make it possible to obtain an alternative coated panel which, according to various preferred embodiments, offers a solution to the problems encountered with the cutting tools and/or coated panels of the prior art.
- Decorative panels according to the invention preferably comprise a substrate or carrier and a decorative cover layer, wherein the aforementioned decorative cover layer comprises a decorative print and a transparent wear layer and/or wear protection layer provided thereon.
- the bevel is formed by a recessed edge region on at least one edge, wherein both the aforementioned decorative print and the aforementioned wear layer and/or wear protection layer extend continuously from a central surface of the decorative panel across the bevel.
- the present invention is based on the problem that in many decorative panels, the bevels often shine, which may make the visual impression of the joint between two adjacent panels less pleasing.
- Many attempts are made to achieve a more pleasing visual appearance of the bevels by coating or varnishing them with a separate coating agent and/or varnish.
- this solution is not feasible due to the use of an additional material. costly and time-consuming.
- coating and/or painting can result in so-called overspray, whereby the coating agent and/or paint not only gets onto the beveled area to be treated, but also onto the rest of the decorative panel. This, in turn, can lead to visual detriment, which can ultimately result in the rejection of the corresponding panels, which in turn leads to increased production costs.
- the object of the present invention is to provide a device and a method with which the visual appearance of bevels on decorative panels can be improved without applying additional coatings and/or varnishes. Furthermore, the object of the present invention is to provide a corresponding bevel for a decorative panel and a decorative panel equipped with a corresponding bevel.
- the invention proposes a device for mechanically matting a bevel on the edge of a decorative panel, comprising an embossing roller, an angle straightening unit, a pressure straightening unit, and a conveying device for conveying the decorative panel in a conveying direction, wherein the embossing roller has an embossed structure on its surface, wherein the embossing roller can be aligned by means of the first position straightening units with regard to its relative angle ⁇ to the bevel to be matted and wherein the pressure of the embossing roller on the bevel to be matted can be adjusted by means of the pressure straightening unit.
- chamfers introduced into the edge of a decorative panel can be mechanically can be modified to avoid gloss build-up.
- the device according to the invention can be used to mechanically structure the surface of the bevel with a fine structure, which allows a reduction in the degree of gloss (expressed as a reflectometer value R ⁇ ) to a value ⁇ 40, preferably ⁇ 30, more preferably ⁇ 20, in particular ⁇ 15. This can significantly improve the visual impression of the bevel, and the edge area of a decorative panel acquires an overall more natural visual appearance.
- the embossing roller has an embossing structure of knurling type RAA (knurling with axially parallel grooves), RBL (left-hand knurling), RBR (right-hand knurling), RGE (left-right knurling, raised tips (fishing skin)), RGV (left-right knurling, recessed tips), RKE (cross knurling, raised tips), RKV (cross knurling, recessed tips), or RTR (circular knurling (continuous)).
- RAA knurling with axially parallel grooves
- RBL left-hand knurling
- RBR right-hand knurling
- RGE left-right knurling, raised tips (fishing skin)
- RGV left-right knurling, recessed tips
- RKE cross knurling, raised tips
- RKV cross knurling, recessed tips
- RTR circular knur
- the embossing roller can have a cross knurling, left-hand knurling, right-hand knurling, or left-right knurling as the embossing structure.
- the knurling can have a pitch T in a range of 0.8 mm ⁇ T ⁇ 0.05 mm, in particular in a range of 0.6 mm ⁇ T ⁇ 0.1 mm, such as 0.5 mm.
- the device has a plurality of embossing rollers arranged one behind the other in the conveying direction.
- the embossing rollers have different or identical embossing structures. If the embossing rollers have identical or largely identical structures, it can preferably be provided that the embossing rollers are aligned with one another in such a way that they produce an embossed pattern arranged offset from one another in the chamfer or on the surface of the chamfer. Of course, a correspondingly offset arrangement of the embossing rollers with respect to one another is also possible in the case in which the embossing rollers have different structures.
- the number N of embossing rollers arranged one behind the other in the conveying direction can be in a range of 8 ⁇ N ⁇ 2, preferably in a range of 6 ⁇ N ⁇ 4.
- the device can be provided with angle straightening units separately assigned to the respective embossing rollers. This makes it possible to align the embossing rollers in such a way that the embossing patterns generated by them in the bevel or on the surface of the bevel appear offset from one another.
- the offset arrangement allows for greater variance in the embossing patterns generated by the embossing rollers while maintaining the same embossing structures. This, in turn, makes it possible to adapt the gloss level of the bevel to a desired or predetermined value.
- the device has position-aligning units separately assigned to the respective embossing rollers, and the embossing rollers can be aligned with respect to their offset (V) by means of the position-aligning units.
- the offset of the embossing rollers relative to one another can be in a range of 0.15 mm ⁇ V ⁇ 0.05 mm.
- consecutive embossing rollers in the conveying direction have, in the case of parallel knurling, opposing parallel knurls as the embossing structure, so that the overall embossing pattern ultimately created on the surface of the bevel essentially corresponds to the pattern of a cross knurl.
- the device has pressure straightening units separately assigned to the respective embossing rollers and the embossing rollers are adjusted by means of the pressure straightening units with regard to their pressure on the The bevel to be matted can be adjusted separately.
- This advantageously makes it possible, in particular, to change the structural depth of the embossed patterns created in the bevel by the embossed structures of the embossed rollers. It has been shown that the structural depth of the embossed patterns created has at least an indirect influence on the gloss level of the bevel and thus offers a further adjustment option for adapting the gloss level of the bevel to a desired or specified value.
- the embossing rollers can have different embossed structures.
- the difference in the embossed structures can be due to a different surface geometry or structure depth (roughness) of the embossed structures.
- a first embossing roller can have a coarser structure than a subsequent second embossing roller.
- the embossing rollers themselves are made of a corrosion-resistant metal, in particular a hard metal or stainless steel, and have fine structures applied to their surface by etching techniques or laser structuring.
- suitable stainless steel materials are AISI No. 630, AISI 410, or AISI 304.
- an embossing roller can be constructed in several parts and consist of a roller support and an embossing tire placed thereon.
- the embossing tire can be made of a thin-layer sheet metal with a correspondingly structured outer surface.
- the roller support can preferably have a clamping device with which the embossing tire is fixed to the roller support.
- Such a configuration advantageously allows for a change in the embossing structure to require the replacement of not the entire embossing roller, but only the embossing tire.
- the first and/or position straightening unit and/or the pressure straightening unit has a servomotor which is connected to a central control unit for signaling purposes.
- the control device is connected to an optical sensor which is designed to detect the value R ⁇ of the matting of the bevel before and/or after the mechanical matting of the bevel, and the control device is designed to output control signals to the servomotors of the position straightening units and/or pressure straightening units as a function of the R ⁇ value of the matting determined via the optical sensor, with the proviso that by changing the position of the embossing rollers relative to one another and/or to the bevel to be matted and/or by changing the pressure on the bevel to be matted, the matting produced corresponds to a predeterminable R ⁇ value.
- the embossing roller can be heated.
- the embossing roller can be heated using thermal oil, an induction heater, and/or a resistance heater. By heating or tempering the embossing roller, an improved embossing pattern can be achieved in the bevel.
- the embossing rollers can be connected to a drive, meaning that they are not only moved by the movement of the decorative panel in the conveying direction, but are actively driven. If a plurality of embossing rollers is provided, they can be driven via a common drive. Alternatively, the embossing rollers can each be connected to individual drives or their rotation speed can be individually adjusted.
- embossing rollers when providing several consecutively in the conveying direction of the decorative panel arranged embossing rollers, not all embossing rollers have an embossed structure, but instead a smooth surface.
- the first or the first embossing rollers with which an edge of a decorative panel comes into contact do not have an embossed structure.
- the decorative panels fed to the device do not have a bevel previously created by milling or other measures on their edge, but rather the bevel is first pressed in by the embossing rollers without an embossed structure. This advantageously allows bevel formation and mechanical bevel matting to take place in a single operation.
- At least one holding roller is provided in the direction of the narrow edge of the panel, thus in the direction of the panel width, opposite the device, which holding roller is configured to generate counterpressure to the pressure exerted by the device according to the invention on the edge of the decorative panel or the bevel, in order to ensure proper guidance of the decorative panel in the production line.
- a counterpressure roller is provided above the device according to the invention.
- a bevel of a decorative panel can be matted or its gloss level adjusted in such a way that its visual appearance appears significantly more natural, without the need for the application of an additional coating agent and/or varnish.
- the adjustment of the relative angle ⁇ and/or the pressure is carried out by means of a servomotor, wherein the servomotor is connected in terms of signal technology to a central control device, wherein the control device is in turn connected to an optical sensor which is designed to detect the intensity of the matting of the mechanically matted bevels and wherein the control device outputs control signals to the servomotors of the position straightening units and/or pressure straightening units as a function of the intensity of the matting determined via the optical sensor, with the proviso that by changing the position of the embossing rollers relative to one another and/or to the bevel to be matted and/or by changing the pressure on the bevel to be matted, the matting produced corresponds to a predetermined intensity.
- the relative angle ⁇ of the embossing roller to the bevel to be matted can be in a range between +/- ⁇ 15° and ⁇ 0°, in particular between +/- ⁇ 10° and ⁇ 0°. It has been shown that by varying the relative angle ⁇ , a change or adjustment of the matting effect achieved by the embossing roller can be achieved.
- the pressure of the embossing roller can be varied across the width of the bevel by means of the relative angle ⁇ , so that there is a higher or lower pressure across the width of the phase area. In this way, in particular, the matting effect can be varied across the width of the bevel.
- the angle of the bevel relative to the surface of the decorative panel is in a range between ⁇ 25° and ⁇ 5°, in particular in a range between ⁇ 20° and ⁇ 7.5°.
- the absolute angle A between the embossing roller and the central surface of the decorative panel is set in a range between ⁇ 40° and ⁇ 0°, in particular ⁇ 30° and ⁇ 5°.
- the present invention relates to a mechanically matted chamfer, which has a fine structuring on its surface introduced by embossing.
- Fine structuring within the meaning of the present invention is understood to mean structuring with a structure depth in a range of ⁇ 5 ⁇ m to ⁇ 70 ⁇ m, preferably ⁇ 10 ⁇ m to ⁇ 50 ⁇ m.
- the mechanically matted chamfer has a structure depth in the aforementioned range.
- the chamfer according to the invention can be used in particular for coated panels that are provided with coupling means on at least two opposite edges, allowing two such panels to be coupled together at the respective edges, thereby achieving locking in both the vertical and horizontal directions. With such panels, there is a risk that gaps may form between the connected edges after installation due to changes in the ambient atmosphere, for example, changes in temperature or humidity. A chamfer can be used to mask such gaps.
- a lower gloss level of the surface of the recessed edge area can create an additional depth effect, so that the recessed edge area appears to extend deeper than is actually the case.
- the above-mentioned lower gloss level is present over at least 50% of the length of the respective edge compared to the central area or compared to an immediately adjacent part of the area, and even better over essentially the entire length or the entire length of the respective edge.
- the central surface itself may have multiple gloss levels. In such a case, it is important that the gloss level of the recessed edge area is lower than the gloss level of a directly adjacent section of the top surface of the floor panel, preferably over most of the length of the respective edge.
- the present invention relates to a decorative panel having a mechanically matted bevel, wherein the bevel has a fine structure on its surface introduced by means of embossing.
- the chamfer can extend exclusively across the thickness of the wear-resistant layer/wear layer.
- the fine structure of the chamfer is incorporated exclusively into the wear-resistant layer/wear layer.
- the decorative panel has a core made of a polymer-containing material.
- the bevel is at least partially incorporated into the core.
- the fine structure at least partially also encompasses the part of the core visible in the edge region.
- a lowered edge region with a lower gloss level is provided on at least two opposite edges of the decorative panel.
- this preferably concerns the pair of long edges.
- the gloss level of the bevel on the pair of long edges is preferably lower than the gloss level of the bevel on the pair of short edges, so that the lowered edge region on the bevel of the short edge pair gives the impression of being deeper than on the bevel of the long edges.
- an area with mechanically matted bevels according to the invention on one edge pair, for example the long edge pair, while using a bevel that has not been mechanically matted on the other edge pair, for example the short edge pair.
- the difference in gloss level between the bevel and the central covering surface or a part of the covering surface directly adjacent to the lowered edge area is preferably at least 10 points, determined according to DIN 67530.
- the decorative panel has a core made of a mineral-plastic composite material.
- the plastic component of the core can be polypropylene, polyethylene, polyethylene terephthalate, and/or polyurethane
- the mineral component of the core can be phyllosilicate, chalk, calcium carbonate, calcium sulfate, magnesium oxide, and/or quartz.
- the decorative panel particularly preferably has a core made of talc-polypropylene, talc-polyethylene, or talc-polypropylene-polyethylene.
- the core of the decorative panel can be PVC-free.
- Fig. 1 shows an embodiment of a device 100 according to the invention for mechanically matting a bevel on the edge of a decorative panel, comprising an embossing roller 200, an angle straightening unit 300, and a pressure straightening unit 500.
- the device 100 has a plurality of embossing rollers 210, 220, 230.
- the decorative panel is moved in a conveying direction over the device 100 by means of a conveyor device.
- the embossing roller 200 has an embossed structure on its surface.
- the embossing rollers (200, 210, 220, 230) arranged consecutively in the conveying direction of the decorative panel can have identical or different embossed structures.
- the embossing rollers 200, 210, 220, 230 can be aligned with respect to their relative angle ⁇ to the bevel to be matted.
- the angle straightening unit 300 is formed by a static angle element, which positions a bearing block 280, which accommodates the embossing rollers (200, 210, 220, 230), at a corresponding angle to the vertical, so that the resulting angle relative to the bevel to be matted
- the pressure of the embossing roller (200) on the bevel to be matted can be adjusted using the pressure straightening unit (500).
- FIG. 2 a perspective view of the Fig.1
- the device 100 shown in FIG. 1 is shown in FIG.
- the device 100 can be easily integrated into existing profiling systems for decorative panels. After profiling the edge of the decorative panel 100, by means of which, for example, connecting profiles are milled into the edge of the decorative panel, the decorative panel is fed to the device 100. As it passes through the device 100, the bevel on the edge of the decorative panel comes into contact successively with the embossing rollers 200, 210, 220, 230, which leave embossed patterns in the bevel of the edge by means of the embossed structures provided on their surface.
- the angle at which the embossing rollers 200, 210, 220, 230 are aligned to the edge of the decorative panel and ultimately to the bevel can be adjusted by the angle element 300, by means of which the bearing block 280, which accommodates the embossing rollers 200, 210, 220, 230, can be erected relative to the vertical and thus also to the edge of the decorative panel and the bevel.
- Fig. 3 shows a section in AA direction of the Fig. 1
- the angle adjustment unit 300 can be seen, with which the bearing block 280, which accommodates the embossing roller 200, can be aligned relative to the vertical. This allows the angle at which the embossing roller 200 strikes the bevel of the edge of the decorative panel to be adjusted.
- the pressure with which the embossing roller 200 presses onto the bevel of the edge of the decorative panel can be adjusted using the pressure adjustment unit 500.
- Fig. 4 shows a section in BB direction of the Fig. 1
- the device 100 shown in FIG. 1 shows the angle straightening unit 300, with which the bearing block 280, which accommodates the embossing roller 200, can be aligned relative to the vertical. This allows the angle at which the embossing roller 200 meets the bevel of the edge of the decorative panel to be adjusted.
- the position of the embossing roller 200 relative to further embossing rollers arranged upstream or downstream of the embossing roller 200 shown in the conveying direction can be adjusted by means of the position straightening unit 400.
- Fig. 5 shows an embodiment of an embossing roller 200, as may be provided in the device 100 according to the invention.
- the embossing roller 200 has an embossed structure 201 on its surface, which, when pressed with appropriate pressure onto the bevel of the edge of the decorative panel, leaves a corresponding embossed pattern in the surface of the bevel.
- Fig. 6 shows various embossed structures 201, 211, 221, 231, 241 for embossed rollers 200, 210, 220, 230, 240 which can be provided according to the invention.
- the embossed structure can, for example, have a knurl type RAA (knurl with axially parallel grooves) 201, RBL (left-hand knurl) 211, RBR (right-hand knurl) 221, RGE (left-right knurl, raised tips (fish skin)) 231, or RKE (cross knurl, raised tips) 241.
- RAA knurl with axially parallel grooves
- RBL left-hand knurl
- RBR right-hand knurl
- RGE left-right knurl, raised tips (fish skin)
- RKE cross knurl, raised tips
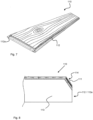
- Fig. 7 shows, by way of example, a decorative panel 110.
- the decorative panel 110 may have a bevel on its long edge 112 and/or its short edge 112a.
- the invention provides for the bevel to be mechanically matte by introducing a structure.
- the introduced structure diffusely refracts the light in the area of the bevel, creating a more matte impression compared to the unstructured area.
- Fig. 8 shows an example of a section through a decorative panel 110.
- a chamfer 111 is provided on the edge 112 / 112 a. In the area of the chamfer 111, the surface is matt by mechanically introducing an embossed pattern 114.
Landscapes
- Shaping Of Tube Ends By Bending Or Straightening (AREA)
Abstract
Die vorliegende Erfindung betrifft eine Vorrichtung sowie ein Verfahren zur mechanischen Mattierung von Fasen an einer Dekorpanelkante. Insbesondere betrifft die Erfindung eine Vorrichtung sowie ein Verfahren zur inline Mattierung von Fasen an einer Profilkante eines Dekorpanels. Darüber hinaus betrifft die vorliegende Erfindung ein mechanisch mattierte Fase an einem Dekorpaneel sowie eine Dekorpaneel mit einer mechanisch mattierten Fase. Offenbart wird eine Vorrichtung (100) zur mechanischen Mattierung einer Fase (111) an der Kante (112) eines Dekorpanels (110), aufweisend eine Prägewalze (200), eine Winkelrichteinheit (300), eine Andruckrichteinheit (500), sowie eine Fördereinrichtung (600) zur Förderung des Dekorpanels (110) in eine Förderrichtung (800), wobei die Prägewalze (200) auf ihrer Oberfläche eine Prägestruktur (201) aufweist, wobei die Prägewalze (200) mittels der Winkelrichteinheit (300) hinsichtlich ihres Relativwinkel α zu der zu mattierenden Fase ausrichtbar ist und wobei der Andruck der Prägewalze (200) auf die zu mattierende Fase mittels der Andruckrichteinheit (500) einstellbar ist.
Description
- Die vorliegende Erfindung betrifft eine Vorrichtung sowie ein Verfahren zur mechanischen Mattierung von Fasen an einer Dekorpanelkante. Insbesondere betrifft die Erfindung eine Vorrichtung sowie ein Verfahren zur inline Mattierung von Fasen an einer Profilkante eines Dekorpanels. Darüber hinaus betrifft die vorliegende Erfindung ein mechanisch mattierte Fase an einem Dekorpaneel sowie eine Dekorpaneel mit einer mechanisch mattierten Fase.
- Unter dem Begriff Dekorpaneel sind im Sinne der Erfindung Wand-, Decken, Tür- oder Bodenpaneele zu verstehen, welche ein auf eine Trägerplatte aufgebrachtes Dekor aufweisen. Dekorpaneele werden dabei in vielfältiger Weise sowohl im Bereich des Innenausbaus von Räumen, als auch zur dekorativen Verkleidung von Bauten, beispielsweise im Messebau verwendet. Eine der häufigsten Einsatzbereiche von Dekorpaneelen ist deren Nutzung als Fußbodenbelag, zum Verkleiden von Decken, Wänden oder Türen. Die Dekorpaneele weisen dabei vielfach ein Dekor und eine Oberflächenstrukturierung auf, welche einen Naturwerkstoff imitieren soll.
- Dekorpaneele bestehen üblicherweise aus einem Träger beziehungsweise Kern aus einem festen Material, beispielsweise einem Holzwerkstoff, wie beispielweise eine mitteldichte Faserplatte (MDF) oder hochdichte Faserplatte (HDF, einem Holz-Kunststoff-Kompositwerkstoff (WPC) oder einem Mineral-Kunststoff-Kompositwerkstoff (MPC), der auf mindestens einer Seite mit einer Dekorschicht und einer Deckschicht sowie gegebenenfalls mit weiteren Schichten, beispielsweise einer zwischen Dekor- und Deckschicht angeordneten Verschleißschicht, versehen ist. Im Fall von MDF- oder HDF-Trägem ist die Dekorschicht üblicherweise auf einem auf den Träger angeordneten Druckuntergrund aufgebracht, der beispielsweise aus einer Papierschicht gebildet seien kann. Dabei ist es bekannt, die Dekorschicht bereits vor dem Aufbringen der Papierschicht auf den Träger auf die Papierschicht aufzudrucken oder auch eine zunächst unbedruckte Papierschicht auf den Träger aufzubringen und die Dekorschicht anschließend mittels sogenannter Direktdruckverfahren auf die Papierschicht aufzubringen. Im Fall von auf Kunststoff-Kompositwerkstoffen beruhenden Trägem ist es bekannt, diese nach ggf. aufbringen eines Druckuntergrundes im Direktdruckverfahren mit einem Dekor zu versehen.
- An ihren Kanten sind Dekorpaneele üblicherweise profiliert, wobei die dabei erzeugten Profile dazu geeignet sind, Dekorpaneele miteinander zu verbinden, um auf diese Weise eine mechanisch verbundene Fläche zu erzeugen, die einem Vielfachen eines einzelnen Dekorpaneels entspricht. Die entsprechenden Verbindungsprofile können dabei einstückig ausgestaltet sein oder zur Aufnahme eine separaten Verbindungselementes ausgestaltet sein.
- In die der Dekorschicht naheliegende obere Kante des Verbindungsprofils werden vielfach Fasen eingebracht, um eine angenehmeres optischen Erscheinungsbild zu erzeugen und insbesondere einen zwischen benachbarten Dekorpaneelen ggf. an der Verbindungsstelle auftretenden Höhenversatz optisch zu minimieren. Diese Fase kann eine auf dem Dekorpaneel angebrachte Verschleißschutzschicht, die Dekorschicht und/oder den Träger umfassen.
- Entsprechende Fasen können beispielsweise durch fräsen, schneiden oder auch pressen bzw. verdichten des entsprechenden Bereichs der Dekorpaneelkante in diese eingebracht werden.
- Aus der
WO 2012/004701 ist es bekannt, als Nutzschicht eine thermoplastische Schicht, beispielsweise aus PVC, zu verwenden. Aus diesem Dokument ist es weiterhin bekannt, einen Teil der Deckschicht am Rand der Platte zu entfernen, um einen abgesenkten Randbereich in Form einer Abschrägung zu bilden, die bis unter das Druckniveau reicht. Eine solche Fase kann dann mit einer separaten dekorativen Beschichtung versehen werden. Eine solche Abschrägung kann den Eindruck erwecken, nicht authentisch zu sein, und einer ansonsten gut ausgeführten Nachbildung auf der Oberseite der Platte abträglich sein. - Aus
WO 2006/066776 ist es bekannt, eine Fase durch Verformung des Substrats zu erzeugen, wobei sich der Aufdruck und die Nutzschicht, in diesem Fall beispielsweise eine duroplastische Nutzschicht, durchgehend von der zentralen Oberseite der Paneele erstrecken über der oben erwähnten Abschrägung. Die Herstellung einer solchen Fase ist aufwendig. Die vorliegende Erfindung zielt zunächst auf Schneidwerkzeuge ab, die es ermöglichen, eine alternative beschichtete Platte zu erhalten, die gemäß verschiedenen bevorzugten Ausführungsformen eine Lösung für die Probleme bietet, die bei den Schneidwerkzeugen und/oder beschichteten Platten des Standes der Technik auftreten. - Dekorpaneele im Sinne der Erfindung weisen vorzugsweise ein Substrat bzw. Träger und eine dekorative Deckschicht auf, wobei die vorgenannte dekorative Deckschicht einen Dekordruck und eine darauf vorgesehene transparente Nutzschicht und/oder Verschleißschutzschicht umfasst. Die Fase wird durch einen abgesenkten Randbereich an mindestens einer Kante gebildet, wobei sich sowohl der oben genannte Dekordruck als auch die oben genannte Nutzschicht und/oder Verschleißschutzschicht kontinuierlich von einer zentralen Oberfläche des Dekorpaneels über die Fase erstrecken.
- Der vorliegenden Erfindung liegt das Problem zugrunde, dass bei vielen Dekorpaneelen die eingebrachten Fasen vielfach aufglänzen, was den optischen Eindruck der Verbindungsstelle zwischen zwei benachbarten Paneelen ggf. weniger gefällig erscheinen lässt. Vielfach wird versucht, eine entsprechend angenehmere optische Erscheinung der Fasen durch Beschichten bzw. Lackieren dieser mit einem gesonderten Beschichtungsmittel und/oder Lack zu erreichen. Diese Lösung ist jedoch aufgrund des Einsatzes eines zusätzlichen Materials kosten- und zeitaufwendig. Darüber hinaus kann es bei einem entsprechenden Beschichten und/oder Lackieren zu einem sogenannten Overspray kommen, wobei Beschichtungsmittel und/oder Lack nicht nur auf den zu behandelnden Bereich der Fase gelangt, sondern auch auf die sonstige Fläche des Dekorpaneels. Die wiederum kann zu optischen Nachteilen führen, die letztendlich eine Aussonderung entsprechender Paneele zur Folge haben kann, was wiederum erhöhte Produktionskosten bedingt.
- Es ist daher die Aufgabe der vorliegenden Erfindung, eine Vorrichtung sowie ein Verfahren anzugeben, mit welchen das optische Erscheinungsbild von Fasen an Dekorpaneelen ohne Auftrag zusätzlicher Beschichtungsmittel und/oder Lacke verbessert werden kann. Darüber hinaus ist es die Aufgabe der Vorliegenden Erfindung eine entsprechende Fase für ein Dekorpaneel sowie eine mit einer entsprechenden Fase ausgerüstetes Dekorpaneel anzugeben.
- Gelöst wird diese Aufgabe durch eine Vorrichtung gemäß Anspruch 1 sowie ein Verfahren gemäß Anspruch 9, darüber hinaus durch eine Fase gemäß Anspruch 11 sowie ein Dekorpaneel gemäß Anspruch 13.
- Mit der Erfindung wird insoweit eine Vorrichtung zur mechanischen Mattierung einer Fase an der Kante eines Dekorpanels vorgeschlagen, aufweisend eine Prägewalze, eine Winkelrichteinheit, eine Andruckrichteinheit, sowie eine Fördereinrichtung zur Förderung des Dekorpanels in eine Förderrichtung, wobei die Prägewalze auf ihrer Oberfläche eine Prägestruktur aufweist, wobei die Prägewalze mittels der ersten Lagerichteinheiten hinsichtlich ihres Relativwinkel α zu der zu mattierenden Fase ausrichtbar ist und wobei der Andruck der Prägewalze auf die zu mattierende Fase mittels der Andruckrichteinheit einstellbar ist.
- Es hat sich überraschenderweise gezeigt, dass in die Kante eines Dekorpaneels eingebrachte Fasen, insbesondere soweit sie im Wesentlichen die Nutzschicht und/oder /Verschleißschutzschicht umfassen, durch mechanische Mittel in ihrer Oberfläche derart verändert werden können, dass ein Aufglänzen vermieden wird. Insbesondere kann durch die erfindungsgemäße Vorrichtung eine mechanische Strukturierung der Oberfläche der Fase mit einer Feinstruktur erfolgen, welche eine Reduktion des Glanzgrades (ausgedrückt als Reflektometerwert R`) auf einen Wert ≥40, vorzugsweise ≥30, weiter bevorzugt ≥20, insbesondere ≥15 erlaubt. Hierdurch kann der optische Eindruck der Fase signifikant verbessert werden und der Kantenbereich eines Dekorpaneels bekommt insgesamt ein natürlicheres optisches Erscheinungsbild.
- Grundsätzlich kann es erfindungsgemäß vorgesehen sein, dass die Prägewalze eine Prägestruktur von Rändel-Typ RAA (Rändel mit achsparallelen Rillen), RBL (Linksrändel), RBR (Rechtsrändel), RGE (Links-Rechtsrändel, Spitzen erhöht (Fischhaut)), RGV (Links-Rechtsrändel, Spitzen vertieft), RKE (Kreuzrändel, Spitzen erhöht), RKV (Kreuzrändel, Spitzen vertieft), oder RTR (Kreisrändeln (Durchlaufend)) aufweisen.
- Gemäß einer bevorzugten Ausgestaltung der Erfindung kann es vorgesehen sein, dass die Prägewalze als Prägestruktur eine Kreuzrändelung, Linksrändelung, Rechtsrändelung oder Links-Rechtsrändelung aufweisen. Dabei kann es insbesondere vorgesehen sein, dass die Rändelung eine Teilung T in einem Bereich vom 0,8mm ≥ T ≥ 0,05 mm, insbesondere in einem Bereich vom 0,6mm ≥ T ≥ 0,1 mm, wie beispielsweise 0,5 mm aufweist.
- Gemäß einer Ausgestaltung der Erfindung kann es vorgesehen sein, dass die Vorrichtung eine Mehrzahl von in Förderrichtung hintereinander angeordneten Prägewälzen aufweist. Dabei kann es insbesondere vorgesehen sein, dass die Prägewalzen unterschiedliche oder auch identische Prägestrukturen aufweisen. Sofern die Prägewalzen identische oder weitestgehend identische Strukturen aufweisen kann es bevorzugt vorgesehen sein dass die Prägewalzen derart zueinander ausgerichtet sind, dass diese eine versetzt zueinander angeordnetes Prägemuster in der Fase bzw. auf der Oberfläche der Fase erzeugen. Selbstverständlich ist eine entsprechend versetzte Anordnung der Prägewalzen zueinander auch in dem Fall möglich, in welchem die Prägewalzen unterschiedliche Strukturen aufweisen.
- Gemäß einer weiteren Ausgestaltung der Erfindung kann die Anzahl N der in Förderrichtung hintereinander angeordneten Prägewalzen in einem Bereich von 8 ≥ N ≥ 2, vorzugsweise in einem Bereich von 6 ≥ N ≥ 4.
- Gemäß einer Ausgestaltung der Erfindung kann es vorgesehen sein, dass die Vorrichtung den jeweiligen Prägewalzen separat zugeordnete Winkelrichteinheiten aufweist. Hierdurch ist es möglich, die Prägewalzen derart zueinander auszurichten, dass die durch diese in der Fase bzw. auf der Oberfläche der Fase erzeugten Prägemuster versetzt zueinander auftreten. Durch die versetzte Anordnung ist bei gleichbleibenden Prägestrukturen der Prägewalzen eine höhere Varianz in den durch die Prägewalzen erzeugten Prägemustern möglich. Hierdurch wiederum ist es möglich, den Glanzgrad der Fase an einen gewünschten bzw. vorgegebenen Wert anzupassen.
- Gemäß einer Ausgestaltung der Erfindung kann es daher vorgesehen sein, dass die Vorrichtung den jeweiligen Prägewalzenseparat zugeordnete Lagerichteinheiten aufweist und die Prägewalzen mittels der Lagerichteinheiten hinsichtlich ihres Versatzes (V) zueinander ausrichtbar sind. Gemäß einer bevorzugten Ausgestaltung der Erfindung kann der Versatz der Prägewalzen zueinander in einem Bereich von 0, 15mm ≥ V ≥ 0,05 mm liegen.
- Gemäß einer Ausgestaltung der Erfindung kann es vorgesehen sein, dass konsekutiv in Förderrichtung aufeinanderfolgende Prägewalzen im Fall einer Parallelrändelung als Prägestruktur gegenläufige Parallelrändelungen aufweisen, so dass das letztendlich auf der Oberfläche der Fase entstehende Gesamtprägemuster im Wesentlichen dem Muster einer Kreuzrändelung entspricht.
- Gemäß einer weiteren Ausgestaltung der Erfindung kann es vorgesehen sein, dass die Vorrichtung den jeweiligen Prägewalzen separat zugeordnete Andruckrichteinheiten aufweist und die Prägewalzen mittels der Andruckrichteinheiten hinsichtlich ihres Andruckes auf die zu mattierende Fase separat einstellbar sind. Hierdurch ist es vorteilhafter Weise insbesondere Möglich, die Strukturtiefe der durch die Prägestrukturen der Prägewalzen in der Fase erzeugten Prägemuster zu verändern. Dabei hat sich gezeigt, dass die Strukturtiefe der erzeugten Prägemuster einen zumindest mittelbaren Einfluss auf den Glanzgrad der Fase hat und somit eine weitere Anpassungsmöglichkeit bietet, den Glanzgrad der Fase an einen gewünschten bzw. vorgegebenen Wert anzupassen.
- Wie bereits zuvor erwähnt kann es gemäß einer weiteren Ausgestaltung der Erfindung es vorgesehen sein, dass die Prägewalzen unterschiedliche Prägestrukturen aufweisen. Dabei kann der Unterschied der Prägestrukturen in einer unterschiedlichen Flächengeometrie oder auch Strukturtiefe (Rautiefe) der Prägestrukturen begründet sein. So kann es beispielsweise vorgesehen sein, dass bei einer Mehrzahl von in Förderrichtung des Dekorpaneels hintereinander angeordneten Prägewalzen, eine erste Prägewalze eine grobere Struktur als eine nachfolgende zweite Prägewalze aufweist.
- Die Prägewalzen selbst sind gemäß einer bevorzugten Ausgestaltung der Erfindung aus einem korrosionsbeständigen Metall, insbesondere einem Hartmetall oder einem Edelstahl gefertigt, und weisen auf ihrer Oberfläche mittels Ätztechniken oder Laserstrukturierung aufgebrachte Feinstrukturen auf. Beispiele für geeignete Edelstahlmaterialen sind AISI Nr. 630, AISI 410 oder AISI 304. Alternativ kann es vorgesehen sein, dass eine Prägewalze Mehrteilig aufgebaut ist und aus einem Walzenträger und einem darauf aufgelegten Prägereifen besteht. Der Prägereifen kann dabei aus einem dünnschichtigen Blech gefertigt sein, was in seiner äußeren Oberfläche entsprechend strukturiert ist. Der Walzenträger kann vorzugsweise eine Spannvorrichtung aufweisen, mit welchem der Prägereifen auf dem Walzenträger fixiert wird. Eine solche Ausgestaltung erlaubt vorteilhafterweise, dass bei einem Wechsel der Prägestruktur nicht die gesamte Prägewalze ausgetauscht werden muss, sondern lediglich der Prägereifen.
- Gemäß einer weiteren Ausgestaltung der Erfindung kann es vorgesehen sein, dass die erste und/oder Lagerichteinheit und/oder die Andruckrichteinheit einen Stellmotor ausweist, welcher signaltechnisch mit einer zentralen Steuerungseinheit verbunden ist. Dabei kann es insbesondere vorgesehen sein, dass die Steuerungseinrichtung mit einem optischen Sensor verbunden ist, welcher dazu eingerichtet ist, den Wert R` der Mattierung der Fase vor und/oder nach der mechanischen Mattierung der Fase zu erfassen und die Steuerungseinrichtung dazu eingerichtet ist, in Abhängigkeit der über den optischen Sensor ermittelten R`-Wert der Mattierung Steuerungssignale an die Stellmotoren der Lagerichteinheiten und/oder Andruckrichteinheiten auszugeben, mit der Maßgabe, dass durch Veränderung die Lage der Prägewalzen relativ zueinander und/oder zur zu mattierenden Fase und/oder durch Veränderung des Andruckes auf die zu mattierende Fase die erzeugte Mattierung einem vorgebbaren R` Wert entspricht.
- Gemäß einer weiteren Ausgestaltung der Erfindung kann es vorgesehen sein, dass die Prägewalze beheizt ist. Insbesondere kann es vorgesehen sein, dass die Prägewalte mittels Thermoöl, einer Induktionsheizung und/oder einer Widerstandsheizung beheizt ist. Durch ein Beheizen bzw. Temperieren der Prägewalze kann ein verbessertes Prägemuster in der Fase erreicht werden.
- Gemäß einer weiteren Ausgestaltung der Erfindung kann es vorgesehen sein, dass die Prägewalzen mit einem Antrieb verbunden sind, mithin nicht nur mittels der Fortbewegung des Dekorpaneels in Förderrichtung bewegt werden, sondern aktiv angetrieben sind. Dabei kann es vorgesehen sein, dass bei einer Mehrzahl von vorgesehenen Prägewalzen diese über einen gemeinsamen Antrieb angetrieben werden. Alternativ kann es vorgesehen sein, dass die Prägewalzen jeweils mit individuellen Antrieben verbunden sind bzw. in ihrer Rotationsgeschwindigkeit individuell einstellbar sind.
- Gemäß einer weiteren Ausgestaltung der Erfindung kann es vorgesehen sein, dass beim Vorsehen mehrerer in Förderrichtung des Dekorpaneels konsekutiv hintereinander angeordneter Prägewalzen nicht alle Prägewalzen eine Prägestruktur aufweisen, sondern stattdessen eine glatte oberfläche. Insbesondere kann in einer solchen Ausgestaltung vorgesehen sein, dass die erste oder die ersten Prägewalzen, mit denen einen Kante eines Dekorpaneels in Kontakt kommt, keine Prägestruktur aufweisen. So kann es vorgesehen sein, dass die der Vorrichtung zugeführten Dekorpaneele an ihrer Kante keine zuvor mittels Fräsung oder anderer Maßnahmen eingebrechte Fase aufweisen, sondern die Fase erst durch die Prägewalzen ohne Prägestruktur eingepresst wird. Hierdurch kann vorteilhafterweise eine Fasenformung und mechanische Fasenmattierung in einem Arbeitsgang erfolgen.
- Gemäß einer weiteren Ausgestaltung der Erfindung kann es vorgesehen sein, dass in einer Fertigungslinie in welcher eine erfindungsgemäße Vorrichtung vorgesehen ist, in Richtung der schmalen Kante des Paneels, mithin in Richtung der Paneelbreite, gegenüber der Vorrichtung wenigstens eine Halterolle vorgesehen ist, welche dazu eingerichtet ist einen Gegendruck zur durch die erfindungsgemäße Vorrichtung auf die Kante des Dekorpaneels bzw. die Fase aufgebrechten Druck zu erzeugen, um ordnungsgemäße Führung des Dekorpaneels in der Fertigungslinie sicherzustellen. Alternativ oder ergänzend kann es vorgesehen sein, dass oberhalb der erfindungsgemäßen Vorrichtung eine Gegendruckrolle vorgesehen ist.
- Die Erfindung betrifft darüber hinaus ein Verfahren zur mechanischen Mattierung einer Fase an einer Kante eines Dekorpanels, aufweisend die Verfahrensschritte:
- a) Zuführen eines Dekorpaneels zu einer Vorrichtung gemäß einer der Ansprüche 1 bis 8;
- b) Kontaktieren der Fase mit einer ersten Prägewalze, wobei die Prägewalze hinsichtlich ihres Relativwinkel α zu der zu mattierenden Fase ausrichtbar ist und wobei der Andruck der Prägewalze auf die zu mattierende Fase mittels der Andruckrichteinheit einstellbar ist;
- c) Optionales Kontaktieren der Fase mit wenigstens einer zweiten Prägewalze;
- Überraschenderweise hat sich gezeigt, dass mittels eines solchen Verfahrens eine Fase eines Dekorpaneel derart mattiert bzw. in ihrem Glanzgrad eingestellt werden kann, dass ihr optisches Erscheinungsbild deutlich natürlicher wirkt, ohne dass es hierzu dem Auftrag eines zusätzlichen Beschichtungsmittels und/oder Lackes bedarf.
- Gemäß einer Ausgestaltung des erfindungsgemäßen Verfahrens kann es vorgesehen sein, dass die Einstellung des Relativwinkel α und/oder des Andrucks mittels eines Stellmotors erfolgt, wobei der Stellmotor signaltechnisch mit einer zentralen Steuerungseinrichtung verbunden ist, wobei die Steuerungseinrichtung wiederum mit einem optischen Sensor verbunden ist, welcher dazu eingerichtet ist, die Stärke der Mattierung der mechanisch mattierten Fasen zu erfassen und wobei die Steuerungseinrichtung in Abhängigkeit der über den optischen Sensor ermittelten Stärke der Mattierung Steuerungssignale an die Stellmotoren der Lagerichteinheiten und/oder Andruckrichteinheiten ausgibt, mit der Maßgabe, dass durch Veränderung die Lage der Prägewalzen relativ zueinander und/oder zur zu mattierenden Fase und/oder durch Veränderung des Andruckes auf die zu mattierende Fase die erzeugte Mattierung einer vorgegebenen Stärke entspricht.
- Gemäß einer bevorzugten Ausgestaltung der Erfindung kann der Relativwinkel α der Prägewalze zur zu mattierenden Fase in einem Bereich zwischen +/- ≤15° und ≥0°, insbesondere zwischen +/- ≤10° und ≥0° liegen. Es hat sich gezeigt, dass durch Variation des Relativwinkels α eine Veränderung bzw. Anpassung des durch die Prägewalze erreichten Mattierungseffektes erreicht werden kann. Insbesondere kann der Andruck der Prägewalze über die Breite der Fase mittels des Relativwinkels α variiert werden, so dass es über die Breite der Phase Bereiches höheren bzw. niedrigeren Andrucks gibt. Hierdurch kann insbesondere der Mattierungseffekt über die Breite der Fase variiert werden.
- Bevorzugt liegt der Winkel der Fase gegenüber der Fläche des Dekorpaneels, mithin der Fasenwinkel β, in einem Bereich zwischen ≤25° und ≥5°, insbesondere in einem Bereich zwischen ≤20° und ≥7,5°.
- Gemäß einer weiteren Ausgestaltung der Erfindung wird der Absolutwinkel A zwischen der Prägewalze und der zentralen Oberfläche des Dekorpaneels in einem Bereich zwischen ≤40° und ≥0°, insbesondere ≤30° und ≥5° eingestellt sein.
- Darüber hinaus betrifft die vorliegende Erfindung eine mechanisch mattierte Fase, wobei diese auf ihrer Oberfläche eine mittels einer Prägung eingebrachte Feinstrukturierung aufweist. Unter einer Feinstrukturierung im Sinne der vorliegenden Erfindung wird dabei eine Strukturierung mit einer Strukturtiefe in einem Bereich von ≥ 5µm bis ≤ 70 µm, vorzugsweise ≥ 10µm bis ≤ 50 µm verstanden. Dementsprechend weisen die mechanisch mattierten Fase eine Strukturtiefe in zuvor genannten Bereich auf.
- Die erfindungsgemäße Fase kann dabei insbesondere bei beschichteten Paneelen zum Einsatz kommen, die an mindestens zwei gegenüberliegenden Kanten mit Kopplungsmitteln versehen sind, die es ermöglichen, zwei solcher Paneele an den jeweiligen Kanten miteinander zu koppeln, wobei eine Verriegelung sowohl in vertikaler Richtung als auch in horizontaler Richtung erreicht wird. Bei derartigen Paneelen besteht die Gefahr, dass sich nach der Montage aufgrund von Änderungen der Umgebungsatmosphäre, beispielsweise Änderungen der Temperatur oder der Luftfeuchtigkeit, Lücken zwischen den verbundenen Kanten bilden. Zur Maskierung solcher Lücken kann ein Fase verwendet werden.
- Gemäß einer bevorzugten Ausgestaltung der Erfindung weist die mechanisch mattierte Fase, wobei diese einen Reflektometerwert R` gemäß DIN EN 67530 bei einem Messwinkel von 85° von ≥30, vorzugsweise ≥20, weiter bevorzugt ≥15, insbesondere ≥10 weist. Es hat sich gezeigt, dass in diesem Bereich Mattierungen erhalten werden, die das natürliche optische Erscheinungsbild der Fase unterstützen. Zu diesem Zweck kann die oben genannte Nutzschicht und/oder Verschleißschutzschicht an der Stelle der Fase einen geringeren Glanzgrad bzw. Reflektometerwert aufweisen als auf der zentralen Oberfläche des Dekorpaneels oder zumindest einen Glanzgrad aufweisen, der geringer ist als der des unmittelbar daran anschließenden Teils der Oberfläche des Dekorpaneels und/oder die vorgenannte Nutzschicht/Verschleißschutzschicht. Durch einen geringeren Glanzgrad der Oberfläche des abgesenkten Randbereichs kann eine zusätzliche Tiefenwirkung entstehen, sodass der abgesenkte Randbereich scheinbar tiefer in die Tiefe reicht, als es tatsächlich der Fall ist. Vorzugsweise liegt der oben genannte geringere Glanzgrad im Vergleich zur Mittelfläche bzw. im Vergleich zu einem unmittelbar daran angrenzenden Teil der Fläche über mindestens 50 % der Länge der jeweiligen Kante, besser noch über im Wesentlichen die gesamte Länge bzw. deren Länge vor gesamte Länge der jeweiligen Kante.
- Es ist nicht ausgeschlossen, dass die zentrale Oberfläche als solche mehrere Glanzgrade aufweist. In einem solchen Fall ist es wichtig, dass der Glanzgrad des abgesenkten Randbereichs geringer ist als der Glanzgrad eines direkt angrenzenden Abschnitts der Oberseite des Fußbodenpaneels, und dies vorzugsweise über den größten Teil der Länge des jeweiligen Rand.
- Darüber hinaus betrifft die vorliegende Erfindung ein Dekorpaneel, aufweisen eine mechanisch mattierte Fase, wobei die Fase auf ihrer Oberfläche eine mittels einer Prägung eingebrachte Feinstruktur aufweist.
- Gemäß einer Ausgestaltung des erfindungsgemäßen Dekorpaneels kann es vorgesehen sein, dass sich die Fase ausschließlich über die Dicke der Verschleißschutzschicht/Nutzschicht erstreckt. Insoweit ist in einer solchen Ausgestaltung die Feinstruktur der Fase ausschließlich in die Verschleißschutzschicht/Nutzschicht eingebracht.
- Gemäß einer bevorzugten Ausgestaltung der Erfindung weist das Dekorpaneel einem Kern aus einem polymerhaltigen Material auf. Dabei kann es in einer weiteren Ausgestaltung insbesondere vorgesehen sein, dass die Fase zumindest teilweise in den Kern eingebracht ist. Insoweit umfasst in einer solchen Ausgestaltung die Feinstruktur zumindest teilweise auch den im Kantenbereich sichtbaren Teil des Kerns.
- Gemäß der am meisten bevorzugten Ausführungsform ist an mindestens zwei gegenüberliegenden Kanten des Dekorpaneels ein abgesenkter Kantenbereich mit einem geringeren Glanzgrad vorgesehen. Im Falle einer rechteckigen länglichen beschichteten Platte betrifft dies vorzugsweise das Paar langer Kanten. Natürlich ist es nicht ausgeschlossen, dass ein solcher abgesenkter Randbereich, mithin eine Fase, an allen Kanten einer rechteckigen Platte verwendet werden könnte. Im Falle eines länglichen rechteckigen Paneels ist der Glanzgrad der Fase am Paar langer Kanten vorzugsweise niedriger als der Glanzgrad der Fase am Paar kurzer Kanten, so dass der abgesenkte Kantenbereich an der Fase des kurzen Kantenpaars vermittelt den Eindruck, tiefer zu sein scheint, als an der Fase der langen Kanten. Es ist auch möglich, an einem Kantenpaar, beispielsweise dem Langkantenpaar, einen Bereich mit erfindungsgemäß mechanisch mattierten Fasen zu verwenden, während an dem anderen Kantenpaar, beispielsweise dem Kurzkantenpaar, eine Fase verwendet wird, die nicht mechanisch mattiert wurde.
- Der Glanzgradunterschied zwischen der Fase und der zentralen Deckfläche bzw. einem direkt an den abgesenkten Randbereich angrenzenden Teil der Deckfläche beträgt vorzugsweise mindestens 10 Punkte, bestimmt nach DIN 67530.
- Gemäß einer bevorzugten Ausgestaltung des erfindungsgemäßen Dekorpaneels weist diese einen Kern aus einem Mineral-Kunststoff-Komposit-Material auf. Dabei kann als Kunststoffkomponente des Kerns ein Polypropylen, Polyethylen, Polyethylenterephthalat, und/oder Polyurethan und als Mineralkomponente des Kerns ein Schichtsilikat, Kreide, Calciumcarbonat, Calciumsulfat, Magnesiumoxid und/oder Quarz vorgesehen sein. Insbesondere bevorzugt weist das Dekorpaneel einen Kern aus einem Talkum-Polypropylen, Talkum-Polyethylen, oder Talkum-Polypropylen-Polyethylen auf. Insbesondere kann es gemäß einer Ausgestaltung der Erfindung vorgesehen sein, dass der Kern des Dekorpaneels frei von PVC ist.
- Gemäß einer weiteren Ausgestaltung des erfindungsgemäßen Dekorpaneels weist dieses als Verschleißschutzschicht/Nutzschicht eine Kunststofffolie, insbesondere eine Polypropylen, Polyethylen, Polypropylen/Polyethylen, Polyurethan oder Polyethylenterephthalat basierte Folie, auf.
-
Fig. 1 zeigt eine Aufsicht auf eine erfindungsgemäße Ausgestaltung einer Vorrichtung 100; -
Fig. 2 zeigt eine perspektivische Ansicht der inFig.1 gezeigten Vorrichtung 100; -
Fig. 3 zeigt einen Schnitt in A-A Richtung der inFig. 1 gezeigten Vorrichtung; -
Fig. 4 zeigt einen Schnitt in B-B Richtung der inFig. 1 gezeigten Vorrichtung; -
Fig. 5 zeigt eine Ausgestaltung einer Prägewalze 200; -
Fig. 6 zeigt verschiedene Prägestrukturen 201, 211, 221, 231, 241 für erfindungsgemäß vorsehbare Prägewalzen 200, 210, 220, 230, 240; -
Fig. 7 zeigt beispielhaft ein Dekorpaneel 110; und -
Fig. 8 zeigt beispielhaft einen Schnitt durch eine Dekorpaneel 110. -
Fig. 1 zeigt eine Ausgestaltung einer erfindungsgemäßen Vorrichtung 100 zur mechanischen Mattierung einer Fase an der Kante eines Dekorpanels, aufweisend eine Prägewalze 200, eine Winkelrichteinheit 300, eine Andruckrichteinheit 500. In der gezeigten Ausgestaltung der Erfindung weist die Vorrichtung 100 eine Mehrzahl von Prägewalzen 210, 220, 230. Das Dekorpaneel wird mittels einer Fördereinrichtung in eine Förderrichtung über die Vorrichtung 100 bewegt. Die Prägewalze 200 weisen auf ihrer Oberfläche eine Prägestruktur auf. In der gezeigten Ausgestaltung der Vorrichtung 100 können die in Förderrichtung des Dekorpaneels konsekutiv angeordneten Prägewalzen (200, 210, 220, 230) identische oder auch unterschiedliche Prägestrukturen aufweisen. Mittels der Winkelrichteinheit 300 sind die Prägewalzen 200, 210, 220, 230 hinsichtlich ihres Relativwinkel α zu der zu mattierenden Fase ausrichtbar. In der gezeigten Ausgestaltung der Vorrichtung 100 wird die Winkelrichteinheit 300 durch ein statisches Winkelelement gebildet, welches einen Lagerblock 280 der die Prägewalzen (200, 210, 220, 230) aufnimmt in einem entsprechenden Winkel zur Lotrechten stellt, so dass der resultierende Winkel relativ zur zu mattierenden - Fase eingestellt wird. Der Andruck der Prägewalze (200) auf die zu mattierende Fase ist mittels der Andruckrichteinheit (500) einstellbar.
-
Fig. 2 eine perspektivische Ansicht der inFig.1 gezeigten Vorrichtung 100. Die Vorrichtung 100 lässt sich problemlos in bestehende Profilierungsanlagen für Dekorpaneele integrieren. Nach einer Profilierung der Kante des Dekorpaneels 100, mittels welcher beispielsweise Verbindungsprofile in die Kante des Dekorpaneels eingefräst werden, wird das Dekorpaneel der Vorrichtung 100 zugeführt. Bei Durchlauf durch die Vorrichtung 100 kommt die Fase an der Kante des Dekorpaneels nacheinander mit den Prägewalzen 200, 210, 220, 230 in Kontakt, welche mittels der auf ihrer Oberfläche vorgesehenen Prägestrukturen Prägemuster in der Fase der Kante hinterlassen. Der Winkel, in welcher die Prägewalzen 200, 210, 220, 230 zur Kante des Dedkorpaneels und letztendlich zur Fase ausgerichtet sind, lässt sich durch das Winkelelement 300 einstellen, durch welches der Lagerblock 280, der die Prägewalzen 200, 210, 220, 230 aufnimmt, relativ zur Lotrechten und somit auch zur Kante des Dekorpaneels und der Fase aufrichten lässt. -
Fig. 3 zeigt einen Schnitt in A-A Richtung der inFig. 1 gezeigten Vorrichtung 100. Zu erkennen ist die Winkelrichteinheit 300, mit welcher der Lagerblock 280, welcher die Prägewalze 200 aufnimmt, relativ zur Lotrechten ausgerichtet werden kann. Hierdurch lässt sich der Winkel, mit welcher die Prägewalze 200 auf die Fase der Kante des Dekorpaneels trifft, einstellen. Der Andruck, mit welchem die Prägewalze 200 auf die Fase der Kane des Dekorpaneels drückt, lässt sich mittels der Andruckrichteinheit 500 einstellen. -
Fig. 4 zeigt einen Schnitt in B-B Richtung der inFig. 1 gezeigten Vorrichtung 100. Zu erkennen ist die Winkelrichteinheit 300, mit welcher der Lagerblock 280, welcher die Prägewalze 200 aufnimmt, relativ zur Lotrechten ausgerichtet werden kann. Hierdurch lässt sich der Winkel, mit welcher die Prägewalze 200 auf die Fase der Kante des Dekorpaneels trifft, einstellen. Die Lage der Prägewalze 200 relative zu in Förderrichtung vor oder nach der gezeigten Prägewalze 200 angeordneten weiteren Prägewalzen lässt sich mittels der Lagerichteinheit 400 einstellen. Hierdurch ist es möglich, einen Versatz der einzelnen Prägewalzen zueinander einzustellen, so dass die Prägestrukturen der Prägewalzen versetzt zueinander angeordnete Prägemuster in der Fase hinterlassen, wodurch sich der Grand der Mattierung in weiten Bereichen einstellen lässt. -
Fig. 5 zeigt eine Ausgestaltung einer Prägewalze 200, wie sie in der erfindungsgemäßen Vorrichtung 100 vorgesehen seien kann. Die Prägewalte 200 weist auf ihrer Oberfläche eine Prägestruktur 201 auf, welche, wenn sie mit entsprechendem Andruck auf die Fase der Kante des Dekorpaneels gepresst werden, in der Oberfläche der Fase ein entsprechendes Prägemuster hinterlassen. -
Fig. 6 zeigt verschiedene Prägestrukturen 201, 211, 221, 231, 241 für erfindungsgemäß vorsehbare Prägewalzen 200, 210, 220, 230, 240. Die Prägestruktur kann dabei beispielsweise ein Rändel-Typ RAA (Rändel mit achsparallelen Rillen) 201, RBL (Linksrändel) 211, RBR (Rechtsrändel) 221, RGE (Links-Rechtsrändel, Spitzen erhöht (Fischhaut)) 231, oder RKE (Kreuzrändel, Spitzen erhöht) 241 aufweisen. -
Fig. 7 zeigt beispielhaft ein Dekorpaneel 110. An seiner langen Kante 112 und/oder seiner kurzen Kante 112a kann das Dekorpaneel 110 eine Fase aufweisen. Um den natürlichen Eindruck dieser Fase zu verbessern ist es erfindungsgemäß vorgesehen, die Fase mechanisch durch Einbringung einer Struktur zu mattieren. Durch die eingebrachte Struktur wird das Licht im Bereich der Fase diffus gebrochen, wodurch ein gegeüber dem nicht strukturieren Bereich matterer Eindruck entsteht. -
Fig. 8 zeigt beispielhaft einen Schnitt durch eine Dekorpaneel 110. Dabei ist an der Kante 112 / 112 a eine Fase 111 vorgesehen, Im Bereich der Fase 111 ist die Oberfläche durch mechanisches Einbringung eines Prägemusters 114 mattiert. -
- 100
- Vorrichtung
- 110
- Dekorpaneel
- 111
- Fase
- 112
- lange Kante
- 112a
- kurze Kante
- 113
- Kern
- 114
- Prägemuster
- 200
- Prägewalze
- 201
- Prägestruktur
- 210
- Prägewalze
- 211
- Prägestruktur
- 220
- Prägewalze
- 221
- Prägestruktur
- 230
- Prägewalze
- 231
- Prägestruktur
- 240
- Prägewalze
- 241
- Prägestruktur
- 280
- Lagerblock
- 300
- Winkelrichteinheit
- 400
- Lagerichteinheit
- 500
- Andruckrichteinheit
Claims (15)
- Vorrichtung (100) zur mechanischen Mattierung einer Fase (111) an der Kante (112) eines Dekorpanels (110), aufweisend eine Prägewalze (200), eine Winkelrichteinheit (300), eine Andruckrichteinheit (500), sowie eine Fördereinrichtung (600) zur Förderung des Dekorpanels (110) in eine Förderrichtung (800), wobei die Prägewalze (200) auf ihrer Oberfläche eine Prägestruktur (201) aufweist, wobei die Prägewalze (200) mittels der Winkelrichteinheit (300) hinsichtlich ihres Relativwinkel α zu der zu mattierenden Fase ausrichtbar ist und wobei der Andruck der Prägewalze (200) auf die zu mattierende Fase mittels der Andruckrichteinheit (500) einstellbar ist.
- Vorrichtung (100) gemäß Anspruch 1, wobei die Vorrichtung eine Mehrzahl von in Förderrichtung (800) hintereinander angeordneten Prägewälzen (200, 210, 220, 230, 240) aufweist.
- Vorrichtung (100) gemäß Anspruch 2, wobei die Vorrichtung den jeweiligen Prägewalzen (200, 210, 220) separat zugeordnete Winkelrichteinheiten (300) aufweist.
- Vorrichtung (100) gemäß Anspruch 2 oder 3, wobei die Vorrichtung den jeweiligen Prägewalzen (200, 210, 220) separat zugeordnete Lagerichteinheiten (400) aufweist und die Prägewalzen (200, 210, 220, 230, 240) mittels der Lagerichteinheiten (400) hinsichtlich ihres Versatzes (V) zueinander ausrichtbar sind.
- Vorrichtung (100) gemäß Anspruch 2 bis 4, wobei die Vorrichtung den jeweiligen Prägewalzen (200, 210, 220, 230, 240) separat zugeordnete Andruckrichteinheiten (500) aufweist und die Prägewalzen (200, 210, 220, 230, 240) mittels der Andruckrichteinheiten (500, 510, 520) hinsichtlich ihres Andruckes auf die zu mattierende Fase (111) separat einstellbar sind.
- Vorrichtung gemäß einem der Ansprüche 2 bis 5, wobei die Prägewalzen (200, 210, 220, 230, 240) unterschiedliche Prägestrukturen (201, 211, 221, 231, 241) aufweisen.
- Vorrichtung gemäß einem der vorhergehenden Ansprüche, wobei die Winkelrichteinheit (300) und/oder die Lagerichteinheit (400) und/oder die Andruckrichteinheit (500) einen Stellmotor ausweist, welcher signaltechnisch mit einer zentralen Steuerungseinheit verbunden ist.
- Vorrichtung gemäß Anspruch 7, wobei die Steuerungseinrichtung mit einem optischen Sensor verbunden ist, welcher dazu eingerichtet ist, den Wert R` der Mattierung der mechanisch mattierten Faser zu erfassen und wobei die Steuerungseinrichtung dazu eingerichtet ist, in Abhängigkeit der über den optischen Sensor ermittelten Stärke der Mattierung Steuerungssignale an die Stellmotoren der Winkelrichteinheit (300) und/oder der Lagerichteinheit (400) und/oder Andruckrichteinheiten (500) auszugeben, mit der Maßgabe, dass durch Veränderung der Lage der Prägewalzen relativ zueinander und/oder zur zu mattierenden Fase (111) und/oder durch Veränderung des Andruckes auf die zu mattierende Fase (111) die erzeugte Mattierung einem vorgebbaren R` Wert entspricht.
- Verfahren zur mechanischen Mattierung einer Fase (111) an der Kante (112) eines Dekorpanels (110), aufweisend die Verfahrensschritte:a) Zuführen eines Dekorpaneels zu einer Vorrichtung (100) gemäß einer der Ansprüche 1 bis 8;b) Kontaktieren der Fase (111) mit einer ersten Prägewalze (200), wobei die Prägewalze (200) hinsichtlich ihres Relativwinkel α zu der zu mattierenden Fase ausrichtbar ist und wobei der Andruck der Prägewalze (200) auf die zu mattierende Fase mittels der Andruckrichteinheit (500) einstellbar ist;c) Optionales Kontaktieren der Fase (111) mit wenigstens einer zweiten Prägewalze (210, 220, 230);wobei der Relativwinkel α und/oder der Andruck und/oder der Versatz V mit der Maßgabe eingestellt wird, dass die erhaltene Mattierung einem vorgegebenen Mattierungswert entspricht.
- Verfahren gemäß Anspruch 9, wobei die Einstellung des Relativwinkel α und/oder des Andrucks mittels eines Stellmotors erfolgt, wobei der Stellmotor signaltechnisch mit einer zentralen Steuerungseinrichtung verbunden ist, wobei die Steuerungseinrichtung wiederum mit einem optischen Sensor verbunden ist, welcher dazu eingerichtet ist, die Stärke der Mattierung der mechanisch mattierten Fasen (111) zu erfassen und wobei die Steuerungseinrichtung in Abhängigkeit der über den optischen Sensor ermittelten Stärke der Mattierung Steuerungssignale an die Stellmotoren der Winkelrichteinheit (300) und/oder der Lagerichteinheit (400) und/oder Andruckrichteinheiten (500) ausgibt, mit der Maßgabe, dass durch Veränderung die Lage der Prägewalzen (200, 210, 220, 230) relativ zueinander und/oder zur zu mattierenden Fase (111) und/oder durch Veränderung des Andruckes auf die zu mattierende Fase (111) die erzeugte Mattierung einer vorgegebenen Stärke entspricht.
- Mechanisch mattierte Fase, wobei diese auf ihrer Oberfläche eine mittels einer Prägung eingebrachte Feinstrukturierung aufweist.
- Mechanisch mattierte Fase, wobei diese einen Reflektometerwert R` gemäß DIN EN 67530 bei einem Messwinkel von 85° von ≥30, vorzugsweise ≥20, weiter bevorzugt ≥15, insbesondere ≥10 aufweist.
- Dekorpaneel, aufweisen eine mechanisch mattierte Fase (111), wobei die Fase (111) auf ihrer Oberfläche eine mittels einer Prägung eingebrachte Feinstruktur aufweist.
- Dekorpaneel gemäß Anspruch 13, wobei die mittel Prägung eingebrachte Feinstruktur eine Strukturtiefe in einem Bereich von ≥ 5µm bis ≤ 70 µm, vorzugsweise ≥ 10µm bis ≤ 50 µm µm aufweist.
- Dekorpaneel gemäß einem der Ansprüche 13 oder 14, wobei das Dekorpaneel einem Kern aus einem polymerhaltigen Material aufweist und wobei die Fase (111) zumindest teilweise in den Kern eingebracht ist.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP23217740.2A EP4574444A1 (de) | 2023-12-18 | 2023-12-18 | Vorrichtung und verfahren zur mechanischen mattierung von fasen an dekorpanelkanten sowie dekorpaneel mit mechanisch mattierter fase |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP23217740.2A EP4574444A1 (de) | 2023-12-18 | 2023-12-18 | Vorrichtung und verfahren zur mechanischen mattierung von fasen an dekorpanelkanten sowie dekorpaneel mit mechanisch mattierter fase |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP4574444A1 true EP4574444A1 (de) | 2025-06-25 |
Family
ID=89223429
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP23217740.2A Pending EP4574444A1 (de) | 2023-12-18 | 2023-12-18 | Vorrichtung und verfahren zur mechanischen mattierung von fasen an dekorpanelkanten sowie dekorpaneel mit mechanisch mattierter fase |
Country Status (1)
| Country | Link |
|---|---|
| EP (1) | EP4574444A1 (de) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6210512B1 (en) * | 1996-06-25 | 2001-04-03 | Intercraft Company | Embossing of laminated picture frame molding |
| WO2006066776A2 (en) | 2004-12-23 | 2006-06-29 | Flooring Industries Ltd | Laminate floor panel and method, device and accessoires for manufacturing |
| DE102009018832A1 (de) * | 2009-04-24 | 2010-10-28 | Bulthaup Gmbh & Co. Kg | Beschichteter Träger mit Fase-bzw.Radiusprägung und Verfahren zur Herstellung |
| WO2012004701A2 (en) | 2010-07-09 | 2012-01-12 | Flooring Industries Limited, Sarl | Floor panel |
| WO2022013645A1 (en) * | 2020-07-17 | 2022-01-20 | Flooring Industries Limited, Sarl | Coated panel, method for manufacturing thereof and milling tool applied therewith |
| EP4292831A1 (de) * | 2022-06-15 | 2023-12-20 | Josef Schiele | Vorrichtung und verfahren zur thermomechanischen oberflächenstrukturierung einer fase eines fussbodenelements sowie fertigungslinie zur fertigung von fussbodenelementen |
-
2023
- 2023-12-18 EP EP23217740.2A patent/EP4574444A1/de active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6210512B1 (en) * | 1996-06-25 | 2001-04-03 | Intercraft Company | Embossing of laminated picture frame molding |
| WO2006066776A2 (en) | 2004-12-23 | 2006-06-29 | Flooring Industries Ltd | Laminate floor panel and method, device and accessoires for manufacturing |
| DE102009018832A1 (de) * | 2009-04-24 | 2010-10-28 | Bulthaup Gmbh & Co. Kg | Beschichteter Träger mit Fase-bzw.Radiusprägung und Verfahren zur Herstellung |
| WO2012004701A2 (en) | 2010-07-09 | 2012-01-12 | Flooring Industries Limited, Sarl | Floor panel |
| WO2022013645A1 (en) * | 2020-07-17 | 2022-01-20 | Flooring Industries Limited, Sarl | Coated panel, method for manufacturing thereof and milling tool applied therewith |
| EP4292831A1 (de) * | 2022-06-15 | 2023-12-20 | Josef Schiele | Vorrichtung und verfahren zur thermomechanischen oberflächenstrukturierung einer fase eines fussbodenelements sowie fertigungslinie zur fertigung von fussbodenelementen |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2516176B1 (de) | Verfahren zur herstellung einer gruppe von paneelen zur nachahmung einer langdiele | |
| DE102005038975B3 (de) | Verfahren zur Herstellung von Paneelen | |
| DE10019054C1 (de) | Verfahren zum Zuschneiden von Paneelen oder dergleichen | |
| EP1645339B1 (de) | Verfahren zur Herstellung einer strukturierten Oberfläche und Platte mit einer strukturierten Oberfläche | |
| DE10262235B4 (de) | Spanplatte, insbesondere Fußbodenpaneel oder Möbelplatte, und Verfahren zu ihrer Herstellung | |
| DE202012013358U1 (de) | Mechanisches Verriegelungssystem für Bodenpaneele | |
| EP1862304B1 (de) | Verfahren zum Erzeugen eines Oberflächendekors auf einem Paneel und Druckmaschine zur Durchführung des Verfahrens | |
| DE102006024305B3 (de) | Paneel und Verfahren zur Herstellung eines Paneels | |
| DE10233731A1 (de) | Anordnung von Bauteilen mit Verbindungselementen | |
| CH658624A5 (de) | Verfahren und vorrichtung zur herstellung von mehrschicht-platten. | |
| EP3649892B1 (de) | Kantenleiste und verfahren zu ihrer herstellung | |
| WO2016180643A1 (de) | Verfahren zur herstellung von vertiefungen aufweisenden paneelen | |
| DE602004011838T2 (de) | Verfahren zur herstellung einer bodenplatte | |
| EP3458279A1 (de) | Verfahren zum herstellen eines kantenprofils und möbelteil | |
| DE9001326U1 (de) | Noppenplatte aus Kunststoff | |
| EP2955295A1 (de) | Verfahren zum Herstellen eines Paneels und Vorrichtung | |
| DE102008008240B4 (de) | Verfahren zur Herstellung einer Bauplatte, Vorrichtung zur Durchführung des Verfahrens und Fußbodenpaneel | |
| EP4574444A1 (de) | Vorrichtung und verfahren zur mechanischen mattierung von fasen an dekorpanelkanten sowie dekorpaneel mit mechanisch mattierter fase | |
| DE202023107534U1 (de) | Vorrichtung zur mechanischen Mattierung von Fasen an Dekorpanelkanten sowie Dekorpaneel mit mechanisch mattierter Fase | |
| DE19952021C1 (de) | Vorrichtung und Verfahren zur Herstellung von profiliertem Langmaterial mit Oberflächenprägung | |
| DE19958720C2 (de) | Plattenförmiges Element | |
| EP3711970B1 (de) | Verfahren zur veredlung einer bereitgestellten bauplatte | |
| DE102017117714A1 (de) | Verfahren zur Beschichtung einer Oberfläche mittels einem profiliertem Beschichtungsmaterial sowie Beschichtungsmaterial | |
| DE102009018832A1 (de) | Beschichteter Träger mit Fase-bzw.Radiusprägung und Verfahren zur Herstellung | |
| DE4334584C2 (de) | Verfahren zur Herstellung von Paneelen oder dergleichen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC ME MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20251222 |