EP4582603A2 - Gestrickte komponente mit einem mit hochfestem garn ausgebildeten oberflächenbereich - Google Patents
Gestrickte komponente mit einem mit hochfestem garn ausgebildeten oberflächenbereich Download PDFInfo
- Publication number
- EP4582603A2 EP4582603A2 EP25163590.0A EP25163590A EP4582603A2 EP 4582603 A2 EP4582603 A2 EP 4582603A2 EP 25163590 A EP25163590 A EP 25163590A EP 4582603 A2 EP4582603 A2 EP 4582603A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- yarn
- knitted component
- exposed
- surface area
- layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Classifications
-
- A—HUMAN NECESSITIES
- A43—FOOTWEAR
- A43B—CHARACTERISTIC FEATURES OF FOOTWEAR; PARTS OF FOOTWEAR
- A43B1/00—Footwear characterised by the material
- A43B1/02—Footwear characterised by the material made of fibres or fabrics made therefrom
- A43B1/028—Synthetic or artificial fibres
-
- A—HUMAN NECESSITIES
- A43—FOOTWEAR
- A43B—CHARACTERISTIC FEATURES OF FOOTWEAR; PARTS OF FOOTWEAR
- A43B1/00—Footwear characterised by the material
- A43B1/02—Footwear characterised by the material made of fibres or fabrics made therefrom
- A43B1/04—Footwear characterised by the material made of fibres or fabrics made therefrom braided, knotted, knitted or crocheted
-
- A—HUMAN NECESSITIES
- A43—FOOTWEAR
- A43B—CHARACTERISTIC FEATURES OF FOOTWEAR; PARTS OF FOOTWEAR
- A43B23/00—Uppers; Boot legs; Stiffeners; Other single parts of footwear
- A43B23/02—Uppers; Boot legs
- A43B23/0205—Uppers; Boot legs characterised by the material
- A43B23/0215—Plastics or artificial leather
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B1/00—Weft knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes
- D04B1/10—Patterned fabrics or articles
- D04B1/12—Patterned fabrics or articles characterised by thread material
-
- A—HUMAN NECESSITIES
- A43—FOOTWEAR
- A43B—CHARACTERISTIC FEATURES OF FOOTWEAR; PARTS OF FOOTWEAR
- A43B23/00—Uppers; Boot legs; Stiffeners; Other single parts of footwear
- A43B23/02—Uppers; Boot legs
- A43B23/0245—Uppers; Boot legs characterised by the constructive form
- A43B23/0255—Uppers; Boot legs characterised by the constructive form assembled by gluing or thermo bonding
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2331/00—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products
- D10B2331/04—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products polyesters, e.g. polyethylene terephthalate [PET]
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2401/00—Physical properties
- D10B2401/04—Heat-responsive characteristics
- D10B2401/041—Heat-responsive characteristics thermoplastic; thermosetting
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2401/00—Physical properties
- D10B2401/06—Load-responsive characteristics
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2401/00—Physical properties
- D10B2401/06—Load-responsive characteristics
- D10B2401/063—Load-responsive characteristics high strength
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2403/00—Details of fabric structure established in the fabric forming process
- D10B2403/01—Surface features
- D10B2403/011—Dissimilar front and back faces
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2403/00—Details of fabric structure established in the fabric forming process
- D10B2403/01—Surface features
- D10B2403/011—Dissimilar front and back faces
- D10B2403/0114—Dissimilar front and back faces with one or more yarns appearing predominantly on one face, e.g. plated or paralleled yarns
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2403/00—Details of fabric structure established in the fabric forming process
- D10B2403/02—Cross-sectional features
- D10B2403/021—Lofty fabric with equidistantly spaced front and back plies, e.g. spacer fabrics
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2403/00—Details of fabric structure established in the fabric forming process
- D10B2403/03—Shape features
- D10B2403/032—Flat fabric of variable width, e.g. including one or more fashioned panels
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2501/00—Wearing apparel
- D10B2501/04—Outerwear; Protective garments
- D10B2501/043—Footwear
Definitions
- the upper of the article of footwear generally extends over the instep and toe areas of the foot, along the medial and lateral sides of the foot, and around the heel area of the foot. Access to the void on the interior of the upper is generally provided by an ankle opening in a heel area of the footwear.
- a lacing system is often incorporated into the upper to adjust the fit of the upper, thereby facilitating entry and removal of the foot from the void within the upper.
- the upper may include a tongue that extends under the lacing system to enhance adjustability of the footwear, and the upper may incorporate a heel counter to limit movement of the heel.
- One general aspect of the present disclosure includes a knitted component with a first surface and a second surface, the first surface facing opposite the second surface, the first surface including at least a first yarn and the second surface including at least a second yarn.
- the first and second yarns may be different.
- the first surface and the second surface may be secured via a knit structure of the knitted component, where the first surface includes an exposed first surface area, where at least 65% of the exposed first surface area is formed of the first yarn, and where the first yarn has a tenacity of at least 5 grams per denier (g/d).
- an article is an article of apparel (e.g., shirts, pants, socks, footwear, jackets and other outerwear, briefs and other undergarments, hats and other headwear, or the like).
- the article may be an upper configured for use in an article of footwear.
- the upper may be used in connection with any type of footwear.
- Illustrative, non-limiting examples of articles of footwear include a basketball shoe, a biking shoe, a cross-training shoe, a global football (soccer) shoe, an American football shoe, a bowling shoe, a golf shoe, a hiking shoe, a ski or snowboarding boot, a tennis shoe, a running shoe, and a walking shoe.
- the upper may also be incorporated into a non-athletic shoe, such as a dress shoe, a loafer, and a sandal.
- the knitted component 106 may also provide desirable aesthetic characteristics by incorporating yarns having different colors, textures or other visual properties arranged in a particular pattern.
- the yarns themselves and/or the knit structure formed by one or more of the yarns of the knitted component 106 may be varied at different locations such that the knitted component 106 has two or more portions with different properties (e.g., a portion forming the throat area 114 of the upper 102 may be relatively elastic while another portion may be relatively inelastic).
- the knitted component 106 may incorporate one or more materials with properties that change in response to a stimulus (e.g., temperature, moisture, electrical current, magnetic field, or light).
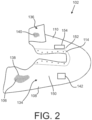
- FIG. 2 is an illustration showing the knitted component for the upper 102 as it may appear after formation on a knitting machine.
- the knitted component 106 may be formed as a continuous and integral one-piece element during a knitting process, such as a weft knitting process (e.g., with a flat knitting machine or circular knitting machine), a warp knitting process, or any other suitable knitting process. That is, the knitting process on the knitting machine may substantially form the knit structure of the knitted component 106 without the need for significant post-knitting processes or steps. Alternatively, two or more portions of the knitted component 106 may be formed separately as distinct integral one-piece elements and then the respective elements attached. After the knitting process, the upper 102 may go through one or more post-processing steps.
- the knitted component 106 may be formed of one or more types of yarn.
- a “yarn” shall mean an elongated, continuous length of at least one fiber or strand suitable for use in the production of textiles by hand or by machine, including (but not limited to) textiles made using weaving, knitting, crocheting, braiding, sewing, embroidery, or ropemaking techniques. Thread is a type of yarn commonly used for sewing, for example. While yarns can be made using fibers formed of natural, regenerated, and synthetic materials, the manufacturing articles of footwear and performance athletic apparel may utilizes yarns formed from synthetic polymer fibers, as synthetic polymers fibers typically provide the durability and consistency required for these products and for producing them in high volume.
- Three basic forms of synthetic polymer fibers are typically used to make yarn: relatively long and continuous filaments; tow, which are formed of many continuous filaments loosely joined side by side; and staple (cut) fibers.
- the length of synthetic polymer staple fibers typically used to form spun synthetic yarns ranges from about 0.5 inches to about 18 inches in length.
- Synthetic polymer spun yarns can be formed using a single type of fiber, such as a single type of synthetic polymer fiber, by using a blend of more than one type of synthetic polymer fiber, as well as by using blends of one or more type of synthetic polymer fibers with natural and/or regenerated fibers.
- synthetic polymer continuous filament yarns can be formed from continuous filaments of a single type of synthetic polymer, can be formed from continuous filaments formed from more than one type of synthetic polymer, or can be formed from a combination of continuous fibers formed from a regenerated material with synthetic polymer continuous filaments formed of one or more types of synthetic polymers.
- the linear mass density or weight per unit length of a yarn can be expressed using various units, including denier (D) and tex. Denier is the mass in grams per 9000 meters. The linear mass density of a single filament of a fiber can also be expressed using denier per filament (DPF). Tex is the mass in grams per 1000 meters; decitex (dtex) is the mass in grams per 10,000 meters.
- the amount of force needed to break a yarn may be determined by subjecting a sample of the yarn to a known amount of force by stretching the sample until it breaks, for example, by inserting each end of a sample of the yarn into the grips on the measuring arms of an extensometer, subjecting the sample to a stretching force, and measuring the force required to break the sample using a strain gauge load cell.
- Suitable testing systems can be obtained from Instron (Norwood, MA, USA).
- Yarn tenacity and yarn breaking force are distinct from burst strength or bursting strength of a textile, which is a measure of the maximum force that can be applied to the surface of a textile before the surface bursts.
- the minimum tenacity required is approximately 1.5 grams per denier (g/D).
- Most synthetic polymer continuous filament yarns formed from commodity polymeric materials generally have tenacities in the range of about 1.5 g/D to about 4 g/D.
- polyester filament yarns that may be used in the manufacture of knit uppers for article of footwear have tenacities in the range of about 2.5 g/D to about 4 g/D.
- Filament yarns formed from commodity synthetic polymeric materials which are considered to have high tenacities generally have tenacities in the range of about 5 g/D to about 10 g/D.
- filament yarns formed of aramid typically have tenacities of about 20 g/D
- filament yarns formed of ultra-high molecular weight polyethylene (UHMWPE) having tenacities greater than 30 g/D are available from Dyneema (Stanley, NC, USA) and Spectra (Honeywell-Spectra, Colonial Heights, VA, USA).
- the first and second layers of the knitted component 106 may be separately formed or integrally formed, and one or both layers may be formed during a knitting or other textile manufacturing process.
- the first layer defining the first (outer) surface 134 and the second layer forming the second (inner) surface 136 may be formed during a single knitting process (e.g., simultaneously on a knitting machine).
- the first and second layers may be formed on a flat knitting machine with two needle beds. The first layer may be primarily formed on a front needle bed, and the second layer may be primarily formed on a back needle bed, or vice versa.
- the first layer and the second layer may be integral and tightly bound together such that they are inseparable and/or are not readily distinguishable (visually or otherwise).
- the knitted component 106 may have at least one location where the first layer and the second layer are separable and/or form a pocket therebetween, which may be filled with an insert or other filler material (e.g., a cushioning material). It is contemplated that the first layer and the second layer may be attached only at the edges of the knitted component 106 or the first and second layers may be attached at additional points by a tie stitch at any one or more points on the upper.
- the first layer defining the first surface 134 of the knitted component 106 may be primarily formed by a first yarn 138 such that the exposed surface area 142 of the first surface 134 is primarily formed by the material defining the first yarn 138. In some embodiments, the first layer of the knitted component 106 may be fully or substantially fully formed substantially of the first yarn 138, at least in certain areas or zones. Similarly, the second layer defining the second surface 136 of the knitted component 106 may be primarily formed by a second yarn 140 such that the exposed surface area of the second surface 136 is primarily formed by the material defining the second yarn 140. In some embodiments, the second layer of the knitted component 106 may be fully formed or substantially fully formed of the second yarn 140, at least in certain areas or zones. It is noted that, for simplicity, only two yarns (representing two yarn types) are described, but more than two yarn types may be included, and the features described herein may apply to more than two yarn types.
- the second yarn 140 may be incorporated into the first layer and the first yarn may be incorporated into the second layer at least at some locations, and the proportion (i.e., percentage of exposure on a surface area) of each yarn type exposed on each surface may vary.
- the exposure of each yarn may be specifically selected to provide the surfaces with certain surface characteristics.
- the amount of the first yarn 138 incorporated into the first layer relative to other yarn types may be optimized such that a desirable amount of material forming the first yarn 138 is exposed on the first surface.
- a particular surface area it may be desirable for at least 50%, at least 60%, at least 70%, at least 80%, at least 90%, or even more of the material that is exposed on the first surface 134 at an exposed surface area 142 to be the material provided by the first yarn.
- a particular surface area on the second surface 136 it may be desirable for at least 50%, at least 60%, at least 70%, at least 80%, at least 90%, or even more of the material that is exposed on the second surface 136 to be the material provided by the second yarn.
- the two layers may optionally have an inverse composition of material types (but this is not required).
- the exposed surface area of the first surface 134 may have a composition of about 70% of the material provided by the first yarn and about 30% of the material provided by the second yarn, while the exposed surface area of the second surface 136 may have an opposite composition (e.g., 70% of material provided by the second yarn and 30% of material provided by the second yarn).
- an exposed portion of a surface is about 70% (or more) formed by a high tenacity yarn (e.g., a polyethylene terephthalate filament yarn from National Spinning (Washington, NC, USA) with a tenacity of about 6 g/D, and/or a polyethylene terephthalate filament yarn from Far Eastern New Century (Taipei, Taiwan) with a tenacity of about 7 g/D), and 30% (or less) formed of another yarn (e.g., a synthetic polymer continuous filament yarn formed having a tenacity in the range of about 1.5 g/D to about 4 g/D), that exposed portion of the surface has a desirable grip (e.g., friction coefficient) for use in shoe configured for rope climbing in at least one direction (e.g., in a vertical direction with respect to the shoe) and also had desirable anti-abrasiveness and durability.
- a desirable grip e.g., friction coefficient
- the first surface 134 of the knitted component 106 may be primarily formed by the first yarn 138 (at least at one area), and the first yarn 138 may be a high tenacity yarn. That is, the first yarn 138 may have a tenacity of at least 5 grams per denier (g/D), and in some embodiments the first yarn 138 may have a tenacity of about 6 grams per denier (g/D) or higher, about 7 grams per denier (g/D) or higher, about 10 grams per denier (g/D) or higher, or even about 20 grams per denier (g/D) or higher.
- the portion of the exposed surface area 142 of the first surface 134 may be at least 1 square centimeter in area, such as at least 4 square centimeters in area, at least 9 square centimeters in area, etc.
- the second surface 136 may be formed of the above-described second yarn, which may have a tenacity less than 4 grams per denier (g/D).
- the second yarn 140 may be a polyester yarn having suitable softness, anti-abrasiveness, flexibility, compressibility, and/or other characteristics that are associated with comfortable contact with a foot and/or sock of a wearer.
- the knitted component 106 may include a first zone 150 and a second zone 152, where at least one surface has a different composition of exposed yarns in the first zone 150 with respect to the second zone 152.
- the exposed surface area 142 may be located in the first zone 150, and the second zone may have an exposed second surface area 154.
- less than 65% of the exposed second surface area 154 may be formed of the first yarn.
- at least 50% of the exposed first surface area may be formed of the second yarn 140.
- This non-limiting embodiment may provide the ability to use a different knit structure (e.g., a single-layer knit structure) that has suitable elasticity, comfort-related characteristics, and/or other characteristics that are desirable in certain areas of the upper (such as the throat area).
- Embodiment 1 A knitted component comprising:
- Embodiment 2 The knitted component of embodiment 1, wherein the first yarn has a tenacity of at least 7 grams per denier (g/D).
- Embodiment 3 The knitted component of embodiment 1, wherein the exposed first surface area has an area of at least 1 square centimeter.
- Embodiment 4 The knitted component of embodiment 1, wherein the exposed first surface area has an area of at least 9 square centimeters.
- Embodiment 5 The knitted component of embodiment 1, wherein at least 70% of the exposed first surface area is formed of the first yarn.
- Embodiment 6 The knitted component of embodiment 1, wherein the second yarn includes a tenacity of less than 4 grams per denier (g/D).
- Embodiment 7 The knitted component of embodiment 1, further comprising:
- Embodiment 8 The knitted component of embodiment 7, wherein less than 60% of the exposed second surface area is formed of the first yarn.
- Embodiment 9 The knitted component of embodiment 1, wherein the second surface includes an exposed second surface area, wherein at least 50% of the exposed second surface area is formed of the second yarn.
- Embodiment 10 The knitted component of embodiment 1, wherein the first yarn is a polyethylene terephthalate filament yarn.
- Embodiment 11 A method comprising:
- Embodiment 12 The method of embodiment 11, wherein the first yarn has a tenacity of at least 7 grams per denier (g/D).
- Embodiment 13 The method of embodiment 11, wherein the exposed first surface area has an area of at least 1 square centimeter.
- Embodiment 14 The method of embodiment 11, wherein the exposed first surface area has an area of at least 9 square centimeters.
- Embodiment 15 The method of embodiment 11, wherein at least 70% of the exposed first surface area is formed of the first yarn.
- Embodiment 16 The method of embodiment 11, wherein the second yarn includes a tenacity of less than 4 grams per denier (g/D).
- Embodiment 17 The method of embodiment 11, further comprising:
- Embodiment 18 The method of embodiment 17, wherein less than 60% of the exposed second surface area is formed of the first yarn.
- Embodiment 19 The method of embodiment 18, wherein the second surface includes an exposed second surface area, wherein at least 50% of the exposed second surface area is formed of the second yarn.
- Embodiment 20 The method of embodiment 11, wherein the first yarn is a polyethylene terephthalate filament yarn.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Knitting Of Fabric (AREA)
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201762502291P | 2017-05-05 | 2017-05-05 | |
| EP18726295.1A EP3619349B1 (de) | 2017-05-05 | 2018-05-03 | Gestrickte komponente mit einer mit hochzähem garn ausgebildeten oberfläche |
| PCT/US2018/030898 WO2018204650A1 (en) | 2017-05-05 | 2018-05-03 | Knitted component with a surface area formed with high-tenacity yarn |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP18726295.1A Division EP3619349B1 (de) | 2017-05-05 | 2018-05-03 | Gestrickte komponente mit einer mit hochzähem garn ausgebildeten oberfläche |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP4582603A2 true EP4582603A2 (de) | 2025-07-09 |
| EP4582603A3 EP4582603A3 (de) | 2025-07-30 |
Family
ID=62218336
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP18726295.1A Active EP3619349B1 (de) | 2017-05-05 | 2018-05-03 | Gestrickte komponente mit einer mit hochzähem garn ausgebildeten oberfläche |
| EP25163590.0A Pending EP4582603A3 (de) | 2017-05-05 | 2018-05-03 | Gestrickte komponente mit einem mit hochfestem garn ausgebildeten oberflächenbereich |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP18726295.1A Active EP3619349B1 (de) | 2017-05-05 | 2018-05-03 | Gestrickte komponente mit einer mit hochzähem garn ausgebildeten oberfläche |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20180317594A1 (de) |
| EP (2) | EP3619349B1 (de) |
| CN (1) | CN110998000B (de) |
| WO (1) | WO2018204650A1 (de) |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN208807681U (zh) * | 2018-05-08 | 2019-05-03 | 张家港极速户外服饰制造有限公司 | 一种针织无缝透气一片式帽顶棒球帽 |
| US11659892B2 (en) * | 2018-08-08 | 2023-05-30 | Nike, Inc. | Lightweight knitted upper and methods of manufacture |
| USD913647S1 (en) | 2018-08-29 | 2021-03-23 | Puma SE | Shoe |
| USD891739S1 (en) | 2018-08-29 | 2020-08-04 | Puma SE | Shoe |
| USD885719S1 (en) | 2018-08-29 | 2020-06-02 | Puma SE | Shoe |
| USD880825S1 (en) | 2018-08-29 | 2020-04-14 | Puma SE | Shoe |
| US11925234B2 (en) * | 2018-09-28 | 2024-03-12 | Puma SE | Article of footwear having an upper assembly |
| US11013292B2 (en) | 2018-09-28 | 2021-05-25 | Puma SE | Article of footwear having a sole structure |
| JP6867699B2 (ja) * | 2018-11-19 | 2021-05-12 | 株式会社近藤紡績所 | 編地製造方法、生地製造方法、及び縫製品製造方法 |
| CN111844977B (zh) * | 2019-04-26 | 2024-12-20 | 中山辰元纺织科技有限公司 | 一种高耐磨针织面料 |
| CN114929054B (zh) | 2020-01-08 | 2024-08-06 | 耐克创新有限合伙公司 | 具有两种纱线类型的用于鞋类制品的鞋面 |
| US20220330656A1 (en) * | 2021-04-15 | 2022-10-20 | Puma SE | Article of footwear having a shoe upper assembly |
| JPWO2023238389A1 (de) * | 2022-06-10 | 2023-12-14 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ATE183784T1 (de) * | 1993-02-22 | 1999-09-15 | Keiper Recaro Gmbh Co | Abstandstextilmaterial variabler dicke, herstellungsverfahren und verwendungen dazu |
| US5787503A (en) * | 1996-09-04 | 1998-08-04 | Murphy, Iii; Edward J. | Multi-layer sweater |
| US5896758A (en) * | 1997-04-17 | 1999-04-27 | Malden Mills Industries, Inc. | Three-dimensional knit spacer fabric for footwear and backpacks |
| US6161400A (en) * | 1997-09-23 | 2000-12-19 | Whizard Protective Wear Corp. | Cut-resistant knitted fabric |
| US20020104576A1 (en) * | 2000-08-30 | 2002-08-08 | Howland Charles A. | Multi-layer and laminate fabric systems |
| TWI229037B (en) * | 2000-09-29 | 2005-03-11 | Toray Industries | Fiber structure of heat retaining property |
| JP4505212B2 (ja) * | 2003-01-10 | 2010-07-21 | 美津濃株式会社 | シューズ及びこれに用いるダブルラッセル経編地 |
| US6837078B1 (en) * | 2004-04-13 | 2005-01-04 | Malden Mills Industries, Inc. | Knit fabrics with face-to-back differentiation |
| US20100167617A1 (en) * | 2006-08-09 | 2010-07-01 | Toray Industries, Inc., a corporation of Japan, | Water-permeability stretch knitted fabric |
| US20110046526A1 (en) * | 2009-01-26 | 2011-02-24 | Bsn Medical, Inc. | Water resistant bandage |
| US10172422B2 (en) * | 2011-03-15 | 2019-01-08 | Nike, Inc. | Knitted footwear component with an inlaid ankle strand |
| EP2964819A4 (de) * | 2013-03-07 | 2017-04-05 | GRT Developments Pty Limited | Fasersystem |
| CN103556384B (zh) * | 2013-11-12 | 2016-01-20 | 莆田市华峰工贸有限公司 | 一种单色或多色双层间隔提花经编布及其编织方法 |
| CN203789173U (zh) * | 2014-03-18 | 2014-08-27 | 上海针织九厂 | 双面结构针织内衣面料 |
| CN204509627U (zh) * | 2015-03-25 | 2015-07-29 | 上海云鼎纺织品股份有限公司 | 一种立体网状结构单向导湿针织面料 |
| CN105133159A (zh) * | 2015-09-10 | 2015-12-09 | 深圳市中盛丽达贸易有限公司 | 一种功能性多层针织面料 |
-
2018
- 2018-05-03 US US15/970,049 patent/US20180317594A1/en not_active Abandoned
- 2018-05-03 EP EP18726295.1A patent/EP3619349B1/de active Active
- 2018-05-03 WO PCT/US2018/030898 patent/WO2018204650A1/en not_active Ceased
- 2018-05-03 CN CN201880029677.4A patent/CN110998000B/zh active Active
- 2018-05-03 EP EP25163590.0A patent/EP4582603A3/de active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| US20180317594A1 (en) | 2018-11-08 |
| EP4582603A3 (de) | 2025-07-30 |
| EP3619349B1 (de) | 2025-04-02 |
| CN110998000A (zh) | 2020-04-10 |
| CN110998000B (zh) | 2022-04-08 |
| EP3619349A1 (de) | 2020-03-11 |
| WO2018204650A1 (en) | 2018-11-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3619349B1 (de) | Gestrickte komponente mit einer mit hochzähem garn ausgebildeten oberfläche | |
| EP3496561B1 (de) | Artikel mit einer ersten zone mit ersten und zweiten garnen | |
| US11814758B2 (en) | Upper including a knitted component | |
| US12543824B2 (en) | Lightweight knitted upper and methods of manufacture | |
| HK40062740A (en) | Upper including a knitted component and a tab element | |
| HK40081216A (en) | Lightweight knitted upper and methods of manufacture | |
| HK40001469B (zh) | 具有带有第一纱和第二纱的第一区段的物品 | |
| HK40001469A (en) | Article having a first zone with first and second yarns | |
| HK40046048A (en) | Lightweight knitted upper and methods of manufacture | |
| HK40046048B (en) | Lightweight knitted upper and methods of manufacture | |
| HK40011164A (en) | Upper including a knitted component and a tab element | |
| HK40011164B (zh) | 包括针织部件和拉片元件的鞋面 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 3619349 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: D04B 1/12 20060101AFI20250624BHEP |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| 17P | Request for examination filed |
Effective date: 20260115 |
|
| INTG | Intention to grant announced |
Effective date: 20260213 |