ES2848401T3 - Película multicapa termocontráctil - Google Patents
Película multicapa termocontráctil Download PDFInfo
- Publication number
- ES2848401T3 ES2848401T3 ES16201791T ES16201791T ES2848401T3 ES 2848401 T3 ES2848401 T3 ES 2848401T3 ES 16201791 T ES16201791 T ES 16201791T ES 16201791 T ES16201791 T ES 16201791T ES 2848401 T3 ES2848401 T3 ES 2848401T3
- Authority
- ES
- Spain
- Prior art keywords
- ethylene
- copolymer
- layer
- enthalpy
- melting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000010410 layer Substances 0.000 claims abstract description 105
- 229920005989 resin Polymers 0.000 claims abstract description 74
- 239000011347 resin Substances 0.000 claims abstract description 74
- 239000002344 surface layer Substances 0.000 claims abstract description 72
- 238000002844 melting Methods 0.000 claims abstract description 65
- 230000008018 melting Effects 0.000 claims abstract description 65
- 229920001577 copolymer Polymers 0.000 claims abstract description 44
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims abstract description 35
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 claims abstract description 32
- 229920002647 polyamide Polymers 0.000 claims abstract description 32
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 claims abstract description 29
- 239000005977 Ethylene Substances 0.000 claims abstract description 29
- 239000005038 ethylene vinyl acetate Substances 0.000 claims abstract description 28
- 239000000203 mixture Substances 0.000 claims abstract description 28
- 239000013078 crystal Substances 0.000 claims abstract description 21
- 229920006244 ethylene-ethyl acrylate Polymers 0.000 claims abstract description 18
- 229920005992 thermoplastic resin Polymers 0.000 claims abstract description 18
- 229920006245 ethylene-butyl acrylate Polymers 0.000 claims abstract description 16
- 229920006225 ethylene-methyl acrylate Polymers 0.000 claims abstract description 16
- 230000004927 fusion Effects 0.000 claims abstract description 14
- 239000005042 ethylene-ethyl acrylate Substances 0.000 claims abstract description 12
- 239000011521 glass Substances 0.000 claims abstract description 12
- 238000010438 heat treatment Methods 0.000 claims abstract description 12
- QYMGIIIPAFAFRX-UHFFFAOYSA-N butyl prop-2-enoate;ethene Chemical compound C=C.CCCCOC(=O)C=C QYMGIIIPAFAFRX-UHFFFAOYSA-N 0.000 claims abstract description 11
- 229920006242 ethylene acrylic acid copolymer Polymers 0.000 claims abstract description 10
- 229920005648 ethylene methacrylic acid copolymer Polymers 0.000 claims abstract description 10
- 229920001684 low density polyethylene Polymers 0.000 claims abstract description 10
- 239000004702 low-density polyethylene Substances 0.000 claims abstract description 10
- 229920010126 Linear Low Density Polyethylene (LLDPE) Polymers 0.000 claims abstract description 5
- 229920010346 Very Low Density Polyethylene (VLDPE) Polymers 0.000 claims abstract description 5
- 238000001938 differential scanning calorimetry curve Methods 0.000 claims abstract description 3
- KKEYFWRCBNTPAC-UHFFFAOYSA-N Terephthalic acid Chemical compound OC(=O)C1=CC=C(C(O)=O)C=C1 KKEYFWRCBNTPAC-UHFFFAOYSA-N 0.000 claims description 20
- QQVIHTHCMHWDBS-UHFFFAOYSA-N isophthalic acid Chemical compound OC(=O)C1=CC=CC(C(O)=O)=C1 QQVIHTHCMHWDBS-UHFFFAOYSA-N 0.000 claims description 18
- 239000004760 aramid Substances 0.000 claims description 16
- 229920003235 aromatic polyamide Polymers 0.000 claims description 16
- 239000002253 acid Substances 0.000 claims description 14
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical compound CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 claims description 12
- QLZJUIZVJLSNDD-UHFFFAOYSA-N 2-(2-methylidenebutanoyloxy)ethyl 2-methylidenebutanoate Chemical compound CCC(=C)C(=O)OCCOC(=O)C(=C)CC QLZJUIZVJLSNDD-UHFFFAOYSA-N 0.000 claims description 11
- 239000004953 Aliphatic polyamide Substances 0.000 claims description 11
- 229920003231 aliphatic polyamide Polymers 0.000 claims description 11
- -1 aliphatic diamines Chemical class 0.000 claims description 9
- 229920006300 shrink film Polymers 0.000 claims description 7
- 125000001495 ethyl group Chemical group [H]C([H])([H])C([H])([H])* 0.000 claims description 3
- 229920006228 ethylene acrylate copolymer Polymers 0.000 claims description 3
- 229920006226 ethylene-acrylic acid Polymers 0.000 abstract description 8
- 238000004806 packaging method and process Methods 0.000 description 39
- 230000000052 comparative effect Effects 0.000 description 37
- 238000007789 sealing Methods 0.000 description 30
- 235000013622 meat product Nutrition 0.000 description 28
- 239000000314 lubricant Substances 0.000 description 22
- 230000004888 barrier function Effects 0.000 description 21
- 238000000034 method Methods 0.000 description 20
- AZUYLZMQTIKGSC-UHFFFAOYSA-N 1-[6-[4-(5-chloro-6-methyl-1H-indazol-4-yl)-5-methyl-3-(1-methylindazol-5-yl)pyrazol-1-yl]-2-azaspiro[3.3]heptan-2-yl]prop-2-en-1-one Chemical compound ClC=1C(=C2C=NNC2=CC=1C)C=1C(=NN(C=1C)C1CC2(CN(C2)C(C=C)=O)C1)C=1C=C2C=NN(C2=CC=1)C AZUYLZMQTIKGSC-UHFFFAOYSA-N 0.000 description 18
- 239000007789 gas Substances 0.000 description 17
- 239000007788 liquid Substances 0.000 description 17
- 230000035699 permeability Effects 0.000 description 16
- 235000013372 meat Nutrition 0.000 description 15
- 229920001225 polyester resin Polymers 0.000 description 14
- 239000000463 material Substances 0.000 description 13
- 238000004519 manufacturing process Methods 0.000 description 12
- OFOBLEOULBTSOW-UHFFFAOYSA-N Malonic acid Chemical compound OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 11
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 11
- 239000005022 packaging material Substances 0.000 description 10
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 9
- 229910052760 oxygen Inorganic materials 0.000 description 9
- 239000001301 oxygen Substances 0.000 description 9
- 239000004708 Very-low-density polyethylene Substances 0.000 description 8
- 238000005259 measurement Methods 0.000 description 8
- 235000020991 processed meat Nutrition 0.000 description 8
- 229920001866 very low density polyethylene Polymers 0.000 description 8
- 239000004677 Nylon Substances 0.000 description 7
- 229920001778 nylon Polymers 0.000 description 7
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 6
- 229920000219 Ethylene vinyl alcohol Polymers 0.000 description 6
- 229920002292 Nylon 6 Polymers 0.000 description 6
- 238000011156 evaluation Methods 0.000 description 6
- 238000007639 printing Methods 0.000 description 6
- 239000004952 Polyamide Substances 0.000 description 5
- 239000000470 constituent Substances 0.000 description 5
- 235000013305 food Nutrition 0.000 description 5
- 229920000728 polyester Polymers 0.000 description 5
- 229920000139 polyethylene terephthalate Polymers 0.000 description 5
- 239000005020 polyethylene terephthalate Substances 0.000 description 5
- 229920005672 polyolefin resin Polymers 0.000 description 5
- 238000012545 processing Methods 0.000 description 5
- 239000000047 product Substances 0.000 description 5
- 239000000377 silicon dioxide Substances 0.000 description 5
- VZCYOOQTPOCHFL-UHFFFAOYSA-N trans-butenedioic acid Natural products OC(=O)C=CC(O)=O VZCYOOQTPOCHFL-UHFFFAOYSA-N 0.000 description 5
- 238000003677 abuse test Methods 0.000 description 4
- 125000003118 aryl group Chemical group 0.000 description 4
- WERYXYBDKMZEQL-UHFFFAOYSA-N butane-1,4-diol Chemical compound OCCCCO WERYXYBDKMZEQL-UHFFFAOYSA-N 0.000 description 4
- 238000001816 cooling Methods 0.000 description 4
- 150000002009 diols Chemical class 0.000 description 4
- HNPSIPDUKPIQMN-UHFFFAOYSA-N dioxosilane;oxo(oxoalumanyloxy)alumane Chemical compound O=[Si]=O.O=[Al]O[Al]=O HNPSIPDUKPIQMN-UHFFFAOYSA-N 0.000 description 4
- 239000004715 ethylene vinyl alcohol Substances 0.000 description 4
- 239000012530 fluid Substances 0.000 description 4
- 230000008595 infiltration Effects 0.000 description 4
- 238000001764 infiltration Methods 0.000 description 4
- VZCYOOQTPOCHFL-UPHRSURJSA-N maleic acid Chemical compound OC(=O)\C=C/C(O)=O VZCYOOQTPOCHFL-UPHRSURJSA-N 0.000 description 4
- 239000011976 maleic acid Substances 0.000 description 4
- 229920006280 packaging film Polymers 0.000 description 4
- 239000012785 packaging film Substances 0.000 description 4
- 229920000642 polymer Polymers 0.000 description 4
- 238000003860 storage Methods 0.000 description 4
- UAUDZVJPLUQNMU-UHFFFAOYSA-N Erucasaeureamid Natural products CCCCCCCCC=CCCCCCCCCCCCC(N)=O UAUDZVJPLUQNMU-UHFFFAOYSA-N 0.000 description 3
- 239000004594 Masterbatch (MB) Substances 0.000 description 3
- 239000004687 Nylon copolymer Substances 0.000 description 3
- MUBZPKHOEPUJKR-UHFFFAOYSA-N Oxalic acid Chemical compound OC(=O)C(O)=O MUBZPKHOEPUJKR-UHFFFAOYSA-N 0.000 description 3
- DNIAPMSPPWPWGF-UHFFFAOYSA-N Propylene glycol Chemical compound CC(O)CO DNIAPMSPPWPWGF-UHFFFAOYSA-N 0.000 description 3
- 229920006223 adhesive resin Polymers 0.000 description 3
- 239000004840 adhesive resin Substances 0.000 description 3
- 239000002216 antistatic agent Substances 0.000 description 3
- 239000012298 atmosphere Substances 0.000 description 3
- 230000015556 catabolic process Effects 0.000 description 3
- 239000003795 chemical substances by application Substances 0.000 description 3
- 238000005520 cutting process Methods 0.000 description 3
- 238000006731 degradation reaction Methods 0.000 description 3
- 235000014113 dietary fatty acids Nutrition 0.000 description 3
- MTHSVFCYNBDYFN-UHFFFAOYSA-N diethylene glycol Chemical compound OCCOCCO MTHSVFCYNBDYFN-UHFFFAOYSA-N 0.000 description 3
- BXKDSDJJOVIHMX-UHFFFAOYSA-N edrophonium chloride Chemical compound [Cl-].CC[N+](C)(C)C1=CC=CC(O)=C1 BXKDSDJJOVIHMX-UHFFFAOYSA-N 0.000 description 3
- UAUDZVJPLUQNMU-KTKRTIGZSA-N erucamide Chemical compound CCCCCCCC\C=C/CCCCCCCCCCCC(N)=O UAUDZVJPLUQNMU-KTKRTIGZSA-N 0.000 description 3
- 150000002148 esters Chemical class 0.000 description 3
- 229920001038 ethylene copolymer Polymers 0.000 description 3
- 238000001125 extrusion Methods 0.000 description 3
- 239000000194 fatty acid Substances 0.000 description 3
- 229930195729 fatty acid Natural products 0.000 description 3
- 150000004665 fatty acids Chemical class 0.000 description 3
- FPYJFEHAWHCUMM-UHFFFAOYSA-N maleic anhydride Chemical compound O=C1OC(=O)C=C1 FPYJFEHAWHCUMM-UHFFFAOYSA-N 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 229910052751 metal Inorganic materials 0.000 description 3
- 239000002245 particle Substances 0.000 description 3
- 239000000126 substance Substances 0.000 description 3
- 238000012360 testing method Methods 0.000 description 3
- 238000009461 vacuum packaging Methods 0.000 description 3
- 230000037303 wrinkles Effects 0.000 description 3
- GVNWZKBFMFUVNX-UHFFFAOYSA-N Adipamide Chemical compound NC(=O)CCCCC(N)=O GVNWZKBFMFUVNX-UHFFFAOYSA-N 0.000 description 2
- 101100389815 Caenorhabditis elegans eva-1 gene Proteins 0.000 description 2
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 2
- 229920000089 Cyclic olefin copolymer Polymers 0.000 description 2
- VZCYOOQTPOCHFL-OWOJBTEDSA-N Fumaric acid Chemical compound OC(=O)\C=C\C(O)=O VZCYOOQTPOCHFL-OWOJBTEDSA-N 0.000 description 2
- 229920000572 Nylon 6/12 Polymers 0.000 description 2
- 229920000007 Nylon MXD6 Polymers 0.000 description 2
- 229920001328 Polyvinylidene chloride Polymers 0.000 description 2
- BZHJMEDXRYGGRV-UHFFFAOYSA-N Vinyl chloride Chemical compound ClC=C BZHJMEDXRYGGRV-UHFFFAOYSA-N 0.000 description 2
- 229910021536 Zeolite Inorganic materials 0.000 description 2
- WNLRTRBMVRJNCN-UHFFFAOYSA-N adipic acid Chemical compound OC(=O)CCCCC(O)=O WNLRTRBMVRJNCN-UHFFFAOYSA-N 0.000 description 2
- 229920003232 aliphatic polyester Polymers 0.000 description 2
- 229910000323 aluminium silicate Inorganic materials 0.000 description 2
- 235000015278 beef Nutrition 0.000 description 2
- 150000001732 carboxylic acid derivatives Chemical class 0.000 description 2
- 229910052681 coesite Inorganic materials 0.000 description 2
- 229910052906 cristobalite Inorganic materials 0.000 description 2
- 239000000539 dimer Substances 0.000 description 2
- USIUVYZYUHIAEV-UHFFFAOYSA-N diphenyl ether Chemical compound C=1C=CC=CC=1OC1=CC=CC=C1 USIUVYZYUHIAEV-UHFFFAOYSA-N 0.000 description 2
- 238000010894 electron beam technology Methods 0.000 description 2
- 125000004836 hexamethylene group Chemical group [H]C([H])([*:2])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[*:1] 0.000 description 2
- 238000004898 kneading Methods 0.000 description 2
- 239000000155 melt Substances 0.000 description 2
- XNGIFLGASWRNHJ-UHFFFAOYSA-N phthalic acid Chemical compound OC(=O)C1=CC=CC=C1C(O)=O XNGIFLGASWRNHJ-UHFFFAOYSA-N 0.000 description 2
- 239000004645 polyester resin Substances 0.000 description 2
- 239000005033 polyvinylidene chloride Substances 0.000 description 2
- 238000007127 saponification reaction Methods 0.000 description 2
- CXMXRPHRNRROMY-UHFFFAOYSA-N sebacic acid Chemical compound OC(=O)CCCCCCCCC(O)=O CXMXRPHRNRROMY-UHFFFAOYSA-N 0.000 description 2
- 235000012239 silicon dioxide Nutrition 0.000 description 2
- 239000000344 soap Substances 0.000 description 2
- 229910052682 stishovite Inorganic materials 0.000 description 2
- 239000004094 surface-active agent Substances 0.000 description 2
- 229910052905 tridymite Inorganic materials 0.000 description 2
- 229920002554 vinyl polymer Polymers 0.000 description 2
- 239000010457 zeolite Substances 0.000 description 2
- PZWQOGNTADJZGH-SNAWJCMRSA-N (2e)-2-methylpenta-2,4-dienoic acid Chemical compound OC(=O)C(/C)=C/C=C PZWQOGNTADJZGH-SNAWJCMRSA-N 0.000 description 1
- LDVVTQMJQSCDMK-UHFFFAOYSA-N 1,3-dihydroxypropan-2-yl formate Chemical compound OCC(CO)OC=O LDVVTQMJQSCDMK-UHFFFAOYSA-N 0.000 description 1
- YPFDHNVEDLHUCE-UHFFFAOYSA-N 1,3-propanediol Substances OCCCO YPFDHNVEDLHUCE-UHFFFAOYSA-N 0.000 description 1
- BJLUCDZIWWSFIB-UHFFFAOYSA-N 5-tert-butylbenzene-1,3-dicarboxylic acid Chemical compound CC(C)(C)C1=CC(C(O)=O)=CC(C(O)=O)=C1 BJLUCDZIWWSFIB-UHFFFAOYSA-N 0.000 description 1
- 241000251468 Actinopterygii Species 0.000 description 1
- 239000004215 Carbon black (E152) Substances 0.000 description 1
- 229920002261 Corn starch Polymers 0.000 description 1
- 241000287828 Gallus gallus Species 0.000 description 1
- 229920006060 Grivory® Polymers 0.000 description 1
- 239000005909 Kieselgur Substances 0.000 description 1
- 240000000571 Nopalea cochenillifera Species 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- KDYFGRWQOYBRFD-UHFFFAOYSA-N Succinic acid Natural products OC(=O)CCC(O)=O KDYFGRWQOYBRFD-UHFFFAOYSA-N 0.000 description 1
- 239000004433 Thermoplastic polyurethane Substances 0.000 description 1
- 229920001986 Vinylidene chloride-vinyl chloride copolymer Polymers 0.000 description 1
- YIMQCDZDWXUDCA-UHFFFAOYSA-N [4-(hydroxymethyl)cyclohexyl]methanol Chemical compound OCC1CCC(CO)CC1 YIMQCDZDWXUDCA-UHFFFAOYSA-N 0.000 description 1
- 230000001133 acceleration Effects 0.000 description 1
- 150000008065 acid anhydrides Chemical class 0.000 description 1
- 150000007513 acids Chemical class 0.000 description 1
- 239000001361 adipic acid Substances 0.000 description 1
- 235000011037 adipic acid Nutrition 0.000 description 1
- 150000001336 alkenes Chemical class 0.000 description 1
- 239000002280 amphoteric surfactant Substances 0.000 description 1
- 239000003945 anionic surfactant Substances 0.000 description 1
- 150000004984 aromatic diamines Chemical class 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- KGBXLFKZBHKPEV-UHFFFAOYSA-N boric acid Chemical compound OB(O)O KGBXLFKZBHKPEV-UHFFFAOYSA-N 0.000 description 1
- 239000004327 boric acid Substances 0.000 description 1
- KDYFGRWQOYBRFD-NUQCWPJISA-N butanedioic acid Chemical compound O[14C](=O)CC[14C](O)=O KDYFGRWQOYBRFD-NUQCWPJISA-N 0.000 description 1
- 239000000404 calcium aluminium silicate Substances 0.000 description 1
- 235000012215 calcium aluminium silicate Nutrition 0.000 description 1
- 229940078583 calcium aluminosilicate Drugs 0.000 description 1
- 229910000019 calcium carbonate Inorganic materials 0.000 description 1
- 125000004432 carbon atom Chemical group C* 0.000 description 1
- 239000003093 cationic surfactant Substances 0.000 description 1
- 235000013351 cheese Nutrition 0.000 description 1
- 239000007795 chemical reaction product Substances 0.000 description 1
- 235000013330 chicken meat Nutrition 0.000 description 1
- PMMYEEVYMWASQN-IMJSIDKUSA-N cis-4-Hydroxy-L-proline Chemical compound O[C@@H]1CN[C@H](C(O)=O)C1 PMMYEEVYMWASQN-IMJSIDKUSA-N 0.000 description 1
- 230000008602 contraction Effects 0.000 description 1
- 239000008120 corn starch Substances 0.000 description 1
- 229940099112 cornstarch Drugs 0.000 description 1
- QYQADNCHXSEGJT-UHFFFAOYSA-N cyclohexane-1,1-dicarboxylate;hydron Chemical compound OC(=O)C1(C(O)=O)CCCCC1 QYQADNCHXSEGJT-UHFFFAOYSA-N 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000032798 delamination Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 150000004985 diamines Chemical class 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000001530 fumaric acid Substances 0.000 description 1
- 230000009477 glass transition Effects 0.000 description 1
- XXMIOPMDWAUFGU-UHFFFAOYSA-N hexane-1,6-diol Chemical compound OCCCCCCO XXMIOPMDWAUFGU-UHFFFAOYSA-N 0.000 description 1
- 229930195733 hydrocarbon Natural products 0.000 description 1
- 150000002430 hydrocarbons Chemical class 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 230000002401 inhibitory effect Effects 0.000 description 1
- 239000011256 inorganic filler Substances 0.000 description 1
- 229910003475 inorganic filler Inorganic materials 0.000 description 1
- 229920000554 ionomer Polymers 0.000 description 1
- 229920000092 linear low density polyethylene Polymers 0.000 description 1
- 239000004707 linear low-density polyethylene Substances 0.000 description 1
- 230000014759 maintenance of location Effects 0.000 description 1
- KYTZHLUVELPASH-UHFFFAOYSA-N naphthalene-1,2-dicarboxylic acid Chemical compound C1=CC=CC2=C(C(O)=O)C(C(=O)O)=CC=C21 KYTZHLUVELPASH-UHFFFAOYSA-N 0.000 description 1
- SLCVBVWXLSEKPL-UHFFFAOYSA-N neopentyl glycol Chemical compound OCC(C)(C)CO SLCVBVWXLSEKPL-UHFFFAOYSA-N 0.000 description 1
- 239000002736 nonionic surfactant Substances 0.000 description 1
- JRZJOMJEPLMPRA-UHFFFAOYSA-N olefin Natural products CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 description 1
- 235000006408 oxalic acid Nutrition 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 229920001515 polyalkylene glycol Polymers 0.000 description 1
- 229920001707 polybutylene terephthalate Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 229920000166 polytrimethylene carbonate Polymers 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- QQONPFPTGQHPMA-UHFFFAOYSA-N propylene Natural products CC=C QQONPFPTGQHPMA-UHFFFAOYSA-N 0.000 description 1
- 125000004805 propylene group Chemical group [H]C([H])([H])C([H])([*:1])C([H])([H])[*:2] 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 150000003839 salts Chemical class 0.000 description 1
- 235000013580 sausages Nutrition 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 230000035939 shock Effects 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 235000012424 soybean oil Nutrition 0.000 description 1
- 239000003549 soybean oil Substances 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 239000000454 talc Substances 0.000 description 1
- 229910052623 talc Inorganic materials 0.000 description 1
- 229920002725 thermoplastic elastomer Polymers 0.000 description 1
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D71/00—Bundles of articles held together by packaging elements for convenience of storage or transport, e.g. portable segregating carrier for plural receptacles such as beer cans or pop bottles; Bales of material
- B65D71/06—Packaging elements holding or encircling completely or almost completely the bundle of articles, e.g. wrappers
- B65D71/08—Wrappers shrunk by heat or under tension, e.g. stretch films or films tensioned by compressed articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/28—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42
-
- A—HUMAN NECESSITIES
- A23—FOODS OR FOODSTUFFS; TREATMENT THEREOF, NOT COVERED BY OTHER CLASSES
- A23L—FOODS, FOODSTUFFS OR NON-ALCOHOLIC BEVERAGES, NOT OTHERWISE PROVIDED FOR; PREPARATION OR TREATMENT THEREOF
- A23L13/00—Meat products; Meat meal; Preparation or treatment thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/001—Combinations of extrusion moulding with other shaping operations
- B29C48/0018—Combinations of extrusion moulding with other shaping operations combined with shaping by orienting, stretching or shrinking, e.g. film blowing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/07—Flat, e.g. panels
- B29C48/08—Flat, e.g. panels flexible, e.g. films
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/09—Articles with cross-sections having partially or fully enclosed cavities, e.g. pipes or channels
- B29C48/10—Articles with cross-sections having partially or fully enclosed cavities, e.g. pipes or channels flexible, e.g. blown foils
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/88—Thermal treatment of the stream of extruded material, e.g. cooling
- B29C48/91—Heating, e.g. for cross linking
- B29C48/9105—Heating, e.g. for cross linking of hollow articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/88—Thermal treatment of the stream of extruded material, e.g. cooling
- B29C48/911—Cooling
- B29C48/9115—Cooling of hollow articles
- B29C48/912—Cooling of hollow articles of tubular films
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/88—Thermal treatment of the stream of extruded material, e.g. cooling
- B29C48/919—Thermal treatment of the stream of extruded material, e.g. cooling using a bath, e.g. extruding into an open bath to coagulate or cool the material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C55/00—Shaping by stretching, e.g. drawing through a die; Apparatus therefor
- B29C55/28—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of blown tubular films, e.g. by inflation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
- B32B27/20—Layered products comprising a layer of synthetic resin characterised by the use of special additives using fillers, pigments, thixotroping agents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/306—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising vinyl acetate or vinyl alcohol (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/34—Layered products comprising a layer of synthetic resin comprising polyamides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B53/00—Shrinking wrappers, containers, or container covers during or after packaging
- B65B53/02—Shrinking wrappers, containers, or container covers during or after packaging by heat
- B65B53/04—Shrinking wrappers, containers, or container covers during or after packaging by heat supplied by liquids
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/88—Thermal treatment of the stream of extruded material, e.g. cooling
- B29C48/885—External treatment, e.g. by using air rings for cooling tubular films
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/88—Thermal treatment of the stream of extruded material, e.g. cooling
- B29C48/91—Heating, e.g. for cross linking
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/0058—Liquid or visquous
- B29K2105/0067—Melt
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0037—Other properties
- B29K2995/0049—Heat shrinkable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/04—4 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/24—All layers being polymeric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/306—Resistant to heat
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/724—Permeability to gases, adsorption
- B32B2307/7242—Non-permeable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/746—Slipping, anti-blocking, low friction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/70—Food packaging
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D65/00—Wrappers or flexible covers; Packaging materials of special type or form
- B65D65/38—Packaging materials of special type or form
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/13—Hollow or container type article [e.g., tube, vase, etc.]
- Y10T428/1328—Shrinkable or shrunk [e.g., due to heat, solvent, volatile agent, restraint removal, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/13—Hollow or container type article [e.g., tube, vase, etc.]
- Y10T428/1352—Polymer or resin containing [i.e., natural or synthetic]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31725—Of polyamide
- Y10T428/3175—Next to addition polymer from unsaturated monomer[s]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31786—Of polyester [e.g., alkyd, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31855—Of addition polymer from unsaturated monomers
- Y10T428/31935—Ester, halide or nitrile of addition polymer
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Food Science & Technology (AREA)
- Nutrition Science (AREA)
- Life Sciences & Earth Sciences (AREA)
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Polymers & Plastics (AREA)
- Laminated Bodies (AREA)
- Wrappers (AREA)
- Packages (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
- Packging For Living Organisms, Food Or Medicinal Products That Are Sensitive To Environmental Conditiond (AREA)
- Vacuum Packaging (AREA)
Abstract
Una película multicapa termocontráctil para su llenado con contenido, comprendiendo la película: una capa de superficie exterior (A) que comprende una resina termoplástica resistente al calor; una capa intermedia (B) que comprende una resina con base de poliamida; y una capa de superficie interior (D) constituida por un copolímero con base de etileno, una resistencia de adhesión entre las capas de la superficie interior después del tratamiento con agua caliente a 80 °C que no es inferior a 10 N/15 mm, determinada según la descripción, comprendiendo el copolímero con base de etileno uno o una mezcla de componentes seleccionados de copolímero de etileno-acetato de vinilo, copolímero de etileno-ácido acrílico, copolímero de etileno-ácido metacrílico, copolímero de etileno-acrilato de metilo, copolímero de etileno-acrilato de etilo y copolímero de etileno-acrilato de butilo, y teniendo el copolímero con base de etileno una relación entre las entalpías de fusión del cristal a 80 °C e inferior no superior al 50 %, cuando la entalpía de fusión del cristal se determina usando una curva DSC determinada calentando una muestra de resina a 200 °C según la norma JIS K7121, y basándose en el área del pico en el intervalo de temperatura desde el inicio al final de la fusión, la entalpía de fusión del cristal a 80 °C e inferior se determina a partir del área de dicha porción basándose en los resultados de calcular la totalidad de la entalpía de fusión del cristal, entonces la entalpía de fusión del cristal se determina mediante la siguiente fórmula: relación entre las entalpías de fusión del cristal (%) = (valor de la entalpía de fusión del cristal a la temperatura especificada (80 °C) e inferior)/(valor total de la entalpía de fusión del cristal) × 100; comprendiendo la película además una capa interior (F) como una capa adyacente a y en el interior de la capa de superficie interior (D), y comprendiendo la capa interior (F) uno o una mezcla de componentes seleccionados de polietileno de baja densidad (LDPE), polietileno lineal de muy baja densidad (VLDPE), polietileno lineal de baja densidad (LLDPE), copolímero de etileno-propileno (PP-Et), copolímero de etileno-acetato de vinilo (EVA), copolímero de etileno-ácido acrílico (EAA), copolímero de etileno-ácido metacrílico (EMMA), copolímero de etileno-acrilato de metilo (EMA), copolímero de etileno-acrilato de etilo (EEA) y copolímero de etileno-acrilato de butilo (EBA).
Description
DESCRIPCIÓN
Película multicapa termocontráctil
Campo técnico
La presente invención se refiere a una película multicapa termocontráctil que contiene una capa de resina con base de poliamida como una capa de resina primaria y que tiene una excelente capacidad de autoadhesión para proporcionar un aspecto excelente a una parte sobrante de envoltura de un artículo con embalado retráctil.
Técnica anterior
Como técnicas de procesamiento de envases para alimentos tales como carne fresca, jamón, salchichas, queso y otros productos, se han usado convencionalmente técnicas en las que se conforma una película multicapa termocontráctil en un saco o bolsa mediante una máquina formadora de bolsas y, después, se llena de contenido, o el contenido se somete a envasado automático, ya sea directamente o cargado en una bandeja, durante el procesamiento de formación de bolsas. Por lo tanto, las características requeridas de dicha película para el envasado son diversas, y se requiere un excelente equilibrio de diversas características, tales como capacidad termocontráctil, resistencia, resistencia térmica, moldeabilidad, idoneidad para diversos tipos de envasado, capacidad de barrera de gases, capacidad de barrera contra la humedad y similares. Como películas adecuadas para aplicaciones de material de envasado que requieren resistencia por encima de todas, se han propuesto películas multicapa termocontráctiles que contienen una capa de resina con base de poliamida como una capa de resina primaria.
Además, cuando un producto cárnico de forma indeterminada, tales como el pescado fresco o carne fresca o carne procesadas tales como cerdo asado, ternera o pollo, se envasa colocándolo en un material de envasado como un saco o bolsa que comprende una película multicapa, se envasa mediante envasado al vacío del producto cárnico y posterior contracción del material de envasado utilizando agua caliente de aproximadamente 75 a 95 °C, por ejemplo. Por lo tanto, es preferible que el material de envasado presente buena capacidad termocontractil y que proporcione un buen aspecto evitando el escape y la retención excesiva de líquido en la parte sobrante (normalmente denominado “ borde” ) entre el contenido y la parte precintada utilizada para formar un saco o bolsa después del envasado. Para ello, se prefiere que la película multicapa sea adecuada para fundir conjuntamente las capas de resina de la superficie interior del borde del saco o bolsa lleno con el contenido (denominado “ autosoldabilidad” a continuación en la memoria) mediante calentamiento durante la termocontracción. En otras palabras, se prefiere que la capa superficial interior de la película multicapa presente “ capacidad de autosoldabilidad” . En particular, durante el transporte, almacenamiento y similares después de la producción del producto cárnico envasado descrito anteriormente, las capas de la superficie interior autoadheridas del borde se desprenden por choques tales como colisión con otros artículos o caídas, y se acumula cierta cantidad de líquido en el borde, el aspecto empeora, y no se retiene un ajuste hermético. Por lo tanto, en el caso de un producto cárnico envasado que se ha envasado bastante lejos del consumidor o que se consumirá mucho tiempo después de envasarlo, es preferible que la resistencia de adhesión de la capa de superficie interior mediante termocontracción (es decir, resistencia de autoadhesión) sea lo suficientemente alta y cercana a la resistencia de adhesión de la parte de sello formada durante el envasado (es decir, resistencia de sellado). No hay que decir que, al igual que en las películas de envasado de alimentos convencionales, dichas películas para envasado de productos cárnicos también requieren un excelente balance de diversas características, tales como capacidad termocontráctil, resistencia, resistencia térmica, moldeabilidad, idoneidad para diversos tipos de envasado, capacidad de barrera de gases y capacidad de barrera contra la humedad, así como su idoneidad de rápido sellado para permitir una conformación y llenado rápido de la bolsa. Además, las películas de envasado para productos cárnicos tales como carne fresca o procesada también requieren transparencia para permitir la visibilidad del contenido, brillo para proporcionar un buen aspecto e idoneidad para la impresión o adhesión de etiquetas para mostrar información administrativa, tal como la ubicación de producción, productor, fecha de procesamiento y procesador.
Sin embargo, la situación real es que un material de película multicapa que satisface en alto grado la diversidad de características descritas anteriormente necesarias para las películas de envasado de productos cárnicos, tales como carne fresca y procesada, no se ha obtenido aún. Por ejemplo, los documentos de patente 1 a 3 describen películas multicapa termocontráctiles que tienen autoadherencia, pero cuando se tienen en cuenta las exigentes condiciones de transporte o almacenamiento anteriormente descritas a las que se someten los productos cárnicos envasados, la autoadherencia de los mismos no es satisfactoria, y su resistencia, brillo superficial, idoneidad para la impresión, adhesión de etiquetas, y sellado rápido son también insuficientes. Otras películas multicapa termocontráctiles se describen en el documento de patente 4.
Listado de citas
Bibliografía de patentes
Documento de patente 1: Patente japonesa n.° 4255215B
Documento de patente 2: Documento de publicación de solicitud de patente japonesa no examinada n.° H10-34800A Documento de patente 3: Patente japonesa n.° 4848020B
Documento de patente 4: Solicitud de patente europea EP 0756931A2
Resumen de la invención
Problema técnico
A la luz de los hechos anteriores, un objetivo principal de la presente invención es proporcionar una película multicapa con base de poliamida que tenga características óptimas para aplicaciones que requieran resistencia y tenga una capacidad de autoadherencia muy mejorada exigida en el envasado de películas para productos cárnicos, tales como carnes frescas y procesadas.
Otro objeto de la presente invención es proporcionar una película multicapa termocontráctil con base de poliamida provista del brillo superficial y la idoneidad para impresión o adhesión de etiquetas deseadas en aplicaciones de envasado para productos cárnicos, tales como carnes frescas y procesadas.
Otro objeto más de la presente invención es proporcionar una película multicapa termocontráctil con base de poliamida que tenga la capacidad de termocontractibilidad, resistencia, resistencia térmica, idoneidad para diversos tipos de envasado, capacidad de barrera de gases, capacidad de barrera contra la humedad e idoneidad para un sellado rápido deseados en general en películas para envasado de alimentos.
Solución al problema
Mediante las investigaciones realizadas por los inventores de la presente invención se ha descubierto que, para lograr los objetivos anteriores, es muy deseable usar una resina termoplástica resistente al calor como resina constituyente de la capa de superficie exterior, además de una resina con base de poliamida que constituye una capa intermedia, y el uso de un copolímero con base de etileno que tiene un cierto punto de fusión como resina constituyente de la capa superficial para producir una mayor resistencia de adhesión mutua que en el pasado entre las superficies interiores durante el tratamiento con agua caliente. La película multicapa termocontráctil de la presente invención está basada en los hallazgos anteriores y, más específicamente, cuando se llena con contenido, comprende una capa de superficie exterior (A) que comprende una resina termoplástica resistente al calor; una capa intermedia (B) que comprende una resina con base de poliamida; y una capa de superficie interior (D) constituida por un copolímero con base de etileno, una resistencia a la adhesión entre las capas de superficie interior después del tratamiento con agua caliente a 80 °C no inferior a 10 N/15 mm, comprendiendo el copolímero con base de etileno un componente o una mezcla de componentes seleccionados de copolímero de etileno-acetato de vinilo, copolímero de etileno-ácido acrílico, copolímero de etileno- ácido metacrílico, copolímero de etileno-acrilato de metilo, copolímero de etileno-acrilato de etilo y copolímero de etileno-acrilato de butilo, y teniendo el copolímero de etileno una relación entre las entalpías de fusión del cristal a 80 °C y menos, medida por DSC según la norma JIS K7121, no inferior al 50 %, comprendiendo la película además una capa interior (F) en forma de una capa adyacente a y sobre el interior de la capa de superficie interior (D), y comprendiendo la capa interior (F) un componente o una mezcla de componentes seleccionados de polietileno de baja densidad (LDPE), polietileno lineal de muy baja densidad (VLDPE), polietileno lineal de baja densidad (LLDPE), copolímero de etileno-propileno (PP-Et), copolímero de etileno-acetato de vinilo (EVA), copolímero de etileno-ácido acrílico (EAA), copolímero de etileno-ácido metacrílico (EMMA), copolímero de etileno-acrilato de metilo (EMA), copolímero de etileno-acrilato de etilo (EEA) y copolímero de etileno-acrilato de butilo (EBA).
Breve descripción de los dibujos
La Fig. 1 es un diagrama explicativo de un sistema de equipos ventajoso para producir la película multicapa termocontráctil de la presente invención.
La Fig. 2 es una vista en planta de un material de envasado en forma de bolsa como ejemplo de un material de envasado conformado a partir de la película multicapa termocontráctil de la presente invención.
La Fig. 3 es una vista en perspectiva esquemática que ilustra un estado después de que un bloque de carne fresca se ha envasado al vacío y se ha almacenado usando el material de envasado en forma de bolsa de la Fig. 2.
La Fig. 4 es una vista en perspectiva esquemática correspondiente a la Fig. 3, que ilustra un estado después de que un bloque de carne fresca se ha envasado al vacío y se ha almacenado usando un material de envasado en forma de bolsa que comprende una película multicapa termocontráctil convencional que no es autosoldable.
Descripción de las realizaciones
La película multicapa termocontráctil de la presente invención comprende al menos las tres capas de una capa de superficie exterior (A) que comprende una resina termoplástica resistente al calor, una capa intermedia (B) que comprende una resina con base de poliamida y una capa de superficie interior (D) constituida por un copolímero con base de etileno. Más específicamente, la película multicapa retráctil en caliente de la presente invención comprende una capa de superficie exterior (A) que comprende una resina termoplástica resistente al calor; una capa intermedia (B) que comprende una resina con base de poliamida; y una capa de superficie interior (D) constituida por un copolímero con base de etileno, una resistencia a la adhesión entre las capas de superficie interior después del tratamiento con agua caliente a 80 °C no inferior a 10 N/15 mm, comprendiendo el copolímero con base de etileno un componente o una mezcla de componentes seleccionados de copolímero de etileno-acetato de vinilo, copolímero de etileno-ácido acrílico, copolímero de etileno- ácido metacrílico, copolímero de etileno-acrilato de metilo, copolímero de etileno-acrilato de etilo y copolímero de etileno-acrilato de butilo, y teniendo el copolímero de etileno una relación entre las entalpías de fusión del cristal a 80 °C y menos, medida por DSC según la norma JIS K7121, no inferior al 50 %, comprendiendo la película además una capa interior (F) en forma de una capa adyacente a y sobre el interior de la capa de superficie interior (D), y comprendiendo la capa interior (F) un componente o una mezcla de componentes seleccionados de polietileno de baja densidad (LDPE), polietileno lineal de muy baja densidad (VLDPE), polietileno lineal de baja densidad (LLDPE), copolímero de etileno-propileno (PP-Et), copolímero de etileno-acetato de vinilo (EVA), copolímero de etileno-ácido acrílico (EAA), copolímero de etileno-ácido metacrílico (EMMA), copolímero de etileno-acrilato de metilo (EMA), copolímero de etileno-acrilato de etilo (EEA) y copolímero de etileno-acrilato de butilo (EBA).
La capa de superficie exterior (A) es una resina termoplástica resistente al calor que tiene un punto de fusión no inferior a 180 °C, y preferiblemente de 180 a 270 °C, para proporcionar un excelente brillo superficial, idoneidad para la impresión o adhesión de etiquetas, e idoneidad para un sellado rápido, entre las características requeridas para la película multicapa termocontráctil de la presente invención, debido a tener un punto de fusión superior al del copolímero con base de etileno que constituye la capa de superficie interior (D). Cuando el componente principal de la capa superficial (A) es una resina con base de poliolefina, la idoneidad para la impresión y la adhesión de etiquetas disminuye dramáticamente.
Las resinas con base de poliéster alifático, resinas con base de poliéster aromático, resinas con base de poliamida alifática, resinas con base de poliamida aromática y similares son útiles como la resina termoplástica resistente al calor que constituye la capa de superficie exterior (A).
Las resinas con base de poliéster alifático y las resinas con base de poliéster aromático pueden usarse como la resina con base de poliéster que constituye la capa de superficie exterior (A). El componente de ácido dicarboxílico usado en la resina con base de poliéster puede ser uno mediante el cual el poliéster se obtiene por un método de producción común y además del ácido tereftálico y ácido isoftálico, los ejemplos incluyen ácidos diméricos que comprenden un dímero de un ácido graso insaturado, ácido adípico, ácido oxálico, ácido malónico, ácido succínico, ácido azaleico, ácido sebácico, ácido ftálico, ácido 5-t-butilisoftálico, ácido naftalenodicarboxílico, ácido difeniléter dicarboxílico, ácido ciclohexano dicarboxílico y similares. También pueden utilizarse dos o más tipos de los mismos. El componente de diol utilizado en la resina con base de poliéster puede ser uno mediante el cual el poliéster se obtiene por un método de producción común, y los ejemplos incluyen etilenglicol, propilenglicol, tetrametilenglicol, neopentilglicol, hexametilenglicol, dietilenglicol, polialquilenglicol, 1,4-ciclohexano dimetanol, 2-alquil-1,3-propanodiol, 1,4-butanodiol, y similares. También pueden utilizarse dos o más tipos de los mismos.
Entre estos se prefiere una resina con base de poliéster aromático que contiene un componente de ácido dicarboxílico aromático, y es especialmente preferido un poliéster que contiene ácido tereftálico como el componente de ácido dicarboxílico y un diol que no tiene más de 10 átomos de carbono, por ejemplo, tereftalato de polietileno, tereftalato de polibutileno y similares. También se puede utilizar preferiblemente un copolímero de resina de poliéster en el que no menos de 5 % en moles, preferiblemente no más de 30 % en moles, y más preferiblemente no más de 15 % en moles, del ácido tereftálico se sustituye por otro ácido dicarboxílico tal como ácido isoftálico o un copolímero de resina de poliéster en el que parte de los componentes de diol tales como etilenglicol se sustituyen por otro diol tal como 1,4-ciclohexanodiol. También se puede usar una mezcla de dos o más tipos diferentes de resina con base de poliéster. Sobre todo, un copolímero de poliéster en el que parte, preferiblemente no más de 30 % en moles, y más preferiblemente no más de 15 % en moles, del ácido tereftálico que constituye el tereftalato de polietileno se ha sustituido por ácido isoftálico es especialmente preferido desde el punto de vista de la procesabilidad en fundido de la (co)extrusión.
La resina con base de poliéster utilizada preferiblemente tiene una viscosidad de aproximadamente 0,6 a 1,2. La capa de superficie exterior (A) también puede contener hasta 20 % en masa de una resina termoplástica que no sea una resina con base de poliéster, tal como un elastómero termoplástico tipificado por un poliuretano termoplástico, o una resina con base de poliolefina modificada con un ácido tal como ácido maleico o anhídrido del mismo.
Como la resina con base de poliamida que constituye la capa superficial (A), es más preferible una mezcla de 60 a 100 % en masa de poliamida alifática y de 0 a 40 % en masa de poliamida aromática amorfa, y para proporcionar a la película multicapa una combinación equilibrada de capacidad de estiramiento y rigidez, se prefiere una mezcla de 60 a 95 % en masa de poliamida alifática y de 5 a 40 % en masa de poliamida aromática amorfa, y es aún más
preferida una mezcla de 80 a 90 % en masa de poliamida alifática y de 10 a 20 % en masa de poliamida aromática amorfa.
Como la resina con base de poliamida, se usan preferiblemente, resinas con base de poliamida alifática y resinas con base de poliamida aromática amorfa. La poliamida alifática es preferiblemente una que tenga un punto de fusión no inferior a 180 °C ni superior a 270 °C, entre las cuales se prefieren el polímero de poliamida 6 (nailon 6) (punto de fusión: aproximadamente 225 °C), copolímero de poliamida 6-66 (nailon 6-66) (punto de fusión: aproximadamente 180 a 200 °C), copolímero de poliamida 6-12 (nailon 6-12) (punto de fusión: aproximadamente 180 a 200 °C), y copolímero de poliamida-66-6-12 (nailon 6-66-12) (punto de fusión: aproximadamente 180 a 190 °C).
Como la poliamida aromática amorfa, se usa un policondensado con una diamina alifática que tiene ácido isoftálico y ácido tereftálico como componentes de ácido principales. Como el componente ácido, se prefiere una mezcla que contiene de 40 a 98 % en moles de componente de ácido isoftálico y de 2 a 60 % en moles de ácido tereftálico. Desde el punto de vista de la versatilidad, es especialmente preferido un copolímero de nailon amorfo comúnmente conocido como nailon 6I- 6T (Ny6I-6T), en el que la diamina alifática comprende solamente hexametileno.
Por encima de todo, una capa superficial (A) en la que la resina termoplástica resistente al calor comprende una resina con base de poliéster tiene un brillo superficial particularmente excelente e idoneidad para la impresión y adhesión de etiquetas.
Cuando la capa superficial (A) que comprende una resina termoplástica resistente al calor es una resina con base de poliéster, esta es preferiblemente más fina que la capa intermedia (B) y, en particular, se prefiere no menos de 6 % y menos de 50 % del espesor de la capa intermedia (B) ya que se mantienen la excelente capacidad de estiramiento y las características mecánicas de la capa intermedia (B) que comprende resina con base de poliamida que se va describir más adelante.
La resina con base de poliamida que constituye la capa intermedia (B) comprende preferiblemente de 60 a 100 % en masa de poliamida alifática y de 0 a 40 % en masa de poliamida aromática amorfa. En particular, para proporcionar la película multicapa con un buen equilibrio de capacidad de estiramiento y rigidez, es preferida una mezcla de 60 a 95 % en masa de poliamida alifática y de 5 a 40 % en masa de poliamida aromática amorfa, y es más preferida una mezcla de 80 a 90 % en masa de poliamida alifática y de 10 a 20 % en masa de poliamida aromática amorfa.
La poliamida alifática utilizada tiene preferiblemente un punto de fusión no inferior a 180 °C ni superior a 270 °C. Sobre todo, se prefieren el polímero de poliamida 6 (nailon 6) (punto de fusión: aproximadamente 225 °C), copolímero de poliamida 6-66 (nailon 6-66) (punto de fusión: aproximadamente 180 a 200 °C), copolímero de poliamida 6-12 (nailon 6-12) (punto de fusión: aproximadamente 180 a 200 °C), y copolímero de poliamida 6-66-12 (nailon 6-66-12) (punto de fusión: aproximadamente 180 a 190 °C) porque su procesamiento mediante extrusión es sencillo.
Como la poliamida aromática amorfa, se usa un policondensado con diaminas alifáticas que tiene ácido isoftálico y ácido tereftálico como componentes de ácido principales. Como el componente ácido, se prefiere una mezcla que contiene de 40 a 98 % en moles de componente de ácido isoftálico y de 2 a 60 % en moles de ácido tereftálico. Desde el punto de vista de la versatilidad, se prefiere un copolímero de nailon amorfo comúnmente conocido como nailon 6 I- 6T (Ny6I-6T), en el que la diamina alifática comprende solamente hexametileno.
La resina con base de poliamida que constituye la capa intermedia (B) contiene preferiblemente de 5 a 40 % en masa de poliamida aromática amorfa. Si el contenido de poliamida aromática amorfa es menos de 5 % en masa, la capacidad de producción de película estirada tiende a ser deficiente. Por otra parte, si es mayor de 40 % en masa, la rigidez de la película multicapa será demasiado alta.
El espesor de capa de la capa intermedia (B) que comprende resina con base de poliamida representa preferiblemente más de 15 % y no más de 50 %, más preferiblemente de 20 a 45 %, y aún más preferiblemente de 25 a 40 %, del espesor total de la película multicapa de la presente invención. Si no es mayor de 15 %, la película tiende a ser difícil de estirar. Si la proporción del espesor de la capa intermedia (B) es demasiado grande, la flexibilidad de la película puede quedar impedida. Si es necesario, hasta 20 % en masa de una resina termoplástica que no sea una resina con base de poliamida, tal como una resina de olefina modificada con un ácido tal como ácido maleico o anhídrido del mismo, copolímero de etileno-ácido acrílico, copolímero de etileno-ácido metacrílico, resina de ionómero o copolímero de etileno-acetato de vinilo saponificado puede estar contenido en la capa intermedia (B).
Para evitar la degradación, especialmente la degradación por oxígeno que permea, del producto cárnico tal como carne fresca o procesada contenido en el envase, la película multicapa termocontráctil de la presente invención puede contener una capa de barrera para gases (C) que comprende una resina como barrera para gases. Las resinas de barrera para gases conocidas incluyen copolímeros etileno-acetato de vinilo parcialmente saponificados (habitualmente denominados copolímeros de etileno-alcohol vinílico (EVOH)), poliamidas aromáticas que contienen diamina aromática tal como polimetaxileno adipamida (“ nailon MXD6” ), y similares, pero los ejemplos preferidos de las resinas de barrera para gases
que constituye la capa de barrera para gases (C) son copolímeros de etileno-acetato de vinilo parcialmente saponificados que tienen un contenido de etileno de 20 a 50 % en moles y un grado de saponificación no inferior a 95 %.
La capa de barrera para gases (C) representa de 2 a 20 %, preferiblemente de 3 a 18 %, y más preferiblemente de 3,5 a 15 %, del espesor total de la película multicapa de la presente invención, y su espesor es de 2 a 20 pm y preferiblemente de 2 a 10 pm.
Para producir sin problemas la película multicapa termocontráctil de la presente invención y para proporcionarle su autoadherencia fuertemente reforzada característica, el tipo y composición del copolímero con base de etileno que constituye la capa de superficie interior (D) debe seleccionarse de forma que la resistencia de adhesión entre las capas de la superficie interior (es decir, resistencia de autoadhesión) cuando se trata con agua caliente a 80 °C una vez que las capas de la superficie interior se han adherido entre sí en condiciones de envasado al vacío no es inferior a 10 N/15 mm. El punto de fusión del copolímero con base de etileno medido por DSC según la norma JIS K7121 es preferiblemente de 80 a 95 °C, y especialmente preferiblemente de 85 a 95 °C. Si el punto de fusión es inferior a 80 °C, durante la producción de la película por el método de inflado, la masa fundida del parisón tubular coextruido se enfría, y cuando el parisón se calienta después de haber quedado pinzado entre dos rodillos, la película se fusiona entre sí y tanto el inflado como la extrusión biaxial pueden ser muy difíciles. Si el punto de fusión es mayor de 95 °C, la resistencia de autoadhesión deseada resulta difícil de obtener.
Como copolímero con base de etileno que tiene tales características, se puede usar uno o una mezcla de componentes seleccionados de copolímero de etileno-acetato de vinilo (EVA), copolímero de etileno-ácido acrílico (EAA), copolímero de etileno-ácido metacrílico (EMMA), copolímero de etileno-acrilato de metilo (EMA), copolímero de etileno-acrilato de etilo (EEA) y copolímero de etileno-acrilato de butilo (EBA). La resistencia de autosoldadura tiende a aumentar a medida que aumenta la cantidad de componentes minoritarios (generalmente menos de 30 % en masa) que se polimerizan con el etileno del copolímero con base de etileno.
Para lograr una elevada resistencia de autoadhesión de la película multicapa de la presente invención, se prefiere que la relación entre las entalpías de fusión del cristal a 80 °C y menores (proporción de área no superior que la entalpía a 80 °C respecto a la totalidad del área del pico de la entalpía de fusión del cristal) medida por d Sc según la norma JIS K7121, no es menos de 50 % en el copolímero con base de etileno que constituye la capa de superficie interior (D). Cuanto mayor sea la relación entre las entalpías de fusión del cristal, mayor será la resistencia de autoadhesión. En particular, cuando esta relación es menor de 50 %, existen casos en los cuales no se logra la alta resistencia de autoadhesión deseada y no se obtiene el efecto de evitar la pérdida de líquido en una prueba de abuso cuando se realiza una prueba de abuso.
El tipo y composición del copolímero con base de etileno que constituye la capa de superficie interior (D) se selecciona de forma que proporcione la resistencia de autoadhesión prescrita mediante el control del punto de fusión y la relación entre las entalpías de fusión del cristal anteriormente descrita, pero sobre todo, para proporcionar una elevada resistencia de autoadhesión, se prefiere un copolímero de etileno-acetato de vinilo (EVA) que tiene un contenido en acetato de vinilo de 15 a menos de 25 % en masa y un punto de fusión de 80 a 95 °C. Si el contenido de acetato de vinilo es menor de 15 % en masa, la resistencia de autoadhesión es insuficiente, y si no es menor de 25 % en masa, el olor de acetato de vinilo tiende a permanecer en la película formada y la producción de la película por el método de inflado también resulta difícil.
La película multicapa termocontráctil de la presente invención comprende la capa de superficie exterior (A) descrita anteriormente que comprende una resina termoplástica resistente al calor, una capa intermedia (B) que comprende una resina con base de poliamida y una capa de superficie interior (D) constituida por un copolímero con base de etileno como capas constituyentes obligatorias, pero si es necesario, puede proporcionarse una capa de barrera para gases (C) como capa intermedia. Las resinas de barrera para gases conocidas incluyen copolímeros etileno-acetato de vinilo parcialmente saponificados (habitualmente denominados copolímeros de etileno-alcohol vinílico (EVOH)), poliamidas aromáticas que contienen una diamina tales como polimetaxileno adipamida (“ nailon MXD6” ), y similares, pero los ejemplos preferidos de las resinas de barrera para gases son copolímeros de etileno-acetato de vinilo parcialmente saponificados que tienen un contenido de etileno de 20 a 50 % en moles y un grado de saponificación no inferior a 95 %.
La película multicapa termocontráctil de la presente invención contiene la capa de superficie exterior (A) descrita anteriormente que comprende una resina termoplástica resistente al calor, una capa intermedia (B) que comprende una resina con base de poliamida y una capa de superficie interior (D) constituida por un copolímero con base de etileno como capas constituyentes obligatorias, y también puede contener una capa de barrera para gases (C) dependiendo del caso, pero la capa de resina adhesiva descrita anteriormente también se puede proporcionar como capa intermedia si es necesario, tal como cuando la resistencia de adhesión entre las capas anteriores no es suficiente. Como resina adhesiva, se pueden usar EVA, EEA, EAA, poliolefinas modificadas con ácido (productos de reacción de una olefina, copolímero de la misma o similares con un ácido carboxílico insaturado tal como ácido maleico o ácido fumárico, un anhídrido de ácido, éster o sal metálica del mismo, p. ej., VLDPE modificado con ácido, LLDPE modificado con ácido, EVA modificado con ácido), y similares. Un ejemplo ventajoso es una resina de olefina modificada con un ácido tal como ácido maleico o anhídrido del mismo, o similares.
Además, la película multicapa termocontráctil de la presente invención contiene una capa de superficie exterior (A) que comprende una resina termoplástica resistente al calor, una capa intermedia (B) que comprende una resina con base de poliamida y una capa de superficie interior (D) constituida por un copolímero con base de etileno como capas constituyentes obligatorias, así como por una capa interior (F) para mejorar la capacidad aislante de humedad como capa adyacente a y en el interior de la capa de superficie interior (D). Como la capa interior (F), se puede usar uno o una mezcla de componentes seleccionados de polietileno de baja densidad (LDPE), polietileno lineal de muy baja densidad (VLDPE), polietileno lineal de baja densidad (LLDPE), copolímero de etileno-propileno (PP-Et), copolímero de etileno-acetato de vinilo (EVA), copolímero de etileno-ácido acrílico (EAA), copolímero de etileno-ácido metacrílico (EMMA), copolímero de etileno-acrilato de metilo (EMA), copolímero de etileno-acrilato de etilo (EEA) y copolímero de etileno-acrilato de butilo (EBA).
En la configuración de capas anterior, pueden añadirse lubricantes orgánicos, lubricantes inorgánicos (agentes antibloqueantes) y/o agentes antiestáticos a cualquier capa. Los lubricantes orgánicos y/u inorgánicos están preferiblemente contenidos en, sobre todo, la capa de superficie interior (D) o en la capa de superficie exterior (A) para mejorar el deslizamiento de la película cuando se produce la película, la capacidad de formación de la bolsa durante el procesamiento secundario y la idoneidad para máquinas de envasado durante el llenado del contenido. De forma adicional, las superficies interiores y exteriores de la película se pueden empolvar con almidón de maíz o similares si es necesario.
Los ejemplos de lubricantes orgánicos que pueden usarse incluyen lubricantes con base de hidrocarburos, lubricantes con base de ácido graso, lubricantes con base de amida de ácido graso, lubricantes con base de éster, jabones de metal y similares. Los lubricantes orgánicos pueden estar en forma líquida o sólida. Entre estos lubricantes, los lubricantes con base de amida de ácido graso y los jabones de metal son preferidos por su miscibilidad con la resina de poliolefina. Un lubricante orgánico se usa preferiblemente en la proporción de 0,1 a 2 % en masa en las capas deseadas.
Los ejemplos de lubricantes inorgánicos (agentes antibloqueantes) que pueden usarse incluyen cargas inorgánicas conocidas agregadas a la resina para inhibir la adhesión de la película a sí misma, por ejemplo, talco, tierra de diatomeas, sílice, zeolita, carbonato de calcio, aluminosilicato, y similares. Por ejemplo, se prefieren sílice, aluminosilicato, zeolita, y similares de los puntos de vista del índice de refracción y la dispersabilidad. La mediana del tamaño de partículas promedio en volumen D50 del lubricante inorgánico medido por un contador Coulter es preferiblemente de 0,5 a 10 pm, y más preferiblemente de 1 a 7 pm. Para un lubricante inorgánico que tiene este tamaño de partícula promedio, es aún más preferiblemente cortar la parte de partículas mayores de 10 pm. Un lubricante inorgánico se usa preferiblemente en la proporción de 0,05 a 2 % en masa y especialmente preferiblemente de 0,1 a 1 % en masa en las capas deseadas.
El lubricante orgánico o inorgánico se añade preferiblemente a la fase de resina deseada de las resinas que constituyen la capa deseada o una resina miscible con la misma, como mezcla maestra que contiene el lubricante en una concentración de, por ejemplo, de 1 a 10 % en masa.
Como agente antiestático, se utiliza preferiblemente un tensioactivo. Como tensioactivos, se puede utilizar un tensioactivo aniónico, tensioactivo catiónico, tensioactivo no iónico, tensioactivo anfótero, o una mezcla de los mismos. Un agente antiestático puede añadirse según necesidad en una proporción de 0,05 a 2 % en masa con respecto a la resina de la capa a la que se añade.
En la película multicapa termocontráctil de la presente invención, las capas anteriores se estratifican, y el espesor final conseguido mediante estiramiento y relajación es de 10 a 200 pm, preferiblemente de 15 a 150 pm, y más preferiblemente de 20 a 150 pm.
Más específicamente, la capa de superficie exterior (A) que comprende una resina termoplástica resistente al calor tiene preferiblemente de 0,5 a 25 pm, especialmente 1 a 15 pm; la capa intermedia (B) que comprende resina con base de poliamida tiene de 3 a 50 pm, preferiblemente de 4 a 45 pm, en un intervalo tal que la proporción relativa al espesor total anterior se mantiene; la capa de barrera para gases (C) tiene, por ejemplo, de 1 a 30 pm, preferiblemente de 2 a 15 pm; la capa de superficie interior (D) constituida por copolímero con base de etileno está en el intervalo de 1 a 150 pm, preferiblemente de 10 a 150 pm; y la capa interior (F) proporcionada adyacente a la capa de superficie interior (D) tiene un espesor de 5 a 100 pm (de 10 a 150 pm como total que incluye la capa de superficie interior (D)). Cuando el espesor de la capa de superficie interior (D) es menor de 10 pm, la resistencia de sellado tiende a no ser satisfactoria, e incluso si se proporciona una capa interior (F), cuando el espesor de la capa de superficie interior (D) es menor de 1 pm, se puede fundir y fluir cuando se realiza el termosellado, y es posible que se pierda la capacidad de sellado. Por otro lado, cuando el espesor de la capa de superficie interior (D) (o el espesor total que incluye la capa interior (F)) es mayor de 150 pm, la capacidad de estiramiento puede ser deficiente.
Se puede proporcionar una pluralidad de capas de resina adhesiva, pero el espesor de cada una es preferiblemente de 0,5 a 5 pm.
La película multicapa termocontráctil de la presente invención se puede producir por el método de dilatación, pero más preferiblemente se produce de la siguiente forma por el método de inflado.
Una película multicapa tubular se forma por coextrusión de al menos tres tipos de resina termoplástica fundida en forma tubular desde diversos extrusores que se corresponden con el número de tipos de resina estratificada (al menos tres) que constituyen la película multicapa, para formar un cuerpo tubular que tiene una superficie exterior (A) que comprende una resina termoplástica resistente al calor, una capa intermedia (B) que comprende una resina con base de poliamida, una capa de superficie interior (D) constituida por un copolímero con base de etileno y, dependiendo del caso, que contiene además una capa de barrera para gases (C) y que contiene además una capa interior (F); enfriar con agua el cuerpo tubular pero no más que el punto de fusión de la resina primaria contenida en cada una de las capas; recalentar el cuerpo tubular utilizando agua caliente de 75 a 90 °C; estirar el cuerpo tubular de 250 % a 400 % en dirección vertical y en dirección perimetral mientras se estira en dirección vertical a la vez que se introduce fluido dentro del cuerpo tubular, para formar una película tubular estirada biaxialmente; realizar el tratamiento térmico de relajación usando vapor o agua caliente de 60 a 98 °C desde la cara más próxima a la capa de superficie exterior (A) de un cuerpo tubular que se reformó por plegado de la película tubular estirada biaxialmente e insertar fluido en su interior de forma que las respectivas relaciones de relajación en dirección vertical y en dirección perimetral son de 2 a 25 %; y después enfriar. La película multicapa termocontráctil tubular formada de esta manera se corresponde a la película multicapa termocontráctil de la presente invención y puede usarse sin alterar como un material para el envasado automatizado de productos cárnicos, pero puede prepararse como material de envasado en forma de una película plana larga para envasado automatizado al cortarlo con anticipación a lo largo de la dirección de la máquina, o por cortado, se puede preparar como materiales de envasado en forma de saco o de bolsa cilíndricos de los cuales un extremo se ha contraído y presellado. Más específicamente, en la Fig. 1, la película multicapa termocontráctil tubular descrita anteriormente se produce mediante, por ejemplo, el siguiente método usando el método de inflado.
Un tubo (parisón) 3 que contiene una capa de superficie exterior (A) que comprende una resina con base de poliéster, una capa intermedia (B) que comprende una resina con base de poliamida, y una capa de superficie interior (D) constituida por un copolímero con base de etileno se coextruye a través de una boquilla anular 2 desde un número de extrusores (solo se ilustra un extrusor) correspondiente al número de tipos de resinas estratificadas que constituyen la película multicapa, y se captura mediante rodillos tensores 5 mientras se enfría en un baño 4 de agua a una temperatura no superior al punto de fusión de la resina primaria contenida en cada una de las capas, y preferiblemente no superior a 40 °C. A continuación, la película 3a tubular capturada se introduce en un baño 6 de agua caliente que tiene una temperatura no superior al punto de fusión de la resina primaria contenida en cada una de las capas, por ejemplo, de 75 a 90 °C, mientras que un agente antiaglomerante tipificado por el aceite de soja o similar se incluye en caso necesario. La película 3b tubular caliente después se arrastra hacia arriba, y se forma un tubo 3c en forma de burbuja mediante aire fluido introducido entre un par de rodillos tensores 7 y 8. Mientras se enfría con un anillo 9 de aire a una temperatura de 10 a 20 °C, se estira simultáneamente en forma biaxial en la dirección vertical (MD) y la dirección transversal (TD) en una relación de estiramiento relativamente bajo y limitado, es decir, una relación de estiramiento de 250 a 400 %, y preferiblemente de 280 a 400 %, en la m D y la TD. A continuación, la película tubular 3d tras el estiramiento se arrastra hacia abajo, y se vuelve a formar un tubo 3e en forma de burbuja mediante aire fluido introducido entre un par de rodillos tensores 10 y 11 , y a continuación se mantiene dentro de un tubo 12 de tratamiento térmico. A continuación, se sopla vapor (o se pulveriza agua caliente) desde las boquillas 13 del tubo 12 de tratamiento térmico, y la película tubular 3e tras el estiramiento biaxial se trata térmicamente durante de 1 a 20 segundos, preferiblemente de 1,5 a 10 segundos, de 60 a 98 °C, preferiblemente de 60 a 80 °C, para relajar (contraer) la película tubular 3e en 2 al 25 % en cada una de la dirección vertical (MD) y dirección transversal (TD), y preferiblemente en 5 a 15 % en cada dirección. La película tubular 3f después del tratamiento térmico corresponde a la película multicapa termocontráctil de la presente invención, y se enrolla sobre un rodillo 14 de devanado.
La película se puede irradiar por un método conocido antes o después del estiramiento en el método de producción de la película multicapa termocontráctil descrito anteriormente.
La película multicapa termocontráctil de la presente invención producida de la forma mencionada anteriormente se caracteriza porque la resistencia de adhesión entre las capas de la superficie interior después del tratamiento con agua caliente a 80 °C no es inferior a 10 N/15 mm. Si la resistencia de autoadhesión es inferior a 10 N/ 15 mm, la resistencia de autoadhesión no es satisfactoria y, en particular, durante el transporte, almacenamiento, y similares después de la producción del producto cárnico envasado, las capas de superficie interior autoadheridas de los bordes se despegan debido a choques tales como colisiones con otros artículos o caídas, y en esta zona se forman charcos de líquido. La resistencia de autoadhesión es preferiblemente no inferior a 12 N/15 mm y, más preferiblemente no inferior a 14 N/15 mm, y especialmente preferiblemente no inferior a 18 N/15 mm. El límite superior de la resistencia de autoadhesión no está especialmente limitado, y se determina como la resistencia a la rotura de la película del sustrato. De forma adicional, las características preferidas de la película multicapa termocontráctil de la presente invención son una relación de contracción en agua caliente a 80 °C no inferior a 20 % y más preferiblemente no inferior a 25 % en cada una de las MD y TD, e incluso más preferiblemente no inferior a 25 % en la MD y no inferior a 30 % en la TD, empañamiento no inferior a 10 %, brillo no inferior a 100 %,
permeabilidad al oxígeno (23 °C, 80 % HR) no superior a 100 cm3/m2/24 h atm, y permeabilidad a la humedad (40 °C, 90 % HR) no superior a 40 g/m2/24 h.
La película multicapa termocontráctil obtenida de la presente invención, como se ilustra en la Fig. 2 (vista en planta) como ejemplo, tiene la forma de una bolsa 20 de envasado cilíndrica hueca en la que una parte precintada 15 está formada en un extremo 20a, y el otro extremo 20b está abierto. Como se ilustra en la Fig. 3, un producto cárnico 16 tal como carne fresca se introduce en la bolsa 20 de envasado desde el lado del extremo abierto 20b, y una parte precintada 17 se forma en el lado del extremo 20b mientras se extrae el aire, para envasar al vacío el producto cárnico 16. A continuación, con un tratamiento térmico de sumergir en o ducha con, por ejemplo, agua caliente a 80 °C (generalmente de 75 a 85 °C) durante 3 segundos (generalmente de 1 a 20 segundos), la película que forma la bolsa 20 de envasado se contrae térmicamente y, simultáneamente, las capas de la superficie interior de la película que rodean el producto cárnico, incluida la región intermedia A entre la parte 17 de sellado y el producto cárnico 16, se funden (autoadhieren) entre sí, dando como resultado un producto 30 cárnico envasado. En el producto 30 cárnico envasado así conformado, como se ilustra en el esbozo de la Fig. 3, no se filtra líquido alrededor de la periferia incluso después de que el envase al vacío que contiene 1,5 kg de redondo de ternera en un material en forma de bolsa que mide, por ejemplo, aproximadamente 25 cm x 35 cm se refrigera durante aproximadamente un mes a una temperatura baja de 0 °C. Por el contrario, con un producto 30A cárnico envasado formado análogamente mediante envasado al vacío y termocontracción pero que utiliza una bolsa de envasado que comprende una película multicapa termocontráctil que carece de capacidad de autosoldabilidad de las capas interiores, como se ilustra en el esbozo de la Fig. 4, se filtra líquido alrededor del producto cárnico 16 y forma charcos de líquido 18 cuando se refrigera de forma similar durante aproximadamente un mes a 0 °C.
Un consumidor que ha comprado el producto cárnico 30 obtenido de la manera anterior puede extraer el producto cárnico de la bolsa de envasado cortando una entalla C utilizando un cuchillo o similar hasta una posición cercana al producto cárnico 16 y separar el borde A como se ilustra en la Fig. 3.
Ejemplos
La presente invención se describirá en detalle a continuación en la memoria basándose en ejemplos de trabajo y ejemplos comparativos, pero la presente invención no está limitada a estos ejemplos. Nótese que los métodos para medir las propiedades físicas enumeradas en la memoria descriptiva de la presente solicitud son los siguientes.
Medición del punto de fusión y de la relación entre las entalpías de fusión del cristal
El punto de fusión (Tm) se midió por DSC (calorímetro de barrido diferencial) según la norma JIS K7121. Para determinar la relación entre las entalpías de fusión del cristal, se determinó una curva DSC para la resina de muestra por calentamiento a 200 °C según la norma JIS K7121. A continuación, se determinó la totalidad de la entalpía de fusión del cristal basándose en el área del pico en el intervalo de temperatura desde el inicio hasta el final de la fusión. La entalpía de fusión del cristal a una temperatura especificada (80 °C) y menor se determinó a partir del área de dicha parte basándose en los resultados de calcular la totalidad de la entalpía de fusión del cristal. A continuación, la relación entre las entalpías de fusión del cristal se determinó mediante la siguiente fórmula.
Relación entre las entalpías de fusión del cristal (%) = (valor de la entalpía de fusión del cristal a la temperatura especificada (80 °C) e inferior)/(valor total de la entalpía de fusión del cristal) x 100
Relación de contracción en agua caliente
La relación de contracción en agua caliente de la película multicapa termocontráctil se midió con el siguiente método según la norma ASTM D 2732. Específicamente, una muestra con marcas impresas separadas 10 cm entre sí en la MD (dirección vertical) y en la TD (dirección transversal) de la película multicapa termocontráctil se sumergió durante 10 segundos en agua caliente a 80 °C y después se retiró. Se enfrió inmediatamente con agua a temperatura ambiente y, después, se midió la distancia entre las marcas. El valor medido se restó de 10 cm, y la relación entre el valor obtenido dividido por 10 cm se tomó como la relación de contracción en agua caliente (unidades: %) mostrada en porcentaje para la TD y para la MD (valor promedio de n = 5 muestras). Desde el punto de vista del aspecto, la transparencia, y la capacidad de almacenamiento del producto cárnico envasado al vacío, la relación de contracción en agua caliente es preferiblemente no inferior a 20 % y más preferiblemente no inferior a 25 % en la MD y la TD, y especialmente preferiblemente, no es inferior a 25 % en la MD y no inferior a 30 % en la TD.
Densidad y punto de fusión
La densidad de los materiales de resina se midió según la norma ASTM D1505, y el punto de fusión se midió según la norma JIS K7121.
MFR
La MFR de los materiales de resina de se midió a 190 °C con una carga de 21,18 N usando un indexador de masa fundida fabricado por Toyo Seiki Seisaku-Sho, Ltd., según la norma ASTM D1238.
Empañamiento
La transparencia de la película multicapa termocontráctil se midió como empañamiento (unidades: %) usando un nefelómetro NDH-2000 fabricado por Nippon Denshoku Industries Co., Ltd., según la norma JIS K7105 (valor promedio de n = 5 muestras). Para mejorar la transparencia del producto cárnico envasado, se prefiere que el empañamiento no sea mayor de 10 %.
Brillo
Para el brillo (unidades: %) de la película multicapa termocontráctil, se midió el brillo en una superficie de rodillo en la TD y en la MD usando un medidor de brillo VG-2000 fabricado por Nippon Denshoku Industries Co., Ltd., según la norma JIS Z8741 (valor promedio de n = 5 muestras). Para mejorar el aspecto del producto cárnico envasado, se prefiere que el brillo no sea menor de 100 %.
Resistencia a la perforación
Utilizando un modulómetro (Tensilon RTM-100 fabricado por Orientec Co., Ltd.) provisto de un pasador de punzón con punta semiesférica con un radio de curvatura de 0,5 mm, una muestra de película multicapa se pinchó desde el lado de la capa de superficie exterior (A) con el pasador de punzón a una velocidad de 50 mm/min en una atmósfera a 23 °C, 50 % HR. Se midieron cinco muestras y se calculó el valor promedio.
Preferiblemente, la resistencia a la perforación no es no inferior a 15 N, que es eficaz para inhibir desgarros y orificios debido a colisiones o caídas, especialmente cuando se distribuyen envases que contienen alimentos duros o con salientes tal como carne con hueso. También permite mejorar la resistencia contra orificios en una prueba de abuso. La configuración de la capa intermedia (B) que comprende una resina con base de poliamida es el factor principal para mejorar la resistencia a la perforación.
Resistencia de sellado
Para medir la resistencia de sellado de la película multicapa termocontráctil, se creó una muestra mediante sellado por impulso en las siguientes condiciones utilizando una envasadora al vacío (Multivac AGW). Tiempo de sellado: 2 segundos; presión de sellado: 1 kg/cm2; anchura de la barra de sellado: 1 mm; temperatura de sellado: 160 ± 2 °C. A continuación, después de dejar reposar la muestra durante 2 horas en una atmósfera a 23 °C y 50 % HR, la parte precintada por impulso de la muestra se midió por el método descrito a continuación. El valor medido se expresó como el valor promedio de n = 5 muestras. Para mejorar la resistencia global del producto envasado al vacío, la resistencia de sellado es preferiblemente no inferior a 15 N/15 mm, y esta resistencia de sellado se garantiza preferiblemente incluso en un sellado rápido.
• Dispositivo de medición: Modulómetro Tensilon RTM-100 fabricado por Orientec Co., Ltd.
• Distancia entre pinzas: 20 mm
• Velocidad de las pinzas: 300 mm/min
• Anchura de la muestra: 15 mm
• Temperatura: 23 °C
• Humedad: HR 50 %
Permeabilidad al oxígeno
La permeabilidad al oxígeno de la película multicapa termocontráctil se midió a 23 °C y humedad relativa (HR) 80 % usando el OX-TRAN modelo 2/20 fabricado por Modern Controls, Inc., según la norma ASTM D3985-81. Las unidades son cm3/m224 hatm. Desde el punto de vista de prevención de la degradación del contenido, la permeabilidad al oxígeno es preferiblemente no mayor de 100 cm3/m224 hatm.
Permeabilidad a la humedad
La permeabilidad a la humedad de la película multicapa termocontráctil se midió a 40 °C y humedad relativa (HR) 90 % usando el modelo PERMATRAN W3/31 fabricado por Modern Controls, Inc., según la norma ASTM F372-73.
Las unidades son g/m2/24 h. Desde el punto de vista de prevenir la merma del contenido, la permeabilidad a la humedad es preferiblemente no mayor de 40 g/m2/24 h.
Productibilidad de la película
La productibilidad de la película se evaluó según los siguientes criterios basados en la estabilidad de una burbuja estirada formada por el método de inflado.
A: La película se puede producir por inflado, y la burbuja estirada casi no fluctúa.
B: La película puede producirse por inflado, pero la burbuja estirada fluctúa y carece de estabilidad, y hay arrugas en la película.
C: La película no se puede producir por inflado.
Procesabilidad de la conformación en bolsa
La procesabilidad de la conformación en bolsa de la película multicapa termocontráctil (anchura plegada 350 mm) se evaluó según los siguientes criterios mediante la formación de una bolsa (anchura 350 mm, longitud 500 mm) de la película multicapa termocontráctil utilizando un formador de bolsas modelo BM37 fabricado por Kureha Corp.
Criterios de evaluación de la procesabilidad de la conformación en bolsa
A: En la operación continua durante 8 horas, la bolsa producida se alimentó correctamente a la etapa posterior y no se generaron arrugas en la bolsa durante la producción.
B: Se observó la generación de arrugas en la bolsa durante la producción, pero la bolsa producida se alimentó a la etapa posterior.
C: La bolsa producida quedó atrapada cerca de la parte de sellado del formador de bolsas, y la operación continua fue difícil.
Capacidad de apertura de la bolsa
La capacidad de apertura de la bolsa de película multicapa termocontráctil se evaluó según los siguientes criterios mediante la producción de una bolsa sellada por un extremo y abierta por el otro extremo de la película multicapa termocontráctil usando un formador de bolsas modelo BM37 fabricado por Kureha Corp.
Criterios de evaluación de la capacidad de abertura de la bolsa
A: Cuando la bolsa se colocó sobre una superficie horizontal y el lado superior de la abertura de la bolsa se levantó, se abrió todo el lado interior de la bolsa.
B: Cuando la bolsa se colocó sobre una superficie horizontal y el lado superior de la abertura de la bolsa se levantó, una parte del lado interior de la bolsa quedó adherido.
C: Cuando la bolsa se colocó sobre una superficie horizontal y el lado superior de la abertura de la bolsa se levantó, la práctica totalidad del lado interior de la bolsa quedó adherido.
Autoadherencia
- Medición de la resistencia de adhesión del lado interior (autoadherencia) -Como muestra, se produjo una bolsa que medía 200 mm de anchura * 250 mm de longitud sellada por tres lados con sellado por impulso, y como artículo a envasar, se introdujo en la bolsa carne fresca (aproximadamente 600 g) que medía aproximadamente 80 mm de anchura, 80 mm de espesor, y 100 mm de longitud, y se obtuvo un envase al vacío utilizando una envasadora al vacío (Multivac AGW). El envase se sumergió durante aproximadamente 3 segundos en agua caliente a 80 °C para termocontraerlo y a continuación se enfrió inmediatamente con agua fría, y se obtuvo una muestra para medición de la resistencia de autosoldadura. Después, la muestra obtenida se dejó reposar (humidificada) durante 1 día en una atmósfera a 23 °C y 50 % HR, se midió la resistencia de adhesión entre los lados interiores de los bordes de la muestra (resistencia de autoadhesión) según el método descrito a continuación. El valor medido se expresó como el valor promedio de n = 5 muestras.
• Dispositivo de medición: Modulómetro Tensilon RTM-100 fabricado por Orientec Co., Ltd.
• Distancia entre pinzas: 20 mm
• Velocidad de las pinzas: 300 mm/min
• Anchura de la muestra: 15 mm
• Temperatura: 23 °C
• Humedad: HR 50 %
Determinación del ensayo de abuso
Creación de la muestra
Como muestra, se produjo un saco (bolsa) que medía 200 mm de anchura x 250 mm de longitud sellada por tres lados con sellado por impulso, y como artículo a envasar, se introdujo en la bolsa carne fresca (aproximadamente 600 g) que medía aproximadamente 80 mm de anchura, 80 mm de espesor, y 100 mm de longitud, y tras extraer el aire, y abrirse se selló térmicamente para producir un envase. El envase obtenido se sumergió durante aproximadamente 3 segundos en agua caliente a 80 °C para termocontraerlo y a continuación se enfrió inmediatamente con agua fría, y después de dejar reposar durante 1 día en una nevera a 5 °C, se obtuvo una muestra para el ensayo de abuso. La muestra se utilizó en la siguiente evaluación de “ determinación de la visibilidad del líquido” .
Ensayo de abuso
Diez envases llenos de carne fresca se dejaron reposar durante 8 horas en una nevera a 5 °C, y después se introdujeron aleatoriamente en una caja cilíndrica hexagonal regular hecha de resina dura de cloruro de vinilo ajustada a 5 °C, y mientras se mantenía la temperatura, se hicieron girar durante 10 minutos a 30 rpm con la línea central de la columna hexagonal regular como eje. A continuación, los 10 envases llenos de carne fresca se retiraron, y después de haberlos dejado reposar durante 8 horas en una nevera a 5 °C, se contó el número de envases en los que se había producido el despegado en la parte fusionada de los lados interiores de la película y el líquido se había filtrado a la parte despegada. Como para las cajas, la longitud de un lado del hexágono regular tenía 20 cm de, la longitud del cilindro era 61,5 cm, y el espesor de la placa de resina que constituye la caja era de 0,5 cm. En la caja, se proporcionaron tres placas de obstrucción fabricadas de resina dura de cloruro de vinilo que tenían forma ovalada orientadas hacia el eje de rotación de la caja desde tres vértices alternantes especificados entre los seis vértices del hexágono regular. En cuanto a las placas de obstrucción, la longitud del lado que se extiende hacia el eje de rotación era de 7,8 cm, la longitud del otro lado era igual, y el espesor era de 0,5 cm.
Determinación de la visibilidad del líquido
La determinación se realizó según el número de muestras en las que el líquido se había infiltrado debido al desprendimiento de los lados interiores de la película entre sí, y se evaluó según el siguiente criterio.
A: No se produjo desprendimiento de los lados interiores de la película entre sí y no hubo envases con separación o infiltración de líquido.
B: Se produjo un pequeño desprendimiento de los lados interiores de la película entre sí, y hubo de 1 a 2 envases con infiltración de líquido.
C: Se produjo desprendimiento parcial de los lados interiores de la película entre sí, y hubo de 3 a 5 envases con infiltración de líquido.
D: Se produjo un importante desprendimiento de los lados interiores de la película entre sí, y hubo 6 o más envases con infiltración de líquido, lo que no podría soportar el uso en la práctica.
Idoneidad del envasado de tipo almohadilla
La idoneidad del envasado de tipo almohadilla de la película multicapa termocontráctil se midió y se evaluó por el siguiente método. Específicamente, se practicó una hendidura en los bordes de ambos lados de la película multicapa termocontráctil (en forma de tubo) para preparar un par de películas multicapa termocontráctiles de 380 mm de anchura y, usando estas películas, se produjeron bolsas para envasado de tipo almohadilla a una temperatura de sellado de 180 °C, y se obtuvieron bolsas para envasado de tipo almohadilla que medían 170 mm de anchura y 300 mm de longitud usando una máquina para envasado de tipo almohadilla horizontal NW406 fabricada por Omori Machinery Co., Ltd. La bolsa para envasado de tipo almohadilla obtenida se llenó con un jamón cilíndrico que medía 300 mm de perímetro y 200 mm de longitud, se envasó al vacío, y se sumergió en agua caliente a 90 °C durante 10 segundos. La idoneidad del envase de
tipo almohadilla (idoneidad para producir una bolsa para envasado) de la película multicapa termocontráctil se evaluó según los siguientes criterios.
Criterios de evaluación de la idoneidad del envase de tipo almohadilla
A: La barra de sellado coincidió con la parte a sellar donde las películas se solapan, y se pudo realizar un envasado estable a una velocidad de película de 30 m/min con poca contracción de la parte sellada.
B: Se observó desviación entre la posición de la barra de sellado y la parte a sellar donde las películas se solapan, y no se pudo realizar un envasado estable a una velocidad de película de 30 m/min.
C: La película era blanda, y se estiró y se fundió a la barra de sellado, y no fue posible el envasado estable.
Los nombres, sumarios, nombres de producto, características y similares de los materiales de resina utilizados en los ejemplos de trabajo y ejemplos comparativos que se proporcionan a continuación son los siguientes.
• Ny-A: Copolímero de nailon 6-66; “Amilan CM6241F” fabricado por Toray Industries, Inc. Densidad: 1,13 g/cm3, punto de fusión: 190 °C
• Ny-B: Copolímero de nailon amorfo 6I-6T; “ Grivory G21” fabricado por EMS-Chemie Japan, Ltd. Densidad: 1.18 g/cm3, temperatura de transición vítrea: 125 °C
• Ny-C: Polímero de nailon 6; “ UBE Nylon n.° 1030B” fabricado por Ube Industries, Ltd. Punto de fusión: 220 °C • NY-1: Mezcla de 80 % en masa de Ny-A 20 % en masa de Ny-B
• NY-2: Mezcla de 70 % en masa de Ny-A 30 % en masa de Ny-B
• NY-3: Mezcla de 70 % en masa de Ny-C 30 % en masa de Ny-B
• co-PET: Copolímero de tereftalato-isoftalato de etileno (ácido tereftálico: 88 % en moles, ácido isoftálico: 12 % en moles); “ Bellpet IFG-8L” fabricado por Bell Polyester Products, Inc. Densidad: 1,395 g/cm3, punto de fusión: 228 °C, viscosidad límite: 0,8
• EVOH: Copolímero de etileno-acetato de vinilo saponificado (contenido de etileno: 48 %); “ EVAL G156B” fabricado por Kuraray Co., Ltd. Punto de fusión: 160 °C, MRF: 6,4 g/10 min (190 °C, carga: 21,18 N)
• PVDC: Copolímero de cloruro de vinilideno-cloruro de vinilo; “ Krehalon FB-9” fabricado por Kureha Corp.
• EVA-A: Copolímero de etileno-acetato de vinilo (contenido de acetato de vinilo: 18 %); “ Escorene Ultra, FL 00218” fabricado por ExxonMobil Chemical Company Densidad: 0,940 g/cm3, MRF: 1,7 g/10 min (190 °C, carga: 21,18 N), punto de fusión: 86 °C
• EVA-B: Copolímero de etileno-acetato de vinilo (contenido de acetato de vinilo: 15 %); “ Ultracene 626” fabricado por Tosoh Corp. Densidad: 0,936 g/cm3, MRF: 3,0 g/10 min (190 °C, carga: 21,18 N), punto de fusión: 90 °C • EVA-C: Copolímero de etileno-acetato de vinilo (contenido de acetato de vinilo: 12 %); “ Escorene Ultra, FL 00212” fabricado por ExxonMobil Chemical Company Densidad: 0,934 g/cm3, MRF: 2,5 g/10 min (190 °C, carga: 21,18 N), punto de fusión: 93 °C
• EVA-D: Copolímero de etileno-acetato de vinilo (contenido de acetato de vinilo: 25 %); “ Ultracene 640” fabricado por Tosoh Corp. Densidad: 0,948 g/cm3, MRF: 2,8 g/10 min (190 °C, carga: 21,18 N), punto de fusión: 78 °C • EVA-1: Mezcla de 50 % en masa de EVA-A 50 % en masa de EVA-C
• EEA: Copolímero de etileno-acrilato de etilo; “ DPDJ-6182” fabricado por Nippon Unicar Co., Ltd.
• VL-1: Polietileno de muy baja densidad (copolímero de etileno-a-olefina); “ Moretec V-0398CN” fabricado por Prime Polymer Co., Ltd. Densidad: 0,907 g/cm3, punto de fusión: 117 °C, MRF: 3,0 g/10 min (190 °C, carga: 21.18 N)
• VL-1: Polietileno de muy baja densidad; densidad: 0,908 g/cm3, punto de fusión: 119 °C, MRF: 3,0 g/10 min (190 °C, carga: 21,18 N) •
• SSC-VLDPE: Polietileno de muy baja densidad (copolímero de etileno-a-olefina); densidad: 0,902 g/cm3, punto de fusión: 100 °C, MRF: 3,0 g/10 min (190 °C, carga: 21,18 N)
• IO: lonómero; densidad: 0,94 g/cm3, punto de fusión: 90 °C, MRF: 3,1 g/10 min (190 °C, carga: 21,18 N), grado de ionización Na: 8 %
• M-PO: Polietileno de muy baja densidad modificado con ácido carboxílico insaturado; “Admer SF730” fabricado por Mitsui Chemicals, Inc. Densidad: 0,902 g/cm3, punto de fusión: 119 °C, MRF: 2,7 g/10 min (190 °F, carga: 21,18 N) Además, los nombres y sumarios de los lubricantes usados en las capas interior y exterior de la película estratificada de los ejemplos de trabajo y ejemplos comparativos que se proporcionan a continuación son los siguientes.
• LUB-1: Mezcla maestra de lubricante inorgánico: base co-PET base, que contiene 2,5 % en masa de SiO2
• LUB-2: Mezcla maestra de lubricante inorgánico y lubricante orgánico: base de polietileno (VLDPE), que contiene 4 % en masa de SiO2 y 2 % en masa de erucamida
(Ejemplo comparativo 1a)
Preparación de la película multicapa termocontráctil
Se preparó una película multicapa termocontráctil que tenía una configuración de seis capas usando los siguientes cinco tipos de material de resina (1) a (5).
(1) Capa de superficie exterior (A):
Mezcla de 92 % en masa del co-PET anterior, 8 % en masa de LUB-1
(2) Capa intermedia (B): El anterior “ Ny-1”
(3) Capa de barrera para gases (C): El anterior EVOH
(4) Capa de superficie interior (D): Mezcla de 90 % en masa del EVA-A, 10 % en masa de LUB-2
(5) Capa de adhesión (E): El anterior M-PO
Una película multicapa termocontráctil de seis capas que tenía la configuración de capas (A)/(E)/(B)/(C)/(E)/(D) (relación de espesor: 2/1,5/12/4/1,5/19) se produjo por el siguiente método de coextrusión usando los anteriores cinco tipos de material de resina ((A) a (E)) de (1) a (5) anterior. Específicamente, los cinco tipos de material de resina (1) a (5) se suministraron individualmente a cinco extrusores respectivos, y después de amasado con fusión de cada uno a una temperatura de resina de 180 a 240 °C, los materiales de resina fundidos se suministraron simultáneamente a una boquilla anular de coextrusión para dar como resultado las seis capas anteriores en el orden desde la cara exterior en la relación de espesor prescrita, y se coextruyó un tubo con las seis capas dentro de la boquilla. El tubo se inactivó en un baño de agua de 10 a 18 °C, y se obtuvo un tubo plano que tenía una anchura plana de 136 mm y un espesor de 325 pm. A continuación, el tubo plano se hizo pasar a través de un baño de agua caliente a 88 °C, y a continuación se inyectó aire en el tubo con forma de tubo, y simultáneamente se estiró biaxialmente con una relación de estiramiento de 290 % en la dirección vertical (MD) y 310 % en la dirección transversal (TD) por el método de inflado mientras se enfriaba con un anillo de aire a una temperatura de 15 a 20 °C. Después, la película estirada biaxialmente se introdujo en una conducción de tratamiento térmico de 2 m de longitud y se calentó a 70 °C en forma de tubo con vapor soplado desde boquillas de vapor, y mediante tratamiento térmico durante 2 segundos con relajación del tubo un 5 % en dirección vertical y un 5 % en dirección transversal, se obtuvo una película multicapa termocontráctil que tiene una anchura plegada de 400 mm y un espesor de 40 pm. La configuración de la capa (composición y espesor de la capa) de la película multicapa termocontráctil obtenida se resume en la tabla 1 junto el resto de ejemplos de trabajo y ejemplos comparativos descritos a continuación.
La Tabla 2 muestra los resultados de la medición de la relación entre las entalpías de fusión del cristal para la resina de la capa de superficie interior, así como los resultados de medición y evaluación de empañamiento, brillo, relación de contracción en agua caliente, permeabilidad al oxígeno, permeabilidad a la humedad, productibilidad de la película, procesabilidad de la conformación en bolsa, apertura de la bolsa, idoneidad del envasado de tipo almohadilla y capacidad de autoadherencia de la película multicapa termocontráctil. Los resultados de la medición de la relación entre las entalpías de fusión del cristal para la resina de la capa de superficie interior se resumen en las Tablas 2 y 3 junto con las del resto de ejemplos de trabajo y ejemplos comparativos descritos a continuación.
(Ejemplo comparativo 2a)
Se obtuvo una película multicapa termocontráctil del mismo modo que en el Ejemplo comparativo 1a salvo que se usó Ny-2 para la capa intermedia (B).
(Ejemplo comparativo 3a)
Se obtuvo una película multicapa termocontráctil del mismo modo que en el Ejemplo comparativo 1a salvo que se usó Ny-3 para la capa intermedia (B).
(Ejemplo comparativo 4a)
Se obtuvo una película multicapa termocontráctil del mismo modo que en el Ejemplo comparativo 1a excepto que el EVA-A (contenido de acetato de vinilo: 18 %) de la capa de superficie interior (D) se sustituyó por EVA-B (contenido de acetato de vinilo: 15 %).
(Ejemplo comparativo 5a)
Se obtuvo una película multicapa termocontráctil del mismo modo que en el Ejemplo comparativo 1a excepto que el EVA-A (contenido de acetato de vinilo: 18 %) de la capa de superficie interior (D) se sustituyó por EVA-1 (contenido de acetato de vinilo: 15 %).
(Ejemplo comparativo 6)
Se obtuvo una película multicapa termocontráctil del mismo modo que en el Ejemplo comparativo 1a excepto que el EVA-A de la capa de superficie interior (D) se sustituyó por EEA.
(Ejemplo comparativo 7)
Se obtuvo una película multicapa termocontráctil del mismo modo que en el Ejemplo comparativo 1a excepto que la configuración de espesor de la resina del Ejemplo de trabajo 1 se cambió como se muestra en la Tabla 1 y el espesor total fue de 50 pm.
(Ejemplo comparativo 8)
Se obtuvo una película multicapa termocontráctil del mismo modo que en el Ejemplo comparativo 1a excepto que la configuración de espesor de la resina del Ejemplo comparativo 1a se cambió como se muestra en la Tabla 2 y el espesor total fue de 70 pm.
(Ejemplo de trabajo 9)
Una capa interior (F) que comprende VL-2 se insertó entre la capa de adhesión (E) y la capa de superficie interior (D) en la configuración de capas del Ejemplo comparativo 1a, y se obtuvo una película multicapa termocontráctil que tenía una configuración de siete capas y que tenía la relación de espesor mostrada en la Tabla 2.
(Ejemplo comparativo 10)
Se obtuvo una película multicapa termocontráctil del mismo modo que en el Ejemplo comparativo 1a excepto que la configuración de espesor de la resina del Ejemplo comparativo 1a se cambió como se muestra en la Tabla 1 y el espesor total fue de 32 pm.
(Ejemplo comparativo 1)
Se obtuvo una película multicapa termocontráctil del mismo modo que en el Ejemplo comparativo 1a excepto que el EVA-A de la capa de superficie interior (D) se sustituyó por VL-1 (punto de fusión: 117 °C).
(Ejemplo comparativo 2)
Se obtuvo una película multicapa termocontráctil del mismo modo que en el Ejemplo comparativo 1a excepto que el EVA-A de la capa de superficie interior (D) se sustituyó por EVA-C (contenido de acetato de vinilo: 12 %, punto de fusión: 93 °C).
(Ejemplo comparativo 3)
Se intentó producir una película multicapa termocontráctil del mismo modo que en el Ejemplo comparativo 1a excepto que el EVA-A de la capa de superficie interior (D) se sustituyó por EVA-D (contenido de acetato de vinilo: 25 %, punto de fusión: 78 °C), pero cuando el parisón plano se calentó con agua caliente a 88 °C, las superficies interiores del parisón se fusionaron entre sí sin ninguna abertura, y no se envió a la etapa de estiramiento.
(Ejemplo comparativo 4)
Según el Ejemplo de trabajo 1 del documento de patente 1, se produjo una película multicapa termocontráctil con una anchura plana de aproximadamente 400 mm, en la que la configuración de capas fue una configuración de siete capas de SSC-VLDPE/EVA-A/EEA/PVDC/EEA/EVA-B/iO desde el lado de la capa exterior de la película como se muestra en la Tabla 1 (en donde el EVA-A contenía 0,2 % en masa de erucamida y 0,2 % en masa de monoglicérido y diglicérido de éster de ácido bórico, y el IO contenía 2 % en masa de sílice y 0,38 % en masa de erucamida), en la que los espesores de las capas en la configuración de capas anterior fueron 3/22/1,5/7/1,5/15/10 pm (espesor total 60 pm) por el siguiente método de coextrusión. Específicamente, los seis tipos de material de resina mostrados en la Tabla 1 se suministraron individualmente a seis extrusores respectivos, y después de amasado con fusión de cada uno a una temperatura de resina de 180 a 200 °C, los materiales de resina fundidos se suministraron simultáneamente a una boquilla anular de coextrusión para dar como resultado las siete capas anteriores en el orden desde la cara exterior en la relación de espesor prescrita, y se coextruyó un tubo con las siete capas dentro de la boquilla. El tubo se inactivó en un baño de agua de 10 a 18 °C, y se obtuvo un tubo plano. A continuación, el tubo plano se sometió a irradiación con haz de electrones desde el exterior del tubo en un dispositivo de irradiación de haz de electrones con una tensión de aceleración de 300 KeV para dar como resultado una dosis de radiación de 80 kGy. A continuación, se hizo pasar a través de un baño de agua caliente a 82 °C, y a continuación se inyectó aire en el tubo con forma de tubo, y simultáneamente se estiró biaxialmente con una relación de estiramiento de 310 % en la dirección vertical (MD) y 300 % en la dirección transversal (TD) por el método de inflado mientras se enfriaba con un anillo de aire a una temperatura de 15 a 20 °C. Los resultados de la medición y evaluación de las diversas características de esta película multicapa termocontráctil se muestran en la Tabla 4. La resistencia de adhesión para autoadherencia del lado interior después del tratamiento con agua caliente a 80 °C fue de 11,4 N/15 mm, y se produjo una deslaminación parcial (despegado) de las capas interiores durante el ensayo de rotación hexagonal de un envase de carne fresca, y se separó líquido dando como resultado un mal aspecto. De forma adicional, como la película era blanda y la resistencia térmica de la capa de superficie exterior no era satisfactoria, la idoneidad del envasado de tipo almohadilla fue baja.
(Ejemplo comparativo 5)
Se produjo una película multicapa termocontráctil mediante coextrusión según el ejemplo de trabajo 4 del documento de patente 1. Específicamente, se produjo una película multicapa termocontráctil del mismo modo que en el Ejemplo comparativo 1a excepto que los materiales de resina y la configuración de espesor se cambiaron como se muestra en la tabla 1, en donde se usó VL-2 en la capa de superficie interior (D), se usó NY-A en la capa intermedia (B), y la configuración de capas de resina se cambió a (A)/(E)/(B)/(C)/(E)/(D) (relación de espesor: 2/1,5/7/5/1,5/21) (espesor total: 38 pm). Las condiciones de producción fueron las mismas que en el Ejemplo comparativo 1a excepto que la temperatura del baño de agua caliente antes del estiramiento fue de 90 °C, la relación de estiramiento fue de 300 % en la dirección vertical y 310 % en la dirección transversal, y en la etapa de tratamiento térmico posterior, se relajó 10 % en la dirección vertical y 10 % en la dirección transversal. Los resultados de la medición y evaluación de las mismas características que en el Ejemplo comparativo 1a se muestran en la Tabla 3. Específicamente, no hubo resistencia de adhesión (0 Newtons) de autoadherencia de los lados interiores y después de la prueba de rotación hexagonal del envase de carne fresca, las capas de la superficie interior se habían desprendido y se filtró mucho líquido para dar como resultado un aspecto deficiente.
Se muestra un resumen de las configuraciones de las capas de las películas multicapa termocontráctiles según los ejemplos de trabajo y ejemplos comparativos en la tabla 1, y se muestra un resumen de los resultados de la evaluación en las tablas 2 y 3.
[Tabla 1-I]

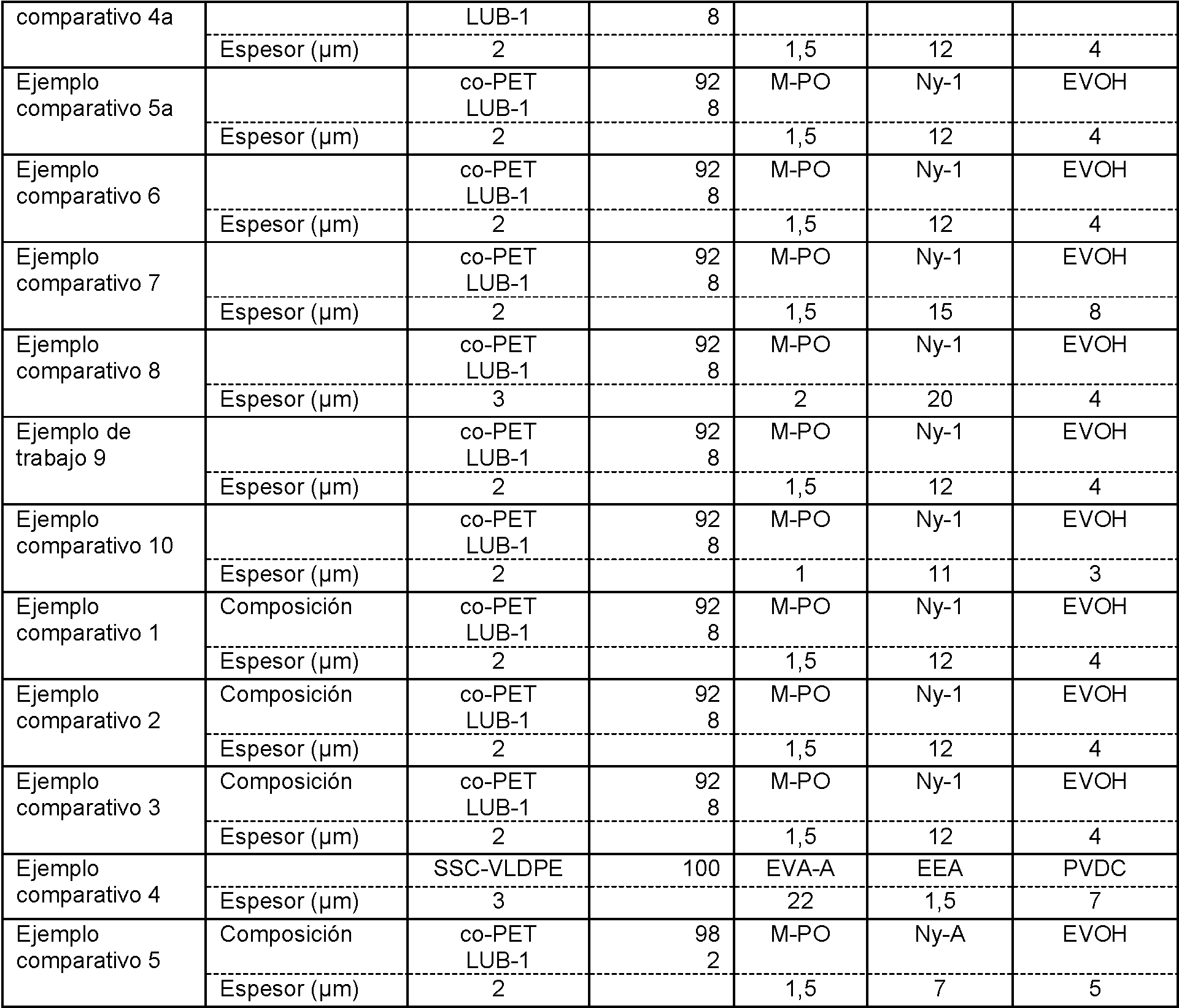
[Tabla 1-II]
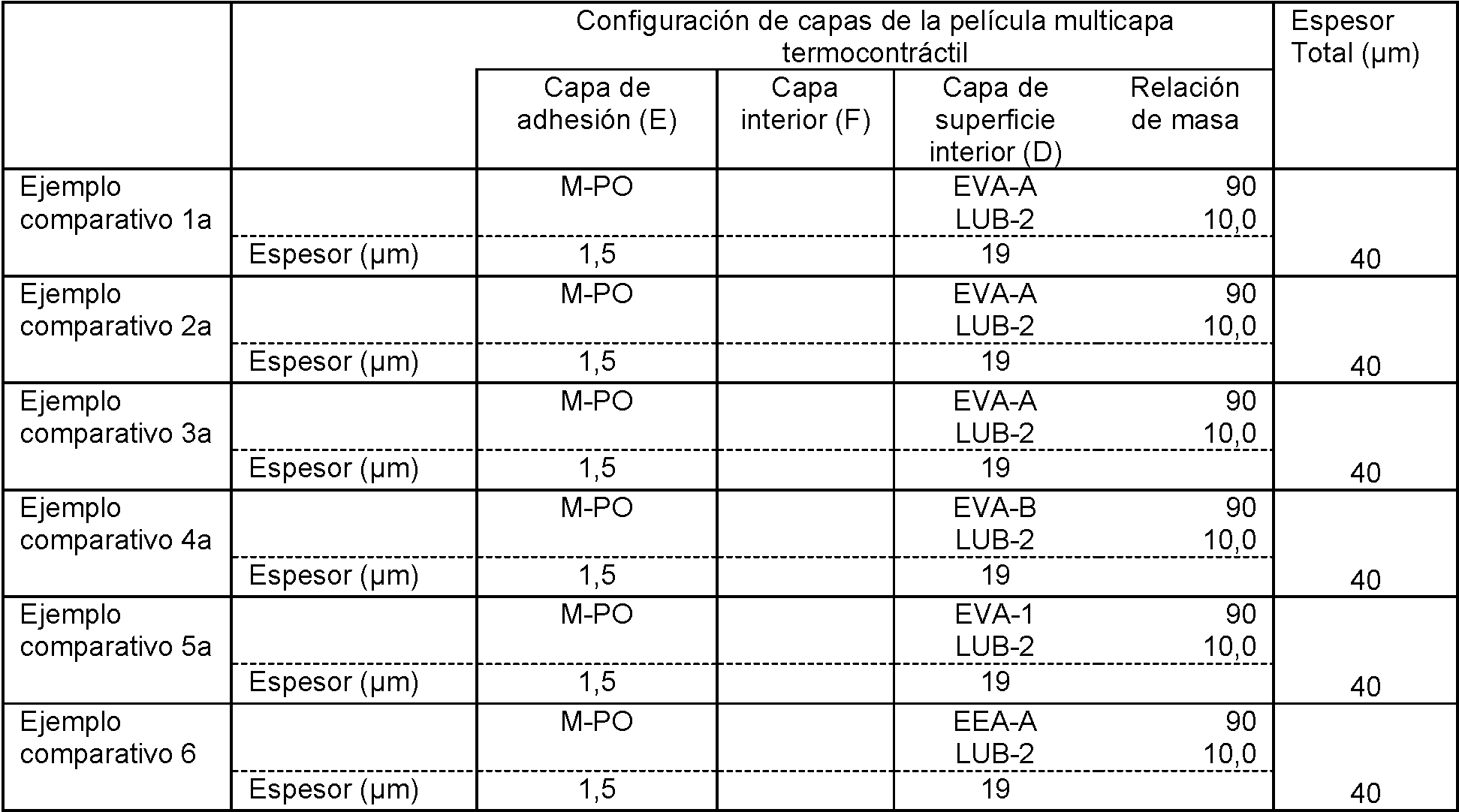

[Tabla 2-I]


*1 Unidades de la permeabilidad al oxígeno: cm3/m2/24 h/atm *2 Unidades de la permeabilidad a la humedad: g/m2/24 h [Tabla 2-II]

*1 Unidades de la permeabilidad al oxígeno: cm3/m2/24 h/atm *2 Unidades de la permeabilidad a la humedad: g/m2/24 h [Tabla 3]


*1 Unidades de la permeabilidad al oxígeno: cm3/m2/24 h/atm
*2 Unidades de la permeabilidad a la humedad: g/m2/24 h
Aplicabilidad industrial
Como se desprende de la evaluación de los resultados mostrados en las Tablas 2 y 3, la presente invención proporciona una película multicapa termocontráctil con base de poliamida que tiene características óptimas para aplicaciones que principalmente requieren resistencia y que tiene una capacidad de autoadherencia muy mejorada exigida en películas para el envasado de productos cárnicos, tales como carnes frescas y procesadas. Además, la película multicapa termocontráctil anterior permite mejoras comprehensivas, tales como proporcionar el brillo superficial y la idoneidad para la impresión o adhesión de etiquetas deseadas en aplicaciones de envasado de productos cárnicos, tales como carne fresca o carne procesada. La película multicapa termocontráctil puede permitir, además, mejoras tales como la capacidad termocontráctil, resistencia, resistencia térmica, moldeabilidad, idoneidad para diversos tipos de envasado, capacidad de barrera para gases, capacidad de barrera contra la humedad e idoneidad de sellado rápido generalmente deseadas en películas para envasado de alimentos.
Claims (4)
1. Una película multicapa termocontráctil para su llenado con contenido, comprendiendo la película:
una capa de superficie exterior (A) que comprende una resina termoplástica resistente al calor; una capa intermedia (B) que comprende una resina con base de poliamida; y
una capa de superficie interior (D) constituida por un copolímero con base de etileno, una resistencia de adhesión entre las capas de la superficie interior después del tratamiento con agua caliente a 80 °C que no es inferior a 10 N/15 mm, determinada según la descripción, comprendiendo el copolímero con base de etileno uno o una mezcla de componentes seleccionados de copolímero de etileno-acetato de vinilo, copolímero de etileno-ácido acrílico, copolímero de etileno-ácido metacrílico, copolímero de etileno-acrilato de metilo, copolímero de etileno-acrilato de etilo y copolímero de etileno-acrilato de butilo, y
teniendo el copolímero con base de etileno una relación entre las entalpías de fusión del cristal a 80 °C e inferior no superior al 50 %, cuando la entalpía de fusión del cristal se determina usando una curva DSC determinada calentando una muestra de resina a 200 °C según la norma JIS K7121, y basándose en el área del pico en el intervalo de temperatura desde el inicio al final de la fusión, la entalpía de fusión del cristal a 80 °C e inferior se determina a partir del área de dicha porción basándose en los resultados de calcular la totalidad de la entalpía de fusión del cristal, entonces la entalpía de fusión del cristal se determina mediante la siguiente fórmula:
relación entre las entalpías de fusión del cristal (%) = (valor de la entalpía de fusión del cristal a la temperatura especificada (80 °C) e inferior)/(valor total de la entalpía de fusión del cristal) * 100;
comprendiendo la película además una capa interior (F) como una capa adyacente a y en el interior de la capa de superficie interior (D), y
comprendiendo la capa interior (F) uno o una mezcla de componentes seleccionados de polietileno de baja densidad (LDPE), polietileno lineal de muy baja densidad (VLDPE), polietileno lineal de baja densidad (LLDPE), copolímero de etileno-propileno (PP-Et), copolímero de etileno-acetato de vinilo (EVA), copolímero de etileno-ácido acrílico (EAA), copolímero de etileno-ácido metacrílico (EMMA), copolímero de etileno-acrilato de metilo (EMA), copolímero de etileno-acrilato de etilo (EEA) y copolímero de etileno-acrilato de butilo (EBA).
2. Una película multicapa termocontráctil según la reivindicación 1, en donde la capa de superficie interior (D) comprende un copolímero de etileno-acetato de vinilo (EVA) que tiene un contenido en acetato de vinilo de 15 a menos de 25 % en masa y un punto de fusión de 80 a 95 °C.
3. La película multicapa termocontráctil según la reivindicación 1 o 2, en donde la resina con base de poliamida comprende de 60 a 100 % en masa de poliamida alifática y 0 a 40 % en masa de poliamida aromática amorfa.
4. La película multicapa termocontráctil según la reivindicación 3, en donde la poliamida aromática amorfa es un policondensado con diaminas alifáticas, que tienen ácido isoftálico y ácido tereftálico como componentes ácidos.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013096983 | 2013-05-02 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| ES2848401T3 true ES2848401T3 (es) | 2021-08-09 |
Family
ID=51843503
Family Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| ES16201791T Active ES2848401T3 (es) | 2013-05-02 | 2014-04-28 | Película multicapa termocontráctil |
| ES16201778T Active ES2821023T3 (es) | 2013-05-02 | 2014-04-28 | Película multicapa termocontráctil |
| ES16201783T Active ES2922375T3 (es) | 2013-05-02 | 2014-04-28 | Película multicapa termocontráctil |
Family Applications After (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| ES16201778T Active ES2821023T3 (es) | 2013-05-02 | 2014-04-28 | Película multicapa termocontráctil |
| ES16201783T Active ES2922375T3 (es) | 2013-05-02 | 2014-04-28 | Película multicapa termocontráctil |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US10414565B2 (es) |
| EP (4) | EP3168044B1 (es) |
| JP (1) | JP6370290B2 (es) |
| AU (1) | AU2014260810B2 (es) |
| BR (1) | BR112015027071B1 (es) |
| ES (3) | ES2848401T3 (es) |
| RU (1) | RU2619787C9 (es) |
| WO (1) | WO2014178378A1 (es) |
Families Citing this family (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6420135B2 (ja) * | 2014-12-15 | 2018-11-07 | 株式会社ワールドプリンター | 開創器 |
| JP2017056659A (ja) * | 2015-09-17 | 2017-03-23 | クリロン化成株式会社 | 深絞り用共押出フィルム |
| GB201516575D0 (en) | 2015-09-18 | 2015-11-04 | Johnson Matthey Plc | Food Packaging |
| EP3512904B1 (de) * | 2016-09-14 | 2025-12-03 | Basf Se | Verfahren zur herstellung eines polymerfilms |
| US11661224B2 (en) | 2016-12-21 | 2023-05-30 | Cryovac, Llc | Apparatus for heat shrinking a package and method for heat shrinking a package |
| JP6826894B2 (ja) | 2017-01-19 | 2021-02-10 | 株式会社クレハ | 熱収縮性多層フィルム |
| JP6990984B2 (ja) * | 2017-04-20 | 2022-01-12 | 旭化成株式会社 | 熱収縮性積層フィルム及び袋 |
| US11338563B2 (en) | 2017-06-09 | 2022-05-24 | Dow Global Technologies Llc | Multilayer films and laminates containing slip agents |
| US11524444B2 (en) | 2017-06-29 | 2022-12-13 | Cryovac, Llc | Use of dual ovenable polyester films in thermoforming packaging applications and dual ovenable thermoformed packages obtained therefrom |
| CN107556504B (zh) * | 2017-08-18 | 2020-01-03 | 东华大学 | 尼龙薄膜表面的水热溶蚀处理方法 |
| US11262130B1 (en) * | 2017-12-14 | 2022-03-01 | Kolorfusion International Inc. | System and method for heat and pressure treatment |
| JP7061930B2 (ja) * | 2018-06-01 | 2022-05-02 | 株式会社クレハ | 熱収縮性多層フィルム |
| JP7292139B2 (ja) * | 2018-07-26 | 2023-06-16 | 三菱ケミカル株式会社 | 熱収縮性プラスチック製部材、複合プリフォームおよび複合容器 |
| CN109336125A (zh) * | 2018-12-14 | 2019-02-15 | 河南理工大学 | 一种纳米层级结构的高岭石微球的制备方法 |
| USD858932S1 (en) | 2019-01-07 | 2019-09-10 | Spectrum Brands, Inc. | T-bone pet treat |
| USD859781S1 (en) | 2019-02-08 | 2019-09-17 | Spectrum Brands, Inc. | Pork chop pet treat |
| USD886406S1 (en) | 2019-02-20 | 2020-06-09 | Spectrum Brands, Inc. | Pork chop pet treat |
| CN113453901A (zh) * | 2019-02-21 | 2021-09-28 | 尤尼吉可株式会社 | 层叠膜及其制造方法 |
| AR119924A1 (es) * | 2019-09-30 | 2022-01-19 | Dow Global Technologies Llc | Película multicapa flexible |
| TWI809324B (zh) * | 2019-12-30 | 2023-07-21 | 長春石油化學股份有限公司 | 乙烯-乙烯醇共聚物樹脂組合物及其膜和多層結構 |
| CA3164864A1 (en) * | 2020-01-28 | 2021-08-05 | Garret DIETZ | Packaged presliced ready-to-eat meat products and methods thereof |
| WO2021162051A1 (ja) * | 2020-02-14 | 2021-08-19 | 凸版印刷株式会社 | 冷凍用包装フィルム、冷凍用包装袋、冷凍食品包装体及び冷凍用包装フィルムの保存性を評価する方法 |
| USD950187S1 (en) | 2020-07-08 | 2022-05-03 | Spectrum Brands, Inc. | Steak bite pet treat |
| IT202000026837A1 (it) * | 2020-11-10 | 2022-05-10 | Akro Brain Srl | Procedimento per la realizzazione di un film termoretraibile perfezionato costituito da almeno due pellicole accoppiate |
| JP2022145155A (ja) * | 2021-03-19 | 2022-10-03 | 住友ベークライト株式会社 | 樹脂フィルム、包装体、生肉包装体及び生肉の保存方法 |
| JPWO2024075632A1 (es) * | 2022-10-06 | 2024-04-11 |
Family Cites Families (30)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3076232A (en) | 1961-07-06 | 1963-02-05 | Du Pont | Process for orienting polyethylene film |
| US4178401A (en) * | 1978-01-09 | 1979-12-11 | W. R. Grace & Co. | Packaging film comprising a blended self-welding layer |
| US5053259A (en) | 1988-08-23 | 1991-10-01 | Viskase Corporation | Amorphous nylon copolymer and copolyamide films and blends |
| JP2714441B2 (ja) | 1989-06-12 | 1998-02-16 | 住友ベークライト株式会社 | 多層延伸フィルム |
| JP2552946B2 (ja) | 1990-08-20 | 1996-11-13 | 呉羽化学工業株式会社 | 2軸延伸積層フィルム |
| JPH06924A (ja) | 1990-12-17 | 1994-01-11 | Sumitomo Bakelite Co Ltd | 多層延伸フイルム及びその製造方法 |
| US6074715A (en) | 1993-06-24 | 2000-06-13 | Pechiney Plastic Packaging, Inc. | Heat shrinkable barrier bags |
| US6270867B1 (en) | 1993-06-24 | 2001-08-07 | Pechiney Plastic Packaging, Inc. | Structures of polymers made from single site catalysts |
| AU701139B2 (en) | 1993-06-24 | 1999-01-21 | Bemis Company, Inc. | Improved structures of polymers made from single site catalysts |
| US7316833B1 (en) | 1993-06-24 | 2008-01-08 | Penchiney Emballage Flexible Europe | Multi-layer thermoplastic films and packages made therefrom |
| US6531198B2 (en) | 1993-06-24 | 2003-03-11 | Pechiney Emballage Flexible Europe | Heat shrinkable barrier bags with anti block additives |
| US6645641B2 (en) | 1993-06-24 | 2003-11-11 | Pechiney Plastic Packaging, Inc. | Structures of polymers made from single site catalysts |
| JPH0733160A (ja) | 1993-07-09 | 1995-02-03 | Mitsubishi Plastics Ind Ltd | 深絞り包装体 |
| JPH0760915A (ja) | 1993-08-31 | 1995-03-07 | Mitsubishi Plastics Ind Ltd | 熱収縮性複合フィルム |
| JP3366735B2 (ja) | 1994-06-15 | 2003-01-14 | 三菱樹脂株式会社 | 熱収縮性複合フイルム |
| JP3766116B2 (ja) | 1995-02-27 | 2006-04-12 | 三菱樹脂株式会社 | 共押出し多層延伸フイルムの製造方法 |
| DE69606811T3 (de) * | 1995-07-31 | 2012-01-12 | Kureha Corp. | Mehrschichtfolie |
| JP3541999B2 (ja) | 1996-07-19 | 2004-07-14 | 呉羽化学工業株式会社 | 熱可塑性多層フィルム |
| JP4495264B2 (ja) * | 1998-04-24 | 2010-06-30 | 株式会社クレハ | 熱収縮性多層フィルム |
| US6749910B1 (en) * | 1998-07-07 | 2004-06-15 | Curwood, Inc. | Bag for bone-in meat packing |
| WO2000005067A1 (en) | 1998-07-22 | 2000-02-03 | Cryovac, Inc. | Heat-shrinkable film |
| JP4255215B2 (ja) | 1999-02-12 | 2009-04-15 | 株式会社クレハ | 包装用積層体 |
| AU2001274589C1 (en) | 2000-06-22 | 2018-04-19 | Kureha Corporation | Low-temperature impact-resistant polyamide-based stretch-oriented multilayer film |
| DE60101938T2 (de) * | 2000-09-26 | 2004-12-23 | Kureha Kagaku Kogyo K.K. | Heissschrumpfbarer Mehrschichtfilm |
| US20040105994A1 (en) * | 2002-12-03 | 2004-06-03 | Pang-Chia Lu | Thermoplastic film structures with a low melting point outer layer |
| JP2005119282A (ja) | 2003-09-22 | 2005-05-12 | Okura Ind Co Ltd | 食肉包装用フィルム |
| NZ570359A (en) | 2006-02-16 | 2010-09-30 | Kureha Corp | Heat shrinkable multilayer film for packaging |
| KR101128757B1 (ko) | 2007-02-14 | 2012-04-12 | 아사히 가세이 케미칼즈 가부시키가이샤 | 연신 적층 필름 및 백 |
| JP5484765B2 (ja) * | 2009-03-31 | 2014-05-07 | 三菱樹脂株式会社 | ガスバリア性多層フィルム、及び深絞り包装体用底材 |
| CN102781666B (zh) | 2010-01-08 | 2014-10-22 | 株式会社吴羽 | 用于深拉成形的热收缩性多层膜及其制造方法 |
-
2014
- 2014-04-28 ES ES16201791T patent/ES2848401T3/es active Active
- 2014-04-28 EP EP16201783.4A patent/EP3168044B1/en not_active Revoked
- 2014-04-28 EP EP16201778.4A patent/EP3168043B1/en not_active Revoked
- 2014-04-28 US US14/888,465 patent/US10414565B2/en active Active
- 2014-04-28 ES ES16201778T patent/ES2821023T3/es active Active
- 2014-04-28 ES ES16201783T patent/ES2922375T3/es active Active
- 2014-04-28 JP JP2015514848A patent/JP6370290B2/ja not_active Expired - Fee Related
- 2014-04-28 BR BR112015027071-9A patent/BR112015027071B1/pt not_active IP Right Cessation
- 2014-04-28 AU AU2014260810A patent/AU2014260810B2/en not_active Ceased
- 2014-04-28 WO PCT/JP2014/061885 patent/WO2014178378A1/ja not_active Ceased
- 2014-04-28 RU RU2015145546A patent/RU2619787C9/ru active
- 2014-04-28 EP EP16201791.7A patent/EP3153318B1/en not_active Revoked
- 2014-04-28 EP EP14791785.0A patent/EP2993042B1/en not_active Revoked
Also Published As
| Publication number | Publication date |
|---|---|
| BR112015027071B1 (pt) | 2021-12-21 |
| AU2014260810B2 (en) | 2017-03-30 |
| BR112015027071A8 (pt) | 2019-12-24 |
| US20160152390A1 (en) | 2016-06-02 |
| EP2993042A4 (en) | 2016-12-14 |
| JP6370290B2 (ja) | 2018-08-08 |
| AU2014260810A1 (en) | 2015-11-26 |
| WO2014178378A1 (ja) | 2014-11-06 |
| ES2821023T3 (es) | 2021-04-23 |
| JPWO2014178378A1 (ja) | 2017-02-23 |
| RU2619787C2 (ru) | 2017-05-18 |
| EP3168043A1 (en) | 2017-05-17 |
| EP3168043B1 (en) | 2020-07-08 |
| EP2993042A1 (en) | 2016-03-09 |
| EP3168044A1 (en) | 2017-05-17 |
| US10414565B2 (en) | 2019-09-17 |
| RU2619787C9 (ru) | 2017-08-17 |
| EP3153318A1 (en) | 2017-04-12 |
| EP2993042B1 (en) | 2020-01-15 |
| RU2015145546A (ru) | 2017-04-28 |
| EP3168044B1 (en) | 2022-05-18 |
| BR112015027071A2 (pt) | 2017-07-25 |
| ES2922375T3 (es) | 2022-09-14 |
| EP3153318B1 (en) | 2020-12-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| ES2848401T3 (es) | Película multicapa termocontráctil | |
| ES2827219T3 (es) | Película multicapa termocontráctil | |
| ES2663514T5 (es) | Películas termocontraíbles de barrera de multicapa PVDC | |
| JP5013488B2 (ja) | 熱収縮性多層フィルム及びそれを用いた包装材 | |
| ES2691210T3 (es) | Películas de múltiples capas termocontraíbles | |
| US20130065002A1 (en) | Multilayer film and packaging material | |
| CN109195790B (zh) | 阻气可热收缩膜 | |
| JP2004115066A (ja) | 深絞り包装方法及び深絞り包装用微収縮性フィルム | |
| ES2928292T3 (es) | Película multicapa termocontráctil | |
| JP6897646B2 (ja) | Ma包装用透明多層フィルム及び包装体 | |
| JP2019104501A (ja) | 包装用積層体 | |
| JP2002172746A (ja) | 熱収縮性多層フィルム | |
| CN109328137B (zh) | 热收缩性多层膜 | |
| JP7547838B2 (ja) | 積層フィルム及び包装体 | |
| JP2000128112A (ja) | 軟質多層フィルム | |
| JP2015189481A (ja) | 包装体 | |
| JP6881407B2 (ja) | 透明多層フィルム及び包装体 | |
| AU2019278185B2 (en) | Heat shrinkable multilayer film | |
| JP2007246122A (ja) | 蓋材 | |
| JP2025104883A (ja) | 包装用積層体 | |
| JP2023074228A (ja) | 多層フィルム及び包装体 | |
| JP2023074227A (ja) | 積層フィルム及び包装体 | |
| JP2023074226A (ja) | 多層フィルム及び包装体 | |
| JP2004142752A (ja) | 鶏肉製品包装体 |