ES2783274T3 - Materiales no tejidos de fibra cortada cardada - Google Patents
Materiales no tejidos de fibra cortada cardada Download PDFInfo
- Publication number
- ES2783274T3 ES2783274T3 ES15729048T ES15729048T ES2783274T3 ES 2783274 T3 ES2783274 T3 ES 2783274T3 ES 15729048 T ES15729048 T ES 15729048T ES 15729048 T ES15729048 T ES 15729048T ES 2783274 T3 ES2783274 T3 ES 2783274T3
- Authority
- ES
- Spain
- Prior art keywords
- fibers
- staple fiber
- fiber nonwoven
- carded staple
- absorbent
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/51—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers of the pads
- A61F13/511—Topsheet, i.e. the permeable cover or layer facing the skin
- A61F13/51121—Topsheet, i.e. the permeable cover or layer facing the skin characterised by the material
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
- A61F13/534—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having an inhomogeneous composition through the thickness of the pad
- A61F13/537—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having an inhomogeneous composition through the thickness of the pad characterised by a layer facilitating or inhibiting flow in one direction or plane, e.g. a wicking layer
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
- A61F13/534—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having an inhomogeneous composition through the thickness of the pad
- A61F13/537—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having an inhomogeneous composition through the thickness of the pad characterised by a layer facilitating or inhibiting flow in one direction or plane, e.g. a wicking layer
- A61F13/5376—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having an inhomogeneous composition through the thickness of the pad characterised by a layer facilitating or inhibiting flow in one direction or plane, e.g. a wicking layer characterised by the performance of the layer, e.g. acquisition rate, distribution time, transfer time
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/425—Cellulose series
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4282—Addition polymers
- D04H1/4291—Olefin series
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4326—Condensation or reaction polymers
- D04H1/435—Polyesters
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4382—Stretched reticular film fibres; Composite fibres; Mixed fibres; Ultrafine fibres; Fibres for artificial leather
- D04H1/43825—Composite fibres
- D04H1/43828—Composite fibres sheath-core
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4382—Stretched reticular film fibres; Composite fibres; Mixed fibres; Ultrafine fibres; Fibres for artificial leather
- D04H1/43825—Composite fibres
- D04H1/43832—Composite fibres side-by-side
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4382—Stretched reticular film fibres; Composite fibres; Mixed fibres; Ultrafine fibres; Fibres for artificial leather
- D04H1/43835—Mixed fibres, e.g. at least two chemically different fibres or fibre blends
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4391—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece characterised by the shape of the fibres
- D04H1/43912—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece characterised by the shape of the fibres fibres with noncircular cross-sections
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4391—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece characterised by the shape of the fibres
- D04H1/43914—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece characterised by the shape of the fibres hollow fibres
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4391—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece characterised by the shape of the fibres
- D04H1/43918—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece characterised by the shape of the fibres nonlinear fibres, e.g. crimped or coiled fibres
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/44—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling
- D04H1/46—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/44—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling
- D04H1/46—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres
- D04H1/492—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres by fluid jet
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Health & Medical Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- General Health & Medical Sciences (AREA)
- Biomedical Technology (AREA)
- Heart & Thoracic Surgery (AREA)
- Vascular Medicine (AREA)
- Veterinary Medicine (AREA)
- Animal Behavior & Ethology (AREA)
- Epidemiology (AREA)
- Public Health (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Nonwoven Fabrics (AREA)
- Absorbent Articles And Supports Therefor (AREA)
Abstract
Un material no tejido de fibra cortada cardada que tiene un gramaje de entre 40 gramos por metro cuadrado (gm2) y 150 gm2, comprendiendo el material no tejido de fibra cortada cardada una mezcla de fibras absorbentes, fibras de refuerzo y fibras de relleno, caracterizado por que el material no tejido de fibra cortada cardada se refuerza sin calor, tiene una permeabilidad al aire de entre aproximadamente 100 m3/m2/min y aproximadamente 500 m3/m2/min, y un modo de radio de volumen de poro de entre aproximadamente 60 μm y aproximadamente 120 μm, en donde las fibras de refuerzo comprenden fibras huecas y espirales, formadas a partir de tereftalato de polietileno (PET), en donde las fibras de refuerzo tienen una densidad lineal de entre 6 dtex y 15 dtex; las fibras de relleno comprenden fibras sólidas y redondas formadas a partir de polipropileno (PP), en donde las fibras de relleno tienen una densidad lineal de 3 dtex o mayor, las fibras absorbentes comprenden fibras trilobulares conformadas a partir de rayón, en donde las fibras absorbentes tienen una densidad lineal de entre 2 dtex y 6 dtex, y las fibras de refuerzo forman de un 10 % a un 50 % en peso del material no tejido de fibra cortada cardada, y las fibras absorbentes forman de un 10 % a un 50 % en peso del material no tejido de fibra cortada cardada.
Description
DESCRIPCIÓN
Materiales no tejidos de fibra cortada cardada
Campo técnico
La presente descripción se refiere, de forma general, a materiales no tejidos de fibra cortada cardada con características de rendimiento mejoradas, y a artículos absorbentes desechables que contienen los materiales no tejidos de fibra cortada cardada con características de rendimiento mejoradas.
Antecedentes
Artículos absorbentes desechables, tales como productos de higiene femenina, pañales, bragas pañal y productos para la incontinencia, se diseñan para absorber fluidos del cuerpo del usuario. Los usuarios de estos artículos absorbentes desechables tienen varias preocupaciones. La fuga de productos, tales como protectores menstruales, pañales, compresas higiénicas y protectores para la incontinencia, es una preocupación importante. La comodidad y la sensación del producto contra el cuerpo del usuario también es una preocupación. Para proporcionar una mayor comodidad, los artículos absorbentes desechables actuales se proveen, de forma típica, de una lámina superior que es flexible, de sensación suave y que no irrita la piel del usuario. La lámina superior no retiene por sí misma el fluido liberado. En vez de eso, la lámina superior es permeable a líquidos para permitir que los fluidos fluyan a un núcleo absorbente.
Una vez que los fluidos fluyen al núcleo absorbente, el fluido puede mantenerse en el núcleo mediante materiales absorbentes, tales como fieltro absorbente, partículas de material gelificante absorbente (AGM, por sus siglas en inglés) y/o material absorbente espumante (FAM, por sus siglas en inglés). En los artículos absorbentes que incluyen AGM, puede ser importante contener las partículas de AGM dentro del núcleo, de modo que las partículas no migren a otras partes del artículo absorbente y/o fuera del artículo absorbente. También puede ser importante mantener la comodidad del usuario durante y/o después de que el núcleo absorbente se haya hinchado por la absorción de una cantidad de fluido.
Para ayudar a asegurar que los fluidos fluyan al núcleo absorbente, algunos artículos absorbentes desechables se construyen adicionalmente con lo que a veces se conoce como lámina superior secundaria (STS, por sus siglas en inglés) directamente debajo de la lámina superior. Esta lámina superior secundaria se diseña para adquirir el fluido desde una lámina superior permeable a líquidos y distribuirlo al núcleo absorbente subyacente. Mejorar la capacidad de la STS para adquirir y distribuir líquido abordará las preocupaciones del usuario con respecto a la fuga y sensación corporal, y puede mejorar la sequedad de la lámina superior al deshidratar la lámina superior. Mejorar las características adicionales de la STS puede abordar preocupaciones adicionales, tales como la migración de partículas de AGM desde el núcleo, y la comodidad del usuario durante y/o después de que el núcleo absorbente haya absorbido una cantidad de fluido. Por ejemplo, el documento EP 1 504 739 se refiere a artículos absorbentes que tienen un elemento de captación que comprende un 20-40 % en peso de un aglutinante de látex, y un 60-80 % en peso de fibras de poliéster. El documento WO 97/23182 describe revestimientos con una única capa formada por una banda fibrosa adherida, cardada y de una sola capa, formada por una mezcla homogénea de fibras bicomponente y fibras cortadas naturales y/o sintéticas. Sin embargo, el desarrollo de materiales de lámina superior secundaria nuevos y mejorados suscita un interés continuo.
Resumen
La presente invención se define por las reivindicaciones.
Según una realización, un material no tejido de fibra cortada cardada incluye de aproximadamente un 10 % a aproximadamente un 50 %, en peso de fibras de refuerzo que comprenden fibras huecas en espiral formadas a partir de tereftalato de polietileno (PET), en donde las fibras tienen una densidad lineal de entre aproximadamente 6 dtex y aproximadamente 15 dtex; de aproximadamente un 10 % a aproximadamente un 50 %, en peso de fibras absorbentes que comprenden fibras trilobulares formadas a partir de rayón, en donde las fibras tienen una densidad lineal de entre aproximadamente 2 dtex y aproximadamente 6 dtex; y de aproximadamente un 1 % a aproximadamente un 60 % en peso de fibras de relleno que comprenden fibras sólidas redondas formadas a partir de polipropileno (PP), en donde las fibras tienen una densidad lineal de aproximadamente 3 dtex ó más, en donde el material no tejido de fibra cortada cardada tiene un gramaje de entre aproximadamente 40 gramos por metro cuadrado (gm2) y aproximadamente 150 gm2, se refuerza sin calor, tiene una permeabilidad al aire de entre aproximadamente 100 m7m7min y aproximadamente 500 m3/m2/min, y un modo de radio de volumen de poro de entre aproximadamente 60 pm y aproximadamente 120 pm.
En una forma adicional, un material no tejido de fibra cortada cardada incluye de aproximadamente un 15 % a aproximadamente un 35 % en peso de fibras de refuerzo que comprenden fibras huecas en espiral formadas a partir de tereftalato de polietileno (PET), en donde las fibras tienen una densidad lineal de entre aproximadamente 6 dtex y aproximadamente 15 dtex; de aproximadamente un 10 % a aproximadamente un 50 % en peso de fibras absorbentes que comprenden fibras trilobulares formadas a partir de rayón, en donde las fibras tienen una densidad lineal de entre aproximadamente 2 dtex y aproximadamente 6 dtex; y de aproximadamente un 1 % a aproximadamente un 60 % en peso de fibras de relleno que comprenden fibras sólidas redondas formadas a partir de polipropileno (PP), en donde las fibras tienen una densidad lineal de aproximadamente 3 dtex ó más, en donde el material no tejido de fibra cortada
cardada tiene un gramaje de entre aproximadamente 40 gramos por metro cuadrado (gm2) y aproximadamente 150 gm2, se reforza sin calor, tiene una permeabilidad al aire de entre aproximadamente 100 m3/m2/min y aproximadamente 500 m3/m2/min, y un modo de radio de volumen de poro de entre aproximadamente 60 pm y aproximadamente 120 pm.
Breve descripción de los dibujos
La Figura 1 es una vista en perspectiva de un ejemplo de una compresa higiénica que incorpora un material no tejido de fibra cortada cardada;
la Figura 2 es una vista seccional transversal de la compresa higiénica de la Figura 1, tomada a lo largo de la línea 2— 2;
la Figura 3 es una vista seccional transversal de una realización de un núcleo absorbente de la compresa higiénica de la Figura 1, tomada a lo largo de la línea 2— 2;
la Figura 4 es una vista seccional transversal de una realización alternativa de un núcleo absorbente de la compresa higiénica de la Figura 1, tomada a lo largo de la línea 2— 2;
la Figura 5 es una vista en perspectiva de la realización del núcleo absorbente de la Figura 3;
la Figura 6 ilustra una vista esquemática simplificada de un ejemplo de un proceso continuo de fabricación de material no tejido de una fibra cortada cardada;
la Figura 7 ilustra una vista esquemática del equipo utilizado para medir la distribución de volumen de poro; y
la Figura 8 muestra un ejemplo de un gráfico que ilustra un ciclo de experimento de distribución de volumen de poro.
Aunque la memoria descriptiva concluye con reivindicaciones que indican especialmente y reivindican de forma específica el objeto que se considera es la presente invención, se cree que la invención resultará más comprensible en su totalidad a partir de la siguiente descripción, en combinación con los dibujos que se acompañan. Alguna de las figuras puede haber sido simplificada por la omisión de elementos seleccionados con el propósito de mostrar más claramente otros elementos. Dichas omisiones de elementos en algunas figuras no son necesariamente indicativas de la presencia o ausencia de elementos específicos en cualquiera de las realizaciones ilustrativas, salvo que se indique lo contrario en la descripción escrita correspondiente. Ninguno de los dibujos son necesariamente a escala.
Descripción detallada
Como se utiliza en la presente memoria, los siguientes términos tendrán los significados que a continuación se especifican:
“Artículo absorbente” hace referencia a dispositivos ponibles que absorben y/o contienen líquidos y, más específicamente, se refiere a dispositivos que se colocan en contra, o en proximidad, del cuerpo del usuario para absorber y contener los diversos exudados liberados por el organismo. Los artículos absorbentes pueden incluir pañales, pantalones de entrenamiento, ropa interior para la incontinencia en adultos (p. e j, forros, protectores y bragas) y/o productos para la higiene femenina.
La dirección “ longitudinal” es una dirección que discurre de forma paralela a la dimensión lineal máxima, de forma típica el eje longitudinal del artículo, e incluye direcciones comprendidas dentro de los 45° de la dirección longitudinal. En la presente memoria, la “ longitud” del artículo, o de un componente del mismo, hace referencia, generalmente, al tamaño/distancia de la dimensión lineal máxima o, de forma típica, al tamaño/distancia del eje longitudinal de un artículo o parte del mismo.
La dirección “ lateral” o “transversal” es ortogonal a la dirección longitudinal, es decir, en el mismo plano que la mayoría del artículo y el eje longitudinal, y la dirección transversal es paralela al eje transversal. En la presente memoria, la “ anchura” del artículo, o de un componente del mismo, hace referencia al tamaño/distancia de la dimensión ortogonal a la dirección longitudinal del artículo, o de un componente del mismo, es decir, ortogonal a la longitud del artículo, o un componente del mismo, y, de forma típica, se refiere a la distancia/tamaño de la dimensión paralela del eje transversal del artículo o componente.
La “dirección Z” es ortogonal para tanto la dirección longitudinal como para la dirección transversal.
En la presente memoria, “dirección de la máquina” o “ MD” significa la dirección paralela al flujo del material no tejido de fibra cortada cardada a través de la máquina de fabricación del material no tejido y/o del equipo de fabricación del artículo absorbente.
En la presente memoria, “dirección transversal a la máquina” o “ CD” significa la dirección paralela a la anchura de la máquina para elaborar el material no tejido de fibra cortada cardada y/o al equipo de fabricación del artículo absorbente, y perpendicular a la dirección de la máquina.
“ Núcleo absorbente” hace referencia a una estructura que se dispone, de forma típica, entre una lámina superior y una lámina de respaldo de un artículo absorbente, para absorber y contener el líquido recibido por el artículo absorbente. El núcleo absorbente puede comprender una o más capas de sustrato, material absorbente que se dispone sobre una o más capas de sustrato, y una composición adhesiva termoplástica sobre el material absorbente. La composición adhesiva termoplástica puede estar sobre el material absorbente y sobre al menos una parte de la una o más capas de sustrato. En una realización específica, el núcleo absorbente consistiría prácticamente en una o más capas de sustrato, el material absorbente, la composición adhesiva termoplástica y, opcionalmente, una capa de cubierta.
“ Material no tejido” hace referencia a una banda fabricada de fibras orientadas de forma direccional o al azar, excluidos el papel y los productos tejidos, tricotados, insertados formado por hebras, unidos por costuras, incluyendo hilos o filamentos de unión, o conformados en fieltro por abatanado en húmedo, con o sin costuras adicionales. Los materiales no tejidos y los procesos para fabricar los mismos son conocidos en la técnica. En general, los procesos para la fabricación de materiales no tejidos comprenden extender fibras sobre una superficie de conformación, y pueden comprender hilatura, fusión-soplado, cardado, deposición por aire, deposición en húmedo, conformación y combinaciones de los mismos. Las fibras pueden ser de origen natural o artificial, y pueden ser fibras básicas o filamentos continuos, o que se forman in situ.
El término “hidrófilo” describe fibras o superficies de fibras que son humedecibles por fluidos acuosos (p. ej., fluidos corporales acuosos) que se depositan en estas fibras. La hidrofilicidad y la humectabilidad se definen, de forma típica, en términos de ángulo de contacto y tiempo de penetración de los fluidos, por ejemplo, a través de una tela no tejida. Esto se expone en detalle en la publicación de la Sociedad Americana de Química titulada “Contact Angle, Wettability and Adhesion” , editada por Robert F. Gould (Copyright 1964). Se considera que una fibra o superficie de una fibra se ha humedecido por un fluido (es decir, hidrófila) cuando el ángulo de contacto entre el fluido y la fibra o su superficie es inferior a 90°, o cuando el fluido tiende a extenderse de forma espontánea a través de la superficie de la fibra, siendo ambas condiciones normalmente coincidentes. En cambio, se considera que una fibra o superficie de una fibra es “ hidrófoba” si el ángulo de contacto es superior a 90° y el fluido no se extiende de forma espontánea a través de la superficie de la fibra.
El término “ relación de volumen de poro” significa la relación del pico de volumen de poro respecto a la curva de radios de poro, dividida por el ancho de la misma curva de radios de poro a mitad del pico de volumen de poro.
El término “ modo de radio de volumen de poro” significa el radio en el que ocurre el pico de volumen de poro respecto a la curva de radios de poro.
El término “factor de volumen de poro” es el producto de la relación de volumen de poro y el modo de radio de volumen de poro.
Puede utilizarse un material no tejido de fibra cortada cardada, como se describe en la presente memoria, en diversos artículos absorbentes desechables, pero es particularmente útil en pañales, productos para la higiene femenina y productos para la incontinencia, tales como compresas higiénicas y protectores para la incontinencia. En las Figuras 1 y 2 se muestra como compresa higiénica una realización no limitativa de un artículo absorbente desechable que incorpora un material no tejido de fibra cortada cardada, como se detalla en la presente memoria. En otra realización, un protector para la incontinencia incorpora un material no tejido de fibra cortada cardada, como se detalla en la presente memoria. Aunque en esta solicitud se describirá e ilustrará específicamente una compresa higiénica, cualquiera de las características o elementos de la compresa higiénica que se describen, también se contemplan para cualquier otra realización de artículo absorbente, incluidos protectores para la incontinencia.
Una compresa higiénica 10 puede tener cualquier forma conocida en la técnica para artículos de higiene femenina, incluyendo forma de “ reloj de arena” generalmente simétrica, como se muestra en la Figura 1, así como formas de pera, óvalos, óvalos oblongos, de píldora, formas de sillín de bicicleta, formas trapezoidales o formas de cuña. Las compresas higiénicas y los salvaslips también pueden proporcionarse con extensiones laterales, conocidas en la técnica como “solapas” o “alas” (no mostradas en la Figura 1). Dichas extensiones pueden desempeñar diversas funciones, incluyendo, aunque no de forma limitativa, proteger la braga de la portadora frente a la suciedad y mantener la compresa higiénica fijada en posición. El artículo absorbente ilustrado tiene una cara superior orientada hacia el cuerpo que hace contacto con el cuerpo de la usuaria durante el uso. La cara inferior opuesta orientada hacia la prenda está en contacto con la ropa de la usuaria durante el uso.
El lado superior de la compresa higiénica 10 tiene, de forma general, una lámina superior 14 que puede ser permeable a los líquidos. El lado inferior (que se ve en la Figura 2) tiene una lámina inferior 16 que, de forma general, puede ser impermeable a líquidos y que está unida a la lámina superior 14 en los bordes 12 de la compresa higiénica 10. En algunas realizaciones de productos para la incontinencia en adultos no ilustrados en la presente memoria, la lámina superior y la lámina de respaldo no están unidas en los bordes. Entre la lámina superior 14 y la lámina 16 de respaldo se coloca un núcleo absorbente 18.
Puede proporcionarse una lámina superior secundaria 20 en la parte superior del núcleo absorbente 18, debajo de la lámina superior 14. Como se describe con mayor detalle más adelante, la lámina superior secundaria 20 puede hacerse de un material no tejido de fibra cortada cardada, como se detalla en la presente memoria. La
lámina superior 14, la lámina 16 de respaldo y el núcleo absorbente 18 pueden unirse con diversas configuraciones bien conocidas, incluidos los denominados productos de “tubo” o productos de solapa lateral. Se describen, de forma general, configuraciones de compresa higiénica ilustrativas en la patente de los EE. UU. con n.° US-4.950.264, “Thin, Flexible Sanitary Napkin” , concedida a Osborn el 21 de agosto de 1990, la patente de los EE. UU. con n.° US-4.425.130, “ Compound Sanitary Napkin” , concedida a DesMarais el 10 de enero de 1984; US- 4.321.924, “ Bordered Disposable Absorbent Article” concedida a Ahr el 30 marzo de 1982; US- 4.589.876; y “ Shaped Sanitary Napkin With Flaps” , concedida a Van Tilburg el 18 agosto de 1987.
La lámina superior secundaria 20 puede tener cualquier forma adecuada. Por ejemplo, la lámina superior secundaria 20 puede seguir los contornos de la forma de la compresa higiénica, p. ej., forma de reloj de arena, formas de pera, óvalos, óvalos oblongos, formas de píldora, formas de sillín de bicicleta, formas trapezoidales o formas de cuña. En otras formas, la lámina superior secundaria 20 puede comprender una forma rectangular, independientemente de la forma de la compresa higiénica 10. En algunas formas, la lámina superior secundaria 20 puede ser más larga que el núcleo absorbente 18, ó más corta que el núcleo absorbente 18. En otras formas, la lámina superior secundaria 20 puede posicionarse en un lugar específico, p. ej., adyacente a una línea central lateral de la compresa higiénica 10.
La lámina 16 de respaldo y la lámina superior 14, como se muestra en las Figuras 1 y 2, pueden fijarse entre sí de diversos modos. Los adhesivos fabricados por H. B. Fuller Company de St. Paul, Minn., con la designación HL-1258 o H-2031 han demostrado ser satisfactorios. De forma alternativa, la lámina superior 14 y la lámina 16 de respaldo pueden unirse entre sí mediante unión térmica, unión a presión, unión ultrasónica, unión mecánica dinámica, un sello de engaste o mediante cualquier método de fijación adecuado. Como se muestra en la Figura 2, un sello 24 de engaste impermeable a fluidos puede resistir la migración lateral (“ absorción por capilaridad” ) de fluido a través de los bordes del producto, lo que impide que las prendas interiores de la usuaria se ensucien.
Como es típico de las compresas higiénicas y similares, la compresa higiénica 10 de la presente descripción puede tener un adhesivo de fijación a la braga dispuesto en la cara orientada hacia la prenda de la lámina 16 de respaldo. El adhesivo de fijación a la braga puede ser cualquier adhesivo conocido utilizado en la técnica con este fin, y puede cubrirse antes del uso con un papel protector del adhesivo, como es bien conocido en la técnica. Si hay solapas o alas presentes, puede aplicarse un adhesivo de sujeción a la braga en la cara orientada hacia la prenda, de modo que entre en contacto y se adhiera a la cara inferior de la braga de la usuaria.
Para proporcionar suavidad cerca al cuerpo, la lámina superior 14 de la compresa higiénica 10 ilustrada puede formarse a partir de un material poroso, flexible, liso y blando, que no sea irritante para la piel de la usuaria. La lámina superior 14 es permeable a los fluidos corporales a ser recogidos por el artículo y, por tanto, para una compresa higiénica, es permeable a la orina y a otros flujos vaginales. De forma general, las láminas superiores para artículos absorbentes pueden fabricarse a partir de una amplia gama de materiales, tales como materiales tejidos y no tejidos; materiales poliméricos tales como películas termoplásticas con aberturas, películas plásticas con aberturas y películas termoplásticas hidroconformadas; espumas porosas; espumas reticuladas; tejidos plásticos reticulados; y mallas termoplásticas. Los materiales tejidos en telar y los no tejidos en telar adecuados pueden estar constituidos por fibras naturales (p. ej., fibras de madera o de algodón), por fibras sintéticas (p. ej., fibras de polímero tales como fibras de poliéster, de polipropileno, o de polietileno); o bien de una combinación de fibras naturales y sintéticas.
Las láminas superiores hidrófobas tienen una tendencia reducida a permitir que los líquidos retornen y rehumedezcan la piel de la usuaria. Por tanto, la superficie de la película conformada (o no tejida) que está en contacto con el cuerpo, permanece seca, reduciendo de este modo el ensuciamiento del cuerpo, y creando una sensación de mayor comodidad para el usuario.
Láminas superiores ilustrativas son láminas superiores hidrófobas seleccionadas de enfoques de conformación de materiales no tejidos típicos, como láminas superiores de material no tejido hidroentrelazado, cardado, hidroligado, pinchado, consolidación por chorro de aire, o de fibra larga, y láminas superiores de película con aberturas bidimensionales o tridimensionales. También pueden utilizarse láminas superiores de película conformada por aberturas esponjosas, con una textura de la lámina superior apreciable (nudos, microtextura o con salientes filamentosos en la superficie orientada hacia el cuerpo que pueden atrapar descargas corporales e impedir el flujo de los fluidos inferiores hacia el cuerpo) que pueden ser de naturaleza hidrófoba o hidrófila. Las películas conformadas por aberturas son especialmente preferidas para la lámina superior 14 porque son permeables a los exudados corporales y son no absorbentes. Sin embargo, para productos para la incontinencia pueden preferirse materiales de lámina superior que no sean películas conformadas. Algunos ejemplos no limitativos son bandas fibrosas tratadas mediante conformación mecánica para una mayor suavidad o propiedades de volumen, con o sin una loción aplicada a las mismas, como se detalla en las patentes de los EE. UU. con n.os US-7.732.657 y US-7.553.532, concedidas a Hammons y col.
Aún con referencia a la Figura 1, el núcleo absorbente 18 de una compresa higiénica sirve para almacenar fluidos corporales liberados durante el uso. El núcleo absorbente 18 puede fabricarse en una amplia variedad de tamaños y formas, y puede perfilarse para tener distintos espesores, gradientes hidrófilos, gradientes superabsorbentes, densidades, o gramajes promedio en distintas posiciones a través de la cara de la compresa higiénica 10.
El núcleo absorbente 18 puede tener una capa de distribución de fluidos, así como una capa de almacenamiento de fluidos, o en algunas realizaciones, múltiples capas de distribución y/o múltiples capas de almacenamiento de fluidos, o cualquier combinación de las mismas. La capa de distribución de fluidos puede transferir el fluido recibido tanto hacia abajo como lateralmente y, de forma general, tiene más permeabilidad que la capa de almacenamiento de fluidos. Los materiales no tejidos de fibras cortadas cardadas que se detallan en la presente memoria, también pueden ayudar a transferir el fluido recibido hacia abajo y lateralmente al núcleo. Además de los materiales absorbentes convencionales, tales como guata de celulosa rizada, fibras de celulosa ahuecadas, fibras de rayón, fibras de pasta de madera, también conocidas como fieltro de aire, y fibras textiles, la capa de almacenamiento de fluidos incluye, frecuentemente, material superabsorbente que embebe fluidos y forma hidrogeles. Estos materiales son también conocidos como materiales gelificantes absorbentes (AGM), y pueden incluirse en forma de partículas. Los AGM son, de forma típica, capaces de absorber grandes cantidades de fluidos corporales, y retenerlos bajo presiones moderadas. En la capa de almacenamiento de fluidos también pueden utilizarse fibras sintéticas, incluidas acetato de celulosa, fluoruro de polivinilo, cloruro de polivinilideno, acrílicos (tales como Orlon), acetato de polivinilo, poli(alcohol vinílico) no soluble, polietileno, polipropileno, poliamidas (tales como nylon), poliésteres, fibras bicomponente, fibras tricomponente, mezclas de los mismos y similares. La capa de almacenamiento de fluidos también puede incluir materiales de carga, tales como Perlite, tierra de diatomeas, vermiculita u otros materiales adecuados, que reducen los problemas de rehumedecimiento.
En algunas realizaciones, partes de la capa de almacenamiento de fluidos del núcleo absorbente 18 pueden conformarse únicamente de materiales superabsorbentes dispersos en un vehículo adecuado, tal como fibras de celulosa en forma de fibras ahuecadas o reforzadas. Un ejemplo no limitativo de un núcleo absorbente 18 es una primera capa formada únicamente por material superabsorbente dispuesto sobre una segunda capa formada a partir de una dispersión de material superabsorbente dentro de fibras de celulosa.
Ejemplos detallados de núcleos absorbentes conformados de capas de material superabsorbente y/o de capas de material superabsorbente dispersas dentro de fibras de celulosa que pueden utilizarse en artículos absorbentes (p. ej, compresas higiénicas, productos para la incontinencia) que se detallan en la presente memoria, se describen en la publicación de patente de los EE. u U. con n.° US-2010/0228209 A1. Tal como se ilustra en las Figuras 3-5, el núcleo absorbente 18 puede comprender una capa 100 de sustrato, una capa de material polimérico absorbente 110 (p. ej., AGM) y una capa de adhesivo 120. De forma típica, el adhesivo puede ser un adhesivo de fusión en caliente. En una realización de la presente invención, la capa de adhesivo 120 es una capa de adhesivo fibroso de fusión en caliente. Las áreas en las que el adhesivo fibroso 120 de fusión en caliente está en contacto con la capa 100 de sustrato son las áreas de unión 140. La capa 100 de sustrato puede, por ejemplo, comprender un material fibroso, o puede comprender una dispersión de material superabsorbente dentro de fibras de celulosa. En la Figura 4 se muestra una realización alternativa de núcleo absorbente 18. El núcleo absorbente 18 que se muestra en la Figura 4 puede comprender, además, una o más capas 130 de cubierta. Materiales no limitativos adecuados para la(s) capa(s) de cubierta pueden incluir materiales no tejidos.
La capa 100 de sustrato comprende una primera superficie y una segunda superficie. Tradicionalmente, en todas las vistas de seccionales ilustradas en los dibujos anexos, la primera superficie de cada capa se destina a corresponder a la superficie superior, a su vez, salvo que se indique lo contrario, correspondiendo con la superficie orientada a la portadora de la compresa higiénica 10 que incorpora el núcleo absorbente, mientras que la segunda superficie corresponde a la superficie inferior, por lo tanto, a su vez, a la superficie orientada a la prenda de vestir. Al menos partes de la primera superficie de la capa 100 de sustrato están en contacto con una capa de material 110 polimérico absorbente. Esta capa de material polimérico absorbente 110 comprende una primera superficie y una segunda superficie, y puede ser, de forma típica, una capa uniforme o irregular, en donde por “ uniforme” o “ no uniforme” se entiende que el material polimérico absorbente 110 puede distribuirse por la capa 100 de sustrato, respectivamente, con un peso por unidad de superficie uniforme o no uniforme por el área influida por la distribución. Por otro lado, la segunda superficie de la capa de material polimérico absorbente 110 está al menos en contacto parcial con la primera superficie de la capa 100 de sustrato. Según una realización de núcleo absorbente 18, la capa de material polimérico absorbente 110 puede ser también una capa discontinua que sea una capa que, de forma típica, comprenda aberturas 140, es decir, áreas sustancialmente exentas de material polimérico absorbente que, en determinadas realizaciones, pueden estar, de forma típica, completamente rodeadas por áreas que comprenden material polimérico absorbente. De forma típica, estas aberturas 140 tienen un diámetro o separación máxima inferior a 10 mm, ó inferior a 5 mm, ó a 3 mm, ó a 2 mm, ó a 1,5 mm y superior a 0,5 mm, ó a 1 mm.
Al menos, partes de la segunda superficie de la capa 110 de material polimérico absorbente están en contacto con, al menos, partes de la primera superficie del material 100 de la capa de sustrato. La primera superficie de la capa de material 110 polimérico absorbente define una cierta altura de la capa de material polimérico absorbente por encima de la primera superficie de la capa de material 100 de sustrato. Cuando la capa 110 de material polimérico absorbente se dispone como una capa no uniforme, de forma típica, por ejemplo, como una capa discontinua, al menos algunas partes de la primera superficie de la capa 100 de sustrato no se cubren con material polimérico absorbente 110. El núcleo absorbente 18 comprende, además, una capa de adhesivo 120, por ejemplo, de forma típica, un adhesivo de fusión en caliente. Este adhesivo 120 de fusión en caliente sirve para inmovilizar, al menos parcialmente, el material polimérico absorbente 110. Según una realización de la presente invención, el adhesivo 120 puede ser, de forma típica, un adhesivo fibroso de fusión en caliente, es decir, proporcionado en fibras como una capa fibrosa.
En una realización alternativa de la presente invención, como se ilustra en la Figura 4, el núcleo absorbente 18 puede comprender, además, una o más capas 130 de cubierta que tienen una primera y segunda superficies respectivas, posicionadas de modo que la segunda superficie de la capa 130 de cubierta está en contacto con la primera superficie de la capa de adhesivo, que es, de forma típica, adhesivo 120 de fusión en caliente. Sin embargo, las realizaciones del núcleo absorbente 18 de la compresa higiénica 10 detalladas en la presente memoria pueden no necesitar una capa 130 de cubierta, dado que la función de la capa de cubierta (contener material superabsorbente dentro del núcleo absorbente) la lleva a cabo ahora la lámina superior secundaria 20, como se detalla más adelante en la presente memoria. En algunas realizaciones, el núcleo absorbente 18 puede incluir una capa 130 de cubierta, y el artículo absorbente (p. e j, la compresa higiénica 20) que contiene el núcleo absorbente 18 , también puede incluir una lámina superior secundaria 20, como se detalla en la presente memoria.
Puede obtenerse información adicional de los núcleos absorbentes 18 adecuados para los artículos absorbentes detallados en la presente memoria, en la descripción de la publicación de patente de los EE. UU. con n.° US-2010/0228209 A1. Independientemente de la estructura que presente, la capacidad de absorción total del núcleo absorbente 18 deberá ser compatible con la carga de diseño y el uso previsto del artículo (p. ej., compresa higiénica 10 ó almohadillas para la incontinencia). Por tanto, el tamaño y la capacidad absorbente del núcleo absorbente 18 pueden variar para acomodar los diferentes usos, tales como almohadillas para la incontinencia más grandes, bragas pañal, salvaslips, compresas higiénicas de uso habitual o compresas higiénicas para la noche.
Los artículos absorbentes detallados en la presente memoria también pueden tener dobleces integradas o unidas (p. ej., artículos para la incontinencia con dobleces de barrera para las piernas unidos a los bordes longitudinales del artículo). Las dobleces para las piernas pueden tener forma de dobleces para las piernas del artículo absorbente conocidos en la técnica. En un ejemplo no limitativo, el artículo puede tener dobleces para las piernas, como se describe en la publicación de patente de los EE. UU. con n.° US-2011/0319855 A1.
Haciendo de nuevo referencia a la Figura 1, la lámina 16 de respaldo que cubre la cara inferior del núcleo absorbente 18 evita que los fluidos en el núcleo absorbente 18 humedezcan los artículos que entran en contacto con la compresa higiénica 10, tales como pantalones, pijamas y prendas interiores. Por consiguiente, la lámina 16 de respaldo se fabrica preferiblemente a partir de una película fina impermeable a líquidos o un estratificado de película/material no tejido impermeable a los líquidos pero permeable al vapor, una película microporosa, una película conformada por aberturas u otra película polimérica que sea permeable al vapor o pueda volverse permeable al vapor, pero sea sustancialmente impermeable a los fluidos.
La lámina superior secundaria 20 se interpone entre el núcleo absorbente 18 y la lámina superior 14, y sirve para extraer rápidamente los fluidos corporales liberados, en particular fluidos menstruales y/o orina, a través de la lámina superior (primaria) 14 permeable adyacente. Esto permite que la superficie de la lámina superior primaria 14 adyacente a la usuaria del artículo permanezca relativamente limpia y seca (también proporciona funciones de captación/distribución). La lámina superior secundaria 20 en la compresa higiénica 10 ilustrada tiene una banda o matriz fibrosa cortada, hidroenlazada (p. ej., entrelazada) y cardada, que se compone de una pluralidad de tipos de fibra.
De forma general, la lámina superior secundaria 20 fabricada con un material no tejido de fibra cortada cardada, según la presente descripción, proporciona succión capilar para “absorber” fluido a través de la lámina superior 14, que compite por unas condiciones de goteo/flujo bajo. La lámina superior secundaria 20 también puede contener un chorro, proporcionando funciones de distribución para utilizar eficazmente el núcleo absorbente 18, así como proporcionar almacenamiento intermedio hasta que el núcleo absorbente 18 pueda aceptar el fluido. Además, la lámina superior secundaria 20 puede tener un tamaño de poro en el cual una mayoría de los poros tengan un tamaño menor que las partículas de AGM que se utilizan en el núcleo absorbente 18 (las partículas AGM son, de forma típica, mayores de aproximadamente 200 micrómetros, es decir, las partículas no pasarán a través de un tamiz de 200 micrómetros). Por tanto, el tamaño de poro de la lámina superior secundaria restringe el paso de las partículas de AGM a través de la lámina superior secundaria. Por consiguiente, el tamaño de poro de la lámina superior secundaria 20 puede ser lo suficientemente grande como para permitir una rápida captación y distribución de fluidos en el núcleo absorbente 18, pero lo suficientemente pequeño como para que las partículas de AGM del núcleo absorbente puedan pasar a través de la lámina superior secundaria. Además, si la distribución de tamaños de poro de la lámina superior secundaria 20 es estrecha, también es posible tener un tamaño de poro promedio más grande, y al mismo tiempo tener un bajo número de poros que sean más grandes que las partículas de AGM. La distribución de tamaños de poros puede expresarse en un parámetro de relación de volumen de poro, y/o como factor de volumen de poro, que se mide como se detalla más adelante en la sección de métodos. En algunas realizaciones de los artículos que se detallan en la presente memoria, la relación de volumen de poro puede ser mayor de aproximadamente 6, ó mayor de aproximadamente 8, ó mayor de aproximadamente 10. El factor de volumen de poro puede ser mayor de aproximadamente 500 mm3/ pm-g. En algunas formas, el factor de volumen de poro puede ser mayor de aproximadamente 600 mm3/ pm-g, ó mayor de aproximadamente 700 mm3/ pm-g, ó mayor de aproximadamente 800 mm3/pm g, ó aproximadamente 900 mm3/ pm-g. En algunas formas, el factor de volumen de poro puede ser de entre aproximadamente 500 mm3/ pm-g y aproximadamente 900 mm3/ pm-g, ó de aproximadamente 600 mm3/ pm-g a aproximadamente 800 mm3/ pm-g, incluyendo específicamente todos los valores dentro de estos intervalos y cualesquiera intervalos creados de este modo. La distribución de tamaños de poro puede expresarse también en un modo de radio de volumen de poro, que se mide como se detalla en los métodos de la presente memoria. En algunas realizaciones de los
artículos que se detallan en la presente memoria, el modo de radio de volumen de poro puede ser de entre aproximadamente 65 pm y aproximadamente 105 pm, ó de entre aproximadamente 70 pm y aproximadamente 90 pm.
A veces, un núcleo absorbente 18 que incluye AGM, incluye, además, una capa de cubierta (mostrada en la Figura 4) para asegurar que el AGM no migre del núcleo absorbente. Sin embargo, si la lámina superior secundaria 20 tiene una estructura de poro que no permite que el AGM la atraviese, la capa 130 de cubierta puede eliminarse de la construcción del núcleo absorbente 18, ahorrando costes y reduciendo el impacto ambiental de los artículos absorbentes desechables. También, con menos capas (p. ej., sin la capa de cubierta), el artículo tendrá mejor manejo de fluidos, reduciendo las capas que el fluido debe atravesar, desplazando, por lo tanto, el fluido más rápidamente al núcleo, y alejándolo de la lámina superior, mejorando así la sequedad.
La lámina superior secundaria 20 también puede proporcionar rigidez, y rigidez de flexión, además de, o en combinación con, el núcleo que, generalmente, es necesario para impedir, o al menos intentan reducir, el agrupamiento en la dirección transversal a la máquina (CD), al tiempo que se mantiene la comodidad y el ajuste al cuerpo. Por tanto, la lámina superior secundaria 20 puede tener la resistencia suficiente para resistir el hinchamiento del AGM en el núcleo y las tensiones mecánicas del uso del usuario, reduciendo y/o previniendo, por tanto, el agrupamiento del artículo absorbente, y proporcionando una comodidad adicional al usuario. La lámina superior secundaria 20 también puede ser resistente a la compresión y resiliente (tanto seca como húmeda) para mantener la permeabilidad y capacidad de la lámina superior secundaria, y para mejorar la captación y sequedad del artículo absorbente durante el uso.
El material no tejido de fibra cortada cardada de la lámina superior secundaria 20 puede tener un gramaje en el intervalo de aproximadamente 45 gm2 a aproximadamente 150 gm2; ó en el intervalo de aproximadamente 45 gm2 a aproximadamente 85 gm2; ó en el intervalo de aproximadamente 55 gm2 a aproximadamente 100 gm2, ó en un intervalo de aproximadamente 50 gm2 a aproximadamente 75 gm2, incluyendo cualquier valor dentro de estos intervalos y cualesquiera intervalos creados de este modo. El material no tejido de fibra cortada cardada de la lámina superior secundaria 20 también puede tener una rigidez de flexión, en dirección transversal a la máquina (CD), de aproximadamente 0,01 mN-cm a aproximadamente 10 mN-cm. En algunas realizaciones, el material no tejido de fibra cortada cardada tiene una rigidez de flexión en la CD de aproximadamente 0,05 mN-cm a aproximadamente 2 mN-cm, ó de aproximadamente 0,07 mN-cm a aproximadamente 1,0 mN-cm, ó de aproximadamente 0,08 mN-cm a aproximadamente 0,3 mN-cm, incluyendo cualquier valor dentro de estos intervalos y cualesquiera intervalos creados de este modo. En algunas realizaciones, el material no tejido de fibra cortada cardada tiene una rigidez a la flexión en la MD menor de aproximadamente 4,8 mN-cm. En algunas realizaciones, la rigidez a la flexión en la MD puede ser mayor de aproximadamente 0,59 mN-cm. La rigidez a la flexión en la MD puede ser de aproximadamente 0,60 mN-cm a aproximadamente 3 mN-cm, incluyendo específicamente todos los valores dentro de este intervalo y todos los intervalos creados de este modo.
Como se ha indicado anteriormente, puede ser deseable tener rigidez, y rigidez de flexión en la CD para reducir el agrupamiento, al tiempo que se mantiene la comodidad y el ajuste al cuerpo. Por este motivo, en algunas formas puede ser beneficioso que la rigidez de flexión en la CD sea cercana a la rigidez de flexión en la MD. En algunas realizaciones, la rigidez de flexión en la CD/rigidez de flexión en la MD puede ser de entre aproximadamente un 5 % y aproximadamente un 32,4 %, ó de aproximadamente un 5,2 % a aproximadamente un 7,3 %, incluyendo específicamente todos los valores dentro de estos intervalos y todos los intervalos creados de este modo.
El material no tejido de fibra cortada cardada de la lámina superior secundaria 20 también puede tener un calibre mayor de aproximadamente 0,09 y menor de aproximadamente 0,20 mm por 10 gm2. En algunas realizaciones, el material no tejido de fibra cortada cardada de la lámina superior secundaria 20 también puede tener un calibre de aproximadamente 0,9 mm a aproximadamente 1,2 mm para un gramaje de aproximadamente 55 gm2 a aproximadamente 75 gm2. El material no tejido de fibra cortada cardada de la lámina superior secundaria 20 también puede tener una densidad de aproximadamente 0,05 g/cc a aproximadamente 0,10 g/cc, ó de aproximadamente 0,06 g/cc a aproximadamente 0,09 g/cc, incluyendo específicamente cualquier valor dentro de estos intervalos y cualesquiera intervalos creados de este modo.
El material no tejido de fibra cortada cardada de la lámina superior secundaria 20 puede fabricarse a partir de diversos tipos de fibras adecuadas que produzcan el rendimiento mecánico deseado y el rendimiento de manejo de fluidos deseado. El material no tejido de fibra cortada cardada se forma a partir de una combinación de fibras de refuerzo, fibras absorbentes y fibras de carga. Las fibras de refuerzo forman de aproximadamente un 10 % a aproximadamente un 50 % en peso del material no tejido de fibra cortada cardada. Para algunas láminas superiores secundarias ilustrativas, las fibras de refuerzo pueden formar de aproximadamente un 15 % a un 35 % en peso del material no tejido de fibra cortada cardada. En otras realizaciones, las fibras de refuerzo pueden formar aproximadamente un 25 % en peso del material no tejido de fibra cortada cardada.
Las fibras de refuerzo comprenden fibras de tereftalato de polietileno (PET). Las fibras de PET pueden tener un dtex en el intervalo de aproximadamente 6,0 a aproximadamente 12,0. La longitud de corte de las fibras de refuerzo puede estar en el intervalo de aproximadamente 28 mm a aproximadamente 100 mm, ó en el intervalo de aproximadamente 37 mm a aproximadamente 50 mm. Algunos materiales no tejidos de fibra cortada cardada incluyen fibras de refuerzo con una longitud de corte de aproximadamente 38 mm a 42 mm. Las fibras de refuerzo comprenden fibras hechas de
PET hueco/espiral. Opcionalmente, las fibras de refuerzo pueden ser rizadas en espiral o rizadas planas. Las fibras de refuerzo pueden tener un valor de rizado de entre aproximadamente 4 y aproximadamente 12 rizos por pulgada (cpi), o de entre aproximadamente 4 y aproximadamente 8 cpi, ó de entre aproximadamente 5 y aproximadamente 7 cpi, ó de entre aproximadamente 9 y aproximadamente 10 cpi. Pueden obtenerse ejemplos particulares no limitativos de fibras de refuerzo de Wellman, Inc., Irlanda, con los nombres comerciales H1311 y T5974. Otros ejemplos de fibras de refuerzo adecuadas para su uso en materiales no tejidos de fibra cortada cardada, que se detallan en la presente memoria, se describen en la patente de los EE. UU. con n.° US-7.767.598, concedida a Schneider y col.
En otras realizaciones, las fibras de refuerzo pueden denominarse fibras bicomponente, en donde las fibras individuales se obtienen de materiales distintos, normalmente un primer y un segundo material polimérico. Los dos materiales pueden diferir únicamente en sus propiedades físicas, aun siendo químicamente idénticos (por lo tanto, las fibras son químicamente homogéneas). Por ejemplo, la viscosidad intrínseca de los dos materiales puede ser distinta, lo que se ha descubierto que influye en el comportamiento de rizado de las fibras bicomponente. Fibras bicomponente adecuadas como fibras de refuerzo son fibras bicomponente conjuntas, tales como las que se describen, por ejemplo, en el documento WO 99/00098.
Otra fibra de refuerzo bicomponente adecuada es una fibra de sección transversal circular con un espacio hueco en el centro, que está rizada en espiral. Se prefiere que un 10-15 % del área de sección transversal sea hueca, más preferiblemente que un 20-30 % del área de sección transversal sea hueca. Sin pretender imponer ninguna teoría, se cree que el rizado en espiral de las fibras es beneficioso para su comportamiento de captación y distribución de líquidos. Se asume que el rizo en espiral aumenta el espacio hueco en un elemento de captación formado por tales fibras. Con frecuencia, cuando se utiliza un artículo absorbente, se expone a cierta presión ejercida por el usuario, lo que reduce potencialmente el espacio vacío en el elemento de captación. Tener buena permeabilidad y suficiente espacio vacío disponible son importantes para una buena distribución y transporte de líquidos. Se cree, además, que las fibras bicomponente rizadas en espiral, como se ha descrito anteriormente, son adecuadas para mantener un volumen vacío suficiente, aun cuando un elemento de captación se exponga a presión. Además, se cree que las fibras rizadas en espiral ofrecen buena permeabilidad para un valor de dtex dado de fibra, ya que la sección transversal de la fibra hueca permite un diámetro exterior mayor de la fibra, en comparación con una sección transversal compacta. El diámetro exterior de una fibra parece determinar el comportamiento de permeabilidad de un elemento de captación formado por tales fibras.
Las fibras absorbentes forman de aproximadamente un 10 % a aproximadamente un 50 % en peso del material no tejido de fibra cortada cardada. Para algunas láminas superiores secundarias ilustrativas, las fibras absorbentes pueden formar de aproximadamente un 30 % a aproximadamente un 40 % en peso del material no tejido de fibra cortada cardada. En otras realizaciones, las fibras absorbentes pueden formar aproximadamente un 35 % en peso del material no tejido de fibra cortada cardada.
Las fibras absorbentes comprenden rayón, tal como rayón viscoso. La longitud de corte de las fibras absorbentes puede estar en el intervalo de aproximadamente 20 mm a aproximadamente 100 mm, ó de aproximadamente 30 mm a aproximadamente 50 mm, ó de aproximadamente 35 mm a aproximadamente 45 mm. Además, las fibras de rayón pueden ser sólidas, huecas o multihuecas. Las fibras absorbentes tienen forma trilobular.
Una ventaja de las fibras absorbentes multilobulares es su mayor volumen con respecto a las fibras de una sola extremidad, porque el área circunferencial de las fibras multilobulares es mayor que su área de sección transversal real. Por ejemplo, la solicitud de patente japonesa Kokai 61 -113812 describe un hilo de filamento que consiste en filamentos viscosos continuos en forma de X ó Y, que se utilizan en aplicaciones textiles en donde el volumen sea importante, por ejemplo, en tejidos de pelo. Otra ventaja de las fibras absorbentes múltilobulares es su mayor absorbencia respecto a las fibras unilobulares.
Las fibras de relleno, por ejemplo, pueden constituir de aproximadamente un 1 % a aproximadamente un 80 % en peso del material no tejido de fibra cortada cardada. Para algunas láminas superiores secundarias ilustrativas, las fibras de relleno pueden formar aproximadamente menos de aproximadamente un 60 % en peso del material no tejido de fibra cortada cardada. En otras realizaciones, las fibras de relleno pueden formar aproximadamente un 40 % en peso del material no tejido de fibra cortada cardada.
Las fibras de relleno comprenden fibra termoplástica, tal como polipropileno (PP). Algunos materiales no tejidos de fibra cortada cardada pueden incluir PP con un dtex en el intervalo de aproximadamente 4 a aproximadamente 10. La longitud de corte de las fibras de relleno puede estar en el intervalo de aproximadamente 20 mm a aproximadamente 100 mm, ó de aproximadamente 30 mm a aproximadamente 50 mm, ó de aproximadamente 35 mm a aproximadamente 45 mm. En algunas realizaciones de material no tejido de fibra cortada cardada, las terceras fibras de relleno pueden ser sólidas y de forma redonda. Otros ejemplos adecuados de fibras de relleno incluyen fibras bicomponente, tales como polietileno/polipropileno, polipropileno/tereftalato de polietileno. Estas fibras bicomponente pueden configurarse como una cubierta y un núcleo.
El material no tejido de fibra cortada cardada de la lámina superior secundaria 20, formada según la presente descripción, transmite una serie de propiedades físicas deseables, que incluyen su estrecha distribución de tamaños de poro, absorción/capilaridad, permeabilidad, resistencia al desgarro en la dirección Z en húmedo, y rigidez a la
flexión. De forma general, las fibras absorbentes del material no tejido de fibra cortada cardada, tales como rayón, proporcionan capilaridad, que sirve para transportar fluido desde la lámina superior 14 al núcleo absorbente 18. Las fibras de refuerzo del material no tejido de fibra cortada cardada, tales como PET, proporcionan resistencia en la dirección Z para evitar, o al menos limitar, el colapso de la lámina superior secundaria 20 cuando se humedece, al tiempo que proporciona también una permeabilidad deseable. Las fibras de relleno del material no tejido de fibra cortada cardada, tales como fibras de polipropileno, sirven para proporcionar un modo rentable de aumentar el gramaje del material, al tiempo que tienen un efecto mínimo sobre la distribución de tamaños de poro.
Métodos para elaborar materiales no tejidos de fibra cortada cardada
La Figura 5 ilustra una vista esquemática simplificada de un ejemplo de un proceso continuo de fabricación de un material no tejido de fibra cortada cardada. Como se apreciará, el material no tejido de fibra cortada cardada que se produce mediante el proceso de la Figura 5, puede utilizarse en la fabricación de una variedad de artículos absorbentes, tales como la compresa higiénica 10 de las Figuras 1-2, así como diversos otros artículos absorbentes, que incluyen pañales, pantalones de entrenamiento, ropa interior para la incontinencia en adultos y similares.
Como, de forma general, se conoce en la técnica, el hidroentrelazado (a veces denominado hidroligado, entrelazado por chorro, entrelazado con agua, hidroentrelazado o tratamiento con agujas hidráulicas) es un proceso de unión mecánica donde las fibras de una banda no tejida se entrelazan por medio de chorros de agua a alta presión. El patrón puede conseguirse utilizando tambores o correas con patrón que hacen que las fibras formen una imagen en negativo del diseño del tambor en el tejido. La banda formada de diversos componentes de fibra (normalmente por chorro de aire, tendidos en húmedo o cardados, pero algunas veces hidroentrelazados o meltblown, etc.) puede compactarse y prehumedecerse primero para eliminar las bolsas de aire, y luego tratarse con agujas de agua. Con referencia a la Figura 5, se forma una estructura fibrosa 30 a partir de fibras de celulosa, fibras no celulósicas y fibras bicomponente, p. ej., fibras de relleno, fibras absorbentes y fibras de refuerzo. La estructura fibrosa 30 tiene una parte 30A no unida, corriente arriba de un cabezal 32 de chorro, y una parte unida 30B (es decir, hidroentrelazada), corriente abajo del cabezal 32 de chorro. Durante el proceso de entrelazado, la estructura fibrosa 30 pasa por el cabezal 32 de chorro, que comprende una pluralidad de inyectores que se colocan para formar, de forma general, una cortina de agua (para simplificar la ilustración, se ilustra solo un inyector 34 en la Figura 5). Se dirige un chorro 36 de agua a través de la estructura fibrosa 30 a altas presiones, tales como 150 ó 400 bar. Como se apreciará, aunque no se ilustre, de forma típica, se utilizan múltiples filas de inyectores 34, que pueden situarse en uno o ambos lados de la estructura fibrosa 30.
La estructura fibrosa 30 puede soportarse por cualquier sistema 40 de soporte adecuado, tal como una malla de hilo en movimiento (como se ilustra) o sobre un tambor giratorio poroso, por ejemplo. Aunque no se ilustra, se apreciará que los sistemas de hidroentrelazado pueden exponer la estructura fibrosa 30 a una serie de cabezales 32 de chorro a lo largo de la dirección de la máquina, cada uno de ellos proporcionando chorros de agua a distintas presiones. La cantidad específica de cabezales 32 de chorro que se utilizan puede basarse en, por ejemplo, el gramaje deseado, el grado de unión necesario, las características de la banda, etc. A medida que el chorro 36 de agua penetra la banda, una ranura 38 de succión situada próxima a la estructura fibrosa 30 recoge el agua, de forma que pueda filtrarse y devolverse al cabezal 32 de chorro para una inyección posterior. El chorro 36 de agua que proporciona el cabezal 32 de chorro agota su energía cinética principalmente en reorganizar las fibras dentro de la estructura fibrosa 30 para girar y retorcer las fibras para formar una serie de nudos de interconexión.
Una vez que se entrelaza la estructura fibrosa 30 (se muestra como la parte unida 30B), entonces la estructura fibrosa 30 se hace pasar a través de un dispositivo de desaguado, en donde se elimina el exceso de agua. En el proceso que se ilustra en la Figura 5, el dispositivo de desaguado es una unidad 42 de secado. La unidad 42 de secado puede ser cualquier sistema de secado adecuado, tal como un secador de lecho multinivel multisegmento, un sistema de vacío y/o un secador de tambor de aire, por ejemplo. La unidad 42 de secado, u otro dispositivo de desaguado, sirve para secar sustancialmente la estructura fibrosa 30. La expresión “sustancialmente seca” se utiliza en la presente memoria para indicar que la estructura fibrosa 30 tiene un contenido líquido, de forma típica agua u otro contenido de la solución, inferior a aproximadamente un 10 %, inferior a aproximadamente un 5 %, ó inferior a aproximadamente un 3 %, en peso.
Una vez se fabrica la estructura fibrosa 30, según la presente descripción, puede incorporarse, por ejemplo, a un material absorbente. Con respecto a la compresa higiénica 10 de las Figuras 1 -2, la lámina superior secundaria 20 que incorpora la estructura fibrosa 30, puede estar adherida, o unida de cualquier otra forma, a la lámina superior 14. En algunas realizaciones, se utiliza calandrado de punto térmico u otra forma de unión adecuada. En otras realizaciones, la estructura fibrosa 30 puede servir de núcleo absorbente de un artículo absorbente. Por ejemplo, los salvaslips y los protectores para la incontinencia pueden formarse con la estructura fibrosa 30 que se coloca entre una lámina superior y una lámina inferior, para funcionar como al menos parte de un núcleo absorbente, como se describió anteriormente con respecto a las Figuras 1 -2. Además, en algunas realizaciones, la estructura fibrosa 30 no incluye un componente aglutinante.
A continuación, se presentan los datos de la presente invención, en comparación con las muestras convencionales de material. Los datos que se presentan a continuación, se tomaron en dos puntos temporales distintos. El primer conjunto de datos -que se proporciona en la Tabla 1- se tomó poco después de la fabricación de las bandas que se describen en la presente memoria. El segundo conjunto de datos -que se proporciona en la Tabla 2 - se tomó varios meses después de que las bandas no tejidas se almacenaran en forma de rollo. Debido al almacenamiento, se observó una reducción en el
calibre y una reducción en la permeabilidad; sin embargo, se observó la misma tendencia en permeabilidad respecto a los materiales no tejidos de la presente invención, frente a las bandas no tejidas convencionales.
Métodos de ensayo
Se utilizaron los métodos de prueba siguientes.
(1) . Las mediciones de densidad lineal de fibra, que se proporcionan en la presente memoria, se obtuvieron utilizando el Método de prueba estándar de densidad lineal de fibras textiles, como se detalla en la designación D1577-07 de la ASTM.
(2) . Las mediciones para las longitudes de fibra, que se proporcionan en la presente memoria, se obtuvieron utilizando el Método de prueba estándar de longitud y distribución de longitudes de fibra cortada fabricada (prueba de una sola fibra), como se detalla en la designación D5103-07 de la ASTM.
(3) . Las mediciones de capacidad, que se proporcionan en la presente memoria, se obtuvieron utilizando el Método de prueba 10.1 de Worldwide Strategic Partners (WSP).
(4) . Las mediciones de calibre, que se proporcionan en la presente memoria, se obtuvieron utilizando el Método de prueba 120.6 de Worldwide Strategic Partners (WSP), utilizando una carga de 0,5 kpa. Para las muestras sometidas a prueba posteriorment, se utilizó un diámetro de yunque de 50,8 mm a una carga de 1,43 kPa, una velocidad de caída de 0,76 cm/s (0,3 pulgadas/segundo) y un tiempo de permanencia de 2 segundos.
(5) . Las mediciones de longitud de flexión en la MD y longitud de flexión en la CD, que se proporcionan en la presente memoria, se obtuvieron utilizando el Método de prueba 90.5 de Worldwide Strategic Partners (WSP). Para las muestras sometidas a prueba posteriormente, obsérvese que se utilizaron tamaños de muestra que fueron 25 mm por al menos 85 mm.
(6) . Las mediciones de permeabilidad al aire, que se proporcionan en la presente memoria, se obtuvieron utilizando el Método de prueba 70.1 de Worldwide Strategic Partners (WSP). Para las muestras sometidas a prueba posteriormente, se utilizaron una caída de presión de 125 Pa y un orificio de 38,3 centímetros cuadrados.
(7) . Las mediciones para gramaje, que se proporcionan en la presente memoria, se obtuvieron utilizando el Método de prueba 130.1 de Worldwide Strategic Partners (WSP).
(8) . Las mediciones de modo de radio de volumen de poro y la relación de volumen de poro, que se proporcionan en la presente memoria, se obtuvieron mediante el siguiente método con respecto a la distribución de volúmenes de poro.
Distribución de volúmenes de poro
Las mediciones de distribución de volúmenes de poro se llevan a cabo en un TRI/Autoporosimeter (TRI/Princeton Inc. de Princeton, NJ, EE. UU.) El TRI/Autoporosimeter es un instrumento automático que se controla por ordenador, para medir la absorción de volumen de poro y la distribución de tamaños de poro en materiales porosos. Aquí, las mediciones se llevan a cabo en una muestra inicialmente seca, utilizando una presión de confinamiento de 0,25 psi durante un ciclo de absorción, desorción y segunda absorción. Se miden los poros de entre 5 pm y 1000 pm. Puede encontrarse información sobre el TRI/Autoporosimeter, su funcionamiento y tratamiento de datos, en The Journal of Colloid and Interface Science 162 (1994), págs 163-170, que se incorpora como referencia en la presente memoria.
En la Figura 7 se muestra una representación del equipo TRI, y consiste en una balanza 800 con un depósito 801 de fluidos que está en comunicación de fluidos directa con la muestra 811 que reside en una cámara 810 de muestras sellada presurizada con aire. En la Figura 8 se muestra un ciclo de experimento ilustrativo.
La determinación de la absorción de volumen de poro o de la distribución de tamaños de poros, supone registrar el aumento de líquido que entra en un material poroso o lo abandona cuando se altera la presión del aire circundante. Una muestra queda expuesta en la cámara de ensayo a cambios en la presión de aire controlados de forma precisa. A medida que la presión del aire aumenta o disminuye, los espacios vacíos o poros del medio poroso expulsan o absorben fluido, respectivamente. La absorción de fluido total se determina como el volumen total de fluido absorbido por el medio poroso.
La distribución de tamaño de poro también puede ser determinada como la distribución del volumen de absorción de cada grupo de tamaño de poro, medida por el instrumento con la presión correspondiente. El tamaño de poro se expresa como el radio eficaz de un poro y está relacionado con el diferencial de presión mediante la siguiente relación.
Diferencial de presión = [2y cos 0)]/radio efectivo
donde y = tensión superficial del líquido, y 0 = ángulo de contacto
Para este experimento: y = 27 dinas/cm2 dividido por la aceleración de gravedad; cos 0 = 1°
El equipo automatizado funciona cambiando de forma precisa la presión del aire de la cámara de ensayo en incrementos que se especifican por el usuario, ya sea disminuyendo la presión (aumentando el tamaño de poro) para provocar la absorción de fluido por parte del medio poroso, o aumentado la presión (disminuyendo el tamaño de poro) para desaguar el medio poroso. El volumen de líquido absorbido (drenado) en cada incremento de presión permite obtener la distribución de tamaño de poro. La absorción de fluido es el volumen acumulado de todos los poros por parte del medio poroso a medida que aumenta hasta la saturación (p. ej. todos los poros llenos).
Condiciones experimentales:
Tomar un filtro de membrana de 9 cm de diámetro, de 0,22 pm (ásteres de celulosa mezclados, Millipore GSWP, EMD Millipore Corp., Billerica, MA, EE. UU.), adhiriendo el filtro a una frita porosa Monel 807 de 9 cm de diámetro por 0,6 cm de espesor, utilizando pintura por pulverización KRYLON® (FilmTools Gloss White Spray Paint, n.° 1501). Permitir que la frita/membrana se seque antes de su uso.
Llenar la base interior 812 de la cámara de muestras con hexadecano (comercializado por Sigma Aldrich, n. ° CAS 544-76-3). Colocar la membrana de la frita 807 hacia arriba, sobre la base de la cámara 810 de muestras, y fijarla en su lugar con un collarín 809 de cierre. Llenar el tubo 816 de conexión, el depósito 802, y la frita 807, con hexadecano, asegurándose de que no queden burbujas atrapadas en el tubo de conexión o en los poros dentro de la frita y de la membrana. Utilizando las patas de la base 811, nivelar la cámara de muestra y alinear la membrana con la superficie superior del fluido dentro del depósito.
Cortar con troquel una muestra cuadrada de 5,5 cm. Medir con una precisión de 0,1 mg la masa de la muestra. Se seleccionan una placa 804 de cubierta de plexiglás cuadrada de 5,5 cm y un peso 803 de confinamiento, para proporcionar una presión de confinamiento de 0,25 psi.
Colocar la parte superior de la cámara 808 de muestra en su lugar, y sellar la cámara. Aplicar la presión de aire adecuada a la celda (conexión 814) para conseguir un radio de poro efectivo de 5 pm. Cerrar la válvula 815 de líquido. Abrir la cámara de muestra, poner la muestra 805, la placa 804 de cubierta y el peso 803 de confinamiento en la cámara sobre la membrana 806, y sellar la cámara. Abrir la válvula 815 de líquido para permitir el movimiento libre de líquido a la balanza.
Seguir el sistema a través de una secuencia de tamaños de poro (presiones), como sigue (radio efectivo de poro en pm): 5, 10, 20, 30, 40, 50, 60, 70, 80, 90, 100, 120, 140, 160, 180, 200, 250, 300, 350, 400, 450, 500, 550, 600, 700, 800, 1000, 800, 700, 600, 550, 500, 450, 400, 350, 300, 250, 200, 180, 160, 140, 120, 100, 90, 80, 70, 60, 50, 40, 30, 20, 10, 5, 10, 20, 30, 40, 50, 60, 70, 80, 90, 100, 120, 140, 160, 180, 200, 250, 300, 350, 400, 450, 500, 500, 550, 600, 700, 800, 1000. La secuencia se hace progresar al siguiente radio cuando se mide en la balanza una velocidad de equilibrio inferior a 25 mg/min.
De forma similar, medir el blanco de captación/drenaje/ciclo de captación sin una muestra.
Sobre la base de los valores de volumen incrementales, calcular los valores corregidos respecto al blanco para el volumen acumulado, frente al radio de poro equivalente.
Volumen acumulado (mm3/mg) = [Absorción de fluido de muestra (mg) - Absorción de fluido del blanco (mg)] / Densidad de hexadecano (g/cm3) / Masa de la muestra (mg)
Volumen de poro (mm3/pm-g) = Cambio en el radio efectivo (pm) / [Cambio en el volumen acumulado (mm3/mg) x 1000]
Trazar el Volumen de poro (mm3/pm-g) frente al Radio efectivo (pm). Haciendo referencia a la Figura 8, determinar el valor de Volumen de poro (H) en el modo de Radio efectivo, a partir la curva de drenaje. Donde una línea vertical paralela al eje Y que se extiende desde el valor (H) al eje X define el Modo de radio de volumen de poro. A partir del pico, calcular el ancho (W) a mitad de altura ( / H) conectando los puntos de datos con líneas rectas, y calcular la Relación de volumen de poro como H/W, y aproximar con una precisión de 0,01 mm3/pm-g/pm.
En las Tablas 1 y 2 que siguen:
La muestra 1 es un material no tejido de fibra cortada de 55 gm2, que se produjo a partir de una mezcla homogénea de: (a) 25 % de fibras huecas espirales de tereftalato de polietileno (longitud de corte, 10 dtex);
(b) 35 % de fibras de rayón trilobuladas (longitud de corte, 3,3 dtex); y
(c) 40 % de fibras de polipropileno redondas (longitud de corte, 6,7 dtex).
La muestra 2 es un material no tejido de fibra cortada de 75 gm2, que se produjo a partir de una mezcla homogénea de: (a) 25 % de fibras huecas espirales de tereftalato de polietileno (longitud de corte, 10 dtex);
(b) 35 % de fibras de rayón trilobuladas (longitud de corte, 3,3 dtex); y
(c) 40 % de fibras de polipropileno redondas (longitud de corte, 6,7 dtex).
La muestra comparativa 3 es un material no tejido de fibra cortada cardada de 55 gm2, que se produjo a partir de una mezcla homogénea de:
(a) 40 % de fibras de rayón viscosa redondas (longitud de corte, 1,7 dtex); y
(b) 60 % de fibras de polipropileno redondas (longitud de corte, 1,7 dtex).
La muestra comparativa 4 es un material no tejido de fibra cortada cardada de 55 gm2, que se produjo a partir de una mezcla homogénea de:
(a) 60 % de fibras de rayón viscosa redonda (longitud de corte, 1,7 dtex); y
(b) 40 % de fibras de polipropileno redondas (longitud de corte, 1,7 dtex).
La muestra comparativa 5 es un material no tejido de fibra cortada cardada de 50 gm2, que se produjo a partir de una mezcla homogénea de:
(a) 25 % de fibras huecas espirales de tereftalato de polietileno (longitud de corte, 10 dtex);
(b) 35 % de fibras de rayón trilobuladas (longitud de corte, 3,3 dtex); y
(c) 40 % de fibras de polipropileno redondas (longitud de corte, 1,7 dtex).
La muestra comparativa 6 es un material no tejido de fibra cortada cardada de 55 gm2, que se produjo a partir de una mezcla homogénea de:
(a) 25 % de fibras huecas espirales de tereftalato de polietileno (longitud de corte, 10 dtex);
(b) 35 % de fibras de rayón viscosa (longitud de corte, 1,7 dtex); y
(c) 40 % de fibras de polipropileno redondas (longitud de corte, 6,7 dtex).
A menos que se especifique otra cosa, todas las pruebas que se describen en la presente memoria, se llevaron a cabo en muestras acondicionadas a una temperatura de aproximadamente 23 °C ± 2,2 0C (73 0F ± 4 0F) y una humedad relativa de 50 % ± 4 %, durante 2 horas antes de la prueba. Como se ilustra en las tablas que siguen, la fibra cortada no tejida cardada ilustrativa mostró los siguientes parámetros.

Tabla 1
Se sometieron a prueba las siguientes muestras con las muestras obtenidas de los rodillos de material no tejido. Obsérvese que la muestra 4, descrita anteriormente, no se sometió a prueba posteriormente, ya que no se disponía del material.
La Muestra comparativa 7 es un material no tejido unido a látex cardado de 43 gm2, que se produjo a partir de una mezcla homogénea de:
(a) 35 % de fibras huecas espirales de tereftalato de polietileno (longitud de corte, 10 dtex);
(b) 35 % de fibras de tereftalato de polietileno redondas (longitud de corte, 6,7 dtex); y
(c) 30 % de látex.
La Muestra comparativa 8 es un material no tejido unido a látex cardado de 60 gm2, que se produjo a partir de una mezcla homogénea de:
(a) 35 % de fibras huecas espirales de tereftalato de polietileno (longitud de corte, 10 dtex);
(b) 35 % de fibras de tereftalato de polietileno redondas (longitud de corte, 6 dtex); y
(c) 30 % de látex.
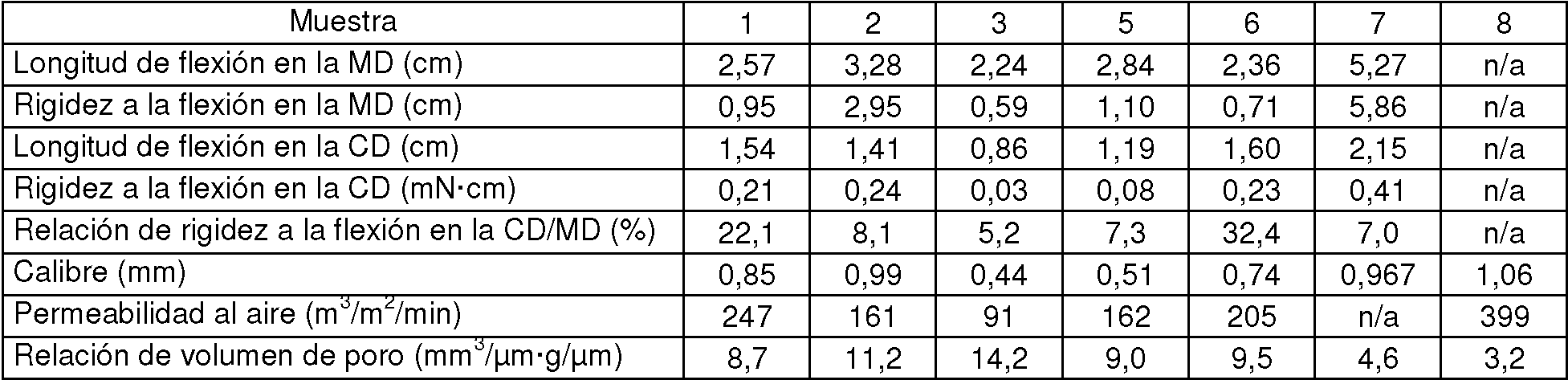

Tabla 2
Las dimensiones y valores descritos en la presente memoria no deben entenderse como estrictamente limitados a los valores numéricos exactos indicados. Sino que, salvo que se indique lo contrario, debe considerarse que cada dimensión significa tanto el valor indicado como un intervalo funcionalmente equivalente en torno a ese valor. Por ejemplo, una dimensión descrita como “40 mm” significa “ aproximadamente 40 mm.”
Claims (6)
1. Un material no tejido de fibra cortada cardada que tiene un gramaje de entre 40 gramos por metro cuadrado (gm2) y 150 gm2, comprendiendo el material no tejido de fibra cortada cardada una mezcla de fibras absorbentes, fibras de refuerzo y fibras de relleno, caracterizado por que el material no tejido de fibra cortada cardada se refuerza sin calor tiene una permeabilidad al aire de entre aproximadamente 100 m3/m2/min y aproximadamente 500 m3/m2/min, y un modo de radio de volumen de poro de entre aproximadamente 60 pm y aproximadamente 120 pm, en donde las fibras de refuerzo comprenden fibras huecas y espirales, formadas a partir de tereftalato de polietileno (PET), en donde las fibras de refuerzo tienen una densidad lineal de entre 6 dtex y 15 dtex; las fibras de relleno comprenden fibras sólidas y redondas formadas a partir de polipropileno (PP), en donde las fibras de relleno tienen una densidad lineal de 3 dtex o mayor, las fibras absorbentes comprenden fibras trilobulares conformadas a partir de rayón, en donde las fibras absorbentes tienen una densidad lineal de entre 2 dtex y 6 dtex, y las fibras de refuerzo forman de un 10 % a un 50 % en peso del material no tejido de fibra cortada cardada, y las fibras absorbentes forman de un 10 % a un 50 % en peso del material no tejido de fibra cortada cardada.
2. El material no tejido de fibra cortada cardada de la reivindicación 1, caracterizado por que el material no tejido de fibra cortada cardada tiene un espesor de entre aproximadamente 0,08 mm y aproximadamente 0,20 mm por 10 gm2 de gramaje.
3. El material no tejido de fibra cortada cardada de cualquiera de las reivindicaciones anteriores, caracterizado por que el material no tejido de fibra cortada cardada tiene un calibre de entre aproximadamente 0,5 mm y aproximadamente 3 mm.
4. El material no tejido de fibra cortada cardada de cualquiera de las reivindicaciones anteriores, caracterizado por que el material no tejido de fibra cortada cardada tiene un gramaje de entre 45 gm2 y 85 gm2.
5. El material no tejido de fibra cortada cardada de cualquiera de las reivindicaciones anteriores, caracterizado por que el material no tejido de fibra cortada cardada tiene una rigidez a la flexión en la MD inferior a aproximadamente 4,8 mN-cm.
6. El material no tejido de fibra cortada cardada de cualquiera de las reivindicaciones anteriores, caracterizado por que el material no tejido de fibra cortada cardada tiene una relación de volumen de poro mayor de aproximadamente 8.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201462008677P | 2014-06-06 | 2014-06-06 | |
| PCT/US2015/034337 WO2015188032A1 (en) | 2014-06-06 | 2015-06-05 | Carded staple fiber nonwovens |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| ES2783274T3 true ES2783274T3 (es) | 2020-09-17 |
Family
ID=53398245
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| ES15729048T Active ES2783274T3 (es) | 2014-06-06 | 2015-06-05 | Materiales no tejidos de fibra cortada cardada |
Country Status (12)
| Country | Link |
|---|---|
| US (2) | US10307309B2 (es) |
| EP (1) | EP3151802B1 (es) |
| JP (1) | JP6313868B2 (es) |
| CN (1) | CN106460268B (es) |
| BR (1) | BR112016028320A2 (es) |
| CA (1) | CA2948889A1 (es) |
| ES (1) | ES2783274T3 (es) |
| HU (1) | HUE049497T2 (es) |
| IL (1) | IL249358A0 (es) |
| MX (1) | MX2016016074A (es) |
| RU (1) | RU2016147035A (es) |
| WO (1) | WO2015188032A1 (es) |
Families Citing this family (80)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| MX2016016074A (es) | 2014-06-06 | 2017-02-23 | Procter & Gamble | Telas no tejidas de fibras discontinuas cardadas. |
| US10729600B2 (en) | 2015-06-30 | 2020-08-04 | The Procter & Gamble Company | Absorbent structure |
| WO2017079599A1 (en) | 2015-11-04 | 2017-05-11 | The Procter & Gamble Company | Absorbent structure |
| BR112018009100A8 (pt) | 2015-11-04 | 2019-02-26 | Procter & Gamble | estrutura absorvente |
| WO2017079601A1 (en) * | 2015-11-04 | 2017-05-11 | The Procter & Gamble Company | Absorbent structure |
| DE102016005158A1 (de) * | 2016-04-28 | 2017-11-02 | Sandler Ag | Flüssigkeitsaufnahme und -verteilvlies für Hygieneartikel |
| CN109789041B (zh) * | 2016-10-11 | 2021-12-10 | 宝洁公司 | 小巧的一次性吸收制品 |
| US20180169832A1 (en) * | 2016-12-21 | 2018-06-21 | The Procter & Gamble Company | Method for etching an absorbent structure |
| US11369524B2 (en) * | 2016-12-21 | 2022-06-28 | The Procter & Gamble Company | Absorbent structure |
| WO2018136925A1 (en) * | 2017-01-23 | 2018-07-26 | Tredegar Film Products Corporation | Hydroformed composite material and method for making same |
| US11259967B2 (en) | 2017-02-24 | 2022-03-01 | Principle Business Enterprises, Inc. | Absorbent composite |
| HUE070828T2 (hu) | 2017-05-12 | 2025-07-28 | Procter & Gamble | Nõi higiéniai termék |
| EP3621572B1 (en) | 2017-05-12 | 2026-04-29 | The Procter & Gamble Company | Feminine hygiene article |
| EP4450038A3 (en) | 2017-05-12 | 2025-01-01 | The Procter & Gamble Company | Feminine hygiene article |
| EP3621571B1 (en) | 2017-05-12 | 2023-06-14 | The Procter & Gamble Company | Feminine hygiene article |
| EP3658089B1 (en) * | 2017-07-24 | 2024-11-27 | The Procter & Gamble Company | Absorbent articles having a secondary topsheet |
| HUE068792T2 (hu) * | 2017-09-29 | 2025-01-28 | Procter & Gamble | Réteg nedvszívó termékhez |
| US20190193053A1 (en) * | 2017-12-26 | 2019-06-27 | The Procter & Gamble Company | Fluid etched foam |
| KR20200136956A (ko) * | 2018-03-26 | 2020-12-08 | 에씨티 하이진 앤 헬쓰 악티에볼라그 | 탑시트 및 획득층을 가진 일회용 흡수성 위생 용품 |
| WO2019200045A1 (en) | 2018-04-11 | 2019-10-17 | The Procter & Gamble Company | Absorbent articles and methods of making the same |
| US12036104B2 (en) | 2018-04-11 | 2024-07-16 | The Procter & Gamble Company | Disposable absorbent articles with improved edge flexibility |
| CN111867540A (zh) | 2018-04-11 | 2020-10-30 | 宝洁公司 | 折叠的一次性吸收制品 |
| WO2020004007A1 (ja) | 2018-06-25 | 2020-01-02 | 東レ株式会社 | フィルター用スパンボンド不織布およびその製造方法 |
| US11414818B2 (en) | 2018-08-23 | 2022-08-16 | Eastman Chemical Company | Dewatering in paper making process |
| US11441267B2 (en) | 2018-08-23 | 2022-09-13 | Eastman Chemical Company | Refining to a desirable freeness |
| US11299854B2 (en) * | 2018-08-23 | 2022-04-12 | Eastman Chemical Company | Paper product articles |
| US11339537B2 (en) | 2018-08-23 | 2022-05-24 | Eastman Chemical Company | Paper bag |
| US11390996B2 (en) | 2018-08-23 | 2022-07-19 | Eastman Chemical Company | Elongated tubular articles from wet-laid webs |
| US11286619B2 (en) | 2018-08-23 | 2022-03-29 | Eastman Chemical Company | Bale of virgin cellulose and cellulose ester |
| US11530516B2 (en) | 2018-08-23 | 2022-12-20 | Eastman Chemical Company | Composition of matter in a pre-refiner blend zone |
| US11421385B2 (en) | 2018-08-23 | 2022-08-23 | Eastman Chemical Company | Soft wipe comprising cellulose acetate |
| US11313081B2 (en) | 2018-08-23 | 2022-04-26 | Eastman Chemical Company | Beverage filtration article |
| US11525215B2 (en) | 2018-08-23 | 2022-12-13 | Eastman Chemical Company | Cellulose and cellulose ester film |
| US11414791B2 (en) | 2018-08-23 | 2022-08-16 | Eastman Chemical Company | Recycled deinked sheet articles |
| US11639579B2 (en) | 2018-08-23 | 2023-05-02 | Eastman Chemical Company | Recycle pulp comprising cellulose acetate |
| US11401659B2 (en) | 2018-08-23 | 2022-08-02 | Eastman Chemical Company | Process to produce a paper article comprising cellulose fibers and a staple fiber |
| US11519132B2 (en) | 2018-08-23 | 2022-12-06 | Eastman Chemical Company | Composition of matter in stock preparation zone of wet laid process |
| US11401660B2 (en) | 2018-08-23 | 2022-08-02 | Eastman Chemical Company | Broke composition of matter |
| US11390991B2 (en) | 2018-08-23 | 2022-07-19 | Eastman Chemical Company | Addition of cellulose esters to a paper mill without substantial modifications |
| US11466408B2 (en) | 2018-08-23 | 2022-10-11 | Eastman Chemical Company | Highly absorbent articles |
| US11479919B2 (en) | 2018-08-23 | 2022-10-25 | Eastman Chemical Company | Molded articles from a fiber slurry |
| US11408128B2 (en) * | 2018-08-23 | 2022-08-09 | Eastman Chemical Company | Sheet with high sizing acceptance |
| US11492755B2 (en) | 2018-08-23 | 2022-11-08 | Eastman Chemical Company | Waste recycle composition |
| US11420784B2 (en) | 2018-08-23 | 2022-08-23 | Eastman Chemical Company | Food packaging articles |
| US11512433B2 (en) | 2018-08-23 | 2022-11-29 | Eastman Chemical Company | Composition of matter feed to a head box |
| US11492756B2 (en) | 2018-08-23 | 2022-11-08 | Eastman Chemical Company | Paper press process with high hydrolic pressure |
| US11230811B2 (en) | 2018-08-23 | 2022-01-25 | Eastman Chemical Company | Recycle bale comprising cellulose ester |
| US11332888B2 (en) | 2018-08-23 | 2022-05-17 | Eastman Chemical Company | Paper composition cellulose and cellulose ester for improved texturing |
| US11421387B2 (en) | 2018-08-23 | 2022-08-23 | Eastman Chemical Company | Tissue product comprising cellulose acetate |
| US11306433B2 (en) | 2018-08-23 | 2022-04-19 | Eastman Chemical Company | Composition of matter effluent from refiner of a wet laid process |
| US11492757B2 (en) | 2018-08-23 | 2022-11-08 | Eastman Chemical Company | Composition of matter in a post-refiner blend zone |
| US11332885B2 (en) | 2018-08-23 | 2022-05-17 | Eastman Chemical Company | Water removal between wire and wet press of a paper mill process |
| US20200071882A1 (en) * | 2018-08-29 | 2020-03-05 | Eastman Chemical Company | Cellulose acetate fiber blends for thermal insulation batting |
| US12303364B2 (en) | 2018-11-29 | 2025-05-20 | The Procter & Gamble Company | Absorbent articles including non-elasticated cuffs |
| USD897545S1 (en) * | 2018-11-30 | 2020-09-29 | Min Young Bhang | Medical patch |
| US11655572B2 (en) | 2018-12-17 | 2023-05-23 | The Procter & Gamble Company | Method and apparatus for relofting a nonwoven substrate |
| US20200306096A1 (en) * | 2019-03-29 | 2020-10-01 | The Procter & Gamble Company | Nonwoven suitable for use in absorbent article |
| EP4218702B1 (en) | 2019-03-29 | 2025-07-16 | The Procter & Gamble Company | Fluid management layer for an absorbent article |
| EP3946190B1 (en) | 2019-04-04 | 2024-02-14 | The Procter & Gamble Company | Absorbent layer for an absorbent article |
| WO2020205476A1 (en) * | 2019-04-04 | 2020-10-08 | The Procter & Gamble Company | Absorbent article with improved performance |
| CN110318161B (zh) * | 2019-05-13 | 2020-09-08 | 山东寿光鲁清石化有限公司 | 一种用于尿不湿的基底材料及其制备方法 |
| WO2020247972A1 (en) | 2019-06-03 | 2020-12-10 | The Procter & Gamble Company | Disposable absorbent articles |
| CN110393639A (zh) * | 2019-08-29 | 2019-11-01 | 上海纺织建筑设计研究院有限公司 | 一种草坪结构的纸尿裤导流层及其制备方法 |
| JP2022551170A (ja) * | 2019-10-15 | 2022-12-07 | ザ プロクター アンド ギャンブル カンパニー | 吸収性物品 |
| GB2609818B (en) | 2020-04-22 | 2025-04-23 | Procter & Gamble | Improved adhesive for an absorbent article |
| JP2023537265A (ja) | 2020-07-30 | 2023-08-31 | ザ プロクター アンド ギャンブル カンパニー | 天然繊維を有する吸収性物品パッケージ材料 |
| EP4188829A1 (en) | 2020-07-30 | 2023-06-07 | The Procter & Gamble Company | Absorbent article package material with natural fibres |
| DE112021004053T5 (de) | 2020-07-30 | 2023-08-03 | The Procter & Gamble Company | Verpackungsmaterial für absorptionsartikel mit naturfasern |
| CN116367802A (zh) * | 2020-10-02 | 2023-06-30 | 宝洁公司 | 具有改善的性能的吸收制品 |
| CN116437883B (zh) | 2020-10-09 | 2026-04-14 | 宝洁公司 | 具有天然纤维的密封吸收制品包装件 |
| CN116635581A (zh) * | 2020-12-31 | 2023-08-22 | 金伯利-克拉克环球有限公司 | 纤维纤网以及由其制成的涌流层 |
| JP7583185B2 (ja) | 2021-03-08 | 2024-11-13 | ザ プロクター アンド ギャンブル カンパニー | 吸収性物品 |
| WO2022240635A1 (en) | 2021-05-10 | 2022-11-17 | The Procter & Gamble Company | Disposable absorbent article |
| WO2023009686A1 (en) | 2021-07-30 | 2023-02-02 | The Procter & Gamble Company | Sealed absorbent article package with natural fibers |
| EP4401692A1 (en) | 2021-09-14 | 2024-07-24 | The Procter & Gamble Company | Collection of absorbent article packages |
| US20230135421A1 (en) | 2021-10-20 | 2023-05-04 | The Procter & Gamble Company | Adhesive for an absorbent article |
| JP2024540553A (ja) | 2021-12-01 | 2024-10-31 | ザ プロクター アンド ギャンブル カンパニー | 天然繊維を有する吸収性物品パッケージのアレイ |
| CN118871071A (zh) | 2022-03-09 | 2024-10-29 | 宝洁公司 | 女性卫生制品 |
| EP4683601A1 (en) | 2023-03-21 | 2026-01-28 | The Procter & Gamble Company | Absorbent article packaged in a material comprising natural fibers |
| WO2025136725A1 (en) * | 2023-12-18 | 2025-06-26 | The Procter & Gamble Company | Absorbent article having one or more layers including cellulosic fibers |
Family Cites Families (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4321924A (en) | 1980-05-12 | 1982-03-30 | The Procter & Gamble Company | Bordered disposable absorbent article |
| US4425130A (en) | 1981-06-12 | 1984-01-10 | The Procter & Gamble Company | Compound sanitary napkin |
| US4589876A (en) | 1983-07-05 | 1986-05-20 | The Procter & Gamble Company | Sanitary napkin |
| JPS61113812A (ja) | 1985-09-25 | 1986-05-31 | Asahi Chem Ind Co Ltd | 嵩高性ビスコ−スレ−ヨンフイラメント |
| GB2208277B (en) | 1987-07-30 | 1991-11-13 | Courtaulds Plc | Cellulosic fibre |
| US4950264A (en) | 1988-03-31 | 1990-08-21 | The Procter & Gamble Company | Thin, flexible sanitary napkin |
| ES2164751T3 (es) | 1995-06-19 | 2002-03-01 | Procter & Gamble | Hojas superiores dobles perforadas para articulos absorbentes. |
| US6060638A (en) * | 1995-12-22 | 2000-05-09 | Kimberly-Clark Worldwide, Inc. | Matched permeability liner/absorbent structure system for absorbent articles and the like |
| SE514864C2 (sv) | 1997-06-26 | 2001-05-07 | Sca Hygiene Prod Ab | Insläpps- eller transportskikt för absorberande alster samt absorberande alster innefattande ett dylikt skikt och användning av skiktet |
| US20020090875A1 (en) | 1999-06-18 | 2002-07-11 | Vincent P. Lasko | Unitized cover and absorbent transfer layer |
| JP4543196B2 (ja) * | 2000-07-06 | 2010-09-15 | 株式会社日本吸収体技術研究所 | 複相構造を持った不織布およびその製造法 |
| US7732657B2 (en) | 2002-12-20 | 2010-06-08 | The Procter & Gamble Company | Absorbent article with lotion-containing topsheet |
| MXPA05005755A (es) | 2002-12-20 | 2005-08-16 | Procter & Gamble | Trama fibrosa de hilos en bucle. |
| EP1504739B1 (en) * | 2003-08-07 | 2013-01-30 | The Procter & Gamble Company | Latex bonded acquisition layer for absorbent articles |
| EP1504741A1 (en) | 2003-08-07 | 2005-02-09 | The Procter & Gamble Company | Latex bonded acquisition layer having pressure insensitive liquid handling properties |
| US20050136773A1 (en) * | 2003-12-22 | 2005-06-23 | Kimberly-Clark Worldwide, Inc. | Treated nonwoven material |
| WO2006031625A2 (en) * | 2004-09-10 | 2006-03-23 | Invista Technologies S.A.R.L. | Extensible fibers, method for their production and use |
| US20080113574A1 (en) * | 2006-11-14 | 2008-05-15 | Neron Rene B | Wound care product made from bulked filament tow |
| JP2008127688A (ja) * | 2006-11-16 | 2008-06-05 | Nippon Paper Crecia Co Ltd | ドライ又はウェット清掃ワイパー用特定パターン不織布シートと加工製品 |
| EP2226047B1 (en) | 2009-03-06 | 2019-06-26 | The Procter and Gamble Company | Absorbent core |
| BR112012031298A2 (pt) | 2010-06-29 | 2017-11-07 | Procter & Gamble | artigo absorvente tendo punho para as pernas aprimorado |
| JP5481314B2 (ja) * | 2010-08-17 | 2014-04-23 | クラレクラフレックス株式会社 | 積層不織布及びワイパー |
| US20120238978A1 (en) * | 2011-03-15 | 2012-09-20 | Paul Thomas Weisman | Fluid Permeable Structured Fibrous Web |
| RU2477112C1 (ru) | 2011-12-21 | 2013-03-10 | Федеральное государственное унитарное предприятие "Аварийно-технический центр Минатома России" (Санкт-Петербург) | Слоистое абсорбирующее изделие |
| DE102012015219A1 (de) * | 2012-08-03 | 2014-02-06 | Sandler Ag | Zwischenspeichervlies |
| MX2016016074A (es) | 2014-06-06 | 2017-02-23 | Procter & Gamble | Telas no tejidas de fibras discontinuas cardadas. |
-
2015
- 2015-06-05 MX MX2016016074A patent/MX2016016074A/es unknown
- 2015-06-05 JP JP2016570293A patent/JP6313868B2/ja active Active
- 2015-06-05 RU RU2016147035A patent/RU2016147035A/ru not_active Application Discontinuation
- 2015-06-05 WO PCT/US2015/034337 patent/WO2015188032A1/en not_active Ceased
- 2015-06-05 ES ES15729048T patent/ES2783274T3/es active Active
- 2015-06-05 EP EP15729048.7A patent/EP3151802B1/en active Active
- 2015-06-05 US US14/731,802 patent/US10307309B2/en active Active
- 2015-06-05 CA CA2948889A patent/CA2948889A1/en not_active Abandoned
- 2015-06-05 BR BR112016028320A patent/BR112016028320A2/pt not_active Application Discontinuation
- 2015-06-05 HU HUE15729048A patent/HUE049497T2/hu unknown
- 2015-06-05 CN CN201580026803.7A patent/CN106460268B/zh active Active
-
2016
- 2016-12-04 IL IL249358A patent/IL249358A0/en unknown
-
2019
- 2019-04-23 US US16/392,281 patent/US11285055B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| US20190247244A1 (en) | 2019-08-15 |
| EP3151802A1 (en) | 2017-04-12 |
| CN106460268A (zh) | 2017-02-22 |
| CN106460268B (zh) | 2019-06-18 |
| US11285055B2 (en) | 2022-03-29 |
| MX2016016074A (es) | 2017-02-23 |
| EP3151802B1 (en) | 2020-01-22 |
| IL249358A0 (en) | 2017-02-28 |
| RU2016147035A3 (es) | 2018-07-10 |
| US10307309B2 (en) | 2019-06-04 |
| HUE049497T2 (hu) | 2020-09-28 |
| CA2948889A1 (en) | 2015-12-10 |
| WO2015188032A1 (en) | 2015-12-10 |
| RU2016147035A (ru) | 2018-07-10 |
| JP2017516924A (ja) | 2017-06-22 |
| JP6313868B2 (ja) | 2018-04-18 |
| BR112016028320A2 (pt) | 2017-08-22 |
| US20150351976A1 (en) | 2015-12-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| ES2783274T3 (es) | Materiales no tejidos de fibra cortada cardada | |
| ES2970791T3 (es) | Estructuras fibrosas cohesionadas por chorro de agua | |
| ES3032384T3 (en) | Absorbent article having improved comfort | |
| ES2995858T3 (en) | Layer for absorbent article | |
| ES2156919T5 (es) | Hoja absorbente y procedimiento de producción de la misma. | |
| US9649228B2 (en) | Absorbent article with dual core | |
| JP5868110B2 (ja) | 吸収性物品 | |
| US11389336B2 (en) | Absorbent structure with stratified distribution layer | |
| ES2613250T3 (es) | Material absorbente de múltiples capas | |
| CN103957857B (zh) | 吸收性物品 | |
| RU2670947C2 (ru) | Абсорбирующий компонент для одноразовых абсорбирующих изделий, содержащий интегрированный слой приема | |
| ES2920951T3 (es) | Estructura absorbente que comprende estructura de liberación | |
| BRPI1100111B1 (pt) | Camada de transferência para artigo absorvente e artigo absorvente | |
| TWM479732U (zh) | 吸收性物品 | |
| BR102012023778B1 (pt) | artigo absorvente incluindo material composto absorvente resiliente | |
| BR102012023829B1 (pt) | material composto absorvente resiliente | |
| CA2311608A1 (en) | A unitized cover and absorbent transfer layer | |
| US20130165884A1 (en) | Liner for incontinence | |
| ES2606308T3 (es) | Estructura ondulada para un artículo absorbente | |
| TWI763882B (zh) | 吸收性物品的透液性薄片用不織布及不織布卷 | |
| US12115052B2 (en) | Feminine hygiene pad with advantageous lateral gathering features | |
| JP2019216856A (ja) | 吸収性物品の吸収体 | |
| CN108472184A (zh) | 包含具有有长纤维的织片的吸收体在内的吸收性物品 |