ES2737983T3 - Chapa de acero electromagnético no orientado de Fe-Cr-Si y proceso para producir la misma - Google Patents
Chapa de acero electromagnético no orientado de Fe-Cr-Si y proceso para producir la misma Download PDFInfo
- Publication number
- ES2737983T3 ES2737983T3 ES03789608T ES03789608T ES2737983T3 ES 2737983 T3 ES2737983 T3 ES 2737983T3 ES 03789608 T ES03789608 T ES 03789608T ES 03789608 T ES03789608 T ES 03789608T ES 2737983 T3 ES2737983 T3 ES 2737983T3
- Authority
- ES
- Spain
- Prior art keywords
- mass
- less
- steel
- content
- nitriding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 229910000831 Steel Inorganic materials 0.000 title claims abstract description 199
- 239000010959 steel Substances 0.000 title claims abstract description 199
- 229910019819 Cr—Si Inorganic materials 0.000 title claims abstract description 23
- 238000000034 method Methods 0.000 title claims description 22
- 230000008569 process Effects 0.000 title description 14
- 239000011651 chromium Substances 0.000 claims abstract description 102
- 150000004767 nitrides Chemical class 0.000 claims abstract description 70
- 229910052804 chromium Inorganic materials 0.000 claims abstract description 64
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 claims abstract description 61
- 229910052782 aluminium Inorganic materials 0.000 claims abstract description 30
- 239000012535 impurity Substances 0.000 claims abstract description 9
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 claims description 103
- 238000000137 annealing Methods 0.000 claims description 102
- 238000005121 nitriding Methods 0.000 claims description 80
- 239000012298 atmosphere Substances 0.000 claims description 47
- 239000007789 gas Substances 0.000 claims description 43
- 229910001873 dinitrogen Inorganic materials 0.000 claims description 17
- 238000004519 manufacturing process Methods 0.000 claims description 12
- 238000005096 rolling process Methods 0.000 claims description 9
- 238000005098 hot rolling Methods 0.000 claims description 6
- 229910001208 Crucible steel Inorganic materials 0.000 claims 1
- 229910000565 Non-oriented electrical steel Inorganic materials 0.000 abstract 1
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical group [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 62
- 229910052757 nitrogen Inorganic materials 0.000 description 48
- 229910052787 antimony Inorganic materials 0.000 description 37
- 229910052718 tin Inorganic materials 0.000 description 32
- 229910052742 iron Inorganic materials 0.000 description 30
- 238000001556 precipitation Methods 0.000 description 27
- 230000000694 effects Effects 0.000 description 24
- 230000006866 deterioration Effects 0.000 description 17
- 239000000203 mixture Substances 0.000 description 15
- 238000005097 cold rolling Methods 0.000 description 12
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 11
- 229910052739 hydrogen Inorganic materials 0.000 description 11
- 239000002244 precipitate Substances 0.000 description 11
- 238000001878 scanning electron micrograph Methods 0.000 description 11
- 239000001257 hydrogen Substances 0.000 description 10
- 230000002401 inhibitory effect Effects 0.000 description 8
- 229910052758 niobium Inorganic materials 0.000 description 8
- 229910052719 titanium Inorganic materials 0.000 description 8
- 239000003112 inhibitor Substances 0.000 description 7
- 230000006872 improvement Effects 0.000 description 6
- 229910052698 phosphorus Inorganic materials 0.000 description 5
- 229910052799 carbon Inorganic materials 0.000 description 4
- 239000010960 cold rolled steel Substances 0.000 description 4
- 230000005764 inhibitory process Effects 0.000 description 4
- 239000000047 product Substances 0.000 description 4
- 229910017082 Fe-Si Inorganic materials 0.000 description 3
- 229910017133 Fe—Si Inorganic materials 0.000 description 3
- 229910045601 alloy Inorganic materials 0.000 description 3
- 239000000956 alloy Substances 0.000 description 3
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 3
- 230000007423 decrease Effects 0.000 description 3
- 229910052748 manganese Inorganic materials 0.000 description 3
- 238000005259 measurement Methods 0.000 description 3
- 229910052760 oxygen Inorganic materials 0.000 description 3
- 230000009467 reduction Effects 0.000 description 3
- 229920006395 saturated elastomer Polymers 0.000 description 3
- 229910052710 silicon Inorganic materials 0.000 description 3
- 239000000126 substance Substances 0.000 description 3
- 229910052717 sulfur Inorganic materials 0.000 description 3
- 230000002195 synergetic effect Effects 0.000 description 3
- PIGFYZPCRLYGLF-UHFFFAOYSA-N Aluminum nitride Chemical compound [Al]#N PIGFYZPCRLYGLF-UHFFFAOYSA-N 0.000 description 2
- 229910001341 Crude steel Inorganic materials 0.000 description 2
- 229910000976 Electrical steel Inorganic materials 0.000 description 2
- 230000000052 comparative effect Effects 0.000 description 2
- 229910052802 copper Inorganic materials 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 238000005262 decarbonization Methods 0.000 description 2
- 238000002474 experimental method Methods 0.000 description 2
- 230000004907 flux Effects 0.000 description 2
- 239000012299 nitrogen atmosphere Substances 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- 238000001953 recrystallisation Methods 0.000 description 2
- 229910052720 vanadium Inorganic materials 0.000 description 2
- 229910000851 Alloy steel Inorganic materials 0.000 description 1
- 238000003723 Smelting Methods 0.000 description 1
- 229910052770 Uranium Inorganic materials 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 229910052796 boron Inorganic materials 0.000 description 1
- 229910052791 calcium Inorganic materials 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- -1 chromium nitrides Chemical class 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 230000000593 degrading effect Effects 0.000 description 1
- 238000001514 detection method Methods 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 150000002431 hydrogen Chemical class 0.000 description 1
- 125000004435 hydrogen atom Chemical group [H]* 0.000 description 1
- 238000011835 investigation Methods 0.000 description 1
- 229910052740 iodine Inorganic materials 0.000 description 1
- 229910052749 magnesium Inorganic materials 0.000 description 1
- 150000001247 metal acetylides Chemical class 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 125000004433 nitrogen atom Chemical group N* 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 230000001590 oxidative effect Effects 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 239000007858 starting material Substances 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- 229910052721 tungsten Inorganic materials 0.000 description 1
- 229910052726 zirconium Inorganic materials 0.000 description 1
Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/74—Methods of treatment in inert gas, controlled atmosphere, vacuum or pulverulent material
- C21D1/76—Adjusting the composition of the atmosphere
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/004—Very low carbon steels, i.e. having a carbon content of less than 0,01%
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/008—Ferrous alloys, e.g. steel alloys containing tin
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/34—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/60—Ferrous alloys, e.g. steel alloys containing lead, selenium, tellurium, or antimony, or more than 0.04% by weight of sulfur
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
- H01F1/01—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials
- H01F1/03—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity
- H01F1/12—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials
- H01F1/14—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys
- H01F1/147—Alloys characterised by their composition
- H01F1/14708—Fe-Ni based alloys
- H01F1/14716—Fe-Ni based alloys in the form of sheets
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Organic Chemistry (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Physics & Mathematics (AREA)
- Dispersion Chemistry (AREA)
- Electromagnetism (AREA)
- Power Engineering (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Manufacturing Of Steel Electrode Plates (AREA)
- Soft Magnetic Materials (AREA)
Abstract
Chapa de acero eléctrico no orientado a base de Fe-Cr-Si que consiste en: entre un 2,5% y un 10% en masa de Si; entre un 1,5% y un 20% en masa de Cr; 0,006% en masa o menos de C; 0,005% en masa o menos de S; 0,005% en masa o menos de Ti; 0,005% en masa o menos de Nb; opcionalmente por lo menos uno de 1% en masa o menos de Mn, 1% en masa o menos de P, 0,0050% en masa o menos de O, 0,0050% en masa o menos de V, 0,05% en masa de Cu, 0,0050% en masa o menos de B, 0,0050% en masa o menos de Zr, 0,0050% en masa o menos de Ca, 0,0050% en masa o menos de Mg, 0,05% en masa o menos de Ni; y uno de lo siguiente: c) entre más de un 0,002% y un 0,004% en masa de N y entre 0,1% y 1,0% en masa de Al; o d) entre más de un 0,002% y un 0,004% en masa de N y entre 0,1% y 1,0% en masa de Al y por lo menos uno de entre un 0,005% y un 1% en masa de Sb y entre un 0,005% y un 1% en masa de Sn; y siendo el resto Fe e impurezas eventuales, en el que la resistividad eléctrica del acero es 60 μΩcm o más, y el número de nitruros que contienen cromo por mm2 en la región interior no menos de 5 μm desde la superficie frontal y posterior superior de la sección transversal de la chapa de acero es de 2500 o menos.
Description
DESCRIPCIÓN
Chapa de acero electromagnético no orientado de Fe-Cr-Si y proceso para producir la misma
Campo técnico
La presente invención se refiere a chapas de acero eléctrico no orientado a base de Fe-Cr-Si para uso en alta frecuencia las cuales son adecuadas para núcleos de hierro de motores de automóviles eléctricos, generadores eléctricos para microturbinas de gas, reactores de alta frecuencia, etc. Aquí, el término "rango de alta frecuencia" se define como un rango de frecuencia de varios cientos de hercios o más y, en particular, de aproximadamente 400 Hz o más. La presente invención se refiere, más particularmente, a una chapa de acero que presenta unas excelentes propiedades magnéticas en un rango de alta frecuencia de 1 kHz o más.
Técnica anterior
Recientemente, se emplean cada vez más dispositivos utilizados en los rangos de frecuencia más elevadas que las utilizadas convencionalmente, por ejemplo, en motores de automóviles eléctricos, microturbinas de gas, y reactores de alta frecuencia, y ha habido una demanda de chapas de acero eléctrico con excelentes propiedades magnéticas en el rango de alta frecuencia. Estos dispositivos se utilizan en un rango de alta frecuencia de varios cientos de hercios a varias decenas de kilohercios.
Convencionalmente, en tales aplicaciones, se han utilizado chapas de acero eléctrico no orientado a base de Fe-Si en las cuales se mejora la pérdida de hierro (es decir, se reduce la pérdida de hierro) añadiendo Si al acero. En general, una chapa de acero eléctrico no orientado se lamina en frío para que presente un grosor deseado, y después se recristaliza por recocido final para obtener las propiedades electromagnéticas deseadas.
Sin embargo, en la chapa de acero eléctrico no orientado a base de Fe-Si convencional para uso en alta frecuencia, el contenido en Si en el acero es de un 3,5% en masa o menos, y la resistencia eléctrica del acero no es tan elevada. En particular, en un rango de alta frecuencia de 1 kHz o más, la pérdida de hierro es elevada, lo cual es desventajoso. Por lo tanto, para satisfacer las recientes necesidades de la sociedad, es absolutamente necesario desarrollar nuevas chapas de acero eléctrico adecuadas para su uso en el rango de alta frecuencia.
Con el fin de mejorar la pérdida de hierro en el rango de alta frecuencia, se considera que es particularmente eficaz mejorar la pérdida de corriente de Foucault aumentando la resistencia eléctrica del acero. Para aumentar la resistencia eléctrica del acero, comúnmente se utiliza una técnica en la cual se aumenta el contenido en Si o Al en el acero. Sin embargo, si el contenido en Si supera un 3,5% en masa, el acero se vuelve extremadamente duro y frágil, lo que resulta en un deterioro en la maleabilidad. En consecuencia, resulta difícil llevar a cabo la fabricación y el trabajo por laminado ordinario. Además, en la chapa de acero a base de Fe-Si convencional, por ejemplo, si el contenido en Si supera un 5,0% en masa, resulta imposible realizar no sólo el trabajo en frío sino también el trabajo en caliente.
En el Documento de Patente 1 se describe una técnica para aumentar la resistencia eléctrica del acero añadiendo Cr, Al, etc. al acero sin aumentar el contenido en Si. Sin embargo, en la técnica descrita en el Documento de Patente 1, se supone un rango de frecuencia de menos de 1 kHz para utilizarse como en la chapa de acero eléctrico convencional para uso de alta frecuencia, y no es posible obtener suficientes propiedades magnéticas de alta frecuencia en un rango de frecuencia de 1 kHz o más. Por lo tanto, la chapa de acero descrita en el Documento de Patente 1 no tiene un efecto satisfactorio como chapa de acero eléctrico no orientado para uso de alta frecuencia adecuada en el rango de aproximadamente 400 Hz a aproximadamente 50 kHz requerido en los últimos años. Además, el contenido en Si en el Documento de Patente 1 no excede el de una chapa de acero de silicio típica, y más bien, el Documento de Patente 1 apunta principalmente a una chapa de acero de bajo contenido en Silicio con un contenido en Si de aproximadamente un 1,5%.
En cambio, el solicitante de la presente invención ha encontrado que, mediante la adición de Cr, incluso en acero que tiene un contenido en Si relativamente alto, se mejora la fragilidad y, por lo tanto, se obtiene una alta resistencia eléctrica y una alta maleabilidad. El solicitante de la presente invención ha propuesto chapas de acero eléctrico a base de Fe-Cr-Si excelentes en propiedades magnéticas de alta frecuencia con un contenido en Cr de entre un 1,5% y un 20% en masa y un contenido en Si de entre un 2,5% y un 10% en masa en los Documentos de Patente 2, 3, 4, etc.
[Documento de Patente 1]: publicación de Solicitud de Patente Japonesa Sin Examinar n° 11-229095 [Documento de patente 2]: publicación de solicitud de patente japonesa no examinada n° 11-343544 o EP-A2-915179
[Documento de patente 3]: publicación de solicitud de patente japonesa no examinada n° 2001-262289
[Documento de patente 4]: publicación de solicitud de patente japonesa no examinada n° 2001-279326 Descripción de la invención
[Problemas a resolver por la invención]
En las chapas de acero descritas en los Documentos de Patente 2, 3, etc., se muestra una pérdida de hierro superior en respuesta a una alta resistencia eléctrica en un rango de frecuencia de 10 kHz o más. Por otra parte, se ha descubierto recientemente que, aunque estas chapas de acero tienen una mejor pérdida de hierro en comparación con la chapa de acero eléctrico convencional en un rango de alta frecuencia de menos de 10 kHz, no se obtiene una medición de pérdida de hierro satisfactoria hasta la alta resistencia eléctrica debido al elevado contenido en Si y el elevado contenido en Cr. Por lo tanto, estas chapas de acero requieren una mejora adicional. Por consiguiente, un objetivo de la presente invención es resolver ventajosamente el problema de que la alta resistencia eléctrica obtenida por el elevado contenido en Si y el elevado contenido en Cr no se refleja suficientemente en una pérdida de hierro en un rango de alta frecuencia de menos de 10 kHz y proporcionar una chapa de acero eléctrico no orientado a base de Fe-Cr-Si que presente unas excelentes propiedades magnéticas en el rango de alta frecuencia, en particular, en un rango de frecuencia de 1 kHz o más.
De EP 0915 179 A2 se conoce otra chapa de acero. La chapa de acero descrita en dicho documento presenta una cantidad significativa de aluminio presente (1% de aluminio) y un bajo contenido en Nitrógeno (aproximadamente 100 ppm N). La chapa de acero descrita en dicho documento es recocida en una atmósfera de hidrógeno a 1000°C durante 60 minutos.
De JP 2002-226953 A se conoce otra chapa de acero. La chapa de acero descrita en dicho documento presenta una cantidad significativa de aluminio (entre un 0,1% y un 2%) y puede contener una cantidad significativa de nitrógeno (un 0,005% o menos). Además, Sb o Sn sólo puede estar presente en pequeñas cantidades como impurezas.
En dicho documento se describe que una cantidad de nitrógeno que se encuentra en la etapa final de recocido está en un 90% a una temperatura de recocido de 950°C.
[Medios para resolver los problemas]
En vista de las chapas de acero y el procedimiento conocidos de la técnica anterior, un objetivo de la presente invención es una chapa de acero respectiva y un procedimiento respectivo de producción de la misma, que impida la formación, en particular, de nitruros de cromo en el interior. El citado problema se resuelve con una chapa de acero tal como se define en la reivindicación 1 y los respectivos procedimientos de producción tal como se define en las reivindicaciones 2 y 3. En la reivindicación 4 se define otra realización preferida.
Como resultado de una investigación intensiva de los problemas descritos anteriormente, los presentes inventores han encontrado que, aunque el porcentaje de pérdida por corrientes de Foucault en la pérdida de hierro es generalmente elevado en el rango de alta frecuencia, la influencia de la pérdida por histéresis es relativamente grande respecto a la chapa de acero eléctrico a base de Fe-Cr-Si. Se ha encontrado que, debido al deterioro de la pérdida por histéresis, la disminución en pérdida de corriente de Foucault debido a alta resistencia eléctrica no contribuye suficientemente a las propiedades magnéticas de alta frecuencia. Se ha descubierto que, para obtener una pérdida de histéresis mejorada, es necesario controlar la frecuencia de nitruros que contienen cromo (nitruros que incluyen cromo) en el interior de la chapa de acero.
Breve descripción de los dibujos
La figura 1 es una imagen SEM en sección transversal que muestra finos precipitados de nitruro que contienen cromo en el interior de una chapa de acero eléctrico no orientado a base de Fe-Cr-Si.
La figura 2 es una gráfica en la que el contenido en Cr en el acero se representa como abscisas y la cantidad de nitruración durante el recocido final y la pérdida por histéresis se representan como ordenadas para mostrar un ejemplo de la relación entre ellos.
La figura 3A es una imagen SEM en sección transversal que muestra el interior de una chapa de acero eléctrico (con Sb) de acuerdo con la presente invención después de haber sido sometida a recocido final.
La figura 3B es una imagen SEM en sección transversal que muestra una región cerca de la superficie de la chapa de acero eléctrico (con Sb) de acuerdo con la presente invención después de haber sido sometida a recocido final.
La figura 4A es una imagen SEM en sección transversal que muestra el interior de otra chapa de acero eléctrico (con Al) de acuerdo con la presente invención después de haber sido sometida a recocido final.
La figura 4B es una imagen SEM en sección transversal que muestra una región cerca de la superficie de la chapa de acero eléctrico (con Al) de acuerdo con la presente invención después de haber sido sometida a recocido final. La figura 5 es una gráfica que muestra una relación entre el número de nitruros que contienen cromo en el interior de la chapa de acero (representada como abscisas) y la pérdida por histéresis (representada como ordenadas) respecto a varias chapas de acero.
Mejor modo de llevar a cabo la invención.
En primer lugar, se describirán los resultados experimentales a partir de los cuales se derivó la presente invención. Los presentes inventores han estudiado las razones del deterioro de la pérdida por histéresis de las chapas de acero eléctrico a base de Fe-Cr-Si.
Cada uno de los aceros 1 a 8 que tienen la composición mostrada en la Tabla 1 se sometió a laminado en caliente y laminado en frío de la manera habitual para obtener un grosor de 0,25 mm y después se sometió a recocido final. Las condiciones de recocido final se establecieron de la siguiente manera. La atmósfera de recocido era una atmósfera de nitrógeno hidrógeno (N2:H2 = 70:30 en proporción de volumen), y la temperatura de recocido fue de 980°C.
TABLA 1

Como resultado, en cada una de las chapas de acero producidas sometiendo los aceros 1 a 8 a recocido final en las condiciones descritas anteriormente, se observaron nitruros finos que contienen cromo que tienen un diámetro de aproximadamente varios cientos de nanómetros en el acero. Como ejemplo, la figura 1 es una imagen SEM en sección transversal, tomada por un microscopio electrónico de barrido (Scanning Electron Microscope, SEM), del interior de la chapa de acero producida sometiendo el acero 5 a un recocido final bajo las condiciones descritas anteriormente. Además, se cree que los nitruros que contienen cromo están compuestos principalmente por CrN, Cr2N, y carbonitruros, tales como Cr (C, N).
A continuación, estos aceros con diversos contenidos de Cr en el intervalo entre un 1,0% y un 4,5% en masa se sometieron a recocido final en las condiciones descritas anteriormente. Se midió la cantidad de nitruración durante el recocido final (diferencia en el contenido en Nitrógeno antes y después del recocido final) y la pérdida por histéresis. La figura 2 es una gráfica en la que el contenido en Cr en el acero se representa como abscisas y la cantidad de nitruración (en toda la chapa de acero) durante el recocido final y la pérdida por histéresis se representan como ordenadas para mostrar la relación entre las mismas. En la figura 2, la gráfica de barras representa la cantidad de nitruración y la gráfica de líneas representa la pérdida por histéresis.
Tal como es evidente a partir de la figura 2, a medida que aumenta el contenido en Cr en el acero, aumenta la cantidad de nitruración durante el recocido final y la pérdida por histéresis se deteriora.
De los resultados descritos anteriormente, se considera que el Cr en acero se precipita fácilmente como nitruro que contiene cromo por nitruración durante el recocido final, y que la precipitación del nitruro que contiene cromo deteriora la pérdida por histéresis.
En consecuencia, los presentes inventores han estudiado los medios para inhibir la precipitación de nitruros que contienen cromo durante el recocido final. Como resultado, se ha encontrado que, al recocer en una atmósfera, tal como en una atmósfera de gas Ar, en la que no se produce nitruración, puede inhibirse la precipitación de nitruros que contienen cromo. También se ha encontrado que, al añadir Sb y Sn, que son inhibidores de nitruración, y/o Al, que es un formador de nitruro, a un producto de acero en bruto, y al recocer en una atmósfera en la que se controla la presión parcial de nitrógeno los contenidos de Sb, Sn y Al, la precipitación de nitruros que contienen cromo puede inhibirse eficazmente. A continuación, se describirá un ejemplo de esto.
En primer lugar, respecto al acero 10 que tiene una composición de aleación de Fe-Cr-Si y que contiene un 0,045% en masa del Sb que se muestra en la Tabla 1, se produjo una chapa de acero laminado en frío en las mismas condiciones que las del procedimiento de producción descrito anteriormente, y la chapa de acero laminada en frío se sometió a recocido final en dos atmósferas (es decir, nitrógeno:hidrógeno = 70:30 y 95:5 en proporción de volumen). La figura 3A es una imagen SEM en sección transversal que muestra el interior de la chapa de acero sometida a recocido final en una atmósfera con una relación de nitrógeno:hidrógeno de 70:30, y la figura 3B es una imagen SEM en sección transversal que muestra una región cerca de la superficie de la chapa de acero. Las condiciones de observación fueron las mismas que para la figura 1. Tal como es evidente a partir de las figuras 3A y 3B, la precipitación de nitruros que contienen cromo en una parte de chapa de acero 2 se inhibe mediante la adición de Sb. El número de referencia 1 en la figura 3B representa una lámina de Cu para proteger la superficie.
Respecto a la chapa de acero sometida a recocido final en una atmósfera con una relación de nitrógeno:hidrógeno de 95:5, sin embargo, se observó una cantidad considerable de nitruros que contenían cromo en los límites de grano. Es decir, incluso cuando el recocido se realizó en la atmósfera con una relación de nitrógeno:hidrógeno de 95:5, aunque se observó el efecto de inhibir la precipitación de nitruros que contienen cromo debido a la adición de Sb, el efecto de inhibición de la precipitación fue insuficiente.
A continuación, respecto al acero 11 que tiene una composición de aleación Fe-Cr-Si y que contiene un 0,55% en masa de Al que se muestra en la Tabla 1, el recocido final se realizó de manera similar en dos atmósferas (es decir, nitrógeno:hidrógeno = 70:30 y 95:5). Las otras condiciones de producción fueron las mismas que las del procedimiento de producción descrito anteriormente.
La figura 4A es una imagen SEM en sección transversal que muestra el interior de la chapa de acero sometida a recocido final en una atmósfera con una relación de nitrógeno:hidrógeno de 70:30, y la figura 4B es una imagen SEM que muestra una región cerca de la superficie de la chapa de acero. Tal como se muestra en la figura 4B, se forma una capa AlN 3 en la capa más externa de la chapa de acero, y se observa precipitación de AIN 4 en la región desde la capa más externa hasta una profundidad de aproximadamente 5 pm. Como resultado, tal como se muestra en la figura 4A, la precipitación de nitruros que contienen cromo se inhibe en el interior de la chapa de acero.
Sin embargo, en una atmósfera de recocido final con una relación de nitrógeno:hidrógeno de 95:5, los nitruros que contienen cromo estaban presentes en los límites de grano, y se confirmó que el efecto inhibidor de la precipitación era insuficiente.
Además, respecto a los aceros 4 y 6 que no contienen sustancialmente Sb o Al mostrados en la Tabla 1, se produjeron chapas de acero laminadas en frío en las mismas condiciones, y el recocido se realizó en una atmósfera que contenía solo un gas Ar. En tal caso, también se confirmó que se inhibió la nitruración del acero y se inhibió la precipitación de nitruros que contenían cromo.
Si se añadía Sb y Al juntos (acero 12 en la Tabla 1), mediante un experimento similar, se confirmaba que se obtenía el mismo efecto de inhibición de la precipitación de nitruros que contienen cromo que en el caso de la adición de sólo Sb o Al con una menor cantidad de cada uno añadido.
Además, se preparó por separado una aleación de acero a base de Fe-Cr-Si a la que se añadió Sn, y se llevó a cabo un experimento similar. Como resultado, se confirmó que el Sn tenía el mismo efecto inhibidor de nitruración que el de Sb.
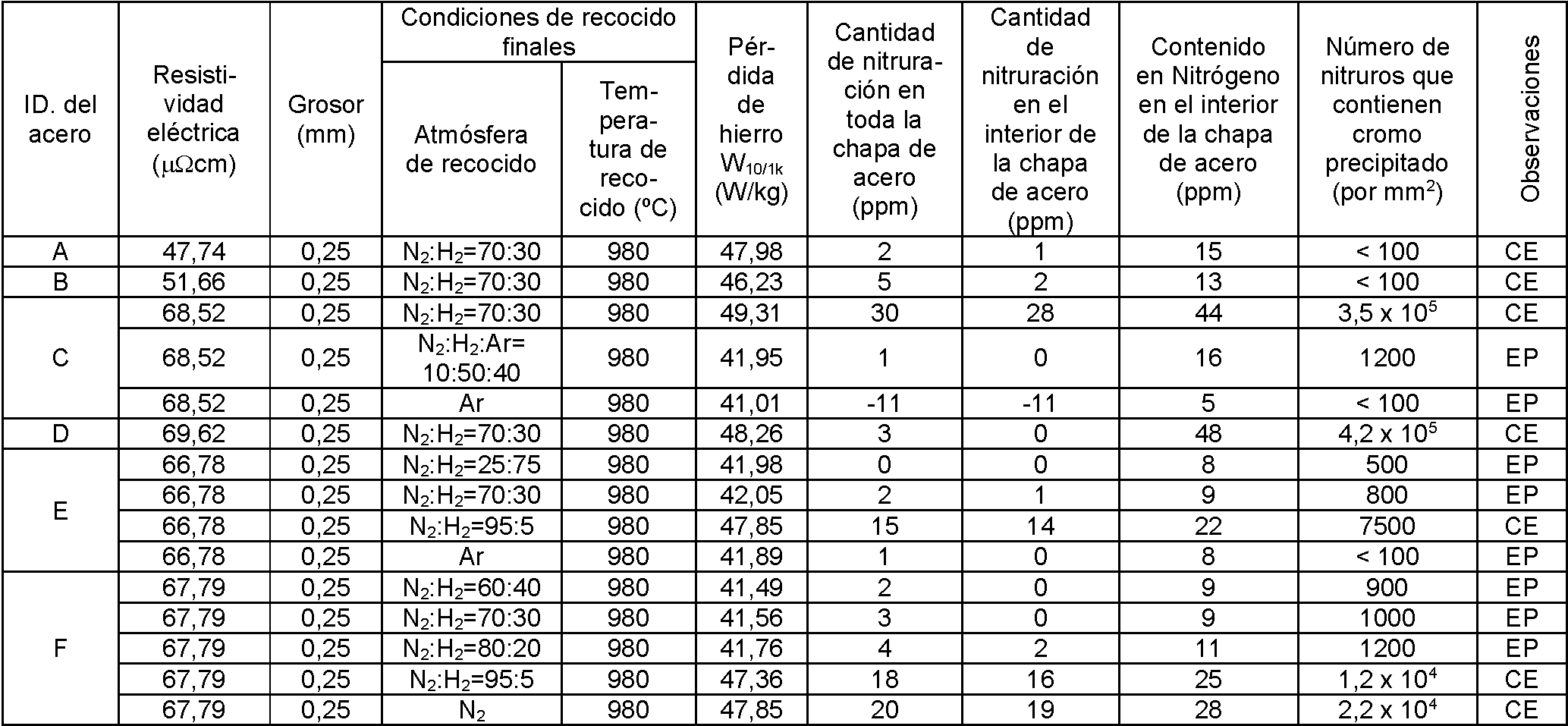
La tabla 2 muestra el número de nitruros que contienen cromo por mm2 en el interior de la chapa de acero, la cantidad de nitruración (en toda la chapa de acero) después del recocido, y la pérdida por histéresis medida respecto a chapas de acero eléctrico no orientado producidas utilizando uno de los aceros 1 a 12. La atmósfera y la temperatura del recocido final se muestran en la Tabla 2, y las otras condiciones de producción fueron las mismas que las de la chapa de acero mostrada en la figura 1, etc.
El número de nitruros que contienen cromo por mm2 en el interior de la chapa de acero se determinó mediante el procedimiento que se describe a continuación.
Respecto a una sección transversal obtenida cortando la chapa de acero en la dirección del grosor, se observaron múltiples campos con un SEM (a un aumento de 1000 a 10000), de modo que el área de observación total era de 1 mm x 1 mm. El número de nitruros que contienen cromo en el área de observación se contabilizó como el número de nitruros que contienen cromo por mm2. Para verificar si los precipitados observados eran nitruros que contienen Cr o no, se realizó un EDX. El interior de la chapa de acero se define como una región que excluye la región desde la superficie superior hasta una profundidad de 5 pm en cada una de la superficie frontal y posterior.
Aunque la observación se realizó respecto a la sección transversal cortada en la dirección de laminado (es decir, la sección en la dirección de laminado), no se observó una diferencia particular en el número de partículas dependiendo de la dirección de corte.
TABLA 2

La figura 5 es una gráfica que muestra la relación entre el número de nitruros que contienen cromo en el interior de la chapa de acero y la pérdida por histéresis. Se ha encontrado que, para obtener una pérdida de histéresis satisfactoria, el número de nitruros que contienen cromo por mm2 debe controlarse a 2500 o menos. La presente invención se ha logrado basándose en el descubrimiento anterior.
Las chapas de acero eléctrico no orientado de acuerdo con la presente invención presentan las siguientes características.
(a) La fragilidad del acero con alto contenido en Si se mejora con la adición de Cr y, por lo tanto, es posible producir acero con alto contenido en Si, que convencionalmente ha sido difícil de producir, y se obtiene una mayor resistencia eléctrica.
(b) El Cr es efectivo no sólo para mejorar la fragilidad sino también para aumentar la resistencia eléctrica, y la adición de Si junto con Cr permite obtener eficientemente una alta resistencia eléctrica.
(c) Reduciendo suficientemente la concentración de impurezas, tales como C, N, S, Ti, y Nb, se obtiene el efecto de mejora de la fragilidad debido a la adición de Cr, y puede prevenirse el deterioro de la pérdida por histéresis debido a precipitados.
(d) Con el recocido del acero Cr-Si en una atmósfera, tal como en una atmósfera de gas Ar, en la que no se produce nitruración, se inhibe la nitruración, y el número de nitruros que contienen precipitado de cromo puede controlarse a 2500 por mm2 o menos, evitando así un deterioro de la pérdida por histéresis debido a los nitruros que contienen cromo.
(e) Añadiendo Sb y/o Sn, que son inhibidores de nitruración, a una chapa de acero eléctrico a base de Fe-Cr-Si y ajustando el contenido de gas de nitruración para que sea adecuado al contenido en Sb y/o Sn, se inhibe la nitruración durante el recocido, y el número de nitruros que contienen cromo precipitado puede controlarse a 2500 por mm2 o menos, evitando así un deterioro de la pérdida por histéresis debido a nitruros que contienen cromo.
(f) Añadiendo Al, que es un formador de nitruro, a una chapa de acero eléctrico a base de Fe-Cr-Si y ajustando el contenido de gas de nitruración para que sea adecuado al contenido en Al, la nitruración del interior de la lámina se inhibe durante el recocido, y el número de nitruros que contienen cromo precipitado puede controlarse a 2500 por mm2 o menos, evitando así un deterioro de la pérdida por histéresis debido a nitruros que contienen cromo.
(g) Si se añade Sb y/o Sn, que son inhibidores de nitruración, y Al, que es un formador de nitruro, a una chapa de acero eléctrico a base de Fe-Cr-Si, se inhibe la nitruración durante el recocido como en el acero en el que cualquiera de Sb, Sn y Al se añade sólo con una cantidad menor de cada uno añadido, y ajustando adicionalmente el contenido de gas de nitruración de manera apropiada, el número de nitruros que contienen cromo precipitado puede controlarse a 2500 por mm2 o menos, evitando de este modo un deterioro de la pérdida por histéresis debido a nitruros que contienen cromo.
La presente invención se describirá en detalle a continuación.
En primer lugar, se describirán las razones de las limitaciones en los rangos de composición en las chapas de acero eléctrico no orientado de la presente invención.
Si: entre aproximadamente un 2,5% y aproximadamente un 10% en masa.
El Si es un elemento principal para aumentar la resistencia eléctrica del acero. Además, debido al efecto sinérgico con el Cr, el Si aumenta significativamente la resistencia eléctrica y, en particular, el Si es un elemento eficaz para mejorar la pérdida de hierro en el rango de alta frecuencia. Si el contenido en Si es inferior a aproximadamente un 2,5% en masa, incluso si el Cr se utiliza en conjunto, sólo se obtiene una resistencia eléctrica que es sustancialmente la misma que la resistencia eléctrica de la chapa de acero eléctrico convencional y, por lo tanto, no es posible obtener una pérdida de hierro satisfactoria en el rango de alta frecuencia. Por otra parte, si el contenido en Si excede aproximadamente un 10% en masa, incluso si se añade Cr, no se garantiza la tenacidad que normalmente permite laminar el acero. Por lo tanto, el contenido en Si se establece en entre aproximadamente un 2,5% y aproximadamente un 10% en masa. El límite superior puede establecerse en un 10,0% en masa.
El contenido en Si se encuentra preferiblemente en un intervalo entre aproximadamente un 2,5% y aproximadamente un 5,0% y, más preferiblemente, en un intervalo de entre aproximadamente un 3,5% y aproximadamente un 5,0%.
Cr: entre aproximadamente un1,5% y aproximadamente un 20% en masa
El Cr es un elemento de aleación básico que aumenta significativamente la resistividad del acero debido al efecto sinérgico con el Si, y que mejora la resistencia a la corrosión. Para obtener tales efectos, el contenido en Cr debe ser de aproximadamente un 1,5% en masa o más.
Incluso si el contenido en Si es de aproximadamente un 3,5% en masa o más o el contenido en Si es de aproximadamente un 3% en masa o más y el contenido en Al excede de aproximadamente un 0,5% en masa, el Cr es significativamente efectivo para lograr una resistencia que normalmente permite laminar el acero. Aunque tal efecto puede obtenerse con un contenido en Cr de aproximadamente un 1,5% en masa o más, preferiblemente, el contenido en Cr es de aproximadamente un 2% en masa o más. Además, incluso si el contenido en Si y el contenido en Al son más bajos que los descritos anteriormente, la maleabilidad se mejora con la adición de Cr. Por otra parte, si el contenido en Cr supera aproximadamente un 20% en masa, el efecto de mejora de la tenacidad se satura y se produce un aumento de costes. Por lo tanto, el contenido en Cr se establece entre aproximadamente un 1,5% y aproximadamente un 20% en masa. El límite superior puede ser de un 20,0% en masa.
El contenido en Cr se encuentra preferiblemente en un intervalo de entre aproximadamente un 1,5% y aproximadamente un 5,0%.
Por lo menos uno de Sb: entre más de un 0,04% y aproximadamente un 1% en masa y Sn: entre más de un 0,06% y aproximadamente un 1% en masa (en el caso en que no se añada al acero un 0,1% en masa o más de Al) Por lo menos uno de Sb: entre aproximadamente un 0,005% y aproximadamente un 1% en masa y Sn: entre aproximadamente un 0,005% y aproximadamente un 1% en masa (en el caso en que se añada al acero un 0,1% en masa o más de Al)
Dado que el Sn y el Sb presentan cada uno un efecto inhibidor de la nitruración, en el acero que contiene estos elementos, la precipitación de nitruros que contienen cromo puede inhibirse efectivamente, en comparación con el acero que no contiene Sn o Sb, incluso si el porcentaje de gas de nitruración es elevado durante el recocido final.
Dado que se inhibe la precipitación de nitruros que contienen cromo debido a la nitruración durante el recocido y se evita el deterioro de la pérdida por histéresis, la adición de Sn y/o Sb a una chapa de acero a base de Fe-Cr-Si produce un mayor efecto de mejora de la pérdida de hierro en comparación con la chapa de acero eléctrico convencional. Por consiguiente, en la presente invención, en el caso de una chapa de acero eléctrico en la cual no se añade Al al acero (es decir, si el contenido en Al es inferior a un 0,1% en masa), puede añadirse por lo menos uno de más de entre un 0,04% y aproximadamente un 1 % en masa de Sb y más de entre un 0,06% y aproximadamente un 1% en masa de Sn. Es decir, si cada uno de Sn y Sb supera un 1% en masa, el efecto descrito anteriormente se satura y se produce un aumento de coste. Por lo tanto, el límite superior se establece en un 1% en masa. Para producir satisfactoriamente el efecto descrito anteriormente, los límites inferiores de los contenidos de Sb y Sn se establecen respectivamente en más de un 0,04% en masa y más de un 0,06% en masa. Además, el límite superior de cada uno de los contenidos de Sb y Sn puede establecerse en un 1,0% en masa.
Por otra parte, si se añade también Al junto con Sn y/o Sb (es decir, si el contenido en Al es de un 0,1% en masa o más), puede añadirse por lo menos uno de entre aproximadamente un 0,005% y aproximadamente un 1% en masa de Sb y entre aproximadamente un 0,005% y aproximadamente 1% en masa de Sn. Si cada uno de los contenidos de Sn y Sb excede aproximadamente un 1% en masa, el efecto se satura y se produce un aumento de coste. Por lo tanto, el límite superior se establece en aproximadamente un 1% en masa. Además, el límite superior puede establecerse en un 1,0% en masa.
En un límite inferior de aproximadamente un 0,005% en masa, debido al efecto sinérgico con Al, se produce el mismo efecto que el descrito anteriormente. El límite inferior puede establecerse en un 0,0050% en masa.
El Sn y el Sb presentan cada uno un efecto de mejora de la textura además del efecto de inhibición de la nitruración, contribuyendo así a la mejora de las propiedades magnéticas de la chapa de acero. Aunque la adición de Sn o Sb para tal fin no se prohíbe en los Documentos de Patente 3 y 4, ninguno de los documentos sugiere la cantidad o el procedimiento optimizados para inhibir la nitruración.
Si se añade Al junto con Sn y/o Sb, cada uno de los contenidos de Sb y Sn más preferiblemente es de entre aproximadamente un 0,005% y aproximadamente un 0,05%.
Al: entre aproximadamente un 0,1% y aproximadamente un 2% en masa
El Al es un formador de nitruro más fuerte que el Cr, se adhiere al nitrógeno que entra por la superficie de la chapa de acero durante el recocido, forma una capa AIN en la capa más externa de la chapa de acero, y además precipita AIN cerca de la superficie por debajo de la capa más externa. De este modo, se evita la penetración de nitrógeno en el interior de la chapa de acero y, como resultado, puede inhibirse la precipitación de nitruros que contienen cromo debido a la nitruración en el interior de la chapa de acero. Por lo tanto, puede añadirse Al al acero según sea necesario. En la chapa de acero eléctrico convencional, se consideró que la precipitación de AIN en la superficie de la chapa de acero debería inhibirse debido al deterioro de las propiedades magnéticas. Sin embargo, respecto a la chapa de acero eléctrico a base de Fe-Cr-Si, se ha encontrado que la precipitación de AIN es muy eficaz para mejorar las propiedades magnéticas. Además, debido a la adición de Al, el nitrógeno contenido en el acero desde la operación de moldeo forma un AIN grueso y, por lo tanto, la precipitación de nitruros que contienen cromo debido al nitrógeno contenido desde la operación de fundición también se inhibe. Estos efectos se obtienen mediante un contenido en Al de aproximadamente un 0,1% en masa o más.
Además, añadiendo una cantidad excesiva de Al, puede aumentarse la resistencia eléctrica, lo cual es ventajoso y, por ejemplo, en los Documentos de Patente 1, 2, 3 y 4, se recomienda la adición de Al para este fin. Sin embargo, el deterioro de la densidad del flujo magnético se hace mayor en comparación con el caso en que se añade Si. Dado que puede obtenerse un aumento de la resistencia eléctrica mediante la adición combinada de Si y Cr, desde el punto de vista de que se obtiene tanto una alta resistencia eléctrica como una alta densidad de flujo magnético, se prefiere un menor contenido en Al dentro del rango requerido. Además, dado que la adición de una cantidad excesiva de Al provoca el deterioro de la tenacidad, se prefiere un menor contenido en Al en vista de la productividad. Preferiblemente, el contenido en Al se establece entre aproximadamente un 0,10% y aproximadamente un 1,0% en masa.
Por lo menos uno de aproximadamente un 1% en masa o menos de Mn y aproximadamente un 1% en masa o menos de P.
Al añadir Mn y P, la resistencia eléctrica puede aumentarse aún más, y puede obtenerse una mejora adicional en la pérdida de hierro sin perjudicar el propósito de la presente invención. En consecuencia, puede añadirse por lo menos uno de Mn y P según sea necesario. Sin embargo, si se añaden grandes cantidades de estos elementos, la maleabilidad se deteriora. Por lo tanto, el límite superior de cada uno del contenido en Mn y el contenido en P se establece en aproximadamente un 1% en masa. (El límite superior puede establecerse en un 1,0% en masa).
Preferiblemente, el contenido en Mn y el contenido en P es cada uno de un 0,5% en masa o menos. Además, dado que una cantidad muy pequeña de Mn o P puede proporcionar el efecto, no es necesario establecer particularmente el límite inferior. Por ejemplo, es suficiente un contenido en Mn de aproximadamente un 0,04% en masa o más y un contenido en P de aproximadamente un 0,01% en masa o más.
C: aproximadamente un 0,006% en masa o menos
Dado que el C deteriora la tenacidad de la chapa de acero eléctrico a base de Fe-Cr-Si, el contenido en C se reduce deseablemente tanto como sea posible. En el rango de la composición de la presente invención, el contenido en C debe suprimirse a aproximadamente un 0,006% en masa o menos. Además, con el fin de prevenir el deterioro de la pérdida por histéresis debido a los precipitados de carburos que contienen Cr y similares, el contenido en C también debe suprimirse a aproximadamente un 0,006% en masa o menos. El límite superior puede establecerse en un 0,0060% en masa. El contenido en C es preferiblemente de aproximadamente un 0,0040% o menos.
Si bien la adición de C no es teóricamente aceptable, se considera que en realidad quedan aproximadamente 10 ppm de C.
Puede moldearse un lingote de acero con un contenido en C objetivo. Alternativamente, un lingote de acero con entre un 0,006% y un 0,02% en masa de C utilizado como material de partida puede someterse a una reducción de contenido en C, tal como recocido intermedio durante laminado en frío o recocido final después de laminado en frío, realizado como recocido de descarbonización.
N: aproximadamente un 0,002% en masa o menos (en caso de que no se añada un 0,1% en masa o más de Al al acero) aproximadamente un 0,004% en masa o menos (en caso de que se añada un 0,1% en masa o más de Al al acero)
El N se une fácilmente al Cr para precipitar nitruros que contienen cromo. En consecuencia, en vista del deterioro de la pérdida por histéresis, en el caso de una chapa de acero eléctrico en la que no se añade Al al acero (Al <0,1% en masa), el contenido en N debe reducirse a aproximadamente un 0,002% en masa o menos. El límite superior puede establecerse en un 0,0020% en masa.
Por otra parte, en el caso de una chapa de acero eléctrico en la que se añade Al al acero (Al > 0,1% en masa), se inhibe la unión de N con Al y se inhibe la precipitación de nitruros que contienen cromo debido a la nitruración y el nitrógeno en el acero. En consecuencia, es aceptable un contenido en N de aproximadamente un 0,004% en masa o menos. Sin embargo, dado que un aumento en el contenido en N produce un deterioro de la tenacidad, el contenido en N se reduce deseablemente tanto como sea posible. Desde el punto de vista del deterioro de la tenacidad, el contenido en N también debe reducirse a aproximadamente un 0,004% en masa o menos. El límite superior puede establecerse en un 0,0040% en masa.
Aunque en teoría no es aceptable añadir N, se considera que en realidad quedan aproximadamente 10 ppm de N. S: aproximadamente un 0,005% en masa o menos
El S produce precipitados, tales como MnS y CuS, y deteriora la pérdida por histéresis. En consecuencia, en vista de la mejora en la pérdida por histéresis, el contenido en S debe reducirse a aproximadamente un 0,005% en masa o menos. El límite superior puede establecerse en un 0,0050% en masa. Preferiblemente, el contenido en S es de aproximadamente un 0,0025% en masa o menos. Aunque no añadir S es teóricamente aceptable, se considera que en realidad quedan aproximadamente 5 ppm de S.
Ti: aproximadamente un 0,005% en masa o menos, Nb: aproximadamente un 0,005% en masa o menos
El Ti y el Nb se consideran componentes que mejoran la maleabilidad en acero ordinario que contiene Cr. Sin embargo, el Ti y el Nb deterioran las propiedades magnéticas. En la presente invención, dado que la maleabilidad se mejora mediante la adición de Cr y reducciones en los contenidos en C y N, no se requieren capacidades de mejora de la maleabilidad del Ti y el Nb. Por lo tanto, en vista de las propiedades magnéticas, los contenidos en Ti y Nb se reducen deseablemente tanto como sea posible. Los contenidos en Ti y Nb deben reducirse a aproximadamente un 0,005% en masa o menos. El límite superior puede establecerse en un 0,0050% en masa. Preferiblemente, cada uno de los contenidos de Ti y Nb es aproximadamente un 0,0020% o menos. Aunque no añadir estos elementos (por debajo del límite de detección analítico) es teóricamente aceptable, se considera que en realidad quedan aproximadamente 5 ppm de Ti y Nb.
Respecto a impurezas eventuales, tales como O, V, y Cu, en vista de propiedades magnéticas y maleabilidad, sus contenidos se reducen deseablemente tanto como sea posible. Preferiblemente, los contenidos de O, V, y Cu son, respectivamente, un 0,0050% en masa o menos, un 0,0050% en masa o menos, y un 0,050% en masa.
Ejemplos de otras impurezas eventuales incluyen B, Ni, Zr, Ca, y Mg. Preferiblemente, el contenido en Ni es un 0,05% en masa o menos, y los contenidos de los otros elementos son un 0,0050% en masa o menos.
Para mejorar las características de alta frecuencia, es muy efectivo aumentar la resistencia eléctrica del acero. En la presente invención, preferiblemente, el acero tiene una resistividad eléctrica de por lo menos aproximadamente 60 pücm. Si la resistividad eléctrica es inferior a 60 pücm, no se obtienen suficientemente las propiedades magnéticas de alta frecuencia. Además, la resistividad eléctrica de menos de 60 pücm se logra fácilmente mediante una chapa de acero eléctrico convencional en la que no se añade Cr positivamente. Más preferiblemente, la resistividad eléctrica es de aproximadamente 70 pücm o más.
Dado que la resistividad eléctrica viene determinada principalmente por la composición del acero, el valor objetivo se obtiene diseñando la composición teniendo en cuenta influencias conocidas de los elementos individuales o mediante una simple prueba.
Tal como se muestra en la figura 5, para obtener una pérdida de histéresis satisfactoria, el número de nitruros que contienen cromo por mm2 en el interior de la chapa de acero debe controlarse a 2500 o menos. Si el número de partículas supera 2500 por mm2, la pérdida por histéresis se deteriora rápidamente y no es posible obtener una pérdida de hierro de alta frecuencia satisfactoria.
El número de nitruros que contienen cromo por mm2 se controla hasta 2500 o menos mediante la adición de Sn y Sb, que son inhibidores de nitruración, o Al, que es un formador de nitruro y, adicionalmente, aumentando la proporción de gas de no nitruración en la atmósfera de recocido final. Es evidente que esto puede obtenerse mediante una atmósfera de gas 100% de no nitruración.
Ejemplos de gas de no nitruración incluyen gas H2 y gas Ar. Ejemplos de gas de nitruración utilizables en la práctica incluyen gas N2 y gas NH3.
Respecto a acero que tiene una composición en la que no se añaden inhibidores de nitruración Sn y Sb o formador de nitruro Al, es adecuado realizar recocido en una atmósfera de no nitruración que no contenga un gas de nitruración. El número de nitruros que contienen cromo también puede reducirse reduciendo en gran medida la proporción de gas de nitruración.
A continuación, se describirán ahora los procesos para producir chapas de acero eléctrico no orientado de la presente invención.
En primer lugar, se moldea acero fundido que tiene una composición de acuerdo con cualquiera de las reivindicaciones de la presente invención en un bloque, y el bloque se calienta y después se somete a laminado en caliente normal. La temperatura de calentamiento del bloque no está particularmente limitada, pero se establece preferiblemente en un rango de entre aproximadamente 950°C y aproximadamente 1200°C debido a que pueden producirse problemas de producción, tales como flexión del bloque, si el bloque se calienta a altas temperaturas. Estableciendo que el grosor de la chapa laminada en caliente sea extremadamente pequeño, puede mejorarse la propiedad de laminado de la chapa de acero en la siguiente etapa de laminado en frío. Por otra parte, si el grosor es excesivamente pequeño, la máquina de laminado puede fallar en su capacidad para seguir el grosor reducido o la forma de la chapa laminada en caliente puede llegar a ser defectuosa. Por lo tanto, el grosor de la chapa laminada en caliente se encuentra preferiblemente en un intervalo de entre aproximadamente 2,5 mm y aproximadamente 0,5 mm.
Posteriormente, puede realizarse un recocido de chapa laminada en caliente. El tratamiento de recocido de chapa laminada en caliente es eficaz para mejorar las propiedades magnéticas. Si la temperatura de recocido es inferior a 800°C, el efecto es insuficiente. Si la temperatura de recocido supera los 1200°C, la textura se vuelve demasiado gruesa, lo que resulta en un problema de tenacidad. Por lo tanto, preferiblemente, el recocido de chapa laminada en caliente se realiza en un rango de temperaturas de entre aproximadamente 800°C y aproximadamente 1200°C. La lámina laminada en caliente resultante después se lamina en frío para obtener un grosor final. El proceso de laminado en frío puede realizarse una vez para obtener el grosor final. Alternativamente, el proceso de laminado en frío puede dividirse en dos o más operaciones con un recocido intermedio interpuesto entre ellas. El tratamiento de recocido intermedio es eficaz para mejorar las propiedades magnéticas, elimina la tensión de la chapa de acero y reduce la carga en el posterior proceso de laminado en frío. Sin embargo, después de eliminar la tensión y completar la recristalización, el recocido intermedio deteriora la tenacidad de la chapa de acero. Es decir, el recocido
intermedio a temperaturas extremadamente elevadas no sólo satura el efecto, sino que también produce granos gruesos, degradando así la propiedad de laminado en frío de la chapa de acero en la siguiente etapa. Por otra parte, si la temperatura es excesivamente baja, el efecto de mejorar las propiedades magnéticas se vuelve insuficiente. Por lo tanto, la temperatura de recocido intermedia se encuentra preferiblemente en un rango entre 700°C y 1100°C. Cuanto más se reduce el contenido en C, más se mejoran las propiedades magnéticas y la maleabilidad. En consecuencia, el proceso de recocido intermedio puede realizarse en una atmósfera oxidante para que se lleve a cabo la descarbonización.
Además, el proceso de laminado en frío puede realizarse como laminado en caliente a una temperatura en un rango de entre aproximadamente 100°C y aproximadamente 300°C, dentro del cual se sabe que se produce un efecto de mejora magnética.
Anteriormente se ha descrito proceso de producción típico. Sin embargo, el proceso de producción no se limita a éste. Puede realizarse en condiciones apropiadas cualquier proceso en el cual se someta acero fundido a trabajo, finalmente mediante laminado en frío o laminado en caliente, para que tenga un grosor final.
La chapa de acero laminada en frío que se ha sometido a laminado en frío (o laminado en caliente) se somete después a recocido final para inducir la recristalización. El proceso de recocido final puede ser recocido continuo o recocido en caja. Preferiblemente, se realiza un recocido continuo.
En la etapa de recocido final para una chapa de acero eléctrico no orientado, generalmente se utiliza una atmósfera reductora compuesta de gas nitrógeno o que incluya gas nitrógeno como componente principal mezclado con gas hidrógeno.
En el acero de la presente invención, tal como ya se ha mencionado anteriormente, el control de la atmósfera durante el recocido final es importante. Para inhibir la nitruración y controlar el número de nitruros que contienen cromo por mm2 a 2500 o menos, por ejemplo, el recocido se realiza preferiblemente en una atmósfera, tal como en una atmósfera de gas Ar, en la que no se produce nitruración. Alternativamente, puede añadirse Sb y Sn, que son inhibidores de nitruración, y/o Al, que es un formador de nitruro, a un producto de acero en bruto, y la fracción de gas de nitruración puede controlarse adecuadamente para cumplir con el contenido de estos aditivos. Es decir, en la presente invención, el número de nitruros que contienen cromo precipitado por mm2 se controla a 2500 o menos aumentando el porcentaje de gas hidrógeno en una atmósfera compuesta de gases de nitrógeno e hidrógeno, o sustituyendo por lo menos parte de gas nitrógeno por el otro gas, tal como el gas Ar. En particular, respecto a acero que tiene la composición en la que no se añaden inhibidores de nitruración Sn y Sb y formador de nitruro Al, el número de nitruros que contienen cromo precipitado por mm2 se controla a 2500 o menos no utilizando gas nitrógeno en la atmósfera de recocido o reduciendo el porcentaje de gas nitrógeno a una fracción significativamente baja.
Específicamente, si se controla la atmósfera, respecto a acero que tiene la composición en la que no se añade Al, Sb, y Sn, el contenido de gas de nitruración en la atmósfera se controla a menos de un 30 por ciento en volumen en total en términos de gas nitrógeno (en lo sucesivo denominado simplemente "porcentaje por volumen en total"). Respecto al acero que tiene una composición diferente a la descrita anteriormente, el contenido de gas de nitruración se controla a menos de un 95 por ciento en volumen en total. Si el contenido de gas de nitruración es demasiado elevado, resulta difícil controlar los precipitados debidos a nitruración y, además, la superficie de la chapa de acero se oxida, lo que produce un deterioro de la pérdida por histéresis.
Respecto al contenido de gas de nitruración, el porcentaje en volumen total en términos de gas nitrógeno se calcula de la siguiente manera. Como fracción de nitrógeno N, se determina la relación atómica a partir de la composición química de cada gas de nitruración. La relación resultante se multiplica por el porcentaje de volumen de cada gas de nitruración y se calcula la suma total.
Por ejemplo, si N2:NH3:H2 = 40:40:20, dado que NH3 consiste en un átomo de nitrógeno y tres átomos de hidrógeno, la fracción de nitrógeno N en gas NH3 es 0,25. Por lo tanto, el porcentaje en volumen en total en términos de gas nitrógeno se calcula de la siguiente manera: 40% (40% x 0,25) = 50%.
En el caso del gas N2, es evidente que la fracción de nitrógeno es 1. En consecuencia, si el gas de nitruración está compuesto únicamente por gas nitrógeno, el porcentaje en volumen del gas nitrógeno en toda la atmósfera corresponde al porcentaje en volumen en total.
Además, la capacidad de nitruración es mayor en el recocido a temperaturas más elevadas, y el efecto de controlar la atmósfera es más notable cuando la temperatura de recocido final es superior a un rango de temperaturas de
entre aproximadamente 900°C y 950°C. Preferiblemente, el control de la atmósfera se optimiza apropiadamente en base a la cantidad real de nitruración en cada temperatura de recocido final.
Por ejemplo, en el rango de temperaturas de recocido final de entre aproximadamente 700°C y menos de 950°C, dado que la capacidad de nitruración no es tan alta, para reducir el número de nitruros que contienen cromo al valor predeterminado o menos, el porcentaje por volumen en total del gas de nitruración se establece preferiblemente en menos de un 95% respecto al acero en el cual se añade por lo menos uno de Sb, Sn y Al, y en menos de un 30% respecto a acero en el cual no se añade Sb, Sn y Al.
En el rango de temperaturas de recocido final de entre 950°C y aproximadamente 1150°C, dado que la capacidad de nitruración es muy elevada, preferiblemente, se establece que el porcentaje en volumen del gas de nitruración total sea inferior al del caso de recocido a baja temperatura. En tal caso, el porcentaje en volumen en el total del gas de nitruración se establece preferiblemente en aproximadamente un 80% o menos respecto al acero en el que se añade por lo menos uno de Sb, Sn y Al, y en aproximadamente un 15% o menos respecto al acero en el cual no se añade Sb, Sn y Al.
En vista del coste y la productividad, preferiblemente, se añade una cantidad apropiada de gas nitrógeno a la atmósfera. Respecto al acero en el cual se añade por lo menos uno de Sb, Sn y Al, el nitrógeno gaseoso puede añadirse en un grado tal que el porcentaje en volumen del total del gas de nitruración sea aproximadamente un 60% o más sin problemas. Respecto al acero en el que no se añade Sb, Sn y Al, el nitrógeno gaseoso puede añadirse a un grado tal que el porcentaje en volumen del total del gas de nitruración sea de aproximadamente un 5% o más. En la chapa de acero de la presente invención, si el grosor disminuye, se acelera el efecto de mejorar las propiedades magnéticas de alta frecuencia. Con el fin de obtener un efecto notable de la disminución de grosor, preferiblemente, el grosor se establece en aproximadamente 0,4 mm o menos. Sin embargo, si el grosor es menor de aproximadamente 0,01 mm, el coste de producción aumenta. Por lo tanto, el grosor se encuentra preferiblemente en un intervalo de entre aproximadamente 0,01 y aproximadamente 0,4 mm.
[EJEMPLOS]
(Ejemplo 1)
Se moldeó cada uno de los aceros que contenían la composición mostrada en la Tabla 3 y siendo el resto Fe e impurezas eventuales, se calentaron los bloques resultantes a 1150°C y se laminaron en caliente para producir chapas laminadas en caliente con un grosor de 2,0 mm. A continuación, se sometieron los aceros A a P y W a recocido de chapa laminada en caliente a 1000°C, y el grosor final se estableció a 0,25 mm mediante un único proceso de laminado en frío. Por otra parte, los aceros Q a V no se sometieron a recocido de chapa laminada en caliente, y el grosor final se estableció en 0,15 mm mediante un proceso de laminado en frío doble que incluye recocido intermedio a 900°C. Cada chapa de acero se sometió a recocido final entre 980°C y 1040°C durante 10 segundos. La chapa de acero resultante se cortó en una muestra de Epstein y se evaluaron sus propiedades magnéticas. La medición se realizó de acuerdo con JIS C 2550.
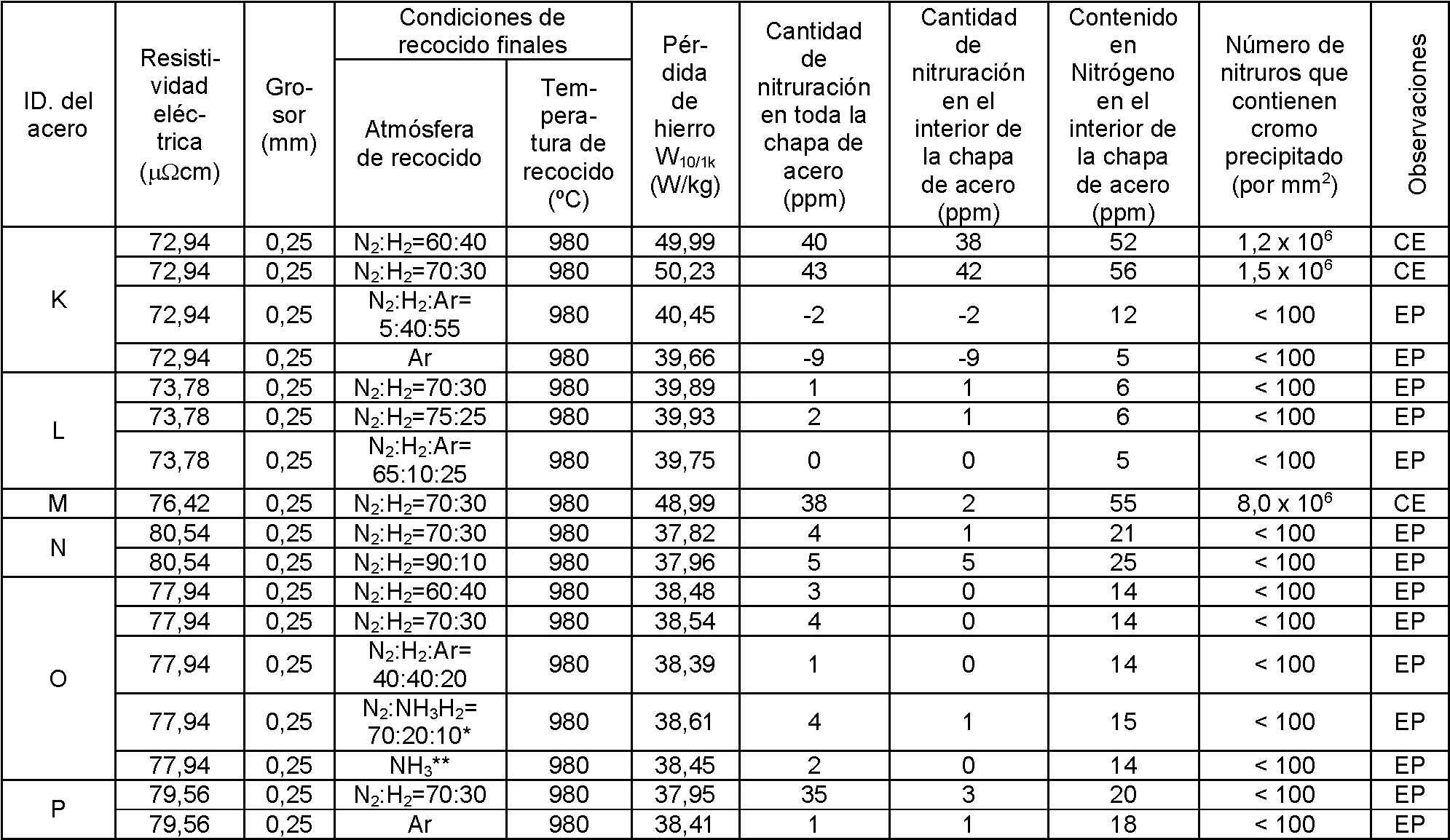
En las tablas 4 a 7 se resume la resistividad eléctrica, el grosor del producto, el gas atmosférico en el recocido final, la temperatura de recocido, la pérdida de hierro, la cantidad de nitruración en toda la chapa de acero después del recocido, la cantidad de nitruración en el interior de la chapa de acero, el contenido en Nitrógeno en el interior de la chapa de acero, y la cantidad de nitruros que contienen cromo precipitado.
El contenido en Nitrógeno en el interior de la chapa de acero se define como un contenido en Nitrógeno en una región obtenida al eliminar una parte a una profundidad de 5 pm de cada una de la superficie frontal y posterior de la chapa de acero mediante pulido químico. La cantidad de nitruración en el interior de la chapa de acero corresponde a una diferencia entre el contenido en Nitrógeno en toda la chapa de acero antes del recocido final y el contenido en Nitrógeno en el interior de la chapa de acero después del recocido final. La cantidad de nitruración en toda la chapa de acero corresponde a una diferencia entre el contenido en Nitrógeno en toda la chapa de acero antes del recocido final y el contenido en Nitrógeno en toda la chapa de acero después del recocido final. El contenido en Nitrógeno se midió por análisis químico húmedo. El número de nitruros que contienen cromo precipitado se examinó utilizando imágenes de SEM en sección transversal con un aumento de 5000.
TABLA 3

TABLA 4
CE: Ejemplo comparativo EP: Ejemplo de la presente invención
TABLA 5

*) porcentaje en volumen en total en términos de gas nitrógeno = 55% **) porcentaje en volumen en total en términos de gas nitrógeno = 95,5% TABLA 6
) porcentaje en volumen en total en términos de nitrógeno = 75%
**) porcentaje en volumen en total en términos de nitrógeno = 25%
TABLA 7

Las composiciones de acero G, H, I, N y S representan productos de acero de acuerdo con la reivindicación 1. Respecto a los aceros A y B a los cuales no se añade Cr, ya que la resistividad eléctrica queda fuera del rango de la presente invención, la reducción en la pérdida de hierro es insuficiente. Respecto a los aceros D, M y W en los cuales el contenido en Nitrógeno en el acero queda fuera del rango de la presente invención, incluso si se añade Al, Sn o Sb, se precipitan nitruros que contienen cromo y la pérdida de hierro es insatisfactoria.
Respecto a los aceros C, K, y Q a los cuales no se añade Al, Sb y Sn, si no se controla el porcentaje de gas de nitruración (aquí, la presión parcial de nitrógeno), los nitruros que contienen cromo precipitan debido a la nitruración durante el recocido, y la perdida de hierro no es satisfactoria. Por otra parte, si se controla la presión parcial de nitrógeno para que sea baja estableciendo que la atmósfera de recocido sea una atmósfera de Ar o una atmósfera de bajo contenido en nitrógeno, se inhibe la precipitación de nitruros que contienen cromo y se muestra una pérdida de hierro satisfactoria.
Respecto a los aceros E, F, L, R, y V a los cuales se añade por lo menos uno de Sn y Sb, si se controla la atmósfera de recocido dentro del rango de la presente invención, se inhibe la precipitación de nitruros que contienen cromo y la oxidación de la superficie de la chapa de acero y se muestra una pérdida de hierro satisfactoria. Por otra parte, si no se controla la atmósfera y el recocido se realiza con una alta presión parcial de nitrógeno, el efecto inhibidor de la nitruración debido a la adición de Sn y/o Sb se vuelve insuficiente, la cantidad de precipitación de nitruros que contienen cromo no se controla dentro del alcance de la presente invención, y la pérdida de hierro no es satisfactoria.
Respecto a los aceros G, H, P y T a los cuales no se añade Sb y Sn y se añade Al, dado que se forma AlN en la capa más externa de la chapa de acero debido a la nitruración, el contenido en Nitrógeno después del recocido aumenta. Sin embargo, debido a la formación de AIN, el contenido en Nitrógeno en el interior de la chapa de acero no aumenta. Por lo tanto, si se controla la atmósfera de recocido además de la adición de Al, se inhibe la nitruración y se muestra una pérdida de hierro satisfactoria. Por otra parte, si no se controla la atmósfera y el recocido se realiza con una presión parcial de nitrógeno elevada, el efecto inhibidor de la nitruración debido a la adición de Al resulta insuficiente, la precipitación de los nitruros que contienen cromo no se controla dentro del rango de la presente invención, y la pérdida de hierro es insatisfactoria.
Respecto a los aceros I, J, N, O, S, y U a los cuales se añade Sn y/o Sb y Al en combinación, la precipitación de nitruros que contienen cromo debido a la nitruración se inhibe debido a la inhibición de la nitruración mediante la adición de Sn y/o Sb y la formación de AIN en la superficie más externa de la chapa de acero mediante la adición de
Al, y se muestran unas propiedades magnéticas satisfactorias. Por otra parte, si no se controla la atmósfera y el recocido se realiza con una presión parcial de nitrógeno elevada, el efecto inhibidor de la nitruración debido a la adición de Sn y/o Sb y Al en combinación resulta insuficiente, la cantidad de precipitación de nitruros que contienen el cromo no se controla dentro del rango de la presente invención, y la pérdida de hierro no es satisfactoria.
Respecto a los aceros a los cuales se añade por lo menos uno de Sn, Sb y Al, es evidente que se muestra una pérdida de hierro satisfactoria incluso si el recocido se realiza en una atmósfera al 100% sin nitruración, tal como en una atmósfera de Ar, en la cual no se produce nitruración.
(Ejemplo 2)
Respecto a los aceros Q, R, S, y T que se muestran en la Tabla 3, el grosor final se estableció a 0,15 mm mediante el proceso descrito en el Ejemplo 1, el recocido final se realizó a 900°C durante 10 segundos y se evaluó la pérdida de hierro en un rango de mayor frecuencia. Los resultados de la medición se muestran en la Tabla 8.
TABLA 8

CE: Ejemplo comparativo EP: Ejemplo de la presente invención
Como en el Ejemplo 1, respecto al acero Q al cual no se añade Al, Sb y Sn, si no se controla la atmósfera de recocido, los nitruros que contienen cromo se precipitan debido a la nitruración durante el recocido, y la pérdida de hierro no es satisfactoria. Por otra parte, si la atmósfera de recocido se configura como una atmósfera de Ar o una atmósfera de bajo contenido en nitrógeno para inhibir la nitruración, se inhibe la precipitación de nitruros que contienen cromo y se muestra una pérdida de hierro satisfactoria. De manera similar, respecto a los aceros R, S y T a los cuales se añade por lo menos uno de Al, Sn y Sb, si se realiza el recocido con una presión parcial de nitrógeno elevada sin controlar la atmósfera, el efecto inhibidor de la nitruración debido a la adición de Al, Sn y Sb se vuelve insuficiente, la cantidad de precipitación de nitruros que contienen cromo no se controla dentro del rango de la presente invención, y la pérdida de hierro no es satisfactoria. Por otra parte, si se controla la atmósfera de recocido, se inhibe la nitruración, la cantidad de precipitación de nitruros que contienen cromo queda dentro del rango de la presente invención, y se muestra una pérdida de hierro satisfactoria.
Ventajas de la invención
Tal como se ha descrito anteriormente, las chapas de acero eléctrico no orientado de la presente invención tienen excelentes propiedades magnéticas de alta frecuencia. Las chapas de acero de la presente invención son más adecuadas para dispositivos utilizados en el rango de alta frecuencia, por ejemplo, motores de automóviles eléctricos, generadores eléctricos para microturbinas de gas y reactores de alta frecuencia, y sus valores industriales son excelentes.
Claims (4)
1. Chapa de acero eléctrico no orientado a base de Fe-Cr-Si que consiste en:
entre un 2,5% y un 10% en masa de Si;
entre un 1,5% y un 20% en masa de Cr;
0,006% en masa o menos de C;
0,005% en masa o menos de S;
0,005% en masa o menos de Ti;
0,005% en masa o menos de Nb;
opcionalmente por lo menos uno de
1% en masa o menos de Mn,
1% en masa o menos de P,
0,0050% en masa o menos de O,
0,0050% en masa o menos de V,
0,05% en masa de Cu,
0,0050% en masa o menos de B,
0,0050% en masa o menos de Zr,
0,0050% en masa o menos de Ca,
0,0050% en masa o menos de Mg,
0,05% en masa o menos de Ni;
y uno de lo siguiente:
c) entre más de un 0,002% y un 0,004% en masa de N y entre 0,1% y 1,0% en masa de Al; o d) entre más de un 0,002% y un 0,004% en masa de N y entre 0,1% y 1,0% en masa de Al y por lo menos uno de entre un 0,005% y un 1% en masa de Sb y entre un 0,005% y un 1% en masa de Sn; y siendo el resto Fe e impurezas eventuales,
en el que la resistividad eléctrica del acero es 60 pQcm o más, y el número de nitruros que contienen cromo por mm2 en la región interior no menos de 5 pm desde la superficie frontal y posterior superior de la sección transversal de la chapa de acero es de 2500 o menos.
2. Procedimiento para producir una chapa de acero eléctrico no orientado a base de Fe-Cr-Si que comprende las etapas de:
fundir acero fundido que consiste en:
entre un 2,5% y un 10% en masa de Si;
entre un 1,5% y un 20% en masa de Cr;
0,006% en masa o menos de C;
0,005% en masa o menos de S;
0,005% en masa o menos de Ti;
0,05% en masa o menos de Nb;
0,002% en masa o menos de N y menos de un 0,1% de Al;
opcionalmente por lo menos uno de
1% en masa o menos de Mn,
1% en masa o menos de P,
0,0050% en masa o menos de O,
0,0050% en masa o menos de V,
0,050% en masa o menos de Cu,
0,0050% en masa o menos de B,
0,0050% en masa o menos de Zr,
0,0050% en masa o menos de Ca,
0,0050% en masa o menos de Mg,
0,05% en masa o menos de Ni;
siendo el resto Fe e impurezas eventuales;
someter el acero fundido a un proceso de laminado que incluye laminado en frío y/o que incluye laminado en caliente; y
someter la chapa de acero laminada resultante a recocido final,
en el que el gas de nitruración comprende gas nitrógeno, el contenido del mismo en la atmósfera de recocido final se controla a un 5 por ciento en volumen o más y menos de un 30 por ciento en volumen en total en términos de gas nitrógeno.
3. Procedimiento para producir una chapa de acero eléctrico no orientado a base de Fe-Cr-Si que comprende las etapas de:
fundir acero fundido que consiste en
entre un 2,5% y un l0% en masa de Si;
entre un 1,5% y un 20% en masa de Cr;
0,006% en masa o menos de C;
0,005% en masa o menos de S;
0,005% en masa o menos de Ti;
0,05% en masa o menos de Nb;
uno de lo siguiente:
b) 0,002% en masa o menos de N y menos de un 0,1% de Al
y por lo menos uno de más de entre un 0,04% y un 1% en masa de Sb y más de entre un 0,06% y un 1% en masa de Sn; o
c) entre más de un 0,002% y un 0,004% en masa o menos de N y entre un 0,1% y un 1,0% en masa de Al; o
d) entre más de un 0,002% y un 0,004% en masa o menos de N y entre 0,1% y 1,0% en masa de Al y por lo menos uno de entre un 0,005% y un 1% en masa de Sb y entre un 0,005% y un 1% en masa de Sn;
opcionalmente por lo menos uno de
1% en masa o menos de Mn,
1% en masa o menos de P,
0,0050% en masa o menos de O,
0,0050% en masa o menos de V,
0,050% en masa de Cu,
0,0050% en masa o menos de B,
0,0050% en masa o menos de Zr,
0,0050% en masa o menos de Ca,
0,0050% en masa o menos de Mg,
0,05% en masa o menos de Ni; y
siendo el resto Fe e impurezas eventuales;
someter el acero fundido a un proceso de laminado que incluye laminado en frío y/o que incluye laminado en caliente; y
someter la chapa de acero laminada resultante a recocido final,
en el que el contenido de gas de nitruración en la atmósfera de recocido final se controla a 1) un 60 por ciento en volumen o más y menos de un 95 por ciento en volumen en total en términos de gas nitrógeno en el rango de temperaturas de recocido final de entre 700°C y menos de 950°C; o 2) un 60 por ciento en volumen o más y menos de un 80 por ciento en volumen en total en términos de gas nitrógeno en el rango de temperaturas de recocido final de entre 950 y menos de 1150°C.
4. Procedimiento para producir la chapa de acero eléctrico no orientado a base de Fe-Cr-Si de acuerdo con la reivindicación 2 o 3, en el que el proceso de laminado comprende las subetapas de:
laminar en caliente el bloque de acero fundido;
someter la lámina laminada en caliente resultante a recocido de lámina laminada en caliente según sea necesario; y
someter la lámina laminada en caliente o la lámina laminada en caliente recocida a laminado en frío una o dos veces o más, interponiéndose el recocido intermedio entre las mismas.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002371942 | 2002-12-24 | ||
| PCT/JP2003/016229 WO2004059022A1 (ja) | 2002-12-24 | 2003-12-18 | Fe-Cr-Si系無方向性電磁鋼板およびその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| ES2737983T3 true ES2737983T3 (es) | 2020-01-17 |
Family
ID=32677217
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| ES03789608T Expired - Lifetime ES2737983T3 (es) | 2002-12-24 | 2003-12-18 | Chapa de acero electromagnético no orientado de Fe-Cr-Si y proceso para producir la misma |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US7465364B2 (es) |
| EP (1) | EP1577413B1 (es) |
| KR (1) | KR100848022B1 (es) |
| CN (1) | CN100395365C (es) |
| CA (1) | CA2507970C (es) |
| ES (1) | ES2737983T3 (es) |
| TW (1) | TWI248976B (es) |
| WO (1) | WO2004059022A1 (es) |
Families Citing this family (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2407574B1 (en) | 2009-03-13 | 2018-10-24 | Nippon Steel & Sumitomo Metal Corporation | Non-oriented magnetic steel sheet and method for producing the same |
| US8591671B2 (en) | 2010-02-25 | 2013-11-26 | Nippon Steel & Sumitomo Metal Corporation | Non-oriented electrical steel sheet |
| CN104039998B (zh) * | 2011-12-28 | 2017-10-24 | Posco公司 | 无取向电工钢板及其制造方法 |
| CN103842544B (zh) * | 2012-03-29 | 2016-10-12 | 新日铁住金株式会社 | 无方向性电磁钢板及其制造方法 |
| EP2778246B1 (en) * | 2012-05-31 | 2018-04-04 | Nippon Steel & Sumitomo Metal Corporation | Non-oriented electromagnetic steel sheet |
| CN103060701B (zh) * | 2013-01-09 | 2015-06-17 | 东北大学 | 一种无取向高硅电工钢薄带的制备方法 |
| JP6191855B2 (ja) * | 2013-03-05 | 2017-09-06 | 大同特殊鋼株式会社 | 軟磁性金属粉末及び高周波用圧粉磁心 |
| CN103436796B (zh) * | 2013-09-10 | 2015-10-14 | 武汉钢铁(集团)公司 | 一种变频压缩机用无取向电工钢及其生产方法 |
| US20160319387A1 (en) * | 2013-12-24 | 2016-11-03 | Posco | Soft high-silicon steel sheet and manufacturing method thereof |
| CN104152800A (zh) * | 2014-08-07 | 2014-11-19 | 河北钢铁股份有限公司 | 低磁各向异性无取向硅钢板及其制备工艺 |
| CN104410184B (zh) * | 2014-11-19 | 2015-09-23 | 宁波顺成机电有限公司 | 一种新型电机转子 |
| US20180236537A1 (en) * | 2015-02-09 | 2018-08-23 | Jfe Steel Corporation | Raw material powder for soft magnetic powder, and soft magnetic powder for dust core |
| KR101701194B1 (ko) * | 2015-12-23 | 2017-02-01 | 주식회사 포스코 | 무방향성 전기강판 및 그 제조방법 |
| JP6620643B2 (ja) * | 2016-03-31 | 2019-12-18 | Tdk株式会社 | 圧粉成形磁性体、磁芯およびコイル型電子部品 |
| JP6562188B1 (ja) | 2018-01-30 | 2019-08-21 | Jfeスチール株式会社 | Fe−Cr合金の製造方法 |
| KR102407998B1 (ko) * | 2018-02-16 | 2022-06-14 | 닛폰세이테츠 가부시키가이샤 | 무방향성 전자 강판 및 무방향성 전자 강판의 제조 방법 |
| CN110273114B (zh) * | 2019-08-06 | 2021-04-09 | 华北理工大学 | 一种耐磨铁硅铬合金及其制备方法 |
| KR102438475B1 (ko) * | 2020-12-21 | 2022-09-01 | 주식회사 포스코 | 무방향성 전기강판 및 그 제조방법 |
| CN114990454B (zh) * | 2022-06-13 | 2023-03-28 | 华北理工大学 | 一种Fe-Cr-Si系合金及其制备方法 |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5224117A (en) | 1975-08-06 | 1977-02-23 | Nippon Steel Corp | Non-orientated electromagnetic steel plate having resistace against we athering and its manufacturing method |
| JPS5830368B2 (ja) * | 1979-07-16 | 1983-06-29 | 新日本製鐵株式会社 | 磁気特性の優れた無方向性電磁鋼板の製造法 |
| JP3387980B2 (ja) * | 1993-08-19 | 2003-03-17 | 新日本製鐵株式会社 | 磁気特性が極めて優れた無方向性珪素鋼板の製造方法 |
| US6162306A (en) | 1997-11-04 | 2000-12-19 | Kawasaki Steel Corporation | Electromagnetic steel sheet having excellent high-frequency magnetic properities and method |
| JP3224781B2 (ja) | 1997-11-04 | 2001-11-05 | 川崎製鉄株式会社 | 高周波磁気特性に優れるFe−Cr−Si系合金及びその製造方法 |
| US5999379A (en) * | 1997-12-11 | 1999-12-07 | International Business Machines Corporation | Spin valve read head with plasma produced metal oxide insulation layer between lead and shield layers and method of making |
| JP4018790B2 (ja) * | 1998-02-10 | 2007-12-05 | 新日本製鐵株式会社 | 高周波用無方向性電磁鋼板およびその製造方法 |
| JP3993689B2 (ja) | 1998-05-19 | 2007-10-17 | 新日本製鐵株式会社 | 積層コアの歪み取り焼鈍方法 |
| CN1102670C (zh) * | 1999-06-16 | 2003-03-05 | 住友金属工业株式会社 | 无方向性电磁钢片及其制造方法 |
| JP3598930B2 (ja) | 2000-02-07 | 2004-12-08 | Jfeスチール株式会社 | 磁気特性、打抜性およびtig溶接性に優れる絶縁被膜付き電磁鋼板 |
| JP2001262289A (ja) | 2000-03-15 | 2001-09-26 | Kawasaki Steel Corp | 1kHz以上の周波域における磁気特性に優れる無方向性電磁鋼板 |
| JP2001279326A (ja) | 2000-03-28 | 2001-10-10 | Kawasaki Steel Corp | 高周波用の無方向性電磁鋼板の製造方法 |
| JP4123675B2 (ja) | 2000-03-29 | 2008-07-23 | Jfeスチール株式会社 | 無方向性電磁鋼板 |
| JP2001279399A (ja) | 2000-03-30 | 2001-10-10 | Kawasaki Steel Corp | 圧延製造性が良好な高周波磁気特性に優れる無方向性電磁鋼板 |
| JP2002097558A (ja) * | 2000-09-26 | 2002-04-02 | Kawasaki Steel Corp | 高周波磁気特性及び打ち抜き加工性に優れる無方向性電磁鋼板 |
| JP2002226953A (ja) | 2001-02-02 | 2002-08-14 | Nkk Corp | 低磁場特性に優れた高周波用無方向性電磁鋼板 |
| CN100475982C (zh) * | 2002-05-08 | 2009-04-08 | Ak钢铁资产公司 | 非取向电工钢带的连铸方法 |
| JP2004084031A (ja) * | 2002-08-28 | 2004-03-18 | Jfe Steel Kk | 高周波磁気特性に優れたFe−Cr−Si系無方向性電磁鋼板 |
| US20050000596A1 (en) * | 2003-05-14 | 2005-01-06 | Ak Properties Inc. | Method for production of non-oriented electrical steel strip |
-
2003
- 2003-12-18 US US10/538,501 patent/US7465364B2/en not_active Expired - Fee Related
- 2003-12-18 ES ES03789608T patent/ES2737983T3/es not_active Expired - Lifetime
- 2003-12-18 KR KR1020057011814A patent/KR100848022B1/ko not_active Expired - Lifetime
- 2003-12-18 CA CA2507970A patent/CA2507970C/en not_active Expired - Lifetime
- 2003-12-18 CN CNB2003801075984A patent/CN100395365C/zh not_active Expired - Lifetime
- 2003-12-18 EP EP03789608.1A patent/EP1577413B1/en not_active Expired - Lifetime
- 2003-12-18 WO PCT/JP2003/016229 patent/WO2004059022A1/ja not_active Ceased
- 2003-12-22 TW TW092136423A patent/TWI248976B/zh not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| TWI248976B (en) | 2006-02-11 |
| EP1577413B1 (en) | 2019-06-05 |
| CA2507970C (en) | 2011-05-10 |
| EP1577413A4 (en) | 2006-02-08 |
| CN1732280A (zh) | 2006-02-08 |
| US7465364B2 (en) | 2008-12-16 |
| WO2004059022A1 (ja) | 2004-07-15 |
| US20060048859A1 (en) | 2006-03-09 |
| EP1577413A1 (en) | 2005-09-21 |
| TW200422407A (en) | 2004-11-01 |
| CA2507970A1 (en) | 2004-07-15 |
| KR20050084478A (ko) | 2005-08-26 |
| KR100848022B1 (ko) | 2008-07-23 |
| CN100395365C (zh) | 2008-06-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| ES2737983T3 (es) | Chapa de acero electromagnético no orientado de Fe-Cr-Si y proceso para producir la misma | |
| JP7594592B2 (ja) | 無方向性電磁鋼板およびその製造方法 | |
| ES2733452T3 (es) | Lámina de acero galvanizada de alta resistencia y lámina de acero de alta resistencia con moldeabilidad superior, y método para producirlas | |
| EP2617851B1 (en) | High-strength hot-rolled steel sheet having superior punchability and method for producing same | |
| JP7583813B2 (ja) | 無方向性電磁鋼板およびその製造方法 | |
| ES2734741T3 (es) | Chapa de acero laminada en caliente | |
| JP2023507435A (ja) | 無方向性電磁鋼板およびその製造方法 | |
| JP7465354B2 (ja) | 無方向性電磁鋼板およびその製造方法 | |
| US6255005B1 (en) | Composite magnetic member, method of producing ferromagnetic portion of same, and method of forming non-magnetic portion of same | |
| JPWO2020162560A1 (ja) | 溶融亜鉛めっき鋼板およびその製造方法 | |
| CN108138277A (zh) | 高强度钢板用原材料、高强度钢板用热轧材料、高强度钢板用热轧退火材料、高强度钢板、高强度熔融镀敷钢板及高强度电镀钢板、以及它们的制造方法 | |
| JP7756165B2 (ja) | 無方向性電磁鋼板およびその製造方法 | |
| TWI555858B (zh) | Stainless steel cold rolled steel sheet material and its manufacturing method, and cold rolled steel sheet | |
| KR102321285B1 (ko) | 가공성이 우수한 고강도 강판 및 그 제조방법 | |
| TWI692534B (zh) | 複層型電磁鋼板 | |
| EP3231883A1 (en) | Ferritic stainless steel and process for producing same | |
| WO2020196311A1 (ja) | 高強度鋼板及びその製造方法 | |
| JP7253055B2 (ja) | 無方向性電磁鋼板およびその製造方法 | |
| KR20210078606A (ko) | 가공성이 우수한 고강도 강판 및 그 제조방법 | |
| JP4306445B2 (ja) | 高周波磁気特性に優れたFe−Cr−Si系無方向性電磁鋼板およびその製造方法 | |
| JP2001032054A (ja) | 高周波鉄損特性に優れるFe−Cr−Si系合金及びその製造方法 | |
| JP2017002392A (ja) | 軟磁性鋼板 | |
| EP4079872A2 (en) | Grain-oriented electrical steel sheet and method for manufacturing same | |
| KR102321295B1 (ko) | 가공성이 우수한 고강도 강판 및 그 제조방법 | |
| KR20260032731A (ko) | 무방향성 전기강판 및 무방향성 전기강판의 제조방법 |