ES2831334T3 - Método de fabricación de vidrio templado al vacío - Google Patents
Método de fabricación de vidrio templado al vacío Download PDFInfo
- Publication number
- ES2831334T3 ES2831334T3 ES16874540T ES16874540T ES2831334T3 ES 2831334 T3 ES2831334 T3 ES 2831334T3 ES 16874540 T ES16874540 T ES 16874540T ES 16874540 T ES16874540 T ES 16874540T ES 2831334 T3 ES2831334 T3 ES 2831334T3
- Authority
- ES
- Spain
- Prior art keywords
- glass
- vacuum
- heating
- glass substrates
- sealed
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Classifications
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/66—Units comprising two or more parallel glass or like panes permanently secured together
- E06B3/6612—Evacuated glazing units
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C27/00—Joining pieces of glass to pieces of other inorganic material; Joining glass to glass other than by fusing
- C03C27/06—Joining glass to glass by processes other than fusing
- C03C27/08—Joining glass to glass by processes other than fusing with the aid of intervening metal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K1/00—Soldering, e.g. brazing, or unsoldering
- B23K1/0008—Soldering, e.g. brazing, or unsoldering specially adapted for particular articles or work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K1/00—Soldering, e.g. brazing, or unsoldering
- B23K1/002—Soldering by means of induction heating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K1/00—Soldering, e.g. brazing, or unsoldering
- B23K1/005—Soldering by means of radiant energy
- B23K1/0056—Soldering by means of radiant energy soldering by means of beams, e.g. lasers, electron beams [EB]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K3/00—Tools, devices or special appurtenances for soldering, e.g. brazing, or unsoldering, not specially adapted for particular methods
- B23K3/08—Auxiliary devices therefor
- B23K3/087—Soldering or brazing jigs, fixtures or clamping means
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B23/00—Re-forming shaped glass
- C03B23/20—Uniting glass pieces by fusing without substantial reshaping
- C03B23/24—Making hollow glass sheets or bricks
- C03B23/245—Hollow glass sheets
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/66—Units comprising two or more parallel glass or like panes permanently secured together
- E06B3/673—Assembling the units
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/66—Units comprising two or more parallel glass or like panes permanently secured together
- E06B3/673—Assembling the units
- E06B3/67339—Working the edges of already assembled units
- E06B3/6736—Heat treatment
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/66—Units comprising two or more parallel glass or like panes permanently secured together
- E06B3/677—Evacuating or filling the gap between the panes ; Equilibration of inside and outside pressure; Preventing condensation in the gap between the panes; Cleaning the gap between the panes
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/66—Units comprising two or more parallel glass or like panes permanently secured together
- E06B3/677—Evacuating or filling the gap between the panes ; Equilibration of inside and outside pressure; Preventing condensation in the gap between the panes; Cleaning the gap between the panes
- E06B3/6775—Evacuating or filling the gap during assembly
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/50—Inorganic materials other than metals or composite materials
- B23K2103/54—Glass
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C2203/00—Production processes
- C03C2203/10—Melting processes
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C2218/00—Methods for coating glass
- C03C2218/30—Aspects of methods for coating glass not covered above
- C03C2218/32—After-treatment
- C03C2218/328—Partly or completely removing a coating
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/66—Units comprising two or more parallel glass or like panes permanently secured together
- E06B3/663—Elements for spacing panes
- E06B3/66309—Section members positioned at the edges of the glazing unit
- E06B3/66333—Section members positioned at the edges of the glazing unit of unusual substances, e.g. wood or other fibrous materials, glass or other transparent materials
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/66—Units comprising two or more parallel glass or like panes permanently secured together
- E06B3/673—Assembling the units
- E06B3/67326—Assembling spacer elements with the panes
- E06B3/67334—Assembling spacer elements with the panes by soldering; Preparing the panes therefor
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02A—TECHNOLOGIES FOR ADAPTATION TO CLIMATE CHANGE
- Y02A30/00—Adapting or protecting infrastructure or their operation
- Y02A30/24—Structural elements or technologies for improving thermal insulation
- Y02A30/249—Glazing, e.g. vacuum glazing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02B—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO BUILDINGS, e.g. HOUSING, HOUSE APPLIANCES OR RELATED END-USER APPLICATIONS
- Y02B80/00—Architectural or constructional elements improving the thermal performance of buildings
- Y02B80/22—Glazing, e.g. vaccum glazing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P40/00—Technologies relating to the processing of minerals
- Y02P40/50—Glass production, e.g. reusing waste heat during processing or shaping
- Y02P40/57—Improving the yield, e-g- reduction of reject rates
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Organic Chemistry (AREA)
- Materials Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- Ceramic Engineering (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Geochemistry & Mineralogy (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Thermal Sciences (AREA)
- Joining Of Glass To Other Materials (AREA)
Abstract
Un método para fabricar vidrio templado al vacío, caracterizado por que el método de fabricación comprende las siguientes etapas: (1) preparar una capa metalizada en una región a sellar sobre el sustrato de vidrio, y templar o reforzar térmicamente los sustratos de vidrio; (2) aplicar una soldadura de metal sobre la capa metalizada; (3) precalentar y superponer los sustratos de vidrio, mediante uno de los siguientes métodos: a. calentar a 60-230 °C los dos sustratos de vidrio, respectivamente, disponer opuestas entre sí las capas metalizadas de las regiones a sellar de los dos sustratos de vidrio, y superponer los sustratos de vidrio de manera que la soldadura metálica quede situada entre las capas metalizadas de las regiones a sellar; y b. disponer opuestas entre sí las capas metalizadas de las regiones a sellar de los dos sustratos de vidrio, superponer los sustratos de vidrio de manera que la soldadura de metal quede situada entre las capas metalizadas de las regiones a sellar, y calentar integralmente a 60-230 °C los dos sustratos de vidrio superpuestos; (4) continuar calentando un conjunto de vidrio templado en una cámara de vacío para mantener el conjunto de vidrio templado en el intervalo de temperatura de calentamiento de la etapa (3), y formar en la cámara de vacío un grado de vacío predeterminado; y (5) sellar herméticamente las capas metalizadas en la cámara de vacío mediante un proceso de soldadura fuerte de metal para completar el proceso de fabricación del vidrio al vacío, donde el proceso de soldadura fuerte de metal se adopta para llevar a cabo un calentamiento local en la región a sellar, donde el modo de calentamiento de calentamiento por láser, calentamiento por llama, calentamiento por corriente eléctrica, calentamiento por inducción, calentamiento por microondas, calentamiento por radiación o calentamiento por convección.
Description
DESCRIPCIÓN
Método de fabricación de vidrio templado al vacío
Antecedentes
Campo técnico
La presente invención se refiere al campo de fabricación de vidrio al vacío y, en particular, se refiere a un método de fabricación de vidrio templado al vacío y a una línea de producción de vidrio templado al vacío basada en el método de fabricación.
Técnica relacionada
Debido a su excelente aislamiento térmico, aislamiento acústico y efectos de ahorro de energía, el vidrio al vacío representa la dirección de desarrollo de la nueva generación de vidrio arquitectónico con ahorro de energía, y se ha visto cada vez más popularizado y utilizado. El vidrio al vacío se investigó por primera vez en la década de los 90. Por ejemplo, la solicitud de patente de Australia n.° AU94192667.2 divulga un método de fabricación de vidrio al vacío, que abrió la puerta a la investigación del vidrio al vacío. En consecuencia, se llevaron a cabo ciertas investigaciones sobre esta tecnología a nivel nacional e internacional. Sin embargo, debido a motivos tecnológicos, el vidrio al vacío fabricado es un vidrio al vacío con vidrio no templado y no cumple los estándares del vidrio arquitectónico de seguridad, lo que obstruye en gran medida la aplicación de vidrio al vacío en edificios de gran altura y determinadas situaciones especiales. Cómo fabricar vidrio templado al vacío se ha convertido en el foco de investigación a nivel nacional e internacional. En respuesta a esto, el solicitante propuso un método de sellado de placas de vidrio compuestas en la patente de China n.° 201010508421.7. El método hace uso de un metal con bajo punto de fusión para sellar la periferia del vidrio al vacío, y resuelve con éxito el problema global asociado a otros procesos de sellado que pueden provocar fácilmente el destemple del sustrato de vidrio templado, logrando así fabricar exitosamente vidrio templado al vacío y promoviendo el desarrollo y una amplia aplicación del vidrio al vacío.
El documento US 8.944.308 B2 se refiere a un método para producir vidrio al vacío, mediante el cual en primer lugar se sueldan o fijan a la porción de borde de las placas de vidrio unas láminas de metal que se extienden más allá del borde de las placas de vidrio y, en segundo lugar, se superponen y se sueldan entre sí las mismas utilizando p. ej. soldadura láser dentro de una cámara de vacío fuera de la región de placa de vidrio y, finalmente, se doblan hacia las placas de vidrio.
El documento US 2013/0291599 A1 divulga un dispositivo para procesar de forma continua un miembro de vidrio al vacío. Las placas de vidrio pueden comprender capas de metal recubiertas previamente con soldadura, y se sellan p. ej. mediante soldadura por láser dentro de una cámara de vacío. Todo el proceso de sellado del vidrio al vacío se lleva a cabo a una temperatura normal, lo que se considera una de las principales ventajas del presente documento.
El documento US 7.204.102 B1 divulga un método para fabricar vidrio templado al vacío, donde como material de soldadura se usa indio o una aleación de indio con una temperatura de fusión de p. ej. 157 °C. Las placas de vidrio combinadas se calientan uniformemente a una temperatura igual o inferior a 220 °C, para formar un sello.
Cuando se fabrica el vidrio templado al vacío, la fuerza de sellado básica de dos placas de vidrio es un parámetro de rendimiento importante del vidrio templado al vacío. Superar de manera continua las barreras técnicas existentes, proporcionar mejores soluciones y promover el desarrollo de la industria del vidrio templado al vacío son objetivos buscados constantemente por los expertos en la materia. Por lo tanto, la forma de mejorar la resistencia del sellado ha pasado a ser un objetivo que los expertos en la materia exploran constantemente.
Sumario
Durante la aplicación práctica, el solicitante ha descubierto que la tensión producida tras el enfriamiento y la solidificación se debe a la diferencia en los coeficientes de expansión de la soldadura y la capa metalizada durante el sellado. En vista de los problemas de la técnica anterior, el primer objeto de la presente invención es proporcionar un método de fabricación de vidrio templado al vacío que sea adecuado para fabricar vidrio templado al vacío sin abertura de extracción alguna. El método de fabricación no solo reduce la tensión durante el sellado de dos sustratos de vidrio, sino que también presenta una eficiencia y un efecto elevados del escape de aire en el intervalo de temperatura, lo que permite fabricar vidrio al vacío con un elevado grado de vacío y extiende la vida útil del mismo; y el segundo objeto de la presente invención es proporcionar una línea de producción automática y continua de vidrio templado al vacío cuyo equipamiento garantice la producción en masa.
Para lograr los anteriores objetos la presente invención divulga un método para fabricar vidrio templado al vacío de acuerdo con la reivindicación 1. El método de fabricación incluye las siguientes etapas:
(1) preparar una capa metalizada en una región a sellar sobre el sustrato de vidrio, y templar o reforzar térmicamente
los sustratos de vidrio;
(2) aplicar una soldadura de metal sobre la capa metalizada;
(3) precalentar y superponer los sustratos de vidrio, mediante uno de los siguientes métodos:
a. calentar respectivamente los dos sustratos de vidrio a una temperatura de entre 60 °C y 230 °C, colocando de manera opuesta entre sí las capas metalizadas de las regiones a sellar de los dos sustratos de vidrio, y superponer los sustratos de vidrio de manera que la soldadura metálica quede situada entre las capas metalizadas de las regiones a sellar; y
b. disponer de manera opuesta entre sí las capas metalizadas de las regiones a sellar de los dos sustratos de vidrio, superponer los sustratos de vidrio de manera que la soldadura de metal quede situada entre las capas metalizadas de las regiones a sellar, y calentar integralmente los dos sustratos de vidrio superpuestos a una temperatura de entre 60 °C y 230 °C;
(4) continuar calentando un conjunto de vidrio templado en una cámara de vacío, para mantener el conjunto de vidrio templado en el intervalo de temperatura de calentamiento de la etapa (3), y poner la cámara de vacío a un grado de vacío predeterminado; y
(5) sellar herméticamente las capas metalizadas en la cámara de vacío mediante un proceso de soldadura fuerte de metal, para completar el proceso de fabricación del vidrio al vacío, donde el proceso de soldadura fuerte de metal se adopta para llevar a cabo un calentamiento local en la región a sellar, donde el modo de calentamiento es calentamiento por láser, calentamiento por llama, calentamiento por corriente eléctrica, calentamiento por inducción, calentamiento por microondas, calentamiento por radiación o calentamiento por convección.
Adicionalmente, la temperatura de calentamiento en la etapa (3) es 80-180 °C.
Adicionalmente, cuando los sustratos de vidrio son sustratos de vidrio revestidos, antes de preformar las capas metalizadas se elimina un revestimiento situado en el área a sellar del sustrato de vidrio revestido.
Adicionalmente, en la etapa (1) se incluye además una etapa de preparación de un soporte para soportar una cavidad interior: en primer lugar, se imprime un esmalte de vidrio pastoso en posiciones predeterminadas sobre uno de los sustratos de vidrio para formar una matriz de puntos en relieve; y a continuación, mediante un proceso de sinterización a alta temperatura, se sinteriza el esmalte de vidrio en el soporte que está consolidado con el sustrato de vidrio.
Adicionalmente, se incluye además una etapa en la que se coloca el soporte antes de superponer los dos sustratos de vidrio: se coloca el soporte sólido en una posición predeterminada sobre uno de los sustratos de vidrio.
Adicionalmente, en la etapa (5) se dispone un espaciador entre los dos sustratos de vidrio, de manera que entre los sustratos de vidrio superpuestos quede un hueco para el escape de gas; y, una vez que la cámara de vacío alcance un grado de vacío predeterminado, se elimina el espaciador.
Adicionalmente, antes de la etapa (3), se aplica un absorbente sobre al menos uno de los sustratos de vidrio y, una vez que se ha completado la etapa (4), se activa el absorbente.
En el presente documento se divulga una línea de producción de vidrio templado al vacío basada en el anterior método de fabricación, comprendiendo la línea de producción un dispositivo de preparación de capas metalizadas, un dispositivo de aplicación de soldaduras, un dispositivo de superposición, un primer dispositivo de precalentamiento, un sistema de formación de vacío y un dispositivo de soldadura y sellado de bordes que están conectados secuencialmente mediante un primer transportador; donde el sistema de formación de vacío comprende múltiples cámaras de vacío con un extractor de gas que están conectadas secuencialmente en la dirección de transporte del vidrio, un segundo dispositivo de precalentamiento y el dispositivo de soldadura y sellado de bordes están dispuestos en la cámara de vacío, y el conjunto de vidrio templado se calienta a 60-230 °C mediante el primer dispositivo de precalentamiento y el segundo dispositivo de precalentamiento.
Adicionalmente, la cámara de vacío comprende una cámara de vacío auxiliar frontal dispuesta sobre el primer transportador y una cámara de vacío principal situada en un lado del primer transportador, y una válvula de vacío está dispuesta entre la cámara de vacío auxiliar frontal y la cámara de vacío principal; el segundo dispositivo de precalentamiento y el dispositivo de soldadura y sellado de bordes están situados en la cámara de vacío principal.
Adicionalmente, cuando se proporciona una cámara de vacío, el lado de aguas abajo de la cámara de vacío auxiliar frontal está conectado con una cámara de vacío auxiliar posterior; y cuando se proporcionan múltiples cámaras de vacío, el lado de aguas abajo de la última cámara de vacío auxiliar frontal está conectado con la cámara de vacío auxiliar posterior.
Adicionalmente, el dispositivo de superposición comprende un mecanismo de elevación dispuesto en un lado del primer transportador, estando provisto el mecanismo de elevación de un brazo de elevación, estando provisto el brazo de elevación de un mecanismo de rotación, y estando dispuesto en el mecanismo de rotación una ventosa o dispositivo de sujeción; y cuando el dispositivo de superposición está en funcionamiento, la ventosa o dispositivo de sujeción
agarra un segundo sustrato de vidrio y el mecanismo de elevación levanta el segundo sustrato de vidrio a una altura establecida, le da la vuelta, y lo coloca sobre un primer sustrato de vidrio para completar la superposición.
Adicionalmente, una superficie lateral del primer transportador está provista de un segundo transportador, utilizándose el primer transportador para transportar el primer sustrato de vidrio, y utilizándose el segundo transportador para transportar el segundo sustrato de vidrio.
Adicionalmente, el dispositivo de superposición comprende un vástago giratorio dispuesto entre el primer y el segundo transportadores, y un brazo oscilante conectado con el vástago giratorio e insertado debajo del segundo sustrato de vidrio a lo largo del hueco del segundo transportador, estando provisto el brazo oscilante de una ventosa de vacío o dispositivo de sujeción; y, durante el funcionamiento, la ventosa de vacío o dispositivo de sujeción agarra el segundo sustrato de vidrio, gira el brazo oscilante alrededor del vástago giratorio y coloca el segundo sustrato de vidrio sobre el primer sustrato de vidrio en el primer transportador para lograr la superposición.
Adicionalmente, el dispositivo de superposición comprende un dispositivo de transmisión colgante que se utiliza para transportar el segundo sustrato de vidrio y comprende un mecanismo de transporte, y el mecanismo de transporte está provisto de un dispositivo de elevación con una ventosa de vacío o mecanismo de sujeción; y, durante el funcionamiento, el dispositivo de elevación desciende, la ventosa de vacío o mecanismo de sujeción agarra y fija el segundo sustrato de vidrio sobre el primer transportador, el dispositivo de elevación asciende, se transporta el segundo sustrato de vidrio hasta una posición por encima del primer sustrato de vidrio a superponer, y se coloca el segundo sustrato de vidrio sobre el primer sustrato de vidrio para lograr la superposición.
Adicionalmente, el dispositivo de superposición comprende un brazo mecánico con múltiples grados de libertad dispuesto en un lado del primer transportador, estando provisto el brazo mecánico de una ventosa de vacío o dispositivo de sujeción; y, durante el funcionamiento del dispositivo de superposición, la ventosa de vacío o dispositivo de sujeción agarra el segundo sustrato de vidrio, lo gira, y lo coloca sobre el primer sustrato de vidrio para lograr así la superposición.
Adicionalmente, la línea de producción está provista además de un dispositivo de colocación de soportes, que está dispuesto en una estación entre el dispositivo de preparación de capas metalizadas y el dispositivo de soldadura y sellado de bordes.
Adicionalmente, la línea de producción está provista de un dispositivo de colocación de soportes, que está dispuesto en una estación entre el dispositivo de aplicación de soldaduras y el dispositivo de superposición.
Adicionalmente, la línea de producción comprende además un dispositivo de preparación de soportes dispuesto entre el dispositivo de preparación de capas metalizadas y el dispositivo de aplicación de soldaduras, y el dispositivo de preparación de soportes comprende un dispositivo de impresión por serigrafía, un dispositivo de secado y un dispositivo de sinterización.
Adicionalmente, cuando el sustrato de vidrio es un sustrato de vidrio revestido, se incluye adicionalmente un dispositivo de eliminación de revestimientos para eliminar el revestimiento de la región a sellar del sustrato de vidrio revestido.
Adicionalmente, el dispositivo de soldadura y sellado de bordes es un dispositivo de calentamiento por láser, un dispositivo de calentamiento por microondas, un dispositivo de calentamiento por llama, un dispositivo de calentamiento por inducción o un dispositivo de calentamiento por convección.
Adicionalmente, la línea de producción comprende además un dispositivo de templado de vidrio, que está dispuesto en una estación entre el dispositivo de preparación de capas metalizadas y el dispositivo de aplicación de soldaduras.
Adicionalmente, el dispositivo de preparación de capas metalizadas comprende un dispositivo de impresión por serigrafía, un dispositivo de secado y un dispositivo de sinterización.
Adicionalmente, la línea de producción comprende además un dispositivo de activación de absorbente dispuesto en la cámara de vacío.
Adicionalmente, cuando se proporcionan múltiples cámaras de vacío, las cámaras de vacío están conectadas secuencialmente en la dirección de transporte del vidrio.
Adicionalmente, la cámara de vacío comprende una cámara de vacío auxiliar frontal, una cámara de vacío principal y una cámara de vacío auxiliar posterior conectadas secuencialmente en la dirección de transporte del vidrio; y el segundo dispositivo de precalentamiento y el dispositivo de soldadura y sellado de bordes están situados en la cámara de vacío principal.
Un método de fabricación de vidrio templado al vacío de acuerdo con la presente invención resulta adecuado para fabricar de vidrios al vacío con vidrio templado sin abertura de extracción de aire alguna. Al calentar los sustratos de
vidrio a 60-230 °C antes del sellado, el método de fabricación no solo reduce la tensión entre dos sustratos de vidrio durante el sellado, sino que también presenta una eficiencia y un efecto elevados del escape de aire en el intervalo de temperatura, puede fabricarse un vidrio al vacío con un alto grado de vacío y puede prolongarse la vida útil del vidrio al vacío. Adicionalmente, en el presente documento se divulga una línea de producción de vidrio templado al vacío basada en el método de fabricación.
Breve descripción de los dibujos
La FIG. 1 es un diagrama esquemático de una línea de producción;
La FIG. 2 es un diagrama esquemático de una línea de producción;
La FIG. 3 es un diagrama esquemático de una línea de producción;
La FIG. 4 es un diagrama esquemático de una línea de producción;
La FIG. 5 es un diagrama esquemático de una línea de producción;
La FIG. 6 es un diagrama esquemático superpuesto de un dispositivo de superposición 3 de la FIG.5; La FIG. 7 es un diagrama esquemático de una línea de producción;
La FIG. 8 es un diagrama esquemático superpuesto del dispositivo de superposición 3 de la FIG.7;
La FIG. 9 es un diagrama esquemático de un dispositivo de preparación de capas metalizadas 1; La FIG. 11 es un diagrama esquemático de un dispositivo 8 de preparación de soportes.
Descripción detallada
Se describirán en detalle a continuación las realizaciones específicas de la presente invención, con referencia a los dibujos adjuntos.
La FIG. 1 y la FIG. 9 muestran una línea de producción de vidrio templado al vacío. En la presente realización, la línea de producción comprende específicamente un primer transportador 9, tal como una base de rodillos de transporte y un dispositivo de preparación de capas metalizadas 1, un dispositivo de aplicación de soldaduras 2, un dispositivo de superposición 3, un primer dispositivo de precalentamiento 5 y un sistema de formación de vacío 6, que están conectados secuencialmente a través del primer transportador 9; donde el sistema de formación de vacío 6 comprende múltiples cámaras de vacío con un extractor de aire 6-2, que están conectadas secuencialmente en la dirección de transporte de vidrio, un segundo dispositivo de precalentamiento 11 y el dispositivo de soldadura 4 y sellado de bordes están dispuestos en la cámara de vacío, y el primer dispositivo de precalentamiento 5 y el segundo dispositivo de precalentamiento 11 calientan el conjunto de vidrio templado a 60-230 °C. La cámara de vacío comprende una cámara de vacío auxiliar frontal 6-11, una cámara de vacío principal 6-12 y una cámara de vacío auxiliar posterior 6-13 conectadas secuencialmente en la dirección de transporte del vidrio; y el segundo dispositivo de precalentamiento 11 y el dispositivo de soldadura 4 y sellado de bordes están situados en la cámara de vacío principal 6-12. Unas válvulas de vacío están dispuestas en unos extremos de entrada y unos extremos de salida de la cámara de vacío auxiliar frontal 6-11, la cámara de vacío principal 6-12 y la cámara de vacío auxiliar posterior 6-13, y en la cámara de vacío principal 6-12 también está dispuesto un dispositivo de activación de absorbente.
El dispositivo de preparación de capas metalizadas 1 comprende un dispositivo de impresión por serigrafía 1-1, un dispositivo de secado 1-2 y un dispositivo de sinterización 1-3. El dispositivo de secado 1-2 y el dispositivo de sinterización 1-3 forman un dispositivo integrado. El dispositivo de sinterización 1-3 es un dispositivo de templado de vidrio.
El primer dispositivo de precalentamiento 5 es un horno de calentamiento de placas de vidrio de tipo radiante o un horno de calentamiento de placas de vidrio por convección.
El vidrio templado al vacío comprende dos sustratos de vidrio. El método para fabricar vidrio templado al vacío comprende específicamente las siguientes etapas: 123
(1) La periferia del sustrato de vidrio es una región a sellar en forma de banda, utilizándose el dispositivo de preparación de capas metalizadas 1 para preparar una capa metalizada en la región a sellar, y se templa o refuerza térmicamente el sustrato de vidrio; y las etapas detalladas para preparar la capa metalizada se divulgan en una solicitud de patente anterior del solicitante y no se describirán en el presente documento.
(2) Se aplica una soldadura de metal sobre la capa metalizada mediante el dispositivo de aplicación de soldaduras 2.
(3) Se precalientan y superponen los sustratos de vidrio mediante uno de los siguientes métodos:
a. en primer lugar, se calientan a 60-230 °C los dos sustratos de vidrio, respectivamente, mediante el primer dispositivo de precalentamiento 5; a continuación, se disponen las capas metalizadas de los dos sustratos de vidrio de manera opuesta entre sí mediante el dispositivo de superposición 3, y se superponen los sustratos de vidrio de modo que la soldadura de metal quede situada entre las capas metalizadas; para el dispositivo de superposición 3, se hace referencia a la patente de China n.° 201420110435.7, el dispositivo de superposición comprende principalmente un mecanismo de elevación tal como un mecanismo de elevación de cadena, un mecanismo de elevación de servopistón y cilindro o similares, dispuesto en un lado del transportador, el mecanismo de elevación está provisto de un brazo de
elevación insertado debajo del sustrato de vidrio superior a lo largo de la abertura de rodillos, el brazo de elevación está provisto de un mecanismo de rotación, y una ventosa de vacío está dispuesta en el mecanismo de rotación; durante el funcionamiento, la ventosa de vacío agarra el sustrato de vidrio superior pasante, y el mecanismo de elevación levanta el sustrato de vidrio superior a una altura predeterminada, le da la vuelta, y lo coloca sobre el sustrato de vidrio inferior pasante para completar la superposición; y
b. en primer lugar, se colocan las capas metalizadas de los dos sustratos de vidrio de manera opuesta entre sí mediante el dispositivo de superposición 3, y se superponen los sustratos de vidrio de modo que la soldadura metálica quede situada entre las capas metalizadas; en segundo lugar, se calientan integralmente los dos sustratos de vidrio superpuestos a 60-230 °C mediante el primer dispositivo de precalentamiento 5;
(4) Se calienta el conjunto de vidrio templado de forma continua en una cámara de vacío para mantener el conjunto de vidrio templado dentro del intervalo de temperatura de calentamiento de la etapa (3), y se somete la cámara de vacío a un grado de vacío establecido tal como 102-104 Pa; donde, durante la formación de vacío, se utiliza un dispositivo de limpieza por luz ultravioleta o un dispositivo de bombardeo de plasma para actuar sobre el conjunto de vidrio templado para descomponer las impurezas residuales en la cavidad interna, y se extrae de la cavidad interna el gas volátil generado tras la descomposición.
(5) Se calienta la soldadura de metal en la cámara de vacío principal 6-12 mediante el dispositivo de soldadura 4 y de sellado de bordes, en un proceso de soldadura fuerte de metal de modo que se funda y se solidifique, y se sellan herméticamente las capas metalizadas de los dos sustratos de vidrio para completar el proceso de fabricación del vidrio al vacío. Cuando se adopta el proceso de soldadura fuerte de metal para llevar a cabo el calentamiento local sobre la región a sellar, el modo de calentamiento es calentamiento por láser, calentamiento por llama, calentamiento por corriente eléctrica, calentamiento por inducción, calentamiento por microondas, calentamiento por radiación o calentamiento por convección. El dispositivo de soldadura 4 y sellado de bordes es un dispositivo de calentamiento por láser, un dispositivo de calentamiento por microondas, un dispositivo de calentamiento por llama, un dispositivo de calentamiento por inducción o un dispositivo de calentamiento por convección.
De acuerdo con el método de fabricación de la presente invención, antes de que el conjunto de vidrio templado entre en la cámara de vacío se calientan los sustratos de vidrio a 60-230 °C, y una vez que el conjunto de vidrio templado entra en la cámara de vacío se mantiene la temperatura, dado que esto es un parámetro importante del proceso descubierto por el solicitante, en combinación con una gran cantidad de datos experimentales, durante el proceso de mejora continua del proceso de fabricación de vidrio templado al vacío. Donde calentar los sustratos de vidrio antes de que el conjunto de vidrio templado entre en la cámara de vacío puede reducir en gran medida el tiempo de calentamiento una vez que los sustratos de vidrio han entrado en la cámara de vacío, ya que la eficiencia de calentamiento en el entorno atmosférico es mayor que en el entorno de vacío. Mantener la temperatura anteriormente mencionada durante el proceso de escape tras la entrada en la cámara de vacío puede mejorar la eficiencia y el efecto del escape, mejorando de este modo la eficiencia de producción y la calidad final del producto de vidrio al vacío, así como prolongando la vida útil del vidrio al vacío. Las siguientes tablas muestran la influencia de diferentes temperaturas de calentamiento en la eficiencia del escape y el efecto del escape.

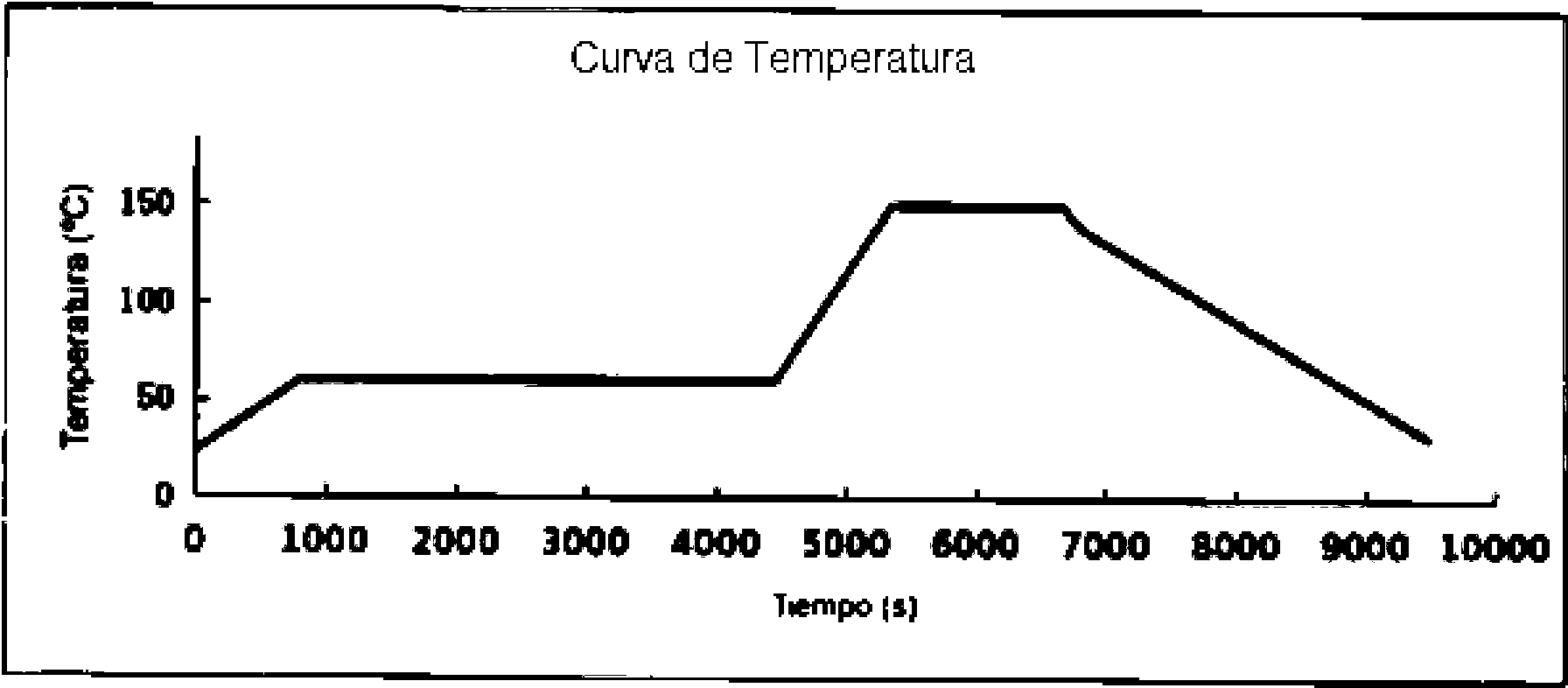
Tabla 1-1

Tiempo (s)
Tabla 1-2
Curvado Temperatura

Tiempo (s)
Tabla 2-2
Curva de Temperatura

0 1000 2000 3000 4000 5000 GOOO 7000 8000 0000 10C00
Tiempo (s>

Tabla :t 1
Grado de Vacio
0 001
(D 00005

Tiempo (s)
Tabla 4-1
Curva de Grado de Vacio
0 001
> 0 ,0005

0 Tiempo (s)
Tabla 4-2
Curva d e Tem peratura
O
>
‘ 2m
ni
E *

o _______ ._______ ._______ ,_______ ._______ .____
o loo: ; ooo iooo moo sooo 4000 TO O» I0CD
Tiempo (s)
Tabla 5-1
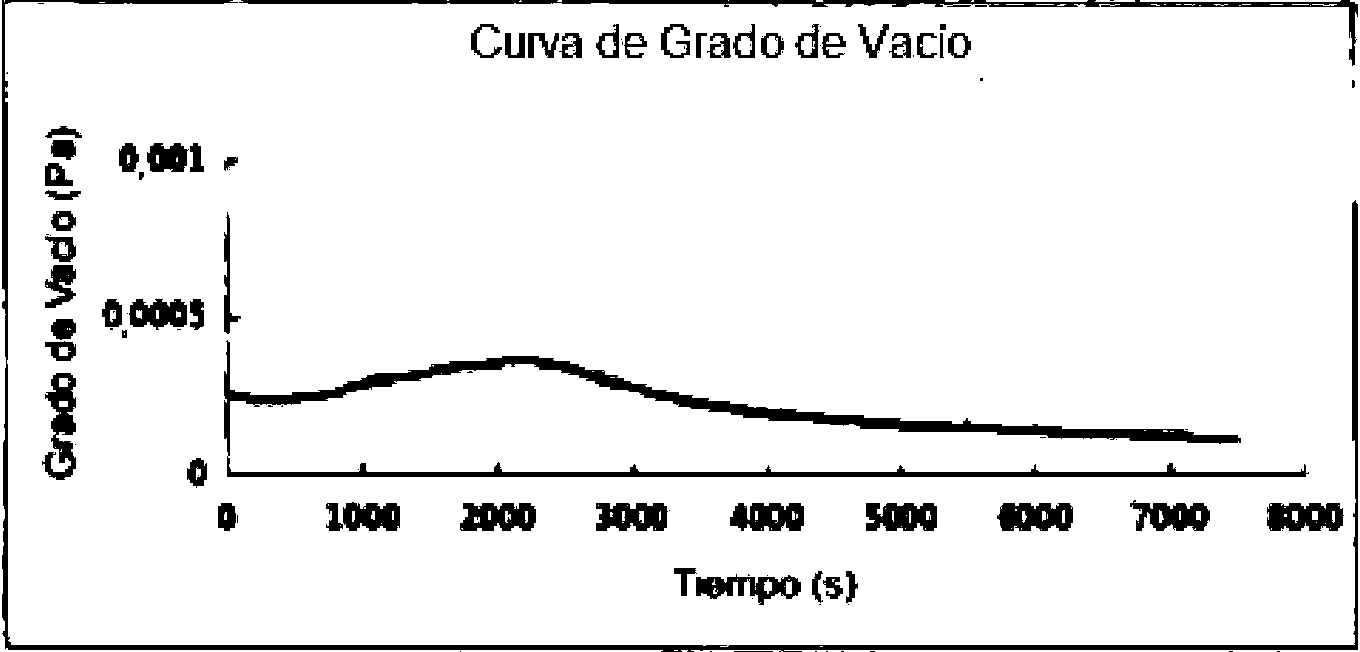
Tabla S-2
A partir de las anteriores curvas puede observarse que, a medida que la temperatura de calentamiento aumenta, el grado de vacío sigue aumentando y también se mejora la eficiencia del escape; cuando la temperatura aumenta a 150 °C o así, el grado de vacío disminuye abruptamente, lo que indica el punto máximo del escape; y cuando se mantiene la temperatura a 150 °C de manera continuada, el grado de vacío aumenta rápidamente y, tras un período de tiempo, el grado de vacío alcanza un valor predeterminado y permanece estable, obteniéndose así el vidrio templado al vacío con un alto grado de vacío y propiedades estables. Sin embargo, dado que la soldadura de metal sin plomo, que tiene un punto de fusión relativamente alto (aproximadamente 230 °C), la temperatura de calentamiento puede elevarse a 230 °C. Preferentemente, los sustratos de vidrio se calientan a 80-180 °C, de modo que pueda mejorarse la eficiencia del escape sin que el posterior proceso de sellado se vea afectado.
Cuando el sustrato de vidrio es un sustrato de vidrio revestido, se elimina el revestimiento en la región a sellar del sustrato de vidrio revestido antes de preformar la capa metalizada. Durante la eliminación del revestimiento, la línea de producción comprende adicionalmente un dispositivo de eliminación de revestimientos, y el dispositivo de eliminación de revestimientos también puede estar separado de la línea de producción y utilizarse como proceso de pretratamiento antes de la entrada en la línea de producción.
Antes de la etapa (3), se aplica un absorbente sobre al menos uno de los sustratos de vidrio, y una vez que se completa la etapa (4) se activa el absorbente.
La Fig. 2 muestra una línea de producción de vidrio templado. En la presente realización, la estructura es sustancialmente la misma que la de la FIG. 2, excepto por que la línea de producción está provista de múltiples cámaras de vacío al mismo tiempo, comprendiendo la cámara de vacío una cámara de vacío auxiliar frontal 6-11 dispuesta en el primer transportador 9 y una cámara de vacío principal 6-12 situada en un lado del primer transportador 9, y una válvula de vacío está dispuesta entre la cámara de vacío auxiliar frontal 6-11 y la cámara de vacío principal 6-12; el segundo dispositivo de precalentamiento 11 y el dispositivo de soldadura 4 y sellado de bordes están situados en la cámara de vacío principal 6-12, y el lado de aguas abajo de la última cámara de vacío auxiliar frontal 6-11 está conectado con una cámara de vacío auxiliar posterior 6-13.
La Fig. 3 muestra una línea de producción de vidrio templado. En la presente realización, la estructura es sustancialmente la misma que la de la FIG. 2, excepto por que un dispositivo de colocación de soportes 7 está dispuesto en una estación entre el dispositivo de aplicación de soldaduras 2 y el dispositivo de superposición 3, y se usa para colocar sobre el sustrato de vidrio el soporte intermedio prefabricado. Por supuesto, el dispositivo de colocación de soportes 7 también puede estar dispuesto en una estación entre el dispositivo de preparación de capas metalizadas 1 y el dispositivo de aplicación de soldaduras 2.
La FIG. 4 y la FIG. 10 muestran una línea de producción de vidrio templado. En la presente realización, la estructura es sustancialmente la misma que la de la FIG. 2, excepto por que un dispositivo 8 de preparación de soportes está dispuesto entre el dispositivo de preparación de capas metalizadas 1 y el dispositivo de aplicación de soldaduras 2. El dispositivo 8 de preparación de soportes comprende un dispositivo de impresión por serigrafía 8-1, un dispositivo de secado 8-2 y un dispositivo de sinterización 8-3, donde el dispositivo de secado 8-2 y el dispositivo de sinterización 8 3 forman un dispositivo integrado, y el dispositivo de sinterización 8-3 es un dispositivo de templado de vidrio. Las etapas de preparación del soporte intermedio mediante el dispositivo 8 de preparación de soportes incluyen: en primer lugar, se imprime un esmalte de vidrio pastoso sobre posiciones predeterminadas en uno de los sustratos de vidrio para formar una matriz de puntos en relieve, utilizando el dispositivo de impresión por serigrafía 8-1; y a continuación se sinteriza el vidrio en el soporte solidificado con el sustrato de vidrio, utilizando el dispositivo de secado 8-2 y el dispositivo de sinterización 8-3, a través de un proceso de sinterización a alta temperatura.
La FIG. 5 y la FIG. 6 muestran una línea de producción de vidrio templado. En la presente realización, la estructura es sustancialmente la misma que la de la FIG. 2, excepto por que la superficie lateral del primer transportador 9 está provista de un segundo transportador 10, tal como una base de rodillos de transporte, el primer transportador 9 se utiliza para transportar un primer sustrato de vidrio 100, y el segundo transportador 10 se utiliza para transportar un segundo sustrato de vidrio 200. El dispositivo de superposición 3 comprende un vástago giratorio 3-1 dispuesto entre el primer y el segundo transportadores 9 y 10, y un brazo oscilante 3-2 conectado con el vástago giratorio 3-1 e insertado debajo del segundo sustrato de vidrio 200 a lo largo de un hueco del segundo dispositivo transportador 10, y el brazo oscilante 3-2 está provisto de una ventosa de vacío 3-3 o dispositivo de sujeción; y, durante el funcionamiento, la ventosa de vacío 3-3 o dispositivo de sujeción captura el segundo sustrato de vidrio, gira el brazo oscilante 3-2 alrededor del vástago giratorio 3-1, y coloca el segundo sustrato de vidrio 200 sobre el primer sustrato de vidrio 100 en el primer transportador 9 para completar la superposición.
La FIG. 7 y la FIG. 8 muestran una línea de producción de vidrio templado. En la presente realización, la estructura es sustancialmente la misma que la de la FIG. 2, excepto por que el dispositivo de superposición 3 comprende un dispositivo de transmisión colgante dispuesto por encima del primer transportador 9. El dispositivo de transmisión colgante se extiende aguas arriba y está conectado con la estación donde está ubicada el dispositivo de aplicación de soldaduras 2, el primer transportador 9 se utiliza para transportar un primer sustrato de vidrio 100, el dispositivo de transmisión colgante se utiliza para transportar un segundo sustrato de vidrio 200, el dispositivo de transmisión colgante comprende un mecanismo de transporte 3-4, el mecanismo de transporte 3-4 está provisto de un dispositivo de elevación 3-6 con una ventosa de vacío 3-5 o mecanismo de sujeción, y el dispositivo de elevación 3-6 es un mecanismo de elevación por tornillo o cilindro, por ejemplo; y, durante el funcionamiento, el dispositivo de elevación 3-6 desciende, la ventosa de vacío 3-5 o dispositivo de sujeción agarra y fija el segundo sustrato de vidrio 200 sobre el primer transportador 9, en la estación donde está ubicado el dispositivo de aplicación de soldaduras 2, el dispositivo de elevación 3-6 asciende, se transporta el segundo sustrato de vidrio 200 encima del primer sustrato de vidrio 100 a superponer, y se coloca el segundo sustrato de vidrio 200 sobre el primer sustrato de vidrio 100 para completar la superposición.
Por supuesto, el dispositivo de superposición 3 también puede ser un brazo mecánico con múltiples grados de libertad dispuesto en un lado del primer transportador 9, y la superposición se completa mediante el brazo mecánico.
Claims (5)
1. Un método para fabricar vidrio templado al vacío, caracterizado por que el método de fabricación comprende las siguientes etapas:
(1) preparar una capa metalizada en una región a sellar sobre el sustrato de vidrio, y templar o reforzar térmicamente los sustratos de vidrio;
(2) aplicar una soldadura de metal sobre la capa metalizada;
(3) precalentar y superponer los sustratos de vidrio, mediante uno de los siguientes métodos:
a. calentar a 60-230 °C los dos sustratos de vidrio, respectivamente, disponer opuestas entre sí las capas metalizadas de las regiones a sellar de los dos sustratos de vidrio, y superponer los sustratos de vidrio de manera que la soldadura metálica quede situada entre las capas metalizadas de las regiones a sellar; y
b. disponer opuestas entre sí las capas metalizadas de las regiones a sellar de los dos sustratos de vidrio, superponer los sustratos de vidrio de manera que la soldadura de metal quede situada entre las capas metalizadas de las regiones a sellar, y calentar integralmente a 60-230 °C los dos sustratos de vidrio superpuestos;
(4) continuar calentando un conjunto de vidrio templado en una cámara de vacío para mantener el conjunto de vidrio templado en el intervalo de temperatura de calentamiento de la etapa (3), y formar en la cámara de vacío un grado de vacío predeterminado; y
(5) sellar herméticamente las capas metalizadas en la cámara de vacío mediante un proceso de soldadura fuerte de metal para completar el proceso de fabricación del vidrio al vacío, donde el proceso de soldadura fuerte de metal se adopta para llevar a cabo un calentamiento local en la región a sellar, donde el modo de calentamiento de calentamiento por láser, calentamiento por llama, calentamiento por corriente eléctrica, calentamiento por inducción, calentamiento por microondas, calentamiento por radiación o calentamiento por convección.
2. El método para fabricar vidrio templado al vacío de acuerdo con la reivindicación 1, caracterizado por que, cuando el sustrato de vidrio es un sustrato de vidrio revestido, antes de preformar la capa metalizada se elimina un revestimiento en la región a sellar del sustrato de vidrio revestido.
3. El método de fabricación de vidrio templado al vacío de acuerdo con la reivindicación 1, caracterizado por que en la etapa (1) se incluye adicionalmente una etapa de preparación de un soporte para soportar una cavidad interior: en primer lugar, se imprime un esmalte de vidrio pastoso en posiciones predeterminadas sobre uno de los sustratos de vidrio para formar una matriz de puntos en relieve; y, a continuación, se sinteriza el esmalte de vidrio en el soporte que está consolidado con el sustrato de vidrio, mediante un proceso de sinterización a alta temperatura.
4. El método de fabricación de vidrio templado al vacío de acuerdo con la reivindicación 1, caracterizado por que en la etapa (5) se dispone un espaciador entre los dos sustratos de vidrio, de manera que se deje un hueco para el escape de gas entre los sustratos de vidrio superpuestos; y, una vez que la cámara de vacío alcanza un grado de vacío predeterminado, se retira el espaciador.
5. El método para fabricar vidrio templado al vacío de acuerdo con la reivindicación 1, caracterizado por que, antes de la etapa (3), se aplica un absorbente sobre al menos uno de los sustratos de vidrio y, después de completar la etapa (4), se activa el absorbente.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201510940006.1A CN105541132B (zh) | 2015-12-15 | 2015-12-15 | 一种钢化真空玻璃的制作方法及其生产线 |
| PCT/CN2016/095523 WO2017101480A1 (zh) | 2015-12-15 | 2016-08-16 | 一种钢化真空玻璃的制作方法及其生产线 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| ES2831334T3 true ES2831334T3 (es) | 2021-06-08 |
Family
ID=55820758
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| ES16874540T Active ES2831334T3 (es) | 2015-12-15 | 2016-08-16 | Método de fabricación de vidrio templado al vacío |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US11130706B2 (es) |
| EP (1) | EP3401287B1 (es) |
| JP (1) | JP6695427B2 (es) |
| KR (1) | KR102085966B1 (es) |
| CN (1) | CN105541132B (es) |
| AU (1) | AU2016369740B2 (es) |
| ES (1) | ES2831334T3 (es) |
| PL (1) | PL3401287T3 (es) |
| RU (1) | RU2700427C1 (es) |
| WO (1) | WO2017101480A1 (es) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105565683B (zh) * | 2015-12-15 | 2018-12-07 | 洛阳兰迪玻璃机器股份有限公司 | 一种钢化真空玻璃的制作方法及其生产线 |
| CN107098603B (zh) * | 2017-04-26 | 2020-10-30 | 洛阳兰迪玻璃机器股份有限公司 | 一种真空玻璃内置吸气剂的激活方法 |
| CN106986551A (zh) * | 2017-04-26 | 2017-07-28 | 洛阳兰迪玻璃机器股份有限公司 | 一种真空玻璃金属封接用金属化层的制备方法 |
| WO2019079995A1 (zh) * | 2017-10-25 | 2019-05-02 | 深圳孔雀科技开发有限公司 | 一种平板真空玻璃的封接方法 |
| CN108793777A (zh) * | 2018-07-09 | 2018-11-13 | 常州美索虹铭玻璃有限公司 | 无抽气口真空玻璃的封接设备及封接方法 |
| WO2020118675A1 (zh) * | 2018-12-11 | 2020-06-18 | 淄博环能海臣环保技术服务有限公司 | 设有保护边框辊压支撑边框金属钎焊夹层调真空保温玻璃 |
| CN109665726A (zh) * | 2019-01-02 | 2019-04-23 | 洛阳八佳电气科技股份有限公司 | 一种真空玻璃的封边方法 |
| CN112901031B (zh) * | 2021-02-07 | 2025-03-21 | 东莞帕萨电子装备有限公司 | 真空玻璃生产线及加工工艺 |
| CN112897905B (zh) * | 2021-03-12 | 2025-04-08 | 王银 | 一种无抽气口全钢化真空玻璃生产线 |
| WO2025157731A1 (en) * | 2024-01-22 | 2025-07-31 | Vkr Holding A/S | Processing a glass sheet assembly for a vacuum insulated glass unit |
Family Cites Families (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BE795286A (fr) * | 1972-02-18 | 1973-08-13 | Glaverbel | Procede et dispositif d'application d'une couche adherente en alliage de soudure |
| ATE388925T1 (de) * | 1999-04-17 | 2008-03-15 | Uutech Ltd | Verfahren zur versiegelung von glas |
| US8506738B2 (en) * | 2007-12-17 | 2013-08-13 | Guardian Industries Corp. | Localized heating via an infrared heat source array of edge seals for a vacuum insulating glass unit, and/or unitized oven with infrared heat source array for accomplishing the same |
| KR100990858B1 (ko) * | 2008-09-17 | 2010-10-29 | 주식회사 에피온 | 진공창호유리 및 그 제조방법 |
| CN102079619B (zh) * | 2009-11-27 | 2012-02-15 | 洛阳兰迪玻璃机器股份有限公司 | 一种玻璃板复合封接方法 |
| CN102079632A (zh) * | 2009-11-27 | 2011-06-01 | 洛阳兰迪玻璃机器有限公司 | 一种真空玻璃封接方法及真空玻璃产品 |
| CN101863616B (zh) * | 2010-03-03 | 2012-10-03 | 左树森 | 一种钢化真空玻璃的制造方法 |
| CN102241473B (zh) * | 2010-05-12 | 2014-06-04 | 王世忠 | 钢化真空玻璃的生产方法及装备 |
| DE202010007079U1 (de) * | 2010-05-21 | 2011-08-01 | Grenzebach Maschinenbau Gmbh | Vorrichtung zum Herstellen von Mehrscheiben-Isolierglas mit einer Hochvakuum-Isolierung |
| DE102010021127B4 (de) * | 2010-05-21 | 2021-11-04 | Grenzebach Maschinenbau Gmbh | Verfahren zum Herstellen von Mehrscheiben-Isolierglas mit einer Hochvakuum-Isolierung |
| CN102452801B (zh) * | 2010-10-29 | 2016-05-25 | 洛阳兰迪玻璃机器股份有限公司 | 一种真空玻璃封接方法及其产品 |
| CN102476910A (zh) * | 2010-11-23 | 2012-05-30 | 洛阳兰迪玻璃机器股份有限公司 | 一种狭缝式真空玻璃封接装置 |
| KR101041603B1 (ko) * | 2010-12-31 | 2011-06-15 | (주)알가 | 진공 유리 패널 및 그 제조 방법 |
| CA2824974C (en) * | 2011-01-31 | 2016-11-01 | Luoyang Landglass Technology Co., Ltd. | Device for continuously processing vacuum glass member |
| CN104743805A (zh) * | 2013-12-25 | 2015-07-01 | 戴长虹 | 高温合片密封条槽封边封口的凸面真空玻璃及其制备方法 |
| CN104743922A (zh) * | 2013-12-25 | 2015-07-01 | 戴长虹 | 密封条封边金属焊接的平面真空玻璃及其制作方法 |
| US10012019B2 (en) * | 2013-12-31 | 2018-07-03 | Guardian Glass, LLC | Vacuum insulating glass (VIG) unit with metallic peripheral edge seal and/or methods of making the same |
| US9988302B2 (en) * | 2014-02-04 | 2018-06-05 | Guardian Glass, LLC | Frits for use in vacuum insulating glass (VIG) units, and/or associated methods |
| CN203741219U (zh) * | 2014-03-12 | 2014-07-30 | 洛阳兰迪玻璃机器股份有限公司 | 一种玻璃板翻转装置 |
| CN204058255U (zh) * | 2014-09-05 | 2014-12-31 | 天津北玻玻璃工业技术有限公司 | 中空玻璃翻转合片生产线 |
| CN104478202A (zh) * | 2014-12-19 | 2015-04-01 | 洛阳兰迪玻璃机器股份有限公司 | 一种真空玻璃的封接方法及真空玻璃产品 |
| CN104817260B (zh) * | 2015-04-16 | 2018-06-26 | 武志 | 一种真空玻璃的封边方法以及真空玻璃的制作方法 |
-
2015
- 2015-12-15 CN CN201510940006.1A patent/CN105541132B/zh active Active
-
2016
- 2016-08-16 AU AU2016369740A patent/AU2016369740B2/en active Active
- 2016-08-16 JP JP2018529295A patent/JP6695427B2/ja active Active
- 2016-08-16 PL PL16874540T patent/PL3401287T3/pl unknown
- 2016-08-16 WO PCT/CN2016/095523 patent/WO2017101480A1/zh not_active Ceased
- 2016-08-16 KR KR1020187017263A patent/KR102085966B1/ko active Active
- 2016-08-16 ES ES16874540T patent/ES2831334T3/es active Active
- 2016-08-16 RU RU2018125158A patent/RU2700427C1/ru active
- 2016-08-16 US US16/061,756 patent/US11130706B2/en active Active
- 2016-08-16 EP EP16874540.4A patent/EP3401287B1/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| EP3401287B1 (en) | 2020-10-28 |
| WO2017101480A1 (zh) | 2017-06-22 |
| US11130706B2 (en) | 2021-09-28 |
| CN105541132B (zh) | 2019-01-04 |
| EP3401287A1 (en) | 2018-11-14 |
| US20180362401A1 (en) | 2018-12-20 |
| CN105541132A (zh) | 2016-05-04 |
| AU2016369740A1 (en) | 2018-07-12 |
| KR102085966B1 (ko) | 2020-03-06 |
| AU2016369740B2 (en) | 2019-10-17 |
| JP2019500306A (ja) | 2019-01-10 |
| KR20180082586A (ko) | 2018-07-18 |
| PL3401287T3 (pl) | 2021-05-31 |
| JP6695427B2 (ja) | 2020-05-20 |
| EP3401287A4 (en) | 2019-02-27 |
| RU2700427C1 (ru) | 2019-09-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| ES2831334T3 (es) | Método de fabricación de vidrio templado al vacío | |
| ES2834899T3 (es) | Método de fabricación de vidrio templado al vacío y línea de producción para el mismo | |
| ES2670226T3 (es) | Calentamiento localizado de sellos de borde para una unidad de vidrio aislante de vacío, y/u horno unificado para lograrlo | |
| CN102249561B (zh) | 自身带有安装孔的真空玻璃 | |
| JP2016536255A (ja) | 強化真空ガラスの製造方法 | |
| EP1216971A1 (en) | The method for manufacturing vacuum glazing and its application mechanical system | |
| CN102951790B (zh) | 玻璃焊接的平板钢化真空玻璃及其制造方法 | |
| CN103382079B (zh) | 钢化真空玻璃的封接方法、制备方法和钢化真空玻璃 | |
| US10358861B2 (en) | Vacuum insulated glazing unit | |
| CN102173605B (zh) | 一种真空玻璃的制造方法 | |
| US11060342B2 (en) | Vacuum insulated glazing unit | |
| CN205223010U (zh) | 一种真空玻璃辅助生产线 | |
| CN107319960A (zh) | 一种制备寿命长的真空保温瓶的方法及其真空保温瓶 | |
| CN102951800B (zh) | 金属焊接的凸面钢化低空玻璃及其制造方法 | |
| CN102476925A (zh) | 一种真空玻璃制造方法及由此方法制造出的真空玻璃 |