ES2700550T3 - Imprimación para la mejora de la adhesión de bandas adhesivas sobre plásticos y metales que pueden adherirse con dificultad - Google Patents
Imprimación para la mejora de la adhesión de bandas adhesivas sobre plásticos y metales que pueden adherirse con dificultad Download PDFInfo
- Publication number
- ES2700550T3 ES2700550T3 ES12726815T ES12726815T ES2700550T3 ES 2700550 T3 ES2700550 T3 ES 2700550T3 ES 12726815 T ES12726815 T ES 12726815T ES 12726815 T ES12726815 T ES 12726815T ES 2700550 T3 ES2700550 T3 ES 2700550T3
- Authority
- ES
- Spain
- Prior art keywords
- mass
- sum
- primer
- percent
- adhesive
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D133/00—Coating compositions based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Coating compositions based on derivatives of such polymers
- C09D133/04—Homopolymers or copolymers of esters
- C09D133/06—Homopolymers or copolymers of esters of esters containing only carbon, hydrogen and oxygen, the oxygen atom being present only as part of the carboxyl radical
- C09D133/08—Homopolymers or copolymers of acrylic acid esters
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
- C09J7/38—Pressure-sensitive adhesives [PSA]
- C09J7/381—Pressure-sensitive adhesives [PSA] based on macromolecular compounds obtained by reactions involving only carbon-to-carbon unsaturated bonds
- C09J7/385—Acrylic polymers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L23/00—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers
- C08L23/26—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers modified by chemical after-treatment
- C08L23/28—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers modified by chemical after-treatment by reaction with halogens or halogen-containing compounds
- C08L23/283—Iso-olefin halogenated homopolymers or copolymers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L33/00—Compositions of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and only one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides or nitriles thereof; Compositions of derivatives of such polymers
- C08L33/04—Homopolymers or copolymers of esters
- C08L33/06—Homopolymers or copolymers of esters of esters containing only carbon, hydrogen and oxygen, which oxygen atoms are present only as part of the carboxyl radical
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D133/00—Coating compositions based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Coating compositions based on derivatives of such polymers
- C09D133/04—Homopolymers or copolymers of esters
- C09D133/06—Homopolymers or copolymers of esters of esters containing only carbon, hydrogen and oxygen, the oxygen atom being present only as part of the carboxyl radical
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D4/00—Coating compositions, e.g. paints, varnishes or lacquers, based on organic non-macromolecular compounds having at least one polymerisable carbon-to-carbon unsaturated bond ; Coating compositions, based on monomers of macromolecular compounds of groups C09D183/00 - C09D183/16
- C09D4/06—Organic non-macromolecular compounds having at least one polymerisable carbon-to-carbon unsaturated bond in combination with a macromolecular compound other than an unsaturated polymer of groups C09D159/00 - C09D187/00
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J4/00—Adhesives based on organic non-macromolecular compounds having at least one polymerisable carbon-to-carbon unsaturated bond ; adhesives, based on monomers of macromolecular compounds of groups C09J183/00 - C09J183/16
- C09J4/06—Organic non-macromolecular compounds having at least one polymerisable carbon-to-carbon unsaturated bond in combination with a macromolecular compound other than an unsaturated polymer of groups C09J159/00 - C09J187/00
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/50—Adhesives in the form of films or foils characterised by a primer layer between the carrier and the adhesive
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Wood Science & Technology (AREA)
- Health & Medical Sciences (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- General Chemical & Material Sciences (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Paints Or Removers (AREA)
- Adhesive Tapes (AREA)
- Addition Polymer Or Copolymer, Post-Treatments, Or Chemical Modifications (AREA)
Abstract
Imprimación que comprende una mezcla disuelta o dispersada en uno o varios disolventes de I) un adhesivo sensible a la presión que comprende al menos un componente de polímero base que puede obtenerse mediante copolimerización por radicales de los siguientes monómeros: a) al menos un éster de ácido acrílico de un alcohol lineal, primario con 2 a 10 átomos de carbono en el resto alquilo del alcohol, b) al menos un éster de ácido acrílico de un alcohol ramificado, no cíclico con 4 a 12 átomos de carbono en el resto alquilo del alcohol, c) del 8 al 15 por ciento en masa de ácido acrílico, con respecto a la suma de los monómeros, d) opcionalmente hasta el 10 por ciento en masa de otros monómeros que pueden copolimerizarse, con respecto a la suma de los monómeros, II) al menos un agente reticulador térmico a base de un acetilacetonato de metal, de un alcóxido de metal o de un alcoxi-acetilacetonato de metal, III) al menos una poliolefina clorada, caracterizada por que la concentración de la suma de los agentes reticuladores térmicos con respecto a la suma de los componentes de polímero base del adhesivo sensible a la presión asciende a en el intervalo del 0,05 por ciento en masa al 5,0 por ciento en masa y la relación de la suma del componente de polímero base [componente I] del adhesivo sensible a la presión con respecto a la suma de las poliolefinas cloradas [componente III] en la mezcla se encuentra en el intervalo de 30 : 70 a 95 : 5 proporciones en masa.
Description
DESCRIPCIÓN
Imprimación para la mejora de la adhesión de bandas adhesivas sobre plásticos y metales que pueden adherirse con dificultad
La presente invención se refiere a una composición de imprimación para la mejora de la adhesión de bandas adhesivas sobre sustratos que pueden adherirse con dificultad, en particular sobre acero galvanizado, así como sobre elastómeros termoplásticos a base de olefina, tal como por ejemplo PP/EPDM.
Estado de la técnica
Las imprimaciones, denominadas con frecuencia también agente adhesivo o promotor de la adhesión, se conocen de manera múltiple en forma de productos comerciales o por la bibliografía técnica. Un resumen de las sustancias o clases de sustancias que pueden usarse en formulaciones de imprimación se encuentra en J.Bielemann, Lackadditive (1998), cap. 4.3., pág. 114-129.
Las composiciones de imprimación se divulgan en una pluralidad de documentos de patente, sin embargo, solo en algunos documentos se describen imprimaciones con las que debe conseguirse una mejora de la adherencia de bandas adhesivas.
En el documento WO 2008/094721 A1 se propone en relación con aplicaciones de banda adhesiva una composición de imprimación a base de una poliolefina modificada con anhídrido maleico y de una diamina orgánica, con la que debe conseguirse una mejora de la adherencia sobre materiales a base de poliolefina.
En el documento JP 2008-156566 A se divulga para aplicaciones de banda adhesiva una composición de imprimación a base de un polímero de acrilato acídico y de un copolímero que contiene flúor.
Para la mejora de la adherencia de una banda adhesiva sobre sustratos pintados con resina de melamina propone el documento WO 02/100961 A1 una composición de imprimación que contiene un copolímero injertado de un copolímero de acrilato, injertado con un grupo aminoalquilo, que contiene grupos amino primarios terminales, además contiene un copolímero de acrilato con grupos carboxilo en la cadena molecular y un disolvente.
El documento WO 03/052021 A1 describe una composición de imprimación que contiene una polidiorganosiloxanopoliurea con grupos ricos en electrones y puede tener la configuración de una imprimación, de un adhesivo, de un adhesivo sensible a la presión o de otra materia de revestimiento. También esta composición de imprimación se menciona en relación con aplicaciones de banda adhesiva.
En los documentos EP 833865 B1, EP 833866 B1, EP 739383 B1 y US 5.602.202 se describen composiciones de imprimación a base de mezclas de copolímeros de bloque de estireno/dieno o copolímeros de bloque de estireno/dieno hidrogenado y poliacrilatos seleccionados, que deben mejorar la adherencia de bandas adhesivas espumadas adhesivas de manera sensible a la presión en los dos lados sobre superficies tanto energéticamente inferiores como también energéticamente superiores.
Para el uso como capa de imprimación dentro de una banda adhesiva, el documento WO 03/035779 A describe una composición de imprimación a base de un elastómero termoplástico maleinizado, de una poliolefina no halogenada y de una resina.
El documento JP 57 198763 A describe una composición de imprimación a base de un copolímero de acrilato y un monómero a ,p-insaturado y una poliolefina clorada.
El documento JP 58032661 A describe una composición de imprimación a base de un polímero de acrilato y una poliolefina clorada, que se encuentran en una relación específica uno con respecto a otro.
Con las composiciones de imprimación descritas si bien puede mejorarse la adherencia de bandas adhesivas sobre determinados sustratos, sin embargo no se conoce ninguna imprimación que por un lado mejore mucho la adherencia de bandas adhesivas de modo que las bandas adhesivas puedan separarse del sustrato tras un tiempo de adhesión de tres o más días solo con destrozo propio o destrozo del sustrato y por otro lado aún durante un determinado tiempo corto tras la aplicación, por ejemplo durante un tiempo de hasta tres minutos, permita un desprendimiento adhesivo y eventualmente un reposicionamiento de una banda adhesiva, en particular de una banda adhesiva que contiene una capa de elastómero espumada o a modo de espuma y se concibe para uniones duraderas, fuertemente adhesivas. En particular no se conoce ninguna imprimación con la que se consiga este efecto en aplicaciones de banda adhesiva tanto por un lado sobre acero galvanizado como también por otro lado sobre elastómeros termoplásticos a base de olefina, tal como por ejemplo PP/EPDM.
Además de las imprimaciones descritas en los documentos de patente existen productos comerciales, tal como por ejemplo las imprimaciones de 3M 94® o 4298 UV®, que cumplen muy bien el objetivo de la mejora de la adherencia
de bandas adhesivas sobre bases que pueden adherirse con dificultad, en particular tanto bases no polares como plásticos a base de polipropileno/ monómeros de etilenpropilendieno (PP/EPDM) como también metales como acero galvanizado. Sin embargo es también desventajoso en este caso que inmediatamente tras la aplicación de una banda adhesiva sobre la base revestida con la imprimación se establezca una fuerte adherencia de manera que una banda adhesiva, en particular una banda adhesiva que contiene una capa de elastómero espumada o a modo de espuma y se concibe para uniones duraderas, fuertemente adhesivas, ya no pueda desprenderse sin destrozo con frecuencia en el caso de una adhesión errónea y eventualmente ya no pueda reposicionarse.
De una imprimación si bien se espera por regla general que medie una adherencia óptima entre la base y la banda adhesiva de modo que al intentar desprender la banda adhesiva de nuevo se llega a una separación dentro de la banda adhesiva, o sea a una ruptura de la cohesión y no a un fallo adhesivo entre el adhesivo sensible a la presión y la imprimación o entre la imprimación y la base, sin embargo no debe ser el desarrollo de adherencia en todos los casos de aplicación directamente tras la aplicación de la banda adhesiva tan fuerte que la banda adhesiva ya no pueda desprenderse sin destrozo ya en este momento. En lugar de esto sería deseable con frecuencia cuando el desarrollo de adherencia discurriera lentamente de modo que quedara aún suficiente tiempo para desprender la banda adhesiva de la base de manera adhesiva en el caso de una adhesión errónea.
Existen imprimaciones comerciales que permiten un desprendimiento libre de destrozo de la banda adhesiva, sin embargo, entonces la adherencia también un tiempo más largo tras la adhesión de la banda adhesiva sobre la base revestida con una imprimación de este tipo es baja de modo que la banda adhesiva también tras este tiempo pueda desprenderse de nuevo aún de manera adhesiva, o sea sin destrozo, lo que es indeseable en muchos casos de aplicación, en particular industriales.
Es desventajoso en todas las imprimaciones conocidas además que éstas no garantizan ninguna protección óptima frente a una infiltración de humedad, así como corrosión. En el caso de almacenamientos en caliente y humedad a largo plazo o almacenamientos con clima variable en condiciones extremas, tal como se requieren con frecuencia en la industria automovilística, la industria electrónica y la industria solar, por ejemplo, considerando temperaturas de 60 °C a 90 °C con humedad del aire relativa simultánea del 80 % al 90 % se producen por regla general infiltraciones de humedad. La humedad migra a este respecto o bien entre la base y la imprimación o entre la imprimación y el adhesivo sensible a la presión de la banda adhesiva o entre ambos. La consecuencia es que la banda adhesiva ya no se adhiere de manera óptima y puede desprenderse de manera adhesiva de manera indeseada. Además, puede producirse una corrosión indeseada, por ejemplo, una formación de óxido de zinc por debajo de la superficie de adhesión en el caso de acero galvanizado como base.
Objetivo de la invención
El objetivo de la invención es la facilitación de una imprimación para la mejora de la adhesión de bandas adhesivas sobre en particular acero galvanizado, así como sobre elastómeros termoplásticos a base de olefina. Es ventajosa en particular la idoneidad para la mejora de la adhesión de bandas adhesivas elastoméricas espumadas o a modo de espuma, en particular aquéllas con un adhesivo sensible a la presión a base de copolímeros térmicamente reticulados de ésteres de ácido acrílico y ácido acrílico, sobre en particular acero galvanizado así como sobre elastómeros termoplásticos a base de olefina, tal como por ejemplo PP/EPDM, sin embargo también sobre otros sustratos, en particular plásticos tal como por ejemplo copolímeros de acrilonitrilo-butadieno-estireno (ABS), policarbonato (PC) poli(cloruro de vinilo) (PVC) o polipropileno (PP). La banda adhesiva debía poder desprenderse de nuevo de manera adhesiva preferentemente durante un espacio de tiempo de hasta tres minutos tras su aplicación sobre el sustrato tratado con la imprimación y eventualmente debía poder reposicionarse o al menos poder sustituirse por una nueva tira de banda adhesiva. Tras un tiempo de tres o más de tres días tras la aplicación de la banda adhesiva sobre la base revestida con la imprimación, la banda adhesiva debía poder desprenderse predominantemente solo con destrozo, es decir con disociación de la banda adhesiva interna, o bien mediante disociación cohesiva dentro de una capa de la banda adhesiva, mediante desprendimiento adhesivo de una capa de la banda adhesiva de otra o mediante disociación del adhesivo sensible a la presión. Tras almacenamientos en caliente y humedad o almacenamientos con clima variable de varias semanas considerando temperaturas de 60 °C a 90 °C con humedad del aire relativa simultánea superior o igual al 80 % de la banda adhesiva aplicada mediante adhesión sobre la base revestida con la imprimación debía poder desprenderse la banda adhesiva predominantemente solo con destrozo propio, y no debían producirse infiltraciones de humedad o al menos debían producirse infiltraciones de humedad más bajas que lo que es el caso con las imprimaciones conocidas actualmente. Solución del objetivo
Este objetivo se soluciona mediante una imprimación, tal como se documenta esto en la reivindicación principal. El objeto de las reivindicaciones dependientes son a este respecto perfeccionamientos ventajosos de la imprimación, una posibilidad de uso, así como un procedimiento para la preparación de una capa adherente a partir de la imprimación.
De acuerdo con esto, la invención se refiere a una imprimación que comprende una mezcla disuelta o dispersada en uno o varios disolventes de
I) un adhesivo sensible a la presión, que comprende al menos un componente de polímero base, que puede obtenerse mediante copolimerización por radicales de los siguientes monómeros:
a) al menos un éster de ácido acrílico de un alcohol lineal, primario con 2 inclusive a 10 inclusive átomos de carbono en el resto alquilo del alcohol,
b) al menos un éster de ácido acrílico de un alcohol ramificado, no cíclico con 4 inclusive a 12 inclusive átomos de carbono en el resto alquilo del alcohol,
c) del 8 inclusive al 15 por ciento en masa inclusive de ácido acrílico, con respecto a la suma de los monómeros,
d) opcionalmente hasta el 10 por ciento en masa inclusive de otros monómeros que pueden copolimerizarse, con respecto a la suma de los monómeros,
II) al menos un agente reticulador térmico a base de un acetilacetonato de metal, de un alcóxido de metal o de un alcoxi-acetilacetonato de metal y
III) al menos una poliolefina clorada, que opcionalmente puede estar modificada con un ácido carboxílico a,pinsaturado o su anhídrido, en particular con anhídrido maleico y / o con un acrilato,
en la que la concentración de la suma de los agentes reticuladores térmicos con respecto a la suma de los componentes de polímero base del adhesivo sensible a la presión asciende a entre el 0,05 por ciento en masa inclusive y el 5,0 por ciento en masa inclusive y
la relación de la suma del componente de polímero base [componente I] del adhesivo sensible a la presión con respecto a la suma de las poliolefinas cloradas [componente III] en la mezcla se encuentra en el intervalo de 30 : 70 a 95 : 5 proporciones en masa, preferentemente en el intervalos de 40 : 60 a 90 : 10 proporciones en masa, de manera especialmente preferente en el intervalo de 50 : 50 a 80 : 20 proporciones en masa.
Descripción más detallada de la invención:
Por una imprimación se entiende en este documento en consonancia con la norma DIN EN ISO 4618 una materia de revestimiento para la preparación de un revestimiento base. En general se aplica una imprimación o materia de revestimiento sobre la superficie de un sustrato, después se llega a la formación de película mediante evaporación del disolvente y/o mediante otro proceso de curado o formación de película químico o físico, y a continuación puede aplicarse sobre la capa así preparada otra materia distinta, por ejemplo, una laca, una pintura, un adhesivo o una banda adhesiva. Condición previa para una acción adherente de una imprimación es que por un lado se consiga una muy buena adherencia de la capa de imprimación al sustrato, cuya superficie se designa en este documento también como base, y por otro lado se adhiera igualmente muy bien sobre la capa de imprimación preparada la otra materia distinta que va a aplicarse sobre esto.
Un disolvente en el sentido de este documento es cualquier líquido conocido que sea adecuado para disolver o al menos distribuir finamente la mezcla de I), II) y III). Disolventes de acuerdo con la invención preferentes son disolventes orgánicos, tal como por ejemplo alcoholes, ésteres, cetonas, hidrocarburos alifáticos o aromáticos, así como hidrocarburos halogenados, por nombrar algunos ejemplos. Igualmente están incluidos por la idea de la invención agua u otros disolventes inorgánicos.
Por una mezcla dispersada se entiende en este documento una mezcla finamente distribuida, homogénea. El grado de la distribución fina y homogeneidad no se define de manera estricta, sin embargo, éste debe ser suficiente de manera que se llegue tras el revestimiento a la formación de una capa cerrada y la magnitud de los aglomerados o agregados disueltos no en el plano molecular sea suficientemente baja de manera que se garantice la función de la capa de imprimación como capa adherente.
Por un adhesivo sensible a la presión se entiende en este documento como en el uso del idioma general habitualmente una materia que - en particular a temperatura ambiente - es pegajosa, así como puede adherirse de manera permanente. Es característico de un adhesivo sensible a la presión que éste puede aplicarse mediante presión sobre un sustrato y allí permanece adherido, no definiéndose en más detalle la presión que va a aplicarse y la duración de acción de esta presión. En muchos casos, dependiendo del tipo exacto del adhesivo sensible a la presión, de la temperatura y de la humedad del aire, así como del sustrato, basta la acción de una presión breve, mínima, que no exceda de un ligero contacto durante un breve momento para conseguir el efecto de adherencia, en otros casos puede ser necesario también una duración de la acción a largo plazo de una alta presión.
Los adhesivos sensibles a la presión tienen propiedades viscoelásticas características, especiales que conducen a la pegajosidad y capacidad de adhesión permanente.
Es característico de éstos que cuando éstos se deforman mecánicamente se produzcan tanto procesos de flujo viscosos como también la creación de fuerzas de reposicionamiento elásticas. Los dos procesos se encuentran en cuanto a su respectiva proporción en una determinada relación uno con respecto a otro, dependiendo tanto de la composición exacta, de la estructura y del grado de reticulación del adhesivo sensible a la presión que va a considerarse como también de la velocidad y duración de la deformación, así como de la temperatura.
El flujo viscoso proporcional es necesario para la obtención de la adhesión. Solo las proporciones viscosas, causadas por macromoléculas con movilidad relativamente grande, permiten una buena humectación y un buen flujo sobre el sustrato que va a adherirse. Una alta proporción de flujo viscoso conduce a una alta adhesividad (también designada como pegajosidad o pegajosidad superficial) y con ello con frecuencia también a una alta fuerza adhesiva. Los sistemas muy reticulados, polímeros cristalinos o solidificados a modo de vidrio por regla general no son adhesivos o al menos solo muy poco adhesivos, a falta de proporciones con capacidad de flujo.
Las fuerzas de reposicionamiento elásticas proporcionales son necesarias para la obtención de cohesión. Éstas se producen por ejemplo mediante macromoléculas de cadena muy larga y fuertemente enredadas, así como mediante macromoléculas reticuladas física o químicamente y permiten la transferencia de las fuerzas que atacan sobre una unión adhesiva. Éstas conducen a que una unión adhesiva pueda resistir una carga duradera que actúa sobre ésta, por ejemplo, en forma de una carga de cizallamiento permanente, en medida suficiente durante un espacio de tiempo más largo.
Para la descripción y cuantificación más exacta de la medida de proporción elástica y viscosa, así como de la relación de las proporciones una con respecto a otra puede consultarse las magnitudes, que pueden determinarse por medio del análisis dinámico mecánico (DMA), módulo de almacenamiento (G’) y módulo de pérdidas (G"). G’ es una medida de la proporción elástica, G" una medida de la proporción viscosa de una materia. Las dos magnitudes dependen de la frecuencia de deformación y de la temperatura.
Las magnitudes pueden determinarse con ayuda de un reómetro. El material que va a someterse a ensayo se somete a este respecto, por ejemplo, en una disposición placa-placa, a una solicitación por cizallamiento de oscilación sinusoidal. En aparatos controlados por tensión de cizallamiento se miden la deformación como función del tiempo y del desplazamiento temporal de esta deformación frente a la introducción de la tensión de cizallamiento. Este desplazamiento temporal se designa como ángulo de fases 8.
El módulo de almacenamiento G’ se define tal como sigue: G’ = (t/y) *cos(8) (t = tensión de cizallamiento, y = deformación, 8 = ángulo de fases = desplazamiento de fases entre el vector de tensión de cizallamiento y de deformación). La definición del módulo de pérdidas G" dice: G" = (t/y) • sen(8) (t = tensión de cizallamiento, y = deformación, 8 = ángulo de fases = desplazamiento de fases entre el vector de tensión de cizallamiento y de deformación).
Una materia se considera en general adhesiva de manera sensible a la presión y se define en el sentido de este documento como adhesiva de manera sensible a la presión, cuando a temperatura ambiente, en el presente documento de acuerdo con la definición a 23 °C, en el intervalo de frecuencia de deformación de 100 a 101 rad/s, G’ se encuentra al menos en parte en el intervalo de 103 a 107 Pa y cuando G" se encuentra igualmente al menos en parte en este intervalo. En parte quiere decir que al menos una sección de la curva G’ se encuentra dentro de la ventana que se fija mediante el intervalo de frecuencia de deformación de 100 inclusive a 101 inclusive rad/s (abscisas) así como el intervalo de los valores G’ de 103 inclusive a 107 inclusive Pa (ordenadas) y cuando al menos una sección de la curva G" se encuentra igualmente dentro de esta ventana.
La característica esencial del adhesivo sensible a la presión contenido en la imprimación de acuerdo con la invención es que este adhesivo sensible a la presión comprenda al menos un componente de polímero base, que puede obtenerse mediante copolimerización por radicales de los siguientes monómeros:
I)a) al menos un éster de ácido acrílico de un alcohol lineal, primario con 2 a 10 átomos de carbono en el resto alquilo del alcohol,
I)b) al menos un éster de ácido acrílico de un alcohol ramificado, no cíclico con 4 a 12 átomos de carbono en el resto alquilo del alcohol,
I)c) del 8 al 15 por ciento en masa de ácido acrílico, con respecto a la suma de los monómeros,
I)d) opcionalmente hasta el 10 por ciento en masa de otros monómeros que pueden copolimerizarse, con respecto a la suma de los monómeros,
en el que la suma de los componentes I)a) a I)d) constituya ventajosamente - en caso de varios componentes de polímero base en cada caso - el 100 por ciento en masa del componente de polímero base.
El al menos un componente de polímero base - o bien siempre que estén presentes varios componentes de polímero base a base de los componentes (monoméricos) I)a) a I)d), la suma de los componentes de polímero base - debía constituir al menos el 90 por ciento en masa, preferentemente al menos el 95 por ciento en masa, de manera especialmente preferente al menos el 98 por ciento en masa del adhesivo sensible a la presión [componente I] y puede constituir hasta el 100 por ciento en masa del adhesivo sensible a la presión; es decir, ventajosamente están presentes no más del 10 por ciento en masa, preferentemente no más del 5 por ciento en masa, de manera especialmente preferente no más del 2 por ciento en masa de otras partes constituyentes de adhesivo sensible a la presión distintas de los componentes de polímero base.
Otras partes constituyentes del adhesivo sensible a la presión pueden ser por ejemplo resinas, plastificantes, estabilizadores, aditivos reológicos, cargas, iniciadores, catalizadores, agentes aceleradores y similares, tal como se conocen por el experto para adhesivos sensibles a la presión como aditivos.
Tiene importancia muy especial a este respecto la alta proporción con del 8 al 15 por ciento en masa de ácido acrílico. Ácido acrílico es un comonómero “duro”. Cuanto más alta sea la proporción de ácido acrílico, más alta será la temperatura de transición vítrea esperada del copolímero.
Esto tiene una fuerte influencia sobre la idoneidad del copolímero como polímero base para el adhesivo sensible a la presión contenido en la imprimación. Mediante la copolimerización de cantidades muy altas de ácido acrílico se llega fácilmente al intervalo de una temperatura de transición vítrea alta del copolímero de modo que ésta se aproxima a la temperatura de aplicación (en particular por tanto a la temperatura ambiente) o incluso supera ésta, de modo que ya no sea posible eventualmente el uso como polímero base para el componente de adhesivo sensible a la presión de la imprimación. Se intenta compensar este efecto usándose como otros comonómeros monómeros blandos, o sea aquellos monómeros cuyas temperaturas de transición vítrea se encuentran baja, para presionar de nuevo hacia abajo la temperatura de transición vítrea del copolímero. Para el cálculo de las temperaturas de transición vítrea de comonómeros se describe en el estado de la técnica la ecuación de Fox (G1) (véase T.G. Fox, Bull. Am. Phys. Soc.
1 (1956) 123) como aplicable: en la ecuación (G1) representa n el número de serie a través de los monómeros usados, Wn la proporción en masa del respectivo monómero n (porcentaje en masa) y TG,n la respectiva temperatura de transición vítrea del homopolímero de los respectivos n monómeros en K. Esto dice que la temperatura de transición vítrea se modifica directamente con la proporción en masa de los comonómeros usados en cada caso.
f 'G - l n Y G 5,n- <G1)
Por tanto, el experto esperaría según esto que pudiera reducirse lo más ampliamente la temperatura de transición vítrea debido a que se copolimeriza con respecto al ácido acrílico únicamente aquella clase de monómero cuyo correspondiente homopolímero presente la temperatura de transición más baja y con ello se obtiene el copolímero con la mejor idoneidad como componente de polímero base de un adhesivo sensible a la presión, que debe servir como parte constituyente de una imprimación.
Sorprendentemente se encontró que el efecto predicho no describe la realidad de manera satisfactoria. Pudo determinarse que un copolímero con una alta cantidad de ácido acrílico obtiene la mejor idoneidad como componente de polímero base de un adhesivo sensible a la adhesión, que sirve como parte constituyente de una imprimación que soluciona el objetivo planteado, cuando como comonómeros adicionales están presentes al menos un éster acrílico “blando” lineal y al menos un éster acrílico “blando” ramificado en proporciones en masa no insignificantes. La característica esencial del adhesivo sensible a la presión contenido en la imprimación de acuerdo con la invención es, por tanto, que este adhesivo sensible a la presión comprenda al menos un componente de polímero base, que puede obtenerse mediante copolimerización por radicales de los siguientes monómeros:
a) al menos un éster de ácido acrílico de un alcohol lineal, primario con 2 a 10 átomos de carbono en el resto alquilo del alcohol,
b) al menos un éster de ácido acrílico de un alcohol ramificado, no cíclico con 4 a 12 átomos de carbono en el resto alquilo del alcohol,
c) del 8 al 15 por ciento en masa de ácido acrílico, con respecto a la suma de los monómeros,
d) opcionalmente hasta el 10 por ciento en masa de otros monómeros que pueden copolimerizarse, con respecto a la suma de los monómeros.
En una configuración especialmente preferente de la invención comprende el adhesivo sensible a la presión solo un componente de polímero base, en particular ventajosamente se limita el componente de polímero base a los componentes a) a c), de modo que el componente de polímero base no se basa en otros monómeros que pueden copolimerizarse excepto ésteres de ácido acrílico lineales con 2 a 10 átomos de C en el resto alquilo del alcohol, ésteres de ácido acrílico no cíclicos ramificados con 4 a 12 átomos de carbono inclusive en el resto alquilo del alcohol y de 8 a 15 por ciento en masa inclusive de ácido acrílico, con respecto a la suma de los monómeros. El adhesivo sensible a la presión como parte constituyente de la imprimación de acuerdo con la invención se caracteriza por que puede prescindirse de la presencia de otros comonómeros y componentes - en particular plastificantes - distintos de los mencionados. Así puede prescindirse por ejemplo completamente de comonómeros con módulos de hidrocarburos cíclicos.
Los ésteres de ácido alquílico lineales con 2 a 10 átomos de C en el resto alquilo son acrilato de etilo, acrilato de npropilo, acrilato de n-butilo, acrilato de n-pentilo, acrilato de n-hexilo, acrilato de n-heptilo, acrilato de n-octilo, acrilato de n-nonilo, acrilato de n-decilo.
Los ésteres de ácido acrílico ramificados no cíclicos con 4 a 12 inclusive átomos de carbono en el resto alquilo del alcohol se seleccionan preferentemente del grupo que está constituido por acrilato de 2-etilhexilo (EHA), acrilato de
2-propilheptilo, acrilato de isooctilo, acrilato de iso-butilo, acrilato de iso-amilo y/o acrilato de iso-decilo. Se ha mostrado especialmente ventajoso cuando como éster de ácido acrílico ramificado no cíclico se usan acrilato de 2-etilhexilo (e Ha ), acrilato de 2-propilheptilo y/o acrilato de isooctilo (de manera más exacta: los ésteres de ácido acrílico, en los que el componente alcohol se basa en una mezcla de isooctanoles primarios, o sea en aquellos alcoholes que pueden obtenerse a partir de una mezcla de isohepteno mediante hidroformilación e hidrogenación posterior).
Es muy preferente un adhesivo sensible a la presión, cuyo polímero base se basa exactamente en un monómero de la clase a), un monómero de la clase b) y ácido acrílico, seleccionándose de manera especialmente preferente como monómero de la clase a) acrilato de n-butilo y como monómero de la clase b) acrilato de 2-etilhexilo.
Con la proporción de ácido acrílico en el componente de polímero base puede ajustarse de manera excelente la idoneidad en el campo de aplicación deseado. Con proporción de ácido acrílico creciente aumenta la facilidad de la capacidad de nuevo desprendimiento inmediato, sin embargo, se reduce la intensidad del desarrollo de adherencia permanente.
Como otros monómeros que pueden copolimerizarse usados opcionalmente hasta el 10 por ciento en masa pueden usarse sin limitación especial todos los monómeros o mezclas de monómeros que contienen dobles enlaces C=C que pueden polimerizarse por radicales conocidos por el experto. Los monómeros mencionados a modo de ejemplo para ello son: acrilato de metilo, acrilato de etilo, acrilato de propilo, metacrilato de metilo, metacrilato de etilo, acrilato de bencilo, metacrilato de bencilo, acrilato de sec-butilo, acrilato de terc-butilo, acrilato de fenilo, metacrilato de fenilo, acrilato de isobornilo, metacrilato de isobornilo, acrilato t-butilfenilo, metacrilato de t-butilfenilo, metacrilato de dodecilo, acrilato de laurilo, acrilato de n-undecilo, acrilato de estearilo, acrilato de tridecilo, acrilato de behenilo, metacrilato de ciclohexilo, metacrilato de ciclopentilo, acrilato de fenoxietilo, metacrilato fenoxietilo, metacrilato de 2-butoxietilo, acrilato de 2-butoxi-etilo, acrilato de 3,3,5-trimetilciclohexilo, acrilato de 3,5-dimetiladamantilo, metacrilato de 4-cumil-fenilo, acrilato de cianoetilo, metacrilato de cianoetilo, acrilato de 4-bifenilo, metacrilato de 4-bifenilo, acrilato de 2-naftilo, metacrilato de 2-naftilo, acrilato de tetrahidrofufurilo, anhídrido maleico, acrilato de hidroxietilo, acrilato de hidroxipropilo, metacrilato de hidroxietilo, metacrilato de hidroxipropilo, metacrilato de 6-hidroxihexilo, alcohol alílico, acrilato de glicidilo, metacrilato de glicidilo, acrilato 2-butoxietilo, metacrilato de 2-butoxietilo, 3-metoxiacrilato de metilo, acrilato de 3-metoxibutilo, acrilato de fenoxietilo, metacrilato de fenoxi-etilo, metacrilato de 2-fenoxietilo, metacrilato de butildiglicol, acrilato de etilenglicol, acrilato de etilenglicolmonometilo, metacrilato de metoxi-polietilenglicol 350, metacrilato de metoxi-polietilenglicol 500, monometacrilato de propilenglicol, metacrilato de butoxidietilenglicol, metacrilato de etoxitrietilenglicol, acrilato de octafluoropentilo, metacrilato de octafluoropentilo, metacrilato de 2,2,2-trifluoroetilo, acrilato de 1,1,1,3,3,3-hexafluoroisopropilo, metacrilato de 1,1,1,3,3,3-hexafluoroisopropilo, metacrilato de 2,2,3,3,3-pentafluoropropilo, metacrilato de 2,2,3,4,4,4-hexafluorobutilo, acrilato de 2,2,3,3,4,4,4-heptafluorobutilo, metacrilato de 2,2,3,3,4,4,4-heptafluorobutilo, metacrilato de 2,2,3,3,4,4,5,5,6,6,7,7,8,8,8-pentadecafluorooctilo, dimetilaminopropilacrilamida, dimetilaminopropilmetacrilamida, N-(1-metil-undecil)acrilamida, N-(n-butoximetil)acrilamida, N-(butoximetil)metacrilamida, N-(etoximetil)acrilamida, N-(noctadecil)acrilamida, además amidas sustituidas con N,N-dialquilo, tal como por ejemplo N,N-dimetilacrilamida, N,N-dimetilmetacrilamida, N-bencilacrilamidas, N-isopropilacrilamida, N-terc-butilacrilamida, N-terc-octilacrilamida, N-metilolacrilamida, N-metilolmetacrilamida, acrilonitrilo, metacrilonitrilo, viniléter, tal como vinilmetiléter, etilviniléter, vinilisobutiléter, viniléster, tal como acetato de vinilo, cloruro de vinilo, haluros de vinilo, cloruro de vinilideno, haluros de vinilideno, vinilpiridina, 4-vinilpiridina, N-vinilftalimida, N-vinilactama, N-vinilpirrolidona, estireno, a- y pmetilestireno, a-butilestireno, 4-n-butilestireno, 4-n-decilestireno, 3,4-dimetoxiestireno. Macromonómeros tal como metacrilato de 2-poliestirenoetilo (peso molecular MW de 4000 a 13000 g/mol), metacrilato de poli(metacrilato de metilo)etilo (MW de 2000 a 8000 g/mol).
Con la variación de la relación de éster de ácido acrílico lineal con respecto a éster de ácido acrílico no cíclico ramificado se ha mostrado que el efecto deseado de la capacidad de nuevo desprendimiento adhesivo de la banda adhesiva durante un espacio de tiempo de hasta tres minutos tras la aplicación sobre el sustrato tratado con la imprimación y la adherencia de acuerdo con la invención tras un tiempo de tres o más de tres días tras la aplicación de la banda adhesiva sobre la base revestida con la imprimación se proporciona de manera óptima cuando la relación de la suma de los ésteres de ácido acrílico de un alcohol lineal, primario con respecto a la suma de los ésteres de ácido acrílico de un alcohol ramificado, no cíclico se encuentra en el intervalo de 10 : 90 inclusive a 90:10 proporciones en masa inclusive, preferentemente de 20 : 80 inclusive a 80 : 20 inclusive. Proporciones menores tanto de componente éster de ácido acrílico lineal como también de componente de éster de ácido acrílico ramificado conducen en casos particulares, dependiendo de la banda adhesiva usada en cada caso, a una acción de adhesión reducida de la imprimación.
Las realizaciones anteriores (proporción de ácido acrílico, relación de los componentes uno con respecto a otro) se aplican básicamente para todos los ésteres de ácido acrílico lineales y ésteres de ácido acrílico no cíclicos ramificados indicados.
En una forma de realización ventajosa del adhesivo sensible a la presión como parte constituyente de la imprimación de acuerdo con la invención constituye el componente de polímero base al menos el 90 por ciento en masa, preferentemente al menos el 95 por ciento en masa, de manera especialmente preferente al menos el 98 por ciento
en masa del adhesivo sensible a la presión, o bien constituyen los componentes de polímero base en total al menos el 90 por ciento en masa, preferentemente al menos el 95 por ciento en masa, de manera especialmente preferente al menos el 98 por ciento en masa del adhesivo sensible a la presión, siempre que esté presente más de un polímero base. En una forma de realización especialmente ventajosa está constituido el adhesivo sensible a la presión exclusivamente por el componente de polímero base reticulado o bien por los componentes de polímero base reticulados.
Además, se ha mostrado que la adhesión de acuerdo con la invención tras un tiempo de tres o más de tres días tras la aplicación de la banda adhesiva sobre la base revestida con la imprimación se proporciona entonces de manera óptima cuando la imprimación está libre de copolímeros de bloque del tipo poliestireno/polidieno o poliestireno/polidieno hidrogenado. Por copolímeros de bloque del tipo poliestireno/polidieno o poliestireno/polidieno hidrogenado ha de entenderse en el sentido de este documento todos los polímeros, cuyas moléculas están constituidas por bloques enlazados de unidades de poliestireno y polidieno o unidades de polidieno hidrogenado o parcialmente hidrogenado. Ejemplos típicos de unidades de polidieno así como unidades de polidieno hidrogenadas o parcialmente hidrogenadas son bloques de polibutadieno, poliisopreno, etileno/butileno o etileno/propileno.
De acuerdo con la invención, la imprimación contiene al menos un agente reticulador térmico a base de un acetilacetonato de metal, de un alcóxido de metal o de un alcoxi-acetilacetonato de metal, ascendiendo la concentración de la suma de los agentes reticuladores térmicos con respecto a la suma de los componentes de polímero base del adhesivo sensible a la presión a entre el 0,05 por ciento en masa y el 5,0 por ciento en masa inclusive. Concentraciones más bajas conducen a una reticulación demasiado baja del adhesivo sensible a la presión, que se manifiesta en una capacidad de nuevo desprendimiento adhesivo de la banda adhesiva tras tiempo de adhesión más largo. Concentraciones más altas conducen a una reticulación demasiado fuerte del adhesivo sensible a la presión, que se manifiesta igualmente en una capacidad de nuevo desprendimiento adhesivo de la banda adhesiva tras tiempo de adhesión más largo.
El término “agente reticulador térmico” se refiere a que el agente reticulador mediante acción de la temperatura se ocupa de o inicia la reacción de reticulación química o eventualmente las reacciones de reticulación y no mediante la acción de radiación. Las reacciones de reticulación en esta invención no se inician, por tanto, ni mediante radiación actínica ni mediante radiación ionizante tal como por ejemplo rayos UV, rayos X ni haces de electrones. La temperatura, a la que se usan o se inician las reacciones de reticulación químicas, puede encontrarse a temperatura ambiente o incluso por debajo de ésta. La reacción de reticulación comienza tras la evaporación del disolvente. Para impedir que la mezcla, en particular el adhesivo sensible a la presión de poliacrilato reticule ya en la solución, se añade a la solución ventajosamente un alcohol, en particular isopropanol. Como alternativa pueden añadirse también bajas cantidades de acetilacetona u otros agentes formadores de complejo que pueden separarse fácilmente o la solución puede diluirse muy intensamente. Las concentraciones preferentes de la mezcla en el uno o los varios disolventes se encuentran entre el 0,1 y como máximo el 30 por ciento en masa, de manera especialmente preferente entre el 0,5 y el 20 por ciento en masa, de manera muy especialmente preferente entre el 1,0 y el 10 por ciento en masa.
Un acetilacetonato de metal en el sentido de esta invención es un quelato metálico con el anión enolato de acetilacetona como ligando. El nombre de la IUPAC para acetilacetona es pentano-2,4-diona. Un alcóxido de metal en el sentido de esta invención es un alcoholato de metal, o sea un compuesto de un catión metálico y un anión alcoholato. Ejemplos de alcoholatos usados con frecuencia industrialmente son metanolato, etanolato, isopropanolato, terc-butanolato. Por un alcoxi-acetilacetonato de metal se entiende un compuesto de complejo de un catión metálico y al menos dos ligandos distintos, siendo uno de los ligandos un anión alcoholato y otro ligando el anión enolato de acetilacetona. Los sinónimos de un alcoxi-acetilacetonato de metal son alcoxidacetilacetonato de metal o acetilacetonatoalcóxido de metal. Todos los compuestos de metal mencionados deben llevar aún otros ligandos adicionales, sin abandonar las ideas de la invención. Los metales preferentes son titanio, aluminio, zirconio, zinc así como hierro. Un compuesto especialmente preferente es diisopropoxid-bis(acetilacetonato) de titanio.
Por una poliolefina clorada se entiende en esta invención una poliolefina que se cloró. La poliolefina puede ser por ejemplo polipropileno o polietileno o un copolímero o una combinación de polipropileno y polietileno. La cloración puede realizarse en disolventes, dispersiones o mediante acción directa de cloro gaseoso. La poliolefina clorada puede estar modificada de manera que se funcionalizó opcionalmente con un ácido carboxílico a ,p-insaturado o su anhídrido, en particular con anhídrido maleico, y / o con monómeros de acrilato en una reacción de injerto, pudiéndose realizar la reacción de injerto antes o tras la cloración. Las poliolefinas cloradas se conocen tanto en sus formas no modificadas como también en las formas modificadas descritas del estado de la técnica y en todas las formas mencionadas como agente adhesivo.
En una forma de realización ventajosa de la imprimación de acuerdo con la invención, la imprimación contiene adicionalmente una o varias resinas epoxídicas conocidas. Con resinas epoxídicas se quiere decir en el presente documento todos los oligómeros no reticulados, sólidos o líquidos a temperatura ambiente, solubles en disolventes adecuados, que llevan dos o más grupos epóxido. Se tienen en cuenta por ejemplo todas las resinas epoxídicas conocidas a base de bisfenol A y/o bisfenol F, epoxi-fenolnovolaca, epoxi-cresolnovolaca, diciclopentadienofenolnovolaca, resinas epoxídicas cicloalifáticas, así como resinas epoxídicas que contienen grupos éster o amino.
La concentración de la suma de las resinas epoxídicas en la mezcla asciende como máximo al 12 por ciento en masa, preferentemente como máximo al 6 por ciento en masa, de manera especialmente preferente como máximo al 3 por ciento en masa.
En otra forma de realización ventajosa de la imprimación de acuerdo con la invención, la imprimación contiene adicionalmente una o varias resinas de acrilato de estireno conocidas. Por resinas de acrilato de estireno ha de entenderse todas las resinas no reticuladas, sólidas o líquidas a temperatura ambiente, solubles en disolventes adecuados, que están constituidas al menos por ésteres de estireno y de ácido acrílico, de ácido metacrílico, ésteres de ácido acrílico y / o ésteres de ácido metacrílico. Las resinas de acrilato de estireno contienen grupos hidroxilo. En otra forma de realización ventajosa de la imprimación de acuerdo con la invención, la imprimación contiene adicionalmente uno o varios silanos organofuncionales conocidos. Por un silano organofuncional se entiende en este documento compuestos de fórmula general (R1O)3Si-R2X o (R1O)2(R3)Si-R2X. Ejemplos típicos de los sustituyentes (R1O) son grupos metoxi, etoxi, 2-metoxietoxi o acetoxi. El sustituyente R3 es normalmente un grupo metilo. Los sustituyentes R2X típicos que se tienen en cuenta son los grupos 3-glicidoxipropilo, vinilo, metacriloximetilo, 3-metacriloxipropilo, metilo, isooctilo, hexadecilo, ciclohexilo o fenilo, por nombrar solo algunos ejemplos.
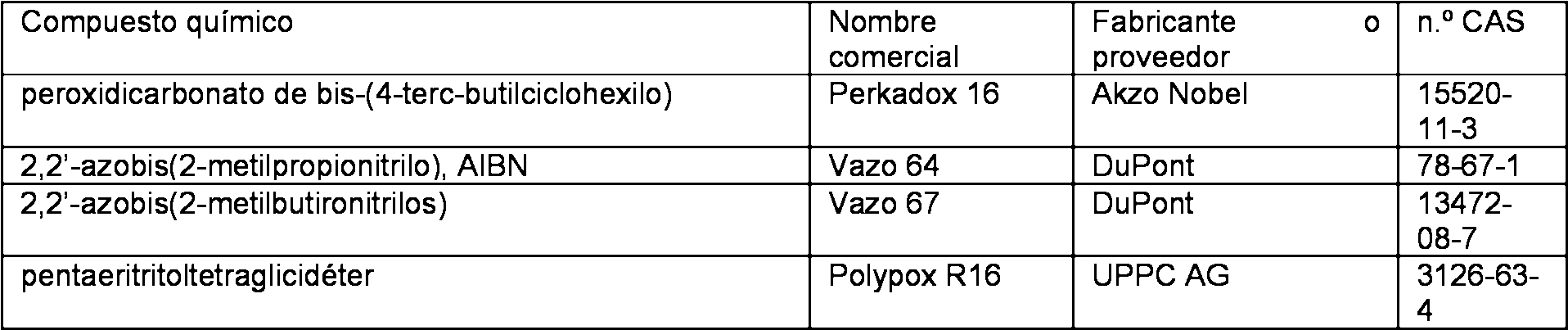
En otra forma de realización ventajosa de la imprimación de acuerdo con la invención contiene la imprimación adicionalmente uno o varios blanqueadores ópticos fluorescentes conocidos. La función del blanqueador óptico fluorescente es la identificación de una base con imprimación. Sin identificación óptica es difícil con frecuencia diferenciar una base con imprimación de una base sin imprimación, dado que el espesor de aplicación de una imprimación es por regla general muy delgado y por consiguiente apenas es ópticamente visible. Un blanqueador óptico fluorescente conocido es 2,5-tiofendiilbis(5-terc-butil-1,3-benzoxazol), n.° CAS 7128-64-5, obtenible comercialmente con el nombre comercial TinopalOB®.
Propiedades de producto
Las imprimaciones de acuerdo con la composición anterior tienen una excelente adherencia sobre en particular PP/EPDM, sin embargo, también sobre muchos otros plásticos tal como por ejemplo ABS, PC, PVC o PP así como igualmente también sobre acero galvanizado. Las bandas adhesivas con adhesivos sensibles a la presión polares, en particular adhesivos sensibles a la presión a base de copolímeros térmicamente reticulados de ésteres de ácido acrílico y ácido acrílico se adhieren de manera excelente sobre la imprimación. La fuerza de adhesión de las bandas adhesivas a la imprimación se forma a este respecto sorprendentemente solo de manera relativamente lenta, de modo que las bandas adhesivas pueden desprenderse de manera adhesiva aún hasta un espacio de tiempo de aproximadamente tres minutos tras su aplicación. La capacidad de desprendimiento adhesivo durante este espacio de tiempo con al mismo tiempo excelente adherencia tras un tiempo de adhesión de más de tres días es novedosa en comparación con el estado de la técnica. La excelente adherencia tras un tiempo de adhesión de más de tres días se muestra en que la banda adhesiva puede desprenderse entonces predominantemente tan solo con destrucción, es decir con separación de la banda adhesiva interna. es decir, con disociación interna de la banda adhesiva. Tras almacenamientos en caliente y humedad de varias semanas o almacenamientos con clima variable considerando temperaturas de 60 °C a 90 °C con humedad del aire relativa simultánea superior o igual al 80 % de la banda adhesiva aplicada mediante adhesión sobre la base revestida con la imprimación puede desprenderse la banda adhesiva predominantemente solo con destrucción propia. No se produce ninguna infiltración de la humedad o al menos se produce infiltración de la humedad más baja que lo que es el caso con las imprimaciones conocidas actualmente.
Por medio de los siguientes ejemplos se describirá en más detalle la invención, sin querer limitar la invención con esto.
Los siguientes procedimientos de prueba se usaron para caracterizar brevemente las muestras preparadas de acuerdo con la invención:
Análisis dinamicomecánico (DMA) para la determinación del módulo de almacenamiento G' y del módulo de pérdidas G"
Para la caracterización de los adhesivos sensibles a la presión se realizaron determinaciones del módulo de almacenamiento G' y del módulo de pérdidas G" por medio del análisis dinamicomecánico (DMA).
Las mediciones se realizaron con el reómetro controlado por tensión de cizallamiento DSR 200 N de la empresa Rheometric Scientific en el ensayo de oscilación con una solicitación por cizallamiento de oscilación sinusoidal en una disposición placa-placa. El módulo de almacenamiento G' y el módulo de pérdidas G" se determinaron en el barrido de frecuencia de 10-1 a 102 rad/s a una temperatura de 23 °C. G' y G" se definen de la siguiente manera: G' = (t/y) *cos(8) (t = tensión de cizallamiento, y = deformación, 8 = ángulo de fases = desplazamiento de fases entre el vector de tensión de cizallamiento y de deformación).
G" = (t/y) *sen(8) (t = tensión de cizallamiento, y = deformación, 8 = ángulo de fases = desplazamiento de fases entre el vector de tensión de cizallamiento y de deformación).
La definición de la frecuencia angular dice: u> = 2n • f (f = frecuencia). La unidad es rad/s.
El espesor de las muestras de adhesivo sensible a la presión medidas ascendía siempre a entre 0,9 y 1,1 mm (1 /-0,1 mm). Las muestras de adhesivo sensible a la presión se prepararon extendiéndose los adhesivos sensibles a la presión descritos a continuación sobre una lámina de poliéster siliconada en los dos lados (revestimiento separador), separándose por evaporación el disolvente a 70 °C y las extensiones de 100 |im de espesor así obtenidas se colocaron una sobre otra con frecuencia hasta que se había conseguido un espesor de aprox. 1 mm. El diámetro de la muestra ascendía en cada caso a 25 mm. La tensión previa se realizó con una carga de 3 N. El estrés de las probetas ascendía en todas las mediciones a 2500 Pa.
Fuerza adhesiva
La fuerza adhesiva se determinó de acuerdo con PSTC-101 a temperatura ambiente. Según este procedimiento se aplicó en primer lugar la imprimación sobre el sustrato (la base) de manera delgada. Esto se realizó con una extensión con pincel de la imprimación sobre el sustrato. Tras la evaporación del disolvente se aplicó (se aplicó mediante adhesión) la tira adhesiva que va a medirse (la banda adhesiva) sobre la base dotada ahora de la imprimación en un espesor de capa de aproximadamente 3 |im a 5 |im. Para ello se adhirió una tira de la banda adhesiva en anchura definida (convencional: 20 mm) sobre la base revestida con la imprimación con las dimensiones 50 mm x 125 mm x 1,1 mm mediante diez arrollamientos por medio de un rodillo de acero de 5 kg. El tiempo entre el último arrollamiento de la banda adhesiva y la retirada ascendía: a) 30 minutos, b) 3 días. El ángulo de retirada ascendía en cada caso a 90 °, la velocidad de retirada a 300 mm/min. La fuerza necesaria para la retirada es la fuerza adhesiva que se indica en la unidad N/cm y se refiere por consiguiente a una anchura de banda adhesiva normalizada de 1 cm. Además de la fuerza adhesiva se determinó el modo del fallo de la unión adhesiva. Las tiras adhesivas medidas estaban reforzadas en el lado trasero con una lámina de poliéster de 23 |im de espesor, ligeramente corroída con ácido tricloroacético. Todas las mediciones se realizaron en una habituación climatizada a 23 °C y un 50 % de humedad del aire relativa.
Capacidad de nuevo desprendimiento
La capacidad de nuevo desprendimiento se determinó igualmente de acuerdo con PSTC-101 a temperatura ambiente. Según este procedimiento se aplicó en primer lugar la imprimación sobre el sustrato (la base) de manera delgada. Esto se realizó con una extensión con pincel de la imprimación sobre el sustrato. Tras la evaporación del disolvente se aplicó (se aplicó mediante adhesión) la tira adhesiva que va a medirse (la banda adhesiva) sobre la base dotada ahora de la imprimación en un espesor de capa de aproximadamente 3 |im a 5 |im. Para ello se adhirió una tira de la banda adhesiva en anchura definida (convencional: 20 mm) sobre la base revestida con la imprimación con las dimensiones 50 mm x 125 mm x 1,1 mm mediante un arrollamiento por medio de un rodillo de acero de 5 kg. El tiempo entre el arrollamiento de la banda adhesiva y la retirada ascendía en cada caso a un minuto. El ángulo de retirada ascendía en cada caso a 90 °, la velocidad de retirada a 30 mm/min. Se determinó el modo del fallo de la unión adhesiva.
Ensayo de cizallamiento
El ensayo de cizallamiento se realizó de acuerdo con las instrucciones de prueba de PSTC-107. Según este procedimiento se aplicó en primer lugar la imprimación sobre el sustrato de manera delgada. Esto se realizó con una extensión con pincel de la imprimación sobre el sustrato. Tras la evaporación del disolvente se aplicó la tira adhesiva que va a medirse (la banda adhesiva) sobre la base (el sustrato) dotada ahora de la imprimación en un espesor de capa de aproximadamente 3 |im a 5 |im, se presionó dos veces con un peso de 2 kg y a continuación tras un tiempo definido se expuso a una carga de cizallamiento constante. El tiempo entre la segunda presión de la banda adhesiva y la retirada ascendía a: a) 30 segundos, b) 30 minutos. Se determinó el modo del fallo de la banda adhesiva así como la duración de sujeción en minutos.
La superficie de adhesión ascendía en cada caso a 13 x 20 mm. La carga de cizallamiento de esta superficie de adhesión ascendía a 1 kg. La medición se realizó a temperatura ambiente (23 °C). Las tiras adhesivas medidas estaban reforzadas en el lado trasero con una lámina de poliéster de 23 |im de espesor, ligeramente corroída con ácido tricloroacético.
Almacenamientos climatizados
Los materiales compuestos del sustrato revestido con la imprimación de acuerdo con la invención y la banda adhesiva aplicada mediante adhesión sobre éste se sometieron a almacenamientos con condiciones climáticas seleccionadas para determinar la capacidad de carga climática de la adhesión. Almacenamiento a): almacenamiento de dos semanas en un clima de 85 °C y un 85 % de humedad del aire relativa
Almacenamiento b): almacenamiento de clima variable de dos semanas con los ciclos de 4 horas a -40 °C, 4 horas de calentamiento / enfriamiento, 4 horas a 80 °C/80 % de humedad del aire relativa.
Tras transcurrir el tiempo de almacenamiento se sometieron las muestras reforzadas en el lado trasero con una lámina de poliéster de 23 |im de espesor, ligeramente corroída con ácido tricloroacético a la prueba de fuerza adhesiva con un ángulo de retirada de en cada caso 90 ° y una velocidad de retirada de 300 mm/min en una habitación climatizada a 23 °C y un 50 % de humedad del aire relativa.
Temperatura de transición vitrea estática
La determinación de la temperatura de transición vitrea estática se realiza a través de la calorimetría diferencial dinámica según la norma DIN 53765. Las indicaciones con respecto a la temperatura de transición vitrea Tg se refieren al valor de temperatura de conversión vitrea Tg según la norma DIN 53765:1994-03, siempre que no se haya indicado de otro modo en el caso particular. Las curvas de calentamiento discurren con una velocidad de calentamiento de 10 K/min. Las muestras se miden en crisoles de Al con tapa perforada y atmósfera de nitrógeno. Se evalúa la segunda curva de calentamiento. Una temperatura de transición vitrea puede distinguirse como punto de inflexión en el termograma.
Pesos moleculares
La determinación del peso molecular promedio Mw o bien del peso molecular promedio Mn y la polidispersidad D se realizó por medio de cromatografia de permeación en gel (CPG). Como eluyente se usó THF con el 0,1 % en volumen de ácido trifluoroacético. La medición se realizó a 25 °C. Como columna previa se usó PSS-SDV, 5 |im, 103 A (10‘7 m), DI 8,0 mm x 50 mm. Para la separación se usaron las columnas PSS-SDV, 5 |im, 103 A (10‘7 m), 105 A (10‘5 m) y 106 A (10‘4 m) con en cada caso DI 8,0 mm x 300 mm. La concentración de la muestra ascendia a 4 g/l, la cantidad de flujo a 1,0 ml por minuto. Se midió frente a patrones de PMMA.
Contenido en sólidos
El contenido en sólidos es una medida de la proporción de partes constituyentes no evaporables en una solución de polimero. Éste se determina gravimétricamente, pesándose la solución, entonces evaporándose durante 2 horas a 120 °C en un armario de secado las proporciones evaporables y volviendo a pesar el residuo.
Valor K (según FIKENTSCHER)
El valor K es una medida del tamaño molecular promedio de sustancias altamente poliméricas. Para la medición se prepararon soluciones de polimero toluénicas al uno por ciento (1 g/100 ml) y con ayuda de un viscosimetro VOGEL-OSSAG se determinaron sus viscosidades cinemáticas. Tras estandarizar con respecto a la viscosidad del tolueno se obtiene la viscosidad relativa, a partir de la cual puede calcularse según FIKENTSCHER el valor K (Polymer 8/1967, 381 y siguientes).
Se usaron los siguientes sustratos (bases sobre las que se aplicó en primer lugar la imprimación y a continuación de esto la banda adhesiva):
a) PP/EPDM, (denominación: HX TRC 135X4 Black), (empresa Basell Bayreuth Chemie GmbH); PP/EPDM = combinación de polipropileno y EPDM; EPDM = caucho de etileno-propileno-dieno
b) acero galvanizado al fuego (de DX51 D+2275), (empresa Rocholl GmbH)
c) ABS (copolimero de acrilonitrilo-butadieno-estireno), (empresa Rocholl GmbH)
d) PC (policarbonato), (empresa Rocholl GmbH)
e) PVC (poli(cloruro de vinilo)) (empresa Rocholl GmbH)
f) PP (polipropileno), (empresa Rocholl GmbH)
Las bandas adhesivas (bandas adhesivas de prueba), con las que se sometió a prueba la imprimación, se basaban en adhesivos sensibles a la presión de poliacrilato. Para la preparación de estos adhesivos sensibles a la presión de poliacrilato se usaron las siguientes materias primas:

La capacidad de expansión de los microbalones puede describirse mediante la determinación de la densidad de TMA [kg/m3] (Stare Thermal Analysis System de la empresa Mettler Toledo; velocidad de calentamiento 20 °C/min). La densidad de TMA es según esto la densidad que puede conseguirse como mínimo a una temperatura determinada Tmáx con presión normal, antes de que colapsen los microbalones.
La determinación del punto de ablandamiento de las resinas se realiza según la norma DIN ISO 4625.
Además, se usaron los siguientes disolventes para la preparación de los adhesivos sensibles a la presión de poliacrilato contenidos en las bandas adhesivas de prueba:

Banda adhesiva de prueba 1
Un adhesivo sensible a la presión de poliacrilato 1 a modo de ejemplo para la preparación de la banda adhesiva de prueba 1 se preparó tal como sigue: Un reactor convencional para polimerizaciones por radicales se llenó con 54,4 kg de acrilato de 2-etilhexilo, 20,0 kg de acrilato de metilo, 5,6 kg de ácido acrílico y 53,3 kg de acetona/isopropanol (94:6). Tras hacer pasar durante 45 minutos gas nitrógeno con agitación se calentó altamente el reactor hasta 58 °C y se añadieron 40 g de Vazo 67, disueltos en 400 g de acetona. A continuación, se calentó el baño de calentamiento externo hasta 75 °C y la reacción se realizó de manera constante a esta temperatura externa. Tras 1 h se añadieron de nuevo 40 g de Vazo 67, disueltos en 400 g de acetona, y tras 4 h se diluyó con 10 kg de mezcla de acetona/isopropanol (94:6).
Tras 5 h así como tras 7 h se inició posteriormente en cada caso con 120 g de peroxidicarbonato de bis-(4-tercbutilciclohexilo), en cada caso disueltos en 400 g acetona. Tras un tiempo de reacción de 22 h se interrumpió la polimerización y se enfrió hasta temperatura ambiente. El producto tenía un contenido en sólidos del 55,9 % y se liberó del disolvente en una prensa extrusora de concentración con vacío parcial (contenido en disolvente residual < 0,3 por ciento en masa). El poliacrilato resultante tenía un valor K de 58,8, un peso molecular promedio de Mw = 746.000 g/mol, una polidispersidad de D (Mw/Mn) = 8,9 y una temperatura de transición vítrea estática de Tg = - 35,6 °C.
Este polímero base se fundió en una prensa extrusora alimentadora (prensa extrusora transportadora de un solo husillo de la empresa TROESTER GmbH & CoKG, Alemania) y con ésta se transportó como masa fundida polimérica a través de un tubo flexible que puede calentarse hacia una prensa extrusora de rodillos planetarios de la empresa Entex (Bochum). A través de una abertura de dosificación se añadió ahora la resina fundida Dertophene T 110, de modo que se produjo una concentración de la resina en la masa fundida del 28,3 por ciento en masa. Además se añadió el agente reticulador Polypox R16. Su concentración en la masa fundida ascendía al 0,14 por ciento en masa. Todos los componentes se mezclaron para dar una masa fundida polimérica homogénea.
Por medio de una bomba de masa fundida y de un tubo flexible que puede calentarse se transfirió la masa fundida polimérica a una prensa extrusora de doble husillo (empresa Berstorff). Allí se añadió el agente acelerador Epikure 925. Su concentración en la masa fundida ascendía al 0,14 por ciento en masa. A continuación, se liberó toda la mezcla de polímero en un domo a vacío con una presión de 175 mbar de todas las inclusiones de gas. A
continuación de la zona de vacío se dosificaron los microbalones y se introdujeron por medio de un elemento de mezclado de manera homogénea en la mezcla de polímero. Su concentración en la masa fundida ascendía al 0,7 por ciento en masa. La mezcla de masa fundida producida se transfirió a una boquilla.
Tras abandonar la boquilla, o sea tras la caída de la presión, se expandieron los microbalones introducidos, realizándose mediante la caída de presión un enfriamiento libre de cizallamiento de la masa polimérica. Se produjo un adhesivo sensible a la presión de poliacrilato espumado, que se moldeó a continuación por medio de una calandria de rodillos en forma de banda en un espesor de 0,8 mm y se cubrió con una lámina separadora siliconada en ambos lados (50 |im de poliéster), durante lo cual avanzó la reacción de reticulación química. La película enrollada se almacenó durante cuatro semanas a temperatura ambiente, antes de que se usara posteriormente para la prueba de la imprimación. La película enrollada es la banda adhesiva de prueba 1.
Banda adhesiva de prueba 2
Un adhesivo sensible a la presión de poliacrilato 2A a modo de ejemplo para la preparación de la capa central de la banda adhesiva de prueba 2 de tres capas se preparó tal como sigue:
Un reactor convencional para polimerizaciones por radicales se llenó con 30,0 kg de acrilato de 2-etilhexilo, 67,0 kg de acrilato de butilo, 3,0 kg de ácido acrílico y 66,7 kg de acetona/isopropanol (96:4). Tras hacer pasar durante 45 minutos gas nitrógeno con agitación se calentó altamente el reactor hasta 58 °C y se añadieron 50 g de Vazo 67, disueltos en 500 g de acetona. A continuación, se calentó el baño de calentamiento externo hasta 75 °C y la reacción se realizó de manera constante a esta temperatura externa. Tras 1 h se añadieron de nuevo 50 g de Vazo 67, disueltos en 500 g de acetona, y tras 2 h se diluyó con 10 kg de mezcla de acetona/isopropanol (96:4). Tras 5,5 h se añadieron 150 g de peroxidicarbonato de bis-(4-ferc-butilciclohexilo), disueltos en 500 g de acetona; tras 6 h 30 min se diluyó de nuevo con 10 kg de mezcla de acetona/isopropanol (96:4). Tras 7 h se añadieron otros 150 g de peroxidicarbonato de bis-(4-terc-butilciclohexilo), disueltos en 500 g de acetona y el baño caliente se reguló hasta una temperatura de 60 °C.
Tras un tiempo de reacción de 22 h se interrumpió la polimerización y se enfrió hasta temperatura ambiente. El producto tenía un contenido en sólidos del 50,2 % y se secó. El poliacrilato resultante tenía un valor K de 75,2, un peso molecular promedio de Mw = 1.370.000 g/mol, una polidispersidad de D (Mw/Mn) = 17,13 y una temperatura de transición vítrea estática de Tg = - 38,0 °C. Este polímero base se fundió en una prensa extrusora alimentadora (prensa extrusora transportadora de un solo husillo de la empresa TROESTER GmbH & CoKG, Alemania) y con ésta se transportó como masa fundida polimérica a través de un tubo flexible que puede calentarse hacia una prensa extrusora de rodillos planetarios de la empresa Entex (Bochum). A través de una abertura de dosificación se añadió ahora el agente reticulador Polypox R16. Su concentración en la masa fundida ascendía al 0,22 por ciento en masa. Todos los componentes se mezclaron para dar una masa fundida polimérica homogénea.
Por medio de una bomba de masa fundida y de un tubo flexible que puede calentarse se transfirió la masa fundida polimérica a una prensa extrusora de doble husillo (empresa Berstorff). Allí se añadió el agente acelerador Epikure 925. Su concentración en la masa fundida ascendía al 0,14 por ciento en masa. A continuación, se liberó toda la mezcla de polímero en un domo a vacío con una presión de 175 mbar de todas las inclusiones de gas. A continuación de la zona de vacío se dosificaron los microbalones y se introdujeron por medio de un elemento de mezclado de manera homogénea en la mezcla de polímero. Su concentración en la masa fundida ascendía al 2,0 por ciento en masa. La mezcla de masa fundida producida se transfirió a una boquilla.
Tras abandonar la boquilla, o sea tras la caída de la presión, se expandieron los microbalones introducidos, realizándose mediante la caída de la presión un enfriamiento libre de cizallamiento de la masa polimérica. Se produjo el adhesivo sensible a la presión de poliacrilato 2A espumado, que a continuación se moldeó por medio de una calandria de rodillos en forma de banda en un espesor de 0,8 mm y se cubrió con lámina separadora siliconada en ambos lados (50 |im de poliéster), durante lo cual avanzó la reacción de reticulación química. La película enrollada se almacenó antes del procesamiento posterior (véase a continuación) durante un día a temperatura ambiente.
Un adhesivo sensible a la presión de poliacrilato 2B a modo de ejemplo para la preparación de las dos capas exteriores de la banda adhesiva de prueba 2 de tres capas se preparó tal como sigue:
Un reactor de vidrio de 100 l convencional para polimerizaciones por radicales se llenó con 4,8 kg de ácido acrílico, 11,6 kg de acrilato de butilo, 23,6 kg de acrilato de 2-etilhexilo y 26,7 kg de acetona/bencina especial 60/95 (1:1). Tras hacer pasar durante 45 minutos gas nitrógeno con agitación se calentó altamente el reactor hasta 58 °C y se añadieron 30 g de AIBN. A continuación, se calentó el baño de calentamiento exterior hasta 75 °C y la reacción se realizó de manera constante a esta temperatura externa. Tras un tiempo de reacción de 1 h se añadieron de nuevo 30 g de AIBN. Tras 4 y 8 h se diluyó con en cada caso 10,0 kg de mezcla de acetona/bencina especial 60/95 (1:1). Para la reducción de los iniciadores residuales se añadieron tras 8 h y tras 10 h en cada caso 90 g de peroxidicarbonato de bis-(4-terc-butilciclohexilo). La reacción se interrumpió tras un tiempo de reacción de 24 h y se enfrió hasta temperatura ambiente. A continuación, se mezcló el poliacrilato con el 0,2 por ciento en masa del agente reticulador Uvacure® 1500, se diluyó hasta obtener un contenido en sólidos del 30 % con acetona y entonces de la solución se aplicó por revestimiento sobre una lámina separadora siliconada por los dos lados (50 |im de poliéster).
(velocidad de revestimiento 2,5 m/min, canal de secado 15 m, temperaturas zona 1: 40 °C, zona 2: 70 °C, zona 3: 95 °C, zona 4: 105 °C). El espesor ascendía a 50 |im. La película enrollada se almacenó durante dos días a temperatura ambiente, antes de que se usara ésta posteriormente para la preparación de la banda adhesiva de prueba 2.
Sobre la película espumada del adhesivo sensible a la presión de poliacrilato 2A se aplicó por laminación en los dos lados una película del adhesivo sensible a la presión de poliacrilato 2B. Directamente antes de la aplicación por laminación de la película del adhesivo sensible a la presión de poliacrilato 2B a la película espumada del adhesivo sensible a la presión de poliacrilato 2A se trató previamente por medio de corona la superficie que va a laminarse en cada caso de la película del adhesivo sensible a la presión de poliacrilato 2A con una dosis de corona de 35 Wmin/m2 de aire. Antes de la segunda aplicación por laminación se cubrió la lámina separadora siliconada en los dos lados del adhesivo sensible a la presión de poliacrilato espumado 2A. Tras la segunda aplicación por laminación se cubrió también una de las láminas separadoras siliconadas en los dos lados de los dos adhesivos sensibles a la presión de poliacrilato espumados 2B. El material compuesto de tres capas de adhesivo sensible a la presión de poliacrilato 2b / adhesivo sensible a la presión de poliacrilato 2A / adhesivo sensible a la presión de poliacrilato 2B se enrolló y se almacenó durante cuatro semanas a temperatura ambiente, antes de que éste se usara posteriormente para la prueba de imprimación. El material compuesto enrollado es la banda adhesiva de prueba 2. Los adhesivos sensibles a la presión de poliacrilato descritos a modo de ejemplo en su composición y procedimiento de preparación se han descrito en detalle en el documento DE 102010062669. El contenido de la divulgación de este documento se integra de manera explícita en el contenido de divulgación de esta invención.
Para la preparación del adhesivo sensible a la presión de poliacrilato contenido de acuerdo con la invención en la imprimación se usaron las siguientes materias primas:

Además, se usaron los siguientes disolventes para la preparación de los adhesivos sensibles a la presión de poliacrilato contenidos en las bandas adhesivas de prueba:

Los adhesivos sensibles a la presión de poliacrilato a modo de ejemplo para su uso como parte constituyente en la imprimación de acuerdo con la invención se prepararon tal como sigue:
Adhesivo sensible a la presión de imprimación 1
Un reactor de vidrio de 100 l convencional para polimerizaciones por radicales se llenó con 4,8 kg de ácido acrílico, 11.6 kg de acrilato de butilo, 23,6 kg de acrilato de 2-etilhexilo y 26,7 kg de acetona/bencina especial 60/95 (1:1). Tras hacer pasar durante 45 minutos gas nitrógeno con agitación se calentó altamente el reactor hasta 58 °C y se añadieron 30 g de AIBN. A continuación, se calentó el baño de calentamiento exterior hasta 75 °C y la reacción se realizó de manera constante a esta temperatura externa. Tras un tiempo de reacción de 1 h se añadieron de nuevo 30 g de AIBN. Tras 4 y 8 h se diluyó con en cada caso 10,0 kg de mezcla de acetona/bencina especial 60/95 (1:1). Para la reducción de los iniciadores residuales se añadieron tras 8 h y tras 10 h en cada caso 90 g de peroxidicarbonato de bis-(4-terc-butilciclohexilo). La reacción se interrumpió tras un tiempo de reacción de 24 h y se enfrió hasta temperatura ambiente. El poliacrilato se diluyó hasta obtener un contenido en sólidos del 30 por ciento en masa con acetona.
Adhesivo sensible a la presión de imprimación 2
Un reactor de vidrio de 100 l convencional para polimerizaciones por radicales se llenó con 3,2 kg de ácido acrílico, 13.6 kg de acrilato de butilo, 23,2 kg de acrilato de 2-etilhexilo y 26,7 kg de acetona/bencina especial 60/95 (1:1). Tras hacer pasar durante 45 minutos gas nitrógeno con agitación se calentó altamente el reactor hasta 58 °C y se añadieron 30 g de AIBN. A continuación, se calentó el baño de calentamiento exterior hasta 75 °C y la reacción se realizó de manera constante a esta temperatura externa. Tras un tiempo de reacción de 1 h se añadieron de nuevo 30 g de AIBN. Tras 4 y 8 h se diluyó con en cada caso 10,0 kg de mezcla de acetona/bencina especial 60/95 (1:1). Para la reducción de los iniciadores residuales se añadieron tras 8 h y tras 10 h en cada caso 90 g de
peroxidicarbonato de bis-(4-terc-butilddohexNo). La reacción se interrumpió tras un tiempo de reacción de 24 h y se enfrió hasta temperatura ambiente. El poliacrilato se diluyó hasta obtener un contenido en sólidos del 30 por ciento en masa con acetona.
Adhesivo sensible a la presión de imprimación 3
Un reactor de vidrio de 100 l convencional para polimerizaciones por radicales se llenó con 6,0 kg de ácido acrílico, 9,2 kg de acrilato de butilo, 24,8 kg de acrilato de 2-etilhexilo y 26,7 kg de acetona/bencina especial 60/95 (1:1). Tras hacer pasar durante 45 minutos gas nitrógeno con agitación se calentó altamente el reactor hasta 58 °C y se añadieron 30 g de AIBN. A continuación, se calentó el baño de calentamiento exterior hasta 75 °C y la reacción se realizó de manera constante a esta temperatura externa. Tras un tiempo de reacción de 1 h se añadieron de nuevo 30 g de AIBN. Tras 4 y 8 h se diluyó con en cada caso 10,0 kg de mezcla de acetona/bencina especial 60/95 (1:1). Para la reducción de los iniciadores residuales se añadieron tras 8 h y tras 10 h en cada caso 90 g de peroxidicarbonato de bis-(4-terc-butilciclohexilo). La reacción se interrumpió tras un tiempo de reacción de 24 h y se enfrió hasta temperatura ambiente. El poliacrilato se diluyó hasta obtener un contenido en sólidos del 30 por ciento en masa con acetona.
Adhesivo sensible a la presión de imprimación 4
Un reactor de vidrio de 100 l convencional para polimerizaciones por radicales se llenó con 4,8 kg de ácido acrílico, 10,0 kg de acrilato de butilo, 22,0 kg de acrilato de 2-etilhexilo, 3,2 kg de acrilato de isobornilo y 26,7 kg de acetona/bencina especial 60/95 (1:1). Tras hacer pasar durante 45 minutos gas nitrógeno con agitación se calentó altamente el reactor hasta 58 °C y se añadieron 30 g de AIBN. A continuación, se calentó el baño de calentamiento exterior hasta 75 °C y la reacción se realizó de manera constante a esta temperatura externa. Tras un tiempo de reacción de 1 h se añadieron de nuevo 30 g de AIBN. Tras 4 y 8 h se diluyó con en cada caso 10,0 kg de mezcla de acetona/bencina especial 60/95 (1:1). Para la reducción de los iniciadores residuales se añadieron tras 8 h y tras 10 h en cada caso 90 g de peroxidicarbonato de bis-(4-terc-butilciclohexilo). La reacción se interrumpió tras un tiempo de reacción de 24 h y se enfrió hasta temperatura ambiente. El poliacrilato se diluyó hasta obtener un contenido en sólidos del 30 por ciento en masa con acetona.
Adhesivo sensible a la presión de imprimación 5 para un ejemplo de comparación
Un reactor de vidrio de 100 l convencional para polimerizaciones por radicales se llenó con 0,8 kg de ácido acrílico, 14,8 kg de acrilato de butilo, 24,4 kg de acrilato de 2-etilhexilo y 26,7 kg de acetona/bencina especial 60/95 (1:1). Tras hacer pasar durante 45 minutos gas nitrógeno con agitación se calentó altamente el reactor hasta 58 °C y se añadieron 30 g de AIBN. A continuación, se calentó el baño de calentamiento exterior hasta 75 °C y la reacción se realizó de manera constante a esta temperatura externa. Tras un tiempo de reacción de 1 h se añadieron de nuevo 30 g de AIBN. Tras 4 y 8 h se diluyó con en cada caso 10,0 kg de mezcla de acetona/bencina especial 60/95 (1:1). Para la reducción de los iniciadores residuales se añadieron tras 8 h y tras 10 h en cada caso 90 g de peroxidicarbonato de bis-(4-terc-butilciclohexilo). La reacción se interrumpió tras un tiempo de reacción de 24 h y se enfrió hasta temperatura ambiente. El poliacrilato se diluyó hasta obtener un contenido en sólidos del 30 por ciento en masa con acetona.
Los adhesivos sensibles a la presión de imprimación 1 a 5 se caracterizaron brevemente por mediciones de DMA. Las curvas de G' y G" de los adhesivos sensibles a la presión de imprimación 1 a 5 se encontraban en el intervalo de frecuencia de deformación de 100 a 101 rad/s a 23 °C siempre completamente en el intervalo de 103 a 107 Pa.
Para la preparación de las imprimaciones de acuerdo con la invención se usaron los adhesivos sensibles a la presión de imprimación descritos anteriormente en cuanto a su preparación y composición, así como las siguientes materias primas:

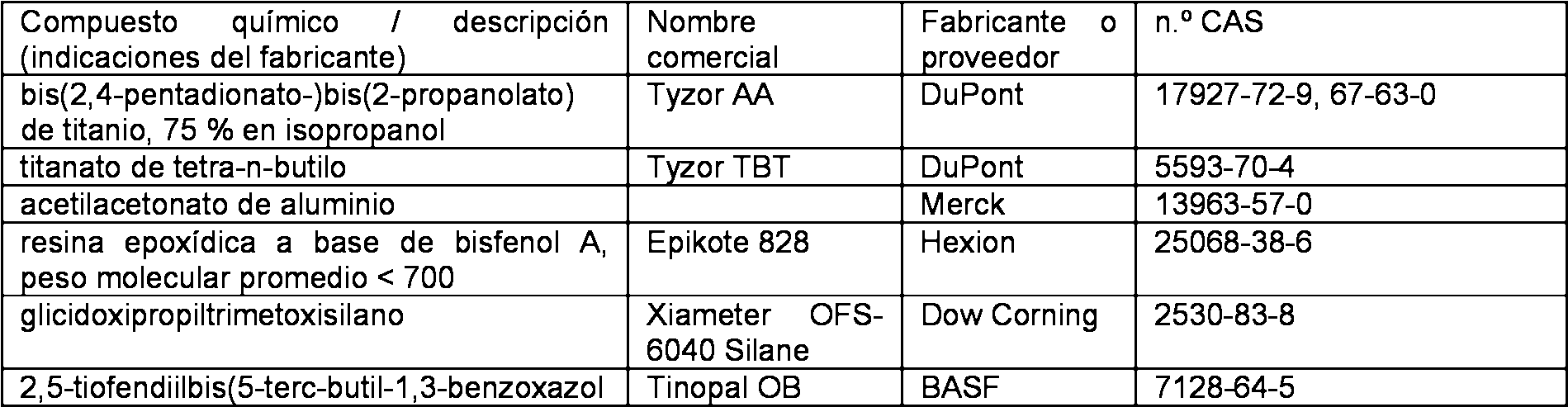
Además se usaron adicionalmente a los disolventes contenidos en los adhesivos sensibles a la presión de imprimación y materias primas de imprimación los siguientes disolventes para la preparación de las imprimaciones de acuerdo con la invención.
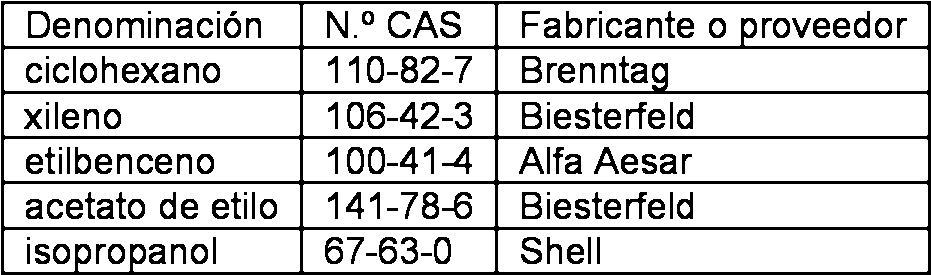
Ejemplos
Ejemplo 1
Com osición de la im rimación:

La imprimación se sometió a prueba en las siguientes combinaciones, obteniéndose los siguientes resultados:


Ejemplo 2
Com osición de la im rimación:

La imprimación se sometió a prueba en las siguientes combinaciones, obteniéndose los siguientes resultados:

Ejemplo 3
Com osición de la im rimación:

La imprimación se sometió a prueba en las siguientes combinaciones, obteniéndose los siguientes resultados:

Ejemplo 4
Com osición de la im rimación:


La imprimación se sometió a prueba en las siguientes combinaciones, obteniéndose los siguientes resultados:

Ejemplo 5
Com osición de la im rimación:

La imprimación se sometió a prueba en las siguientes combinaciones, obteniéndose los siguientes resultados:

Ejemplo 6
Com osición de la im rimación:

La imprimación se sometió a prueba en las siguientes combinaciones, obteniéndose los siguientes resultados:

Ejemplo 7
Com osición de la im rimación:

La imprimación se sometió a prueba en las siguientes combinaciones, obteniéndose los siguientes resultados:


Ejemplo 8
Com osición de la im rimación:

La imprimación se sometió a prueba en las siguientes combinaciones, obteniéndose los siguientes resultados


Ejemplo 9
Com osición de la im rimación:

La imprimación se sometió a prueba en las siguientes combinaciones, obteniéndose los siguientes resultados:

Ejemplo 10
Com osición de la im rimación:

La imprimación se sometió a prueba en las siguientes combinaciones, obteniéndose los siguientes resultados:

Ejemplo 11
Com osición de la im rimación:


La imprimación se sometió a prueba en las siguientes combinaciones, obteniéndose los siguientes resultados:

Ejemplo de comparación 1
Com osición de la im rimación de com aración:

La imprimación se sometió a prueba en las siguientes combinaciones, obteniéndose los siguientes resultados:

Ejemplo de comparación 2
Comosición de la imrimación de comaración:

La imprimación se sometió a prueba en las siguientes combinaciones, obteniéndose los siguientes resultados:

Ejemplo de comparación 3
Comosición de la imrimación de comaración:

La imprimación se sometió a prueba en las siguientes combinaciones, obteniéndose los siguientes resultados:

Claims (15)
1. Imprimación que comprende una mezcla disuelta o dispersada en uno o varios disolventes de
I) un adhesivo sensible a la presión que comprende al menos un componente de polímero base que puede obtenerse mediante copolimerización por radicales de los siguientes monómeros:
a) al menos un éster de ácido acrílico de un alcohol lineal, primario con 2 a 10 átomos de carbono en el resto alquilo del alcohol,
b) al menos un éster de ácido acrílico de un alcohol ramificado, no cíclico con 4 a 12 átomos de carbono en el resto alquilo del alcohol,
c) del 8 al 15 por ciento en masa de ácido acrílico, con respecto a la suma de los monómeros,
d) opcionalmente hasta el 10 por ciento en masa de otros monómeros que pueden copolimerizarse, con respecto a la suma de los monómeros,
II) al menos un agente reticulador térmico a base de un acetilacetonato de metal, de un alcóxido de metal o de un alcoxi-acetilacetonato de metal,
III) al menos una poliolefina clorada,
caracterizada por que
la concentración de la suma de los agentes reticuladores térmicos con respecto a la suma de los componentes de polímero base del adhesivo sensible a la presión asciende a en el intervalo del 0,05 por ciento en masa al 5,0 por ciento en masa y
la relación de la suma del componente de polímero base [componente I] del adhesivo sensible a la presión con respecto a la suma de las poliolefinas cloradas [componente III] en la mezcla se encuentra en el intervalo de 30 : 70 a 95 : 5 proporciones en masa.
2. Imprimación de acuerdo con la reivindicación 1, caracterizada por que la poliolefina clorada [componente III] está modificada con un ácido carboxílico a ,P-insaturado o su anhídrido, en particular con anhídrido maleico y / o con un acrilato.
3. Imprimación de acuerdo con una de las reivindicaciones anteriores, caracterizada por que la relación de la suma de los ésteres de ácido acrílico de un alcohol lineal, primario [componente I)a)] con respecto a la suma de los ésteres de ácido acrílico de un alcohol ramificado, no cíclico [componente I)b)] se encuentra en el intervalo de 10 : 90 a 90 : 10 proporciones en masa, preferentemente de 20 : 80 a 80 : 20.
4. Imprimación de acuerdo con una de las reivindicaciones anteriores, caracterizada por que el al menos un componente de polímero base constituye al menos el 90 por ciento en masa, preferentemente al menos el 95 por ciento en masa, de manera especialmente preferente al menos el 98 por ciento en masa del adhesivo sensible a la presión [componente I], o, siempre que estén presentes varios componentes de polímero base a base de los componentes I)a) a I)d), la suma de los componentes de polímero base constituye al menos el 90 por ciento en masa, preferentemente al menos el 95 por ciento en masa, de manera especialmente preferente al menos el 98 por ciento en masa del adhesivo sensible a la presión [componente I].
5. Imprimación de acuerdo con una de las reivindicaciones anteriores, caracterizada por que la mezcla está libre de copolímeros de bloque del tipo poliestireno/polidieno o poliestireno/polidieno hidrogenado.
6. Imprimación de acuerdo con una de las reivindicaciones anteriores, caracterizada por que el metal del agente reticulador térmico es titanio, aluminio, zirconio, zinc o hierro.
7. Imprimación de acuerdo con una de las reivindicaciones anteriores, caracterizada por que la mezcla contiene adicionalmente una o varias resinas epoxídicas.
8. Imprimación de acuerdo con una de las reivindicaciones anteriores, caracterizada por que la mezcla contiene adicionalmente una o varias resinas de acrilato de estireno.
9. Imprimación de acuerdo con una de las reivindicaciones anteriores, caracterizada por que la mezcla contiene adicionalmente uno o varios silanos organofuncionales.
10. Imprimación de acuerdo con una de las reivindicaciones anteriores, caracterizada por que la mezcla contiene adicionalmente uno o varios blanqueadores ópticos fluorescentes.
11. Imprimación de acuerdo con una de las reivindicaciones anteriores, caracterizada por que la concentración de la mezcla en el uno o los varios disolventes asciende a en el intervalo del 0,1 a como máximo el 30 por ciento en masa, preferentemente en el intervalo del 0,5 al 20 por ciento en masa, de manera especialmente preferente en el intervalo del 1,0 al 10 por ciento en masa.
12. Imprimación de acuerdo con una de las reivindicaciones anteriores, caracterizada por que el uno o bien los varios disolventes son disolventes orgánicos.
13. Imprimación de acuerdo con una de las reivindicaciones anteriores, caracterizada por que uno de los disolventes es isopropanol u otro alcohol.
14. Uso de una imprimación de acuerdo con una de las reivindicaciones anteriores para la preparación de una capa adherente.
15. Procedimiento para la preparación de una capa adherente sobre un sustrato, que comprende la aplicación de una imprimación de acuerdo con una de las reivindicaciones 1 a 13 sobre un sustrato y dejar evaporar el uno o los varios disolventes.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102011077510A DE102011077510A1 (de) | 2011-06-14 | 2011-06-14 | Primer zur Verbesserung der Adhäsion von Klebebändern auf schwer verklebbaren Kunststoffen und Metallen |
| PCT/EP2012/061129 WO2012171924A1 (de) | 2011-06-14 | 2012-06-12 | Primer zur verbesserung der adhäsion von klebebändern auf schwer verklebbaren kunststoffen und metallen |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| ES2700550T3 true ES2700550T3 (es) | 2019-02-18 |
Family
ID=46246090
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| ES12726815T Active ES2700550T3 (es) | 2011-06-14 | 2012-06-12 | Imprimación para la mejora de la adhesión de bandas adhesivas sobre plásticos y metales que pueden adherirse con dificultad |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US20140113070A1 (es) |
| EP (1) | EP2721105B1 (es) |
| JP (1) | JP5961256B2 (es) |
| KR (1) | KR20140041737A (es) |
| CN (1) | CN103619945B (es) |
| DE (2) | DE102011077510A1 (es) |
| ES (1) | ES2700550T3 (es) |
| MX (1) | MX2013013935A (es) |
| WO (1) | WO2012171924A1 (es) |
Families Citing this family (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2757135B1 (en) | 2013-01-18 | 2017-11-29 | 3M Innovative Properties Company | Method of bonding parts to a vehicle by an acrylic foam tape |
| DE102013206376A1 (de) | 2013-04-11 | 2014-10-16 | Tesa Se | Schwarzer Silan-Primer zur Verbesserung der Adhäsion von Klebebändern auf Glasoberflächen |
| DE102013206369A1 (de) | 2013-04-11 | 2014-10-16 | Tesa Se | Silan-Primer zur Verbesserung der Adhäsion von Klebebändern auf hydrophilen Oberflächen, insbesondere Glasoberflächen |
| DE102014208814A1 (de) | 2014-05-09 | 2015-11-12 | Tesa Se | Primer zur Verbesserung der Adhäsion von Klebebändern auf hydrophilen Oberflächen |
| DE102014217245A1 (de) * | 2014-08-29 | 2016-03-03 | Tesa Se | Primer für Klebebänder |
| JP6169545B2 (ja) * | 2014-09-09 | 2017-07-26 | 富士フイルム株式会社 | 重合性組成物、インクジェット記録用インク組成物、インクジェット記録方法、及び記録物 |
| EP3194455B1 (en) * | 2014-09-16 | 2019-02-06 | 3M Innovative Properties Company | Free-radical polymerization methods and articles thereby |
| EP3353257A1 (en) * | 2015-09-21 | 2018-08-01 | LORD Corporation | Adhesive composition and method for bonding |
| DE102016210536A1 (de) | 2016-04-13 | 2017-10-19 | Tesa Se | Einfärbbarer Primer |
| US20170298230A1 (en) | 2016-04-13 | 2017-10-19 | Tesa Se | Pigmentable Primer |
| US10767082B2 (en) * | 2016-09-29 | 2020-09-08 | Dow Global Technologies Llc | Polymer compositions for UV curable primers |
| US11708470B2 (en) * | 2016-12-21 | 2023-07-25 | Ppg Industries Ohio, Inc. | Plastic substrate adhesion promoter with random copolymer |
| AU2018261179B2 (en) * | 2017-05-04 | 2023-02-09 | Hollister Incorporated | Lubricious hydrophilic coatings and methods of forming the same |
| DE102017221039B4 (de) * | 2017-11-24 | 2020-09-03 | Tesa Se | Verfahren zur Herstellung einer Haftklebemasse auf Basis von Acrylnitril-Butadien-Kautschuk |
| US12037523B2 (en) | 2018-11-08 | 2024-07-16 | Avery Dennison Corporation | Yellowing resistant PSA |
| DE102019206004B4 (de) | 2019-04-26 | 2023-08-24 | Tesa Se | Verfahren zur Herstellung einer Verklebung auf einer lackierten Aluminium-Oberfläche |
| EP4107229A4 (en) | 2020-02-21 | 2024-03-06 | Swimc LLC | STAIN-PROOF POLYMERS, PRIMERS, KITS AND METHODS |
| CN115926689B (zh) * | 2022-11-21 | 2025-09-05 | 黄山市亿华装饰材料有限公司 | 一种自粘性pvc膜用压敏胶及其制备方法 |
| KR20260023638A (ko) | 2023-06-15 | 2026-02-20 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 프라이머 조성물, 접착 시스템, 및 관련 공정 |
| CN121358786A (zh) | 2023-06-15 | 2026-01-16 | 3M创新有限公司 | 底胶组合物、粘合剂体系和相关方法 |
| CN121941733A (zh) | 2023-08-17 | 2026-04-28 | 3M创新有限公司 | 导电组合物、电脱粘粘合剂体系和相关方法 |
| CN118109148A (zh) * | 2024-02-29 | 2024-05-31 | 上海保立佳新材料有限公司 | 高固含量溶剂型聚丙烯酸酯压敏胶及其制备方法和应用 |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4113792A (en) * | 1977-06-20 | 1978-09-12 | National Starch And Chemical Corporation | Pressure sensitive adhesive compositions |
| JPS57198763A (en) * | 1981-05-30 | 1982-12-06 | Dainippon Ink & Chem Inc | Resin composition for coating compound |
| JPS5832661A (ja) * | 1981-08-21 | 1983-02-25 | Dainippon Ink & Chem Inc | 塗料用樹脂組成物 |
| US5068291A (en) * | 1990-03-22 | 1991-11-26 | National Starch And Chemical Investment Holding Corporation | Method of preparing pressure sensitive adhesives with accelerated cure rate |
| JP2652297B2 (ja) * | 1992-02-26 | 1997-09-10 | 三洋化成工業株式会社 | 樹脂組成物、コーティング剤および接着剤 |
| DE4231607C2 (de) * | 1992-09-15 | 1994-09-01 | Neschen Hans Gmbh & Co Kg | Druckempfindlicher Haftkleber und dessen Verwendung zur Herstellung manuell einreißbarer Haftklebebänder für die Stickerei- und Textilindustrie |
| US5602202A (en) | 1994-01-14 | 1997-02-11 | Minnesota Mining And Manufacturing Company | Methods of using acrylate-containing polymer blends |
| WO1995019393A1 (en) | 1994-01-14 | 1995-07-20 | Minnesota Mining And Manufacturing Company | Acrylate-containing polymer blends |
| JPH0860028A (ja) * | 1994-08-19 | 1996-03-05 | Toshiba Silicone Co Ltd | プライマー組成物 |
| US5623010A (en) | 1995-06-22 | 1997-04-22 | Minnesota Mining And Manufacturing Company | Acrylate-containing polymer blends and methods of using |
| US5605964A (en) | 1995-06-22 | 1997-02-25 | Minnesota Mining And Manufacturing Company | Acrylate-containing polymer blends and methods of using |
| JP4856322B2 (ja) | 2001-06-08 | 2012-01-18 | スリーエム イノベイティブ プロパティズ カンパニー | 塗装板用プライマー組成物 |
| US20030152767A1 (en) | 2001-10-22 | 2003-08-14 | 3M Innovative Properties Company | Polyolefin pressure sensitive adhesive tape with an improved priming layer |
| US7090922B2 (en) | 2001-12-18 | 2006-08-15 | 3M Innovative Properties Company | Silicone priming compositions, articles, and methods |
| US8058355B2 (en) * | 2004-10-06 | 2011-11-15 | Eastman Chemical Company | Modified chlorinated carboxylated polyolefins and their use as adhesion promoters |
| JP2008156566A (ja) | 2006-12-26 | 2008-07-10 | Three M Innovative Properties Co | プライマー組成物及び該プライマー組成物を用いた粘着テープ |
| JP2008184542A (ja) | 2007-01-30 | 2008-08-14 | Three M Innovative Properties Co | プライマ組成物及び接着性基材 |
| DE102007016950A1 (de) * | 2007-04-05 | 2008-10-09 | Tesa Ag | Thermisch vernetzende Polyacrylate und Verfahren zu deren Herstellung |
| CN101445712B (zh) * | 2008-12-29 | 2010-09-01 | 宁波信泰机械有限公司 | 改性氯化聚丙烯胶粘剂的制备方法及其胶粘方法 |
| JP5243990B2 (ja) * | 2009-02-18 | 2013-07-24 | 日東電工株式会社 | 両面粘着シート |
| DE102009011482A1 (de) * | 2009-03-06 | 2010-09-09 | Tesa Se | Haftklebemassen zur Verklebung von Druckplatten |
| DE102009048036A1 (de) * | 2009-10-02 | 2011-04-07 | Tesa Se | Montageklebebänder |
| DE102010062669A1 (de) | 2010-12-08 | 2012-06-14 | Tesa Se | Verfahren zur Herstellung geschäumter Polymermassen, geschäumte Polymermassen und Klebeband damit |
-
2011
- 2011-06-14 DE DE102011077510A patent/DE102011077510A1/de not_active Withdrawn
-
2012
- 2012-06-12 JP JP2014515161A patent/JP5961256B2/ja not_active Expired - Fee Related
- 2012-06-12 ES ES12726815T patent/ES2700550T3/es active Active
- 2012-06-12 CN CN201280029660.1A patent/CN103619945B/zh active Active
- 2012-06-12 WO PCT/EP2012/061129 patent/WO2012171924A1/de not_active Ceased
- 2012-06-12 US US14/119,060 patent/US20140113070A1/en not_active Abandoned
- 2012-06-12 EP EP12726815.9A patent/EP2721105B1/de active Active
- 2012-06-12 MX MX2013013935A patent/MX2013013935A/es unknown
- 2012-06-12 DE DE112012002482.6T patent/DE112012002482A5/de not_active Withdrawn
- 2012-06-12 KR KR1020147001029A patent/KR20140041737A/ko not_active Withdrawn
Also Published As
| Publication number | Publication date |
|---|---|
| US20140113070A1 (en) | 2014-04-24 |
| DE112012002482A5 (de) | 2014-03-13 |
| WO2012171924A1 (de) | 2012-12-20 |
| DE102011077510A1 (de) | 2012-12-20 |
| JP2014518290A (ja) | 2014-07-28 |
| MX2013013935A (es) | 2013-12-16 |
| EP2721105A1 (de) | 2014-04-23 |
| JP5961256B2 (ja) | 2016-08-02 |
| CN103619945A (zh) | 2014-03-05 |
| KR20140041737A (ko) | 2014-04-04 |
| EP2721105B1 (de) | 2018-10-24 |
| CN103619945B (zh) | 2017-03-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| ES2700550T3 (es) | Imprimación para la mejora de la adhesión de bandas adhesivas sobre plásticos y metales que pueden adherirse con dificultad | |
| ES2724359T3 (es) | Imprimación para bandas adhesivas | |
| KR102174909B1 (ko) | 친수성 표면, 특히 유리 표면에 대한 접착 테이프의 접착성을 개선시키기 위한 실란 프라이머 | |
| ES2398013T3 (es) | Poliacrilatos termorreticulables y método para prepararlos | |
| ES2318532T3 (es) | Metodo para elaborar una cinta adhesiva con una capa de adhesivo termofusible de acrilato reticulado termicamente. | |
| ES2387182T3 (es) | Poliacrilatos reticulables térmicamente y procedimiento para su obtención | |
| JP5483889B2 (ja) | 再剥離用水分散型アクリル系粘着剤組成物及び粘着シート | |
| US9234122B2 (en) | Black silane primer for improving the adhesion of adhesive tapes to glass surfaces | |
| CN106459714B (zh) | 用于增强胶带对亲水性表面的粘附性的底漆 | |
| CN113891923B (zh) | 粘合剂组合物及粘合片材 | |
| WO2007023695A1 (ja) | ガラス保護用粘着シート類および自動車ガラス用保護フィルム | |
| CA2961500A1 (en) | Pigmentable primer | |
| TWI880952B (zh) | 黏合劑組成物、黏合層與黏合膜 | |
| TWI641665B (zh) | 可著色底層塗料及其用途 | |
| TWI510581B (zh) | 黏著劑組成物及使用其之表面保護膜 |